
吸着パッド

【課題】精密機器に用いられる基盤やレンズ、液晶ガラス等における研磨加工を行う際に、被研磨物を吸着保持し、研磨加工中の研磨機定盤からのズレが発生しにくい吸着パッドを提供すること。
【解決手段】フィルム上に、高分子弾性体(A)からなる多孔層が存在する吸着パッドであって、圧縮時の圧縮変形量が、多孔層上部よりも多孔層下部が大きいことを特徴とする吸着パッド。さらには、フィルムと多孔層の間に高分子弾性体(B)からなる接着層が存在することや、低荷重時の圧縮率が2〜10%、高荷重時の圧縮率が10〜40%であること、低荷重時の圧縮弾性率が80〜100%であること、高荷重時の圧縮弾性率が60〜100%であることが好ましい。
【解決手段】フィルム上に、高分子弾性体(A)からなる多孔層が存在する吸着パッドであって、圧縮時の圧縮変形量が、多孔層上部よりも多孔層下部が大きいことを特徴とする吸着パッド。さらには、フィルムと多孔層の間に高分子弾性体(B)からなる接着層が存在することや、低荷重時の圧縮率が2〜10%、高荷重時の圧縮率が10〜40%であること、低荷重時の圧縮弾性率が80〜100%であること、高荷重時の圧縮弾性率が60〜100%であることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シート状物の加工工程に用いられる吸着パッドに関し、精密機器に用いられる基盤やレンズ、液晶ガラス等における研磨加工前後に被研磨物を吸着保持する吸着パッドに関する。
【背景技術】
【0002】
近年コンピューターなどの情報処理技術の発達に伴い、磁気記録媒体やシリコンウエハーに対する高精度の表面仕上げが要求されている。例えば磁気記録媒体のハードディスク等を製造する場合、被研磨物となるアルミニウム、ガラス等の表面を平滑化する加工を行うが、それに用いる研磨用基布に対する要求もますます高くなってきている。この平滑化加工として、被研磨物を保持しながら片面のみに研磨加工を実施する方法がある。そしてこの方法の場合には、被研磨物を研磨加工機の定盤に固定することが必要となる。
【0003】
被研磨物を固定する方法としては、従来は被研磨体をワックス塗布したセラミックシートや真空吸引により固定する方式が主流であった。しかし、作業性や設備導入の観点で研磨加工の効率化を行う上で不利であるので、例えば特許文献1では、軟式プラスチックシートを用いたキャリアレス保持パッドが提案されている。しかしこのものは裏面研磨されているとはいうものの、表面平滑性において問題があるものであった。そこで特許文献2では、裏面である背面を研磨された湿式成膜法ポリウレタンシートを、フィルム状基材に加圧密着し、ロール状に巻き取った巻取体を加熱温度が30〜50℃で加熱処理時間が12〜48時間保持する方法が提案されている。
しかし、平滑化こそ向上するものの、被研磨物を固定するための吸着性能については満足のいくものではないという問題があった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−239786号公報
【特許文献2】特開2008−119861号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、精密機器に用いられる基盤やレンズ、液晶ガラス等における研磨加工を行う際に、被研磨物を吸着保持し、研磨加工中の研磨機定盤からのズレが発生しにくい吸着パッドを提供することにある。
【課題を解決するための手段】
【0006】
本発明の吸着パッドは、フィルム上に、高分子弾性体(A)からなる多孔層が存在する吸着パッドであって、圧縮時の圧縮変形量が、多孔層上部よりも多孔層下部が大きいことを特徴とする。
さらには、フィルムと多孔層の間に高分子弾性体(B)からなる接着層が存在することや、低荷重時の圧縮率が2〜10%、高荷重時の圧縮率が10〜40%であること、低荷重時の圧縮弾性率が80〜100%であること、高荷重時の圧縮弾性率が60〜100%であることが好ましい。
【発明の効果】
【0007】
本発明によれば、精密機器に用いられる基盤やレンズ、液晶ガラス等における研磨加工を行う際に、被研磨物を吸着保持し、研磨加工中の研磨機定盤からのズレが発生しにくい吸着パッドが提供される。
【図面の簡単な説明】
【0008】
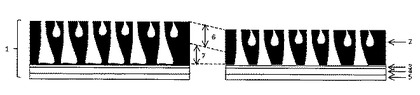
【図1】本発明の吸着パッドの実施形態を示す断面図である。この吸着パッドは、圧縮前の状態(左図)と比べ、圧縮後の状態(右図)では、下層部分が大きく変形している。
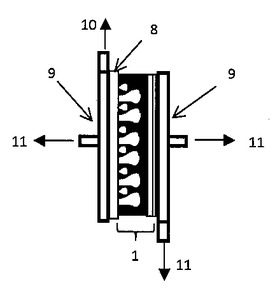
【図2】本発明における吸着力測定方法を示す図である。
【発明を実施するための形態】
【0009】
本発明の吸着パッドは、フィルム上に、高分子弾性体(A)からなる多孔層が存在する吸着パッドであって、圧縮時の圧縮変形量が、多孔層上部よりも多孔層下部が大きい吸着パッドである。さらにはフィルムと多孔層の間に高分子弾性体(B)からなる接着層が存在することが好ましい。
【0010】
本発明の吸着パッドにおいて用いられる多孔層の支持体となるフィルムとしては、均質な厚みと硬度を持った合成樹脂からなるフィルムであることが好ましい。具体的には例えば合成樹脂フィルムとしては、主に、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、ポリプロピレン(PP)、ポリエチレン(PE)や、ポリカーボネート(PC)などの素材が挙げられるが、なかでもポリエチレンテレフタレート(PET)がその均質性と取り扱いやすさから良好な素材であり好ましい。
【0011】
また、フィルムの厚さとしては、10〜300μmの範囲であることが好ましく、特には100μm〜250μmの範囲がより好ましい。フィルムの厚みが薄いと十分な剛性をフィルムが有さず、多孔層の成膜加工時に折れたり、張力等によりシワになったり、均一なコーティング加工が困難になる傾向にある。また逆にフィルムが厚い場合には、取り扱い性や加工性は向上するものの、できあがった吸着パッドの剛性が高くなりすぎる傾向にある。フィルムが厚すぎる場合には、例えばロール状に巻き取るなどの加工時において巻き付けが困難になったり、または得られる多孔シートに巻き癖が付き、使用時にそりが発生したりするなどの欠点が生じる傾向にある。
【0012】
本発明の吸着パッドでは、このようなフィルム上に、高分子弾性体(A)からなる多孔層が存在することを必須とする。
ここで用いられる高分子弾性体(A)としては、ポリウレタンエラストマー、ポリウレアエラストマー、ポリウレタン・ポリウレアエラストマー、ポリアクリル酸樹脂、アクリロニトリル・ブタジエンエラストマー、スチレン・ブタジエンエラストマー等が挙げられるが、なかでもポリウレタンエラストマー、ポリウレアエラストマー、ポリウレタン・ポリウレアエラストマー等のポリウレタン系のエラストマーであることが好ましい。さらに例えばポリウレタン系エラストマーの場合には、平均分子量500〜4000のポリエーテルグリコール、ポリエステルグリコール、ポリエステル・エーテルグリコール、ポリカプロラクトングリコール、ポリカーボネートグリコール等から選ばれた、一種または二種以上のポリマーグリコールと、4,4’−ジフェニルメタンジイソシアネート、キシリレジンイソシアネート、トリレジンイソシアネート、ジシクロヘキシルメタンジイソシアネート、イソフォロンジイソシアネート等の有機ジイソシアネートと、低分子グリコール、ジアミン、ヒドラジン、又は有機酸ヒドラジッド、アミノ酸ヒドラジッド等のヒドラジン誘導体等から選ばれた鎖伸長剤を反応させて得られるものであることが好ましい。
【0013】
また、本発明の吸着パッドにて用いられる高分子弾性体(A)の物性としては、その100%モジュラスは2〜10MPaの範囲であることが好ましい。この100%モジュラスと多孔層における多孔の分布により、吸着加工に適した多孔シートとなるのである。本発明の吸着パッドは、多孔の高分子弾性体からなる微小な開口部を有する多孔層が、その厚み方向に適度のクッション性を持たせることにより、被研磨物への密着性とフィット性を向上させ、吸着パッドとしての性能の安定化を実現する。100%モジュラスが小さすぎる場合、その高分子弾性重合体中の結晶成分が極端に少なくなり成膜時に安定した多孔フィルムを成型しにくいため、使用しにくい傾向にある。逆に100%モジュラスが大きすぎる場合、高分子中の結晶成分が多く、弾性挙動が少なくなり、加工時の圧力の分散が不均一となる傾向にある。
【0014】
本発明では、表面層は多孔構造をとるが、多孔状態としては、おむすび型の大きな孔と微多孔からなる断面多孔を調整し成形されたものであることが特に好ましい。このような形状とすることにより、吸着加工に適した弾性率を得ることができる。また本発明の吸着パッドを用いて研磨加工を行うことにより、吸着パッドが小変形時には大きな多孔が変形し、大変形時には微多孔や、弾性体事態が持つ弾性変形を行うことにより、研磨時の各種応力に対し被研磨物に掛かる荷重をコントロールしうるのである。高分子弾性重合体からなる多孔フィルムはその厚み方向に適度のクッション性を持たせることにより、被研磨物を保持するための吸着パッドとして用いることにより、結果的には被研磨物の研磨精度をも高めることができるのである。
【0015】
