
和紙の印刷処理方法
【課題】薄い和紙であっても紙詰まりやにじみを生じず、しかも、プリンターを使ってきれいに印刷することができる印刷方法を提供する。
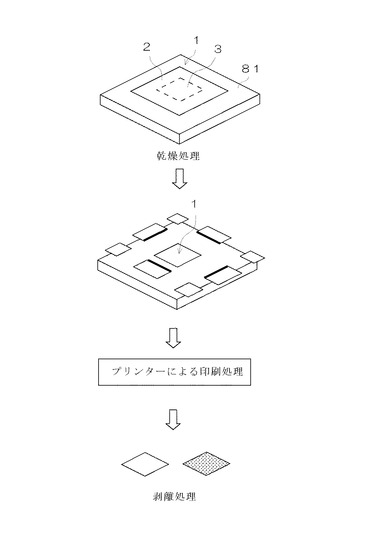
【解決手段】プリンターを用いて和紙2に印刷を行う印刷処理方法において、和紙2よりも大きく、かつ、透水性の低い洋紙(重ね合わせ紙3)を裏打ちして全面を第一の接着剤61で糊付けするとともに、重ね合わされた縁部4を第一の接着剤61よりも接着力の強い第二の接着剤62で糊付けする。そして、このように糊付けされた重合紙1における重ね合わせ紙3の和紙2からはみ出たのり代部5を、平板81上に貼り付けて乾燥させ、所定の大きさに切除した後、この乾燥させた重合紙1における和紙2にプリンターで印刷する。
【解決手段】プリンターを用いて和紙2に印刷を行う印刷処理方法において、和紙2よりも大きく、かつ、透水性の低い洋紙(重ね合わせ紙3)を裏打ちして全面を第一の接着剤61で糊付けするとともに、重ね合わされた縁部4を第一の接着剤61よりも接着力の強い第二の接着剤62で糊付けする。そして、このように糊付けされた重合紙1における重ね合わせ紙3の和紙2からはみ出たのり代部5を、平板81上に貼り付けて乾燥させ、所定の大きさに切除した後、この乾燥させた重合紙1における和紙2にプリンターで印刷する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、和紙の印刷方法に関し、より詳しくは、サーフボードやスノーボードなどのような樹脂製品に印刷処理を施すための印刷方法に関するものである。
【背景技術】
【0002】
一般に、サーフボードなどの樹脂製品にデザインを施す場合、エアブラシなどによって印刷を行うのが一般的であるが、このようなエアブラシによる印刷方法では、デザイナーによってデザインに偏りを生じ、また、人手による印刷であるため、完成までに手間がかかってコストが高くつくという問題があった。なお、このエアブラシ以外の印刷方法として、シルクスクリーン印刷法や昇華法、熱間マーキング法、スタンプ印刷法などの印刷方法もあるが(特許文献1〜特許文献3)、これらの方法は、複雑な絵柄や色などには対応することができないという問題もある。
【0003】
このため、現在では、薄い紙にインクジェットプリンターなどで印刷処理を施し、これをサーフボードなどの樹脂製品に貼り付ける方法が模索されている。
【0004】
このような印刷方法によれば、カメラで撮影された画像やインターネット上で提供されたフリー素材などをプリンターで印刷することにより、簡単にユーザーの好みに応じたデザインを貼り付けることができるようになる。
【0005】
しかしながら、このようにプリンターで印刷された紙をサーフボードに貼り付ける場合、紙の厚みを薄くしなければ、その上から塗布される樹脂をサーフボードの本体に浸透させることができない。このため、紙がサーフボードの本体から剥離してしまう可能性がある。一方、樹脂の浸透性を良くするために紙を薄くしすぎると、今度は、印刷時にプリンター内で紙詰まりを起こしてしまい、さらには、色のにじみを生じさせる可能性がある。
【0006】
これに対して、薄い和紙にプリンターを使って印刷できるようにした方法が特許文献1などに提案されている。この特許文献1の印刷方法は、和紙の裏面に吸水性を有する紙を重ね合わせ紙を重ね合わせ、それぞれの一辺を接着剤で接着して印刷用重合紙を生成するとともに、このように一辺の接着された印刷用重合紙をプリンターに通して印刷することによって、プリンター内での紙詰まりやずれ、インクのにじみなどを防止できるようにしたものである。
【特許文献1】特開2003−311863号公報 第37段落
【特許文献2】特開閉9−193291号公報 第26段落
【特許文献3】特開平6−225957号公報 第4段落
【特許文献4】特開2000−116967号公報 第7段落
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、このような印刷用重合紙を用いて印刷する方法においても、次のような問題がある。
【0008】
すなわち、特許文献4のように、重ね合わせた紙の一辺のみを接着してプリンターに通したのでは、プリンターの紙送りローラーと逆転ローターによってそれぞれが分離されてしまい、かえって紙詰まりを起こしてしまう。また、吸水性のよい重ね合わせ紙として表面と同質の和紙などを用いると、インクが裏面に抜けて発色が悪くなってしまうとともに、印刷後にそれぞれの紙の繊維が絡み合って、剥がす際に破れてしまう可能性がある。さらには、和紙全面を糊付けして重ね合わせると、その和紙の吸水性によって皺を生じ、プリンターできれいに印刷することができなくなってしまう可能性がある。
