
吹付けコンクリート試験体用の型枠および型枠ユニットと吹付けコンクリート試験体の製作方法
【課題】複数の吹付けコンクリート用試験体を製作するに際し、各試験体の品質のばらつきを極めて小さくすることができ、その強度特性および変形特性を測定できる圧縮試験を実施可能とした、吹付けコンクリート試験体用の型枠および型枠ユニットと吹付けコンクリート試験体の製作方法を提供する。
【解決手段】吹付けコンクリート試験体用の型枠ユニット10は、樹脂製で筒状を呈し、その開放した一端面に網材3が装着されるとともに該筒状の側面に複数の孔11,…が形成されてなる2以上の型枠1,…が、取り付け架台4に取り付け固定されて構成される。型枠1の両端にはフランジ2,2が固着されており、これによって型枠1の位置決め姿勢が確保されている。
【解決手段】吹付けコンクリート試験体用の型枠ユニット10は、樹脂製で筒状を呈し、その開放した一端面に網材3が装着されるとともに該筒状の側面に複数の孔11,…が形成されてなる2以上の型枠1,…が、取り付け架台4に取り付け固定されて構成される。型枠1の両端にはフランジ2,2が固着されており、これによって型枠1の位置決め姿勢が確保されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、掘削トンネルの露出面をライニングする際に使用される吹付けコンクリート用の試験体を製作するための型枠ユニットとコンクリート試験体の製作方法に関するものである。
【背景技術】
【0002】
一般に山岳工法によるトンネル掘削工事においては、掘削中のトンネル岩盤の表面にコンクリートを吹付けてライニングし、地山の安定を図る施工がおこなわれている。このコンクリート吹付けに際しては生コンクリートに急結剤を添加してなる吹付けコンクリートが使用され、吹付け後の早い時期に硬化することで岩盤露出面の保護と、地山変位によってライナー内部に軸力を発生させてトンネル断面の変形抑制を果たしている。
【0003】
このような吹付けコンクリートの作用から、この吹付けコンクリートの適用性や経済設計をおこなうには、岩盤表面への吹付け直後からの高精度な強度把握や変形特性把握が極めて重要である。トンネル掘削に伴う地山からの変形のほとんどを受ける1日までの若材齢においては、特にその重要性が高い。
【0004】
上記作用を実現するために、一般に数分以内で凝結固化し、およそ24時間以内でトンネル断面の支保効果を発揮するように吹付けコンクリートの配合設計がなされているが、凝固開始から強度発現までの短時間で該吹付けコンクリートの物理的な特性や性状を連続的に測定し、評価することは容易なことではない。
【0005】
特に、吹付けコンクリート用の試験体を製作する場合には、急結剤の効果によって通常は数分以内で流動性が無くなり、型枠等への成形性は困難な状態となる。したがって、品質のばらつきの少ない試験体を数個〜十数個製作することが極めて困難であるという大きな課題がある。この課題ゆえに、材齢1日までの材料においては一般のコンクリート試験のごとき円柱状の試験体を圧縮試験することでその強度を測定する方法は実施されていない。
【0006】
吹付けコンクリートの試験方法は、一般にコンクリート吹付け後数時間〜24時間程度の強度管理をおこなうものであり、具体的には、所定形状の型枠に吹付けて製作したコンクリートをコーン状に引き抜く際の引抜き抵抗値からその強度を推定する方法(吹付けコンクリート指針(補修・補強編)JSCE−G 561−2005、同解説参照)や、針状のものを突き刺す際の貫入量や貫入抵抗値から強度を推定する方法(吹付けコンクリート指針(補修・補強編)JSCE−G 562−2005、同解説参照)などの方法によっておこなわれている。
【0007】
さらに、特許文献1では、吹付けコンクリートの硬化中の弾性波速度を随時測定し、各測定時において上記する引抜き試験(プルアウト試験)を実施して弾性波速度と引抜き試験値の関係を求めておき、この結果に基づいて、各現場における吹付けコンクリートの吹付け後の任意時刻における硬化状態を推測する技術が開示されている。
【0008】
【特許文献1】特開2000−55895号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
上記する特許文献1に開示のトンネルの構築方法では、吹付けコンクリートの弾性波速度を測定することで、既に作成されている弾性波速度−硬化状態に関するテーブルから、現在の硬化状態を即座に把握することが可能になる。
【0010】
しかし、この弾性波速度−硬化状態に関するテーブルの作成は上記する引抜き試験(プルアウト試験)に基づくものであり、一般のコンクリート試験体のごとき一軸圧縮試験によるものでないことから、そのヤング率といった変形特性の評価は依然としてできていない。さらに、弾性波速度測定自体には誤差は少ないものの、その強度との関係を求めるに際して測定された弾性波速度との相間から間接的にその強度を推定するに止まり、その強度の評価結果におけるばらつきの発生は否めない。
【0011】
本発明は、上記する問題に鑑みてなされたものであり、複数の吹付けコンクリート用試験体を製作するに際し、各試験体の品質のばらつきを極めて小さくすることができ、もって、一般のコンクリート試験体を使用した試験と同様にその強度特性および変形特性を測定することのできる圧縮試験を吹付けコンクリート用試験体に実施することのできる吹付けコンクリート試験体用の型枠と型枠ユニット、および吹付けコンクリート試験体の製作方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
前記目的を達成すべく、本発明による吹付けコンクリート試験体用の型枠は、吹付けコンクリート試験体を製作するための型枠であって、樹脂製で筒状を呈し、その開放した一端面に、吹付けコンクリート内の骨材の最大粒径よりも小さな寸法の孔が複数形成されてなる有孔部材が装着されるとともに、該筒状の側面に複数の孔が形成されてなることを特徴とするものである。
【0013】
ここで、吹付けコンクリートとは、セメント、骨材、および水に、急結性セメント鉱物系、カルシウムサルフォアルミネート鉱物系などの急結剤が混合されてなり、水セメント比や急結剤の仕様およびその混合割合は、所望の強度や強度発現速度等によって配合調整される。
