
吸着剤成型体
【課題】空気清浄機に使用される脱臭フィルターにおいて、低圧損で、高い脱臭性能を確保する脱臭フィルターを提供することを目的とする。
【解決手段】吸着剤2と、有機バインダーと、発泡ビーズを混合して調整したスラリー5を用いて所定の形状に成型し、成型後に発泡ビーズを加熱溶融して多孔7を形成した吸着剤成型体1を構成したものであり、脱臭性能が高く、小さい圧力損失と意匠にあった脱臭フィルターを提供できるという作用を有する。
【解決手段】吸着剤2と、有機バインダーと、発泡ビーズを混合して調整したスラリー5を用いて所定の形状に成型し、成型後に発泡ビーズを加熱溶融して多孔7を形成した吸着剤成型体1を構成したものであり、脱臭性能が高く、小さい圧力損失と意匠にあった脱臭フィルターを提供できるという作用を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、空間内の空気環境を清浄に保つ空気清浄機にて使用する脱臭フィルター、または風路を成型する成型体に関する。
【背景技術】
【0002】
従来、この種の吸着剤成型体は、空気中の悪臭物質等を除去するためのフィルターとして、活性炭等の吸着剤をバインダーによってハニカム状に成型したものが知られている(例えば、特許文献1参照)。
【0003】
以下、その吸着剤成型体について図16を用いて説明する。
【0004】
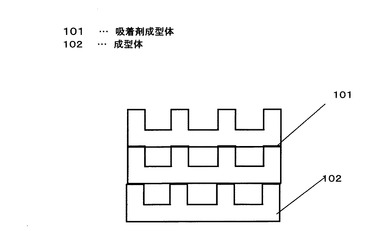
図に示すように吸着剤成型体101は、活性炭と熱可塑性樹脂からなるバインダーを圧縮成型し、基板と突起部分からなる成型体102を成型し、この成型体を積層することにより、ハニカム状の吸着剤成型体101を成型している。
【0005】
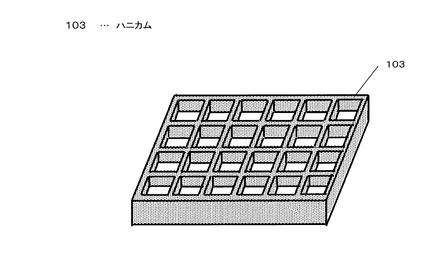
また、図17に示すように、活性炭と熱可塑性樹脂からなるバインダーを押し出し成型してハニカム103を成型している。
【0006】
また、また、活性炭混抄紙をコルゲーション状に加工成型したフィルターが知られている(例えば、特許文献2参照)。
【特許文献1】特開2003−1027号公報
【特許文献2】特表2001−524879号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
このような従来の吸着剤成型体は、流体中の除去物質、例えば悪臭成分を除去するため、吸着剤成型体内に流体を通過させる多孔を設けるため、活性炭と熱可塑性樹脂からなるバインダーを圧縮成型し基板と突起部分からなる成型体を作成し、この成型体を積み重ね、各成型体間を接着剤で結合し、成型体間に流体を通過させる多孔を設けるという複雑な工程が要求されている。
【0008】
また、ハニカムを成型する押し出し成型機のような、高圧で成型物を押し出す特殊な装置が要求され、ハニカムの構造上強度の確保が困難であり、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することが要求されている。
【0009】
そして、吸着剤成型体の強度をより強くするということが要求されている。
【0010】
本発明は、このような従来の課題を解決するものであり、吸着剤成型体の強度低下を招くことなく、バインダーで吸着性能が低下することなく悪臭物質等を除去する性能を確保でき、押し出し成型機のような高圧で押し出す特別な装置を必要とせず、任意形状に吸着剤成型体を成型することのできる吸着剤成型体を提供することを目的としている。
【課題を解決するための手段】
【0011】
本発明の吸着剤成型体は、上記目的を達成するために、吸着剤と、有機バインダーと、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、有機バインダーによる成型体の成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成されているものである。
【0012】
この手段により、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0013】
また、他の手段は、有機バインダーにアルギン酸塩を使用し、吸着剤と、アルギン酸塩と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、アルギン酸塩と多価陽イオンによる架橋反応による成型体の成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成されているものである。
【0014】
この手段により、アルギン酸塩を架橋させ、吸着剤粒子とアルギン酸ナトリウムの架橋構造で吸着剤成型体を成型することができ、この架橋構造は網目状であり、吸着剤粒子の全体を覆うことなく、多孔によってガスの拡散を阻害されることが少ないので、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0015】
また、他の手段は、吸着剤と、粒状低融点樹脂、発泡ビーズを混合して調整した粒体混合物を用いて所定の形状に成型してなり、粒状低融点樹脂による成型体の成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものである。
【0016】
この手段により、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0017】
また、他の手段は、吸着剤と、パルプ繊維と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものである。
【0018】
この手段により、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0019】
また、他の手段は、吸着剤と、熱融着繊維と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものである。
【0020】
この手段により、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0021】
また、他の手段は、繊維状吸着剤を混合し、成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものである。
【0022】
この手段により、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する速度の速い、高い性能を確保することができる吸着剤成型体が得られる。
【0023】
また、他の手段は、吸着剤と、熱溶融発泡棒状樹脂と、有機バインダーを混合して調整したスラリーを用いて所定の形状に成型してなり、成型後に熱溶融発泡棒状樹脂を加熱溶融し、熱溶融発泡棒状樹脂が占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものである。
【0024】
この手段により、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0025】
また、他の手段は、熱溶融発泡棒状樹脂を予め立体網目状に成型し、前記立体網目状の熱溶融発泡棒状樹脂の空間部分に吸着剤と、有機バインダーを混合して調整したスラリーを充填し所定の形状に成型してなり、成型後に熱溶融発泡棒状樹脂を加熱溶融し、熱溶融発泡棒状樹脂が占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものである。
【0026】
この手段により、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0027】
また、他の手段は、熱溶融発泡棒状樹脂を並列に多数列配置し、熱溶融発泡棒状樹脂間に、吸着剤と、有機バインダーを混合して調整したスラリーを充填成型し、成型体を熱溶融発泡棒状樹脂を輪切りにする方向に、所定の厚みに切断し、熱溶融発泡棒状樹脂を加熱溶融し、熱溶融発泡棒状樹脂が占めていた部分が空隙となり、成型体を並列に貫通する多孔が形成されるハニカム状の成型体を構成したものである。
【0028】
この手段により、成型体内に、流体を通過させる多孔が並列に貫通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、ハニカム状であるため流体の通過に際して圧力損失の小さい悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0029】
また、他の手段は、熱溶融棒状樹脂を並列に多数列配置し、熱溶融棒状樹脂間に、吸着剤と、有機バインダーを混合して調整したスラリーを充填し、成型し、成型体を熱溶融棒状樹脂を輪切りにする方向に、所定の厚みに切断し、熱溶融棒状樹脂を加熱溶融し、熱溶融棒状樹脂が占めていた部分が空隙となり、成型体を並列に貫通する多孔が形成されるハニカム状の成型体を構成したものである。
【0030】
この手段により、成型体内に、流体を通過させる多孔が並列に貫通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、ハニカム状であるため流体の通過に際して圧力損失の小さい悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【発明の効果】