【0009】
そこで、本発明はこれらの課題に着目してなされたもので、薄い和紙であっても紙詰まりやにじみを生じず、しかも、プリンターを使ってきれいに印刷することができる印刷方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
すなわち、本発明は上記課題を解決するために、プリンターを用いて和紙に印刷処理を行う印刷処理方法において、和紙よりも透水性の低い重ね合わせ紙を裏打ちして和紙の全面を剥離可能に糊付けする工程と、当該糊付けされた重合紙をプリンターで印刷する工程と、当該印刷された重合紙から和紙を剥離する工程とを備えるようにしたものである。
【0011】
このようにすれば、和紙の全面を糊付けして重ね合わせるため、紙に腰を持たせることができ、プリンター供給時に送りローラーと逆転ローターとの間で分離して紙詰まりすることなくなる。しかも、浸透性の低い重ね合わせ紙を裏打ちしているため、インクの抜けを防止しして発色を良くすることができるようになる。
【0012】
また、このような発明において、重ね合わされた縁部分を前記糊よりも接着力の強い糊で糊付けする。
【0013】
このようにすれば、縁部分を接着力の強い糊で接着しているので、縁部分から剥がれてしまうといった不具合を防止することができ、また、内側部分については糊の接着力が弱いので和紙のみを剥がすことができる。
【0014】
さらには、和紙よりも大きい重ね合わせ紙を裏打ちして当該重ね合わせ紙の全面を剥離可能に糊付けするとともに、重ね合わされた縁部分を前記糊よりも接着力の強い糊で糊付けし、その糊付けされた重合紙の和紙からはみ出た部分を平板上に貼り付けて乾燥させる。
【0015】
このようにすれば、水分によって和紙に皺を生じた場合であっても、平板上に貼り付けて乾燥させるのでその皺を伸ばすことができ、しかも、和紙の縁部分を強く糊付けすれば、乾燥時に和紙の繊維を引っ張り合わせて、内側の糊の剥離を防止した状態で皺をなくすことができる。
【0016】
加えて、和紙と重ね合わせ紙を重ね合わせる際、重ね合わせ紙に水を塗布した後、和紙の全面を糊付けする。
【0017】
このようにすれば、和紙を重ね合わせる際に、糊を均一に薄く伸ばすことができ、しかも、重ね合わせ時における和紙の浮きを防止することができるようになる。
【発明の効果】
【0018】
本発明では、プリンターを用いて和紙に印刷処理を行う場合、和紙よりも透水性の低い重ね合わせ紙を裏打ちして和紙の全面を剥離可能に糊付けし、その糊付けされた重合紙をプリンターで印刷した後、和紙を剥離するようにしたので、重ね合わせ紙や和紙が分離されてプリンター内で詰まることなく、また、インクが和紙を抜けて発色が悪くなるという不具合もなくなる。
【発明を実施するための最良の形態】
【0019】
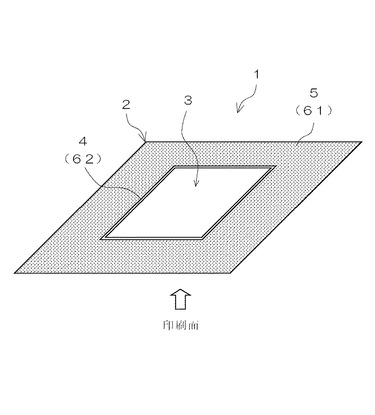
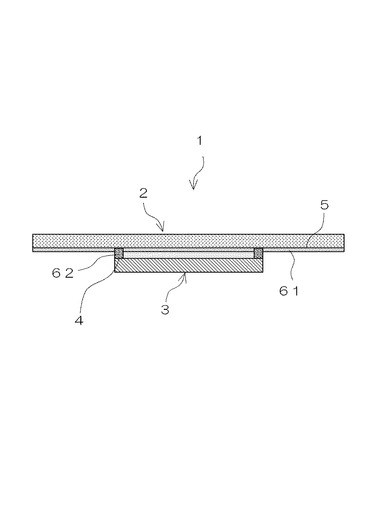
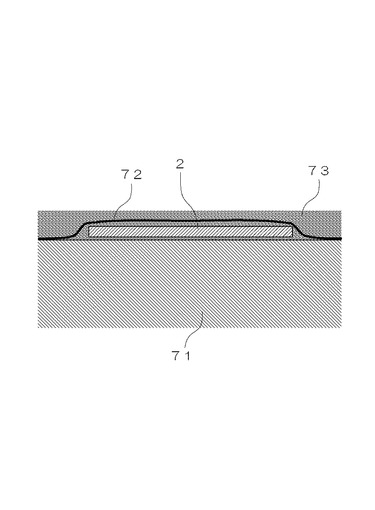
以下、樹脂製品7の印刷方法における一実施の形態について図面を参照して説明する。図1は、この実施の形態における和紙2と重ね合わせ紙3を重ね合わせた重合紙1を示したものであり、図2は、その断面図を示したものである。また、図3は、重合紙1の製造工程を示したものである。
【0020】
この実施の形態における樹脂製品7の印刷方法は、サーフボードやスノーボード、船舶などのFRP製品や樹脂製装飾品などに使用されるものであって、薄い和紙2の裏面に重ね合わせ紙3を全面糊付けして腰を持たせ、これによってインクジェットプリンターやレーザープリンターなどのプリンターを通せるようにしたものである。
【0021】
この印刷対象として使用される和紙2は、FRPで使用される硬化樹脂73を表面から塗布しても8〜10分以内に裏側へその硬化樹脂73を浸透させるものであって、裏打ちされる重ね合わせ紙3よりも繊維密度が低く、かつ、相対的に樹脂や水の浸透性の高い性質を有するものが使用される。なお、ここでは「和紙2」と称して説明するが、日本古来の伝統手法によって製造される和紙2でなくても、繊維密度が低くて樹脂を浸透させることができ、しかも、表面に印刷できるようなものあればどのような紙であってもよい。