【0014】
本発明の型枠は、樹脂製で筒状を呈し、その開放した一端面に網材が装着されるとともに該筒状の側面に複数の孔が形成されている。
【0015】
ここで、樹脂製とは、天然樹脂、プラスチックなどの合成樹脂といった樹脂一般を意味するものであり、硬度の大きな鋼材等を排除する意味でもある。これは、プラスチック等の比較的軟質な材料にて型枠を製作しておくことで、型枠の脱型を容易ならしめるためである。たとえば、型枠の脱型に際し、プラスチック製型枠の任意の箇所をカッター切断することで(半割り等の縦割り状態で脱型する)、硬化途中の吹付けコンクリート試験体に過度の外圧を与えたり、損傷させるといった脱型時の問題を解消することができる。これは、吹付けコンクリートが急結剤の作用によって吹付け直後からその脱型が可能であり、試験体は自立するものの、吹付け直後はその強度は未だ低く、この状態で脱型した際に曲げやねじり、打撃などの衝撃を与えてしまうと容易に破壊したり損傷することから、可及的に静かで速やかな脱型を実現する必要があるためである。このような脱型が実現できることで、若材齢時点からの圧縮試験が可能となる。
【0016】
また、型枠は、上記のごとく樹脂製で、円筒形状等の筒状を呈し、この筒状側面には多数の孔が形成されており、さらに、筒状体の一端にはプラスチック製の網もしくは金網等からなる網材をはじめとする有孔部材が装着されている。ここで、吹付けコンクリート内の骨材が有孔部材の孔外へ出てしまうことを防止し、該骨材が孔を部分的に包囲することでエアを外部へ放出しながら型枠内に吹付けコンクリートが充填される作用を奏するべく、有孔部材の孔の寸法は骨材の最大粒径よりも小さな寸法であることが望ましい。また、筒状側面に形成される孔の寸法も同様に骨材の最大粒径よりも小さな寸法に設定されるのがよい。
【0017】
ここで、一般的な円筒状の鋼製型枠では一方の開放端からコンクリートを吹付けた際に型枠内に巻き込まれたエアが該型枠内から出られず、結果として試験体内に多数の空隙が形成されてしまう。本発明の製作方法に使用される型枠によれば、その側面に多数の孔が形成されており、さらに、コンクリートが吹付けられる側と反対側の端面にエア抜き用の有孔部材が形成されていることで、試験体内に空隙が形成される問題が解消される。
【0018】
また、本発明による吹付けコンクリート試験体用の型枠ユニットは、吹付けコンクリート試験体を製作するための型枠ユニットであって、樹脂製で筒状を呈し、その開放した一端面に吹付けコンクリート内の骨材の最大粒径よりも小さな寸法の孔を有する有孔部材が装着されるとともに、該筒状の側面に複数の孔が形成されてなる、2以上の型枠が、取り付け架台に取り付け固定されていることを特徴とするものである。
【0019】
本発明の型枠ユニットは、2以上の上記型枠が、取り付け架台に取り付け固定されてなるもので、一度の吹き付けで複数の試験体を製造するための型枠ユニットである。
【0020】
ここで、各型枠を構成する有孔部材は、型枠ごとに装着されていてもよいし、一つの長尺な有孔部材がすべての型枠の開放端面を覆うように装着されていてもよい。
【0021】
また、本発明による吹付けコンクリート試験体用の型枠ユニットの好ましい実施の形態において、前記型枠の両開放端には、前記側面端部から外側に突出する第1、第2のフランジが形成されており、前記取り付け架台は、型枠の前記一端面側に形成された第1のフランジが係止するための第1の係止部材と、型枠の前記他端面側に形成された第2のフランジが係止するための第2の係止部材が具備されており、前記第1の係止部材と第2の係止部材は相互に平行に形成されており、各型枠がその第1、第2のフランジを第1、第2の係止部材に係止した姿勢で固定されることで各型枠の軸心方向が平行に位置決めされることを特徴とするものである。
【0022】
吹付けコンクリートの試験においても、一般のコンクリートを用いる場合と同様に一つの試験に対し多くの試験体を用意して材料特性を評価する必要がある。ここで、品質にばらつきの少ない試験体を一度に(連続して)製作するには、各型枠をその軸心方向が吹付けコンクリートの吹付け方向となるように、互いに平行な状態に載置固定しておく必要がある。そこで、型枠の両端部に互いに平行な係合フランジを設けておき、取り付け架台を構成する互いに平行な2つの係止部材にそれぞれの係合フランジを係止させることによって各型枠の軸心を同方向に向けた姿勢で載置固定させるものである。なお、この場合、吹付けコンクリートの吹付けノズルは、型枠ユニットの両端間に随時移動できる構成であることが好ましい。すなわち、一つの型枠内に吹付けコンクリートを所定量吹付けた後に、自動または手動で相隣る型枠の軸心位置にノズルが移動し(あるいは型枠ユニットが移動し)、同様に吹付けコンクリートの吹付けが実行されるような形態である。
【0023】
また、本発明による吹付けコンクリート試験体の製作方法は、吹付けコンクリート試験体を製作するための方法であって、樹脂製で筒状を呈し、その開放した一端面に、吹付けコンクリート内の骨材の最大粒径よりも小さな寸法の孔が複数形成されてなる有孔部材が装着されるとともに、該筒状の側面に複数の孔が形成されてなる、2以上の型枠が、取り付け架台に取り付け固定されてなる型枠ユニットを用意する第1の工程と、前記型枠の開放された他端面側から吹付けコンクリートを吹き付け、所定の強度発現を待って脱型し、柱状の試験体を製作する第2の工程と、からなることを特徴とするものである。
【0024】
この製作方法は、既述する型枠ユニットを使用することにより、複数の試験体を品質のばらつきなく、一度に製作するための方法である。
【0025】
ここで、好ましくは、前記第2の工程における脱型が、前記型枠の2箇所を該型枠の高さ方向でカッター切断することによっておこなわれる。これは、既述するように、型枠ユニットを構成する各型枠がカッター切断可能な硬度を有するプラスチック等の樹脂材料で成形されていることで実現できるものであり、脱型時の衝撃、試験体への損傷等の問題を効果的に解消することができる。
【0026】