【0031】
本発明によれば、有機バインダーによる吸着剤粒子の任意形状に成型後、発泡ビーズを加熱溶融し、発泡ビーズの溶融した後に空隙が形成されて多孔が連通するため、悪臭物質等を含む流体が成型体内を通過するとき、吸着剤粒子がバインダーで結合された空隙の無い成型体と比較し、多孔の連通による圧力損失の低い性能を確保することができる吸着剤成型体を提供できる。
【0032】
また、有機バインダーとして、アルギン酸ナトリウムを用い、アルギン酸ナトリウムと多価陽イオンによる架橋反応で多孔性の成型体を構成することができ、バインダーによってガスの拡散を阻害されることが少ないので、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体を提供できる。
【0033】
また、吸着剤と、粒状低融点樹脂、発泡ビーズを混合して調整した粒体混合物を用いて所定の形状に成型してなり、水等の溶媒を使ってスラリー化する必要がないため、粒状低融点樹脂による成型体の成型時に溶媒を乾燥するための加熱熱量がなく、総過熱量を少なくできる吸着剤成型体を提供できる。
【0034】
また、吸着剤と、パルプ繊維と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、パルプ繊維の間に吸着剤が混在する形で成型体が形成され、他の有機バインダーと比較し、バインダーによって吸着剤を覆うことが少ないため、悪臭物質等が吸着剤に吸着することを阻害されることが少ないので、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体を提供できる。
【0035】
また、熱融着繊維と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、熱融着繊維間が熱融着した強固な網目構造の間に吸着剤が混在し、さらに熱融着繊維と吸着剤も固着する形で成型体が形成され、パルプ繊維と比較し、少量の熱融着繊維で強固な成型体が形成され、バインダーによって吸着剤を覆うことがないためガスの拡散を阻害されることが少ないので、悪臭物質等を除去する高い性能を確保することができ、成型体強度の強い吸着剤成型体を提供できる。
【0036】
また、繊維状吸着剤を混合し、繊維状吸着剤自体が、網目構造を作り、成型体強度を確保するとともに、分散された繊維状吸着剤により、流体との接触効率を高め、吸着効率の高い吸着剤成型体を提供できる。
【0037】
また、吸着剤と、熱溶融発泡棒状樹脂と、有機バインダーを混合して調整したスラリーを用いて所定の形状に成型してなり、成型後に熱溶融発泡棒状樹脂を加熱溶融し、熱溶融発泡棒状樹脂が占めていた部分が空隙となり多孔が形成され、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体を提供できる。
【0038】
また、熱溶融発泡棒状樹脂を予め立体網目状に成型し、前記立体網目状の熱溶融発泡棒状樹脂の空間部分に吸着剤と、有機バインダーを混合して調整したスラリーを充填し所定の形状に成型してなり、成型後に熱溶融発泡棒状樹脂を加熱溶融し、熱溶融発泡棒状樹脂が占めていた部分が空隙となり確実に連通した多孔が形成され、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体を提供できる。
【0039】
また、熱溶融発泡棒状樹脂を並列に多数列配置し、熱溶融発泡棒状樹脂間に、吸着剤と、有機バインダーを混合して調整したスラリーを充填成型し、成型体を熱溶融発泡棒状樹脂を輪切りにする方向に、所定の厚みに切断し、熱溶融発泡棒状樹脂を加熱溶融し、熱溶融発泡棒状樹脂が占めていた部分が空隙となり、成型体を並列に貫通する多孔が形成されるハニカム状の成型体を構成することができるため、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことがなく、ハニカム状であるため流体の通過に際して圧力損失の小さい悪臭物質等を除去する高い性能を確保することができる吸着剤成型体を提供できる。
【0040】
また、熱溶融棒状樹脂を並列に多数列配置し、熱溶融棒状樹脂間に、吸着剤と、有機バインダーを混合して調整したスラリーを充填成型し、成型体を熱溶融棒状樹脂を輪切りにする方向に、所定の厚みに切断し、熱溶融棒状樹脂を加熱溶融し、熱溶融棒状樹脂が占めていた部分が空隙となり、また、溶融した熱溶融棒状樹脂が吸着剤粒子間を補強し、その分、有機バインダーを少なくすることができ、成型体を並列に貫通する多孔が形成されるハニカム状の成型体を構成することができるため、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことがなく、ハニカム状であるため流体の通過に際して圧力損失の小さい悪臭物質等を除去する高い性能を確保することができる吸着剤成型体を提供できる。
【発明を実施するための最良の形態】
【0041】
本発明の請求項1記載の吸着剤成型体は、吸着剤と、有機バインダーと、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、有機バインダーの固化による成型体の成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成されているものであり、成型体内に、流体を通過させる多孔が連通し、多孔の連通による圧力損失が小さく、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0042】
また、本発明の請求項2記載の吸着剤成型体は、有機バインダーにアルギン酸塩を使用し、吸着剤と、アルギン酸塩と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、アルギン酸塩と多価陽イオンによる架橋反応による成型体の成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成されているものであり、アルギン酸塩を架橋させ、吸着剤粒子とアルギン酸ナトリウムの架橋構造で吸着剤成型体を成型することができ、この架橋構造は網目状であり、吸着剤粒子全体を覆うことなく、多孔によってガスの拡散を阻害されることが少ないので、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0043】
また、本発明の請求項3記載の吸着剤成型体は、吸着剤と、粒状低融点樹脂、発泡ビーズを混合して調整した粒体混合物を用いて所定の形状に成型してなり、粒状低融点樹脂と発泡ビーズの融点以上に加熱して、粒状低融点樹脂と発泡ビーズを加熱溶融し、その後、冷却して成型固化し、粒状低融点樹脂と発泡ビーズが占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものであり、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0044】
また、本発明の請求項4記載の吸着剤成型体は、吸着剤と、パルプ繊維と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものであり、パルプ繊維間に吸着剤粒子が抄きこまれた成型体となり、可撓性があり、吸着剤粒子が有機バインダー段等で覆われることないので、吸着剤の吸着効果に支障をきたすことがなく、成型体内に流体を通過させる多孔が連通し吸着剤成型体の強度低下を招くことなく悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0045】
また、本発明の請求項5記載の吸着剤成型体は、吸着剤と、熱融着繊維と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものであり、熱融着繊維間が熱融着した強固な網目構造の間に吸着剤が混在し、さらに熱融着繊維と吸着剤も固着する形で成型体が形成され、パルプ繊維と比較し、少量の熱融着繊維で強固な成型体が形成され、バインダーによって吸着剤を覆うことがないためガスの拡散を阻害されることが少ないので、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0046】
また、本発明の請求項6記載の吸着剤成型体は、繊維状吸着剤を混合し、成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものであり、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する速度の速い、高い性能を確保することができる吸着剤成型体が得られる。
【0047】
また、本発明の請求項7記載の吸着剤成型体は、吸着剤と、熱溶融発泡棒状樹脂と、有機バインダーを混合して調整したスラリーを用いて所定の形状に成型してなり、成型後に熱溶融発泡棒状樹脂を加熱溶融し、熱溶融発泡棒状樹脂が占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものであり、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0048】
