
吸音性スリーブ及びその製造方法
【課題】通常状態において被収納線材を収納させるに足りるスリーブの開口幅を備え、作業負担が低減でき、スリーブの形状保持性を確保でき、安価で、更に、優れた吸音性を発揮できる吸音性スリーブとその製造方法の提供。
【解決手段】形状保持性及び熱収縮性を有するポリオレフィン系線材からなるモノフィラメント糸と嵩高のフィラメント糸とを交織してなり、被収納線材を収納する吸音性スリーブにおいて、前記モノフィラメント糸に耐熱性を有するカバリング線材を接着被覆してなる被覆芯材と、前記嵩高のフィラメント糸(2)とを、交織してなるスリーブ(3)とし、該スリーブ(3)内で前記被覆芯材(1)を螺旋状に配置し、加熱処理によって、スリーブ(3)の開口部(30)が、被収納線材(4)を挿通可能とする拡大開口状態を保持した吸音スリーブとその製造方法を解決手段とする。
【解決手段】形状保持性及び熱収縮性を有するポリオレフィン系線材からなるモノフィラメント糸と嵩高のフィラメント糸とを交織してなり、被収納線材を収納する吸音性スリーブにおいて、前記モノフィラメント糸に耐熱性を有するカバリング線材を接着被覆してなる被覆芯材と、前記嵩高のフィラメント糸(2)とを、交織してなるスリーブ(3)とし、該スリーブ(3)内で前記被覆芯材(1)を螺旋状に配置し、加熱処理によって、スリーブ(3)の開口部(30)が、被収納線材(4)を挿通可能とする拡大開口状態を保持した吸音スリーブとその製造方法を解決手段とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車内、電気機器内といった振動環境下や、その他狭小な配線箇所等において被収納線材を収納するスリーブのうち、特に振動等によって生ずる異音を防止する機能を備えた吸音性スリーブと、その製造方法に関する。
【背景技術】
【0002】
自動車産業等においては、車両における電気配線等の被収納線材(以下、単に、被収納線材という。)を被覆し、動力機関等から生ずる振動によって発生する異音を吸収し、車両内での快適性を向上させるための吸音性スリーブが使用されている。
【0003】
このような吸音性スリーブとしては、例えば、延伸された基体を含むための、第一糸及び第二糸から構成される布スリーブにおいて、前記スリーブは第一糸と第二糸とによって相互に織られ、編まれ又は組まれ、且つ第一糸は嵩高フィラメント糸を含み、第二糸は、エンジニアリングプラスチック材のモノフィラメントを本質的に含み、該モノフィラメントは、約0.18mm乃至約0.3mmの直径と、少なくとも690mPaの引張り弾性率とを有し、第一糸及び第二糸は、嵩高糸約1本に対しモノフィラメント約1本乃至3本の割合で存在することを特徴とする吸音性スリーブが公知である(例えば、特許文献1参照。)。
【0004】
【特許文献1】特許第2866734号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記特許文献1に係る発明は、上記特許文献1における第3頁右欄(第6欄)第12行乃至第15行「モノフィラメント糸の数の選択によって環状物品(スリーブ)なら開口し易く或いは平坦な物品なら平坦に保ち易いというような取扱い上の特性を付与する。」との記載にもあるように、スリーブの長さを縮めると、これに伴ってスリーブの開口部が拡径され、モノフィラメント糸の数の選択で、開口部の拡径を容易とすることは可能であった。
【0006】
しかしながら、通常状態においてはスリーブの開口幅は小さく、指等で拡径させることで、被収納線材を収納させるに足りる開口幅を確保できることとなるため、自動車内、電気機器内やその他狭小な配線箇所等において、被収納線材をスリーブ内へ通すために、スリーブの開口幅を拡大させる操作を行わなければならず、作業の負担となっていた。また、モノフィラメントの数を増加させることで、ある程度開口部の拡径を容易とすることは可能であるが、エンジニアリングプラスチック材のモノフィラメントを増加させることはコストの上昇に繋がることにもなる。
【0007】
本発明は以上の事情に鑑みてなされたものであり、通常状態において、被収納線材を収納させるに足りるスリーブの開口幅を備え、作業負担が低減でき、また、形状保持性を確保でき、安価で、更に、優れた吸音性を発揮できる吸音性スリーブとその製造方法の提供を、発明が解決しようとする課題とする。
【課題を解決するための手段】
【0008】
本発明は、以上の事情に鑑みてなされたものであり、形状保持性及び熱収縮性を有するポリオレフィン系線材からなるモノフィラメント糸と嵩高のフィラメント糸とを交織してなり、被収納線材を収納する吸音性スリーブにおいて、前記モノフィラメント糸に耐熱性を有するカバリング線材を接着被覆してなる被覆芯材と、前記嵩高のフィラメント糸とを、交織してなるスリーブとし、該スリーブ内で前記被覆芯材を螺旋状に配置し、加熱処理によって、スリーブの開口部が、被収納線材を挿通可能とする拡大開口状態を保持した吸音性スリーブを、課題を解決するための手段とする。
【0009】
また、本発明は、形状保持性及び熱収縮性を有するポリオレフィン系線材からなるモノフィラメント糸と嵩高のフィラメント糸とを交織してなり、被収納線材を収納する吸音性スリーブの製造方法において、前記モノフィラメント糸と熱溶融糸とを耐熱性を有するカバリング線材で被覆して被覆芯材とし、該被覆芯材と前記嵩高のフィラメント糸と交織し、該交織でスリーブ内に被覆芯材を螺旋状に配置し、100℃乃至200℃で加熱処理することで、モノフィラメント糸の熱収縮によって被覆芯材の螺旋径を拡大し、吸音性スリーブのスリーブ内空間の拡大状態を保持させることを特徴とする吸音性スリーブの製造方法を、課題を解決するための手段とする。尚、本発明において、「交織」とは、単に織ることのみならず、編むこと、及び組むことを含む。
