
吸音シート
【課題】 回収衣料品のリサイクル原料である天然繊維、ポリエステル、アクリルなどの反毛綿に難燃紙を複合する事に加え、ニードルパンチ機で処理する事により車輌用内装材に要求される優れた吸音性能を示すフェルトシートを提供する。
【解決手段】 反毛綿に難燃紙を複合する事に加え、ニードルパンチ機で処理したものを乾燥炉で熱処理しフェルトシート化する。吸音性を向上させる場合には所定の難燃紙、及びニードルパンチ機で所定の条件で細かい穴を付加する。
【解決手段】 反毛綿に難燃紙を複合する事に加え、ニードルパンチ機で処理したものを乾燥炉で熱処理しフェルトシート化する。吸音性を向上させる場合には所定の難燃紙、及びニードルパンチ機で所定の条件で細かい穴を付加する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フェルト・不織布製造業に関する分野のもので、自動車などの車輌用内装材に用いられる反毛フェルトシートを軽量、薄型にした吸音シートに関するものである。
【背景技術】
【0002】
自動車をはじめとする車輌用内装材に必要な性能には、吸音性を含めた防音性、吸音性、や難燃性があるが、最近ではハイブリッド車などの地球温暖化防止に貢献するエコカーが注目を集めており、今後の伸びが大いに期待出来る。エコカーにする為に自動車メーカーより軽量化と軽量化しても吸音性を低下させない車輌用内装材が求められている。
【0003】
そこで、このような状況に対処するために、現在の反毛フェルトにさらなる吸音性を付加する反毛フェルトシート製品の技術開発が必要になってきた。これまでにも吸音性の性能向上の研究がおこなわれ、これに関する特許が多く出願されている。たとえば特開2001−47545があげられる。
特開2001−47545に記載の防音材は、吸音性を高めようとする際、繊維径の細い繊維を使用するか、目付け量を増やすか,嵩高を上げる等、繊維密度を上げなければならない。又はメルトブロウン不織布を用いる場合は、嵩高の低下や引張り強度の低下を招き問題のあるところである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−47545
【発明の概要】
【発明が解決しようとする課題】
【0005】
このような問題を解決する為に、全体的に質量を増やさないようにすると共に、実際の音域範囲内において効果的に吸音性を高めさせる事の出来る様にした車輌用吸音性内装材を提供しようとするのが、本発明の目的である。
本発明は、回収衣料品のリサイクル原料である天然繊維、ポリエステル、アクリルなどの反毛綿に難燃紙を複合する事に加え、ニードルパンチ機で処理する事により車輌用内装材に要求される優れた吸音性能を示すフェルトシートにする事を解決課題とした。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明に於いては次のような手段を講ずることとした。すなわち、請求項1記載の発明の吸音シートは、水酸化アルミニウム60〜90重量パーセントとパルプバインダー10〜40重量パーセントから構成される難燃紙の少なくとも片側に反毛フェルトシートを接着剤にて接着された難燃紙複合反毛フェルトシートからなることを特徴とする。このような構成を採ることにより、繊維径の細い繊維を使用したり、目付け量を増やすこともなく、吸音性を向上させることが出来るようになる。なお、水酸化アルミニウムが60重量%未満では十分な難燃性が得られなく、90重量%を超えると紙としての形態を保つことができないからである。
また、請求項2記載の発明の吸音シートは,前記難燃紙の目付けは40〜200g/m2であることを特徴とする。難燃紙は吸音性を向上させるのに有効であるが、目付が40g/m2未満では難燃紙の強度が不足し、使用に耐えることができにくくなり、目付が200g/m2を越えると音に対して共振し難くなり、吸音性の向上はそれほど得られないからである。
