
呼吸回路の構成要素
【課題】呼吸回路の構成要素内で生じる凝縮を低減または除去すること。
【解決手段】入口と、出口と、入口と出口との間に気体の通路を画成する包囲壁とを具備する呼吸回路の構成要素において、壁の少なくとも1つの領域が液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成ることを特徴とする。
【解決手段】入口と、出口と、入口と出口との間に気体の通路を画成する包囲壁とを具備する呼吸回路の構成要素において、壁の少なくとも1つの領域が液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成ることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は呼吸回路の構成要素に関し、特に、呼吸回路の呼気枝回路に関する。
【背景技術】
【0002】
呼吸補助、特に医療における適用例において、高レベルの相対湿度を有する気体が比較的小型の導管を通じて供給され、かつ、戻される。この高湿度のために、しばしば前記導管内壁に凝縮が生じる。従来技術では、凝縮レベルを低減したり或いは回路から凝縮液を排出するための収集部を導管に設けるなどして、この凝縮の悪影響を低減するために努力が払われてきた。凝縮の低減は一般的に気流および/または導管の壁の温度を維持または均一化することにより凝縮の生成を低減することにより行われている。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明の目的は、上記従来技術を改良することに向けられた呼吸回路の呼気枝回路へ応用する要素を提供し、公衆および医療従事者に有益な選択を可能とすることである。
【課題を解決するための手段】
【0004】
本発明の第1の特徴によれば、入口と、出口と、前記入口と出口との間に気体の通路を画成する包囲壁とを具備する呼吸回路の構成要素において、前記壁の少なくとも1つの領域が液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成る呼吸回路の構成要素が提供される。
【0005】
本発明の他の特徴によれば、呼吸回路の導管を形成するための装置において、管壁を配置することのできるフォーマであって、前記配置された管壁を軸方向に前進させると共に前記前進方向を中心として回転させ、前記前進スピードと前記回転スピードとによりピッチが決定されるようにしたフォーマと、前記フォーマ上にフィルムを配置する少なくとも1つのフィルム配置ヘッドであって、前記フィルム配置ヘッドにより配置したフィルムの巾が前記ピッチよりも広くなっており、前記置かれたフィルムの隣接する巻き掛け部分を重ね合わせて、重畳継ぎ目を形成するようにしたフィルム配置ヘッドと、前記重畳継ぎ目の上に補強ビードを配置するために、前記フィルム配置ヘッドの各々に対して設けられたビード配置ヘッドと、前記フォーマの周囲に配置され、リザーブから糸条を引き出し可能な複数の糸条供給装置を有する軸方向糸条配置ヘッドと、前記軸方向糸条配置ヘッドを前記管の予定する回転スピードと実質的に党則で回転させる回転装置とを具備する呼吸回路の導管形成装置が提供される。
【0006】
本明細書では、液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料を「通気性」の材料と称する。材料は、その成分、物理的構造またはその組合せにより通気性を備えることができよう。
【図面の簡単な説明】
【0007】
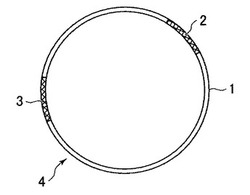
【図1】本発明の1つの実施形態による呼吸回路の呼気枝回路のための導管の断面図である。
【図2】本発明の1つの可能な構成による導管壁の部分断面図である。
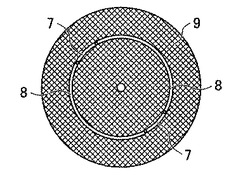
【図3】通気性の材料か成る2つの長手方向の帯を含む図1の導管に類似する導管を押出成形するための押出成形型ヘッドの断面図である。
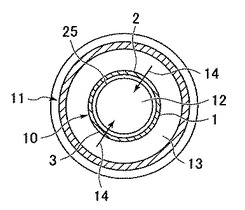
【図4】本発明の更に他の実施形態による同心構成の呼吸回路であって本発明による導管を組み込んだ呼吸回路の断面図である。
【図5】図4の同心構成の呼吸回路の部分側断面図である。
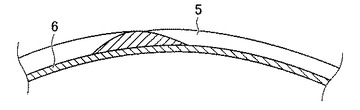
【図6】本発明の更に他の実施形態による呼気枝回路の部分側断面図である。
【図7】本発明の更に他の実施形態による呼吸回路のための呼気枝回路の部分側断面図である。
【図8】本発明の更に他の実施形態による呼吸回路のための呼気枝回路の部分側断面図である。
【図9】図9aから図9iは、種々の変形実施形態による長手方向の補強を含む導管の構成を示した図である。
【図10】図9aから図9iに示した本発明による二重壁導管を形成するための導管形成装置の略図である。
【図11】図7による補強された導管を形成するための導管形成装置の略図である。
【図12】図8による補強された導管を形成する同様の導管形成装置の略図である。
【図13】本発明を組み込んだカテーテルマウントの側断面図である。
【発明を実施するための形態】
【0008】
図1を参照すると、呼吸回路の呼気枝回路の導管4は、その壁1の一部として通気性の薄膜より成る1または複数の長手方向に延びる帯2、3を有して形成されている。
【0009】
上記通気性領域の1つの使用可能な材料は、高い親水性を有する活性化過フッ素化されたポリマー材料である。このポリマー材料の一例は、合衆国フェイエットビル所在のデュポンフルオロプロダクツ社(DuPont Fluoro Products)からナフィオン(NAFION)の商標で市販されている。この材料は、その非常に高い親水性および他のプラスチック材料と組み合わせて同時押出可能であることから実用的である。
【0010】
代替可能な材料は、また、以下のようなものが含まれると考えられる。
(a)親水性の熱可塑性材料
(b)親水性を示す織布
好ましい材料は、均一の平坦なフィルム状に形成した親水性ポリエステルブロックコポリマーである。こうしたフィルムの一例はシンパテックス(SYMPATEX)の商標で市販されている。この材料は特に薄膜フィルム製品に適している。
【0011】
図6を参照すると、枝回路の代替実施形態が図示されており、導管の全体的に柔軟な壁膜が通気性のプラスチック膜により形成され、該プラスチック膜は、押出成形され螺旋状に巻かれて隣接する縁部同士がシールされる。
【0012】
図6の実施形態の更なる変形が図9aから図9iおよび図7、8に示されている。これらの図において、導管の柔軟な壁膜は、該導管の横方向の潰れおよび長手方向の伸びに対する抵抗力をつけるために補強される。更なる変形は、複数の通気性プラスチック膜を有する変形例を含んでいる。図10、11、12を参照して、こうした管路を形成するための装置を後述する。
【0013】
図4、5を参照すると、本発明の更なる特徴において、本発明による呼気枝回路の導管は同軸導管の内側導管を構成し、呼気が内側導管を流通し、吸気が内側導管と外側導管との間の空間を流通し、使用に際して、液体の水ではなく水蒸気が呼気通路から吸気通路へ輸送されるようにする。
【0014】
本発明に有効に含めることができる更なる構成要素は、カテーテルマウントである。カテーテルマウントへの本発明の適用例は図13を参照して説明する。
【0015】
代替的に通気性の材料から形成された1または複数の導管の長手方向部分または上記材料から形成された導管の壁に複数の独立領域を持つことができる。然しながら、ここに説明する実施形態は、製造が単純であることや、縫合、接着または溶接、同時押出またはフォーマへ巻き付けることにより線状製造が可能であることから好ましい。材料コストの当然の結果として、製造する導管の壁は、導管の壁膜が自立できる強度を有する限り、比較的薄く製造することが好ましい。
【0016】
図2、6、図9aから図9iおよび図7、8を参照すると、スパイラル状または螺旋状の内側(または外側)補強部材、または、一連の環状の補強部材を管状の薄膜の外側または内側にサポートとして設けることができる。螺旋、スパイラルまたは環状のサポート部材は、例えば、導管の(通気性の領域でない)壁に用いた材料などのポリマープラスチック材料により形成することができ、或いは、代替的に引抜き鋼ワイヤなどの金属ワイヤ製のサポートとすることができる。
【0017】
図2に示す導管は、多くの方法により形成することができる。例えば、管状の薄膜は連続チューブにより提供することができる。代替的に、テープ状の材料から図6の導管を形成してもよい。押出成形されたテープとして供給される場合には、薄膜はフォーマに対して螺旋に巻き付けられる。螺旋状のサポートリブが、半溶融状体で提供され、次いで、隣接する巻き掛け部分の間に重なり合うように置かれる。螺旋状のサポートリブからの熱により隣接する2つの帯部材が結合され、冷却されるとリブは柔軟な弾性導管を形成する。
【0018】
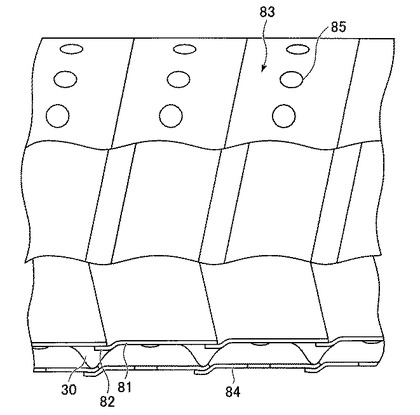
図6を参照すると、補助シース層83を導管の外側に設けることができる。シース層83は、リブ30の頂点により支持されている。シース層83は、フォーマ上に形成された導管に更に螺旋状に巻き付けられた押出成形プラスチックフィルムより成る帯またはテープとすることができる。この補助シース層は多くの目的と利点とを有している。シース層83は、例えば、適切な材料または材料厚さを選択することにより、強度、補強および保護を提供するために形成することができる。材料は、内側導管の基礎となる材料などの通気性の材料、または、より安価な不透性の材料とすることができる。この場合、一連の穴または穿孔85を好ましくは帯またはテープ84に沿って設け、水蒸気または収集された凝縮水が排出されるようにする。この穴または穿孔85は、製造工程中に、加熱したランスを用いてテープ84に穴を目打ち形成する。加熱したランスからプラスチックフィルムを後退させることにより、均一で適当なサイズの穴が形成され、そのとき環状に盛り上がった材料により該穴の開口を補強されることを見出した。シース83は、内側導管の補強および保護の効果に加えて、内側導管の全長にわたって空気の流れを遮断し断熱効果を奏する。この断熱効果は、シース83を貫通する穿孔85が設けられていない部分でより大きくなっている。
【0019】
図9aから図9iを参照すると、SYMPATEXのような通気性薄膜を用いる場合の1つの問題点は、弾性降伏強さが低いことである。従って、長手方向の力が作用すると、SYMPATEX薄膜は容易に伸縮性なく伸張してしまい、外観の美しさを損ね、管の直径を収縮させる。図6を参照して説明した複層の壁の実施形態は、通気性材料から成る第2の層を設けることによりこの問題点を克服する。更に、好ましい形態において、外側のプラスチック薄膜は好ましいSYMPATEXより高い弾性降伏強さを有するプラスチック材料から形成することができる。
【0020】
代替的な1つの構成では、管を長手方向に補強するようになっている。この補強は、開口部またはメッシュ構造を有する補助シースの形態にて好ましく提供される。例えば、前記シースは、導管の中心軸線に平行に互いに平行に延びる複数のポリマー糸条、網目状に形成された押出成形ポリマー糸条、または、軸方向の実質的な構成要素を有した導管を中心とする類似の構成、若しくは、通気性の壁を形成するために用いられた方法に類似する方法により形成されたシースのために予め形成されたまたは連続的に形成されるメッシュにて形成される。こうしたメッシュ材料は、不織布または個々のポリマー糸条から織られたメッシュにより、或いは、微孔を形成したシートを延伸して拡大したメッシュを作ることにより、若しくは他の適当な処理により製造される。こうした製造方法の各々または一部は、補強シースを形成する際にメッシュを用いる際に或いは直前に行われる。
【0021】
補強シースと組み合わせた導管の種々の代替実施形態が図9aから図9iに図示されている。更に2つの好ましい実施形態が図7、8に示されている。これらの実施形態は、利点および/または欠点を有している。
【0022】
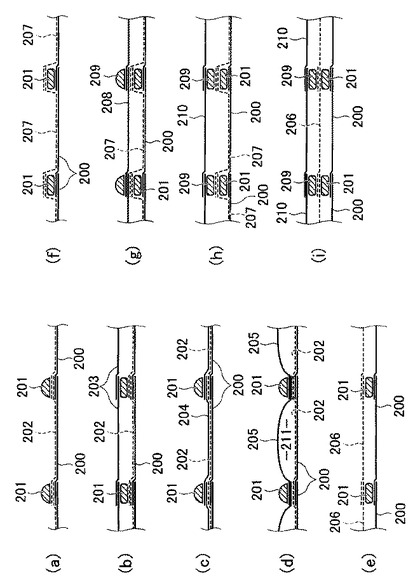
