
和紙製内装材及び和紙製内装材の製造方法
【課題】下地と内装材との温度差による結露の発生を抑えることができる和紙製内装材及びその和紙製内装材の製造方法を提供する。
【解決手段】紙漉により製造された和紙1を所定の形状に裁断し、裁断した和紙を組み立てて所定の開口窓部2を有する和紙製の骨組みを形成し、更に、骨組みの所定の開口窓部2を被覆する様に和紙よりなる表装紙5を貼り合わせる。
【解決手段】紙漉により製造された和紙1を所定の形状に裁断し、裁断した和紙を組み立てて所定の開口窓部2を有する和紙製の骨組みを形成し、更に、骨組みの所定の開口窓部2を被覆する様に和紙よりなる表装紙5を貼り合わせる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は和紙製内装材及び和紙製内装材の製造方法に関する。詳しくは、和紙を用いて製造した住宅、自動車や飛行機等の内装用途に適した和紙製内装材及びこうした和紙製内装材の製造方法に係るものである。
【背景技術】
【0002】
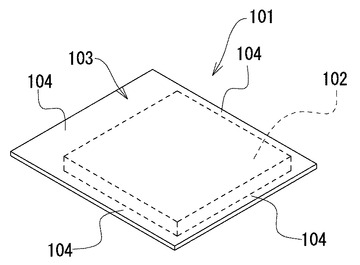
この種の内装材として、例えば特許文献1に記載されたものが知られている。具体的には、特許文献1に記載された室内装飾材では、図7に示す様な内装用加飾パーツ101の複数を、互いに隣接する支持材プレート102の端縁が当接または密接する様に配置する。そして、支持プレート102の端縁が当接または密接する様に配置された状態で、加飾和紙シート103の重ね合わせ部104を接着剤で接合する工程を繰り返すことで室内の内装としての室内装飾材が形成されることとなる。
【0003】
ここで、内装用加飾パーツ101は、矩形状の支持材プレート102と、この支持材プレート102の上面に接着された矩形状の加飾和紙シート103とから構成され、この加飾和紙シート103は支持材プレート102各辺より巾3〜10mm程度外方にはみ出す重ね合わせ部104が備えられている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−261003号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述した特許文献1に記載された内装材は厚紙やダンボール、またはベニヤ板などの木質ボード、合成樹脂ボード等の支持材プレートに木加飾和紙シートが接着されている。即ち、基材としての支持材プレートが和紙と異なる材質であるために、和紙特有の柔軟さや美しさを醸し出すことができない。
【0006】
また、木製板材やコンクリート壁面等の下地に対して和紙を接着剤で直に貼る場合には、和紙と下地材との温度差で結露が生じてかびが生えたり、しみが付いたりする。
【0007】
本発明は、以上の点に鑑みて創案されたものであって、和紙特有の柔軟さや美しさを醸し出すと共に、下地との温度差に起因した結露の発生を抑えることができる和紙製内装材及びこうした和紙製内装材の製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
上記の目的を達成するために、本発明に係る和紙製内装材は、紙漉により製造された和紙を所定の形状に裁断し、裁断した和紙を組み立てて所定の開口領域を有する和紙製の骨組みを形成し、更に、骨組みの所定の開口領域を被覆する様に和紙を貼り合わせることによって形成される。
【0009】