また、請求項3記載の発明の吸音シートは、前期難燃紙複合反毛フェルトシートは40個/cm2以下の穴があけられて通気量は30cc/cm2・秒以下であることを特徴とする。難燃紙に穴をあけると、音の周波数に対して難燃紙が共振し易くなり、音のエネルギーが吸収されて、吸音性が向上するが、穴が40個/cm2を超えたり、通気量が30cc/cm2・秒を超えると、難燃紙が共振し難くなり吸音性の向上はそれほど得られないからである。
【発明の効果】
【0007】
本発明の吸音シートは、上記の構成を採用することにより、吸音シート全体の質量を増やすことなく、実際の音域範囲内において効果的に吸音性を高められるという効果を発揮することができる。
【図面の簡単な説明】
【0008】
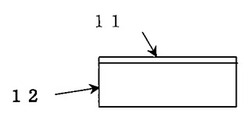
【図1】本発明の実施例1の吸音シートを示す構造図
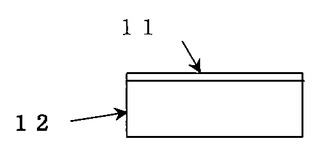
【図2】本発明の実施例2の吸音シートを示す構造図
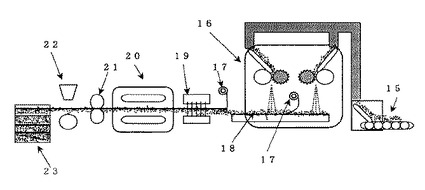
【図3】本発明の吸音シートの製造方法を示す工程図
【図4】実施例1の吸音率の測定結果を示すグラフ
【図5】実施例2の吸音率の測定結果を示すグラフ
【発明を実施するための形態】
【0009】
本発明の吸音シートを図1に、製造方法を図2に示す。吸音シートの製造工程は、まず、回収衣料品を予め繊維状に開繊した反毛綿と最終製造工程で各自動車部品に打ち抜きした後の残渣反毛フェルトを開繊した反毛綿、更に熱融着繊維綿を原料ホッパー15内で混合して混合反毛綿とし、この混合反毛綿を空気搬送して、次のピッカリング装置へ送り、所定の厚みおよび所定の幅の繊維積層体18とする。次の工程でニ〜ドルパンチ機19の前で難燃紙17を重ね難燃紙複合体とし、その後必要に応じてニードルパンチ処理する。次に約180℃の乾燥炉20へ連続的に通して混合反毛綿同士を接着させて反毛フェルトシートとするとともに難燃紙と接着させて吸音シートにする。各自動車部品用の内装材は、この吸音シートを所望の形状に打ち抜くことにより製造することができる。また、打ち抜き後の残渣は、開繊して残渣反毛フェルトとし、リサイクル原料とすることができる。
【0010】
繊維積層体18に難燃紙17を重ねる場所は、繊維積層体18を難燃紙17の片側に重ねる場合と難燃紙17の両側に重ねる場合とで異なり、難燃紙17の片側に重ねる場合は、ニードルパンチ機19直前、難燃紙17の両側に重ねる場合はピッカリング装置16内にて重ねることができる。難燃紙17の両側に重ねる場合、繊維積層体18と難燃紙17を重ねた後、次のニードルパンチング機19で所定のパンチ数の穴を空け、乾燥炉20をへて難燃紙17と繊維積層体18が接着され吸音シート23となる。
【0011】
なお,難燃紙17は60〜90重量%(望ましくは70〜80%)の水酸化アルミニウム、10〜40重量%(望ましくは20〜30%)のパルプバインダーを使用する。又難燃紙17と繊維積層体18との接着剤としては例えば、ポリオレフィンフィルム等を用いることが出来る。
【実施例1】
【0012】
水酸化アルミニウム80重量パーセントとパルプバインダー20重量パーセントとから構成される目付100g/m2の難燃紙の片側に、接着剤としてのポリエチレンフィルム(20g/m2)を介在させて,回収衣料品を繊維状に開繊した反毛綿と残渣反毛フェルトを開繊した反毛綿とを合わせた反毛綿80%と市販品の熱融着繊維20%とを混合して作成した厚さ20mm目付500g/m2の繊維積層体18を重ね、目付620g/m2の難燃紙複合体とした。この難燃紙複合体を炉温180℃の乾燥炉20に1分間通過させ、カレンダーロール21で冷却するとともに、厚さ10mmに圧縮し本発明の吸音シートとした。なお、上記実施例1のうち、難燃紙のないものを比較例とした。そして、実施例1の吸音シートと比較例の吸音シートの吸音率および通気量を測定した。吸音率は、使用機器として音響管(WinzaxMTX,日東紡音響エンジニアリング製)を使用し、JIS A 1405−2伝達関数法(垂直入射率測定)に従って測定した。
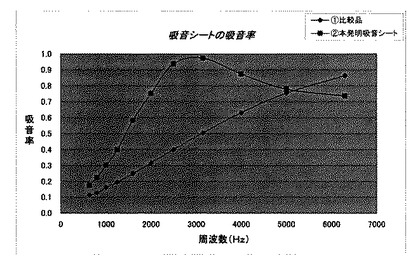