本発明の吸着パッドは、このようにフィルム上に、多孔の高分子弾性体(A)からなる多孔層が存在するのであるが、その多孔状態としては、涙型の大きな孔と微多孔からなる断面多孔を有することが特に好ましい。厚さとしては200〜1300μmの範囲であることが、より好ましくは300〜900μmの厚さであることが好ましい。このような形状とすることにより、吸着パッドに適した弾性率を得ることができる。小変形時には大きな多孔が変形し、大変形時には微多孔や、弾性体自体が持つ弾性変形により、各種応力に対し連続的に被研磨物に掛かる荷重をコントロールしうるのである。高分子弾性重合体からなる湿式成膜フィルムはその厚み方向に適度のクッション性を持たせることにより被研磨物への表面密着性とフィット性をよくし、吸着パッドとして用いることにより、被研磨物の研磨精度を高めることができるようになるのである。また、この多孔層の多孔構造が均一でその多孔層の両側にスキン層を有するものであることが好ましい。特に多孔層と接着層の間に存在するスキン層は、圧縮による疲労性を向上させるために有効である。
【0016】
また表面層の多孔層の見かけ密度としては、0.10〜0.30g/cm3の範囲であることが好ましく、0.10〜0.25g/cm3であることがより好ましい。見かけ密度が小さすぎる場合には、加工時の圧力による吸着パッドの変形が大きくなり、被研磨物表面の大きな周期の加工斑が大きくなる傾向にある。応力分散が大きくなるために加工時の圧力が安定しにくいためである。また逆に密度が大きすぎる場合には、多孔層が圧縮された時の変形率が小さくなり、被研磨物表面の小さな周期の加工斑が大きくなる傾向にある。研磨加工時に平滑加工用シートの反発性が高くなるが、どうしても部分的な応力集中が発生し、その部分だけ研磨が進むためである。
【0017】
また本発明の吸着パッドの好ましい形態としては、上記のようなフィルムと、高分子弾性体(A)からなる多孔層の間に高分子弾性体(B)からなる接着層が存在することが好ましい。さらにはこの接着層は高分子弾性体(B)と架橋剤とを含有するものであることが好ましい。好ましくは存在する接着層にて用いられる高分子弾性体(B)としては通常の接着剤に用いられる高分子弾性体を用いることができ、さらにはエステル樹脂系の接着剤であることが好ましく、特にはポリエステルポリオール系の接着剤であることが好ましい。またこの接着層には、架橋剤を含有することが好ましい。末端に高い反応性基を有する架橋剤によって、高い接着性を発揮し、吸着パッドの耐久性を向上させうるのである。例えば本発明の吸着パッドは、研磨液(スラリー)中の水、酸、アルカリ溶液にさらされるが、架橋剤を含むことにより、接着層の加水分解、酸アルカリによる分解等を有効に防止することが可能となる。加工中のフィルムと高分子弾性重合体からなる多孔層との間での剥がれや、面平滑性の悪化を防止できるばかりでなく、加工時に掛かる剪断方向の力に対しての耐久性をも向上させることが可能となったのである。
【0018】
さらはこの架橋剤はイソシアネート系架橋剤であることが好ましい。特に多孔層を構成する高分子弾性体をポリウレタン樹脂とした場合、イソシアネート系の架橋剤は高い接着性を発揮しうる。さらに架橋剤中の反応性の高い置換基部分が反応封鎖基でブロックされたブロック型架橋剤であることも好ましい。ブロックされた反応封鎖基の解離温度としては80〜180℃の範囲であれば良く、さらには110℃から150℃の範囲であることが好ましい。
【0019】
接着層の厚さとしては、5〜100μmであることが好ましく、特には5〜35μmの厚さであることがより好ましい。この接着層の厚さは、処理液の塗布量や、固型分濃度を変更することにより調整しうる。接着層の厚みが小さすぎる場合には、接着層や表面層のコーティング加工における装置の些細な歪み等により、接着不良等を引き起こす傾向にある。一方逆に接着層の厚さが大きすぎる場合には、得られる吸着パッドの柔軟性に悪影響を及ぼす傾向にある。接着層が厚くなりすぎてしまい。接着層の影響が素材の硬さに影響を及ぼすようになるのである。例えば、吸着パッドの剛性が高くなりすぎるとロール状に巻き取る際に巻き付けが困難になるばかりではなく、巻き癖が付くためにそりが発生するなどの問題点が出てくる傾向にある。
【0020】
このようなフィルム上に高分子弾性体(A)からなる多孔層が存在する本発明の吸着パッドは、さらに圧縮時の圧縮変形量が、多孔層上部よりも多孔層下部の方が大きいことを必須とする。
【0021】
本発明の吸着パッドの吸着力発現の原理は、被吸着物(被研磨物)と吸着パッド間及び吸着パッドの多孔層内に存在する空気が排出されて真空状態となり、吸盤と同様の原理で吸着現象が起こるものである。このとき、被吸着物に近い多孔層上部よりも被吸着物に遠く、しかも裏面が気体をほとんど透過しないフィルムにより空気の移動が妨げられている多孔層下部がより多く圧縮変形を行うことにより、真空部分がより多く、吸着力を高く発揮させることが可能となるのである。このとき圧縮変形量はあらかじめ多孔層の中心部を観察した後、圧縮を行ったときの上部と下部の圧縮率を観察することにより把握することができる。さらには初期圧縮時にその圧縮変形量が、多孔層上部よりも多孔層下部において大きいことが好ましい。これは具体的には100g/cm2の低荷重条件下での上部と下部の圧縮率を観察することにより把握することができるものである。
【0022】
このように多孔層の上部と下部の圧縮率を調整するためには、例えば多孔層の上部と下部の密度を変化させれば良く、湿式多孔構造において典型的な円錐の底面が下部に位置する円錐状の空隙を有することによって発現させることが可能である。このような形態の場合、吸着に寄与する真空部分が多孔層の下部に位置するため、被吸着物に直接的に接する面の密度が高く、耐久性に優れた吸着パッドとなるという利点もある。逆に断面がこのような円錐状の、断面を観察した際の底広三角形状を取らない場合には、例えばその空隙断面は縦長形状となるが、その場合には多孔層の上部と下部の圧縮率は同等となり、本発明のような高い吸着力を発揮することはできない。
【0023】
また、本発明の吸着パッドはその低荷重時の圧縮率が2〜10%、高荷重時の圧縮率が10〜40%であることが好ましい。さらに低荷重時の圧縮弾性率が80〜100%であることや、高荷重時の圧縮弾性率が60〜100%であることが好ましい。このとき低荷重とは300g/cm2以下、高荷重とは1427g/cm2程度以下の範囲であり、その上限の値を測定することにより、圧縮率は求めることができる。またここで圧縮弾性率とは、低荷重または高荷重にて圧縮率を測定した後の厚さの回復率を意味する。このような圧縮特性は圧縮初期に多孔層の密度が低い部分が先に圧縮される場合に発現しうる。
【0024】
低荷重時の圧縮率が小さすぎる場合、多孔質層の変形が初期にはほとんど起こらず、つまり空気が排出されず、吸着しにくい傾向となる。逆に初期の吸着率が大きすぎる場合、多孔層の変形が大きく、荷重を増やしたとしてもその後空気が排出されないため、十分な吸着力が得られない傾向にある。高荷重時の圧縮率が小さすぎる場合、圧縮に対し、非常に変形を受けにくい吸着パッドなので、圧着時に被研磨物の表面に追従して変形しにくくなる点においても、吸着が困難となる傾向にある。逆に高荷重時の圧縮率が大きい場合、柔軟性が高すぎて、満足な研磨加工を行うことが困難である。また低荷重時や高荷重時の圧縮弾性率が小さすぎると、吸着パッドに回復力が無いことを意味し、研磨処理工程の完了後、次の研磨加工を行うまでに吸着パッドの厚さ回復を待たなければならず、生産効率が低下する傾向にある。
【0025】
このよう本発明の吸着パッドの圧縮時の変形率(圧縮率)や圧縮後の回復性を示す圧縮弾性率などを適正化するためには、高分子弾性体の100%モジュラスや多孔形態を調整することにより得ることが可能となる。この吸着パッドの圧縮率や圧縮弾性率は被吸着物によって変更することが必要であり、適正化により被研磨物の種類毎に異なる要求特性(被研磨物の研磨後の表面粗さ、うねり、端部形状や研磨レート、パッド寿命など)にあわせる吸着パッドにすることができる。
【0026】
本発明の吸着パッドにおいては、研磨用吸着パッド素材の表面粗さRa、一定長さ当たりの山谷の周期数Pc(ピークカウント)も平滑であることが好ましいことはいうまでも無い。
【0027】
研磨加工前後に被研磨物を吸着保持するため、あるいは、研磨加工最中に研磨機定盤からのズレを防止するためには、強固な被研磨物と研磨用吸着パッド素材間を密着させるが、そのためには、研磨用の吸着パッドの表面の、被研磨物に対する接触面積が大きい事が好ましいからである。接触面積を増大する観点からも、研磨用吸着パッド素材表面の表面粗さRa、最大高さRy、一定長さ当たりの山谷の周期数Pc(ピークカウント)を低くすることが好ましい。
【0028】
本発明の吸着パッドとしては、算術平均表面粗さRaが0.01〜2.0μmの範囲であることが好ましい。また一定長さ当たりの山谷の周期数Pc(ピークカウント)が10〜30/cmであることが好ましい。このような範囲にすることで、被研磨物と吸着パッド表面との間に空隙は圧縮により十分に減少し、高い密着性を保持し吸着力を十分に発現することができる。特にPcは本発明の吸着パッドの性能に大きな影響を与える。このような高い平滑性を吸着パッドの表面に成形するためには例えば後に述べるフィルムプレスなどの工程にて製造するものであることが好ましい。
【0029】
なお、ここで「算術平均表面粗さRa」としては、JIS B061−1994に基づき、測定した粗さ曲線からその平均線の方向に基準長さL(エル)だけ抜き取り、この抜き取り部分の平均線から測定曲線までの偏差の絶対値を合計し、平均した値である。
Ra=1/L∫|F(x)|dx
(積分範囲0→L(エル))
【0030】