図9aを参照すると、導管は、押出成形されたテープ200をフォーマ上に螺旋状に巻き付けることにより通気性の壁が形成される。メッシュシース202が、通気性の薄膜200の外側にメッシュテープを螺旋状に巻き付けることにより形成される。メッシュテープと通気性の薄膜テープの重なり合う縁部は一致し、かつ、溶融したプラスチックビード201が上記縁部に沿って置かれる。好ましくは溶融したビードにより4つの全ての一致する縁部、つまり通気性薄膜の2つの縁部とポリマーメッシュの2つの縁部が熱融着される。ポリマーメッシュは通気性薄膜の内側または外側とすることができる。然しながら、導管の壁の内面は円滑であることが好ましく、従って、メッシュテープは通気性薄膜の外側に適用することが好ましい。メッシュテープの各巻き掛け部分は、隣接した巻き掛け部分の縁部が重なり合い、そして、メッシュテープ縁部が、図9aに示すように交互となるように、通気性薄膜テープの隣接する巻き掛け部分の縁部の間に来るように、通気性薄膜の各巻き掛け部分の直ぐ上に同時に適用するようにしてもよい。通気性薄膜とメッシュテープの一方または両方は、それから導管を形成する際に同時に形成するようにして、ビード201からの熱による結合に加えて、それによってメッシュと薄膜が、それらの接触面の一部または全体にわたって結合するようにしてもよい。
【0023】
図9bを参照すると、通気性薄膜200、メッシュ202、ビード201を含む同じ構成を有した導管が形成される。通気性薄膜203から成るシースが、各巻き掛け部分203の縁部をビード201の上に押しつけ該ビードに固着するようにして、導管の外側に適用される。これにより、内壁と外壁の間の空間から湿気を除くことを可能としながら、更なる断熱効果を奏する。
【0024】
図9cを参照すると、通気性薄膜200、メッシュシース202、ビード201を有する9aの導管が示されている。図9cの実施形態では、更に通気性薄膜から成るシース204がメッシュシース202の外側に配設されている。これは、メッシュ202を収納することにより、見栄えをよくし受け入れることのできる外表面を提供する効果を奏する。この構成の欠点は、熱により結合するためにビード201からの熱が必要となる層が複数になることである。従って、このタイプの構造は、膜200、202、204の隣接する巻き掛け部分の重なり合う縁部を溶接するために、補助的、部分的な加熱が必要となるであろう。
【0025】
図9dを参照すると、図9cに示す実施形態の変形実施形態が示されている。この実施形態では、図9cにおいて外側の通気性薄膜204がメッシュ薄膜202に対して置かれた或いはメッシュ薄膜202に結合した部分において、外側の通気性薄膜205が通気性薄膜205がメッシュ薄膜202から膨出している。図9dにおいて、通気性薄膜205膨張したポケット211により、仮想の薄膜200、202から離反、支持されている。この構成は、ビード201が完全に導管の外側にある図9bの実施形態の変形であると考えられる。近接する縁部における複層は、図9cの実施形態と同様の製造上の問題となる。
【0026】
図9eを参照すると、導管の断面が図示されており、通気性薄膜の導管の壁200からメッシュシース206が離間している。メッシュシース206は、少なくとも通気性薄膜20の隣接する巻き掛け部分の接合部の付近で、ビード201の上に配設されている。メッシュシースがテープを巻き付けることにより形成される場合には、巻き付けられたテープの隣接する巻き掛け部分は、ビード201が保有する熱の作用により、ビード201に結合される。この実施形態はビード201により結合すべき層の数を低減し、かつ、通気性薄膜とメッシュの層を個別に操作して図1の管の例よりも柔軟なこの管をことを可能とする。
【0027】
図9fは、図9eの実施形態の変形である。図9eでは、メッシュ層206と通気性薄膜層200の間に空気層が設けられているが、図9fではメッシュ層207は収縮を受け、或いは真空で引くことにより、若しくは、押しつぶすことにより通気性薄膜層200に接している。1または複数の通気性膜およびメッシュが導管を形成する際同時に形成され、これらの層207、200は、その接触領域の一部または前部にわたって結合される。この実施形態は図9eの実施形態の成形上の利点を提供する。
【0028】
図9gを参照すると、更なる実施形態において、図9fの実施形態に付加的な通気性薄膜が設けられる。ビード201の巻き掛け部分の間においてメッシュ207の外側が押しつぶされる。結合を補助するため、かつ、更なる補強目的で、更なるビード209が第2の通気性の層208の外側に設けられる。
【0029】
図9hを参照すると、図9gの変形実施形態である更なる実施形態が図示されている。図9hの実施形態では、第2の通気性薄膜210が第2のビード209の外側に設けられている。図9gの実施形態において、これは、第2のビード209とメッシュ層207の間に第2の通気性の層208として設けられている。これにより、通気性の層202、210の間により多くの空気が含まれ、かつ、ビード201または209により結合することが要求されるポリマー、フィルムまたはメッシュのあつさはたった2倍である。
【0030】
図9iを参照すると、図9hの実施形態の変形である更に他の実施形態が図示されている。図9iの実施形態では、メッシュ層206は、図9fから図9hの実施形態のように膨張させたり、つぶしたり、真空に引いたりしないで、図9eのようにビード201の各巻き掛け部分の間で緊張させてある。これにより、通気性の層200、210の間に一対の空気層が形成され、メッシュ層206は空気層間の空気の自由な流通を部分的に制限する。然しながら、この構成では、張架されたメッシュ206が通気性薄膜200、210の間の空間における凝縮を促進し、従って、螺旋状の壁の空間内に液体の水が保持される。
【0031】
既述した全ての構成は、各々について幾つかは説明したように利点、欠点はあるものの、長手方向に付加的な補強を提供するように考えられている。これらの構成を形成する際、種々の層の幾つか、または、全ての層の間、例えば、通気性薄膜と1または他のビードとの間で、ビードとメッシュの間で、メッシュと通気性薄膜の間を結合しなければならない。従って、適切な相溶性の材料を各校性要素に用いることが好ましい。例えば、溶融したポリエステルビードは、ナイロンまたはポリプロピレンメッシュと機械的に十分に結合するが、脆性を生じ、かつ/または、これが、例えば図9aの実施形態で、隣接するポリエステルベースの通気性薄膜の同時結合を阻害する。従って、3つの要素の全てが同じポリマー、例えばポリエステルベースのSYMPATEXに対してポリエステルベースのビードおよびメッシュを用いることが好ましい。
【0032】
既述した実施形態に対する更なる変形は、説明したように、図9b、c、d、g、h、iにおける外側の通気性の層を、穿孔を設けた不当性の層と置換することを含んでいる。然しながら、こうした変形例は、導管の壁を通過する更なる伝達を可能とする断熱空間からの液体の上記の伝達を維持しながら、完全な断熱効果を提供しない。
【0033】
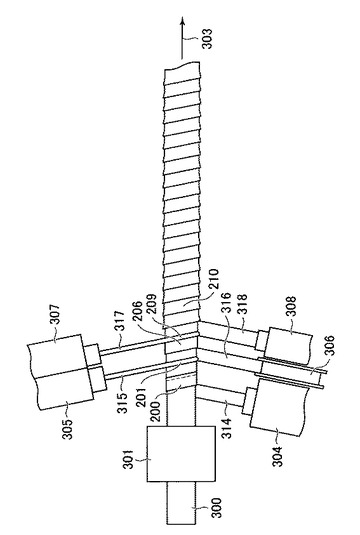
図9aから図9iの実施形態による呼吸チューブの製品を製造するために適した装置を図10に示す。より詳細には、この装置は図9h、9iの導管を形成するように示されている。この装置は、周知のタイプのフォーマ300を含んでいる。該フォーマは、中心支持されたロッドの周囲に配設された複数の回転ロッドを含んでいる。上記複数のロッドは機械台301内のギアボックスから突出し、かつ、前記ギアボックスにより回転させられる。少なくとも管形成領域内において、回転ロッドは螺旋状の経路に沿って移動する。前記ロッドの前記支持ロッドに対するピッチ角度により、形成される管のピッチ角度が制御される。こうした機械の一例は、イタリア国のオルマスSRL(OLMAS SRL)社製のスパイラルパイプラインマンドレルである。フォーマ上に形成される管は、回転ロッドの動作により、回転しながら矢印303の方向に前進する。フォーマの前進スピードを回転速度に対して選択することにより、フォーマ300上に螺旋状に置かれる帯またはテープのピッチが帯の巾よりも僅かに小さくなり、隣接する巻き掛け部分が狭く重なり合うようにする。第1の押出成形機304が通気性のポリマー材料から成るテープ314を押し出す。テープ314は、フォーマ300の動作により、フォーマ300に対して螺旋状に付着する。螺旋状に付着するテープ314のピッチは、テープ314の巾よりも僅かに小さくなっている。螺旋状に付着するテープ314は導管の内側の通気性の壁200を形成する。第2の押出成形機305がポリマー材料から成るビード315を押し出す。ビード315は、前記フォーマ上においてテープ314の隣接する巻き掛け部分の間の継ぎ目または重畳部分の上に付着し、上記継ぎ目に沿って隆起したビード201を形成する。補強薄膜を形成するテープ316が、リール306から引き出され、その縁部がビード201の隣接する巻き掛け部分の上に置かれる。螺旋状に置かれた補強テープ316は、補強層206を形成する。第3の押出成形機307が第2の溶融したポリマー製ビード317を押し出す。ビード317は、補強テープ316の隣接する巻き掛け部分の間の重なり合い部分に沿って螺旋状に置かれる。第4の押出成形機308が通気性のポリマーから成る第2のテープ318を押し出す。通気性のポリマーから成る第2のテープ318は、第2のビード317の隣接する巻き掛け部分の間に掛け渡すように配置される。テープ318の隣接する巻き掛け部分は重なり合い、十分に溶融して上側の第2のビード209と融合して外側の通気性シース210を形成する。
【0034】
溶融したビードを適用することによる重なり合うフィルムの結合に加えて、他の活用できる融合技術を適用してもよい。これは、特に、長手方向の補強層またはスクリームを通気性のフィルム層の直近に設ける場合に有効である。活用できる方法は、熱風溶接、加熱ローラまたは高周波溶接を含んでいる。熱風溶接では、熱風の流れを通気性フィルムの隣接する巻き掛け部分の重なり合い部分に供給し、隣接する縁部を互いに溶融または融合させる。この方法は、適度に成功することを確認している。
【0035】
加熱ローラ溶接では、加熱されたローラを上記重なり合い部分に接触させ、フィルムを互いに溶融させる。熱風溶接と同様に、加熱ローラ溶接は、フィルムの重なり合い部分を局所的直接に加熱する応用例に依存している。
【0036】
高周波溶接では、フィルムは一対のプレートの間の絶縁層として作用する。プレート間を通過する電荷が、互いに重なり合うプラスチックフィルムを溶融、融合させる。前記プレートは、一方を管の内側、他方を外側に配設した一対のローラ状に形成したり、或いは、ローラとフォーマの回転ロッドにより形成してもよい。複数のローラまたはローラと成型マンドレルとして前記プレートを形成する場合には、高周波溶接は、熱風溶接や加熱ローラ溶接と同様の利点である連続プロセスが可能となる。
【0037】
製造方法の更に他の変形例では、通気性のフィルムから成る管は、連続する螺旋状の帯として形成するのではなく、長手方向に継ぎ目を有するように形成される。こうした実施形態では。マンドレルを包囲するように巾の幾分広いフィルムをリールから引き出す。長手方向に延びる縁部を重ね合わせ、上述した方法の1つにより綴じ合わせる。回転押出成形機により補強ビードを上記プラスチックフィルムの上に押し出す。更に他の包囲ステーションまたは回転押出成形機により更なる補強層またはフィルム層および螺旋ビードが適用される。
【0038】
長手方向の補強を含んだ呼気導管の更に他の実施形態を図7、8に示す。これらの実施形態は、導管の中心軸線に平行に延びる長手方向の補強糸条を利用している。
【0039】
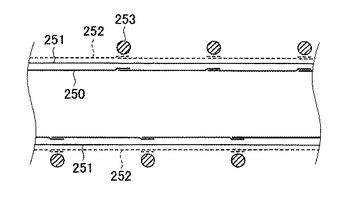
図7の実施形態では、導管は、内側の通気性ポリマー壁250を含んでおり、複数の補強糸条251が、前記壁の全長にわたって軸方向に延び、かつ、周方向に離間配置されている。複数の糸条251は、互いに平行で、かつ、導管の中心軸線に平行になっている。織物または不織布のメッシュから成る既述したような付加的な長手方向の補強層252が、適当な方向に配向され(主要な糸条が導管の中心軸線に対して所定の角度に延びるように好ましく配置されるが)、通気性のフィルム壁を包囲し、前記糸条を補強する。螺旋状のビード253がメッシュ252の外側に融合または接着される。