【0010】
更に、本発明は、上記吸音性スリーブの製造方法において、カバリング線材に防炎処理を施した吸音性スリーブの製造方法を、課題を解決するための手段とする。
【発明の効果】
【0011】
本発明によれば、形状保持性及び熱収縮性を有するポリオレフィン系線材からなるモノフィラメント糸と嵩高のフィラメント糸とを交織してなり、被収納線材を収納する吸音性スリーブにおいて、前記モノフィラメント糸に耐熱性を有するカバリング線材を接着被覆してなる被覆芯材と、前記嵩高のフィラメント糸とを、交織してなるスリーブとし、該スリーブ内で前記被覆芯材を螺旋状に配置し、加熱処理によって、スリーブの開口部が、被収納線材を挿通可能とする拡大開口状態を保持したことを特徴とする吸音性スリーブとしたから、通常状態において、被収納線材を収納させるに足りるスリーブの開口幅が確保され、狭い場所での作業等においても、被収納線材をスリーブ内へ通すために、スリーブの開口幅を拡大させる操作を行う必要がなく、即座に被収納線材をスリーブ内へ収めることができる。そして、スリーブに伸縮性が確保されているため、被収納線材を通した後、容易に最適な開口幅で被収納線材を包持させることができる。
【0012】
また請求項2に係る発明によれば、形状保持性及び熱収縮性を有するポリオレフィン系線材からなるモノフィラメント糸と嵩高のマルチフィラメント糸とを交織してなり、被収納線材を収納する吸音性スリーブの製造方法において、熱収縮性を有するポリオレフィン系線材を、熱溶融糸と耐熱性を有するマルチフィラメントからなるカバリング線材で被覆して被覆芯材とし、該被覆芯材と前記嵩高のマルチフィラメント糸と交織し、該交織でスリーブ内に被覆線材を螺旋状に配置し、100℃乃至200℃で加熱処理することで、ポリオレフィン系線材の熱収縮によって被覆芯材の螺旋径を拡大し、吸音性スリーブのスリーブ内空間の拡大状態を保持させる吸音性スリーブの製造方法としたことから、ポリオレフィン系線材からなるモノフィラメント糸が熱伸縮性を備え、カバリング線材が耐熱性を有することで、ポリオレフィン線材の溶融限界温度を超えた加熱が可能となり、スリーブ内で前記被覆芯材を螺旋状に配置したこととの相乗効果により、ポリオレフィン系線材の熱収縮性によってスリーブの開口部が拡径し、スリーブにおける嵩高のマルチフィラメント糸と被覆芯材との組目が詰まる。
この結果、本発明に係る製造方法によって形成されるスリーブは、非常に優れた種々の効果を発揮する。即ち、(1)拡径による被収納線材の開口部への挿入が容易となる。(2)また、組目の詰まりは加熱によってなされるため、被収納線材を収納後スリーブを小径化した状態においても組目の詰まり自体は維持されており、スリーブ内の配線等による接触ノイズがスリーブ外へ漏洩し難くなり、吸音性が大幅に向上する。また、スリーブで使用される場所における騒音等についても、吸音効果が得られる。(3)更に、被覆芯材が螺旋状に配置された状態で組目が詰まることで、スリーブ自体の強度を高めることができ、設置場所へ安定した据付けを行うことができる。(4)また、組目が詰まることで、被収納線材との接触面積が増加するため、スリーブ内の被収納線材をより確実に固定できる。
【0013】
更に、被覆芯材における接着剤は加熱状態において液状であり、カバリング線材で被覆されたモノフィラメント糸が熱収縮した後の自然冷却によって、接着剤が固化するから、接着剤は被覆芯材内に十分に浸透し、モノフィラメント糸とカバリング線材の結着性を高めてカバリング線材の剥離を防止し、被覆芯材としての耐久性を向上させることができる。
【0014】
また、請求項3に係る発明によれば、従来、形状保持性及び熱収縮性を有するポリオレフィン系線材からなるモノフィラメント糸が難燃剤の塗布に適さず、防炎性を付与し難いものであったところ、請求項2に係る発明の構成について、耐熱性を付与するためのカバリング線材で難燃剤を保持することで、十分な防炎性を発揮できる吸音スリーブを提供することができる。
【0015】
請求項4に係る発明によれば、従来、形状保持性及び熱収縮性を有するポリオレフィン系線材からなるモノフィラメント糸が着色料の塗布に適さず、着色し難いものであったところ、請求項2若しくは請求項3に係る発明の構成について、耐熱性を付与するためのカバリング線材に着色することで、複数の吸音性スリーブを外観上目視で容易に区別することができ、スリーブに格納される被収納線材の配線ミスの防止等し、作業負担を低減させることができる。
【発明を実施するための最良の形態】
【0016】
形状保持性及び熱収縮性を有するポリエチレン系線材からなるモノフィラメント糸と嵩高のマルチフィラメント糸とを交織してなり、被収納線材を収納する吸音性スリーブにおいて、熱収縮性を有するポリオレフィン系線材と接着剤である熱溶融糸とを耐熱性を有するポリエステルマルチフィラメント糸からなるカバリング線材で被覆してなる被覆芯材(カバリング糸)と、前記嵩高のポリエステルマルチフィラメントであるポリエステルウーリー糸とを、交織してなるスリーブとし、該スリーブ内で前記被覆芯材(カバリング糸)を螺旋状に配置し、加熱処理によって、スリーブの開口部が、被収納線材を挿通可能とする拡大開口状態を保持したことによって、被収納線材を収納させるに足りるスリーブの開口幅が確保され、狭い場所での作業等においても、被収納線材をスリーブ内へ通すために、スリーブの開口部の外径(幅)を拡大させる操作を行う必要がなく、即座に被収納線材をスリーブ内空間へ収めることができる優れた吸音性スリーブを実現した。