ここで、紙漉により製造された和紙を裁断して所定の開口領域を有する骨組みを形成し、更に、開口領域を被覆する様に和紙を貼り合わせることによって、建物等の木製板材やコンクリート壁面等の下地と開口領域を被覆する和紙との間に空隙を形成することができる。そして、そのことによって、下地と開口領域を被覆する和紙との温度差に起因した結露の発生を抑制することができる。
【0010】
また、紙漉により製造された複数枚の和紙を重ね合わせた状態で接着して所定の形状に裁断した場合には、和紙製品の種類に応じて型崩れのしない程度の強度を有する内装材の作成が可能となる。
【0011】
また、上記の目的を達成するために、本発明に係る和紙製内装材は、繊維が入らない所定領域が形成された簀面を用いた紙漉により製造された空洞部を有する形状である和紙を組み立てて所定の開口領域を有する和紙製の骨組みを形成し、更に、骨組みの所定の開口領域を被覆する様に和紙を貼り合わせることによって形成される。
【0012】
ここで、繊維が入らない所定領域が形成された簀面を用いた紙漉により所定の開口領域を有する和紙製の骨組みを形成し、更に、開口領域を被覆する様に和紙を貼り合わせることによって、裁断で和紙に空洞部分を設ける手間を省くことができ、製造歩留まりの向上が実現する。
【0013】
また、骨組みの所定の開口領域を被覆する様に和紙を貼り合わせることによって、建物等の木製板材やコンクリート壁面等の下地と開口領域を被覆する和紙との間に空隙を形成することができる。そして、そのことによって、下地と開口領域を被覆する和紙との温度差に起因した結露の発生を抑制することができる。
【0014】
また、繊維が入らない所定領域が形成された簀面を用いた紙漉により製造された和紙が、型崩れのしない程度の強度を有する厚さである場合には、内装材の種類に応じて型崩れがしない程度の強度を有する内装材の作成が可能となる。
【0015】
また、上記の目的を達成するために、本発明に係る和紙製内装材の製造方法は、紙漉により和紙を製造する工程と、紙漉により製造した和紙を所定の形状に裁断し、裁断した和紙を組み立てて所定の開口領域を有する和紙製の骨組みを形成する工程と、前記骨組みの所定の開口領域を被覆する様に和紙を貼り合わせる工程とを備える。
【0016】
ここで、紙漉により製造した和紙を所定の形状に裁断し、裁断した和紙を組み立てて所定の開口領域を有する和紙製の骨組みを形成し、所定の開口領域を被覆する様に和紙を貼り合わせることによって、建物等の木製板材やコンクリート壁面等の下地と開口領域を被覆する和紙との間に空隙を形成することができる。そして、そのことによって、下地と開口領域を被覆する和紙との温度差に起因した結露の発生を抑制することができる。
【0017】
また、紙漉により製造した複数枚の和紙を重ね合わせた状態で接着し、接着した和紙を所定の形状に裁断する場合には、内装材の種類に応じて型崩れのしない程度の強度を有する内装材の作成が可能となる。
【0018】
また、上記の目的を達成するために、本発明に係る和紙製内装材の製造方法は、繊維が入らない所定領域が形成された簀面を用いて紙漉を行うことで、空洞部を有する形状である所定の形状をなす和紙を製造する工程と、所定の形状をなす前記和紙を組み立てて所定の開口領域を有する和紙製の骨組みを形成する工程と、前記骨組みの所定の開口領域を被覆する様に和紙を貼り合わせる工程とを備える。
【0019】
ここで、繊維が入らない所定領域が形成された簀面を用いて紙漉を行うことで、所定の開口領域を有する和紙製の骨組みを形成し、所定の開口領域を被覆する様に和紙を貼り合わせることによって、裁断で和紙に空洞部分を設ける手間を省くことができ、製造歩留まりの向上が実現する。
【0020】