【0040】
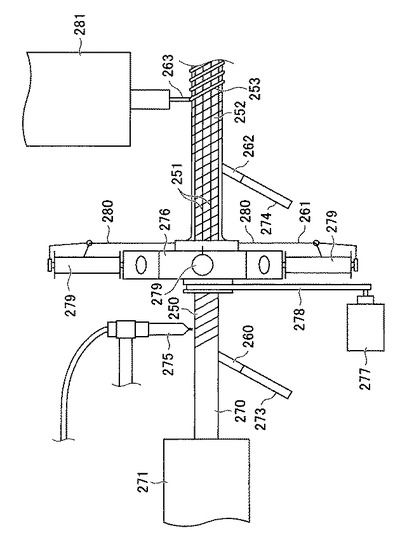
図7の実施形態による駆動を形成する好ましい実施形態を図11に示す装置を参照して説明する。図11の装置では、特に、ベース材料から成る予め成形されたテープまたは帯(通気性のポリマー帯260またはメッシュ帯262)により回転フォーマ270を螺旋状に包囲する(図10を参照して既述したように)ことにより通気性の内側管250および長手方向の補強層252が形成される。帯260または262は、リール273、274から引き出される。通気性のポリマー260の隣接する巻き掛け部分は、その縁部において重なり合う。これらの重なり合う縁部は溶接により融合する。溶接は、熱風溶接ヘッド275により連続プロセスとして行われる。回転ヘッド271によりフォーマ270を回転、前進させることにより、テープ260の隣接する巻き掛け部分の間の継ぎ目がヘッド275を通過する。回転自在の糸条配置ヘッド276が、熱風溶接ヘッド275とメッシュスプール274の間において、フォーマ270の周囲に配置されている。回転ヘッド276には、補強糸条251を保持する複数のスプール279が設けられている。ヘッド276は、電動モータ277およびベルト278により回転可能となっている。ヘッド276は、フォーマ270の回転スピードに同期するスピードにて好ましく回転する。フォーマ270が前進することにより、糸条280がスプール279から引き出され、通気性薄膜250の外側に平行な糸条251として配置される。その後、長手方向の補強としてのテープ262が、隣接する巻き掛け部分の縁部を重ね合せながら糸条251の上に適用され、連続シースが形成される。ビード263が、メッシュテープ262の隣接する巻き掛け部分の重なり合う部分に押出成形機281から押し出され、螺旋状の補強ビード253が形成される。
【0041】
本発明のこの実施形態は、潰れに対して螺旋状のビードにより補強され、長手方向の延伸に対して軸方向の糸条251により補強された通気性の呼気枝回路を提供する。メッシュシース252は、軸方向の糸条のたるみまたは引張りを防止する。
【0042】
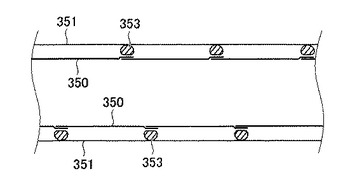
図8の実施形態において、導管は内側の通気性のポリマー壁350を含んでいる。螺旋状のビード353が内側の通気性の壁350に融合または接着される。複数の補強糸条351が前記壁の全長にわたって延び、かつ、周方向に離間配置され、互いに平行で、かつ、導管の中心軸線に平行になっている。糸条351は、螺旋状のビード353の隣接する巻き掛け部分の間に掛け渡されており、かつ、前記ビードにより支持されている。本実施形態では、患者の呼吸中に生じうる圧力の過渡的な低減によるバックリングに対して十分な強度を有するように、補強糸条(材料、ゲージおよび数)を選択することが重要である。糸条の制限できない或いは過度のバックリングは、補足不能なレベルの導管の軸方向の収縮を招く可能性がある。この軸方向の糸条351は、紡糸または編み組した繊維、引出または押出成形されたモノフィラメントその他の均等物とすることができる。
【0043】
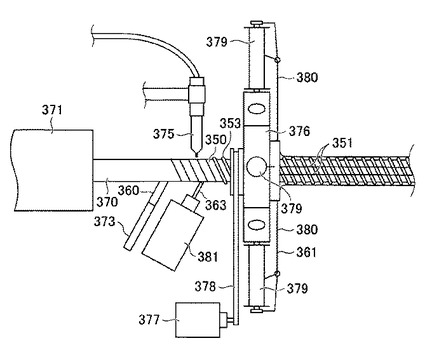
図8の実施形態による管を形成する好ましい方法を図12に示す装置を参照しつつ説明する。図12の機械では、特に、通気性のポリマー帯360から成るテープまたは帯により回転フォーマ370を螺旋状に包囲することにより通気性の管350が形成される。帯360はリール373から引き出される。通気性のポリマー360の隣接する巻き掛け部分は、その縁部において重なり合う。これらの重なり合う縁部は溶接により融合される。溶接は、熱風溶接ヘッド375により連続プロセスとして行われる。通気性のテープ362の隣接する巻き掛け部分の間の重なり合う部分にビード363が押出成形機381から押し出され、螺旋状の補強ビード353が形成される。回転自在の糸条配置ヘッド376が、ビードヘッド381の下流において、フォーマ370の周囲に配置されている。回転ヘッド376には、補強糸条351を保持する複数のスプール379が設けられている。ヘッド376は、電動モータ377およびベルト378により回転可能となっている。ヘッド376は、フォーマ370の回転スピードに同期するスピードにて好ましく回転する。フォーマ370が前進することにより、糸条380がスプール379から引き出され、補強ビードの外側に平行な糸条351として配置される。
【0044】
本発明のこの実施形態は、潰れに対して螺旋状のビードにより補強され、長手方向の延伸に対して軸方向の糸条351により補強された通気性の呼気枝回路を提供する。掛け渡された糸条が、ユーザと通気性薄膜の表面との間の直接の接触を防止しパンク等の危険を低減する。
【0045】
管を形成するために細いテープまたは帯を巻くことを含む全ての形成方法では、フォーマに対して2またはそれ以上のテープまたは帯をフォーマ上に巻き付けて、各テープの巻き掛け部分の間に、縁部を重ね合わせて、他のテープの巻き掛け部分を配置し結合させることが可能であることに注意されたい。例えば、一対のテープを二重螺旋として配置することができる。これは、管または導管の構成要素に巻かれた部材に関連した複数の成形ステーションを増やすことを必要とする。
【0046】
図3を参照すると、図1に示した導管などの他の導管の形態は、通気性の材料(ここで、この材料は押出可能な適当な材料である)を導管の壁以外の部分を形成するプラスチック材料と共に同時押出することにより形成されている。適当な同時押出成形型9が図3に示されている。成形型開口部の一対の周部分7を通過して通気性のプラスチック材料が押し出され、成形型開口部の残りの部分8を通過して不当性のプラスチック壁材料が押し出される。
【0047】
導管壁の通気性領域の目的は、水蒸気を呼吸回路の呼気枝回路から凝縮水の特定の位置に拘らず、その経路に沿って拡散可能ならしめることである。これにより、湿った呼気が呼気枝回路を流通する間に乾燥することにより、呼気枝回路内に凝縮水が生成することが無くなる。
【0048】
これは、更に、例えばフィルタ、ベンチレータなどの凝縮水が蓄積する危険性を低減する補助的な装置に到達する気体の湿気を低減する。
【0049】
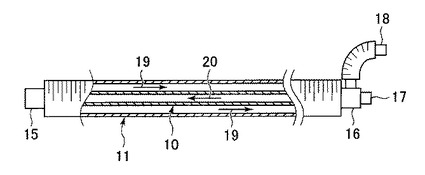
本発明の更なる特徴によれば、図4、5に示すように、同心の呼吸回路内に通気性薄膜より成る1または複数の長手方向の帯を組み込んだ導管を受動的加湿装置として組み込むことができる。特に、図4の断面図を参照すると、同心の呼吸回路は、外側導管11と内側導管10とを含むことができる。好ましくは、伝熱の理由のために、内側導管10はその中空部12内に吸気の流れを輸送する。呼気流れは、好ましくは、内側導管10と外側導管11との間の空間13内を流通する。この気流の構成は、図5において矢印20、19により指示されている。
【0050】
内側導管10は、その壁1の通気性薄膜より成る1または複数の長手方向の帯2、3を有するように形成される。こうして、呼気空間13内の湿気は通気性薄膜より成る部分2、3を通過し、吸気空間12内の吸気を湿らせる。
【0051】
通気性薄膜は、対向流の構成により、水蒸気の相対分圧に対して作用し、吸気への実質的受動的加湿が達成される。
【0052】
図5を参照すると、図4に示す同心導管を含む回路が示されている。この回路において、前記回路は、患者側接続器15と、吸気ポート17および呼気ポート18を有するベンチレータ側接続器16とを有している。対向流をなす吸気20および呼気19が示されている。
【0053】
同心導管によれば、ベンチレータは、内側導管の漏れに気付かない。こうした漏れは患者の迂回を招き、患者に十分な酸素が供給されないこととなる。こうした迂回は、患者側にセンサを配置することにより検知されよう。このセンサは、好ましくは、患者側接続器15に設けられる。ベンチレータの近傍で上記迂回が生じると、患者は連続的に該患者の近傍の気体を再呼吸することとなる。これにより、導管内の患者の近傍の二酸化炭素濃度の増加を招くが、これは、CO2センサにより直接検知可能である。この種のセンサとしては近時市販されているセンサとすることができる。代替的に、再呼吸は患者側接続器15における気体温度を監視することにより検知することもでき、所定の温度レベル以上に上昇する場合には再呼吸が生じていることを示している。
【0054】
上記内外側導管10または11における凝縮液の生成の低減または除去すること、および、導管を流通する気体温度を実質的に均一に維持することに加えて、抵抗ヒータ線などの加熱手段を内側導管または外側導管内において気体空間12または13内、若しくは、それらの導管壁内に配設することができる。1つの可能性として、ヒータ線は、また、同心導管に関して内側導管または外側導管の補強支持部材(図4の螺旋ワイヤ25)として作用する。
【0055】
本発明を適用可能な更に他の呼吸回路はカテーテルマウントである。カテーテルマウントは、マウスピース、鼻マスク、気管内挿入管などの患者側インターフェース要素と、呼吸回路の二重枝回路呼吸回路の二重枝回路の連結は一般的にYコネクタを介して行われる。患者の吸気および呼気サイクルにおいて、呼吸回路の二重枝回路の各々は異なる役割を有している。一方は吸気導管としてであり、他方は呼気導管としてである。カテーテルマウントは、吸気および呼気の両方を輸送するという2つの役割を果たす。従って、カテーテルマウントは重要な欠点を有している。
【0056】
ある量の呼気がカテーテルマウント内において呼気と吸気の間で残留する。従って、患者は、ある量の再呼吸をすることとなる。許容できないわけではないが、一般的に再呼吸は望ましくなく、重大な再呼吸はしばしば酸素供給レベルを増加させる必要を生じる。
【0057】
よく管理されたベンチレーションシステムにおいて、患者により吸飲される気体は、飽和レベルに近い湿度と体温に近い温度、通常33°Cと37°Cの間の温度とを有する状態で供給される。この温度は、吸気導管内のヒータによりカテーテルマウントに流入する直前まで維持されよう。患者から排気される気体は、完全に飽和しており、カテーテルマウント内を流通するときに更に冷却される。従って、患者の吸気の間は内壁には殆ど凝縮液が生じないが、患者の呼気の間に重大なレベルの凝縮液が生じうる。カテーテルマウントの内側に生じる凝縮液は、特に、患者に近いために有害である。患者により吸引または吸われ移動する凝縮液は、患者に咳その他の不快を生じる。
【0058】
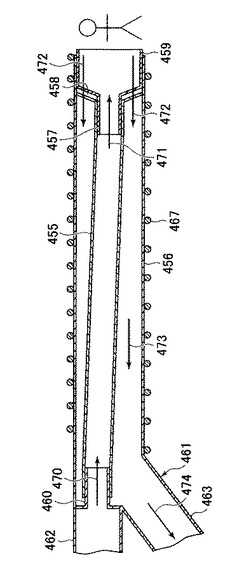
本発明を組み込んだカテーテルマウントを図13に示す。カテーテルマウントには、ベンチレータ側端部にYコネクタが組み込まれている。内側導管455が外側導管456と同心に延びている。内側導管455は患者側端部において内部導管コネクタ457に支持されており、該内部導管コネクタは、次いで、支持ストラット458を介し患者側コネクタ459から支持されている。内部導管455は、その他端において内側導管コネクタ460に支持されており、該内側導管コネクタはベンチレータ側コネクタ461の一部を形成している。
【0059】
図13のカテーテルマウントにおいて、ベンチレータ側内側導管コネクタ460は、吸気導管コネクタ462に連通している。外側導管456は、少なくとも一部が通気性材料から形成されている壁を有している。好ましくは、外側導管456は、その全体が通気性材料から形成されており、かつ、横方向の補強(螺旋状の補強ビード467)と、長手方向の補強(軸方向に配向された糸条490)とを含むことができよう。図12、8を参照して既述したようにして構成される場合には、螺旋のビード467は、押し出されたテープの並設された巻き掛け部分の間に重なり合うように配設され、重なり部分に融合され、潰れに対して補強する。
【0060】