【実施例】
【0017】
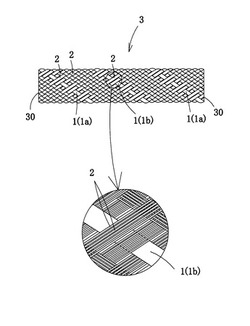
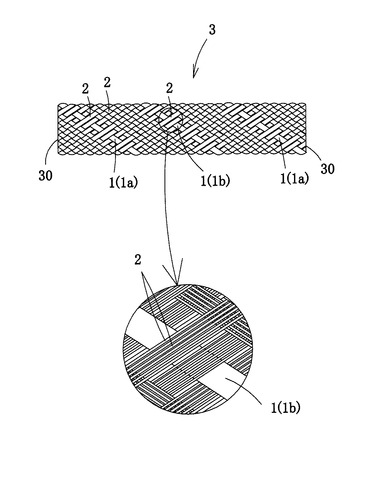
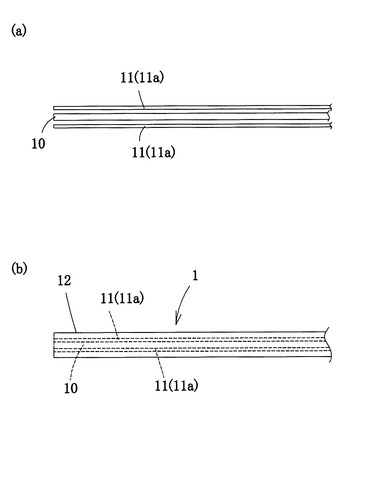
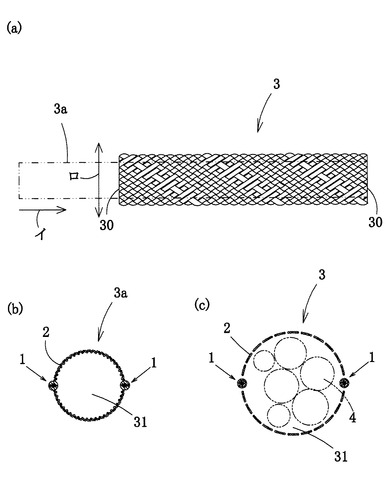
図1は本発明における吸音性スリーブを示す説明図及びその一部拡大図、図2は本発明の実施例に係る吸音スリーブを構成する(a)モノフィラメント糸10と熱溶融糸の配置関係を示す説明図(b)カバリング線材の織目を省略した被覆芯材を示す説明図、図3は本発明の実施例に係る吸音性スリーブの(a)加熱前状態(二点鎖線)と加熱後の状態を示す説明図(b)加熱前状態の説明拡大端面図(c)加熱後の状態を示す説明拡大端面図である。
【0018】
本発明の実施例に係る吸音性スリーブ3は、図1に示すように、被覆芯材1と嵩高のフィラメント糸2(嵩高のマルチフィラメント糸。以下同じ。)とを交織し、該スリーブ内で前記被覆芯材1を螺旋状に配置し、加熱によって前記被覆芯材1を拡径させてなる構成である。
【0019】
ここで、被覆芯材1は、図2に示すように、形状保持性及び熱収縮性を有するポリエチレン製線材からなるモノフィラメント糸10であるテクノロート(登録商標、三井化学株式会社製。)と、接着手段11である熱溶融糸11aとを揃えてマルチフィラメントからなるカバリング線材12で被覆してなる。尚、本実施例で使用した上記テクノロートは、形状保持性、耐薬品性に優れるが、一方で耐熱性、染色性、耐光性については特に目的の仕様を設定されたものではない。尚、本実施例における上記テクノロートは、0.9g/m程度(誤差0.1g/m程度含む。)(8000d)のものを使用している。
【0020】
本実施例における吸音性スリーブ3のカバリング線材12、及び嵩高のフィラメント糸2は、いずれも所謂エステルウーリー糸を使用している。尚、エステルウーリー糸は、耐熱性、強度、染色性に優れる。
【0021】
吸音性スリーブ3において、加熱によってなされたモノフィラメント糸10の熱収縮状態及び開口部30の外径の拡大は、上記形状保持性を有するモノフィラメント糸によって、形状が保持されており、常に被収納線材4を挿入するのに十分な開口部30の外径及び円筒形の空洞となるスリーブ内空間31を備えている。
【0022】
吸音性スリーブ3の形状は、打数、加熱温度、ポリオレフィン系線材からなるモノフィラメント糸10の太さ等の条件によって、最終的な仕上がりに差が生じる。条件によっては、加熱後、ポリオレフィン系線材からなるモノフィラメント糸10の熱収縮によって、吸音スリーブ全体が大きく捻れた状態となり、外観上の体裁が損なわれたり、伸縮性が失われたりすることもある。
【0023】
上記実施例は以上の不都合を生じないものの一例を示したものであり、このような加熱によって拡大開口状態を保持する具体的な条件としては、例えば、ポリオレフィン系線材の直径寸法や、被覆線材中のポリオレフィン系線材の本数、カバリング線材12の種類、被覆の状態、熱溶融糸11aの材質、本数、選択されるポリオレフィンの種類、加熱温度、加熱時間、嵩高のフィラメント糸2の材質、直径寸法、本数、交織の方法等の条件を設定し、これら各条件について適宜調節することで、実現することができる。
以下に良好な吸音性スリーブ3の製造方法について、一例を示す。
【0024】
(製造方法)
(1 被覆芯材形成工程)
被覆芯材1の形成は、ポリエチレン製線材からなるモノフィラメント糸10であるテクノロート(登録商標、三井化学株式会社製)と、二本の熱溶融糸11aとを揃えて、その周囲をマルチフィラメントであるエステルウーリー(ポリエチレンテレフタレート)からなるカバリング線材12にて、16打で織り込み、被覆する。
カバリング線材12は、上記したように、染色剤や難燃性薬品の塗布が可能なエステルウーリーとすることによって、外観や安全性の向上を図ることができる。
【0025】
(2 交織工程)
次に、被覆芯材1(1a、1b)(2打)と、嵩高のフィラメント糸2であるエステルウーリー(22打)とを、(合計24打で)相互に織り上げる。最適な打数は、使用用途に応じたスリーブの開口部30の外径に応じて選択できる。通常は、24乃至48打程度で相互に織り上げる。被覆芯材1に対して組み合わせる嵩高のフィラメント糸2の割合は、被覆芯材1に対して5乃至11程度が概ね良好である。
【0026】
(3 熱処理工程)
前記交織して得られたスリープを150℃、90分の条件で加熱処理する。
当該処理によって、上記スリーブ中のテクノロートが熱収縮し、図3に示すように、スリーブ全体の長さは図3(a)矢印(イ)に示すように平均約72.5%程度に収縮する。テクノロートの熱収縮によって、該テクノロートを芯材とする螺旋に配置された被覆芯材1は、螺旋径が拡大することとなり、この結果、図3(a)矢印(ロ)に示すように、スリーブの開口部30の外径が概ね20%乃至64%程度拡大する。これに伴って図3(c)のようにスリーブ内空間31も拡大される。
【0027】
そして、従来150℃程度で溶解していた前記テクノロートを約200℃程度の環境下で使用することができることで、車両等の耐熱性の一般的な基準である150℃の環境下に於いて、モノフィラメント糸10であるテクノロートが溶融せず、該テクノロートの形状保持機能の低下を防止し、安定した性能を発揮することができる。