また、所定の開口領域を被覆する様に和紙を貼り合わせることによって、建物等の木製板材やコンクリート壁面等の下地と開口領域を被覆する和紙との間に空隙を形成することができる。そして、そのことによって、下地と開口領域を被覆する和紙との温度差に起因した結露の発生を抑制することができる。
【0021】
また、前記紙漉により製造した複数枚の和紙を重ね合わせた状態で接着し、接着した和紙を所定の形状に裁断する場合には、内装材の種類に応じて型崩れのしない程度の強度を有する内装材の製造が可能となる。
【0022】
また、繊維が入らない所定領域が形成された簀面を用いて紙漉を行う場合には、内装材の種類に応じて型崩れのしない程度の強度を有する内装材の製造が可能となる。
【発明の効果】
【0023】
本発明の和紙製内装材及びその製造方法で得られる和紙製内装材では、和紙特有の柔軟さや美しさを醸し出すと共に、下地との温度差に起因した結露の発生を抑えることが可能となる。
【図面の簡単な説明】
【0024】
【図1】本発明を適用した和紙製内装材の骨組みの一例を説明するための模式図である。
【図2】本発明を適用した和紙製内装材の一例を説明するための模式図である。
【図3】本発明を適用した和紙製内装材の他の例を説明するための模式図である。
【図4】本発明を適用した和紙製内装材の使用状態の一例を説明するための模式図である。
【図5】本発明を適用した和紙製内装材の製造工程の他の例を説明するための模式図である。
【図6】曲板状(曲面状)の和紙の製造を説明するための模式図である。
【図7】従来の和紙製の内装材の一例を説明するための模式図である。
【発明を実施するための形態】
【0025】
以下、本発明の実施の形態を図面を参酌しながら説明し、本発明の理解に供する。
【0026】
<第1の実施の形態>
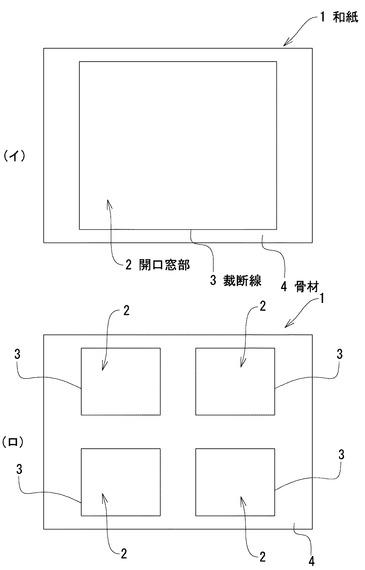
本発明を適用した和紙製内装材の一例を製造する場合には、先ず、図1(イ)に示す様に、紙漉によって得られる所定の大きさの和紙1に裁断線3を記入する。具体的には、開口窓部2を設けるべき領域に四角形状の裁断線3を記入する。
【0027】
次に、この裁断線3に沿ってハサミ等で和紙1を裁断し、開口窓部2が開口された骨材4を形成する(図1(イ)参照)。
【0028】
なお、和紙製内装材の種類に応じて、より具体的には、和紙製内装材に求められる強度に応じて、複数枚の和紙1を貼り合わせた後に裁断して、所定の厚さ(即ち、所定の強度)を有する骨材4を形成しても良い。
【0029】
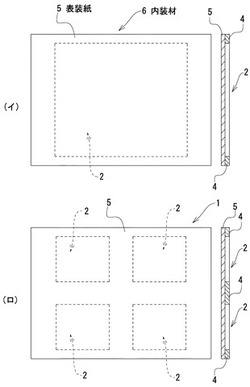
続いて、図2(イ)に示す様に、骨材4の開口窓部2を覆う様に、紙漉で得られた和紙製の表装紙5を貼り合わせることで、内装材6を得ることができる。
【0030】
なお、表装紙5を貼り合わせる際に使用する糊として、米を主体としたものを使用することで、和紙同士(和紙製の骨材4と和紙製の表装紙5)を自然な状態で接着することが可能となる。例えば、米をおかゆ風に炊き込み、この炊きあげた米に和紙を粉にした物を加えてスリコギ等で米粒をつぶしながら混ぜ合わせて糊状としたものを使用することが考えられる。
【0031】
ここで、第1の実施の形態では、骨材4に単一の開口窓部2が形成された場合を例に挙げて説明を行っているが、骨材4に形成する開口窓部2は複数であっても良い。
【0032】
例えば、図1(ロ)で示す様に、紙漉で得られる所定の大きさの和紙1に開口窓部2を設けるべき4箇所の領域に裁断線3を記入した上で、裁断線3に沿ってハサミ等で和紙1を裁断し、複数の開口窓部2が開口された骨材4としても良い。なお、こうした骨材4の開口窓部2を覆う様に、紙漉で得られた和紙製の表装紙5を貼り合わせることで、図2(ロ)で示す様な内装材6を得ることができる。