このような本発明の吸着パッドは、例えばその製造方法として、フィルム上の表面に多孔の高分子弾性体(A)を、例えば水を主成分とする凝固浴中にて湿式凝固することにより得ることができる。さらにはそのフィルムにはあらかじめ架橋剤と高分子弾性体(B)を含有する接着処理液を塗布、乾燥して架橋剤を含有する高分子弾性体(B)からなる接着層を有するものとすることが好ましい。
【0031】
本発明の吸着パッドは、例えば接着層有するかまたは有さないフィルムの表面に、高分子弾性体(A)と有機溶剤からなる溶液を塗布し、水を主成分とする凝固浴中にて湿式凝固して多孔層を形成することにより得ることができる。
【0032】
この表面に高分子弾性体(A)と有機溶剤からなる溶液を塗布する塗布方法としては、ロールコート方式やナイフコート方式を採用することが好ましい。より具体的には、フィルム上に成膜された接着層の上に、所定のクリアランスを設けたロールやナイフにより、適量のコーティング液を塗布し、コーティング処理を行う方法が好ましい。
【0033】
また、多孔層を形成するために用いられる高分子弾性体(A)としては、ポリウレタンエラストマー、ポリウレアエラストマー、ポリウレタン・ポリウレアエラストマー、ポリアクリル酸樹脂、アクリロニトリル・ブタジエンエラストマー、スチレン・ブタジエンエラストマー等が挙げられる。さらに使用する高分子弾性体(A)としては、樹脂単体でも良いが、2種以上の樹脂をブレンドして使用することも好ましい。ブレンドによる使用を行うことにより、多孔層の弾性や塑性を調整し、最適な圧縮変形状態に制御することが可能になる。例えば多孔層の変形挙動制御のためには、ポリウレタン樹脂の構成セグメント比率(ハード成分・ミッド成分・ソフト成分)のバランスを変化させることが有効であり、このような構成セグメント比を各種樹脂のブレンド比率によって調整することも可能である。
【0034】
またこの高分子弾性体(A)の溶液中には、多孔構造を調整する各種添加剤を添加することも好ましい。高分子弾性体(A)は、水を主成分とする凝固浴中にて湿式凝固して多孔層を形成するが、各種添加剤により、湿式凝固時の多孔状態を調整することが可能となる。
【0035】
高分子弾性体(A)がポリウレタン樹脂の場合には、有機溶剤としてはジメチルホルムアミド(DMF)を用いることが、湿式多孔を得るためには好ましい。この場合、DMFに溶解させた高分子弾性体溶液に、湿式凝固助剤としてのセルロース系添加剤や、着色剤としてのトーナー等を併用することが好ましい。また、湿式多孔構造の形成助剤として、シリコーン系の親水剤や疎水剤を添加した溶液を用いることも好ましい。
【0036】
より具体的には、例えば高分子弾性体(A)がDMFに溶解したポリウレタン樹脂の場合、処理溶液中のDMFを凝固浴において、水と置換し湿式凝固成膜を行うことができる。このとき凝固浴としては、0〜20%の範囲好ましくは、0〜10%の範囲のDMFを含有する水溶液を用いることが通常である。この凝固浴に溶液を塗布したシートを浸漬させることにより、円錐形の大きな孔と微多孔からなる断面多孔を持つ多孔層が形成される。
【0037】
この製造方法では、湿式凝固し多孔層を形成した後に、さらに水あるいは温水中に浸漬することにより、多孔内に残留するDMFなどの有機溶剤を、多孔層から除去することが好ましい。さらに得られたシートは、乾燥処理を行い吸着パッドとなる。この吸着パッドの乾燥処理における乾燥温度としては、90〜120℃が好ましく、100〜120℃がより好ましい。
このような上記の製造方法により、本発明の優れた吸着パッドを製造することが可能となる。
【0038】
このような本発明の吸着パッドでは、その表面の平滑性も重要である。最表面はフラットであることが好ましく、例えば表面に多孔層を成形させた後、さらに加熱プレスによりに表面の平滑性を向上させたものであることも好ましい。
【0039】
表面を加熱プレスする方法としては、一枚の多孔シート毎にフラットな平板にて均一に熱と圧力をかけてプレスする方法や、表面がフラットな金属ロールに多孔シートの表面を押しつけて加熱プレスを行う方法などを挙げることができる。さらにはシート状態で金属ロールを用いて加熱プレス加工する方法が、生産性も良く好ましい。金属ロールを用いる場合、平滑な2本の金属ロール間でプレスする方法以外に、片方のみ平滑な金属ロールでプレスする方法などを採用することもできる。
また、より好ましい加熱プレスの方法としては、平滑なフィルムを多孔層に接するように設置し、そのフィルムの多孔層の反対側から加熱するフィルムプレス方法であることが好ましい。
【0040】
このフィルムプレスのより具体的な方法としては、例えば多孔シートの基体となるフィルム上に多孔層を形成させた後、その多孔層の表面に、平滑な合成樹脂フィルム表面を密着させながら、金属板状物や金属ロールを介して熱を付与し、加圧する方法を挙げることができる。このフィルムプレス加工により、合成樹脂フィルム表面の持つ表面粗さの低い形状を多孔層の表面に転写することができ、例えば多孔シートの表面の算術平均表面粗さRaを極めて低いレベルとすることが可能となる。
またこのとき加工プロセスとしては、連続的(連続加工処理)あるいは非連続(バッチ加工処理)プロセスを採用することができ、生産性の面からは連続加工処理であることが好ましい。
【0041】
また平滑性を向上させるためにはフィルムプレスに用いる合成樹脂フィルムの算術平均表面粗さRaとしては、0.01〜0.50μmであることが好ましい。
このフィルムプレス工程に用いることができる合成樹脂フィルムの種類は、プロセスでの処理時間や加熱ロール温度、プロセスのおける合成樹脂フィルムに掛かる張力等により選択することが可能である。このような合成樹脂フィルムの素材としては、たとえばポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、ポリプロピレン(PP)やポリエチレン(PE)、ポリカーボネート(PC)などの素材が挙げられる。中でもポリエチレンテレフタレート(PET)がその均質性と取り扱いやすさ及び耐熱性の点から、特に好ましい。
【0042】
合成樹脂フィルムの好ましい厚みとしては、0.10mm〜0.50mmの範囲であることが好ましく、0.15mm〜0.30mmの範囲がより好ましい。薄い場合には加圧時の合成樹脂フィルムの変形が大きく、皺などがフィルム表面に入り易いという問題がある。このような場合、平滑加工用シートの多孔層にしわ等が転写され、欠点となる傾向にある。厚すぎる場合には、加熱する金属ロールや金属板からの熱伝達率が低下する問題がある。平滑な合成樹脂フィルム表面の平滑加工用シートへの転写が不十分となる傾向にあるのである。
【0043】
合成樹脂フィルムの裏面に密着させながら加熱する物としては、熱伝導性が良好で、熱膨張しにくい金属製が好ましい。形状としては、ロール状や板状などが採用できるが、表面粗さをより向上するためには、その表面形状が鏡面であることが好ましい。また、熱処理を行う場合、同時に圧力を付与することが好ましく、そのためには基材の多孔質層が存在しない側、すなわちフィルムプレスに用いるフィルムの反対側を、支持物に接触させ保持することが好ましい。このような支持物を用いることにより、平面状態を保ったまま加熱し、加圧することが容易となる。プレス用のフィルム表面が、吸着パッド用素材に密着する時間を長くすることができる。支持物としては金属ロールや金属板でも良いが、フェルト状物や織編物、メッシュ状物等のシート状物を用いることが好ましい。
【0044】
加熱温度としては、60〜200℃が好ましく、特には100〜180℃がより好ましい。低い温度であると、熱接触時間を長くとったとして平滑な合成樹脂フィルム表面の転写が十分でなく、目的の平滑性が得られない傾向にある。また、高い温度の場合、多孔シート表面の軟化が進み過ぎて、合成樹脂フィルムへ融着したり、プロセス通過後に剥離できない等の不具合を生じる傾向にある。
【0045】
加熱プレス時の加圧圧力としては、1〜10kg/cm2の範囲が好ましく、4〜8kg/cm2であることがより好ましい。圧力が低いと十分な合成樹脂フィルム表面の転写ができず、目的の表面粗さが得られない傾向にある。逆に高すぎると、加工後に合成樹脂フィルムからの剥離が困難となる傾向にある。工程通過性や、多孔層の表面が剥がれ落ちるなどの問題を生じる傾向にある。
【0046】
また加熱プレスの際には、合成樹脂フィルム表面を多孔層の表面に密着するように接することが必要であるが、一定時間熱を付与した後、一定時間冷却することにより、熱固定を促進させることが好ましい。冷却時間としては5分以上であることが好ましい。加熱温度、冷却温度は、取り扱う高分子弾性体(B)の分子量や高分子の種類、架橋度などを参考に、ガラス転移点温度や流動開始温度等の高分子弾性体の特性に応じて決定することができる。
【0047】
加熱プレスすることにより、本発明の吸着パッドの仕上がり面を調整することができる。また、プレスにおける圧縮率は、プレス前の厚みに対し、30〜95%の範囲が好ましい。加熱温度が低すぎる場合には、表面の平滑性の向上効果が十分に得られず、一方高すぎる場合には、多孔層の多孔構造がつぶれてしまい、性能が低下する傾向にある。また、圧縮しすぎた場合も同様に多孔構造がつぶれてしまい、圧縮が少ない場合には、表面の平滑性向上効果があまり得られない。
【0048】
本発明の吸着パッドは、精密機器に用いられる基盤やレンズ、液晶ガラス等における研磨加工において、被研磨物を保持しながら片面のみに研磨加工を実施するときに、被研磨物を保持する吸着パッドに用いるものである。
【0049】