【0022】
一方、この和紙2に裏打ちされる重ね合わせ紙3は、和紙2よりも繊維密度が高く、しかも、和紙2よりも水の浸透性の低いものが用いられる。このような重ね合わせ紙3として、好ましくは洋紙を用いる。このように洋紙を用いれば、全面を糊付けした場合であっても、表側に重ね合わされる和紙2の繊維と絡み合うことがなく、剥がす際に和紙2を破るようなことがなくなる。なお、この実施の形態では、重ね合わせ紙3として、和紙2を大きくするとともに、重ね合わせ紙3を相対的に小さくし、和紙2の中央部分に重ね合わせ紙3を糊付けすることによって、その周囲にのりしろ部を設けるようにしている。
【0023】
このように和紙2に重ね合わせ紙3を裏打ちする場合、次のような工程によって裏打ち処理を行う。
【0024】
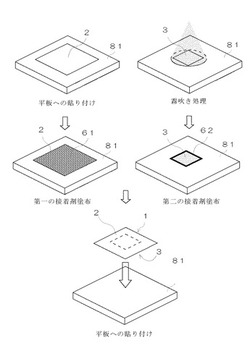
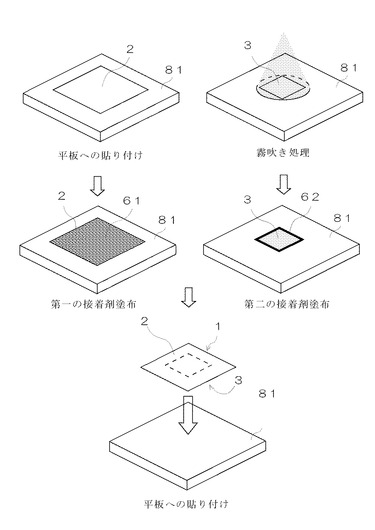
まず、比較的大きく構成された和紙2を平板81の上に置き、その和紙2の上からDPR液剤を塗布する。このDPR液剤は、和紙2の浸透性をよくした状態でインクジェットプリンターなどの発色を良くできるようにしたもので、紙やインクを紫外線に耐えられるようにしたものである。そして、このようにDPR液剤を塗布した後、比較的濃度の薄い糊(第一の接着剤61)を全面にわたって塗布する。この第一の接着剤61は、重ね合わせ紙3と重ね合わせて接着・乾燥させた場合であっても、事後的に和紙2と分離できるような弱い接着力を有するものが用いられる。
【0025】
一方、このように接着剤を塗布した和紙2とは別に、洋紙についても平板81の上に置き、その洋紙に上から霧吹きで水を塗布した後、洋紙の周囲2mm幅にわたって濃度の濃い糊を塗布する。このように先に水を塗布すると、第一の接着剤61に塗布むらが生じた場合であっても、その糊を均一に伸ばすことができるとともに、和紙2に重ね合わせ紙3を重ね合わせる際に、その水分を和紙2に吸収させて和紙2との密着性を高くして浮きを防止することができる。そして、このように霧吹きで水を塗布した後、周囲2mm幅にわたって濃度の濃い糊(第二の接着剤62)を塗布し、接着面側を和紙2に対向させて和紙2の中央部分に重ね合わせる。この重ね合わせは、糊や霧吹きによる水が乾燥する前に行う。
【0026】
このような重ね合わせと糊付けを行うと、霧吹きによる水や糊の水分が和紙2に吸収され、和紙2に皺を生じてしまう。このため、次の工程では、和紙2に生じた皺の除去処理を行う。
【0027】
皺の除去処理では、洋紙と和紙2を重ね合わせて重合紙1を生成した後、糊や霧吹きの水が乾燥する前に、和紙2ののりしろ部を下側にして平板81上に貼り付ける。このとき、さらにその上から板などを用いて重合紙1に押し付けることにより、ある程度の皺を除去する。そして、その板を取り除いた状態で数時間放置し、糊や水分の乾燥させる。
【0028】
平板81上に張り付けられた状態で重合紙1の乾燥が始まると、次のような作用によって和紙2の皺が除去される。
【0029】
すなわち、通常、紙は、水分を含ませると伸び、また、乾燥させると収縮する性質を有するが、和紙2ののりしろ部が平板81に貼り付けられているため、この部分では収縮を生じない。一方、重ね合わせ紙3と重ね合わされた部分では、和紙2が平板81に接着されていないため縮みを生ずる。これにより、重ね合わせ紙3と重ね合わされた部分は外側に引っ張られ、その部分における皺が除去される。このとき、和紙2と重ね合わせ紙3の伸縮率の違いにより紙の間に剪断力が生じてしまい、薄い糊付け部分が剥がれてしまう可能性があるが、縁部4に接着力の強い糊(第二の接着剤62)を糊付けしているため、重合部分の接着面に大きな剪断力を生ずることなく、和紙2の剥がれを防止することができる。
【0030】
次に、重ね合わされた重合紙1を完全に乾燥させた後、この重合紙1を平板81から剥がし、第二の接着剤62によって糊付けされた縁部4分を切除するとともに、プリンターの大きさに対応した寸法にカットする。
【0031】