【0033】
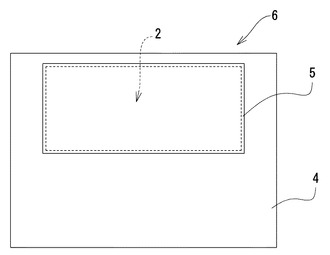
また、第1の実施の形態では、表装紙5を骨材4の全面に貼り合わせる場合を例に挙げて説明を行っているが、必ずしも表装紙5を骨材4の全面に貼り合わせる必要は無い。
【0034】
例えば、図3で示す様に、紙漉で得られる所定の大きさの和紙1の一部分に開口窓部2が開口された骨材4の場合には、この開口窓部2を覆う様に、開口窓部2の領域のみに、紙漉で得られた和紙製の表装紙5を貼り合わせても良い。
【0035】
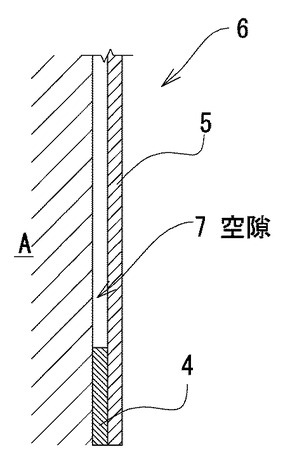
上記の様にして得られた、第1の実施の形態に係る内装材6は、図4に示す様に、例えば、住宅の壁面、床面、あるいは天井面の内装材として木製やコンクリート等の下地Aに固着する。具体的には、下地Aと内装材6の骨材4を接着剤等で接着することで固着する。なお、単一の内装材6で住宅の壁面、床面、あるいは天井面に内装を施しても良いし、複数の内装材6を配置することで内装を施しても良い。
【0036】
この様にして下地Aに固着された内装材6は、開口窓部2を覆う表装紙5と下地Aとの間に空隙7が形成されることとなる(図4参照)。そして、こうした空隙7が形成されることによって、下地Aと表装紙5との温度差に起因した結露の発生を抑制することができる。
【0037】
また、表装紙5が和紙製であり、通気性が高いために、下地Aの表面からの湿気は表装紙5を通して外部に排出され、そのことによっても、下地Aと表装紙5との温度差が解消されることとなる。
【0038】
なお、表装紙5の厚さを紙漉の段階で調整することで、下地Aの表面の模様や色調が表装紙5を通して見ることができ、意匠性に富んだ内装材6を実現することも可能である。
【0039】
また、第1の実施の形態に係る内装材6では、和紙のみで製造されている。そして、和紙の繊維の長さは、普通の紙の繊維より数倍の長さを有し、故に破れ難く、かつ互いに引っ張り合う力が強い。そのため、第1の実施の形態に係る内装材6では、極めて型崩れがし難く、耐久性に優れている。
【0040】
なお、第1の実施の形態に係る内装材6は、住宅の内装材の他に、飛行機、自動車の内装材として、また、ふすま材として使用することも可能である。
【0041】
ここで、第1の実施の形態に係る内装材6を飛行機や自動車の内装材(例えば、天井材)として使用した場合には、飛行機や自動車の重量を軽減することができ、燃費効率が非常に良くなる。また、室内、機内及び車内を和紙のみで製造された内装材6を用いて内装することで、自然の柔らかさや美しさを醸し出し、気分をリラックスさせる効果を期待することができる。
【0042】
なお、紙漉により和紙を作成する段階の液状の和紙原料である繊維や竹材の繊維等に、木材の切り粉やワラ材を小さくきざんで混ぜ合わせることによって、内装材6を木目や土質と調和する色調とすることができ、下地材の色調や材質に調和した内装材6を得ることができる。
【0043】
<第2の実施の形態>
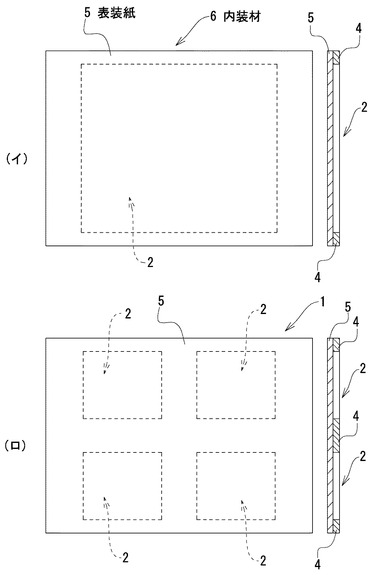
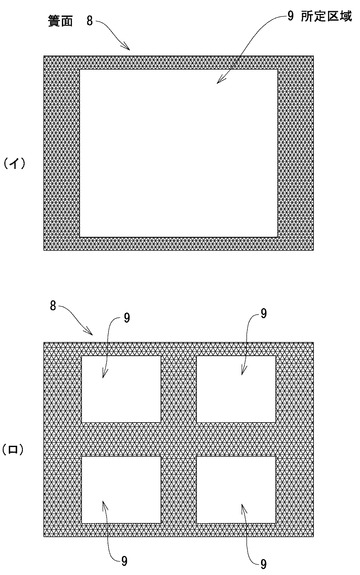
本発明を適用した和紙製内装材の他の一例を製造する場合には、先ず、図5(イ)で示す様な簀面8を用いた紙漉を行う。
【0044】