この本発明の吸着パッドは、さらに多孔表面に微小な孔を開けることにより、吸着性をより向上させることができ、例えば多孔層を湿式凝固させることによりそのような微小な孔を形成することができる。さらには先に述べた加熱プレスなどの平滑化加工を行うことが好ましい。吸着パッドは、吸着、保持を目的とするため、平滑性により加工物との密着性が向上することが有効なのである。ことに吸着パッドが用いられる片面研磨加工については、高い均質性と平滑性が要求されてきている。近年、液晶用ガラスを用いた製品の需要が高騰している上、液晶用ガラスの大きさも大型化、それに伴う研磨機の大型化が進んでいるためである。本発明の平滑加工用シートはその要求に高いレベルでこたえることができる。
【0050】
本発明の吸着パッドは、フィルムの多孔層が存在しない側に両面テープを接着し、研磨加工機の定盤に両面テープを用いて接着することにより、吸着パッドとして用いることができる。
【実施例】
【0051】
以下、実施例により、本発明を更に具体的に説明する。なお濃度は特に記載のない限り重量%で、算術平均表面粗さRaは下記の方法にて測定した。
【0052】
(1)圧縮率
吸着パッドの一定荷重を付与したときの圧縮率である。低荷重時の圧縮率は150g/m2の条件下にて測定し、高荷重時の圧縮率は1427g/m2の条件下にて測定したものである。圧縮が全く起こらない場合を0%、圧縮により厚さが0となった場合を100%とした。
【0053】
(2)圧縮弾性率
上記(1)の圧縮率の測定後、荷重除去後の厚さの回復率を「圧縮弾性率」とした。なお低荷重は150g/cm2の荷重、高荷重は1427g/cm2の荷重の条件を採用した。もとの厚さに戻った場合を100%、全く厚さが回復しない場合を0%とした。
【0054】
(3)圧縮変形率
図1に基づいて説明すると、まずあらかじめ吸着パッドの多孔層の上層部分と下層部分の境界線9を定め、その厚みを記録する。ここで境界線は多孔層の中心、総厚さの1/2の位置である。次にピンチコックにて試験片に一定荷重(100g/cm2)を掛けて圧縮した後、電子顕微鏡にて変形状態を撮影し、その境界線9の位置を確認し、多孔層の上層部分の圧縮後の厚み、下層部分の圧縮後の厚みを求め、それぞれの部分の圧縮率を計算し、変形率とした。
【0055】
(4)算術平均表面粗さRa
表面粗さ測定器(株式会社ミツトヨ製、品番SJ−301)にてJIS B0601:1994に基づき、カットオフ値(λc:粗さ曲線断面曲線から波長の長い成分(うねり成分や形状精度成分)を除去する長さ)2.5mm、評価長さ12.5mm、使用測定検出器先端のR:10μm(SR10検出器)の設定にて測定した。
Ra=1/L∫|F(x)|dx
(積分範囲0→L(エル))
【0056】
(5)山谷の周期数Pc(ピークカウント)
測定した表面粗さ曲線の平均線に対し、1cmあたり何回その平均線を介して山谷があるかを、ピークカウント値とした。
【0057】
(6)吸着パッド用素材の吸着力
研磨加工時の吸着パッド用素材の吸着力を測定するため、取手を付けた金属板表面にガラスを取り付けた測定用治具(a)とガラスの付いていない測定用治具(b)を用意した。大きさ15cm×10cmの長方形の吸着パッド用素材の多孔質層の存在しない側、つまり両面テープがある裏面側を、測定用治具(b)側に両面テープにより貼り付けた。
その後、吸着パッド用素材の表面にスプレーにて一定量の水を噴霧し、ワイパーにて過剰な水を除去した後に、測定用治具(a)のガラス面に、吸着パッド用素材の表面(多孔質層側)が接するように貼り付け、130g/cm2の圧力で60秒間加圧保持した。
最後に図2のように引張試験機にて2方向(垂直方向、平行方向)に引っ張り、面積当たりの応力測定を行い、吸着力とした。
【0058】
[実施例1]
接着処理液に用いる高分子弾性体(B)としてポリエステルポリオール系接着剤(大日精化株式会社製、E−256)と、架橋剤に用いるイソシアネート系架橋剤とを、重量比100:12となるように混合し、固形分濃度を25%となるよう溶剤で調整した溶液を準備した。
目付234g/m2、厚み190μmのポリエステル(PET)フィルムの上に、ポリエステルポリオール系接着剤からなる上記接着処理液を、クリアランス100μmの条件にてコーティングし、80℃の乾燥機で2分乾燥させ、ポリエステルフィルムの上に25μmの接着層を形成したベース基材を得た。
上記で得られたフィルムと接着剤からなる基材上に、100%モジュラスが6MPaであるポリエステル系ポリウレタンの20%濃度のジメチルホルムアミド(以下DMFとする)溶液を作成し、ナイフコーティングによりコーティングした後、5%DMF水溶液の凝固バス中で凝固し、十分に水洗を行い、厚さ800μmの多孔層を形成させ、90℃で乾燥した。
【0059】
次に、得られたシートの多孔層側表面を、算術平均表面粗さRa0.05μm、厚さ0.27mmのポリエステルフィルムの表面に密着させた状態で、ポリエステルフィルムの裏面側から金属ロールを介して160℃で加熱し、加圧圧力6.0kg/cm2にて連続的に120秒間加圧し、続いて、180秒間吸着パッドとポリエステルフィルムを一体化させた状態のまま25℃にて放冷させた後、ポリエステルフィルムより吸着パッドを剥離して巻き取った。得られた吸着パッドは、目付が434g/m2、全体厚さが1.01mm、多孔層厚さ0.82mmのものであった。
得られた研磨用吸着パッドの算術平均表面粗さRa、ピークカウントPc、研磨加工時の吸着パッドの吸着力、圧縮力(低荷重、高荷重)、圧縮弾性率(低荷重、高荷重)、初期圧縮時の圧縮変形率を測定した。
測定の結果、低荷重時の圧縮率は、2.86%、圧縮弾性率は90.2%、高荷重時の圧縮率は、23.1%、圧縮弾性率は75.0%であった。初期圧縮時の変形状態を確認したところ、底広三角形状の多孔質層の下層部分が変形率31.7%(=0.26mm)で先に圧縮変形していた。算術平均表面粗さRaは、1.58μm、ピークカウントPcは、23.1/cmと低く、吸着力は、垂直方向が3.12N/cm2、平行方向が4.35N/cm2と研磨加工時に吸着性能に優れる研磨用吸着パッド素材であった。表1に測定結果を示した。
【0060】
[実施例2]
実施例1の多孔層に使用した100%モジュラスが6MPaのウレタン樹脂から、100%モジュラスが2MPaと6MPaであるポリエステル系ポリウレタン樹脂を20:80でブレンドし、100%モジュラスを5.2MPaとする以外は、同様の方法にて吸着パッドを作製し、目付が455g/m2、全体厚さ1.05mm、多孔層厚さ0.86mmの吸着パッドを得た。
初期圧縮時の変形状態を確認したところ、底広三角形状の多孔質層(C)の下層部分が変形率35.5%(=0.31mm)で先に圧縮変形していた。また吸着力は、垂直方向が3.98N/cm2、平行方向が5.02N/cm2と研磨加工時の吸着性能に優れる吸着パッドであった。その他の物性を表1に併せて示した。
【0061】
[実施例3]
実施例1の多孔層に使用した100%モジュラスが6MPaのウレタン樹脂から、100%モジュラスが8MPaであるポリエステル系ポリウレタン樹脂とする以外は、同様の方法にて吸着パッドを作製し、目付が420g/m2、全体厚さ1.02mm、多孔層厚さ0.83mmの吸着パッドを得た。
初期圧縮時の変形状態を確認したところ、縦長形状の多孔層の下層部分が変形率24.4%(=0.20mm)で先に圧縮変形していた。また吸着力は、垂直方向が2.96N/cm2、平行方向が3.85N/cm2と研磨加工時に吸着性能に優れる吸着パッドであった。その他の物性を表1に併せて示した。
【0062】
[比較例1]
実施例1の多孔層に使用した100%モジュラスが6MPaのウレタン樹脂から、100%モジュラスを12MPaとする以外は、同様の方法にて吸着パッドを作製し、目付が450g/m2、全体厚さ0.98mm、多孔層厚さ0.79mmの吸着パッドを得た。
初期圧縮時の変形状態を確認したところ、多孔質層の上層部分が変形率8.8%(=0.07mm)で先に圧縮変形していたため、下層部分の多孔質層の変形はほとんど無く、空気の排出が十分行われていなかった。また算術平均表面粗さRaは1.34μm、ピークカウントPcは19.2/cmと低いものの、圧縮率が低く、吸着力は、垂直方向が0.57N/cm2、平行方向が2.21N/cm2と研磨加工時の吸着性能が劣るものであった。実際に加工を行ったところ、研磨加工数回で吸着パッドから被研磨物が落下した。その他の物性を表1に併せて示した。
【0063】
【表1】

【産業上の利用可能性】
【0064】
本発明は、精密機器に用いられる基盤やレンズ、液晶ガラス等における研磨加工前後に被研磨物を吸着保持するのに十分な吸着力を発現する吸着パッドに関し、圧着時の初期変形部分が吸着パッドの多孔層下層部となる構造にすることで、従来に無い強固な吸着力を発現させ、研磨加工時に固定用の吸着パッドからのズレを防止するのみならず、研磨加工後の被研磨物の表面粗さを低くすることが可能となる吸着パッドである。
【符号の説明】
【0065】
1 吸着パッド
2 高分子弾性重合体からなる多孔質層
3 接着層
4 フィルム
5 両面テープ
6 多孔層の上部
7 多孔層の下部
8 ガラス(被吸着物)
9 測定用治具
10 吸着試験(平行方向)
11 吸着試験(垂直方向)
【技術分野】
【0001】
本発明は、シート状物の加工工程に用いられる吸着パッドに関し、精密機器に用いられる基盤やレンズ、液晶ガラス等における研磨加工前後に被研磨物を吸着保持する吸着パッドに関する。
【背景技術】
【0002】