また、通気量は、フラジール形試験機法に従って測定した。それぞれの吸音率の測定結果を図4に示す。本発明の吸音シートと比較例の吸音シートの吸音率の測定値を測定周波数(630Hz〜6300Hz)毎に比較していくと測定周波数全体の吸音率は平均で本発明の吸音シートの方がおよそ76%高くなっており良好である。すなわち、周波数630Hzから5000Hzでは本発明の吸音シートの吸音率が比較例の吸音シートより高くなっており良好であり、周波数2500Hz〜3000Hz間で本発明の吸音シートの吸音率は最高値を示す。その後吸音率は低下して行き、5000Hzを過ぎた時点で比較例より低下するが、この領域は人体の聴覚範囲より外れるので実際上は何ら問題は無い。通気量の測定結果は、本発明の吸音シートは0.3cm3/cm2・sで、比較例の吸音シートは67.9cm3/cm2・sであった。
【0013】
次に、本発明の吸音シートの製造方法を図3を用いて説明する。
回収衣料品を繊維状に開繊した反毛綿と残渣反毛フェルトを開繊した反毛綿とを合わせた反毛綿重量80%と市販品の熱融着繊維重量20%とを原料ホッパー15内で混合して混合反毛綿とし、混合反毛綿をピッカリング装置16へ送る。ピッカリング装置内では二箇所で混合反毛綿が更に開繊され、積層されていく。積層された繊維積層体はニードルパンチ機19の直前で接着剤としてのポリエチレンフィルムを貼り付けた難燃紙17を繊維積層体の片側に重ね合わせる。この難燃紙複合体はニードルパンチ機で穴を空けずに乾燥炉20に送られる。乾燥炉炉温180℃に1分間通過させ、繊維積層体に混合された、バインダー繊維、及び難燃紙両側に貼り合わされたポリオレフィンフィルムが熔融され、繊維積層体と難燃紙が貼り合わされる。乾燥炉20を出た難燃紙複合体は冷却されると同時に所定の厚さにカレンダーロール21にて調整され、カッター22で所定の長さに切断される。切断された吸音シート23は台車に積み重ねられ吸音シートとして搬送される。
【実施例2】
【0014】
水酸化アルミニウム80重量パーセントとパルプバインダー20重量パーセントとから構成される目付100g/m2の難燃紙の両側に、接着剤としてのポリエチレンフィルム(20g/m2)を介在させて,回収衣料品を繊維状に開繊した反毛綿と残渣反毛フェルトを開繊した反毛綿とを合わせた反毛綿80%と市販品の熱融着繊維20%とを混合して作成した厚さ10mm目付250g/m2の繊維積層体18をピッカリング装置16内にて重ね難燃紙複合体620g/m2とした。この難燃紙複合体に次のニードルパンチ機で40パンチ数〈本/cm2〉の穴を空け次の炉温180℃の乾燥炉に1分間通過させ、繊維積層体に混合された、バインダー繊維、及び難燃紙両側に貼り合わされたポリオレフィンフィルムが熔融され、繊維積層体と難燃紙が貼り合わされる。尚繊維積層体と難燃紙との接合はニードルパンチ機での処理40パンチ数〈本/cm2〉でも行なわれるが接着が充分ではない。乾燥炉20を出た難燃紙複合体は冷却されると同時に所定の厚さに調整されカレンダーロール22で所定の長さに切断される。切断された吸音シート23は台車に積み重ねられ吸音シートとして搬送される。
そして、実施例1と同様に吸音率と通気量を測定した。それぞれの吸音率の測定結果を図5に示す。本発明の吸音シートと比較例の吸音シートの吸音率の測定値を測定周波数(630Hz〜6300Hz)毎に比較していくと全ての測定周波数で本発明シートの方が吸音率が高く良好であり、測定周波数全体の吸音率は平均で本発明の吸音シートの方がおよそ32%高くなっており良好である。周波数5000Hz付近で吸音率の最高値を示す。通気量の測定結果は、本発明の吸音シートは15.4cm3/cm2・sで、比較例は67.9cm3/cm2・sであった。
【0015】
次に、本発明の製品の製造方法を図3を用いて説明する。