ここで、紙漉の段階で開口窓部2となる領域に空洞を形成すべく、簀面8上に繊維が入らない所定区域9を設けている。具体的には、所定区域9に囲い棒(図示せず)を設けたり、プラスチック製の囲い箱(図示せず)を設けたりすることで、簀面8上に繊維が入った液が浸入できない様にしている。また、粘土を所定形状に形成し、これをピロ包装紙で包み込んで簀面8上に配置することによっても、繊維が入らない所定区域9を形成することができる。
【0045】
図5(イ)に示す簀面8を用いた紙漉を行うことで、図1(イ)で示す様な、所定の大きさの和紙1に開口窓部2が設けられた骨材4を得ることができる。
【0046】
なお、和紙製内装材の種類に応じて、より具体的には、和紙製内装材に求められる強度に応じて、紙漉の段階で所定の厚さ(即ち、所定の強度)を有する和紙を製造し、求められる強度(例えば、骨材4として型崩れしない程度の強度)を有する様にしても良い。また、強度を担保するために、厚紙等からなる芯材に和紙を貼り合わせて骨材4を形成しても良い。
【0047】
次に、骨材4の開口窓部2を覆う様に、紙漉で得られた和紙製の表装紙5を貼り合わせることで、内装材6を得ることができる(図2(イ)参照)。
【0048】
なお、表装紙5を貼り合わせる際に、米を主体とした糊を使用することで、和紙同士を自然な状態で接着することが可能となる点については、上記した第1の実施の形態と同様である。
【0049】
また、骨材4に形成する開口窓部2が複数であっても良い点についても、上記した第1の実施の形態と同様であり、この場合には、図5(ロ)に示す様な簀面8を用いた紙漉を行うことで、図1(ロ)で示す様な、所定の大きさの和紙1に複数の開口窓部2が設けられた骨材4を形成することとなる。
【0050】
上記の様にして得られた、第2の実施の形態に係る内装材6についても、上述した第1の実施の形態と同様に、例えば、住宅の壁面、床面、あるいは天井面の内装材として木製やコンクリート等の下地Aに固着する(図4参照)。具体的には、下地Aと内装材6の骨材4を接着剤等で接着することで固着する。なお、単一の内装材6で住宅の壁面、床面、あるいは天井面に内装を施しても良いし、複数の内装材6を配置することで内装を施しても良い。
【0051】
この様にして下地Aに固着された内装材6は、開口窓部2を覆う表装紙5と下地Aとの間に空隙7が形成されることとなり(図4参照)、上記した第1の実施の形態と同様に、下地Aと表装紙5との温度差に起因した結露の発生を抑制することができる。
【0052】
なお、下地Aの表面からの湿気が表装紙5を通して外部に排出されることで下地Aと表装紙5との温度差が解消される点、表装紙5の厚さを調整することで意匠性に富んだ内装材6が実現できる点、内装材6が和紙のみで製造されているが故に極めて型崩れがし難く耐久性に優れている点についても、上記した第1の実施の形態と同様である。
【0053】
また、第2の実施の形態では、紙漉の段階で例えば囲い箱を用いて空洞部分を設けており、このことで空洞部分を裁断する手間が省けると共に、和紙を無駄なく利用することができ、高い製造歩留まりを実現することが期待できる。
【0054】
<第3の実施の形態>
上記した第1の実施の形態では、裁断線3に沿って和紙1を裁断することで開口窓部2が開口された骨材4を形成しており、上記した第2の実施の形態では、繊維が入らない所定区域9が形成された簀面8を用いて開口窓部2が設けられた骨材4を形成している。しかし、骨材4の形成方法としては、複数の和紙を貼り合わせることで形成しても良い。
以下、本実施の形態では、複数の和紙を貼り合わせて骨材を形成する場合について説明を行う。