近年コンピューターなどの情報処理技術の発達に伴い、磁気記録媒体やシリコンウエハーに対する高精度の表面仕上げが要求されている。例えば磁気記録媒体のハードディスク等を製造する場合、被研磨物となるアルミニウム、ガラス等の表面を平滑化する加工を行うが、それに用いる研磨用基布に対する要求もますます高くなってきている。この平滑化加工として、被研磨物を保持しながら片面のみに研磨加工を実施する方法がある。そしてこの方法の場合には、被研磨物を研磨加工機の定盤に固定することが必要となる。
【0003】
被研磨物を固定する方法としては、従来は被研磨体をワックス塗布したセラミックシートや真空吸引により固定する方式が主流であった。しかし、作業性や設備導入の観点で研磨加工の効率化を行う上で不利であるので、例えば特許文献1では、軟式プラスチックシートを用いたキャリアレス保持パッドが提案されている。しかしこのものは裏面研磨されているとはいうものの、表面平滑性において問題があるものであった。そこで特許文献2では、裏面である背面を研磨された湿式成膜法ポリウレタンシートを、フィルム状基材に加圧密着し、ロール状に巻き取った巻取体を加熱温度が30〜50℃で加熱処理時間が12〜48時間保持する方法が提案されている。
しかし、平滑化こそ向上するものの、被研磨物を固定するための吸着性能については満足のいくものではないという問題があった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−239786号公報
【特許文献2】特開2008−119861号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、精密機器に用いられる基盤やレンズ、液晶ガラス等における研磨加工を行う際に、被研磨物を吸着保持し、研磨加工中の研磨機定盤からのズレが発生しにくい吸着パッドを提供することにある。
【課題を解決するための手段】
【0006】
本発明の吸着パッドは、フィルム上に、高分子弾性体(A)からなる多孔層が存在する吸着パッドであって、圧縮時の圧縮変形量が、多孔層上部よりも多孔層下部が大きいことを特徴とする。
さらには、フィルムと多孔層の間に高分子弾性体(B)からなる接着層が存在することや、低荷重時の圧縮率が2〜10%、高荷重時の圧縮率が10〜40%であること、低荷重時の圧縮弾性率が80〜100%であること、高荷重時の圧縮弾性率が60〜100%であることが好ましい。
【発明の効果】
【0007】
本発明によれば、精密機器に用いられる基盤やレンズ、液晶ガラス等における研磨加工を行う際に、被研磨物を吸着保持し、研磨加工中の研磨機定盤からのズレが発生しにくい吸着パッドが提供される。
【図面の簡単な説明】
【0008】
【図1】本発明の吸着パッドの実施形態を示す断面図である。この吸着パッドは、圧縮前の状態(左図)と比べ、圧縮後の状態(右図)では、下層部分が大きく変形している。
【図2】本発明における吸着力測定方法を示す図である。
【発明を実施するための形態】
【0009】
本発明の吸着パッドは、フィルム上に、高分子弾性体(A)からなる多孔層が存在する吸着パッドであって、圧縮時の圧縮変形量が、多孔層上部よりも多孔層下部が大きい吸着パッドである。さらにはフィルムと多孔層の間に高分子弾性体(B)からなる接着層が存在することが好ましい。
【0010】
本発明の吸着パッドにおいて用いられる多孔層の支持体となるフィルムとしては、均質な厚みと硬度を持った合成樹脂からなるフィルムであることが好ましい。具体的には例えば合成樹脂フィルムとしては、主に、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、ポリプロピレン(PP)、ポリエチレン(PE)や、ポリカーボネート(PC)などの素材が挙げられるが、なかでもポリエチレンテレフタレート(PET)がその均質性と取り扱いやすさから良好な素材であり好ましい。
【0011】
また、フィルムの厚さとしては、10〜300μmの範囲であることが好ましく、特には100μm〜250μmの範囲がより好ましい。フィルムの厚みが薄いと十分な剛性をフィルムが有さず、多孔層の成膜加工時に折れたり、張力等によりシワになったり、均一なコーティング加工が困難になる傾向にある。また逆にフィルムが厚い場合には、取り扱い性や加工性は向上するものの、できあがった吸着パッドの剛性が高くなりすぎる傾向にある。フィルムが厚すぎる場合には、例えばロール状に巻き取るなどの加工時において巻き付けが困難になったり、または得られる多孔シートに巻き癖が付き、使用時にそりが発生したりするなどの欠点が生じる傾向にある。
【0012】
本発明の吸着パッドでは、このようなフィルム上に、高分子弾性体(A)からなる多孔層が存在することを必須とする。
ここで用いられる高分子弾性体(A)としては、ポリウレタンエラストマー、ポリウレアエラストマー、ポリウレタン・ポリウレアエラストマー、ポリアクリル酸樹脂、アクリロニトリル・ブタジエンエラストマー、スチレン・ブタジエンエラストマー等が挙げられるが、なかでもポリウレタンエラストマー、ポリウレアエラストマー、ポリウレタン・ポリウレアエラストマー等のポリウレタン系のエラストマーであることが好ましい。さらに例えばポリウレタン系エラストマーの場合には、平均分子量500〜4000のポリエーテルグリコール、ポリエステルグリコール、ポリエステル・エーテルグリコール、ポリカプロラクトングリコール、ポリカーボネートグリコール等から選ばれた、一種または二種以上のポリマーグリコールと、4,4’−ジフェニルメタンジイソシアネート、キシリレジンイソシアネート、トリレジンイソシアネート、ジシクロヘキシルメタンジイソシアネート、イソフォロンジイソシアネート等の有機ジイソシアネートと、低分子グリコール、ジアミン、ヒドラジン、又は有機酸ヒドラジッド、アミノ酸ヒドラジッド等のヒドラジン誘導体等から選ばれた鎖伸長剤を反応させて得られるものであることが好ましい。
【0013】
また、本発明の吸着パッドにて用いられる高分子弾性体(A)の物性としては、その100%モジュラスは2〜10MPaの範囲であることが好ましい。この100%モジュラスと多孔層における多孔の分布により、吸着加工に適した多孔シートとなるのである。本発明の吸着パッドは、多孔の高分子弾性体からなる微小な開口部を有する多孔層が、その厚み方向に適度のクッション性を持たせることにより、被研磨物への密着性とフィット性を向上させ、吸着パッドとしての性能の安定化を実現する。100%モジュラスが小さすぎる場合、その高分子弾性重合体中の結晶成分が極端に少なくなり成膜時に安定した多孔フィルムを成型しにくいため、使用しにくい傾向にある。逆に100%モジュラスが大きすぎる場合、高分子中の結晶成分が多く、弾性挙動が少なくなり、加工時の圧力の分散が不均一となる傾向にある。
【0014】
本発明では、表面層は多孔構造をとるが、多孔状態としては、おむすび型の大きな孔と微多孔からなる断面多孔を調整し成形されたものであることが特に好ましい。このような形状とすることにより、吸着加工に適した弾性率を得ることができる。また本発明の吸着パッドを用いて研磨加工を行うことにより、吸着パッドが小変形時には大きな多孔が変形し、大変形時には微多孔や、弾性体事態が持つ弾性変形を行うことにより、研磨時の各種応力に対し被研磨物に掛かる荷重をコントロールしうるのである。高分子弾性重合体からなる多孔フィルムはその厚み方向に適度のクッション性を持たせることにより、被研磨物を保持するための吸着パッドとして用いることにより、結果的には被研磨物の研磨精度をも高めることができるのである。
【0015】
本発明の吸着パッドは、このようにフィルム上に、多孔の高分子弾性体(A)からなる多孔層が存在するのであるが、その多孔状態としては、涙型の大きな孔と微多孔からなる断面多孔を有することが特に好ましい。厚さとしては200〜1300μmの範囲であることが、より好ましくは300〜900μmの厚さであることが好ましい。このような形状とすることにより、吸着パッドに適した弾性率を得ることができる。小変形時には大きな多孔が変形し、大変形時には微多孔や、弾性体自体が持つ弾性変形により、各種応力に対し連続的に被研磨物に掛かる荷重をコントロールしうるのである。高分子弾性重合体からなる湿式成膜フィルムはその厚み方向に適度のクッション性を持たせることにより被研磨物への表面密着性とフィット性をよくし、吸着パッドとして用いることにより、被研磨物の研磨精度を高めることができるようになるのである。また、この多孔層の多孔構造が均一でその多孔層の両側にスキン層を有するものであることが好ましい。特に多孔層と接着層の間に存在するスキン層は、圧縮による疲労性を向上させるために有効である。
【0016】
また表面層の多孔層の見かけ密度としては、0.10〜0.30g/cm3の範囲であることが好ましく、0.10〜0.25g/cm3であることがより好ましい。見かけ密度が小さすぎる場合には、加工時の圧力による吸着パッドの変形が大きくなり、被研磨物表面の大きな周期の加工斑が大きくなる傾向にある。応力分散が大きくなるために加工時の圧力が安定しにくいためである。また逆に密度が大きすぎる場合には、多孔層が圧縮された時の変形率が小さくなり、被研磨物表面の小さな周期の加工斑が大きくなる傾向にある。研磨加工時に平滑加工用シートの反発性が高くなるが、どうしても部分的な応力集中が発生し、その部分だけ研磨が進むためである。
【0017】