さらに、好ましくは、前記第2の工程において、強度発現前の試験体の両端部を除去し、急硬性材料にて該両端部を処理した後に脱型をおこなう形態がよい。
【0027】
使用される型枠はその底部に網材等の有孔部材を設け、この有孔部材を介してエアを逃がすことができるが、それでも、有孔部材で吹付けコンクリートが反射することは避けられず、型枠の一般部に比してその底部近傍の側面には吹付けコンクリートのリバウンド溜まりが生じ、端面の処理(平坦仕上げ)が必要となる。そこで、吹付けコンクリートが硬化する前に未だ硬化していない試験体の両端部を削り取り、この削り取られた部分に急硬性材料を充填し、板材にて両端部をキャッピングして試験体を硬化させるのがよい。ここで、この板材は、互いに平行な関係にある第1、第2のフランジ面でキャッピングされることから、硬化後の試験体に対して何らの平坦仕上げ加工を必要としない。このような製作方法によれば、試験体の端面仕上げを不要とできることで試験費用のコスト削減を図ることができる。
【0028】
上記製作方法にて試験体を製作した後に、各試験体の体積および重量を計測して比重を求める。公知の統計的手法にて許容範囲外の比重を有する試験体は圧縮試験に使用しないようにすることで、試験精度をより高めることができる。
【発明の効果】
【0029】
以上の説明から理解できるように、本発明の吹付けコンクリート試験体用の型枠によれば、強度特性や変形特性に顕著な影響を与えるような空隙を生じない均質な吹付けコンクリート用の試験体を製造することができる。また、本発明による吹付けコンクリート試験体用の型枠ユニットおよび製作方法によれば、吹付け後数時間〜24時間程度の間のいずれの時間においても、品質のばらつきのない複数の試験体を一度に製作することができる。したがって、吹付けコンクリート試験体に対して圧縮試験を実施することが可能となり、強度特性のほかにもヤング率、クリープ特性等の変形特性の評価が可能となる。
【発明を実施するための最良の形態】
【0030】
以下、図面を参照して本発明の実施の形態を説明する。図1は本発明の型枠ユニットを構成する型枠および網材の一実施の形態を示した斜視図であり、図2は本発明の型枠ユニットの一実施の形態の縦断図である。図3は型枠内の試験体が未だ硬化する前段で試験体の両端部が削られた状態を示した縦断図であり、図4は図3にて削られた領域に急硬性材料が充填され、その表面がキャッピングされた状態を示した縦断図である。図5は型枠の2箇所をカッターにて切断している状況を示した斜視図である。
【0031】
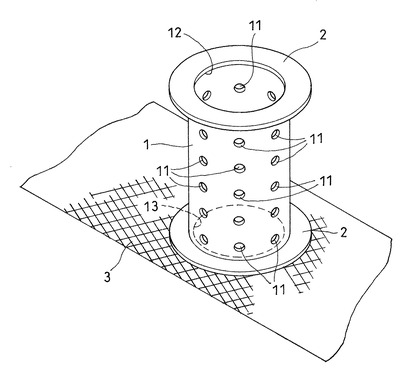
本発明の型枠1は、図1に示すように、所望寸法および形状の試験体に応じた中空部を有する円筒状を呈し、この側面には多数の孔11,…が開設されている。また、型枠1はプラスチック材料から成形されており、後述するようにカッター等で容易に切断可能となっている。
【0032】
さらに、型枠1の開放端面を画成する一端12および他端13にはそれぞれフランジ2,2が固着されている。なお、このフランジ2も型枠1と同素材から成形されるものであり、型枠1に接着剤等で後付けされてもよいし、型枠1と一体に成形されてもよい。
【0033】
型枠1の一端12側からは、不図示の吹付けノズルから吹付けコンクリートが吹付けられるようになっており、他端13側には網材3が図示するように直接的に、または間接的に設けられている。
【0034】
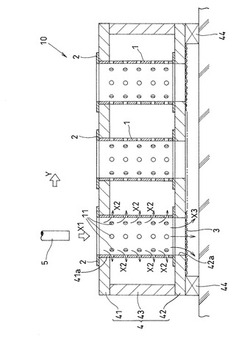
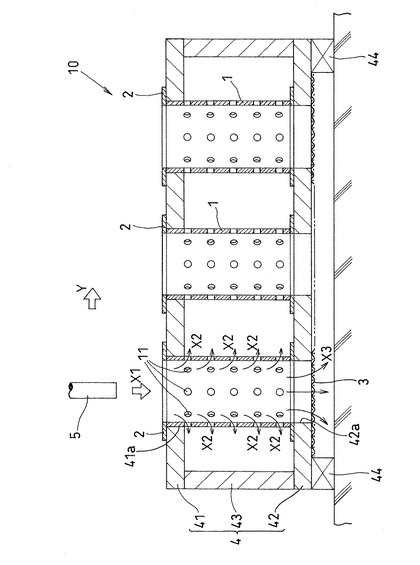
図2は、図1に示す型枠1を複数備えてなる型枠ユニット10を示したものである。図示する実施例では、板状の縦材43、43をその上下で板状の水平材(係止部材41,42)が繋ぎ、さらに係止部材42の下面を台桟44,44で支持してなる取り付け架台4と、係止部材41に形成された各取り付け孔41a、…を介して型枠1、…が載置固定されて型枠ユニット10が構成される。ここで、各型枠1は、その両端のフランジ2,2が係止部材41,42で係止されることで縦材43と平行に載置されるものであり、したがって、各型枠1,…はそれぞれの軸心が平行な姿勢で取り付け架台4に取り付けられる。
【0035】
図2は、さらに、一つの型枠1に対して吹付けノズル5から吹付けコンクリートを吹付けている状況をも示している。図示するように、吹付けコンクリートの吹付け時(X1方向)には、そのエアが型枠1の孔11,…を介して型枠1外部へ逃がされるとともに(X2方向)、その他端13側では、係止部材42に形成された逃がし孔42aおよび網材3を介してエアを外部へ逃がすことができる。
【0036】
一つの型枠1への吹付けコンクリートの吹付けが完了した後に、吹付けノズル5が相隣る型枠1へ自動もしくは手動で移動し(Y方向)、同様に吹付けコンクリートの吹付けを開始する。
【0037】
このように、型枠1内にエア溜まりが残存せず、各型枠1,…のそれぞれの軸心が平行関係にあり、吹付けノズル5の吹付け方向がこの軸心方向となるようにして吹付けコンクリートが吹き付けられることにより、空隙のない、品質のばらつきのない(または極めて少ない)複数の試験体を製作することができる。なお、図示する実施例では、取り付け架台4に3基の型枠1,1,1が載置されているが、4基以上の型枠1,…を載置固定した形態であってもよいことは勿論のことである。
【0038】
図3は、型枠1内に吹付けコンクリートが吹付けられて未硬化の試験体を製作後、該吹付けコンクリートが未だ硬化しない段階で、その両端部を除去して除去領域R,Rが形成されている状況を示している(ここで、試験体の一般部S1が形成される)。
【0039】
この両端部の除去により、両フランジ2,2より外方へはみ出した骨材等も除去される。ここで、除去領域Rの高さは、たとえば試験体の全高さが20cm程度の場合に、5mm程度である。また、除去作業は、吹付けコンクリートの吹付け後1時間程度を目安とする。
【0040】
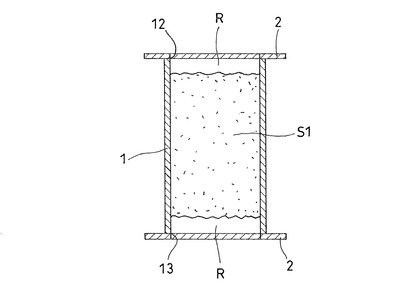
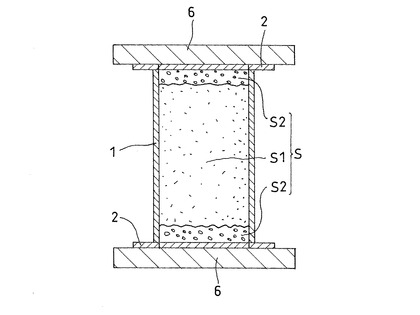