そして、この重合紙1をインクジェットプリンターに通して印刷処理を行う。この印刷処理では、カメラによって撮影された画像やインターネット上で提供されているフリー素材などを用いて印刷を行う。このとき、インクジェットプリンターで印刷する際、和紙2側に塗布されたインクが、通常、和紙2を透過してしまうが、DPR液剤を塗布しており、また、浸透性の低い重ね合わせ紙3を裏打ちしているため、インクの抜けを程度防止して発色の低下を抑えることができる。そして、このように印刷を行ってインクを乾燥させた後、薄い糊で接着された重ね合わせ紙3を和紙2から、和紙2を取り出す。
【0032】
次に、このように印刷された和紙2を樹脂製品7に貼り付ける場合の作業工程について説明する。
【0033】
印刷された和紙2をサーフボードなどの樹脂製品7に貼り付ける場合、図○に示すように、まずは、ボード本体71の表面に和紙2を位置決めして貼り付け、その状態で上からガラス繊維72を貼り付けて仮固定する。そして、このように和紙2を仮固定した状態で、ガラス繊維72の上から硬化剤を塗布して引き延ばしていく。このように硬化剤を塗布すると、その硬化剤は8分から10分程度で硬化しはじめていくが、その間にガラス繊維72や和紙2の繊維の間を浸透し、ボード本体71まで樹脂が行き渡る。そして、このように樹脂を塗布して硬化させた後、表面を研磨して表面処理を行っていく。
【0034】
このようにすれば、サーフボードなどの樹脂製品7に対しても種々のデザインを施すことができ、ユーザーの選択したデザインを印刷して貼り付けることができるようになる。また、その際、薄い和紙2に印刷して貼り付けるようにしているので、ボード本体71への硬化樹脂73の浸透性をよくすることができ、紙の浮きなどを防止することができるようになる。
【0035】
このように上記実施の形態では、プリンターを用いて和紙2に印刷処理を行う場合、和紙2よりも透水性の低い洋紙を裏打ちして和紙2の全面を糊付けし、その糊付けされた重合紙1をプリンターで印刷した後、和紙2を剥離するようにしたので、重ね合わせ紙3や和紙2が分離されてプリンター内で詰まることなく、また、インクの抜けを防止して発色を良くすることができる。
【0036】
なお、本発明は上記実施の形態に限定されることなく、種々の態様で実施することができる。
【0037】
例えば、上記実施の形態では、樹脂製品7としてサーフボードに印刷処理を施す場合について説明したが、樹脂製品7としてはサーフボードに限らず、ウィンドサーフィン用のボード、スノーボード、船舶、装飾用品、その他の樹脂製品7に使用できるようにしたもよい。あるいは、和紙2単体として使用できるようにしてもよい。
【0038】
また、上記実施の形態では、和紙2と洋紙の2層構造で説明したが、これ以外の紙や媒体を積層して紙に腰を持たせるようにしてもよい。
【0039】
さらに、上記実施の形態では、和紙2を大きくしてのり代部5を設けて平板81上に貼り付けるようにしているが、和紙2と洋紙をほぼ同じ大きさで貼り付けて乾燥させるようにしてもよい。
【図面の簡単な説明】
【0040】
【図1】本発明の一実施の形態を示す和紙と重ね合わせ紙を重ね合わせた状態を示す図
【図2】図1における断面図
【図3】同形態における重合紙の製造工程を示す図
【図4】同形態における重合紙の製造工程を示す図
【図5】同形態における樹脂製品に和紙を貼り付ける工程を示す図
【符号の説明】
【0041】
1・・・重合紙
2・・・和紙
3・・・重ね合わせ紙(洋紙)
4・・・縁部
5・・・のり代部
61・・・第一の接着剤
62・・・第二の接着剤
7・・・樹脂製品
71・・・ボード本体
72・・・ガラス繊維
73・・・硬化樹脂
81・・・平板
【技術分野】
【0001】
本発明は、和紙の印刷方法に関し、より詳しくは、サーフボードやスノーボードなどのような樹脂製品に印刷処理を施すための印刷方法に関するものである。
【背景技術】
【0002】
一般に、サーフボードなどの樹脂製品にデザインを施す場合、エアブラシなどによって印刷を行うのが一般的であるが、このようなエアブラシによる印刷方法では、デザイナーによってデザインに偏りを生じ、また、人手による印刷であるため、完成までに手間がかかってコストが高くつくという問題があった。なお、このエアブラシ以外の印刷方法として、シルクスクリーン印刷法や昇華法、熱間マーキング法、スタンプ印刷法などの印刷方法もあるが(特許文献1〜特許文献3)、これらの方法は、複雑な絵柄や色などには対応することができないという問題もある。
【0003】
このため、現在では、薄い紙にインクジェットプリンターなどで印刷処理を施し、これをサーフボードなどの樹脂製品に貼り付ける方法が模索されている。
【0004】