また本発明の吸着パッドの好ましい形態としては、上記のようなフィルムと、高分子弾性体(A)からなる多孔層の間に高分子弾性体(B)からなる接着層が存在することが好ましい。さらにはこの接着層は高分子弾性体(B)と架橋剤とを含有するものであることが好ましい。好ましくは存在する接着層にて用いられる高分子弾性体(B)としては通常の接着剤に用いられる高分子弾性体を用いることができ、さらにはエステル樹脂系の接着剤であることが好ましく、特にはポリエステルポリオール系の接着剤であることが好ましい。またこの接着層には、架橋剤を含有することが好ましい。末端に高い反応性基を有する架橋剤によって、高い接着性を発揮し、吸着パッドの耐久性を向上させうるのである。例えば本発明の吸着パッドは、研磨液(スラリー)中の水、酸、アルカリ溶液にさらされるが、架橋剤を含むことにより、接着層の加水分解、酸アルカリによる分解等を有効に防止することが可能となる。加工中のフィルムと高分子弾性重合体からなる多孔層との間での剥がれや、面平滑性の悪化を防止できるばかりでなく、加工時に掛かる剪断方向の力に対しての耐久性をも向上させることが可能となったのである。
【0018】
さらはこの架橋剤はイソシアネート系架橋剤であることが好ましい。特に多孔層を構成する高分子弾性体をポリウレタン樹脂とした場合、イソシアネート系の架橋剤は高い接着性を発揮しうる。さらに架橋剤中の反応性の高い置換基部分が反応封鎖基でブロックされたブロック型架橋剤であることも好ましい。ブロックされた反応封鎖基の解離温度としては80〜180℃の範囲であれば良く、さらには110℃から150℃の範囲であることが好ましい。
【0019】
接着層の厚さとしては、5〜100μmであることが好ましく、特には5〜35μmの厚さであることがより好ましい。この接着層の厚さは、処理液の塗布量や、固型分濃度を変更することにより調整しうる。接着層の厚みが小さすぎる場合には、接着層や表面層のコーティング加工における装置の些細な歪み等により、接着不良等を引き起こす傾向にある。一方逆に接着層の厚さが大きすぎる場合には、得られる吸着パッドの柔軟性に悪影響を及ぼす傾向にある。接着層が厚くなりすぎてしまい。接着層の影響が素材の硬さに影響を及ぼすようになるのである。例えば、吸着パッドの剛性が高くなりすぎるとロール状に巻き取る際に巻き付けが困難になるばかりではなく、巻き癖が付くためにそりが発生するなどの問題点が出てくる傾向にある。
【0020】
このようなフィルム上に高分子弾性体(A)からなる多孔層が存在する本発明の吸着パッドは、さらに圧縮時の圧縮変形量が、多孔層上部よりも多孔層下部の方が大きいことを必須とする。
【0021】
本発明の吸着パッドの吸着力発現の原理は、被吸着物(被研磨物)と吸着パッド間及び吸着パッドの多孔層内に存在する空気が排出されて真空状態となり、吸盤と同様の原理で吸着現象が起こるものである。このとき、被吸着物に近い多孔層上部よりも被吸着物に遠く、しかも裏面が気体をほとんど透過しないフィルムにより空気の移動が妨げられている多孔層下部がより多く圧縮変形を行うことにより、真空部分がより多く、吸着力を高く発揮させることが可能となるのである。このとき圧縮変形量はあらかじめ多孔層の中心部を観察した後、圧縮を行ったときの上部と下部の圧縮率を観察することにより把握することができる。さらには初期圧縮時にその圧縮変形量が、多孔層上部よりも多孔層下部において大きいことが好ましい。これは具体的には100g/cm2の低荷重条件下での上部と下部の圧縮率を観察することにより把握することができるものである。
【0022】
このように多孔層の上部と下部の圧縮率を調整するためには、例えば多孔層の上部と下部の密度を変化させれば良く、湿式多孔構造において典型的な円錐の底面が下部に位置する円錐状の空隙を有することによって発現させることが可能である。このような形態の場合、吸着に寄与する真空部分が多孔層の下部に位置するため、被吸着物に直接的に接する面の密度が高く、耐久性に優れた吸着パッドとなるという利点もある。逆に断面がこのような円錐状の、断面を観察した際の底広三角形状を取らない場合には、例えばその空隙断面は縦長形状となるが、その場合には多孔層の上部と下部の圧縮率は同等となり、本発明のような高い吸着力を発揮することはできない。
【0023】
また、本発明の吸着パッドはその低荷重時の圧縮率が2〜10%、高荷重時の圧縮率が10〜40%であることが好ましい。さらに低荷重時の圧縮弾性率が80〜100%であることや、高荷重時の圧縮弾性率が60〜100%であることが好ましい。このとき低荷重とは300g/cm2以下、高荷重とは1427g/cm2程度以下の範囲であり、その上限の値を測定することにより、圧縮率は求めることができる。またここで圧縮弾性率とは、低荷重または高荷重にて圧縮率を測定した後の厚さの回復率を意味する。このような圧縮特性は圧縮初期に多孔層の密度が低い部分が先に圧縮される場合に発現しうる。
【0024】
低荷重時の圧縮率が小さすぎる場合、多孔質層の変形が初期にはほとんど起こらず、つまり空気が排出されず、吸着しにくい傾向となる。逆に初期の吸着率が大きすぎる場合、多孔層の変形が大きく、荷重を増やしたとしてもその後空気が排出されないため、十分な吸着力が得られない傾向にある。高荷重時の圧縮率が小さすぎる場合、圧縮に対し、非常に変形を受けにくい吸着パッドなので、圧着時に被研磨物の表面に追従して変形しにくくなる点においても、吸着が困難となる傾向にある。逆に高荷重時の圧縮率が大きい場合、柔軟性が高すぎて、満足な研磨加工を行うことが困難である。また低荷重時や高荷重時の圧縮弾性率が小さすぎると、吸着パッドに回復力が無いことを意味し、研磨処理工程の完了後、次の研磨加工を行うまでに吸着パッドの厚さ回復を待たなければならず、生産効率が低下する傾向にある。
【0025】
このよう本発明の吸着パッドの圧縮時の変形率(圧縮率)や圧縮後の回復性を示す圧縮弾性率などを適正化するためには、高分子弾性体の100%モジュラスや多孔形態を調整することにより得ることが可能となる。この吸着パッドの圧縮率や圧縮弾性率は被吸着物によって変更することが必要であり、適正化により被研磨物の種類毎に異なる要求特性(被研磨物の研磨後の表面粗さ、うねり、端部形状や研磨レート、パッド寿命など)にあわせる吸着パッドにすることができる。
【0026】
本発明の吸着パッドにおいては、研磨用吸着パッド素材の表面粗さRa、一定長さ当たりの山谷の周期数Pc(ピークカウント)も平滑であることが好ましいことはいうまでも無い。
【0027】
研磨加工前後に被研磨物を吸着保持するため、あるいは、研磨加工最中に研磨機定盤からのズレを防止するためには、強固な被研磨物と研磨用吸着パッド素材間を密着させるが、そのためには、研磨用の吸着パッドの表面の、被研磨物に対する接触面積が大きい事が好ましいからである。接触面積を増大する観点からも、研磨用吸着パッド素材表面の表面粗さRa、最大高さRy、一定長さ当たりの山谷の周期数Pc(ピークカウント)を低くすることが好ましい。
【0028】
本発明の吸着パッドとしては、算術平均表面粗さRaが0.01〜2.0μmの範囲であることが好ましい。また一定長さ当たりの山谷の周期数Pc(ピークカウント)が10〜30/cmであることが好ましい。このような範囲にすることで、被研磨物と吸着パッド表面との間に空隙は圧縮により十分に減少し、高い密着性を保持し吸着力を十分に発現することができる。特にPcは本発明の吸着パッドの性能に大きな影響を与える。このような高い平滑性を吸着パッドの表面に成形するためには例えば後に述べるフィルムプレスなどの工程にて製造するものであることが好ましい。
【0029】
なお、ここで「算術平均表面粗さRa」としては、JIS B061−1994に基づき、測定した粗さ曲線からその平均線の方向に基準長さL(エル)だけ抜き取り、この抜き取り部分の平均線から測定曲線までの偏差の絶対値を合計し、平均した値である。
Ra=1/L∫|F(x)|dx
(積分範囲0→L(エル))
【0030】
このような本発明の吸着パッドは、例えばその製造方法として、フィルム上の表面に多孔の高分子弾性体(A)を、例えば水を主成分とする凝固浴中にて湿式凝固することにより得ることができる。さらにはそのフィルムにはあらかじめ架橋剤と高分子弾性体(B)を含有する接着処理液を塗布、乾燥して架橋剤を含有する高分子弾性体(B)からなる接着層を有するものとすることが好ましい。
【0031】
本発明の吸着パッドは、例えば接着層有するかまたは有さないフィルムの表面に、高分子弾性体(A)と有機溶剤からなる溶液を塗布し、水を主成分とする凝固浴中にて湿式凝固して多孔層を形成することにより得ることができる。
【0032】
この表面に高分子弾性体(A)と有機溶剤からなる溶液を塗布する塗布方法としては、ロールコート方式やナイフコート方式を採用することが好ましい。より具体的には、フィルム上に成膜された接着層の上に、所定のクリアランスを設けたロールやナイフにより、適量のコーティング液を塗布し、コーティング処理を行う方法が好ましい。
【0033】
また、多孔層を形成するために用いられる高分子弾性体(A)としては、ポリウレタンエラストマー、ポリウレアエラストマー、ポリウレタン・ポリウレアエラストマー、ポリアクリル酸樹脂、アクリロニトリル・ブタジエンエラストマー、スチレン・ブタジエンエラストマー等が挙げられる。さらに使用する高分子弾性体(A)としては、樹脂単体でも良いが、2種以上の樹脂をブレンドして使用することも好ましい。ブレンドによる使用を行うことにより、多孔層の弾性や塑性を調整し、最適な圧縮変形状態に制御することが可能になる。例えば多孔層の変形挙動制御のためには、ポリウレタン樹脂の構成セグメント比率(ハード成分・ミッド成分・ソフト成分)のバランスを変化させることが有効であり、このような構成セグメント比を各種樹脂のブレンド比率によって調整することも可能である。