従って、図13に示すカテーテルマウントを用いる場合、吸気は矢印470で示すようにカテーテルマウントに流入する。吸気の流れは、矢印471で示すように、内側導管を流通して患者側コネクタ459を介して患者へと流出する。患者の呼気に際して、補助されていてもいなくとも、呼気は、矢印472で示すように、コネクタ459を介して内側導管455を包囲する空間内に流入する。この気体は、矢印473で示すように、外側導管456の壁の内側に沿って流通し矢印474で示すように、ベンチレーション側コネクタ461の呼気管コネクタ463を介して排気される。カテーテルマウントにおいて内側導管455と外側壁456の間の空間を通過する際、水蒸気は外側導管456の水蒸気透過性の部分を通過する。好ましくは、補強リブを除く外側導管456の全体は通気性を有している。このようにして、呼気が呼気導管コネクタ463へカテーテルマウントを通過する際に温度が低下するが、この温度低下は、外側導管の通気性薄膜を水蒸気が通過することによる湿度の低下と同調している。従って、呼気の相対湿度は低下し凝縮も低下する。
【0061】
本発明による特徴を備えたカテーテルマウントは、カテーテルマウントを流通する吸気と呼気とを明確に分離し、再呼吸を著しく低減する。呼気の温度が低下していても、呼気の湿度を低減することにより凝縮もまた低減される。
【0062】
本発明の実施形態を好ましく説明し、他の形態に対する特定の利点を示したが、他の組合せが経済的に有利であることもあり得る。
【技術分野】
【0001】
本発明は呼吸回路の構成要素に関し、特に、呼吸回路の呼気枝回路に関する。
【背景技術】
【0002】
呼吸補助、特に医療における適用例において、高レベルの相対湿度を有する気体が比較的小型の導管を通じて供給され、かつ、戻される。この高湿度のために、しばしば前記導管内壁に凝縮が生じる。従来技術では、凝縮レベルを低減したり或いは回路から凝縮液を排出するための収集部を導管に設けるなどして、この凝縮の悪影響を低減するために努力が払われてきた。凝縮の低減は一般的に気流および/または導管の壁の温度を維持または均一化することにより凝縮の生成を低減することにより行われている。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明の目的は、上記従来技術を改良することに向けられた呼吸回路の呼気枝回路へ応用する要素を提供し、公衆および医療従事者に有益な選択を可能とすることである。
【課題を解決するための手段】
【0004】
本発明の第1の特徴によれば、入口と、出口と、前記入口と出口との間に気体の通路を画成する包囲壁とを具備する呼吸回路の構成要素において、前記壁の少なくとも1つの領域が液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成る呼吸回路の構成要素が提供される。
【0005】
本発明の他の特徴によれば、呼吸回路の導管を形成するための装置において、管壁を配置することのできるフォーマであって、前記配置された管壁を軸方向に前進させると共に前記前進方向を中心として回転させ、前記前進スピードと前記回転スピードとによりピッチが決定されるようにしたフォーマと、前記フォーマ上にフィルムを配置する少なくとも1つのフィルム配置ヘッドであって、前記フィルム配置ヘッドにより配置したフィルムの巾が前記ピッチよりも広くなっており、前記置かれたフィルムの隣接する巻き掛け部分を重ね合わせて、重畳継ぎ目を形成するようにしたフィルム配置ヘッドと、前記重畳継ぎ目の上に補強ビードを配置するために、前記フィルム配置ヘッドの各々に対して設けられたビード配置ヘッドと、前記フォーマの周囲に配置され、リザーブから糸条を引き出し可能な複数の糸条供給装置を有する軸方向糸条配置ヘッドと、前記軸方向糸条配置ヘッドを前記管の予定する回転スピードと実質的に党則で回転させる回転装置とを具備する呼吸回路の導管形成装置が提供される。
【0006】
本明細書では、液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料を「通気性」の材料と称する。材料は、その成分、物理的構造またはその組合せにより通気性を備えることができよう。
【図面の簡単な説明】
【0007】
【図1】本発明の1つの実施形態による呼吸回路の呼気枝回路のための導管の断面図である。
【図2】本発明の1つの可能な構成による導管壁の部分断面図である。
【図3】通気性の材料か成る2つの長手方向の帯を含む図1の導管に類似する導管を押出成形するための押出成形型ヘッドの断面図である。
【図4】本発明の更に他の実施形態による同心構成の呼吸回路であって本発明による導管を組み込んだ呼吸回路の断面図である。
【図5】図4の同心構成の呼吸回路の部分側断面図である。
【図6】本発明の更に他の実施形態による呼気枝回路の部分側断面図である。
【図7】本発明の更に他の実施形態による呼吸回路のための呼気枝回路の部分側断面図である。
【図8】本発明の更に他の実施形態による呼吸回路のための呼気枝回路の部分側断面図である。
【図9】図9aから図9iは、種々の変形実施形態による長手方向の補強を含む導管の構成を示した図である。
【図10】図9aから図9iに示した本発明による二重壁導管を形成するための導管形成装置の略図である。
【図11】図7による補強された導管を形成するための導管形成装置の略図である。
【図12】図8による補強された導管を形成する同様の導管形成装置の略図である。
【図13】本発明を組み込んだカテーテルマウントの側断面図である。
【発明を実施するための形態】
【0008】
図1を参照すると、呼吸回路の呼気枝回路の導管4は、その壁1の一部として通気性の薄膜より成る1または複数の長手方向に延びる帯2、3を有して形成されている。
【0009】
上記通気性領域の1つの使用可能な材料は、高い親水性を有する活性化過フッ素化されたポリマー材料である。このポリマー材料の一例は、合衆国フェイエットビル所在のデュポンフルオロプロダクツ社(DuPont Fluoro Products)からナフィオン(NAFION)の商標で市販されている。この材料は、その非常に高い親水性および他のプラスチック材料と組み合わせて同時押出可能であることから実用的である。
【0010】
代替可能な材料は、また、以下のようなものが含まれると考えられる。
(a)親水性の熱可塑性材料
(b)親水性を示す織布
好ましい材料は、均一の平坦なフィルム状に形成した親水性ポリエステルブロックコポリマーである。こうしたフィルムの一例はシンパテックス(SYMPATEX)の商標で市販されている。この材料は特に薄膜フィルム製品に適している。
【0011】
図6を参照すると、枝回路の代替実施形態が図示されており、導管の全体的に柔軟な壁膜が通気性のプラスチック膜により形成され、該プラスチック膜は、押出成形され螺旋状に巻かれて隣接する縁部同士がシールされる。
【0012】
図6の実施形態の更なる変形が図9aから図9iおよび図7、8に示されている。これらの図において、導管の柔軟な壁膜は、該導管の横方向の潰れおよび長手方向の伸びに対する抵抗力をつけるために補強される。更なる変形は、複数の通気性プラスチック膜を有する変形例を含んでいる。図10、11、12を参照して、こうした管路を形成するための装置を後述する。
【0013】
図4、5を参照すると、本発明の更なる特徴において、本発明による呼気枝回路の導管は同軸導管の内側導管を構成し、呼気が内側導管を流通し、吸気が内側導管と外側導管との間の空間を流通し、使用に際して、液体の水ではなく水蒸気が呼気通路から吸気通路へ輸送されるようにする。
【0014】
本発明に有効に含めることができる更なる構成要素は、カテーテルマウントである。カテーテルマウントへの本発明の適用例は図13を参照して説明する。
【0015】
代替的に通気性の材料から形成された1または複数の導管の長手方向部分または上記材料から形成された導管の壁に複数の独立領域を持つことができる。然しながら、ここに説明する実施形態は、製造が単純であることや、縫合、接着または溶接、同時押出またはフォーマへ巻き付けることにより線状製造が可能であることから好ましい。材料コストの当然の結果として、製造する導管の壁は、導管の壁膜が自立できる強度を有する限り、比較的薄く製造することが好ましい。
【0016】
図2、6、図9aから図9iおよび図7、8を参照すると、スパイラル状または螺旋状の内側(または外側)補強部材、または、一連の環状の補強部材を管状の薄膜の外側または内側にサポートとして設けることができる。螺旋、スパイラルまたは環状のサポート部材は、例えば、導管の(通気性の領域でない)壁に用いた材料などのポリマープラスチック材料により形成することができ、或いは、代替的に引抜き鋼ワイヤなどの金属ワイヤ製のサポートとすることができる。
【0017】
図2に示す導管は、多くの方法により形成することができる。例えば、管状の薄膜は連続チューブにより提供することができる。代替的に、テープ状の材料から図6の導管を形成してもよい。押出成形されたテープとして供給される場合には、薄膜はフォーマに対して螺旋に巻き付けられる。螺旋状のサポートリブが、半溶融状体で提供され、次いで、隣接する巻き掛け部分の間に重なり合うように置かれる。螺旋状のサポートリブからの熱により隣接する2つの帯部材が結合され、冷却されるとリブは柔軟な弾性導管を形成する。
【0018】
図6を参照すると、補助シース層83を導管の外側に設けることができる。シース層83は、リブ30の頂点により支持されている。シース層83は、フォーマ上に形成された導管に更に螺旋状に巻き付けられた押出成形プラスチックフィルムより成る帯またはテープとすることができる。この補助シース層は多くの目的と利点とを有している。シース層83は、例えば、適切な材料または材料厚さを選択することにより、強度、補強および保護を提供するために形成することができる。材料は、内側導管の基礎となる材料などの通気性の材料、または、より安価な不透性の材料とすることができる。この場合、一連の穴または穿孔85を好ましくは帯またはテープ84に沿って設け、水蒸気または収集された凝縮水が排出されるようにする。この穴または穿孔85は、製造工程中に、加熱したランスを用いてテープ84に穴を目打ち形成する。加熱したランスからプラスチックフィルムを後退させることにより、均一で適当なサイズの穴が形成され、そのとき環状に盛り上がった材料により該穴の開口を補強されることを見出した。シース83は、内側導管の補強および保護の効果に加えて、内側導管の全長にわたって空気の流れを遮断し断熱効果を奏する。この断熱効果は、シース83を貫通する穿孔85が設けられていない部分でより大きくなっている。
【0019】
図9aから図9iを参照すると、SYMPATEXのような通気性薄膜を用いる場合の1つの問題点は、弾性降伏強さが低いことである。従って、長手方向の力が作用すると、SYMPATEX薄膜は容易に伸縮性なく伸張してしまい、外観の美しさを損ね、管の直径を収縮させる。図6を参照して説明した複層の壁の実施形態は、通気性材料から成る第2の層を設けることによりこの問題点を克服する。更に、好ましい形態において、外側のプラスチック薄膜は好ましいSYMPATEXより高い弾性降伏強さを有するプラスチック材料から形成することができる。
【0020】
代替的な1つの構成では、管を長手方向に補強するようになっている。この補強は、開口部またはメッシュ構造を有する補助シースの形態にて好ましく提供される。例えば、前記シースは、導管の中心軸線に平行に互いに平行に延びる複数のポリマー糸条、網目状に形成された押出成形ポリマー糸条、または、軸方向の実質的な構成要素を有した導管を中心とする類似の構成、若しくは、通気性の壁を形成するために用いられた方法に類似する方法により形成されたシースのために予め形成されたまたは連続的に形成されるメッシュにて形成される。こうしたメッシュ材料は、不織布または個々のポリマー糸条から織られたメッシュにより、或いは、微孔を形成したシートを延伸して拡大したメッシュを作ることにより、若しくは他の適当な処理により製造される。こうした製造方法の各々または一部は、補強シースを形成する際にメッシュを用いる際に或いは直前に行われる。
【0021】
補強シースと組み合わせた導管の種々の代替実施形態が図9aから図9iに図示されている。更に2つの好ましい実施形態が図7、8に示されている。これらの実施形態は、利点および/または欠点を有している。
【0022】