【0028】
尚、全体的な傾向として、形状保持性を有するポリエチレン製線材からなるモノフィラメント糸10の打数の増減によって、スリーブに対して熱収縮性を調節することができる。打数を減少させると熱収縮性は抑えられ、打数を増加させると熱収縮性が高まる。
また、前記モノフィラメント糸10の線径を調節することで、同様に熱収縮性を調節することができる。例えば、より線径の小さいテクノロート(例えば、0.3g/m程度(誤差0.1g/m程度含む。)(3000d)のもの)であれば、より熱収縮性を低減できる。
また、嵩高のフィラメント糸2の打数を増減させることで、組目の詰まり具合を調節することができる。
【0029】
(4 着色、防燃加工工程)
必要に応じて、上記スリーブを防炎加工を施す防炎加工工程、スリーブを着色する着色工程を設けることができる。本実施例における防炎加工は、スリーブに対して難燃剤を塗布し、乾燥させる。
【0030】
また、着色工程における着色は、着色料を貯留した槽へスリーブを一定時間浸漬した後、これを取り出して乾燥する。
【0031】
上記防炎加工は、難燃剤の塗布以外に、例えば難燃剤を貯留した層へスリーブを浸漬して行うこともできる。また着色工程における着色操作は、上記着色料の貯留層への浸漬に代えて、塗料の噴霧や塗布を行うことができる。
【0032】
様々な仕様を施策した結果、現在までいずれの打数のスリーブにおいても、十分な開口寸法、柔軟性を備えた吸音性スリーブ3を得ることに成功している。
良好なものの例として、以下表1に示す。
【表1】

【0033】
尚、本発明は上記実施例に限るものではなく、形状保持性を有するポリオレフィン製線材からなるモノフィラメント糸10の熱収縮性を利用し、且つカバリング線材12でモノフィラメント糸10を被覆し、モノフィラメント糸10の溶融を防止した被覆芯材1とし、これをスリーブ内に螺旋状に配置させることで、スリーブの伸縮性を損なわずに、モノフィラメント糸10の熱収縮性に伴う開口部30の拡径を生じさせればよい趣旨である。
【0034】
以上のように本発明は、耐熱性に乏しく、加熱によって熱収縮を起こし、150℃程度の高温では溶融状態となるポリオレフィン系線材からなるモノフィラメント糸10を、耐熱性を有する嵩高のフィラメント糸2で被覆し、その熱収縮性を調節し、交織してなるスリーブ内に螺旋状に配置することで、加熱により組目を詰め、且つ、開口部30を拡径状態に維持させることで、スリーブの形状保持性を確保した上で、通常状態において被収納線材4を収納させるに足りるスリーブの開口幅を備え、これによって被収納線材4を収納作業の負担が低減でき、組目を詰めた状態によって、吸音性、強度を向上させた吸音性スリーブ3を提供できるのである。
【0035】
また、本発明は、上記実施例において、ポリオレフィン系線材からなるモノフィラメント糸10として、ポリエチレン製のテクノロートを使用したが、本発明は、熱収縮性と形状保持性を有するポリオレフィン系線材であればよく、例えば、熱収縮性と形状保持性を有するポリプロピレン等を線材として使用することもできる。
【0036】
また、上記実施例では、カバリング線材12はマルチフィラメント糸を用いているが、カバリング線材12は、耐熱性を有するモノフィラメント糸を用いることもできる。
【0037】
更に、上記実施例では、被覆芯材と交織する嵩高のフィラメント糸2はマルチフィラメント糸を用いているが、該嵩高のフィラメント糸2はモノフィラメントを用いることもできる。
【0038】
更に、上記実施例において、スリーブに対する熱処理工程後に、着色工程、防燃加工工程を行うことができる旨を記載したが、本発明はこれに限るものではなく、着色工程、防燃加工工程は、いずれも、嵩高のフィラメント糸2単体に対して先に行うこともできるし、モノフィラメント糸10を嵩高のフィラメント糸2で被覆した状態で行うこともできる。
【図面の簡単な説明】
【0039】
【図1】本発明における吸音性スリーブを示す説明図及びその一部拡大図である。
【図2】本発明の実施例に係る吸音スリーブを構成する(a)モノフィラメント糸10と熱溶融糸の配置関係を示す説明図(b)カバリング線材の織目を省略した被覆芯材を示す説明図である。
【図3】本発明の実施例に係る吸音性スリーブの(a)加熱前状態(二点鎖線)と加熱後の状態を示す説明図(b)加熱前状態の説明拡大端面図(c)加熱後の状態を示す説明拡大端面図である。
【符号の説明】
【0040】
1 被覆芯材
1a 被覆芯材a
1b 被覆芯材b
10 モノフィラメント糸
11 接着手段
11a 熱溶融糸
12 カバリング線材
2 嵩高のフィラメント糸
3 吸音性スリーブ
30 開口部
31 スリーブ内空間
4 被収納線材
【技術分野】
【0001】
本発明は、自動車内、電気機器内といった振動環境下や、その他狭小な配線箇所等において被収納線材を収納するスリーブのうち、特に振動等によって生ずる異音を防止する機能を備えた吸音性スリーブと、その製造方法に関する。
【背景技術】
【0002】
自動車産業等においては、車両における電気配線等の被収納線材(以下、単に、被収納線材という。)を被覆し、動力機関等から生ずる振動によって発生する異音を吸収し、車両内での快適性を向上させるための吸音性スリーブが使用されている。
【0003】