【0034】
またこの高分子弾性体(A)の溶液中には、多孔構造を調整する各種添加剤を添加することも好ましい。高分子弾性体(A)は、水を主成分とする凝固浴中にて湿式凝固して多孔層を形成するが、各種添加剤により、湿式凝固時の多孔状態を調整することが可能となる。
【0035】
高分子弾性体(A)がポリウレタン樹脂の場合には、有機溶剤としてはジメチルホルムアミド(DMF)を用いることが、湿式多孔を得るためには好ましい。この場合、DMFに溶解させた高分子弾性体溶液に、湿式凝固助剤としてのセルロース系添加剤や、着色剤としてのトーナー等を併用することが好ましい。また、湿式多孔構造の形成助剤として、シリコーン系の親水剤や疎水剤を添加した溶液を用いることも好ましい。
【0036】
より具体的には、例えば高分子弾性体(A)がDMFに溶解したポリウレタン樹脂の場合、処理溶液中のDMFを凝固浴において、水と置換し湿式凝固成膜を行うことができる。このとき凝固浴としては、0〜20%の範囲好ましくは、0〜10%の範囲のDMFを含有する水溶液を用いることが通常である。この凝固浴に溶液を塗布したシートを浸漬させることにより、円錐形の大きな孔と微多孔からなる断面多孔を持つ多孔層が形成される。
【0037】
この製造方法では、湿式凝固し多孔層を形成した後に、さらに水あるいは温水中に浸漬することにより、多孔内に残留するDMFなどの有機溶剤を、多孔層から除去することが好ましい。さらに得られたシートは、乾燥処理を行い吸着パッドとなる。この吸着パッドの乾燥処理における乾燥温度としては、90〜120℃が好ましく、100〜120℃がより好ましい。
このような上記の製造方法により、本発明の優れた吸着パッドを製造することが可能となる。
【0038】
このような本発明の吸着パッドでは、その表面の平滑性も重要である。最表面はフラットであることが好ましく、例えば表面に多孔層を成形させた後、さらに加熱プレスによりに表面の平滑性を向上させたものであることも好ましい。
【0039】
表面を加熱プレスする方法としては、一枚の多孔シート毎にフラットな平板にて均一に熱と圧力をかけてプレスする方法や、表面がフラットな金属ロールに多孔シートの表面を押しつけて加熱プレスを行う方法などを挙げることができる。さらにはシート状態で金属ロールを用いて加熱プレス加工する方法が、生産性も良く好ましい。金属ロールを用いる場合、平滑な2本の金属ロール間でプレスする方法以外に、片方のみ平滑な金属ロールでプレスする方法などを採用することもできる。
また、より好ましい加熱プレスの方法としては、平滑なフィルムを多孔層に接するように設置し、そのフィルムの多孔層の反対側から加熱するフィルムプレス方法であることが好ましい。
【0040】
このフィルムプレスのより具体的な方法としては、例えば多孔シートの基体となるフィルム上に多孔層を形成させた後、その多孔層の表面に、平滑な合成樹脂フィルム表面を密着させながら、金属板状物や金属ロールを介して熱を付与し、加圧する方法を挙げることができる。このフィルムプレス加工により、合成樹脂フィルム表面の持つ表面粗さの低い形状を多孔層の表面に転写することができ、例えば多孔シートの表面の算術平均表面粗さRaを極めて低いレベルとすることが可能となる。
またこのとき加工プロセスとしては、連続的(連続加工処理)あるいは非連続(バッチ加工処理)プロセスを採用することができ、生産性の面からは連続加工処理であることが好ましい。
【0041】
また平滑性を向上させるためにはフィルムプレスに用いる合成樹脂フィルムの算術平均表面粗さRaとしては、0.01〜0.50μmであることが好ましい。
このフィルムプレス工程に用いることができる合成樹脂フィルムの種類は、プロセスでの処理時間や加熱ロール温度、プロセスのおける合成樹脂フィルムに掛かる張力等により選択することが可能である。このような合成樹脂フィルムの素材としては、たとえばポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、ポリプロピレン(PP)やポリエチレン(PE)、ポリカーボネート(PC)などの素材が挙げられる。中でもポリエチレンテレフタレート(PET)がその均質性と取り扱いやすさ及び耐熱性の点から、特に好ましい。
【0042】
合成樹脂フィルムの好ましい厚みとしては、0.10mm〜0.50mmの範囲であることが好ましく、0.15mm〜0.30mmの範囲がより好ましい。薄い場合には加圧時の合成樹脂フィルムの変形が大きく、皺などがフィルム表面に入り易いという問題がある。このような場合、平滑加工用シートの多孔層にしわ等が転写され、欠点となる傾向にある。厚すぎる場合には、加熱する金属ロールや金属板からの熱伝達率が低下する問題がある。平滑な合成樹脂フィルム表面の平滑加工用シートへの転写が不十分となる傾向にあるのである。
【0043】
合成樹脂フィルムの裏面に密着させながら加熱する物としては、熱伝導性が良好で、熱膨張しにくい金属製が好ましい。形状としては、ロール状や板状などが採用できるが、表面粗さをより向上するためには、その表面形状が鏡面であることが好ましい。また、熱処理を行う場合、同時に圧力を付与することが好ましく、そのためには基材の多孔質層が存在しない側、すなわちフィルムプレスに用いるフィルムの反対側を、支持物に接触させ保持することが好ましい。このような支持物を用いることにより、平面状態を保ったまま加熱し、加圧することが容易となる。プレス用のフィルム表面が、吸着パッド用素材に密着する時間を長くすることができる。支持物としては金属ロールや金属板でも良いが、フェルト状物や織編物、メッシュ状物等のシート状物を用いることが好ましい。
【0044】
加熱温度としては、60〜200℃が好ましく、特には100〜180℃がより好ましい。低い温度であると、熱接触時間を長くとったとして平滑な合成樹脂フィルム表面の転写が十分でなく、目的の平滑性が得られない傾向にある。また、高い温度の場合、多孔シート表面の軟化が進み過ぎて、合成樹脂フィルムへ融着したり、プロセス通過後に剥離できない等の不具合を生じる傾向にある。
【0045】
加熱プレス時の加圧圧力としては、1〜10kg/cm2の範囲が好ましく、4〜8kg/cm2であることがより好ましい。圧力が低いと十分な合成樹脂フィルム表面の転写ができず、目的の表面粗さが得られない傾向にある。逆に高すぎると、加工後に合成樹脂フィルムからの剥離が困難となる傾向にある。工程通過性や、多孔層の表面が剥がれ落ちるなどの問題を生じる傾向にある。
【0046】
また加熱プレスの際には、合成樹脂フィルム表面を多孔層の表面に密着するように接することが必要であるが、一定時間熱を付与した後、一定時間冷却することにより、熱固定を促進させることが好ましい。冷却時間としては5分以上であることが好ましい。加熱温度、冷却温度は、取り扱う高分子弾性体(B)の分子量や高分子の種類、架橋度などを参考に、ガラス転移点温度や流動開始温度等の高分子弾性体の特性に応じて決定することができる。
【0047】
加熱プレスすることにより、本発明の吸着パッドの仕上がり面を調整することができる。また、プレスにおける圧縮率は、プレス前の厚みに対し、30〜95%の範囲が好ましい。加熱温度が低すぎる場合には、表面の平滑性の向上効果が十分に得られず、一方高すぎる場合には、多孔層の多孔構造がつぶれてしまい、性能が低下する傾向にある。また、圧縮しすぎた場合も同様に多孔構造がつぶれてしまい、圧縮が少ない場合には、表面の平滑性向上効果があまり得られない。
【0048】
本発明の吸着パッドは、精密機器に用いられる基盤やレンズ、液晶ガラス等における研磨加工において、被研磨物を保持しながら片面のみに研磨加工を実施するときに、被研磨物を保持する吸着パッドに用いるものである。
【0049】
この本発明の吸着パッドは、さらに多孔表面に微小な孔を開けることにより、吸着性をより向上させることができ、例えば多孔層を湿式凝固させることによりそのような微小な孔を形成することができる。さらには先に述べた加熱プレスなどの平滑化加工を行うことが好ましい。吸着パッドは、吸着、保持を目的とするため、平滑性により加工物との密着性が向上することが有効なのである。ことに吸着パッドが用いられる片面研磨加工については、高い均質性と平滑性が要求されてきている。近年、液晶用ガラスを用いた製品の需要が高騰している上、液晶用ガラスの大きさも大型化、それに伴う研磨機の大型化が進んでいるためである。本発明の平滑加工用シートはその要求に高いレベルでこたえることができる。
【0050】
本発明の吸着パッドは、フィルムの多孔層が存在しない側に両面テープを接着し、研磨加工機の定盤に両面テープを用いて接着することにより、吸着パッドとして用いることができる。
【実施例】
【0051】
以下、実施例により、本発明を更に具体的に説明する。なお濃度は特に記載のない限り重量%で、算術平均表面粗さRaは下記の方法にて測定した。
【0052】
(1)圧縮率
吸着パッドの一定荷重を付与したときの圧縮率である。低荷重時の圧縮率は150g/m2の条件下にて測定し、高荷重時の圧縮率は1427g/m2の条件下にて測定したものである。圧縮が全く起こらない場合を0%、圧縮により厚さが0となった場合を100%とした。
【0053】
(2)圧縮弾性率
上記(1)の圧縮率の測定後、荷重除去後の厚さの回復率を「圧縮弾性率」とした。なお低荷重は150g/cm2の荷重、高荷重は1427g/cm2の荷重の条件を採用した。もとの厚さに戻った場合を100%、全く厚さが回復しない場合を0%とした。
【0054】
(3)圧縮変形率