図9aを参照すると、導管は、押出成形されたテープ200をフォーマ上に螺旋状に巻き付けることにより通気性の壁が形成される。メッシュシース202が、通気性の薄膜200の外側にメッシュテープを螺旋状に巻き付けることにより形成される。メッシュテープと通気性の薄膜テープの重なり合う縁部は一致し、かつ、溶融したプラスチックビード201が上記縁部に沿って置かれる。好ましくは溶融したビードにより4つの全ての一致する縁部、つまり通気性薄膜の2つの縁部とポリマーメッシュの2つの縁部が熱融着される。ポリマーメッシュは通気性薄膜の内側または外側とすることができる。然しながら、導管の壁の内面は円滑であることが好ましく、従って、メッシュテープは通気性薄膜の外側に適用することが好ましい。メッシュテープの各巻き掛け部分は、隣接した巻き掛け部分の縁部が重なり合い、そして、メッシュテープ縁部が、図9aに示すように交互となるように、通気性薄膜テープの隣接する巻き掛け部分の縁部の間に来るように、通気性薄膜の各巻き掛け部分の直ぐ上に同時に適用するようにしてもよい。通気性薄膜とメッシュテープの一方または両方は、それから導管を形成する際に同時に形成するようにして、ビード201からの熱による結合に加えて、それによってメッシュと薄膜が、それらの接触面の一部または全体にわたって結合するようにしてもよい。
【0023】
図9bを参照すると、通気性薄膜200、メッシュ202、ビード201を含む同じ構成を有した導管が形成される。通気性薄膜203から成るシースが、各巻き掛け部分203の縁部をビード201の上に押しつけ該ビードに固着するようにして、導管の外側に適用される。これにより、内壁と外壁の間の空間から湿気を除くことを可能としながら、更なる断熱効果を奏する。
【0024】
図9cを参照すると、通気性薄膜200、メッシュシース202、ビード201を有する9aの導管が示されている。図9cの実施形態では、更に通気性薄膜から成るシース204がメッシュシース202の外側に配設されている。これは、メッシュ202を収納することにより、見栄えをよくし受け入れることのできる外表面を提供する効果を奏する。この構成の欠点は、熱により結合するためにビード201からの熱が必要となる層が複数になることである。従って、このタイプの構造は、膜200、202、204の隣接する巻き掛け部分の重なり合う縁部を溶接するために、補助的、部分的な加熱が必要となるであろう。
【0025】
図9dを参照すると、図9cに示す実施形態の変形実施形態が示されている。この実施形態では、図9cにおいて外側の通気性薄膜204がメッシュ薄膜202に対して置かれた或いはメッシュ薄膜202に結合した部分において、外側の通気性薄膜205が通気性薄膜205がメッシュ薄膜202から膨出している。図9dにおいて、通気性薄膜205膨張したポケット211により、仮想の薄膜200、202から離反、支持されている。この構成は、ビード201が完全に導管の外側にある図9bの実施形態の変形であると考えられる。近接する縁部における複層は、図9cの実施形態と同様の製造上の問題となる。
【0026】
図9eを参照すると、導管の断面が図示されており、通気性薄膜の導管の壁200からメッシュシース206が離間している。メッシュシース206は、少なくとも通気性薄膜20の隣接する巻き掛け部分の接合部の付近で、ビード201の上に配設されている。メッシュシースがテープを巻き付けることにより形成される場合には、巻き付けられたテープの隣接する巻き掛け部分は、ビード201が保有する熱の作用により、ビード201に結合される。この実施形態はビード201により結合すべき層の数を低減し、かつ、通気性薄膜とメッシュの層を個別に操作して図1の管の例よりも柔軟なこの管をことを可能とする。
【0027】
図9fは、図9eの実施形態の変形である。図9eでは、メッシュ層206と通気性薄膜層200の間に空気層が設けられているが、図9fではメッシュ層207は収縮を受け、或いは真空で引くことにより、若しくは、押しつぶすことにより通気性薄膜層200に接している。1または複数の通気性膜およびメッシュが導管を形成する際同時に形成され、これらの層207、200は、その接触領域の一部または前部にわたって結合される。この実施形態は図9eの実施形態の成形上の利点を提供する。
【0028】
図9gを参照すると、更なる実施形態において、図9fの実施形態に付加的な通気性薄膜が設けられる。ビード201の巻き掛け部分の間においてメッシュ207の外側が押しつぶされる。結合を補助するため、かつ、更なる補強目的で、更なるビード209が第2の通気性の層208の外側に設けられる。
【0029】
図9hを参照すると、図9gの変形実施形態である更なる実施形態が図示されている。図9hの実施形態では、第2の通気性薄膜210が第2のビード209の外側に設けられている。図9gの実施形態において、これは、第2のビード209とメッシュ層207の間に第2の通気性の層208として設けられている。これにより、通気性の層202、210の間により多くの空気が含まれ、かつ、ビード201または209により結合することが要求されるポリマー、フィルムまたはメッシュのあつさはたった2倍である。
【0030】
図9iを参照すると、図9hの実施形態の変形である更に他の実施形態が図示されている。図9iの実施形態では、メッシュ層206は、図9fから図9hの実施形態のように膨張させたり、つぶしたり、真空に引いたりしないで、図9eのようにビード201の各巻き掛け部分の間で緊張させてある。これにより、通気性の層200、210の間に一対の空気層が形成され、メッシュ層206は空気層間の空気の自由な流通を部分的に制限する。然しながら、この構成では、張架されたメッシュ206が通気性薄膜200、210の間の空間における凝縮を促進し、従って、螺旋状の壁の空間内に液体の水が保持される。
【0031】
既述した全ての構成は、各々について幾つかは説明したように利点、欠点はあるものの、長手方向に付加的な補強を提供するように考えられている。これらの構成を形成する際、種々の層の幾つか、または、全ての層の間、例えば、通気性薄膜と1または他のビードとの間で、ビードとメッシュの間で、メッシュと通気性薄膜の間を結合しなければならない。従って、適切な相溶性の材料を各校性要素に用いることが好ましい。例えば、溶融したポリエステルビードは、ナイロンまたはポリプロピレンメッシュと機械的に十分に結合するが、脆性を生じ、かつ/または、これが、例えば図9aの実施形態で、隣接するポリエステルベースの通気性薄膜の同時結合を阻害する。従って、3つの要素の全てが同じポリマー、例えばポリエステルベースのSYMPATEXに対してポリエステルベースのビードおよびメッシュを用いることが好ましい。
【0032】
既述した実施形態に対する更なる変形は、説明したように、図9b、c、d、g、h、iにおける外側の通気性の層を、穿孔を設けた不当性の層と置換することを含んでいる。然しながら、こうした変形例は、導管の壁を通過する更なる伝達を可能とする断熱空間からの液体の上記の伝達を維持しながら、完全な断熱効果を提供しない。
【0033】
図9aから図9iの実施形態による呼吸チューブの製品を製造するために適した装置を図10に示す。より詳細には、この装置は図9h、9iの導管を形成するように示されている。この装置は、周知のタイプのフォーマ300を含んでいる。該フォーマは、中心支持されたロッドの周囲に配設された複数の回転ロッドを含んでいる。上記複数のロッドは機械台301内のギアボックスから突出し、かつ、前記ギアボックスにより回転させられる。少なくとも管形成領域内において、回転ロッドは螺旋状の経路に沿って移動する。前記ロッドの前記支持ロッドに対するピッチ角度により、形成される管のピッチ角度が制御される。こうした機械の一例は、イタリア国のオルマスSRL(OLMAS SRL)社製のスパイラルパイプラインマンドレルである。フォーマ上に形成される管は、回転ロッドの動作により、回転しながら矢印303の方向に前進する。フォーマの前進スピードを回転速度に対して選択することにより、フォーマ300上に螺旋状に置かれる帯またはテープのピッチが帯の巾よりも僅かに小さくなり、隣接する巻き掛け部分が狭く重なり合うようにする。第1の押出成形機304が通気性のポリマー材料から成るテープ314を押し出す。テープ314は、フォーマ300の動作により、フォーマ300に対して螺旋状に付着する。螺旋状に付着するテープ314のピッチは、テープ314の巾よりも僅かに小さくなっている。螺旋状に付着するテープ314は導管の内側の通気性の壁200を形成する。第2の押出成形機305がポリマー材料から成るビード315を押し出す。ビード315は、前記フォーマ上においてテープ314の隣接する巻き掛け部分の間の継ぎ目または重畳部分の上に付着し、上記継ぎ目に沿って隆起したビード201を形成する。補強薄膜を形成するテープ316が、リール306から引き出され、その縁部がビード201の隣接する巻き掛け部分の上に置かれる。螺旋状に置かれた補強テープ316は、補強層206を形成する。第3の押出成形機307が第2の溶融したポリマー製ビード317を押し出す。ビード317は、補強テープ316の隣接する巻き掛け部分の間の重なり合い部分に沿って螺旋状に置かれる。第4の押出成形機308が通気性のポリマーから成る第2のテープ318を押し出す。通気性のポリマーから成る第2のテープ318は、第2のビード317の隣接する巻き掛け部分の間に掛け渡すように配置される。テープ318の隣接する巻き掛け部分は重なり合い、十分に溶融して上側の第2のビード209と融合して外側の通気性シース210を形成する。
【0034】
溶融したビードを適用することによる重なり合うフィルムの結合に加えて、他の活用できる融合技術を適用してもよい。これは、特に、長手方向の補強層またはスクリームを通気性のフィルム層の直近に設ける場合に有効である。活用できる方法は、熱風溶接、加熱ローラまたは高周波溶接を含んでいる。熱風溶接では、熱風の流れを通気性フィルムの隣接する巻き掛け部分の重なり合い部分に供給し、隣接する縁部を互いに溶融または融合させる。この方法は、適度に成功することを確認している。
【0035】
加熱ローラ溶接では、加熱されたローラを上記重なり合い部分に接触させ、フィルムを互いに溶融させる。熱風溶接と同様に、加熱ローラ溶接は、フィルムの重なり合い部分を局所的直接に加熱する応用例に依存している。
【0036】
高周波溶接では、フィルムは一対のプレートの間の絶縁層として作用する。プレート間を通過する電荷が、互いに重なり合うプラスチックフィルムを溶融、融合させる。前記プレートは、一方を管の内側、他方を外側に配設した一対のローラ状に形成したり、或いは、ローラとフォーマの回転ロッドにより形成してもよい。複数のローラまたはローラと成型マンドレルとして前記プレートを形成する場合には、高周波溶接は、熱風溶接や加熱ローラ溶接と同様の利点である連続プロセスが可能となる。
【0037】
製造方法の更に他の変形例では、通気性のフィルムから成る管は、連続する螺旋状の帯として形成するのではなく、長手方向に継ぎ目を有するように形成される。こうした実施形態では。マンドレルを包囲するように巾の幾分広いフィルムをリールから引き出す。長手方向に延びる縁部を重ね合わせ、上述した方法の1つにより綴じ合わせる。回転押出成形機により補強ビードを上記プラスチックフィルムの上に押し出す。更に他の包囲ステーションまたは回転押出成形機により更なる補強層またはフィルム層および螺旋ビードが適用される。
【0038】
長手方向の補強を含んだ呼気導管の更に他の実施形態を図7、8に示す。これらの実施形態は、導管の中心軸線に平行に延びる長手方向の補強糸条を利用している。
【0039】
図7の実施形態では、導管は、内側の通気性ポリマー壁250を含んでおり、複数の補強糸条251が、前記壁の全長にわたって軸方向に延び、かつ、周方向に離間配置されている。複数の糸条251は、互いに平行で、かつ、導管の中心軸線に平行になっている。織物または不織布のメッシュから成る既述したような付加的な長手方向の補強層252が、適当な方向に配向され(主要な糸条が導管の中心軸線に対して所定の角度に延びるように好ましく配置されるが)、通気性のフィルム壁を包囲し、前記糸条を補強する。螺旋状のビード253がメッシュ252の外側に融合または接着される。
【0040】