このような印刷方法によれば、カメラで撮影された画像やインターネット上で提供されたフリー素材などをプリンターで印刷することにより、簡単にユーザーの好みに応じたデザインを貼り付けることができるようになる。
【0005】
しかしながら、このようにプリンターで印刷された紙をサーフボードに貼り付ける場合、紙の厚みを薄くしなければ、その上から塗布される樹脂をサーフボードの本体に浸透させることができない。このため、紙がサーフボードの本体から剥離してしまう可能性がある。一方、樹脂の浸透性を良くするために紙を薄くしすぎると、今度は、印刷時にプリンター内で紙詰まりを起こしてしまい、さらには、色のにじみを生じさせる可能性がある。
【0006】
これに対して、薄い和紙にプリンターを使って印刷できるようにした方法が特許文献1などに提案されている。この特許文献1の印刷方法は、和紙の裏面に吸水性を有する紙を重ね合わせ紙を重ね合わせ、それぞれの一辺を接着剤で接着して印刷用重合紙を生成するとともに、このように一辺の接着された印刷用重合紙をプリンターに通して印刷することによって、プリンター内での紙詰まりやずれ、インクのにじみなどを防止できるようにしたものである。
【特許文献1】特開2003−311863号公報 第37段落
【特許文献2】特開閉9−193291号公報 第26段落
【特許文献3】特開平6−225957号公報 第4段落
【特許文献4】特開2000−116967号公報 第7段落
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、このような印刷用重合紙を用いて印刷する方法においても、次のような問題がある。
【0008】
すなわち、特許文献4のように、重ね合わせた紙の一辺のみを接着してプリンターに通したのでは、プリンターの紙送りローラーと逆転ローターによってそれぞれが分離されてしまい、かえって紙詰まりを起こしてしまう。また、吸水性のよい重ね合わせ紙として表面と同質の和紙などを用いると、インクが裏面に抜けて発色が悪くなってしまうとともに、印刷後にそれぞれの紙の繊維が絡み合って、剥がす際に破れてしまう可能性がある。さらには、和紙全面を糊付けして重ね合わせると、その和紙の吸水性によって皺を生じ、プリンターできれいに印刷することができなくなってしまう可能性がある。
【0009】
そこで、本発明はこれらの課題に着目してなされたもので、薄い和紙であっても紙詰まりやにじみを生じず、しかも、プリンターを使ってきれいに印刷することができる印刷方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
すなわち、本発明は上記課題を解決するために、プリンターを用いて和紙に印刷処理を行う印刷処理方法において、和紙よりも透水性の低い重ね合わせ紙を裏打ちして和紙の全面を剥離可能に糊付けする工程と、当該糊付けされた重合紙をプリンターで印刷する工程と、当該印刷された重合紙から和紙を剥離する工程とを備えるようにしたものである。
【0011】
このようにすれば、和紙の全面を糊付けして重ね合わせるため、紙に腰を持たせることができ、プリンター供給時に送りローラーと逆転ローターとの間で分離して紙詰まりすることなくなる。しかも、浸透性の低い重ね合わせ紙を裏打ちしているため、インクの抜けを防止しして発色を良くすることができるようになる。
【0012】
また、このような発明において、重ね合わされた縁部分を前記糊よりも接着力の強い糊で糊付けする。
【0013】
このようにすれば、縁部分を接着力の強い糊で接着しているので、縁部分から剥がれてしまうといった不具合を防止することができ、また、内側部分については糊の接着力が弱いので和紙のみを剥がすことができる。
【0014】
さらには、和紙よりも大きい重ね合わせ紙を裏打ちして当該重ね合わせ紙の全面を剥離可能に糊付けするとともに、重ね合わされた縁部分を前記糊よりも接着力の強い糊で糊付けし、その糊付けされた重合紙の和紙からはみ出た部分を平板上に貼り付けて乾燥させる。
【0015】
このようにすれば、水分によって和紙に皺を生じた場合であっても、平板上に貼り付けて乾燥させるのでその皺を伸ばすことができ、しかも、和紙の縁部分を強く糊付けすれば、乾燥時に和紙の繊維を引っ張り合わせて、内側の糊の剥離を防止した状態で皺をなくすことができる。
【0016】
加えて、和紙と重ね合わせ紙を重ね合わせる際、重ね合わせ紙に水を塗布した後、和紙の全面を糊付けする。
【0017】