回収衣料品を繊維状に開繊した反毛綿と残渣反毛フェルトを開繊した反毛綿とを合わせた反毛綿重量80%と市販品の熱融着繊維重量20%とを原料ホッパー15内で混合して混合反毛綿とし、混合反毛綿をピッカリング装置16へ送る。ピッカリング装置16内では二箇所で混合反毛綿が更に開繊され、それぞれ積層されていく。なお、積層された繊維積層体の間に接着剤としてのポリエチレンフィルムを貼り付けた難燃紙17を挟み込んで行き、難燃紙複合体とする。この難燃紙複合体はニードルパンチ機19で、40パンチ数〈本/cm2〉の穴を空けて乾燥炉20に送られる。乾燥炉炉温180℃に1分間通過させ、繊維積層体を構成する混合反毛綿の熱融着繊維、及び難燃紙両側のポリオレフィンフィルムが熔融され、繊維積層体と難燃紙が接着され、難燃紙複合体となる。乾燥炉20を出た難燃紙複合体は冷却されると同時に所定の厚さにカレンダーロール21にて調整され、カッター22で所定の長さに切断される。切断された吸音シート23は台車に積み重ねられ吸音シートとして搬送される。
【産業上の利用可能性】
【0016】
この吸音性能の効果を利用すれば、自動車内装材として従来品よりも最大で30%の軽量化が可能となる。又エンジン音域での吸音が優れた吸音シートも製造でき、難燃紙を使用しているため吸音シートの難燃性も向上させる事が出来る。
本発明で製造された吸音シートは主に自動車をはじめとする車輌用内装材などの各部品形状にあわせて、シート状で使用する形態が最も望ましいが、内装用の建材にも適用することもできる。
【符号の説明】
【0017】
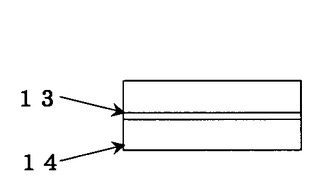
11、13、17 ポリエチレンシートを貼り合せた難燃紙
12、14 反毛フェルトシート
15 原料ホッパー
16 ピッカリング
17 難燃紙
18 繊維積層体
19 ニードルパンチ機
20 乾燥炉
21 カレンダーロール
22 カッター
23 製品
【技術分野】
【0001】
本発明は、フェルト・不織布製造業に関する分野のもので、自動車などの車輌用内装材に用いられる反毛フェルトシートを軽量、薄型にした吸音シートに関するものである。
【背景技術】
【0002】
自動車をはじめとする車輌用内装材に必要な性能には、吸音性を含めた防音性、吸音性、や難燃性があるが、最近ではハイブリッド車などの地球温暖化防止に貢献するエコカーが注目を集めており、今後の伸びが大いに期待出来る。エコカーにする為に自動車メーカーより軽量化と軽量化しても吸音性を低下させない車輌用内装材が求められている。
【0003】
そこで、このような状況に対処するために、現在の反毛フェルトにさらなる吸音性を付加する反毛フェルトシート製品の技術開発が必要になってきた。これまでにも吸音性の性能向上の研究がおこなわれ、これに関する特許が多く出願されている。たとえば特開2001−47545があげられる。
特開2001−47545に記載の防音材は、吸音性を高めようとする際、繊維径の細い繊維を使用するか、目付け量を増やすか,嵩高を上げる等、繊維密度を上げなければならない。又はメルトブロウン不織布を用いる場合は、嵩高の低下や引張り強度の低下を招き問題のあるところである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−47545
【発明の概要】
【発明が解決しようとする課題】
【0005】
このような問題を解決する為に、全体的に質量を増やさないようにすると共に、実際の音域範囲内において効果的に吸音性を高めさせる事の出来る様にした車輌用吸音性内装材を提供しようとするのが、本発明の目的である。
本発明は、回収衣料品のリサイクル原料である天然繊維、ポリエステル、アクリルなどの反毛綿に難燃紙を複合する事に加え、ニードルパンチ機で処理する事により車輌用内装材に要求される優れた吸音性能を示すフェルトシートにする事を解決課題とした。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明に於いては次のような手段を講ずることとした。すなわち、請求項1記載の発明の吸音シートは、水酸化アルミニウム60〜90重量パーセントとパルプバインダー10〜40重量パーセントから構成される難燃紙の少なくとも片側に反毛フェルトシートを接着剤にて接着された難燃紙複合反毛フェルトシートからなることを特徴とする。このような構成を採ることにより、繊維径の細い繊維を使用したり、目付け量を増やすこともなく、吸音性を向上させることが出来るようになる。なお、水酸化アルミニウムが60重量%未満では十分な難燃性が得られなく、90重量%を超えると紙としての形態を保つことができないからである。