図7の実施形態による駆動を形成する好ましい実施形態を図11に示す装置を参照して説明する。図11の装置では、特に、ベース材料から成る予め成形されたテープまたは帯(通気性のポリマー帯260またはメッシュ帯262)により回転フォーマ270を螺旋状に包囲する(図10を参照して既述したように)ことにより通気性の内側管250および長手方向の補強層252が形成される。帯260または262は、リール273、274から引き出される。通気性のポリマー260の隣接する巻き掛け部分は、その縁部において重なり合う。これらの重なり合う縁部は溶接により融合する。溶接は、熱風溶接ヘッド275により連続プロセスとして行われる。回転ヘッド271によりフォーマ270を回転、前進させることにより、テープ260の隣接する巻き掛け部分の間の継ぎ目がヘッド275を通過する。回転自在の糸条配置ヘッド276が、熱風溶接ヘッド275とメッシュスプール274の間において、フォーマ270の周囲に配置されている。回転ヘッド276には、補強糸条251を保持する複数のスプール279が設けられている。ヘッド276は、電動モータ277およびベルト278により回転可能となっている。ヘッド276は、フォーマ270の回転スピードに同期するスピードにて好ましく回転する。フォーマ270が前進することにより、糸条280がスプール279から引き出され、通気性薄膜250の外側に平行な糸条251として配置される。その後、長手方向の補強としてのテープ262が、隣接する巻き掛け部分の縁部を重ね合せながら糸条251の上に適用され、連続シースが形成される。ビード263が、メッシュテープ262の隣接する巻き掛け部分の重なり合う部分に押出成形機281から押し出され、螺旋状の補強ビード253が形成される。
【0041】
本発明のこの実施形態は、潰れに対して螺旋状のビードにより補強され、長手方向の延伸に対して軸方向の糸条251により補強された通気性の呼気枝回路を提供する。メッシュシース252は、軸方向の糸条のたるみまたは引張りを防止する。
【0042】
図8の実施形態において、導管は内側の通気性のポリマー壁350を含んでいる。螺旋状のビード353が内側の通気性の壁350に融合または接着される。複数の補強糸条351が前記壁の全長にわたって延び、かつ、周方向に離間配置され、互いに平行で、かつ、導管の中心軸線に平行になっている。糸条351は、螺旋状のビード353の隣接する巻き掛け部分の間に掛け渡されており、かつ、前記ビードにより支持されている。本実施形態では、患者の呼吸中に生じうる圧力の過渡的な低減によるバックリングに対して十分な強度を有するように、補強糸条(材料、ゲージおよび数)を選択することが重要である。糸条の制限できない或いは過度のバックリングは、補足不能なレベルの導管の軸方向の収縮を招く可能性がある。この軸方向の糸条351は、紡糸または編み組した繊維、引出または押出成形されたモノフィラメントその他の均等物とすることができる。
【0043】
図8の実施形態による管を形成する好ましい方法を図12に示す装置を参照しつつ説明する。図12の機械では、特に、通気性のポリマー帯360から成るテープまたは帯により回転フォーマ370を螺旋状に包囲することにより通気性の管350が形成される。帯360はリール373から引き出される。通気性のポリマー360の隣接する巻き掛け部分は、その縁部において重なり合う。これらの重なり合う縁部は溶接により融合される。溶接は、熱風溶接ヘッド375により連続プロセスとして行われる。通気性のテープ362の隣接する巻き掛け部分の間の重なり合う部分にビード363が押出成形機381から押し出され、螺旋状の補強ビード353が形成される。回転自在の糸条配置ヘッド376が、ビードヘッド381の下流において、フォーマ370の周囲に配置されている。回転ヘッド376には、補強糸条351を保持する複数のスプール379が設けられている。ヘッド376は、電動モータ377およびベルト378により回転可能となっている。ヘッド376は、フォーマ370の回転スピードに同期するスピードにて好ましく回転する。フォーマ370が前進することにより、糸条380がスプール379から引き出され、補強ビードの外側に平行な糸条351として配置される。
【0044】
本発明のこの実施形態は、潰れに対して螺旋状のビードにより補強され、長手方向の延伸に対して軸方向の糸条351により補強された通気性の呼気枝回路を提供する。掛け渡された糸条が、ユーザと通気性薄膜の表面との間の直接の接触を防止しパンク等の危険を低減する。
【0045】
管を形成するために細いテープまたは帯を巻くことを含む全ての形成方法では、フォーマに対して2またはそれ以上のテープまたは帯をフォーマ上に巻き付けて、各テープの巻き掛け部分の間に、縁部を重ね合わせて、他のテープの巻き掛け部分を配置し結合させることが可能であることに注意されたい。例えば、一対のテープを二重螺旋として配置することができる。これは、管または導管の構成要素に巻かれた部材に関連した複数の成形ステーションを増やすことを必要とする。
【0046】
図3を参照すると、図1に示した導管などの他の導管の形態は、通気性の材料(ここで、この材料は押出可能な適当な材料である)を導管の壁以外の部分を形成するプラスチック材料と共に同時押出することにより形成されている。適当な同時押出成形型9が図3に示されている。成形型開口部の一対の周部分7を通過して通気性のプラスチック材料が押し出され、成形型開口部の残りの部分8を通過して不当性のプラスチック壁材料が押し出される。
【0047】
導管壁の通気性領域の目的は、水蒸気を呼吸回路の呼気枝回路から凝縮水の特定の位置に拘らず、その経路に沿って拡散可能ならしめることである。これにより、湿った呼気が呼気枝回路を流通する間に乾燥することにより、呼気枝回路内に凝縮水が生成することが無くなる。
【0048】
これは、更に、例えばフィルタ、ベンチレータなどの凝縮水が蓄積する危険性を低減する補助的な装置に到達する気体の湿気を低減する。
【0049】
本発明の更なる特徴によれば、図4、5に示すように、同心の呼吸回路内に通気性薄膜より成る1または複数の長手方向の帯を組み込んだ導管を受動的加湿装置として組み込むことができる。特に、図4の断面図を参照すると、同心の呼吸回路は、外側導管11と内側導管10とを含むことができる。好ましくは、伝熱の理由のために、内側導管10はその中空部12内に吸気の流れを輸送する。呼気流れは、好ましくは、内側導管10と外側導管11との間の空間13内を流通する。この気流の構成は、図5において矢印20、19により指示されている。
【0050】
内側導管10は、その壁1の通気性薄膜より成る1または複数の長手方向の帯2、3を有するように形成される。こうして、呼気空間13内の湿気は通気性薄膜より成る部分2、3を通過し、吸気空間12内の吸気を湿らせる。
【0051】
通気性薄膜は、対向流の構成により、水蒸気の相対分圧に対して作用し、吸気への実質的受動的加湿が達成される。
【0052】
図5を参照すると、図4に示す同心導管を含む回路が示されている。この回路において、前記回路は、患者側接続器15と、吸気ポート17および呼気ポート18を有するベンチレータ側接続器16とを有している。対向流をなす吸気20および呼気19が示されている。
【0053】
同心導管によれば、ベンチレータは、内側導管の漏れに気付かない。こうした漏れは患者の迂回を招き、患者に十分な酸素が供給されないこととなる。こうした迂回は、患者側にセンサを配置することにより検知されよう。このセンサは、好ましくは、患者側接続器15に設けられる。ベンチレータの近傍で上記迂回が生じると、患者は連続的に該患者の近傍の気体を再呼吸することとなる。これにより、導管内の患者の近傍の二酸化炭素濃度の増加を招くが、これは、CO2センサにより直接検知可能である。この種のセンサとしては近時市販されているセンサとすることができる。代替的に、再呼吸は患者側接続器15における気体温度を監視することにより検知することもでき、所定の温度レベル以上に上昇する場合には再呼吸が生じていることを示している。
【0054】
上記内外側導管10または11における凝縮液の生成の低減または除去すること、および、導管を流通する気体温度を実質的に均一に維持することに加えて、抵抗ヒータ線などの加熱手段を内側導管または外側導管内において気体空間12または13内、若しくは、それらの導管壁内に配設することができる。1つの可能性として、ヒータ線は、また、同心導管に関して内側導管または外側導管の補強支持部材(図4の螺旋ワイヤ25)として作用する。
【0055】
本発明を適用可能な更に他の呼吸回路はカテーテルマウントである。カテーテルマウントは、マウスピース、鼻マスク、気管内挿入管などの患者側インターフェース要素と、呼吸回路の二重枝回路呼吸回路の二重枝回路の連結は一般的にYコネクタを介して行われる。患者の吸気および呼気サイクルにおいて、呼吸回路の二重枝回路の各々は異なる役割を有している。一方は吸気導管としてであり、他方は呼気導管としてである。カテーテルマウントは、吸気および呼気の両方を輸送するという2つの役割を果たす。従って、カテーテルマウントは重要な欠点を有している。
【0056】
ある量の呼気がカテーテルマウント内において呼気と吸気の間で残留する。従って、患者は、ある量の再呼吸をすることとなる。許容できないわけではないが、一般的に再呼吸は望ましくなく、重大な再呼吸はしばしば酸素供給レベルを増加させる必要を生じる。
【0057】
よく管理されたベンチレーションシステムにおいて、患者により吸飲される気体は、飽和レベルに近い湿度と体温に近い温度、通常33°Cと37°Cの間の温度とを有する状態で供給される。この温度は、吸気導管内のヒータによりカテーテルマウントに流入する直前まで維持されよう。患者から排気される気体は、完全に飽和しており、カテーテルマウント内を流通するときに更に冷却される。従って、患者の吸気の間は内壁には殆ど凝縮液が生じないが、患者の呼気の間に重大なレベルの凝縮液が生じうる。カテーテルマウントの内側に生じる凝縮液は、特に、患者に近いために有害である。患者により吸引または吸われ移動する凝縮液は、患者に咳その他の不快を生じる。
【0058】
本発明を組み込んだカテーテルマウントを図13に示す。カテーテルマウントには、ベンチレータ側端部にYコネクタが組み込まれている。内側導管455が外側導管456と同心に延びている。内側導管455は患者側端部において内部導管コネクタ457に支持されており、該内部導管コネクタは、次いで、支持ストラット458を介し患者側コネクタ459から支持されている。内部導管455は、その他端において内側導管コネクタ460に支持されており、該内側導管コネクタはベンチレータ側コネクタ461の一部を形成している。
【0059】
図13のカテーテルマウントにおいて、ベンチレータ側内側導管コネクタ460は、吸気導管コネクタ462に連通している。外側導管456は、少なくとも一部が通気性材料から形成されている壁を有している。好ましくは、外側導管456は、その全体が通気性材料から形成されており、かつ、横方向の補強(螺旋状の補強ビード467)と、長手方向の補強(軸方向に配向された糸条490)とを含むことができよう。図12、8を参照して既述したようにして構成される場合には、螺旋のビード467は、押し出されたテープの並設された巻き掛け部分の間に重なり合うように配設され、重なり部分に融合され、潰れに対して補強する。
【0060】
従って、図13に示すカテーテルマウントを用いる場合、吸気は矢印470で示すようにカテーテルマウントに流入する。吸気の流れは、矢印471で示すように、内側導管を流通して患者側コネクタ459を介して患者へと流出する。患者の呼気に際して、補助されていてもいなくとも、呼気は、矢印472で示すように、コネクタ459を介して内側導管455を包囲する空間内に流入する。この気体は、矢印473で示すように、外側導管456の壁の内側に沿って流通し矢印474で示すように、ベンチレーション側コネクタ461の呼気管コネクタ463を介して排気される。カテーテルマウントにおいて内側導管455と外側壁456の間の空間を通過する際、水蒸気は外側導管456の水蒸気透過性の部分を通過する。好ましくは、補強リブを除く外側導管456の全体は通気性を有している。このようにして、呼気が呼気導管コネクタ463へカテーテルマウントを通過する際に温度が低下するが、この温度低下は、外側導管の通気性薄膜を水蒸気が通過することによる湿度の低下と同調している。従って、呼気の相対湿度は低下し凝縮も低下する。
【0061】
本発明による特徴を備えたカテーテルマウントは、カテーテルマウントを流通する吸気と呼気とを明確に分離し、再呼吸を著しく低減する。呼気の温度が低下していても、呼気の湿度を低減することにより凝縮もまた低減される。
【0062】