このような吸音性スリーブとしては、例えば、延伸された基体を含むための、第一糸及び第二糸から構成される布スリーブにおいて、前記スリーブは第一糸と第二糸とによって相互に織られ、編まれ又は組まれ、且つ第一糸は嵩高フィラメント糸を含み、第二糸は、エンジニアリングプラスチック材のモノフィラメントを本質的に含み、該モノフィラメントは、約0.18mm乃至約0.3mmの直径と、少なくとも690mPaの引張り弾性率とを有し、第一糸及び第二糸は、嵩高糸約1本に対しモノフィラメント約1本乃至3本の割合で存在することを特徴とする吸音性スリーブが公知である(例えば、特許文献1参照。)。
【0004】
【特許文献1】特許第2866734号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記特許文献1に係る発明は、上記特許文献1における第3頁右欄(第6欄)第12行乃至第15行「モノフィラメント糸の数の選択によって環状物品(スリーブ)なら開口し易く或いは平坦な物品なら平坦に保ち易いというような取扱い上の特性を付与する。」との記載にもあるように、スリーブの長さを縮めると、これに伴ってスリーブの開口部が拡径され、モノフィラメント糸の数の選択で、開口部の拡径を容易とすることは可能であった。
【0006】
しかしながら、通常状態においてはスリーブの開口幅は小さく、指等で拡径させることで、被収納線材を収納させるに足りる開口幅を確保できることとなるため、自動車内、電気機器内やその他狭小な配線箇所等において、被収納線材をスリーブ内へ通すために、スリーブの開口幅を拡大させる操作を行わなければならず、作業の負担となっていた。また、モノフィラメントの数を増加させることで、ある程度開口部の拡径を容易とすることは可能であるが、エンジニアリングプラスチック材のモノフィラメントを増加させることはコストの上昇に繋がることにもなる。
【0007】
本発明は以上の事情に鑑みてなされたものであり、通常状態において、被収納線材を収納させるに足りるスリーブの開口幅を備え、作業負担が低減でき、また、形状保持性を確保でき、安価で、更に、優れた吸音性を発揮できる吸音性スリーブとその製造方法の提供を、発明が解決しようとする課題とする。
【課題を解決するための手段】
【0008】
本発明は、以上の事情に鑑みてなされたものであり、形状保持性及び熱収縮性を有するポリオレフィン系線材からなるモノフィラメント糸と嵩高のフィラメント糸とを交織してなり、被収納線材を収納する吸音性スリーブにおいて、前記モノフィラメント糸に耐熱性を有するカバリング線材を接着被覆してなる被覆芯材と、前記嵩高のフィラメント糸とを、交織してなるスリーブとし、該スリーブ内で前記被覆芯材を螺旋状に配置し、加熱処理によって、スリーブの開口部が、被収納線材を挿通可能とする拡大開口状態を保持した吸音性スリーブを、課題を解決するための手段とする。
【0009】
また、本発明は、形状保持性及び熱収縮性を有するポリオレフィン系線材からなるモノフィラメント糸と嵩高のフィラメント糸とを交織してなり、被収納線材を収納する吸音性スリーブの製造方法において、前記モノフィラメント糸と熱溶融糸とを耐熱性を有するカバリング線材で被覆して被覆芯材とし、該被覆芯材と前記嵩高のフィラメント糸と交織し、該交織でスリーブ内に被覆芯材を螺旋状に配置し、100℃乃至200℃で加熱処理することで、モノフィラメント糸の熱収縮によって被覆芯材の螺旋径を拡大し、吸音性スリーブのスリーブ内空間の拡大状態を保持させることを特徴とする吸音性スリーブの製造方法を、課題を解決するための手段とする。尚、本発明において、「交織」とは、単に織ることのみならず、編むこと、及び組むことを含む。
【0010】
更に、本発明は、上記吸音性スリーブの製造方法において、カバリング線材に防炎処理を施した吸音性スリーブの製造方法を、課題を解決するための手段とする。
【発明の効果】
【0011】
本発明によれば、形状保持性及び熱収縮性を有するポリオレフィン系線材からなるモノフィラメント糸と嵩高のフィラメント糸とを交織してなり、被収納線材を収納する吸音性スリーブにおいて、前記モノフィラメント糸に耐熱性を有するカバリング線材を接着被覆してなる被覆芯材と、前記嵩高のフィラメント糸とを、交織してなるスリーブとし、該スリーブ内で前記被覆芯材を螺旋状に配置し、加熱処理によって、スリーブの開口部が、被収納線材を挿通可能とする拡大開口状態を保持したことを特徴とする吸音性スリーブとしたから、通常状態において、被収納線材を収納させるに足りるスリーブの開口幅が確保され、狭い場所での作業等においても、被収納線材をスリーブ内へ通すために、スリーブの開口幅を拡大させる操作を行う必要がなく、即座に被収納線材をスリーブ内へ収めることができる。そして、スリーブに伸縮性が確保されているため、被収納線材を通した後、容易に最適な開口幅で被収納線材を包持させることができる。
【0012】
また請求項2に係る発明によれば、形状保持性及び熱収縮性を有するポリオレフィン系線材からなるモノフィラメント糸と嵩高のマルチフィラメント糸とを交織してなり、被収納線材を収納する吸音性スリーブの製造方法において、熱収縮性を有するポリオレフィン系線材を、熱溶融糸と耐熱性を有するマルチフィラメントからなるカバリング線材で被覆して被覆芯材とし、該被覆芯材と前記嵩高のマルチフィラメント糸と交織し、該交織でスリーブ内に被覆線材を螺旋状に配置し、100℃乃至200℃で加熱処理することで、ポリオレフィン系線材の熱収縮によって被覆芯材の螺旋径を拡大し、吸音性スリーブのスリーブ内空間の拡大状態を保持させる吸音性スリーブの製造方法としたことから、ポリオレフィン系線材からなるモノフィラメント糸が熱伸縮性を備え、カバリング線材が耐熱性を有することで、ポリオレフィン線材の溶融限界温度を超えた加熱が可能となり、スリーブ内で前記被覆芯材を螺旋状に配置したこととの相乗効果により、ポリオレフィン系線材の熱収縮性によってスリーブの開口部が拡径し、スリーブにおける嵩高のマルチフィラメント糸と被覆芯材との組目が詰まる。