また、請求項2記載の発明の吸音シートは,前記難燃紙の目付けは40〜200g/m2であることを特徴とする。難燃紙は吸音性を向上させるのに有効であるが、目付が40g/m2未満では難燃紙の強度が不足し、使用に耐えることができにくくなり、目付が200g/m2を越えると音に対して共振し難くなり、吸音性の向上はそれほど得られないからである。
また、請求項3記載の発明の吸音シートは、前期難燃紙複合反毛フェルトシートは40個/cm2以下の穴があけられて通気量は30cc/cm2・秒以下であることを特徴とする。難燃紙に穴をあけると、音の周波数に対して難燃紙が共振し易くなり、音のエネルギーが吸収されて、吸音性が向上するが、穴が40個/cm2を超えたり、通気量が30cc/cm2・秒を超えると、難燃紙が共振し難くなり吸音性の向上はそれほど得られないからである。
【発明の効果】
【0007】
本発明の吸音シートは、上記の構成を採用することにより、吸音シート全体の質量を増やすことなく、実際の音域範囲内において効果的に吸音性を高められるという効果を発揮することができる。
【図面の簡単な説明】
【0008】
【図1】本発明の実施例1の吸音シートを示す構造図
【図2】本発明の実施例2の吸音シートを示す構造図
【図3】本発明の吸音シートの製造方法を示す工程図
【図4】実施例1の吸音率の測定結果を示すグラフ
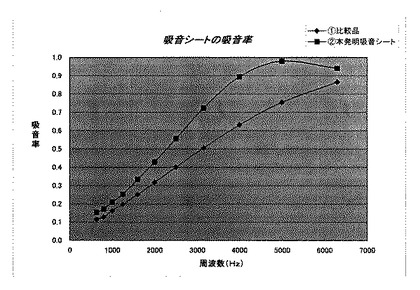
【図5】実施例2の吸音率の測定結果を示すグラフ
【発明を実施するための形態】
【0009】
本発明の吸音シートを図1に、製造方法を図2に示す。吸音シートの製造工程は、まず、回収衣料品を予め繊維状に開繊した反毛綿と最終製造工程で各自動車部品に打ち抜きした後の残渣反毛フェルトを開繊した反毛綿、更に熱融着繊維綿を原料ホッパー15内で混合して混合反毛綿とし、この混合反毛綿を空気搬送して、次のピッカリング装置へ送り、所定の厚みおよび所定の幅の繊維積層体18とする。次の工程でニ〜ドルパンチ機19の前で難燃紙17を重ね難燃紙複合体とし、その後必要に応じてニードルパンチ処理する。次に約180℃の乾燥炉20へ連続的に通して混合反毛綿同士を接着させて反毛フェルトシートとするとともに難燃紙と接着させて吸音シートにする。各自動車部品用の内装材は、この吸音シートを所望の形状に打ち抜くことにより製造することができる。また、打ち抜き後の残渣は、開繊して残渣反毛フェルトとし、リサイクル原料とすることができる。
【0010】
繊維積層体18に難燃紙17を重ねる場所は、繊維積層体18を難燃紙17の片側に重ねる場合と難燃紙17の両側に重ねる場合とで異なり、難燃紙17の片側に重ねる場合は、ニードルパンチ機19直前、難燃紙17の両側に重ねる場合はピッカリング装置16内にて重ねることができる。難燃紙17の両側に重ねる場合、繊維積層体18と難燃紙17を重ねた後、次のニードルパンチング機19で所定のパンチ数の穴を空け、乾燥炉20をへて難燃紙17と繊維積層体18が接着され吸音シート23となる。
【0011】
なお,難燃紙17は60〜90重量%(望ましくは70〜80%)の水酸化アルミニウム、10〜40重量%(望ましくは20〜30%)のパルプバインダーを使用する。又難燃紙17と繊維積層体18との接着剤としては例えば、ポリオレフィンフィルム等を用いることが出来る。
【実施例1】
【0012】