このようにすれば、和紙を重ね合わせる際に、糊を均一に薄く伸ばすことができ、しかも、重ね合わせ時における和紙の浮きを防止することができるようになる。
【発明の効果】
【0018】
本発明では、プリンターを用いて和紙に印刷処理を行う場合、和紙よりも透水性の低い重ね合わせ紙を裏打ちして和紙の全面を剥離可能に糊付けし、その糊付けされた重合紙をプリンターで印刷した後、和紙を剥離するようにしたので、重ね合わせ紙や和紙が分離されてプリンター内で詰まることなく、また、インクが和紙を抜けて発色が悪くなるという不具合もなくなる。
【発明を実施するための最良の形態】
【0019】
以下、樹脂製品7の印刷方法における一実施の形態について図面を参照して説明する。図1は、この実施の形態における和紙2と重ね合わせ紙3を重ね合わせた重合紙1を示したものであり、図2は、その断面図を示したものである。また、図3は、重合紙1の製造工程を示したものである。
【0020】
この実施の形態における樹脂製品7の印刷方法は、サーフボードやスノーボード、船舶などのFRP製品や樹脂製装飾品などに使用されるものであって、薄い和紙2の裏面に重ね合わせ紙3を全面糊付けして腰を持たせ、これによってインクジェットプリンターやレーザープリンターなどのプリンターを通せるようにしたものである。
【0021】
この印刷対象として使用される和紙2は、FRPで使用される硬化樹脂73を表面から塗布しても8〜10分以内に裏側へその硬化樹脂73を浸透させるものであって、裏打ちされる重ね合わせ紙3よりも繊維密度が低く、かつ、相対的に樹脂や水の浸透性の高い性質を有するものが使用される。なお、ここでは「和紙2」と称して説明するが、日本古来の伝統手法によって製造される和紙2でなくても、繊維密度が低くて樹脂を浸透させることができ、しかも、表面に印刷できるようなものあればどのような紙であってもよい。
【0022】
一方、この和紙2に裏打ちされる重ね合わせ紙3は、和紙2よりも繊維密度が高く、しかも、和紙2よりも水の浸透性の低いものが用いられる。このような重ね合わせ紙3として、好ましくは洋紙を用いる。このように洋紙を用いれば、全面を糊付けした場合であっても、表側に重ね合わされる和紙2の繊維と絡み合うことがなく、剥がす際に和紙2を破るようなことがなくなる。なお、この実施の形態では、重ね合わせ紙3として、和紙2を大きくするとともに、重ね合わせ紙3を相対的に小さくし、和紙2の中央部分に重ね合わせ紙3を糊付けすることによって、その周囲にのりしろ部を設けるようにしている。
【0023】
このように和紙2に重ね合わせ紙3を裏打ちする場合、次のような工程によって裏打ち処理を行う。
【0024】
まず、比較的大きく構成された和紙2を平板81の上に置き、その和紙2の上からDPR液剤を塗布する。このDPR液剤は、和紙2の浸透性をよくした状態でインクジェットプリンターなどの発色を良くできるようにしたもので、紙やインクを紫外線に耐えられるようにしたものである。そして、このようにDPR液剤を塗布した後、比較的濃度の薄い糊(第一の接着剤61)を全面にわたって塗布する。この第一の接着剤61は、重ね合わせ紙3と重ね合わせて接着・乾燥させた場合であっても、事後的に和紙2と分離できるような弱い接着力を有するものが用いられる。
【0025】
一方、このように接着剤を塗布した和紙2とは別に、洋紙についても平板81の上に置き、その洋紙に上から霧吹きで水を塗布した後、洋紙の周囲2mm幅にわたって濃度の濃い糊を塗布する。このように先に水を塗布すると、第一の接着剤61に塗布むらが生じた場合であっても、その糊を均一に伸ばすことができるとともに、和紙2に重ね合わせ紙3を重ね合わせる際に、その水分を和紙2に吸収させて和紙2との密着性を高くして浮きを防止することができる。そして、このように霧吹きで水を塗布した後、周囲2mm幅にわたって濃度の濃い糊(第二の接着剤62)を塗布し、接着面側を和紙2に対向させて和紙2の中央部分に重ね合わせる。この重ね合わせは、糊や霧吹きによる水が乾燥する前に行う。
【0026】
このような重ね合わせと糊付けを行うと、霧吹きによる水や糊の水分が和紙2に吸収され、和紙2に皺を生じてしまう。このため、次の工程では、和紙2に生じた皺の除去処理を行う。
【0027】
皺の除去処理では、洋紙と和紙2を重ね合わせて重合紙1を生成した後、糊や霧吹きの水が乾燥する前に、和紙2ののりしろ部を下側にして平板81上に貼り付ける。このとき、さらにその上から板などを用いて重合紙1に押し付けることにより、ある程度の皺を除去する。そして、その板を取り除いた状態で数時間放置し、糊や水分の乾燥させる。