次いで図4に移行し、除去領域Rに適宜の急硬性材料を充填して試験体の端部S2を形成し、フランジ2,2の表面にガラス板6等で表面均しをするとともにこれでキャッピングを図る。この急硬性材料からなる端部S2と吹付けコンクリートからなる一般部S1がともに所定の強度を発現することにより、試験体Sが形成される。なお、ここでいう所定の強度発現とは、吹付け後の数時間〜24時間程度の時間範囲内における適宜の時間経過時において圧縮試験を実行するために用意される試験体の強度のことである。
【0041】
試験体Sが未硬化の段階でこの端面処理を実施し、上記のごとく端面をキャッピングすることにより、硬化後の試験体に端面処理を実施する処理手間を省くことができ、試験費用の大幅な削減を図ることができる。
【0042】
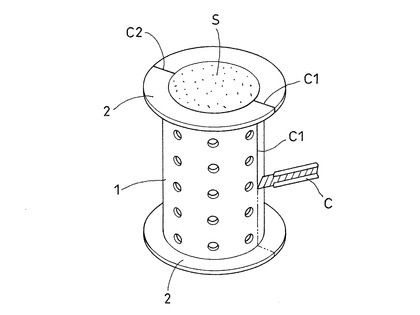
図5は、所定時間経過後に型枠1を脱型している状況を説明した図である。脱型方法は、プラスチックからなる型枠1の2箇所、通常は対角線上の対応する2箇所において、型枠1の高さ方向にカッターCで該型枠1に切り込みC1,C2を入れていく方法でおこなわれる。2箇所の切断が完了したら、半割り状の型枠を静かに試験体Sから取り外すことにより、試験体Sに衝撃や外圧を与えることなく脱型作業をおこなうことができる。
【0043】
このような脱型作業は、型枠1がカッターCにて容易に切断可能なプラスチックで成形されていることによる。
【0044】
上記する脱型方法は、吹付け後数時間経過後等の吹付けコンクリートの初期強度発現段階で脱型をおこなう場合に特に有効である。従来の鋼製型枠にてこの吹付けコンクリート試験体を製作した場合には、このような脱型を実施することはできないため、脱型時における試験体への衝撃や外圧は必ず生じるため、強度が十分に発現していない段階で試験体に損傷を与えないような脱型はほぼ不可能に近かった。
【0045】
上記の方法で型枠1を脱型後、試験体Sの体積および重量を計測して比重を求め、比重が許容範囲外のものは試験対象外とする。
【0046】
適正な比重を有する試験体Sに対して圧縮試験を実施し、圧縮強度やヤング率、クリープ等の変形特性を測定する。
【0047】
上記する型枠1を複数具備する型枠ユニット10を使用して吹付けコンクリート用の試験体を製作することにより、複数の吹付けコンクリート試験体を一度に品質のばらつきなく製作することが可能となる。また、品質のばらつきのない試験体を製作できることで、この試験体を一般のコンクリート試験体と同様に圧縮試験にかけることが可能となり、若材齢の試験体の強度特性と変形特性の双方を精度よく評価することが可能となる。この強度特性と変形特性の双方を適正に評価できることで、吹付けコンクリートの支保効果を現実の支保部材の挙動に即した形で評価することに繋がる。
【0048】
以上、本発明の実施の形態を図面を用いて詳述してきたが、具体的な構成はこの実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲における設計変更等があっても、それらは本発明に含まれるものである。
【図面の簡単な説明】
【0049】
【図1】本発明の型枠ユニットを構成する型枠および網材の一実施の形態を示した斜視図である。
【図2】本発明の型枠ユニットの一実施の形態の縦断図である。
【図3】型枠内の試験体が未だ硬化する前段で試験体の両端部が削られた状態を示した縦断図である。
【図4】図3にて削られた領域に急硬性材料が充填され、その表面がキャッピングされた状態を示した縦断図である。
【図5】型枠の2箇所をカッターにて切断している状況を示した斜視図である。
【符号の説明】
【0050】
1…型枠、11…孔、12…一端、13…他端、2…フランジ、3…網材(有孔部材)、4…取り付け架台、41,42…係止部材、43…縦材、44…台桟、5…吹付けノズル、6…ガラス板、10…型枠ユニット、S1…試験体の一般部、S2…試験体の端部、S…試験体
【技術分野】
【0001】
本発明は、掘削トンネルの露出面をライニングする際に使用される吹付けコンクリート用の試験体を製作するための型枠ユニットとコンクリート試験体の製作方法に関するものである。
【背景技術】
【0002】
一般に山岳工法によるトンネル掘削工事においては、掘削中のトンネル岩盤の表面にコンクリートを吹付けてライニングし、地山の安定を図る施工がおこなわれている。このコンクリート吹付けに際しては生コンクリートに急結剤を添加してなる吹付けコンクリートが使用され、吹付け後の早い時期に硬化することで岩盤露出面の保護と、地山変位によってライナー内部に軸力を発生させてトンネル断面の変形抑制を果たしている。
【0003】
このような吹付けコンクリートの作用から、この吹付けコンクリートの適用性や経済設計をおこなうには、岩盤表面への吹付け直後からの高精度な強度把握や変形特性把握が極めて重要である。トンネル掘削に伴う地山からの変形のほとんどを受ける1日までの若材齢においては、特にその重要性が高い。
【0004】
上記作用を実現するために、一般に数分以内で凝結固化し、およそ24時間以内でトンネル断面の支保効果を発揮するように吹付けコンクリートの配合設計がなされているが、凝固開始から強度発現までの短時間で該吹付けコンクリートの物理的な特性や性状を連続的に測定し、評価することは容易なことではない。
【0005】
特に、吹付けコンクリート用の試験体を製作する場合には、急結剤の効果によって通常は数分以内で流動性が無くなり、型枠等への成形性は困難な状態となる。したがって、品質のばらつきの少ない試験体を数個〜十数個製作することが極めて困難であるという大きな課題がある。この課題ゆえに、材齢1日までの材料においては一般のコンクリート試験のごとき円柱状の試験体を圧縮試験することでその強度を測定する方法は実施されていない。
【0006】
吹付けコンクリートの試験方法は、一般にコンクリート吹付け後数時間〜24時間程度の強度管理をおこなうものであり、具体的には、所定形状の型枠に吹付けて製作したコンクリートをコーン状に引き抜く際の引抜き抵抗値からその強度を推定する方法(吹付けコンクリート指針(補修・補強編)JSCE−G 561−2005、同解説参照)や、針状のものを突き刺す際の貫入量や貫入抵抗値から強度を推定する方法(吹付けコンクリート指針(補修・補強編)JSCE−G 562−2005、同解説参照)などの方法によっておこなわれている。