また、本発明の請求項8記載の吸着剤成型体は、熱溶融発泡棒状樹脂を予め立体網目状に成型し、前記立体網目状の熱溶融発泡棒状樹脂の空間部分に吸着剤と、有機バインダーを混合して調整したスラリーを充填し所定の形状に成型してなり、成型後に熱溶融発泡棒状樹脂を加熱溶融し、熱溶融発泡棒状樹脂が占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものであり、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0049】
また、本発明の請求項9記載の吸着剤成型体は、熱溶融発泡棒状樹脂を並列に多数列配置し、熱溶融発泡棒状樹脂間に、吸着剤と、有機バインダーを混合して調整したスラリーを充填成型し、成型体を熱溶融発泡棒状樹脂を輪切りにする方向に、所定の厚みに切断し、熱溶融発泡棒状樹脂を加熱溶融し、熱溶融発泡棒状樹脂が占めていた部分が空隙となり、成型体を並列に貫通する多孔が形成されるハニカム状の成型体を構成したものであり、成型体内に、流体を通過させる多孔が並列に貫通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなくハニカム状であるため流体の通過に際して圧力損失の小さい悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0050】
また、本発明の請求項10記載の吸着剤成型体は、熱溶融棒状樹脂を並列に多数列配置し、熱溶融棒状樹脂間に、吸着剤と、有機バインダーを混合して調整したスラリーを充填し、成型し、成型体を熱溶融棒状樹脂を輪切りにする方向に、所定の厚みに切断し、熱溶融棒状樹脂を加熱溶融し、熱溶融棒状樹脂が占めていた部分が空隙となり、成型体を並列に貫通する多孔が形成されるハニカム状の成型体を構成したものであり、成型体内に、流体を通過させる多孔が並列に貫通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、ハニカム状であるため流体の通過に際して圧力損失の小さい悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0051】
以下、本発明の実施の形態について図面を参照しながら説明する。
【0052】
(実施の形態1)
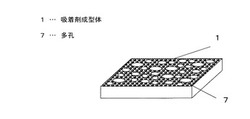
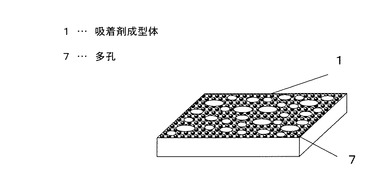
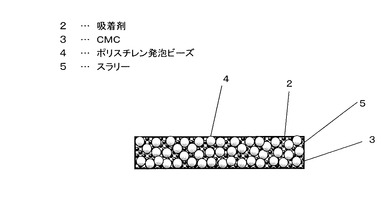
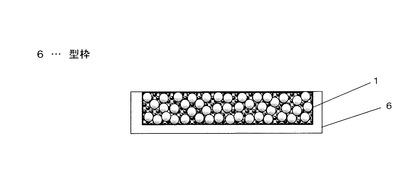
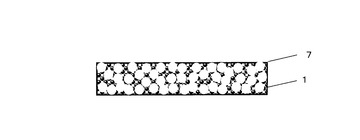
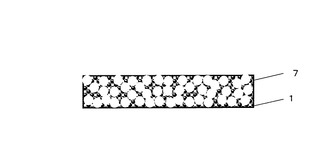
図1〜図4に示すように、活性炭粉末を用いた吸着剤2と、有機バインダーとして乾燥後に活性炭粉末同士を接着し吸着剤成型体1を構成するCMC3の水溶液、発泡ビーズとしてのポリスチレン発泡ビーズ4をニーダーで分散してスラリー5を作成する。そのスラリー5を任意形状に吸着剤成型体1を形成するための型枠6に流し込み、その後、スラリー5の入った型枠6を加熱乾燥してCMC3を固化させ、さらに、ポリスチレン発泡ビーズ4が溶融する温度まで加熱して、ポリスチレン発泡ビーズ4の溶融した跡の連通した多孔7ができる。
【0053】
上記構成において、CMC3と吸着剤2を包含する吸着剤成型体1が構成され、乾燥後のCMC3内に、ポリスチレン発泡ビーズ4の溶融跡の連通による多孔7が吸着剤成型体1に形成され、ガスの拡散を阻害されることが少なく、吸着剤成型体1の強度を確保することとなる。
【0054】
なお、本実施の形態では、有機バインダーとしてCMC3を用いて説明したが、他のセルロース系接着剤やアクリルエマルジョンを用いても良く、その作用効果に差異を生じない。
【0055】
また、吸着剤として活性炭粉末を説明したが、吸着剤として、ゼオライト、シリカゲル、活性アルミナ等の一般的な吸着剤を用いても良い。
【0056】
また、発泡ビーズとして、ポリスチレン発泡ビーズを説明したが、熱可塑性の発泡ビーズであれば良く、例えば、ポリエチレン発泡ビーズでも良い。
【0057】
また、吸着剤成型体1の上面は、有機バインダーによる固化成型時に、発泡ビーズが埋没するため、発泡ビーズ溶融後の多孔7が、上面に開孔することが少ないので、吸着剤成型体1の上面から、一定の深さ、例えば、発泡ビーズの径以内に切削削除して、上面を積極的に開孔してもよく、底面においても同様に切削削除しても良い。
【0058】
(実施の形態2)
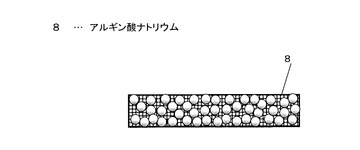
図5に示すように、本発明の第2の実施の形態による吸着剤成型体1は、活性炭粉末を用いた吸着剤2と、アルギン酸ナトリウム8と、ポリスチレン発泡ビーズ4を混合したスラリー5を成型し、さらに成型後に塩化カルシウムの水溶液を浸漬させる。アルギン酸ナトリウム8とカルシウムイオンとの架橋反応で、吸着剤成型体1は固化し、次に、ポリスチレン発泡ビーズ4を加熱溶融させ、吸着剤成型体1に多孔7を形成させる。
【0059】
吸着剤2粒子とアルギン酸ナトリウム8の架橋構造で吸着剤成型体1を成型することができる。この架橋構造は網目状であり、バインダーによってガスの拡散を阻害されることが少ないので、吸着剤成型体1の強度低下を招くこと少なく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体1を提供できる。
【0060】
上記構成において、アルギン酸ナトリウム8と吸着剤2を包含する吸着剤成型体1が構成され、加熱後の吸着剤成型体1に、ポリスチレン発泡ビーズ4の溶融跡の連通による多孔7が吸着剤成型体1に形成され、ガスの拡散を阻害されることが少なく、吸着剤成型体1の強度を確保することとなる。
【0061】
なお、本実施の形態で吸着剤として活性炭粉末を説明したが、第1の実施の形態同様、ゼオライト、シリカゲル、活性アルミナ等の一般的な吸着剤を用いても良い。
【0062】
また、多価金属塩として塩化カルシウムを用いて説明したが、塩化マグネシウムを用いても良く、亜鉛、アルミニウム、鉄イオンを含む水溶性性の塩を用いても良い。
【0063】
(実施の形態3)
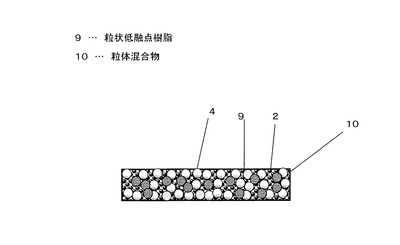
図6〜図7に示すように、本発明の第3の実施の形態による吸着剤成型体1は、吸着剤2と、粒状低融点樹脂9、ポロシチレン発泡ビーズ4を混合して調整した粒体混合物10を用いて所定の形状に成型してなり、粒状低融点樹脂9とポリスチレン発泡ビーズ4の融点以上に加熱して、粒状低融点樹脂9とポリスチレン発泡ビーズ4を加熱溶融し、その後、冷却して成型固化し、粒状低融点樹脂9とポリスチレン発泡ビーズ4が占めていた部分が空隙となり多孔7が形成される多孔性の吸着剤成型体1を構成したものであり、吸着剤成型体1に流体を通過させる多孔7が連通し吸着剤成型体1を提供できる。
【0064】
上記構成によれば、スラリー化する必要がないので、溶媒の乾燥に要する熱エネルギーを削減でき、吸着剤成型体1が構成され、溶融した粒状低融点樹脂9であるホットメルトが、ホットメルト間および吸着剤2粉末に粘着接続し、吸着剤成型体1の強度を確保することとともに、粒状低融点樹脂9の溶融した跡も多孔7を形成するため、より多くの多孔7を形成し、特殊な装置を必要とせず、吸着剤成型体1の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することとなる。
【0065】
(実施の形態4)
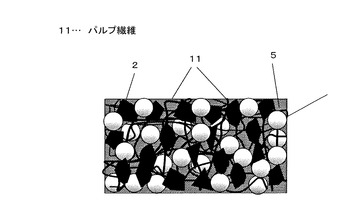
図8に示すように、吸着剤2と、パルプ繊維11と、ポリスチレン発泡ビーズ4を混合してスラリー5を調整し、このスラリー5を用いて、乾燥または、紙抄きの如く圧搾−脱水により所定の形状に成型してなり、成型後にポリスチレン発泡ビーズ4を加熱溶融し、ポリスチレン発泡ビーズ4が占めていた部分が空隙となり多孔7が形成される多孔性の吸着剤成型体1を提供できる。
【0066】
上記構成において、パルプ繊維11間に吸着剤2粒子が抄きこまれた成型体となり、可撓性があり、吸着剤2粒子が有機バインダー等で覆われることないので、吸着剤2の吸着効果に支障をきたすことなく、成型体内に流体を通過させる多孔7が連通し吸着剤成型体1の強度低下を招くことなく悪臭物質等を除去する高い性能を確保することができることとなる。
【0067】
(実施の形態5)
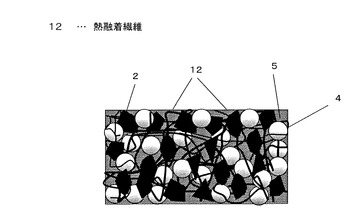
図9に示すように、吸着剤2と、熱融着繊維12と、ポリスチレン発泡ビーズ4を混合してスラリー5を調整し、このスラリー5を用いて、乾燥または、紙抄きの如く圧搾−脱水により所定の形状に成型してなり、成型後にポリスチレン発泡ビーズ4を加熱溶融し、ポリスチレン発泡ビーズ4が占めていた部分が空隙となり多孔7が形成される多孔性の吸着剤成型体1を提供できる。