この結果、本発明に係る製造方法によって形成されるスリーブは、非常に優れた種々の効果を発揮する。即ち、(1)拡径による被収納線材の開口部への挿入が容易となる。(2)また、組目の詰まりは加熱によってなされるため、被収納線材を収納後スリーブを小径化した状態においても組目の詰まり自体は維持されており、スリーブ内の配線等による接触ノイズがスリーブ外へ漏洩し難くなり、吸音性が大幅に向上する。また、スリーブで使用される場所における騒音等についても、吸音効果が得られる。(3)更に、被覆芯材が螺旋状に配置された状態で組目が詰まることで、スリーブ自体の強度を高めることができ、設置場所へ安定した据付けを行うことができる。(4)また、組目が詰まることで、被収納線材との接触面積が増加するため、スリーブ内の被収納線材をより確実に固定できる。
【0013】
更に、被覆芯材における接着剤は加熱状態において液状であり、カバリング線材で被覆されたモノフィラメント糸が熱収縮した後の自然冷却によって、接着剤が固化するから、接着剤は被覆芯材内に十分に浸透し、モノフィラメント糸とカバリング線材の結着性を高めてカバリング線材の剥離を防止し、被覆芯材としての耐久性を向上させることができる。
【0014】
また、請求項3に係る発明によれば、従来、形状保持性及び熱収縮性を有するポリオレフィン系線材からなるモノフィラメント糸が難燃剤の塗布に適さず、防炎性を付与し難いものであったところ、請求項2に係る発明の構成について、耐熱性を付与するためのカバリング線材で難燃剤を保持することで、十分な防炎性を発揮できる吸音スリーブを提供することができる。
【0015】
請求項4に係る発明によれば、従来、形状保持性及び熱収縮性を有するポリオレフィン系線材からなるモノフィラメント糸が着色料の塗布に適さず、着色し難いものであったところ、請求項2若しくは請求項3に係る発明の構成について、耐熱性を付与するためのカバリング線材に着色することで、複数の吸音性スリーブを外観上目視で容易に区別することができ、スリーブに格納される被収納線材の配線ミスの防止等し、作業負担を低減させることができる。
【発明を実施するための最良の形態】
【0016】
形状保持性及び熱収縮性を有するポリエチレン系線材からなるモノフィラメント糸と嵩高のマルチフィラメント糸とを交織してなり、被収納線材を収納する吸音性スリーブにおいて、熱収縮性を有するポリオレフィン系線材と接着剤である熱溶融糸とを耐熱性を有するポリエステルマルチフィラメント糸からなるカバリング線材で被覆してなる被覆芯材(カバリング糸)と、前記嵩高のポリエステルマルチフィラメントであるポリエステルウーリー糸とを、交織してなるスリーブとし、該スリーブ内で前記被覆芯材(カバリング糸)を螺旋状に配置し、加熱処理によって、スリーブの開口部が、被収納線材を挿通可能とする拡大開口状態を保持したことによって、被収納線材を収納させるに足りるスリーブの開口幅が確保され、狭い場所での作業等においても、被収納線材をスリーブ内へ通すために、スリーブの開口部の外径(幅)を拡大させる操作を行う必要がなく、即座に被収納線材をスリーブ内空間へ収めることができる優れた吸音性スリーブを実現した。
【実施例】
【0017】
図1は本発明における吸音性スリーブを示す説明図及びその一部拡大図、図2は本発明の実施例に係る吸音スリーブを構成する(a)モノフィラメント糸10と熱溶融糸の配置関係を示す説明図(b)カバリング線材の織目を省略した被覆芯材を示す説明図、図3は本発明の実施例に係る吸音性スリーブの(a)加熱前状態(二点鎖線)と加熱後の状態を示す説明図(b)加熱前状態の説明拡大端面図(c)加熱後の状態を示す説明拡大端面図である。
【0018】
本発明の実施例に係る吸音性スリーブ3は、図1に示すように、被覆芯材1と嵩高のフィラメント糸2(嵩高のマルチフィラメント糸。以下同じ。)とを交織し、該スリーブ内で前記被覆芯材1を螺旋状に配置し、加熱によって前記被覆芯材1を拡径させてなる構成である。
【0019】
ここで、被覆芯材1は、図2に示すように、形状保持性及び熱収縮性を有するポリエチレン製線材からなるモノフィラメント糸10であるテクノロート(登録商標、三井化学株式会社製。)と、接着手段11である熱溶融糸11aとを揃えてマルチフィラメントからなるカバリング線材12で被覆してなる。尚、本実施例で使用した上記テクノロートは、形状保持性、耐薬品性に優れるが、一方で耐熱性、染色性、耐光性については特に目的の仕様を設定されたものではない。尚、本実施例における上記テクノロートは、0.9g/m程度(誤差0.1g/m程度含む。)(8000d)のものを使用している。
【0020】
本実施例における吸音性スリーブ3のカバリング線材12、及び嵩高のフィラメント糸2は、いずれも所謂エステルウーリー糸を使用している。尚、エステルウーリー糸は、耐熱性、強度、染色性に優れる。
【0021】
吸音性スリーブ3において、加熱によってなされたモノフィラメント糸10の熱収縮状態及び開口部30の外径の拡大は、上記形状保持性を有するモノフィラメント糸によって、形状が保持されており、常に被収納線材4を挿入するのに十分な開口部30の外径及び円筒形の空洞となるスリーブ内空間31を備えている。
【0022】
吸音性スリーブ3の形状は、打数、加熱温度、ポリオレフィン系線材からなるモノフィラメント糸10の太さ等の条件によって、最終的な仕上がりに差が生じる。条件によっては、加熱後、ポリオレフィン系線材からなるモノフィラメント糸10の熱収縮によって、吸音スリーブ全体が大きく捻れた状態となり、外観上の体裁が損なわれたり、伸縮性が失われたりすることもある。