図1に基づいて説明すると、まずあらかじめ吸着パッドの多孔層の上層部分と下層部分の境界線9を定め、その厚みを記録する。ここで境界線は多孔層の中心、総厚さの1/2の位置である。次にピンチコックにて試験片に一定荷重(100g/cm2)を掛けて圧縮した後、電子顕微鏡にて変形状態を撮影し、その境界線9の位置を確認し、多孔層の上層部分の圧縮後の厚み、下層部分の圧縮後の厚みを求め、それぞれの部分の圧縮率を計算し、変形率とした。
【0055】
(4)算術平均表面粗さRa
表面粗さ測定器(株式会社ミツトヨ製、品番SJ−301)にてJIS B0601:1994に基づき、カットオフ値(λc:粗さ曲線断面曲線から波長の長い成分(うねり成分や形状精度成分)を除去する長さ)2.5mm、評価長さ12.5mm、使用測定検出器先端のR:10μm(SR10検出器)の設定にて測定した。
Ra=1/L∫|F(x)|dx
(積分範囲0→L(エル))
【0056】
(5)山谷の周期数Pc(ピークカウント)
測定した表面粗さ曲線の平均線に対し、1cmあたり何回その平均線を介して山谷があるかを、ピークカウント値とした。
【0057】
(6)吸着パッド用素材の吸着力
研磨加工時の吸着パッド用素材の吸着力を測定するため、取手を付けた金属板表面にガラスを取り付けた測定用治具(a)とガラスの付いていない測定用治具(b)を用意した。大きさ15cm×10cmの長方形の吸着パッド用素材の多孔質層の存在しない側、つまり両面テープがある裏面側を、測定用治具(b)側に両面テープにより貼り付けた。
その後、吸着パッド用素材の表面にスプレーにて一定量の水を噴霧し、ワイパーにて過剰な水を除去した後に、測定用治具(a)のガラス面に、吸着パッド用素材の表面(多孔質層側)が接するように貼り付け、130g/cm2の圧力で60秒間加圧保持した。
最後に図2のように引張試験機にて2方向(垂直方向、平行方向)に引っ張り、面積当たりの応力測定を行い、吸着力とした。
【0058】
[実施例1]
接着処理液に用いる高分子弾性体(B)としてポリエステルポリオール系接着剤(大日精化株式会社製、E−256)と、架橋剤に用いるイソシアネート系架橋剤とを、重量比100:12となるように混合し、固形分濃度を25%となるよう溶剤で調整した溶液を準備した。
目付234g/m2、厚み190μmのポリエステル(PET)フィルムの上に、ポリエステルポリオール系接着剤からなる上記接着処理液を、クリアランス100μmの条件にてコーティングし、80℃の乾燥機で2分乾燥させ、ポリエステルフィルムの上に25μmの接着層を形成したベース基材を得た。
上記で得られたフィルムと接着剤からなる基材上に、100%モジュラスが6MPaであるポリエステル系ポリウレタンの20%濃度のジメチルホルムアミド(以下DMFとする)溶液を作成し、ナイフコーティングによりコーティングした後、5%DMF水溶液の凝固バス中で凝固し、十分に水洗を行い、厚さ800μmの多孔層を形成させ、90℃で乾燥した。
【0059】
次に、得られたシートの多孔層側表面を、算術平均表面粗さRa0.05μm、厚さ0.27mmのポリエステルフィルムの表面に密着させた状態で、ポリエステルフィルムの裏面側から金属ロールを介して160℃で加熱し、加圧圧力6.0kg/cm2にて連続的に120秒間加圧し、続いて、180秒間吸着パッドとポリエステルフィルムを一体化させた状態のまま25℃にて放冷させた後、ポリエステルフィルムより吸着パッドを剥離して巻き取った。得られた吸着パッドは、目付が434g/m2、全体厚さが1.01mm、多孔層厚さ0.82mmのものであった。
得られた研磨用吸着パッドの算術平均表面粗さRa、ピークカウントPc、研磨加工時の吸着パッドの吸着力、圧縮力(低荷重、高荷重)、圧縮弾性率(低荷重、高荷重)、初期圧縮時の圧縮変形率を測定した。
測定の結果、低荷重時の圧縮率は、2.86%、圧縮弾性率は90.2%、高荷重時の圧縮率は、23.1%、圧縮弾性率は75.0%であった。初期圧縮時の変形状態を確認したところ、底広三角形状の多孔質層の下層部分が変形率31.7%(=0.26mm)で先に圧縮変形していた。算術平均表面粗さRaは、1.58μm、ピークカウントPcは、23.1/cmと低く、吸着力は、垂直方向が3.12N/cm2、平行方向が4.35N/cm2と研磨加工時に吸着性能に優れる研磨用吸着パッド素材であった。表1に測定結果を示した。
【0060】
[実施例2]
実施例1の多孔層に使用した100%モジュラスが6MPaのウレタン樹脂から、100%モジュラスが2MPaと6MPaであるポリエステル系ポリウレタン樹脂を20:80でブレンドし、100%モジュラスを5.2MPaとする以外は、同様の方法にて吸着パッドを作製し、目付が455g/m2、全体厚さ1.05mm、多孔層厚さ0.86mmの吸着パッドを得た。
初期圧縮時の変形状態を確認したところ、底広三角形状の多孔質層(C)の下層部分が変形率35.5%(=0.31mm)で先に圧縮変形していた。また吸着力は、垂直方向が3.98N/cm2、平行方向が5.02N/cm2と研磨加工時の吸着性能に優れる吸着パッドであった。その他の物性を表1に併せて示した。
【0061】
[実施例3]
実施例1の多孔層に使用した100%モジュラスが6MPaのウレタン樹脂から、100%モジュラスが8MPaであるポリエステル系ポリウレタン樹脂とする以外は、同様の方法にて吸着パッドを作製し、目付が420g/m2、全体厚さ1.02mm、多孔層厚さ0.83mmの吸着パッドを得た。
初期圧縮時の変形状態を確認したところ、縦長形状の多孔層の下層部分が変形率24.4%(=0.20mm)で先に圧縮変形していた。また吸着力は、垂直方向が2.96N/cm2、平行方向が3.85N/cm2と研磨加工時に吸着性能に優れる吸着パッドであった。その他の物性を表1に併せて示した。
【0062】
[比較例1]
実施例1の多孔層に使用した100%モジュラスが6MPaのウレタン樹脂から、100%モジュラスを12MPaとする以外は、同様の方法にて吸着パッドを作製し、目付が450g/m2、全体厚さ0.98mm、多孔層厚さ0.79mmの吸着パッドを得た。
初期圧縮時の変形状態を確認したところ、多孔質層の上層部分が変形率8.8%(=0.07mm)で先に圧縮変形していたため、下層部分の多孔質層の変形はほとんど無く、空気の排出が十分行われていなかった。また算術平均表面粗さRaは1.34μm、ピークカウントPcは19.2/cmと低いものの、圧縮率が低く、吸着力は、垂直方向が0.57N/cm2、平行方向が2.21N/cm2と研磨加工時の吸着性能が劣るものであった。実際に加工を行ったところ、研磨加工数回で吸着パッドから被研磨物が落下した。その他の物性を表1に併せて示した。
【0063】
【表1】
【産業上の利用可能性】
【0064】
本発明は、精密機器に用いられる基盤やレンズ、液晶ガラス等における研磨加工前後に被研磨物を吸着保持するのに十分な吸着力を発現する吸着パッドに関し、圧着時の初期変形部分が吸着パッドの多孔層下層部となる構造にすることで、従来に無い強固な吸着力を発現させ、研磨加工時に固定用の吸着パッドからのズレを防止するのみならず、研磨加工後の被研磨物の表面粗さを低くすることが可能となる吸着パッドである。
【符号の説明】
【0065】
1 吸着パッド
2 高分子弾性重合体からなる多孔質層
3 接着層
4 フィルム
5 両面テープ
6 多孔層の上部
7 多孔層の下部
8 ガラス(被吸着物)
9 測定用治具
10 吸着試験(平行方向)
11 吸着試験(垂直方向)
【特許請求の範囲】
【請求項1】
フィルム上に、高分子弾性体(A)からなる多孔層が存在する吸着パッドであって、圧縮時の圧縮変形量が、多孔層上部よりも多孔層下部が大きいことを特徴とする吸着パッド。
【請求項2】
フィルムと多孔層の間に高分子弾性体(B)からなる接着層が存在する請求項1記載の吸着パッド。
【請求項3】
低荷重時の圧縮率が2〜10%、高荷重時の圧縮率が10〜40%である請求項1または2記載の吸着パッド。
【請求項4】
低荷重時の圧縮弾性率が80〜100%である請求項1〜3のいずれか1項記載の吸着パッド。
【請求項5】
高荷重時の圧縮弾性率が60〜100%である請求項1〜4のいずれか1項記載の吸着パッド。
【請求項1】
フィルム上に、高分子弾性体(A)からなる多孔層が存在する吸着パッドであって、圧縮時の圧縮変形量が、多孔層上部よりも多孔層下部が大きいことを特徴とする吸着パッド。
【請求項2】
フィルムと多孔層の間に高分子弾性体(B)からなる接着層が存在する請求項1記載の吸着パッド。
【請求項3】
低荷重時の圧縮率が2〜10%、高荷重時の圧縮率が10〜40%である請求項1または2記載の吸着パッド。
【請求項4】
低荷重時の圧縮弾性率が80〜100%である請求項1〜3のいずれか1項記載の吸着パッド。
【請求項5】
高荷重時の圧縮弾性率が60〜100%である請求項1〜4のいずれか1項記載の吸着パッド。
【図1】

【図2】
【図2】
【公開番号】特開2011−235385(P2011−235385A)
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願番号】特願2010−108229(P2010−108229)
【出願日】平成22年5月10日(2010.5.10)
【出願人】(303000545)帝人コードレ株式会社 (66)
【Fターム(参考)】
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願日】平成22年5月10日(2010.5.10)
【出願人】(303000545)帝人コードレ株式会社 (66)
【Fターム(参考)】
[ Back to top ]