【0068】
上記構成において、熱融着繊維12間に吸着剤2粒子が抄きこまれた成型体となり、所定の形状に成型してなり、熱融着繊維12間が熱融着した強固な網目構造の間に吸着剤2が混在し、さらに熱融着繊維12と吸着剤2も固着する形で成型体が形成され、パルプ繊維11と比較し、少量の熱融着繊維12で強固な吸着剤成型体1が形成され、バインダーによって吸着剤2を覆うことがないためガスの拡散を阻害されることが少ないので、吸着剤成型体1内に流体を通過させる多孔7が連通し特殊な装置を必要とせず吸着剤成型体1の強度低下を招くことなく悪臭物質等を除去する高い性能を確保することとなる。
【0069】
なお、本実施の形態では、熱融着繊維で説明したが、熱融着繊維の一部にパルプ繊維を用いても良く、その作用効果に差異を生じない。
【0070】
(実施の形態6)
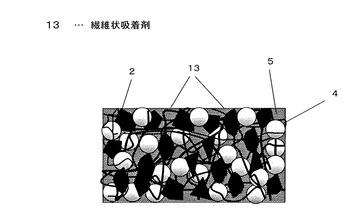
図10に示すように、吸着剤2と、繊維状吸着剤13と、ポリスチレン発泡ビーズ4を混合してスラリー5を調整し、このスラリー5を用いて、乾燥または、紙抄きの如く圧搾−脱水により所定の形状に成型してなり、成型後にポリスチレン発泡ビーズ4を加熱溶融し、ポリスチレン発泡ビーズ4が占めていた部分が空隙となり多孔7が形成される多孔性の吸着剤成型体1を提供できる。
【0071】
上記構成において、繊維状吸着剤13間に吸着剤2粒子が抄きこまれた成型体となり、可撓性があり、バインダーによって吸着剤2を覆うことがないためガスの拡散を阻害されることが少ないので吸着剤2の吸着効果に支障をきたすことなく、さらに、繊維状吸着剤13自体も高い吸着性能を保持するので、流体を通過させる多孔7が連通し吸着剤成型体1の強度低下を招くことなく悪臭物質等を除去する高い性能を確保することができることとなる。
【0072】
なお、本実施の形態では、繊維状吸着剤で説明したが、繊維状吸着剤の一部にパルプ繊維や熱融着繊維を用いても良く、また、その両方を用いても、その作用効果に差異を生じない。
【0073】
(実施の形態7)
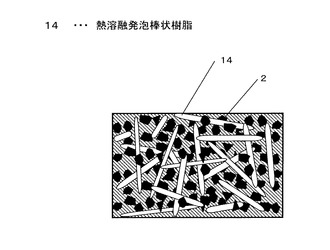
図11に示すように、吸着剤2と、熱溶融発泡棒状樹脂14と、有機バインダーを混合して調整したスラリー5を用いて所定の形状に成型してなり、成型後に熱溶融発泡棒状樹脂14を加熱溶融し、熱溶融発泡棒状樹脂14が占めていた部分が空隙となり多孔7が形成される多孔性の吸着剤成型体1を提供できる。
【0074】
上記構成において、吸着剤成型体1内に、流体を通過させる多孔7が連通し、特殊な装置を必要とせず、吸着剤成型体1の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することとなる。
【0075】
(実施の形態8)
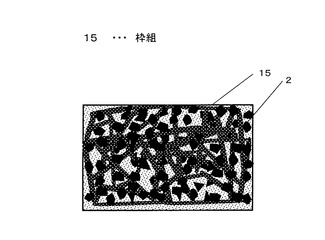
図12に示すように、熱溶融発泡棒状樹脂14を予め立体網目状に枠組15に成型し、前記枠組15の熱溶融発泡棒状樹脂14の空間部分に吸着剤2と、有機バインダーを混合して調整したスラリー5を充填し所定の形状に成型してなり、成型後に熱溶融発泡棒状樹脂14を加熱溶融し、熱溶融発泡棒状樹脂14が占めていた部分が空隙となり多孔7が形成される多孔性の吸着剤成型体1を提供できる。
【0076】
上記構成において、吸着剤成型体1内に、流体を通過させる多孔7が連通し、特殊な装置を必要とせず、吸着剤成型体1の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することとなる。
【0077】
(実施の形態9)
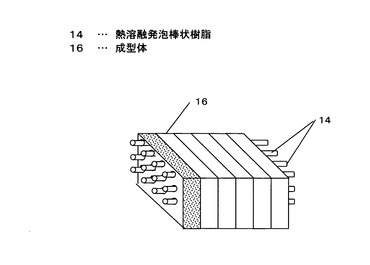
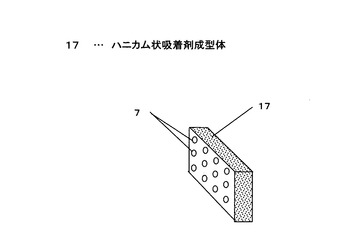
図13〜図14に示すように、熱溶融発泡棒状樹脂14を並列に多数列配置し、熱溶融発泡棒状樹脂14間に、吸着剤2と、有機バインダーを混合して調整したスラリー5を充填成型し、乾燥して成型体16を成型する。成型体16を熱溶融発泡棒状樹脂14を輪切りにする方向に、所定の厚みに短片状に切断する。さらに短片状に切断した成型体16を加熱し熱溶融発泡棒状樹脂14を加熱溶融し、熱溶融発泡棒状樹脂14が占めていた部分が空隙となり、この空隙が成型体16を並列に貫通する多孔7が形成されるハニカム状吸着剤成型体17を提供できる。
【0078】
上記構成において、ハニカム状吸着剤成型体17内に、流体を通過させる多孔7が並列に貫通し、特殊な装置を必要とせず、吸着剤成型体1の強度低下を招くことなく、ハニカム状であるため流体の通過に際して圧力損失の小さい悪臭物質等を除去する高い性能を確保することとなる。
【0079】
なお、本実施の形態では、成型体16を所定の厚みの短片状に切断してから、加熱し熱溶融発泡棒状樹脂14を溶融し空隙を構成したが、成型体16を切断前に加熱して熱溶融発泡棒状樹脂14を溶融し空隙を構成し、その後、成型体16を所定の厚みの短片状に切断しても良く、その作用効果に差異を生じない。
【0080】
(実施の形態10)
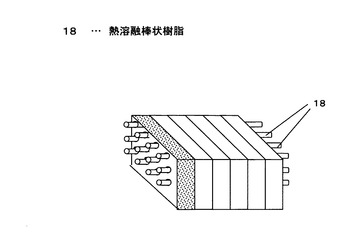
図15に示すように、熱溶融棒状樹脂18を並列に多数列配置し、熱溶融棒状樹脂18間に、吸着剤2と、有機バインダーを混合して調整したスラリー5を充填し、乾燥して成型体16を成型する。成型体16を熱溶融棒状樹脂18を輪切りにする方向に、所定の厚みに短片状に切断する。さらに短片状に切断した成型体16を加熱し熱溶融棒状樹脂18を加熱溶融し、熱溶融棒状樹脂18が占めていた部分が空隙となり、この空隙が成型体16を並列に貫通する多孔7が形成されるハニカム状吸着剤成型体17を提供できる。
【0081】
上記構成において、吸着剤成型体1内に、流体を通過させる多孔7が並列に貫通し、特殊な装置を必要とせず、熱溶融棒状樹脂18が溶融後、吸着剤2粒子間を接着補間するので吸着剤成型体1の強度低下を招くことなく、ハニカム状であるため流体の通過に際して圧力損失の小さい悪臭物質等を除去する高い性能を確保することとなる。
【産業上の利用可能性】
【0082】
任意の形状の吸着剤成型体が成型できるので、圧力損失が少なく、脱臭効果の高い脱臭フィルターや、通風路が構成でき、送風装置を内装した空調機器の全般に使用が可能であり、また、水等の液体浄化分野において使用可能である。
【図面の簡単な説明】
【0083】
【図1】本発明の第1の実施の形態の吸着剤成型体の斜視図
【図2】同スラリーの内部状態を示す図
【図3】同型枠に流し込んだスラリーの断面図
【図4】同多孔が連通した吸着剤成型体の断面図
【図5】本発明の第2の実施の形態のスラリーの断面図
【図6】本発明の第3の実施の形態の粒体混合物の断面図
【図7】同多孔が連通した吸着剤成型体の断面図
【図8】本発明の第4の実施の形態のスラリーの断面図
【図9】本発明の第5の実施の形態のスラリーの断面図
【図10】本発明の第6の実施の形態のスラリーの断面図
【図11】本発明の第7の実施の形態のスラリーの断面図
【図12】本発明の第8の実施の形態のスラリーの断面図
【図13】本発明の第9の成型体の斜視図
【図14】同多孔が並列に連通したハニカム上吸着剤成型体の斜視図
【図15】本発明の第10の成型体の斜視図
【図16】従来の圧縮成型による吸着剤成型体断面図
【図17】同押し出し成型によるハニカムの斜視図
【符号の説明】
【0084】
1 吸着剤成型体
2 吸着剤
3 CMC
4 ポリスチレン発泡ビーズ
5 スラリー
6 型枠
7 多孔
8 アルギン酸ナトリウム
9 粒状低融点樹脂
10 粒体混合物
11 パルプ繊維
12 熱融着繊維
13 繊維状吸着剤
14 熱溶融発泡棒状樹脂
15 枠組
16 成型体
17 ハニカム状吸着剤成型体
18 熱溶融棒状樹脂
【技術分野】
【0001】
本発明は、空間内の空気環境を清浄に保つ空気清浄機にて使用する脱臭フィルター、または風路を成型する成型体に関する。
【背景技術】
【0002】
従来、この種の吸着剤成型体は、空気中の悪臭物質等を除去するためのフィルターとして、活性炭等の吸着剤をバインダーによってハニカム状に成型したものが知られている(例えば、特許文献1参照)。
【0003】
以下、その吸着剤成型体について図16を用いて説明する。
【0004】
図に示すように吸着剤成型体101は、活性炭と熱可塑性樹脂からなるバインダーを圧縮成型し、基板と突起部分からなる成型体102を成型し、この成型体を積層することにより、ハニカム状の吸着剤成型体101を成型している。
【0005】
また、図17に示すように、活性炭と熱可塑性樹脂からなるバインダーを押し出し成型してハニカム103を成型している。
【0006】
また、また、活性炭混抄紙をコルゲーション状に加工成型したフィルターが知られている(例えば、特許文献2参照)。
【特許文献1】特開2003−1027号公報
【特許文献2】特表2001−524879号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