水酸化アルミニウム80重量パーセントとパルプバインダー20重量パーセントとから構成される目付100g/m2の難燃紙の片側に、接着剤としてのポリエチレンフィルム(20g/m2)を介在させて,回収衣料品を繊維状に開繊した反毛綿と残渣反毛フェルトを開繊した反毛綿とを合わせた反毛綿80%と市販品の熱融着繊維20%とを混合して作成した厚さ20mm目付500g/m2の繊維積層体18を重ね、目付620g/m2の難燃紙複合体とした。この難燃紙複合体を炉温180℃の乾燥炉20に1分間通過させ、カレンダーロール21で冷却するとともに、厚さ10mmに圧縮し本発明の吸音シートとした。なお、上記実施例1のうち、難燃紙のないものを比較例とした。そして、実施例1の吸音シートと比較例の吸音シートの吸音率および通気量を測定した。吸音率は、使用機器として音響管(WinzaxMTX,日東紡音響エンジニアリング製)を使用し、JIS A 1405−2伝達関数法(垂直入射率測定)に従って測定した。
また、通気量は、フラジール形試験機法に従って測定した。それぞれの吸音率の測定結果を図4に示す。本発明の吸音シートと比較例の吸音シートの吸音率の測定値を測定周波数(630Hz〜6300Hz)毎に比較していくと測定周波数全体の吸音率は平均で本発明の吸音シートの方がおよそ76%高くなっており良好である。すなわち、周波数630Hzから5000Hzでは本発明の吸音シートの吸音率が比較例の吸音シートより高くなっており良好であり、周波数2500Hz〜3000Hz間で本発明の吸音シートの吸音率は最高値を示す。その後吸音率は低下して行き、5000Hzを過ぎた時点で比較例より低下するが、この領域は人体の聴覚範囲より外れるので実際上は何ら問題は無い。通気量の測定結果は、本発明の吸音シートは0.3cm3/cm2・sで、比較例の吸音シートは67.9cm3/cm2・sであった。
【0013】
次に、本発明の吸音シートの製造方法を図3を用いて説明する。
回収衣料品を繊維状に開繊した反毛綿と残渣反毛フェルトを開繊した反毛綿とを合わせた反毛綿重量80%と市販品の熱融着繊維重量20%とを原料ホッパー15内で混合して混合反毛綿とし、混合反毛綿をピッカリング装置16へ送る。ピッカリング装置内では二箇所で混合反毛綿が更に開繊され、積層されていく。積層された繊維積層体はニードルパンチ機19の直前で接着剤としてのポリエチレンフィルムを貼り付けた難燃紙17を繊維積層体の片側に重ね合わせる。この難燃紙複合体はニードルパンチ機で穴を空けずに乾燥炉20に送られる。乾燥炉炉温180℃に1分間通過させ、繊維積層体に混合された、バインダー繊維、及び難燃紙両側に貼り合わされたポリオレフィンフィルムが熔融され、繊維積層体と難燃紙が貼り合わされる。乾燥炉20を出た難燃紙複合体は冷却されると同時に所定の厚さにカレンダーロール21にて調整され、カッター22で所定の長さに切断される。切断された吸音シート23は台車に積み重ねられ吸音シートとして搬送される。
【実施例2】
【0014】
水酸化アルミニウム80重量パーセントとパルプバインダー20重量パーセントとから構成される目付100g/m2の難燃紙の両側に、接着剤としてのポリエチレンフィルム(20g/m2)を介在させて,回収衣料品を繊維状に開繊した反毛綿と残渣反毛フェルトを開繊した反毛綿とを合わせた反毛綿80%と市販品の熱融着繊維20%とを混合して作成した厚さ10mm目付250g/m2の繊維積層体18をピッカリング装置16内にて重ね難燃紙複合体620g/m2とした。この難燃紙複合体に次のニードルパンチ機で40パンチ数〈本/cm2〉の穴を空け次の炉温180℃の乾燥炉に1分間通過させ、繊維積層体に混合された、バインダー繊維、及び難燃紙両側に貼り合わされたポリオレフィンフィルムが熔融され、繊維積層体と難燃紙が貼り合わされる。尚繊維積層体と難燃紙との接合はニードルパンチ機での処理40パンチ数〈本/cm2〉でも行なわれるが接着が充分ではない。乾燥炉20を出た難燃紙複合体は冷却されると同時に所定の厚さに調整されカレンダーロール22で所定の長さに切断される。切断された吸音シート23は台車に積み重ねられ吸音シートとして搬送される。
そして、実施例1と同様に吸音率と通気量を測定した。それぞれの吸音率の測定結果を図5に示す。本発明の吸音シートと比較例の吸音シートの吸音率の測定値を測定周波数(630Hz〜6300Hz)毎に比較していくと全ての測定周波数で本発明シートの方が吸音率が高く良好であり、測定周波数全体の吸音率は平均で本発明の吸音シートの方がおよそ32%高くなっており良好である。周波数5000Hz付近で吸音率の最高値を示す。通気量の測定結果は、本発明の吸音シートは15.4cm3/cm2・sで、比較例は67.9cm3/cm2・sであった。