本発明の実施形態を好ましく説明し、他の形態に対する特定の利点を示したが、他の組合せが経済的に有利であることもあり得る。
【特許請求の範囲】
【請求項1】
入口と、出口と、前記入口と出口との間に気体の通路を画成する包囲壁とを具備する呼吸回路の構成要素において、前記壁の少なくとも1つの領域が液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成る呼吸回路の構成要素。
【請求項2】
前記材料は、(a)親水性の熱可塑性材料(b)過フッ素化したポリマー材料(c)織布から選択される請求項1に記載の呼吸回路の構成要素。
【請求項3】
前記材料は、過フッ素化した薄膜である請求項1に記載の呼吸回路の構成要素。
【請求項4】
前記材料は、親水性のポリエステルブロックコポリマーである請求項1に記載の呼吸回路の構成要素。
【請求項5】
前記気体の通路は導管であり、前記領域が前記導管の長手方向に配設または導管の長手方向に分散させてある請求項1から4の何れか1項に記載の呼吸回路の構成要素。
【請求項6】
前記領域は、少なくとも前記導管の全長の実質的な部分に長手方向に延設されている請求項5に記載の呼吸回路の構成要素。
【請求項7】
前記導管の長手方向に一連の前記領域が離間配置されている請求項5に記載の呼吸回路の構成要素。
【請求項8】
前記構成要素は、呼吸回路の呼気枝回路である請求項1から4の何れか1項に記載の呼吸回路の構成要素。
【請求項9】
前記構成要素は、吸気通路と呼気通路の両方を有する呼吸回路枝回路である請求項1から4の何れか1項に記載の呼吸回路の構成要素。
【請求項10】
前記基体通路は内側導管により画成され、前記内側導管は外側の包囲する導管内に実質的に同心に配置されており、前記基体通路の他方が前記内側導管と前記外側導管との間に画成される請求項9に記載の呼吸回路の構成要素。
【請求項11】
前記呼気通路が前記外側導管と前記内側導管との間であり、前記吸気流れ通路が前記内側導管であり、前記領域が前記内側導管の壁に配設されている請求項10に記載の呼吸回路の構成要素。
【請求項12】
前記呼気通路が前記外側導管と前記内側導管との間であり、前記吸気流れ通路が前記内側導管であり、前記領域が前記外側導管の壁に配設されている請求項10に記載の呼吸回路の構成要素。
【請求項13】
前記吸気通路が前記外側導管と前記内側導管との間であり、前記呼気流れ通路が前記内側導管であり、前記領域が前記内側導管の壁に配設されている請求項10に記載の呼吸回路の構成要素。
【請求項14】
前記構成要素が、一端が患者とのインターフェース要素へ接続され、他端が直接または間接的に呼吸回路の2つの腕に接続される呼吸導管の部分と、前記呼吸導管の長さの少なくとも実質的部分を占め、断面において、前記導管を複数の気体通路に分割する分割仕切壁と、前記複数の通路の第1の選択通路へ吸気を導く吸気流れ導子と、前記第1の選択通路と排他的な前記複数の通路の第2の選択通路へ呼気を導く呼気流れ導子との少なくとも一方と、前記領域が前記呼気通路を画成する壁に配設されている請求項1から4の何れか1項に記載の呼吸回路の構成要素。
【請求項15】
前記仕切壁が、前記呼吸導管に対して実質的に同心に配設された内側導管を具備している請求項14に記載の呼吸回路の構成要素。
【請求項16】
前記第1の選択通路は、前記第2の選択通路を少なくとも実質的に包囲し、前記呼吸導管が、その外表面において周囲条件から隔絶されている請求項14または15に記載の呼吸回路の構成要素。
【請求項17】
前記第2の選択通路は、前記第1の選択通路を少なくとも実質的に包囲し、前記呼吸導管が、液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する前記壁の少なくとも1つの領域を含んでいる請求項14または15に記載の呼吸回路の構成要素。
【請求項18】
前記吸気流れ導子および/または呼気流れ導子は、前記呼吸管の端部に設けられた膨張式のバリアまたはバッファを具備する請求項14から17の何れか1項に記載の呼吸回路の構成要素。
【請求項19】
前記流れ導子の少なくとも一方は、卓越する気体圧力により作動する弁である請求項14から17の何れか1項に記載の呼吸回路の構成要素。
【請求項20】
前記構成要素は、間に共通の壁を有する吸気通路と呼気通路とを含む専用水蒸気交換器であり、前記共通の壁が1または複数の通気性領域を含んで成る請求項1から4の何れか1項に記載の呼吸回路の構成要素。
【請求項21】
前記領域を含む導管は押出成形される請求項5、6、8、請求項10から13および請求項15、17の何れか1項に記載の呼吸回路の構成要素。
【請求項22】
前記押出成形された管の全体が液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成る請求項21に記載の呼吸回路の構成要素。
【請求項23】
前記液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成る領域が前記導管の全長にわたって長手方向に延びる1または複数の帯である呼吸回路の構成要素。
【請求項24】
前記導管が螺旋状に巻かれた少なくとも1つのテープまたは帯を含んでおり、前記帯の一部または前部が液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成り、前記帯の隣接する巻き掛け部分の各縁部が結合または重ね合わせて結合されている請求項1から4の何れか1項に記載の呼吸回路の構成要素。
【請求項25】
前記導管が少なくとも1つの長手方向に延びるテープまたは帯を含んでおり、前記帯の一部または前部が液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成り、前記帯の縁部が結合され、または、管を形成するように重ね合わせて結合されている請求項1から4の何れか1項に記載の呼吸回路の構成要素。
【請求項26】
前記導管が液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成る吹込フィルム管である請求項1から4の何れか1項に記載の呼吸回路の構成要素。
【請求項27】
潰れに対する横方向の補強を含む請求項24または25に記載の呼吸回路の構成要素。
【請求項28】
前記横方向の補強は、離散的な複数のリング或いは1または複数の螺旋構造の複数の環状構造を有している請求項27に記載の呼吸回路の構成要素。
【請求項29】
前記横方向の補強は、前記導管の全長にわたって分散させた螺旋ビード或いは一連のリング状ビードである請求項27に記載の呼吸回路の構成要素。
【請求項30】
前記帯の巻き掛け部分の間の結合された或いは重ね合せた縁部の上に配設された螺旋状のビードから成る潰れに対する横方向の補強を含む請求項24に記載の呼吸回路の構成要素。
【請求項31】
前記横方向の補強は、前記導管内に設けた骨格状の補強構造を有している請求項27に記載の呼吸回路の構成要素。
【請求項32】
前記導管が、該導管の長手方向の延伸に対する長手方向の補強を含んでいる請求項24から29および31の何れか1項に記載の呼吸回路の構成要素。
【請求項33】
前記導管が、該導管の長手方向の延伸に対する長手方向の補強を含んでいる請求項30に記載の呼吸回路の構成要素。
【請求項34】
前記長手方向の補強が、前記管の中心軸線に実質的に平行に長手方向に延び、前記導管の壁の周方向に離間するように配置された複数の糸条を含む請求項32に記載の呼吸回路の構成要素。
【請求項35】
前記長手方向の補強が、前記管の中心軸線に実質的に平行に長手方向に延び、前記導管の壁の周方向に離間するように配置され、かつ、前記螺旋状のビードにより前記導管の壁から離間し支持された複数の糸条を含む請求項33に記載の呼吸回路の構成要素。
【請求項36】
前記糸条は前記ビードと交差する部分において前記ビードに結合されている請求項35に記載の呼吸回路の構成要素。
【請求項37】
前記長手方向の補強が、前記導管を中心として配設され前記ビードにより支持される外側シースを含んでいる請求項35または36に記載の呼吸回路の構成要素。
【請求項38】
前記外側シースが、液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成る請求項37に記載の呼吸回路の構成要素。
【請求項39】
前記外側シースが、該外側シースを貫通する複数の穴または穿孔を有している請求項37に記載の呼吸回路の構成要素。
【請求項40】
前記長手方向の補強が、前記外側導管を中心として配設され、かつ、前記外側導管に結合された外側シースを含む請求項33、35、36の何れか1項に記載の呼吸回路の構成要素。
【請求項41】
前記外側シースが前記螺旋状のビードの作用により前記導管の壁に結合されている請求項40に記載の呼吸回路の構成要素。
【請求項42】
前記外側シースが、前記導管の中心軸線に平行に長手方向に延設されたポリマー製の糸条、または、前記導管の周囲に編み組され長手方向に延設されたポリマー製の糸条を含む請求項37、40、41の何れか1項に記載の呼吸回路の構成要素。
【請求項43】
更に、少なくとも前記螺旋状のビードにより前記第1の壁から離間配置され、液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成る壁を具備する請求項29および請求項33から42の何れか1項に記載の呼吸回路の構成要素。
【請求項44】
前記長手方向の補強が前記第1の壁から離間して前記ビードに支持されており、前記第1のビードの上に配設された第2のビードを具備し、前記長手方向の補強が前記第1と第2のビードの間に保持されている請求項29および請求項33から43の何れか1項に記載の呼吸回路の構成要素。
【請求項45】
更に、前記第2のビードの外表面に配設され、液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成る壁を具備する請求項44に記載の呼吸回路の構成要素。
【請求項46】
更に、前記第1と第2のビードの間に配設され、液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成る導管の壁を具備する請求項44に記載の呼吸回路の構成要素。
【請求項47】
呼吸回路の導管を形成するための装置において、管壁を配置することのできるフォーマであって、前記配置された管壁を軸方向に前進させると共に前記前進方向を中心として回転させ、前記前進スピードと前記回転スピードとによりピッチが決定されるようにしたフォーマと、前記フォーマ上にフィルムを配置する少なくとも1つのフィルム配置ヘッドであって、前記フィルム配置ヘッドにより配置したフィルムの巾が前記ピッチよりも広くなっており、前記置かれたフィルムの隣接する巻き掛け部分を重ね合わせて、重畳継ぎ目を形成するようにしたフィルム配置ヘッドと、前記重畳継ぎ目の上に補強ビードを配置するために、前記フィルム配置ヘッドの各々に対して設けられたビード配置ヘッドと、前記フォーマの周囲に配置され、リザーブから糸条を引き出し可能な複数の糸条供給装置を有する軸方向糸条配置ヘッドと、前記軸方向糸条配置ヘッドを前記管の予定する回転スピードと実質的に党則で回転させる回転装置とを具備する呼吸回路の導管形成装置。
【請求項48】
前記ビード配置ヘッドは前記前進方向に前記糸条配置ヘッドに先行する請求項47に記載の呼吸回路の導管形成装置。
【請求項49】
前記ビード配置ヘッドは前記前進方向に前記糸条配置ヘッドに追従する請求項47に記載の呼吸回路の導管形成装置。
【請求項50】
前記前進方向に、前記糸条配置ヘッドと前記ビード配置ヘッドとの間に配置された少なくとも1、かつ、前記ビード配置ヘッドのよりは小さな数の補強配置ヘッドであって、前記ピッチよりも大きな巾のメッシュテープを前記フォーマ上に配置する補強配置ヘッドを具備する請求項49に記載の呼吸回路の導管形成装置。
【請求項1】
入口と、出口と、前記入口と出口との間に気体の通路を画成する包囲壁とを具備する呼吸回路の構成要素において、前記壁の少なくとも1つの領域が液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成る呼吸回路の構成要素。
【請求項2】
前記材料は、(a)親水性の熱可塑性材料(b)過フッ素化したポリマー材料(c)織布から選択される請求項1に記載の呼吸回路の構成要素。
【請求項3】