このような従来の吸着剤成型体は、流体中の除去物質、例えば悪臭成分を除去するため、吸着剤成型体内に流体を通過させる多孔を設けるため、活性炭と熱可塑性樹脂からなるバインダーを圧縮成型し基板と突起部分からなる成型体を作成し、この成型体を積み重ね、各成型体間を接着剤で結合し、成型体間に流体を通過させる多孔を設けるという複雑な工程が要求されている。
【0008】
また、ハニカムを成型する押し出し成型機のような、高圧で成型物を押し出す特殊な装置が要求され、ハニカムの構造上強度の確保が困難であり、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することが要求されている。
【0009】
そして、吸着剤成型体の強度をより強くするということが要求されている。
【0010】
本発明は、このような従来の課題を解決するものであり、吸着剤成型体の強度低下を招くことなく、バインダーで吸着性能が低下することなく悪臭物質等を除去する性能を確保でき、押し出し成型機のような高圧で押し出す特別な装置を必要とせず、任意形状に吸着剤成型体を成型することのできる吸着剤成型体を提供することを目的としている。
【課題を解決するための手段】
【0011】
本発明の吸着剤成型体は、上記目的を達成するために、吸着剤と、有機バインダーと、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、有機バインダーによる成型体の成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成されているものである。
【0012】
この手段により、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0013】
また、他の手段は、有機バインダーにアルギン酸塩を使用し、吸着剤と、アルギン酸塩と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、アルギン酸塩と多価陽イオンによる架橋反応による成型体の成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成されているものである。
【0014】
この手段により、アルギン酸塩を架橋させ、吸着剤粒子とアルギン酸ナトリウムの架橋構造で吸着剤成型体を成型することができ、この架橋構造は網目状であり、吸着剤粒子の全体を覆うことなく、多孔によってガスの拡散を阻害されることが少ないので、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0015】
また、他の手段は、吸着剤と、粒状低融点樹脂、発泡ビーズを混合して調整した粒体混合物を用いて所定の形状に成型してなり、粒状低融点樹脂による成型体の成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものである。
【0016】
この手段により、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0017】
また、他の手段は、吸着剤と、パルプ繊維と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものである。
【0018】
この手段により、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0019】
また、他の手段は、吸着剤と、熱融着繊維と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものである。
【0020】
この手段により、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0021】
また、他の手段は、繊維状吸着剤を混合し、成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものである。
【0022】
この手段により、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する速度の速い、高い性能を確保することができる吸着剤成型体が得られる。
【0023】
また、他の手段は、吸着剤と、熱溶融発泡棒状樹脂と、有機バインダーを混合して調整したスラリーを用いて所定の形状に成型してなり、成型後に熱溶融発泡棒状樹脂を加熱溶融し、熱溶融発泡棒状樹脂が占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものである。
【0024】
この手段により、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0025】
また、他の手段は、熱溶融発泡棒状樹脂を予め立体網目状に成型し、前記立体網目状の熱溶融発泡棒状樹脂の空間部分に吸着剤と、有機バインダーを混合して調整したスラリーを充填し所定の形状に成型してなり、成型後に熱溶融発泡棒状樹脂を加熱溶融し、熱溶融発泡棒状樹脂が占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものである。
【0026】
この手段により、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0027】
また、他の手段は、熱溶融発泡棒状樹脂を並列に多数列配置し、熱溶融発泡棒状樹脂間に、吸着剤と、有機バインダーを混合して調整したスラリーを充填成型し、成型体を熱溶融発泡棒状樹脂を輪切りにする方向に、所定の厚みに切断し、熱溶融発泡棒状樹脂を加熱溶融し、熱溶融発泡棒状樹脂が占めていた部分が空隙となり、成型体を並列に貫通する多孔が形成されるハニカム状の成型体を構成したものである。
【0028】
この手段により、成型体内に、流体を通過させる多孔が並列に貫通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、ハニカム状であるため流体の通過に際して圧力損失の小さい悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0029】
また、他の手段は、熱溶融棒状樹脂を並列に多数列配置し、熱溶融棒状樹脂間に、吸着剤と、有機バインダーを混合して調整したスラリーを充填し、成型し、成型体を熱溶融棒状樹脂を輪切りにする方向に、所定の厚みに切断し、熱溶融棒状樹脂を加熱溶融し、熱溶融棒状樹脂が占めていた部分が空隙となり、成型体を並列に貫通する多孔が形成されるハニカム状の成型体を構成したものである。
【0030】
この手段により、成型体内に、流体を通過させる多孔が並列に貫通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、ハニカム状であるため流体の通過に際して圧力損失の小さい悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【発明の効果】
【0031】
本発明によれば、有機バインダーによる吸着剤粒子の任意形状に成型後、発泡ビーズを加熱溶融し、発泡ビーズの溶融した後に空隙が形成されて多孔が連通するため、悪臭物質等を含む流体が成型体内を通過するとき、吸着剤粒子がバインダーで結合された空隙の無い成型体と比較し、多孔の連通による圧力損失の低い性能を確保することができる吸着剤成型体を提供できる。
【0032】
また、有機バインダーとして、アルギン酸ナトリウムを用い、アルギン酸ナトリウムと多価陽イオンによる架橋反応で多孔性の成型体を構成することができ、バインダーによってガスの拡散を阻害されることが少ないので、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体を提供できる。
【0033】
また、吸着剤と、粒状低融点樹脂、発泡ビーズを混合して調整した粒体混合物を用いて所定の形状に成型してなり、水等の溶媒を使ってスラリー化する必要がないため、粒状低融点樹脂による成型体の成型時に溶媒を乾燥するための加熱熱量がなく、総過熱量を少なくできる吸着剤成型体を提供できる。
【0034】
また、吸着剤と、パルプ繊維と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、パルプ繊維の間に吸着剤が混在する形で成型体が形成され、他の有機バインダーと比較し、バインダーによって吸着剤を覆うことが少ないため、悪臭物質等が吸着剤に吸着することを阻害されることが少ないので、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体を提供できる。
【0035】
また、熱融着繊維と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、熱融着繊維間が熱融着した強固な網目構造の間に吸着剤が混在し、さらに熱融着繊維と吸着剤も固着する形で成型体が形成され、パルプ繊維と比較し、少量の熱融着繊維で強固な成型体が形成され、バインダーによって吸着剤を覆うことがないためガスの拡散を阻害されることが少ないので、悪臭物質等を除去する高い性能を確保することができ、成型体強度の強い吸着剤成型体を提供できる。
【0036】
また、繊維状吸着剤を混合し、繊維状吸着剤自体が、網目構造を作り、成型体強度を確保するとともに、分散された繊維状吸着剤により、流体との接触効率を高め、吸着効率の高い吸着剤成型体を提供できる。