【0028】
平板81上に張り付けられた状態で重合紙1の乾燥が始まると、次のような作用によって和紙2の皺が除去される。
【0029】
すなわち、通常、紙は、水分を含ませると伸び、また、乾燥させると収縮する性質を有するが、和紙2ののりしろ部が平板81に貼り付けられているため、この部分では収縮を生じない。一方、重ね合わせ紙3と重ね合わされた部分では、和紙2が平板81に接着されていないため縮みを生ずる。これにより、重ね合わせ紙3と重ね合わされた部分は外側に引っ張られ、その部分における皺が除去される。このとき、和紙2と重ね合わせ紙3の伸縮率の違いにより紙の間に剪断力が生じてしまい、薄い糊付け部分が剥がれてしまう可能性があるが、縁部4に接着力の強い糊(第二の接着剤62)を糊付けしているため、重合部分の接着面に大きな剪断力を生ずることなく、和紙2の剥がれを防止することができる。
【0030】
次に、重ね合わされた重合紙1を完全に乾燥させた後、この重合紙1を平板81から剥がし、第二の接着剤62によって糊付けされた縁部4分を切除するとともに、プリンターの大きさに対応した寸法にカットする。
【0031】
そして、この重合紙1をインクジェットプリンターに通して印刷処理を行う。この印刷処理では、カメラによって撮影された画像やインターネット上で提供されているフリー素材などを用いて印刷を行う。このとき、インクジェットプリンターで印刷する際、和紙2側に塗布されたインクが、通常、和紙2を透過してしまうが、DPR液剤を塗布しており、また、浸透性の低い重ね合わせ紙3を裏打ちしているため、インクの抜けを程度防止して発色の低下を抑えることができる。そして、このように印刷を行ってインクを乾燥させた後、薄い糊で接着された重ね合わせ紙3を和紙2から、和紙2を取り出す。
【0032】
次に、このように印刷された和紙2を樹脂製品7に貼り付ける場合の作業工程について説明する。
【0033】
印刷された和紙2をサーフボードなどの樹脂製品7に貼り付ける場合、図○に示すように、まずは、ボード本体71の表面に和紙2を位置決めして貼り付け、その状態で上からガラス繊維72を貼り付けて仮固定する。そして、このように和紙2を仮固定した状態で、ガラス繊維72の上から硬化剤を塗布して引き延ばしていく。このように硬化剤を塗布すると、その硬化剤は8分から10分程度で硬化しはじめていくが、その間にガラス繊維72や和紙2の繊維の間を浸透し、ボード本体71まで樹脂が行き渡る。そして、このように樹脂を塗布して硬化させた後、表面を研磨して表面処理を行っていく。
【0034】
このようにすれば、サーフボードなどの樹脂製品7に対しても種々のデザインを施すことができ、ユーザーの選択したデザインを印刷して貼り付けることができるようになる。また、その際、薄い和紙2に印刷して貼り付けるようにしているので、ボード本体71への硬化樹脂73の浸透性をよくすることができ、紙の浮きなどを防止することができるようになる。
【0035】
このように上記実施の形態では、プリンターを用いて和紙2に印刷処理を行う場合、和紙2よりも透水性の低い洋紙を裏打ちして和紙2の全面を糊付けし、その糊付けされた重合紙1をプリンターで印刷した後、和紙2を剥離するようにしたので、重ね合わせ紙3や和紙2が分離されてプリンター内で詰まることなく、また、インクの抜けを防止して発色を良くすることができる。
【0036】
なお、本発明は上記実施の形態に限定されることなく、種々の態様で実施することができる。
【0037】
例えば、上記実施の形態では、樹脂製品7としてサーフボードに印刷処理を施す場合について説明したが、樹脂製品7としてはサーフボードに限らず、ウィンドサーフィン用のボード、スノーボード、船舶、装飾用品、その他の樹脂製品7に使用できるようにしたもよい。あるいは、和紙2単体として使用できるようにしてもよい。
【0038】
また、上記実施の形態では、和紙2と洋紙の2層構造で説明したが、これ以外の紙や媒体を積層して紙に腰を持たせるようにしてもよい。
【0039】
さらに、上記実施の形態では、和紙2を大きくしてのり代部5を設けて平板81上に貼り付けるようにしているが、和紙2と洋紙をほぼ同じ大きさで貼り付けて乾燥させるようにしてもよい。
【図面の簡単な説明】
【0040】
【図1】本発明の一実施の形態を示す和紙と重ね合わせ紙を重ね合わせた状態を示す図
【図2】図1における断面図