前記材料は、過フッ素化した薄膜である請求項1に記載の呼吸回路の構成要素。
【請求項4】
前記材料は、親水性のポリエステルブロックコポリマーである請求項1に記載の呼吸回路の構成要素。
【請求項5】
前記気体の通路は導管であり、前記領域が前記導管の長手方向に配設または導管の長手方向に分散させてある請求項1から4の何れか1項に記載の呼吸回路の構成要素。
【請求項6】
前記領域は、少なくとも前記導管の全長の実質的な部分に長手方向に延設されている請求項5に記載の呼吸回路の構成要素。
【請求項7】
前記導管の長手方向に一連の前記領域が離間配置されている請求項5に記載の呼吸回路の構成要素。
【請求項8】
前記構成要素は、呼吸回路の呼気枝回路である請求項1から4の何れか1項に記載の呼吸回路の構成要素。
【請求項9】
前記構成要素は、吸気通路と呼気通路の両方を有する呼吸回路枝回路である請求項1から4の何れか1項に記載の呼吸回路の構成要素。
【請求項10】
前記基体通路は内側導管により画成され、前記内側導管は外側の包囲する導管内に実質的に同心に配置されており、前記基体通路の他方が前記内側導管と前記外側導管との間に画成される請求項9に記載の呼吸回路の構成要素。
【請求項11】
前記呼気通路が前記外側導管と前記内側導管との間であり、前記吸気流れ通路が前記内側導管であり、前記領域が前記内側導管の壁に配設されている請求項10に記載の呼吸回路の構成要素。
【請求項12】
前記呼気通路が前記外側導管と前記内側導管との間であり、前記吸気流れ通路が前記内側導管であり、前記領域が前記外側導管の壁に配設されている請求項10に記載の呼吸回路の構成要素。
【請求項13】
前記吸気通路が前記外側導管と前記内側導管との間であり、前記呼気流れ通路が前記内側導管であり、前記領域が前記内側導管の壁に配設されている請求項10に記載の呼吸回路の構成要素。
【請求項14】
前記構成要素が、一端が患者とのインターフェース要素へ接続され、他端が直接または間接的に呼吸回路の2つの腕に接続される呼吸導管の部分と、前記呼吸導管の長さの少なくとも実質的部分を占め、断面において、前記導管を複数の気体通路に分割する分割仕切壁と、前記複数の通路の第1の選択通路へ吸気を導く吸気流れ導子と、前記第1の選択通路と排他的な前記複数の通路の第2の選択通路へ呼気を導く呼気流れ導子との少なくとも一方と、前記領域が前記呼気通路を画成する壁に配設されている請求項1から4の何れか1項に記載の呼吸回路の構成要素。
【請求項15】
前記仕切壁が、前記呼吸導管に対して実質的に同心に配設された内側導管を具備している請求項14に記載の呼吸回路の構成要素。
【請求項16】
前記第1の選択通路は、前記第2の選択通路を少なくとも実質的に包囲し、前記呼吸導管が、その外表面において周囲条件から隔絶されている請求項14または15に記載の呼吸回路の構成要素。
【請求項17】
前記第2の選択通路は、前記第1の選択通路を少なくとも実質的に包囲し、前記呼吸導管が、液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する前記壁の少なくとも1つの領域を含んでいる請求項14または15に記載の呼吸回路の構成要素。
【請求項18】
前記吸気流れ導子および/または呼気流れ導子は、前記呼吸管の端部に設けられた膨張式のバリアまたはバッファを具備する請求項14から17の何れか1項に記載の呼吸回路の構成要素。
【請求項19】
前記流れ導子の少なくとも一方は、卓越する気体圧力により作動する弁である請求項14から17の何れか1項に記載の呼吸回路の構成要素。
【請求項20】
前記構成要素は、間に共通の壁を有する吸気通路と呼気通路とを含む専用水蒸気交換器であり、前記共通の壁が1または複数の通気性領域を含んで成る請求項1から4の何れか1項に記載の呼吸回路の構成要素。
【請求項21】
前記領域を含む導管は押出成形される請求項5、6、8、請求項10から13および請求項15、17の何れか1項に記載の呼吸回路の構成要素。
【請求項22】
前記押出成形された管の全体が液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成る請求項21に記載の呼吸回路の構成要素。
【請求項23】
前記液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成る領域が前記導管の全長にわたって長手方向に延びる1または複数の帯である呼吸回路の構成要素。
【請求項24】
前記導管が螺旋状に巻かれた少なくとも1つのテープまたは帯を含んでおり、前記帯の一部または前部が液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成り、前記帯の隣接する巻き掛け部分の各縁部が結合または重ね合わせて結合されている請求項1から4の何れか1項に記載の呼吸回路の構成要素。
【請求項25】
前記導管が少なくとも1つの長手方向に延びるテープまたは帯を含んでおり、前記帯の一部または前部が液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成り、前記帯の縁部が結合され、または、管を形成するように重ね合わせて結合されている請求項1から4の何れか1項に記載の呼吸回路の構成要素。
【請求項26】
前記導管が液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成る吹込フィルム管である請求項1から4の何れか1項に記載の呼吸回路の構成要素。
【請求項27】
潰れに対する横方向の補強を含む請求項24または25に記載の呼吸回路の構成要素。
【請求項28】
前記横方向の補強は、離散的な複数のリング或いは1または複数の螺旋構造の複数の環状構造を有している請求項27に記載の呼吸回路の構成要素。
【請求項29】
前記横方向の補強は、前記導管の全長にわたって分散させた螺旋ビード或いは一連のリング状ビードである請求項27に記載の呼吸回路の構成要素。
【請求項30】
前記帯の巻き掛け部分の間の結合された或いは重ね合せた縁部の上に配設された螺旋状のビードから成る潰れに対する横方向の補強を含む請求項24に記載の呼吸回路の構成要素。
【請求項31】
前記横方向の補強は、前記導管内に設けた骨格状の補強構造を有している請求項27に記載の呼吸回路の構成要素。
【請求項32】
前記導管が、該導管の長手方向の延伸に対する長手方向の補強を含んでいる請求項24から29および31の何れか1項に記載の呼吸回路の構成要素。
【請求項33】
前記導管が、該導管の長手方向の延伸に対する長手方向の補強を含んでいる請求項30に記載の呼吸回路の構成要素。
【請求項34】
前記長手方向の補強が、前記管の中心軸線に実質的に平行に長手方向に延び、前記導管の壁の周方向に離間するように配置された複数の糸条を含む請求項32に記載の呼吸回路の構成要素。
【請求項35】
前記長手方向の補強が、前記管の中心軸線に実質的に平行に長手方向に延び、前記導管の壁の周方向に離間するように配置され、かつ、前記螺旋状のビードにより前記導管の壁から離間し支持された複数の糸条を含む請求項33に記載の呼吸回路の構成要素。
【請求項36】
前記糸条は前記ビードと交差する部分において前記ビードに結合されている請求項35に記載の呼吸回路の構成要素。
【請求項37】
前記長手方向の補強が、前記導管を中心として配設され前記ビードにより支持される外側シースを含んでいる請求項35または36に記載の呼吸回路の構成要素。
【請求項38】
前記外側シースが、液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成る請求項37に記載の呼吸回路の構成要素。
【請求項39】
前記外側シースが、該外側シースを貫通する複数の穴または穿孔を有している請求項37に記載の呼吸回路の構成要素。
【請求項40】
前記長手方向の補強が、前記外側導管を中心として配設され、かつ、前記外側導管に結合された外側シースを含む請求項33、35、36の何れか1項に記載の呼吸回路の構成要素。
【請求項41】
前記外側シースが前記螺旋状のビードの作用により前記導管の壁に結合されている請求項40に記載の呼吸回路の構成要素。
【請求項42】
前記外側シースが、前記導管の中心軸線に平行に長手方向に延設されたポリマー製の糸条、または、前記導管の周囲に編み組され長手方向に延設されたポリマー製の糸条を含む請求項37、40、41の何れか1項に記載の呼吸回路の構成要素。
【請求項43】
更に、少なくとも前記螺旋状のビードにより前記第1の壁から離間配置され、液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成る壁を具備する請求項29および請求項33から42の何れか1項に記載の呼吸回路の構成要素。
【請求項44】
前記長手方向の補強が前記第1の壁から離間して前記ビードに支持されており、前記第1のビードの上に配設された第2のビードを具備し、前記長手方向の補強が前記第1と第2のビードの間に保持されている請求項29および請求項33から43の何れか1項に記載の呼吸回路の構成要素。
【請求項45】
更に、前記第2のビードの外表面に配設され、液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成る壁を具備する請求項44に記載の呼吸回路の構成要素。
【請求項46】
更に、前記第1と第2のビードの間に配設され、液体の水および呼吸気体の通過を許容することなく、水蒸気の通過を許容する材料から成る導管の壁を具備する請求項44に記載の呼吸回路の構成要素。
【請求項47】
呼吸回路の導管を形成するための装置において、管壁を配置することのできるフォーマであって、前記配置された管壁を軸方向に前進させると共に前記前進方向を中心として回転させ、前記前進スピードと前記回転スピードとによりピッチが決定されるようにしたフォーマと、前記フォーマ上にフィルムを配置する少なくとも1つのフィルム配置ヘッドであって、前記フィルム配置ヘッドにより配置したフィルムの巾が前記ピッチよりも広くなっており、前記置かれたフィルムの隣接する巻き掛け部分を重ね合わせて、重畳継ぎ目を形成するようにしたフィルム配置ヘッドと、前記重畳継ぎ目の上に補強ビードを配置するために、前記フィルム配置ヘッドの各々に対して設けられたビード配置ヘッドと、前記フォーマの周囲に配置され、リザーブから糸条を引き出し可能な複数の糸条供給装置を有する軸方向糸条配置ヘッドと、前記軸方向糸条配置ヘッドを前記管の予定する回転スピードと実質的に党則で回転させる回転装置とを具備する呼吸回路の導管形成装置。
【請求項48】
前記ビード配置ヘッドは前記前進方向に前記糸条配置ヘッドに先行する請求項47に記載の呼吸回路の導管形成装置。
【請求項49】
前記ビード配置ヘッドは前記前進方向に前記糸条配置ヘッドに追従する請求項47に記載の呼吸回路の導管形成装置。
【請求項50】
前記前進方向に、前記糸条配置ヘッドと前記ビード配置ヘッドとの間に配置された少なくとも1、かつ、前記ビード配置ヘッドのよりは小さな数の補強配置ヘッドであって、前記ピッチよりも大きな巾のメッシュテープを前記フォーマ上に配置する補強配置ヘッドを具備する請求項49に記載の呼吸回路の導管形成装置。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2010−227657(P2010−227657A)
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願番号】特願2010−163144(P2010−163144)
【出願日】平成22年7月20日(2010.7.20)
【分割の表示】特願2001−140405(P2001−140405)の分割
【原出願日】平成13年5月10日(2001.5.10)
【出願人】(504298349)フィッシャー アンド ペイケル ヘルスケア リミテッド (41)
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願日】平成22年7月20日(2010.7.20)
【分割の表示】特願2001−140405(P2001−140405)の分割
【原出願日】平成13年5月10日(2001.5.10)
【出願人】(504298349)フィッシャー アンド ペイケル ヘルスケア リミテッド (41)
[ Back to top ]