【0037】
また、吸着剤と、熱溶融発泡棒状樹脂と、有機バインダーを混合して調整したスラリーを用いて所定の形状に成型してなり、成型後に熱溶融発泡棒状樹脂を加熱溶融し、熱溶融発泡棒状樹脂が占めていた部分が空隙となり多孔が形成され、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体を提供できる。
【0038】
また、熱溶融発泡棒状樹脂を予め立体網目状に成型し、前記立体網目状の熱溶融発泡棒状樹脂の空間部分に吸着剤と、有機バインダーを混合して調整したスラリーを充填し所定の形状に成型してなり、成型後に熱溶融発泡棒状樹脂を加熱溶融し、熱溶融発泡棒状樹脂が占めていた部分が空隙となり確実に連通した多孔が形成され、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体を提供できる。
【0039】
また、熱溶融発泡棒状樹脂を並列に多数列配置し、熱溶融発泡棒状樹脂間に、吸着剤と、有機バインダーを混合して調整したスラリーを充填成型し、成型体を熱溶融発泡棒状樹脂を輪切りにする方向に、所定の厚みに切断し、熱溶融発泡棒状樹脂を加熱溶融し、熱溶融発泡棒状樹脂が占めていた部分が空隙となり、成型体を並列に貫通する多孔が形成されるハニカム状の成型体を構成することができるため、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことがなく、ハニカム状であるため流体の通過に際して圧力損失の小さい悪臭物質等を除去する高い性能を確保することができる吸着剤成型体を提供できる。
【0040】
また、熱溶融棒状樹脂を並列に多数列配置し、熱溶融棒状樹脂間に、吸着剤と、有機バインダーを混合して調整したスラリーを充填成型し、成型体を熱溶融棒状樹脂を輪切りにする方向に、所定の厚みに切断し、熱溶融棒状樹脂を加熱溶融し、熱溶融棒状樹脂が占めていた部分が空隙となり、また、溶融した熱溶融棒状樹脂が吸着剤粒子間を補強し、その分、有機バインダーを少なくすることができ、成型体を並列に貫通する多孔が形成されるハニカム状の成型体を構成することができるため、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことがなく、ハニカム状であるため流体の通過に際して圧力損失の小さい悪臭物質等を除去する高い性能を確保することができる吸着剤成型体を提供できる。
【発明を実施するための最良の形態】
【0041】
本発明の請求項1記載の吸着剤成型体は、吸着剤と、有機バインダーと、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、有機バインダーの固化による成型体の成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成されているものであり、成型体内に、流体を通過させる多孔が連通し、多孔の連通による圧力損失が小さく、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0042】
また、本発明の請求項2記載の吸着剤成型体は、有機バインダーにアルギン酸塩を使用し、吸着剤と、アルギン酸塩と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、アルギン酸塩と多価陽イオンによる架橋反応による成型体の成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成されているものであり、アルギン酸塩を架橋させ、吸着剤粒子とアルギン酸ナトリウムの架橋構造で吸着剤成型体を成型することができ、この架橋構造は網目状であり、吸着剤粒子全体を覆うことなく、多孔によってガスの拡散を阻害されることが少ないので、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0043】
また、本発明の請求項3記載の吸着剤成型体は、吸着剤と、粒状低融点樹脂、発泡ビーズを混合して調整した粒体混合物を用いて所定の形状に成型してなり、粒状低融点樹脂と発泡ビーズの融点以上に加熱して、粒状低融点樹脂と発泡ビーズを加熱溶融し、その後、冷却して成型固化し、粒状低融点樹脂と発泡ビーズが占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものであり、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0044】
また、本発明の請求項4記載の吸着剤成型体は、吸着剤と、パルプ繊維と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものであり、パルプ繊維間に吸着剤粒子が抄きこまれた成型体となり、可撓性があり、吸着剤粒子が有機バインダー段等で覆われることないので、吸着剤の吸着効果に支障をきたすことがなく、成型体内に流体を通過させる多孔が連通し吸着剤成型体の強度低下を招くことなく悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0045】
また、本発明の請求項5記載の吸着剤成型体は、吸着剤と、熱融着繊維と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものであり、熱融着繊維間が熱融着した強固な網目構造の間に吸着剤が混在し、さらに熱融着繊維と吸着剤も固着する形で成型体が形成され、パルプ繊維と比較し、少量の熱融着繊維で強固な成型体が形成され、バインダーによって吸着剤を覆うことがないためガスの拡散を阻害されることが少ないので、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0046】
また、本発明の請求項6記載の吸着剤成型体は、繊維状吸着剤を混合し、成型後に発泡ビーズを加熱溶融し、発泡ビーズが占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものであり、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する速度の速い、高い性能を確保することができる吸着剤成型体が得られる。
【0047】
また、本発明の請求項7記載の吸着剤成型体は、吸着剤と、熱溶融発泡棒状樹脂と、有機バインダーを混合して調整したスラリーを用いて所定の形状に成型してなり、成型後に熱溶融発泡棒状樹脂を加熱溶融し、熱溶融発泡棒状樹脂が占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものであり、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0048】
また、本発明の請求項8記載の吸着剤成型体は、熱溶融発泡棒状樹脂を予め立体網目状に成型し、前記立体網目状の熱溶融発泡棒状樹脂の空間部分に吸着剤と、有機バインダーを混合して調整したスラリーを充填し所定の形状に成型してなり、成型後に熱溶融発泡棒状樹脂を加熱溶融し、熱溶融発泡棒状樹脂が占めていた部分が空隙となり多孔が形成される多孔性の成型体を構成したものであり、成型体内に、流体を通過させる多孔が連通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0049】
また、本発明の請求項9記載の吸着剤成型体は、熱溶融発泡棒状樹脂を並列に多数列配置し、熱溶融発泡棒状樹脂間に、吸着剤と、有機バインダーを混合して調整したスラリーを充填成型し、成型体を熱溶融発泡棒状樹脂を輪切りにする方向に、所定の厚みに切断し、熱溶融発泡棒状樹脂を加熱溶融し、熱溶融発泡棒状樹脂が占めていた部分が空隙となり、成型体を並列に貫通する多孔が形成されるハニカム状の成型体を構成したものであり、成型体内に、流体を通過させる多孔が並列に貫通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなくハニカム状であるため流体の通過に際して圧力損失の小さい悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0050】
また、本発明の請求項10記載の吸着剤成型体は、熱溶融棒状樹脂を並列に多数列配置し、熱溶融棒状樹脂間に、吸着剤と、有機バインダーを混合して調整したスラリーを充填し、成型し、成型体を熱溶融棒状樹脂を輪切りにする方向に、所定の厚みに切断し、熱溶融棒状樹脂を加熱溶融し、熱溶融棒状樹脂が占めていた部分が空隙となり、成型体を並列に貫通する多孔が形成されるハニカム状の成型体を構成したものであり、成型体内に、流体を通過させる多孔が並列に貫通し、特殊な装置を必要とせず、吸着剤成型体の強度低下を招くことなく、ハニカム状であるため流体の通過に際して圧力損失の小さい悪臭物質等を除去する高い性能を確保することができる吸着剤成型体が得られる。
【0051】
以下、本発明の実施の形態について図面を参照しながら説明する。
【0052】
(実施の形態1)