【0023】
上記実施例は以上の不都合を生じないものの一例を示したものであり、このような加熱によって拡大開口状態を保持する具体的な条件としては、例えば、ポリオレフィン系線材の直径寸法や、被覆線材中のポリオレフィン系線材の本数、カバリング線材12の種類、被覆の状態、熱溶融糸11aの材質、本数、選択されるポリオレフィンの種類、加熱温度、加熱時間、嵩高のフィラメント糸2の材質、直径寸法、本数、交織の方法等の条件を設定し、これら各条件について適宜調節することで、実現することができる。
以下に良好な吸音性スリーブ3の製造方法について、一例を示す。
【0024】
(製造方法)
(1 被覆芯材形成工程)
被覆芯材1の形成は、ポリエチレン製線材からなるモノフィラメント糸10であるテクノロート(登録商標、三井化学株式会社製)と、二本の熱溶融糸11aとを揃えて、その周囲をマルチフィラメントであるエステルウーリー(ポリエチレンテレフタレート)からなるカバリング線材12にて、16打で織り込み、被覆する。
カバリング線材12は、上記したように、染色剤や難燃性薬品の塗布が可能なエステルウーリーとすることによって、外観や安全性の向上を図ることができる。
【0025】
(2 交織工程)
次に、被覆芯材1(1a、1b)(2打)と、嵩高のフィラメント糸2であるエステルウーリー(22打)とを、(合計24打で)相互に織り上げる。最適な打数は、使用用途に応じたスリーブの開口部30の外径に応じて選択できる。通常は、24乃至48打程度で相互に織り上げる。被覆芯材1に対して組み合わせる嵩高のフィラメント糸2の割合は、被覆芯材1に対して5乃至11程度が概ね良好である。
【0026】
(3 熱処理工程)
前記交織して得られたスリープを150℃、90分の条件で加熱処理する。
当該処理によって、上記スリーブ中のテクノロートが熱収縮し、図3に示すように、スリーブ全体の長さは図3(a)矢印(イ)に示すように平均約72.5%程度に収縮する。テクノロートの熱収縮によって、該テクノロートを芯材とする螺旋に配置された被覆芯材1は、螺旋径が拡大することとなり、この結果、図3(a)矢印(ロ)に示すように、スリーブの開口部30の外径が概ね20%乃至64%程度拡大する。これに伴って図3(c)のようにスリーブ内空間31も拡大される。
【0027】
そして、従来150℃程度で溶解していた前記テクノロートを約200℃程度の環境下で使用することができることで、車両等の耐熱性の一般的な基準である150℃の環境下に於いて、モノフィラメント糸10であるテクノロートが溶融せず、該テクノロートの形状保持機能の低下を防止し、安定した性能を発揮することができる。
【0028】
尚、全体的な傾向として、形状保持性を有するポリエチレン製線材からなるモノフィラメント糸10の打数の増減によって、スリーブに対して熱収縮性を調節することができる。打数を減少させると熱収縮性は抑えられ、打数を増加させると熱収縮性が高まる。
また、前記モノフィラメント糸10の線径を調節することで、同様に熱収縮性を調節することができる。例えば、より線径の小さいテクノロート(例えば、0.3g/m程度(誤差0.1g/m程度含む。)(3000d)のもの)であれば、より熱収縮性を低減できる。
また、嵩高のフィラメント糸2の打数を増減させることで、組目の詰まり具合を調節することができる。
【0029】
(4 着色、防燃加工工程)
必要に応じて、上記スリーブを防炎加工を施す防炎加工工程、スリーブを着色する着色工程を設けることができる。本実施例における防炎加工は、スリーブに対して難燃剤を塗布し、乾燥させる。
【0030】
また、着色工程における着色は、着色料を貯留した槽へスリーブを一定時間浸漬した後、これを取り出して乾燥する。
【0031】
上記防炎加工は、難燃剤の塗布以外に、例えば難燃剤を貯留した層へスリーブを浸漬して行うこともできる。また着色工程における着色操作は、上記着色料の貯留層への浸漬に代えて、塗料の噴霧や塗布を行うことができる。
【0032】
様々な仕様を施策した結果、現在までいずれの打数のスリーブにおいても、十分な開口寸法、柔軟性を備えた吸音性スリーブ3を得ることに成功している。
良好なものの例として、以下表1に示す。
【表1】
【0033】
尚、本発明は上記実施例に限るものではなく、形状保持性を有するポリオレフィン製線材からなるモノフィラメント糸10の熱収縮性を利用し、且つカバリング線材12でモノフィラメント糸10を被覆し、モノフィラメント糸10の溶融を防止した被覆芯材1とし、これをスリーブ内に螺旋状に配置させることで、スリーブの伸縮性を損なわずに、モノフィラメント糸10の熱収縮性に伴う開口部30の拡径を生じさせればよい趣旨である。
【0034】
以上のように本発明は、耐熱性に乏しく、加熱によって熱収縮を起こし、150℃程度の高温では溶融状態となるポリオレフィン系線材からなるモノフィラメント糸10を、耐熱性を有する嵩高のフィラメント糸2で被覆し、その熱収縮性を調節し、交織してなるスリーブ内に螺旋状に配置することで、加熱により組目を詰め、且つ、開口部30を拡径状態に維持させることで、スリーブの形状保持性を確保した上で、通常状態において被収納線材4を収納させるに足りるスリーブの開口幅を備え、これによって被収納線材4を収納作業の負担が低減でき、組目を詰めた状態によって、吸音性、強度を向上させた吸音性スリーブ3を提供できるのである。
【0035】