【0007】
さらに、特許文献1では、吹付けコンクリートの硬化中の弾性波速度を随時測定し、各測定時において上記する引抜き試験(プルアウト試験)を実施して弾性波速度と引抜き試験値の関係を求めておき、この結果に基づいて、各現場における吹付けコンクリートの吹付け後の任意時刻における硬化状態を推測する技術が開示されている。
【0008】
【特許文献1】特開2000−55895号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
上記する特許文献1に開示のトンネルの構築方法では、吹付けコンクリートの弾性波速度を測定することで、既に作成されている弾性波速度−硬化状態に関するテーブルから、現在の硬化状態を即座に把握することが可能になる。
【0010】
しかし、この弾性波速度−硬化状態に関するテーブルの作成は上記する引抜き試験(プルアウト試験)に基づくものであり、一般のコンクリート試験体のごとき一軸圧縮試験によるものでないことから、そのヤング率といった変形特性の評価は依然としてできていない。さらに、弾性波速度測定自体には誤差は少ないものの、その強度との関係を求めるに際して測定された弾性波速度との相間から間接的にその強度を推定するに止まり、その強度の評価結果におけるばらつきの発生は否めない。
【0011】
本発明は、上記する問題に鑑みてなされたものであり、複数の吹付けコンクリート用試験体を製作するに際し、各試験体の品質のばらつきを極めて小さくすることができ、もって、一般のコンクリート試験体を使用した試験と同様にその強度特性および変形特性を測定することのできる圧縮試験を吹付けコンクリート用試験体に実施することのできる吹付けコンクリート試験体用の型枠と型枠ユニット、および吹付けコンクリート試験体の製作方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
前記目的を達成すべく、本発明による吹付けコンクリート試験体用の型枠は、吹付けコンクリート試験体を製作するための型枠であって、樹脂製で筒状を呈し、その開放した一端面に、吹付けコンクリート内の骨材の最大粒径よりも小さな寸法の孔が複数形成されてなる有孔部材が装着されるとともに、該筒状の側面に複数の孔が形成されてなることを特徴とするものである。
【0013】
ここで、吹付けコンクリートとは、セメント、骨材、および水に、急結性セメント鉱物系、カルシウムサルフォアルミネート鉱物系などの急結剤が混合されてなり、水セメント比や急結剤の仕様およびその混合割合は、所望の強度や強度発現速度等によって配合調整される。
【0014】
本発明の型枠は、樹脂製で筒状を呈し、その開放した一端面に網材が装着されるとともに該筒状の側面に複数の孔が形成されている。
【0015】
ここで、樹脂製とは、天然樹脂、プラスチックなどの合成樹脂といった樹脂一般を意味するものであり、硬度の大きな鋼材等を排除する意味でもある。これは、プラスチック等の比較的軟質な材料にて型枠を製作しておくことで、型枠の脱型を容易ならしめるためである。たとえば、型枠の脱型に際し、プラスチック製型枠の任意の箇所をカッター切断することで(半割り等の縦割り状態で脱型する)、硬化途中の吹付けコンクリート試験体に過度の外圧を与えたり、損傷させるといった脱型時の問題を解消することができる。これは、吹付けコンクリートが急結剤の作用によって吹付け直後からその脱型が可能であり、試験体は自立するものの、吹付け直後はその強度は未だ低く、この状態で脱型した際に曲げやねじり、打撃などの衝撃を与えてしまうと容易に破壊したり損傷することから、可及的に静かで速やかな脱型を実現する必要があるためである。このような脱型が実現できることで、若材齢時点からの圧縮試験が可能となる。
【0016】
また、型枠は、上記のごとく樹脂製で、円筒形状等の筒状を呈し、この筒状側面には多数の孔が形成されており、さらに、筒状体の一端にはプラスチック製の網もしくは金網等からなる網材をはじめとする有孔部材が装着されている。ここで、吹付けコンクリート内の骨材が有孔部材の孔外へ出てしまうことを防止し、該骨材が孔を部分的に包囲することでエアを外部へ放出しながら型枠内に吹付けコンクリートが充填される作用を奏するべく、有孔部材の孔の寸法は骨材の最大粒径よりも小さな寸法であることが望ましい。また、筒状側面に形成される孔の寸法も同様に骨材の最大粒径よりも小さな寸法に設定されるのがよい。
【0017】
ここで、一般的な円筒状の鋼製型枠では一方の開放端からコンクリートを吹付けた際に型枠内に巻き込まれたエアが該型枠内から出られず、結果として試験体内に多数の空隙が形成されてしまう。本発明の製作方法に使用される型枠によれば、その側面に多数の孔が形成されており、さらに、コンクリートが吹付けられる側と反対側の端面にエア抜き用の有孔部材が形成されていることで、試験体内に空隙が形成される問題が解消される。
【0018】
また、本発明による吹付けコンクリート試験体用の型枠ユニットは、吹付けコンクリート試験体を製作するための型枠ユニットであって、樹脂製で筒状を呈し、その開放した一端面に吹付けコンクリート内の骨材の最大粒径よりも小さな寸法の孔を有する有孔部材が装着されるとともに、該筒状の側面に複数の孔が形成されてなる、2以上の型枠が、取り付け架台に取り付け固定されていることを特徴とするものである。
【0019】
本発明の型枠ユニットは、2以上の上記型枠が、取り付け架台に取り付け固定されてなるもので、一度の吹き付けで複数の試験体を製造するための型枠ユニットである。
【0020】
ここで、各型枠を構成する有孔部材は、型枠ごとに装着されていてもよいし、一つの長尺な有孔部材がすべての型枠の開放端面を覆うように装着されていてもよい。
【0021】