【0015】
次に、本発明の製品の製造方法を図3を用いて説明する。
回収衣料品を繊維状に開繊した反毛綿と残渣反毛フェルトを開繊した反毛綿とを合わせた反毛綿重量80%と市販品の熱融着繊維重量20%とを原料ホッパー15内で混合して混合反毛綿とし、混合反毛綿をピッカリング装置16へ送る。ピッカリング装置16内では二箇所で混合反毛綿が更に開繊され、それぞれ積層されていく。なお、積層された繊維積層体の間に接着剤としてのポリエチレンフィルムを貼り付けた難燃紙17を挟み込んで行き、難燃紙複合体とする。この難燃紙複合体はニードルパンチ機19で、40パンチ数〈本/cm2〉の穴を空けて乾燥炉20に送られる。乾燥炉炉温180℃に1分間通過させ、繊維積層体を構成する混合反毛綿の熱融着繊維、及び難燃紙両側のポリオレフィンフィルムが熔融され、繊維積層体と難燃紙が接着され、難燃紙複合体となる。乾燥炉20を出た難燃紙複合体は冷却されると同時に所定の厚さにカレンダーロール21にて調整され、カッター22で所定の長さに切断される。切断された吸音シート23は台車に積み重ねられ吸音シートとして搬送される。
【産業上の利用可能性】
【0016】
この吸音性能の効果を利用すれば、自動車内装材として従来品よりも最大で30%の軽量化が可能となる。又エンジン音域での吸音が優れた吸音シートも製造でき、難燃紙を使用しているため吸音シートの難燃性も向上させる事が出来る。
本発明で製造された吸音シートは主に自動車をはじめとする車輌用内装材などの各部品形状にあわせて、シート状で使用する形態が最も望ましいが、内装用の建材にも適用することもできる。
【符号の説明】
【0017】
11、13、17 ポリエチレンシートを貼り合せた難燃紙
12、14 反毛フェルトシート
15 原料ホッパー
16 ピッカリング
17 難燃紙
18 繊維積層体
19 ニードルパンチ機
20 乾燥炉
21 カレンダーロール
22 カッター
23 製品
【特許請求の範囲】
【請求項1】
水酸化アルミニウム60〜90重量パーセントとパルプバインダー10〜40重量パーセントから構成される難燃紙の少なくとも片側に反毛フェルトシートを接着剤にて接着された難燃紙複合反毛フェルトシートからなることを特徴とする吸音シート。
【請求項2】
前記難燃紙の目付は40〜200g/m2であることを特徴とする請求項1に記載の吸音シート。
【請求項3】
前記難燃紙複合反毛フェルトシートは40個/cm2以下の穴があけられて通気量は30cc/cm2・秒以下であることを特徴とする請求項1又は請求項2記載の吸音シート
【請求項1】
水酸化アルミニウム60〜90重量パーセントとパルプバインダー10〜40重量パーセントから構成される難燃紙の少なくとも片側に反毛フェルトシートを接着剤にて接着された難燃紙複合反毛フェルトシートからなることを特徴とする吸音シート。
【請求項2】
前記難燃紙の目付は40〜200g/m2であることを特徴とする請求項1に記載の吸音シート。
【請求項3】
前記難燃紙複合反毛フェルトシートは40個/cm2以下の穴があけられて通気量は30cc/cm2・秒以下であることを特徴とする請求項1又は請求項2記載の吸音シート
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−15800(P2013−15800A)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2011−162558(P2011−162558)
【出願日】平成23年7月6日(2011.7.6)
【出願人】(593176313)寺田タカロン株式会社 (3)
【Fターム(参考)】
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成23年7月6日(2011.7.6)
【出願人】(593176313)寺田タカロン株式会社 (3)
【Fターム(参考)】
[ Back to top ]