また、本発明は、上記実施例において、ポリオレフィン系線材からなるモノフィラメント糸10として、ポリエチレン製のテクノロートを使用したが、本発明は、熱収縮性と形状保持性を有するポリオレフィン系線材であればよく、例えば、熱収縮性と形状保持性を有するポリプロピレン等を線材として使用することもできる。
【0036】
また、上記実施例では、カバリング線材12はマルチフィラメント糸を用いているが、カバリング線材12は、耐熱性を有するモノフィラメント糸を用いることもできる。
【0037】
更に、上記実施例では、被覆芯材と交織する嵩高のフィラメント糸2はマルチフィラメント糸を用いているが、該嵩高のフィラメント糸2はモノフィラメントを用いることもできる。
【0038】
更に、上記実施例において、スリーブに対する熱処理工程後に、着色工程、防燃加工工程を行うことができる旨を記載したが、本発明はこれに限るものではなく、着色工程、防燃加工工程は、いずれも、嵩高のフィラメント糸2単体に対して先に行うこともできるし、モノフィラメント糸10を嵩高のフィラメント糸2で被覆した状態で行うこともできる。
【図面の簡単な説明】
【0039】
【図1】本発明における吸音性スリーブを示す説明図及びその一部拡大図である。
【図2】本発明の実施例に係る吸音スリーブを構成する(a)モノフィラメント糸10と熱溶融糸の配置関係を示す説明図(b)カバリング線材の織目を省略した被覆芯材を示す説明図である。
【図3】本発明の実施例に係る吸音性スリーブの(a)加熱前状態(二点鎖線)と加熱後の状態を示す説明図(b)加熱前状態の説明拡大端面図(c)加熱後の状態を示す説明拡大端面図である。
【符号の説明】
【0040】
1 被覆芯材
1a 被覆芯材a
1b 被覆芯材b
10 モノフィラメント糸
11 接着手段
11a 熱溶融糸
12 カバリング線材
2 嵩高のフィラメント糸
3 吸音性スリーブ
30 開口部
31 スリーブ内空間
4 被収納線材
【特許請求の範囲】
【請求項1】
形状保持性及び熱収縮性を有するポリオレフィン系線材からなるモノフィラメント糸と嵩高のフィラメント糸とを交織してなり、被収納線材を収納する吸音性スリーブにおいて、
前記モノフィラメント糸に耐熱性を有するカバリング線材を接着被覆してなる被覆芯材と、前記嵩高のフィラメント糸とを、交織してなるスリーブとし、該スリーブ内で前記被覆芯材を螺旋状に配置し、加熱処理によって、スリーブの開口部が、被収納線材を挿通可能とする拡大開口状態を保持したことを特徴とする吸音性スリーブ。
【請求項2】
形状保持性及び熱収縮性を有するポリオレフィン系線材からなるモノフィラメント糸と嵩高のフィラメント糸とを交織してなり、被収納線材を収納する吸音性スリーブの製造方法において、
前記モノフィラメント糸と熱溶融糸とを耐熱性を有するカバリング線材で被覆して被覆芯材とし、該被覆芯材と前記嵩高のフィラメント糸と交織し、
該交織でスリーブ内に被覆芯材を螺旋状に配置し、100℃乃至200℃で加熱処理することで、
モノフィラメント糸の熱収縮によって被覆芯材の螺旋径を拡大し、吸音性スリーブのスリーブ内空間の拡大状態を保持させることを特徴とする吸音性スリーブの製造方法。
【請求項3】
カバリング線材に防炎処理を施す工程を備えたことを特徴とする請求項2記載の吸音性スリーブの製造方法。
【請求項4】
カバリング線材に着色処理を施す工程を備えたことを特徴とする請求項2又は3記載の吸音性スリーブの製造方法。
【請求項1】
形状保持性及び熱収縮性を有するポリオレフィン系線材からなるモノフィラメント糸と嵩高のフィラメント糸とを交織してなり、被収納線材を収納する吸音性スリーブにおいて、
前記モノフィラメント糸に耐熱性を有するカバリング線材を接着被覆してなる被覆芯材と、前記嵩高のフィラメント糸とを、交織してなるスリーブとし、該スリーブ内で前記被覆芯材を螺旋状に配置し、加熱処理によって、スリーブの開口部が、被収納線材を挿通可能とする拡大開口状態を保持したことを特徴とする吸音性スリーブ。
【請求項2】
形状保持性及び熱収縮性を有するポリオレフィン系線材からなるモノフィラメント糸と嵩高のフィラメント糸とを交織してなり、被収納線材を収納する吸音性スリーブの製造方法において、
前記モノフィラメント糸と熱溶融糸とを耐熱性を有するカバリング線材で被覆して被覆芯材とし、該被覆芯材と前記嵩高のフィラメント糸と交織し、
該交織でスリーブ内に被覆芯材を螺旋状に配置し、100℃乃至200℃で加熱処理することで、
モノフィラメント糸の熱収縮によって被覆芯材の螺旋径を拡大し、吸音性スリーブのスリーブ内空間の拡大状態を保持させることを特徴とする吸音性スリーブの製造方法。
【請求項3】
カバリング線材に防炎処理を施す工程を備えたことを特徴とする請求項2記載の吸音性スリーブの製造方法。
【請求項4】
カバリング線材に着色処理を施す工程を備えたことを特徴とする請求項2又は3記載の吸音性スリーブの製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−24287(P2009−24287A)
【公開日】平成21年2月5日(2009.2.5)
【国際特許分類】
【出願番号】特願2007−189763(P2007−189763)
【出願日】平成19年7月20日(2007.7.20)
【出願人】(500452156)こるどん株式会社 (1)
【Fターム(参考)】
【公開日】平成21年2月5日(2009.2.5)
【国際特許分類】
【出願日】平成19年7月20日(2007.7.20)
【出願人】(500452156)こるどん株式会社 (1)
【Fターム(参考)】
[ Back to top ]