また、本発明による吹付けコンクリート試験体用の型枠ユニットの好ましい実施の形態において、前記型枠の両開放端には、前記側面端部から外側に突出する第1、第2のフランジが形成されており、前記取り付け架台は、型枠の前記一端面側に形成された第1のフランジが係止するための第1の係止部材と、型枠の前記他端面側に形成された第2のフランジが係止するための第2の係止部材が具備されており、前記第1の係止部材と第2の係止部材は相互に平行に形成されており、各型枠がその第1、第2のフランジを第1、第2の係止部材に係止した姿勢で固定されることで各型枠の軸心方向が平行に位置決めされることを特徴とするものである。
【0022】
吹付けコンクリートの試験においても、一般のコンクリートを用いる場合と同様に一つの試験に対し多くの試験体を用意して材料特性を評価する必要がある。ここで、品質にばらつきの少ない試験体を一度に(連続して)製作するには、各型枠をその軸心方向が吹付けコンクリートの吹付け方向となるように、互いに平行な状態に載置固定しておく必要がある。そこで、型枠の両端部に互いに平行な係合フランジを設けておき、取り付け架台を構成する互いに平行な2つの係止部材にそれぞれの係合フランジを係止させることによって各型枠の軸心を同方向に向けた姿勢で載置固定させるものである。なお、この場合、吹付けコンクリートの吹付けノズルは、型枠ユニットの両端間に随時移動できる構成であることが好ましい。すなわち、一つの型枠内に吹付けコンクリートを所定量吹付けた後に、自動または手動で相隣る型枠の軸心位置にノズルが移動し(あるいは型枠ユニットが移動し)、同様に吹付けコンクリートの吹付けが実行されるような形態である。
【0023】
また、本発明による吹付けコンクリート試験体の製作方法は、吹付けコンクリート試験体を製作するための方法であって、樹脂製で筒状を呈し、その開放した一端面に、吹付けコンクリート内の骨材の最大粒径よりも小さな寸法の孔が複数形成されてなる有孔部材が装着されるとともに、該筒状の側面に複数の孔が形成されてなる、2以上の型枠が、取り付け架台に取り付け固定されてなる型枠ユニットを用意する第1の工程と、前記型枠の開放された他端面側から吹付けコンクリートを吹き付け、所定の強度発現を待って脱型し、柱状の試験体を製作する第2の工程と、からなることを特徴とするものである。
【0024】
この製作方法は、既述する型枠ユニットを使用することにより、複数の試験体を品質のばらつきなく、一度に製作するための方法である。
【0025】
ここで、好ましくは、前記第2の工程における脱型が、前記型枠の2箇所を該型枠の高さ方向でカッター切断することによっておこなわれる。これは、既述するように、型枠ユニットを構成する各型枠がカッター切断可能な硬度を有するプラスチック等の樹脂材料で成形されていることで実現できるものであり、脱型時の衝撃、試験体への損傷等の問題を効果的に解消することができる。
【0026】
さらに、好ましくは、前記第2の工程において、強度発現前の試験体の両端部を除去し、急硬性材料にて該両端部を処理した後に脱型をおこなう形態がよい。
【0027】
使用される型枠はその底部に網材等の有孔部材を設け、この有孔部材を介してエアを逃がすことができるが、それでも、有孔部材で吹付けコンクリートが反射することは避けられず、型枠の一般部に比してその底部近傍の側面には吹付けコンクリートのリバウンド溜まりが生じ、端面の処理(平坦仕上げ)が必要となる。そこで、吹付けコンクリートが硬化する前に未だ硬化していない試験体の両端部を削り取り、この削り取られた部分に急硬性材料を充填し、板材にて両端部をキャッピングして試験体を硬化させるのがよい。ここで、この板材は、互いに平行な関係にある第1、第2のフランジ面でキャッピングされることから、硬化後の試験体に対して何らの平坦仕上げ加工を必要としない。このような製作方法によれば、試験体の端面仕上げを不要とできることで試験費用のコスト削減を図ることができる。
【0028】
上記製作方法にて試験体を製作した後に、各試験体の体積および重量を計測して比重を求める。公知の統計的手法にて許容範囲外の比重を有する試験体は圧縮試験に使用しないようにすることで、試験精度をより高めることができる。
【発明の効果】
【0029】
以上の説明から理解できるように、本発明の吹付けコンクリート試験体用の型枠によれば、強度特性や変形特性に顕著な影響を与えるような空隙を生じない均質な吹付けコンクリート用の試験体を製造することができる。また、本発明による吹付けコンクリート試験体用の型枠ユニットおよび製作方法によれば、吹付け後数時間〜24時間程度の間のいずれの時間においても、品質のばらつきのない複数の試験体を一度に製作することができる。したがって、吹付けコンクリート試験体に対して圧縮試験を実施することが可能となり、強度特性のほかにもヤング率、クリープ特性等の変形特性の評価が可能となる。
【発明を実施するための最良の形態】
【0030】
以下、図面を参照して本発明の実施の形態を説明する。図1は本発明の型枠ユニットを構成する型枠および網材の一実施の形態を示した斜視図であり、図2は本発明の型枠ユニットの一実施の形態の縦断図である。図3は型枠内の試験体が未だ硬化する前段で試験体の両端部が削られた状態を示した縦断図であり、図4は図3にて削られた領域に急硬性材料が充填され、その表面がキャッピングされた状態を示した縦断図である。図5は型枠の2箇所をカッターにて切断している状況を示した斜視図である。
【0031】
本発明の型枠1は、図1に示すように、所望寸法および形状の試験体に応じた中空部を有する円筒状を呈し、この側面には多数の孔11,…が開設されている。また、型枠1はプラスチック材料から成形されており、後述するようにカッター等で容易に切断可能となっている。
【0032】
さらに、型枠1の開放端面を画成する一端12および他端13にはそれぞれフランジ2,2が固着されている。なお、このフランジ2も型枠1と同素材から成形されるものであり、型枠1に接着剤等で後付けされてもよいし、型枠1と一体に成形されてもよい。
【0033】
型枠1の一端12側からは、不図示の吹付けノズルから吹付けコンクリートが吹付けられるようになっており、他端13側には網材3が図示するように直接的に、または間接的に設けられている。
【0034】