図1〜図4に示すように、活性炭粉末を用いた吸着剤2と、有機バインダーとして乾燥後に活性炭粉末同士を接着し吸着剤成型体1を構成するCMC3の水溶液、発泡ビーズとしてのポリスチレン発泡ビーズ4をニーダーで分散してスラリー5を作成する。そのスラリー5を任意形状に吸着剤成型体1を形成するための型枠6に流し込み、その後、スラリー5の入った型枠6を加熱乾燥してCMC3を固化させ、さらに、ポリスチレン発泡ビーズ4が溶融する温度まで加熱して、ポリスチレン発泡ビーズ4の溶融した跡の連通した多孔7ができる。
【0053】
上記構成において、CMC3と吸着剤2を包含する吸着剤成型体1が構成され、乾燥後のCMC3内に、ポリスチレン発泡ビーズ4の溶融跡の連通による多孔7が吸着剤成型体1に形成され、ガスの拡散を阻害されることが少なく、吸着剤成型体1の強度を確保することとなる。
【0054】
なお、本実施の形態では、有機バインダーとしてCMC3を用いて説明したが、他のセルロース系接着剤やアクリルエマルジョンを用いても良く、その作用効果に差異を生じない。
【0055】
また、吸着剤として活性炭粉末を説明したが、吸着剤として、ゼオライト、シリカゲル、活性アルミナ等の一般的な吸着剤を用いても良い。
【0056】
また、発泡ビーズとして、ポリスチレン発泡ビーズを説明したが、熱可塑性の発泡ビーズであれば良く、例えば、ポリエチレン発泡ビーズでも良い。
【0057】
また、吸着剤成型体1の上面は、有機バインダーによる固化成型時に、発泡ビーズが埋没するため、発泡ビーズ溶融後の多孔7が、上面に開孔することが少ないので、吸着剤成型体1の上面から、一定の深さ、例えば、発泡ビーズの径以内に切削削除して、上面を積極的に開孔してもよく、底面においても同様に切削削除しても良い。
【0058】
(実施の形態2)
図5に示すように、本発明の第2の実施の形態による吸着剤成型体1は、活性炭粉末を用いた吸着剤2と、アルギン酸ナトリウム8と、ポリスチレン発泡ビーズ4を混合したスラリー5を成型し、さらに成型後に塩化カルシウムの水溶液を浸漬させる。アルギン酸ナトリウム8とカルシウムイオンとの架橋反応で、吸着剤成型体1は固化し、次に、ポリスチレン発泡ビーズ4を加熱溶融させ、吸着剤成型体1に多孔7を形成させる。
【0059】
吸着剤2粒子とアルギン酸ナトリウム8の架橋構造で吸着剤成型体1を成型することができる。この架橋構造は網目状であり、バインダーによってガスの拡散を阻害されることが少ないので、吸着剤成型体1の強度低下を招くこと少なく、悪臭物質等を除去する高い性能を確保することができる吸着剤成型体1を提供できる。
【0060】
上記構成において、アルギン酸ナトリウム8と吸着剤2を包含する吸着剤成型体1が構成され、加熱後の吸着剤成型体1に、ポリスチレン発泡ビーズ4の溶融跡の連通による多孔7が吸着剤成型体1に形成され、ガスの拡散を阻害されることが少なく、吸着剤成型体1の強度を確保することとなる。
【0061】
なお、本実施の形態で吸着剤として活性炭粉末を説明したが、第1の実施の形態同様、ゼオライト、シリカゲル、活性アルミナ等の一般的な吸着剤を用いても良い。
【0062】
また、多価金属塩として塩化カルシウムを用いて説明したが、塩化マグネシウムを用いても良く、亜鉛、アルミニウム、鉄イオンを含む水溶性性の塩を用いても良い。
【0063】
(実施の形態3)
図6〜図7に示すように、本発明の第3の実施の形態による吸着剤成型体1は、吸着剤2と、粒状低融点樹脂9、ポロシチレン発泡ビーズ4を混合して調整した粒体混合物10を用いて所定の形状に成型してなり、粒状低融点樹脂9とポリスチレン発泡ビーズ4の融点以上に加熱して、粒状低融点樹脂9とポリスチレン発泡ビーズ4を加熱溶融し、その後、冷却して成型固化し、粒状低融点樹脂9とポリスチレン発泡ビーズ4が占めていた部分が空隙となり多孔7が形成される多孔性の吸着剤成型体1を構成したものであり、吸着剤成型体1に流体を通過させる多孔7が連通し吸着剤成型体1を提供できる。
【0064】
上記構成によれば、スラリー化する必要がないので、溶媒の乾燥に要する熱エネルギーを削減でき、吸着剤成型体1が構成され、溶融した粒状低融点樹脂9であるホットメルトが、ホットメルト間および吸着剤2粉末に粘着接続し、吸着剤成型体1の強度を確保することとともに、粒状低融点樹脂9の溶融した跡も多孔7を形成するため、より多くの多孔7を形成し、特殊な装置を必要とせず、吸着剤成型体1の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することとなる。
【0065】
(実施の形態4)
図8に示すように、吸着剤2と、パルプ繊維11と、ポリスチレン発泡ビーズ4を混合してスラリー5を調整し、このスラリー5を用いて、乾燥または、紙抄きの如く圧搾−脱水により所定の形状に成型してなり、成型後にポリスチレン発泡ビーズ4を加熱溶融し、ポリスチレン発泡ビーズ4が占めていた部分が空隙となり多孔7が形成される多孔性の吸着剤成型体1を提供できる。
【0066】
上記構成において、パルプ繊維11間に吸着剤2粒子が抄きこまれた成型体となり、可撓性があり、吸着剤2粒子が有機バインダー等で覆われることないので、吸着剤2の吸着効果に支障をきたすことなく、成型体内に流体を通過させる多孔7が連通し吸着剤成型体1の強度低下を招くことなく悪臭物質等を除去する高い性能を確保することができることとなる。
【0067】
(実施の形態5)
図9に示すように、吸着剤2と、熱融着繊維12と、ポリスチレン発泡ビーズ4を混合してスラリー5を調整し、このスラリー5を用いて、乾燥または、紙抄きの如く圧搾−脱水により所定の形状に成型してなり、成型後にポリスチレン発泡ビーズ4を加熱溶融し、ポリスチレン発泡ビーズ4が占めていた部分が空隙となり多孔7が形成される多孔性の吸着剤成型体1を提供できる。
【0068】
上記構成において、熱融着繊維12間に吸着剤2粒子が抄きこまれた成型体となり、所定の形状に成型してなり、熱融着繊維12間が熱融着した強固な網目構造の間に吸着剤2が混在し、さらに熱融着繊維12と吸着剤2も固着する形で成型体が形成され、パルプ繊維11と比較し、少量の熱融着繊維12で強固な吸着剤成型体1が形成され、バインダーによって吸着剤2を覆うことがないためガスの拡散を阻害されることが少ないので、吸着剤成型体1内に流体を通過させる多孔7が連通し特殊な装置を必要とせず吸着剤成型体1の強度低下を招くことなく悪臭物質等を除去する高い性能を確保することとなる。
【0069】
なお、本実施の形態では、熱融着繊維で説明したが、熱融着繊維の一部にパルプ繊維を用いても良く、その作用効果に差異を生じない。
【0070】
(実施の形態6)
図10に示すように、吸着剤2と、繊維状吸着剤13と、ポリスチレン発泡ビーズ4を混合してスラリー5を調整し、このスラリー5を用いて、乾燥または、紙抄きの如く圧搾−脱水により所定の形状に成型してなり、成型後にポリスチレン発泡ビーズ4を加熱溶融し、ポリスチレン発泡ビーズ4が占めていた部分が空隙となり多孔7が形成される多孔性の吸着剤成型体1を提供できる。
【0071】
上記構成において、繊維状吸着剤13間に吸着剤2粒子が抄きこまれた成型体となり、可撓性があり、バインダーによって吸着剤2を覆うことがないためガスの拡散を阻害されることが少ないので吸着剤2の吸着効果に支障をきたすことなく、さらに、繊維状吸着剤13自体も高い吸着性能を保持するので、流体を通過させる多孔7が連通し吸着剤成型体1の強度低下を招くことなく悪臭物質等を除去する高い性能を確保することができることとなる。
【0072】
なお、本実施の形態では、繊維状吸着剤で説明したが、繊維状吸着剤の一部にパルプ繊維や熱融着繊維を用いても良く、また、その両方を用いても、その作用効果に差異を生じない。
【0073】
(実施の形態7)
図11に示すように、吸着剤2と、熱溶融発泡棒状樹脂14と、有機バインダーを混合して調整したスラリー5を用いて所定の形状に成型してなり、成型後に熱溶融発泡棒状樹脂14を加熱溶融し、熱溶融発泡棒状樹脂14が占めていた部分が空隙となり多孔7が形成される多孔性の吸着剤成型体1を提供できる。
【0074】
上記構成において、吸着剤成型体1内に、流体を通過させる多孔7が連通し、特殊な装置を必要とせず、吸着剤成型体1の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することとなる。
【0075】
(実施の形態8)
図12に示すように、熱溶融発泡棒状樹脂14を予め立体網目状に枠組15に成型し、前記枠組15の熱溶融発泡棒状樹脂14の空間部分に吸着剤2と、有機バインダーを混合して調整したスラリー5を充填し所定の形状に成型してなり、成型後に熱溶融発泡棒状樹脂14を加熱溶融し、熱溶融発泡棒状樹脂14が占めていた部分が空隙となり多孔7が形成される多孔性の吸着剤成型体1を提供できる。
【0076】
上記構成において、吸着剤成型体1内に、流体を通過させる多孔7が連通し、特殊な装置を必要とせず、吸着剤成型体1の強度低下を招くことなく、悪臭物質等を除去する高い性能を確保することとなる。
【0077】
(実施の形態9)