【図3】同形態における重合紙の製造工程を示す図
【図4】同形態における重合紙の製造工程を示す図
【図5】同形態における樹脂製品に和紙を貼り付ける工程を示す図
【符号の説明】
【0041】
1・・・重合紙
2・・・和紙
3・・・重ね合わせ紙(洋紙)
4・・・縁部
5・・・のり代部
61・・・第一の接着剤
62・・・第二の接着剤
7・・・樹脂製品
71・・・ボード本体
72・・・ガラス繊維
73・・・硬化樹脂
81・・・平板
【特許請求の範囲】
【請求項1】
プリンターを用いて和紙に印刷処理を行う印刷処理方法において、
和紙よりも透水性の低い重ね合わせ紙を裏打ちして和紙の全面を剥離可能に糊付けする工程と、当該糊付けされた重合紙をプリンターを用いて印刷する工程と、当該印刷された重合紙から和紙を剥離する工程とを備えてなることを特徴とする和紙の印刷処理方法。
【請求項2】
プリンターを用いて和紙に印刷処理を行う印刷処理方法において、
和紙よりも透水性の低い重ね合わせ紙を裏打ちして和紙の全面を剥離可能に糊付けするとともに、重ね合わされた縁部分を前記糊よりも接着力の強い糊で糊付けする工程と、当該糊付けされた重合紙をプリンターで印刷する工程と、当該印刷された重合紙から前記接着力の強い糊で糊付けされた部分を切除した後、重ね合わされた和紙を剥離する工程とを備えてなることを特徴とする和紙の印刷処理方法。
【請求項3】
プリンターを用いて和紙に印刷を行う印刷処理方法において、
和紙よりも大きく、かつ、和紙よりも浸透性の低い重ね合わせ紙を裏打ちして当該重ね合わせ紙の全面を剥離可能に糊付けするとともに、重ね合わされた縁部分を前記糊よりも接着力の強い糊で糊付けする工程と、前記糊付けされた重合紙の重ね合わせ紙の和紙からはみ出た部分を、平板上に貼り付けて乾燥させる工程と、乾燥させた重合紙における和紙側にプリンターを用いて印刷する工程と、当該印刷された印刷用重合紙から和紙を剥離する工程とを備えてなることを特徴とする和紙の印刷処理方法。
【請求項4】
前記重ね合わせ紙に水を塗布した後、和紙の全面を糊付けするようにした請求項1から3いずれか1項に記載の和紙の印刷処理方法。
【請求項1】
プリンターを用いて和紙に印刷処理を行う印刷処理方法において、
和紙よりも透水性の低い重ね合わせ紙を裏打ちして和紙の全面を剥離可能に糊付けする工程と、当該糊付けされた重合紙をプリンターを用いて印刷する工程と、当該印刷された重合紙から和紙を剥離する工程とを備えてなることを特徴とする和紙の印刷処理方法。
【請求項2】
プリンターを用いて和紙に印刷処理を行う印刷処理方法において、
和紙よりも透水性の低い重ね合わせ紙を裏打ちして和紙の全面を剥離可能に糊付けするとともに、重ね合わされた縁部分を前記糊よりも接着力の強い糊で糊付けする工程と、当該糊付けされた重合紙をプリンターで印刷する工程と、当該印刷された重合紙から前記接着力の強い糊で糊付けされた部分を切除した後、重ね合わされた和紙を剥離する工程とを備えてなることを特徴とする和紙の印刷処理方法。
【請求項3】
プリンターを用いて和紙に印刷を行う印刷処理方法において、
和紙よりも大きく、かつ、和紙よりも浸透性の低い重ね合わせ紙を裏打ちして当該重ね合わせ紙の全面を剥離可能に糊付けするとともに、重ね合わされた縁部分を前記糊よりも接着力の強い糊で糊付けする工程と、前記糊付けされた重合紙の重ね合わせ紙の和紙からはみ出た部分を、平板上に貼り付けて乾燥させる工程と、乾燥させた重合紙における和紙側にプリンターを用いて印刷する工程と、当該印刷された印刷用重合紙から和紙を剥離する工程とを備えてなることを特徴とする和紙の印刷処理方法。
【請求項4】
前記重ね合わせ紙に水を塗布した後、和紙の全面を糊付けするようにした請求項1から3いずれか1項に記載の和紙の印刷処理方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2009−243012(P2009−243012A)
【公開日】平成21年10月22日(2009.10.22)
【国際特許分類】
【出願番号】特願2008−93930(P2008−93930)
【出願日】平成20年3月31日(2008.3.31)
【出願人】(508098040)
【Fターム(参考)】
【公開日】平成21年10月22日(2009.10.22)
【国際特許分類】
【出願日】平成20年3月31日(2008.3.31)
【出願人】(508098040)
【Fターム(参考)】
[ Back to top ]