図2は、図1に示す型枠1を複数備えてなる型枠ユニット10を示したものである。図示する実施例では、板状の縦材43、43をその上下で板状の水平材(係止部材41,42)が繋ぎ、さらに係止部材42の下面を台桟44,44で支持してなる取り付け架台4と、係止部材41に形成された各取り付け孔41a、…を介して型枠1、…が載置固定されて型枠ユニット10が構成される。ここで、各型枠1は、その両端のフランジ2,2が係止部材41,42で係止されることで縦材43と平行に載置されるものであり、したがって、各型枠1,…はそれぞれの軸心が平行な姿勢で取り付け架台4に取り付けられる。
【0035】
図2は、さらに、一つの型枠1に対して吹付けノズル5から吹付けコンクリートを吹付けている状況をも示している。図示するように、吹付けコンクリートの吹付け時(X1方向)には、そのエアが型枠1の孔11,…を介して型枠1外部へ逃がされるとともに(X2方向)、その他端13側では、係止部材42に形成された逃がし孔42aおよび網材3を介してエアを外部へ逃がすことができる。
【0036】
一つの型枠1への吹付けコンクリートの吹付けが完了した後に、吹付けノズル5が相隣る型枠1へ自動もしくは手動で移動し(Y方向)、同様に吹付けコンクリートの吹付けを開始する。
【0037】
このように、型枠1内にエア溜まりが残存せず、各型枠1,…のそれぞれの軸心が平行関係にあり、吹付けノズル5の吹付け方向がこの軸心方向となるようにして吹付けコンクリートが吹き付けられることにより、空隙のない、品質のばらつきのない(または極めて少ない)複数の試験体を製作することができる。なお、図示する実施例では、取り付け架台4に3基の型枠1,1,1が載置されているが、4基以上の型枠1,…を載置固定した形態であってもよいことは勿論のことである。
【0038】
図3は、型枠1内に吹付けコンクリートが吹付けられて未硬化の試験体を製作後、該吹付けコンクリートが未だ硬化しない段階で、その両端部を除去して除去領域R,Rが形成されている状況を示している(ここで、試験体の一般部S1が形成される)。
【0039】
この両端部の除去により、両フランジ2,2より外方へはみ出した骨材等も除去される。ここで、除去領域Rの高さは、たとえば試験体の全高さが20cm程度の場合に、5mm程度である。また、除去作業は、吹付けコンクリートの吹付け後1時間程度を目安とする。
【0040】
次いで図4に移行し、除去領域Rに適宜の急硬性材料を充填して試験体の端部S2を形成し、フランジ2,2の表面にガラス板6等で表面均しをするとともにこれでキャッピングを図る。この急硬性材料からなる端部S2と吹付けコンクリートからなる一般部S1がともに所定の強度を発現することにより、試験体Sが形成される。なお、ここでいう所定の強度発現とは、吹付け後の数時間〜24時間程度の時間範囲内における適宜の時間経過時において圧縮試験を実行するために用意される試験体の強度のことである。
【0041】
試験体Sが未硬化の段階でこの端面処理を実施し、上記のごとく端面をキャッピングすることにより、硬化後の試験体に端面処理を実施する処理手間を省くことができ、試験費用の大幅な削減を図ることができる。
【0042】
図5は、所定時間経過後に型枠1を脱型している状況を説明した図である。脱型方法は、プラスチックからなる型枠1の2箇所、通常は対角線上の対応する2箇所において、型枠1の高さ方向にカッターCで該型枠1に切り込みC1,C2を入れていく方法でおこなわれる。2箇所の切断が完了したら、半割り状の型枠を静かに試験体Sから取り外すことにより、試験体Sに衝撃や外圧を与えることなく脱型作業をおこなうことができる。
【0043】
このような脱型作業は、型枠1がカッターCにて容易に切断可能なプラスチックで成形されていることによる。
【0044】
上記する脱型方法は、吹付け後数時間経過後等の吹付けコンクリートの初期強度発現段階で脱型をおこなう場合に特に有効である。従来の鋼製型枠にてこの吹付けコンクリート試験体を製作した場合には、このような脱型を実施することはできないため、脱型時における試験体への衝撃や外圧は必ず生じるため、強度が十分に発現していない段階で試験体に損傷を与えないような脱型はほぼ不可能に近かった。
【0045】
上記の方法で型枠1を脱型後、試験体Sの体積および重量を計測して比重を求め、比重が許容範囲外のものは試験対象外とする。
【0046】
適正な比重を有する試験体Sに対して圧縮試験を実施し、圧縮強度やヤング率、クリープ等の変形特性を測定する。
【0047】
上記する型枠1を複数具備する型枠ユニット10を使用して吹付けコンクリート用の試験体を製作することにより、複数の吹付けコンクリート試験体を一度に品質のばらつきなく製作することが可能となる。また、品質のばらつきのない試験体を製作できることで、この試験体を一般のコンクリート試験体と同様に圧縮試験にかけることが可能となり、若材齢の試験体の強度特性と変形特性の双方を精度よく評価することが可能となる。この強度特性と変形特性の双方を適正に評価できることで、吹付けコンクリートの支保効果を現実の支保部材の挙動に即した形で評価することに繋がる。
【0048】
以上、本発明の実施の形態を図面を用いて詳述してきたが、具体的な構成はこの実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲における設計変更等があっても、それらは本発明に含まれるものである。
【図面の簡単な説明】
【0049】
【図1】本発明の型枠ユニットを構成する型枠および網材の一実施の形態を示した斜視図である。
【図2】本発明の型枠ユニットの一実施の形態の縦断図である。
【図3】型枠内の試験体が未だ硬化する前段で試験体の両端部が削られた状態を示した縦断図である。
【図4】図3にて削られた領域に急硬性材料が充填され、その表面がキャッピングされた状態を示した縦断図である。
【図5】型枠の2箇所をカッターにて切断している状況を示した斜視図である。
【符号の説明】
【0050】
1…型枠、11…孔、12…一端、13…他端、2…フランジ、3…網材(有孔部材)、4…取り付け架台、41,42…係止部材、43…縦材、44…台桟、5…吹付けノズル、6…ガラス板、10…型枠ユニット、S1…試験体の一般部、S2…試験体の端部、S…試験体
【特許請求の範囲】
【請求項1】