図13〜図14に示すように、熱溶融発泡棒状樹脂14を並列に多数列配置し、熱溶融発泡棒状樹脂14間に、吸着剤2と、有機バインダーを混合して調整したスラリー5を充填成型し、乾燥して成型体16を成型する。成型体16を熱溶融発泡棒状樹脂14を輪切りにする方向に、所定の厚みに短片状に切断する。さらに短片状に切断した成型体16を加熱し熱溶融発泡棒状樹脂14を加熱溶融し、熱溶融発泡棒状樹脂14が占めていた部分が空隙となり、この空隙が成型体16を並列に貫通する多孔7が形成されるハニカム状吸着剤成型体17を提供できる。
【0078】
上記構成において、ハニカム状吸着剤成型体17内に、流体を通過させる多孔7が並列に貫通し、特殊な装置を必要とせず、吸着剤成型体1の強度低下を招くことなく、ハニカム状であるため流体の通過に際して圧力損失の小さい悪臭物質等を除去する高い性能を確保することとなる。
【0079】
なお、本実施の形態では、成型体16を所定の厚みの短片状に切断してから、加熱し熱溶融発泡棒状樹脂14を溶融し空隙を構成したが、成型体16を切断前に加熱して熱溶融発泡棒状樹脂14を溶融し空隙を構成し、その後、成型体16を所定の厚みの短片状に切断しても良く、その作用効果に差異を生じない。
【0080】
(実施の形態10)
図15に示すように、熱溶融棒状樹脂18を並列に多数列配置し、熱溶融棒状樹脂18間に、吸着剤2と、有機バインダーを混合して調整したスラリー5を充填し、乾燥して成型体16を成型する。成型体16を熱溶融棒状樹脂18を輪切りにする方向に、所定の厚みに短片状に切断する。さらに短片状に切断した成型体16を加熱し熱溶融棒状樹脂18を加熱溶融し、熱溶融棒状樹脂18が占めていた部分が空隙となり、この空隙が成型体16を並列に貫通する多孔7が形成されるハニカム状吸着剤成型体17を提供できる。
【0081】
上記構成において、吸着剤成型体1内に、流体を通過させる多孔7が並列に貫通し、特殊な装置を必要とせず、熱溶融棒状樹脂18が溶融後、吸着剤2粒子間を接着補間するので吸着剤成型体1の強度低下を招くことなく、ハニカム状であるため流体の通過に際して圧力損失の小さい悪臭物質等を除去する高い性能を確保することとなる。
【産業上の利用可能性】
【0082】
任意の形状の吸着剤成型体が成型できるので、圧力損失が少なく、脱臭効果の高い脱臭フィルターや、通風路が構成でき、送風装置を内装した空調機器の全般に使用が可能であり、また、水等の液体浄化分野において使用可能である。
【図面の簡単な説明】
【0083】
【図1】本発明の第1の実施の形態の吸着剤成型体の斜視図
【図2】同スラリーの内部状態を示す図
【図3】同型枠に流し込んだスラリーの断面図
【図4】同多孔が連通した吸着剤成型体の断面図
【図5】本発明の第2の実施の形態のスラリーの断面図
【図6】本発明の第3の実施の形態の粒体混合物の断面図
【図7】同多孔が連通した吸着剤成型体の断面図
【図8】本発明の第4の実施の形態のスラリーの断面図
【図9】本発明の第5の実施の形態のスラリーの断面図
【図10】本発明の第6の実施の形態のスラリーの断面図
【図11】本発明の第7の実施の形態のスラリーの断面図
【図12】本発明の第8の実施の形態のスラリーの断面図
【図13】本発明の第9の成型体の斜視図
【図14】同多孔が並列に連通したハニカム上吸着剤成型体の斜視図
【図15】本発明の第10の成型体の斜視図
【図16】従来の圧縮成型による吸着剤成型体断面図
【図17】同押し出し成型によるハニカムの斜視図
【符号の説明】
【0084】
1 吸着剤成型体
2 吸着剤
3 CMC
4 ポリスチレン発泡ビーズ
5 スラリー
6 型枠
7 多孔
8 アルギン酸ナトリウム
9 粒状低融点樹脂
10 粒体混合物
11 パルプ繊維
12 熱融着繊維
13 繊維状吸着剤
14 熱溶融発泡棒状樹脂
15 枠組
16 成型体
17 ハニカム状吸着剤成型体
18 熱溶融棒状樹脂
【特許請求の範囲】
【請求項1】
吸着剤と、有機バインダーと、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、有機バインダーによる成型体の成型後に発泡ビーズを加熱溶融し、多孔が形成されることを特徴とする吸着剤成型体。
【請求項2】
有機バインダーがアルギン酸塩である請求項1記載の吸着剤成型体。
【請求項3】
吸着剤と、粒状低融点樹脂、発泡ビーズを混合して調整した粒体混合物を用いて所定の形状に成型してなり、粒状低融点樹脂による成型体の成型後に発泡ビーズを加熱溶融し、多孔が形成されることを特徴とする吸着剤成型体。
【請求項4】
吸着剤と、パルプ繊維と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、成型後に発泡ビーズを加熱溶融し、多孔が形成されることを特徴とする吸着剤成型体。
【請求項5】
吸着剤と、熱融着繊維と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、成型後に発泡ビーズを加熱溶融し、多孔が形成されることを特徴とする吸着剤成型体。
【請求項6】
繊維状吸着剤を混合した請求項4または5に記載の吸着剤成型体。
【請求項7】
吸着剤と、有機バインダーと、熱溶融発泡棒状樹脂を混合して調整したスラリーを用いて所定の形状に成型してなり、有機バインダーによる成型体の成型後に熱溶融発泡棒状樹脂を加熱溶融し、多孔が形成されることを特徴とする吸着剤成型体。
【請求項8】
熱溶融発泡棒状樹脂を予め立体網目状に成型後、熱溶融発泡棒状樹脂間に、吸着剤と、有機バインダーを混合して調整したスラリーを充填成型し、混合した請求項7に記載の吸着剤成型体。
【請求項9】
熱溶融発泡棒状樹脂を並列に多数列配置し、熱溶融発泡棒状樹脂間に、吸着剤と、有機バインダーを混合して調整したスラリーを充填成型し、成型体を熱溶融発泡棒状樹脂を輪切りにする方向に、所定の厚みに切断し、熱溶融発泡棒状樹脂を加熱溶融し、ハニカム状に多孔が形成されることを特徴とする請求項7または8に記載の吸着剤成型体。
【請求項10】
熱溶融棒状樹脂を並列に多数列配置し、熱溶融棒状樹脂間に、吸着剤スラリーを充填成型し、成型体を熱溶融棒状樹脂を輪切りにする方向に、所定の厚みに切断し、熱溶融棒状樹脂を加熱溶融し、ハニカム状に多孔が形成されることを特徴とする請求項9に記載の吸着剤成型体。
【請求項1】
吸着剤と、有機バインダーと、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、有機バインダーによる成型体の成型後に発泡ビーズを加熱溶融し、多孔が形成されることを特徴とする吸着剤成型体。
【請求項2】
有機バインダーがアルギン酸塩である請求項1記載の吸着剤成型体。
【請求項3】
吸着剤と、粒状低融点樹脂、発泡ビーズを混合して調整した粒体混合物を用いて所定の形状に成型してなり、粒状低融点樹脂による成型体の成型後に発泡ビーズを加熱溶融し、多孔が形成されることを特徴とする吸着剤成型体。
【請求項4】
吸着剤と、パルプ繊維と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、成型後に発泡ビーズを加熱溶融し、多孔が形成されることを特徴とする吸着剤成型体。
【請求項5】
吸着剤と、熱融着繊維と、発泡ビーズを混合して調整したスラリーを用いて所定の形状に成型してなり、成型後に発泡ビーズを加熱溶融し、多孔が形成されることを特徴とする吸着剤成型体。
【請求項6】
繊維状吸着剤を混合した請求項4または5に記載の吸着剤成型体。
【請求項7】
吸着剤と、有機バインダーと、熱溶融発泡棒状樹脂を混合して調整したスラリーを用いて所定の形状に成型してなり、有機バインダーによる成型体の成型後に熱溶融発泡棒状樹脂を加熱溶融し、多孔が形成されることを特徴とする吸着剤成型体。
【請求項8】
熱溶融発泡棒状樹脂を予め立体網目状に成型後、熱溶融発泡棒状樹脂間に、吸着剤と、有機バインダーを混合して調整したスラリーを充填成型し、混合した請求項7に記載の吸着剤成型体。
【請求項9】
熱溶融発泡棒状樹脂を並列に多数列配置し、熱溶融発泡棒状樹脂間に、吸着剤と、有機バインダーを混合して調整したスラリーを充填成型し、成型体を熱溶融発泡棒状樹脂を輪切りにする方向に、所定の厚みに切断し、熱溶融発泡棒状樹脂を加熱溶融し、ハニカム状に多孔が形成されることを特徴とする請求項7または8に記載の吸着剤成型体。
【請求項10】
熱溶融棒状樹脂を並列に多数列配置し、熱溶融棒状樹脂間に、吸着剤スラリーを充填成型し、成型体を熱溶融棒状樹脂を輪切りにする方向に、所定の厚みに切断し、熱溶融棒状樹脂を加熱溶融し、ハニカム状に多孔が形成されることを特徴とする請求項9に記載の吸着剤成型体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2009−90262(P2009−90262A)
【公開日】平成21年4月30日(2009.4.30)
【国際特許分類】
【出願番号】特願2007−266359(P2007−266359)
【出願日】平成19年10月12日(2007.10.12)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成21年4月30日(2009.4.30)
【国際特許分類】
【出願日】平成19年10月12日(2007.10.12)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]