吹付けコンクリート試験体を製作するための型枠であって、
樹脂製で筒状を呈し、その開放した一端面に、吹付けコンクリート内の骨材の最大粒径よりも小さな寸法の孔が複数形成されてなる有孔部材が装着されるとともに、該筒状の側面に複数の孔が形成されてなる、吹付けコンクリート試験体用の型枠。
【請求項2】
吹付けコンクリート試験体を製作するための型枠ユニットであって、
樹脂製で筒状を呈し、その開放した一端面に吹付けコンクリート内の骨材の最大粒径よりも小さな寸法の孔を有する有孔部材が装着されるとともに、該筒状の側面に複数の孔が形成されてなる、2以上の型枠が、取り付け架台に取り付け固定されていることを特徴とする、吹付けコンクリート試験体用の型枠ユニット。
【請求項3】
前記型枠の両開放端には、前記側面端部から外側に突出する第1、第2のフランジが形成されており、
前記取り付け架台は、型枠の前記一端面側に形成された第1のフランジが係止するための第1の係止部材と、型枠の前記他端面側に形成された第2のフランジが係止するための第2の係止部材が具備されており、
前記第1の係止部材と第2の係止部材は相互に平行に形成されており、
各型枠がその第1、第2のフランジを第1、第2の係止部材に係止した姿勢で固定されることで各型枠の軸心方向が平行に位置決めされることを特徴とする、請求項2に記載の吹付けコンクリート試験体用の型枠ユニット。
【請求項4】
吹付けコンクリート試験体を製作するための方法であって、
樹脂製で筒状を呈し、その開放した一端面に、吹付けコンクリート内の骨材の最大粒径よりも小さな寸法の孔が複数形成されてなる有孔部材が装着されるとともに、該筒状の側面に複数の孔が形成されてなる、2以上の型枠が、取り付け架台に取り付け固定されてなる型枠ユニットを用意する第1の工程と、
前記型枠の開放された他端面側から吹付けコンクリートを吹き付け、所定の強度発現を待って脱型し、柱状の試験体を製作する第2の工程と、
からなる吹付けコンクリート試験体の製作方法。
【請求項5】
前記第2の工程における脱型は、前記型枠を該型枠の高さ方向で分離することによっておこなわれるものである、請求項4に記載の吹付けコンクリート試験体の製作方法。
【請求項6】
前記第2の工程において、強度発現前の試験体の両端部を除去し、急硬性材料にて該両端部を処理した後に脱型をおこなうことを特徴とする請求項4または5に記載の吹付けコンクリート試験体の製作方法。
【請求項1】
吹付けコンクリート試験体を製作するための型枠であって、
樹脂製で筒状を呈し、その開放した一端面に、吹付けコンクリート内の骨材の最大粒径よりも小さな寸法の孔が複数形成されてなる有孔部材が装着されるとともに、該筒状の側面に複数の孔が形成されてなる、吹付けコンクリート試験体用の型枠。
【請求項2】
吹付けコンクリート試験体を製作するための型枠ユニットであって、
樹脂製で筒状を呈し、その開放した一端面に吹付けコンクリート内の骨材の最大粒径よりも小さな寸法の孔を有する有孔部材が装着されるとともに、該筒状の側面に複数の孔が形成されてなる、2以上の型枠が、取り付け架台に取り付け固定されていることを特徴とする、吹付けコンクリート試験体用の型枠ユニット。
【請求項3】
前記型枠の両開放端には、前記側面端部から外側に突出する第1、第2のフランジが形成されており、
前記取り付け架台は、型枠の前記一端面側に形成された第1のフランジが係止するための第1の係止部材と、型枠の前記他端面側に形成された第2のフランジが係止するための第2の係止部材が具備されており、
前記第1の係止部材と第2の係止部材は相互に平行に形成されており、
各型枠がその第1、第2のフランジを第1、第2の係止部材に係止した姿勢で固定されることで各型枠の軸心方向が平行に位置決めされることを特徴とする、請求項2に記載の吹付けコンクリート試験体用の型枠ユニット。
【請求項4】
吹付けコンクリート試験体を製作するための方法であって、
樹脂製で筒状を呈し、その開放した一端面に、吹付けコンクリート内の骨材の最大粒径よりも小さな寸法の孔が複数形成されてなる有孔部材が装着されるとともに、該筒状の側面に複数の孔が形成されてなる、2以上の型枠が、取り付け架台に取り付け固定されてなる型枠ユニットを用意する第1の工程と、
前記型枠の開放された他端面側から吹付けコンクリートを吹き付け、所定の強度発現を待って脱型し、柱状の試験体を製作する第2の工程と、
からなる吹付けコンクリート試験体の製作方法。
【請求項5】
前記第2の工程における脱型は、前記型枠を該型枠の高さ方向で分離することによっておこなわれるものである、請求項4に記載の吹付けコンクリート試験体の製作方法。
【請求項6】
前記第2の工程において、強度発現前の試験体の両端部を除去し、急硬性材料にて該両端部を処理した後に脱型をおこなうことを特徴とする請求項4または5に記載の吹付けコンクリート試験体の製作方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−256523(P2008−256523A)
【公開日】平成20年10月23日(2008.10.23)
【国際特許分類】
【出願番号】特願2007−98768(P2007−98768)
【出願日】平成19年4月4日(2007.4.4)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 発行者:社団法人資源・素材学会 刊行物名:春季大会講演集 2007年 (I)資源編 掲載頁:131〜132頁 刊行物発行年月日:2007年3月29日
【出願人】(000206211)大成建設株式会社 (1,602)
【Fターム(参考)】
【公開日】平成20年10月23日(2008.10.23)
【国際特許分類】
【出願日】平成19年4月4日(2007.4.4)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 発行者:社団法人資源・素材学会 刊行物名:春季大会講演集 2007年 (I)資源編 掲載頁:131〜132頁 刊行物発行年月日:2007年3月29日
【出願人】(000206211)大成建設株式会社 (1,602)
【Fターム(参考)】
[ Back to top ]