【0055】
本発明を適用した和紙製内装材の更に他の一例を製造する場合には、先ず、(1)和紙の原材料であるこうずや麻等を糊状としたもの、(2)石灰石や粉末にしたもの、及び、(3)新聞紙を溶かしたものを混ぜ合わせ、その後、紙漉を行うことで、縦200cm、横120cm、厚さ0.5cmの和紙を得る。
【0056】
次に、得られた和紙を適当な大きさとなる様に、貼り合わせることによって、開口窓部2が開口された骨材4を形成する(図1(イ)参照)。
【0057】
なお、和紙製内装材の種類に応じて、より具体的には、和紙製内装材に求められる強度に応じて、複数枚の和紙を貼り重ねて、所定の厚さ(即ち、所定の強度)を有する骨材4を形成しても良い。
【0058】
続いて、骨材4の開口窓部2を覆う様に、紙漉で得られた和紙製の表装紙5を貼り合わせることで、内装材6を得ることができる(図2(イ)参照)。
【0059】
なお、表装紙5を貼り合わせる際に、米を主体とした糊を使用することで、和紙同士を自然な状態で接着することが可能となる点については、上記した第1の実施の形態及び第2の実施の形態と同様である。また、骨材4に形成する開口窓部2が複数であっても良い点についても、上記した第1の実施の形態及び第2の実施の形態と同様である。
【0060】
上記の様にして得られた、第3の実施の形態に係る内装材6についても、上述した第1の実施の形態及び第2の実施の形態と同様に、住宅の壁面、床面、あるいは天井面の内装材として木製やコンクリート等の下地Aに固着する(図4参照)。具体的には、下地Aと内装材6の骨材4を接着剤等で接着することで固着する。なお、単一の内装材6で住宅の壁面、床面、あるいは天井面に内装を施しても良いし、複数の内装材6を配置することで内装を施しても良い。
【0061】
この様にして下地Aに固着された内装材6は、開口窓部2を覆う表装紙5と下地Aとの間に空隙7が形成されることとなり(図4参照)、上記した第1の実施の形態及び第2の実施の形態と同様に、下地Aと表装紙5との温度差に起因した結露の発生を抑制することができる。
【0062】
なお、下地Aの表面からの湿気が表装紙5を通して外部に排出されることで下地Aと表装紙5との温度差が解消される点、表装紙5の厚さを調整することで意匠性に富んだ内装材6が実現できる点、内装材6が和紙のみで製造されているが故に極めて型崩れがし難く耐久性に優れている点についても、上記した第1の実施の形態及び第2の実施の形態と同様である。
【0063】
また、第3の実施の形態では、紙漉で得られた和紙(縦200cm、横120cm、厚さ0.5cmの和紙)を貼り合わせることで、開口窓部2が開口された骨材4を形成しており、住宅の壁面、床面、あるいは天井面等の寸法にあわせて、極めて容易に寸法調整を行うことが可能である。
【0064】
<変形例>
上記した第1の実施の形態〜第3の実施の形態では、平板状(平面状)の内装材6を例に挙げて説明を行っている。しかし、内装材6は必ずしも平板状(平面状)である必要はなく、曲板状(曲面状)に構成されていても良い。
【0065】
ここで、曲板状(曲面状)の内装材6は、紙漉で平板状(平面状)の和紙を得た後に、平板状(平面状)の和紙を立体的に貼り合わせて曲板状(曲面状)の骨材4を形成し、更には、曲板状(曲面状)の骨材4の開口窓部2に表装紙5を貼り合わせることで製造することができる。なお、この場合に、表装紙5は平板状(平面状)であったとしても、和紙の柔軟性を利用することで、曲板状(曲面状)の骨材4に貼り合わせることが可能である。
【0066】
また、曲板状(曲面状)の内装材6は、紙漉で曲板状(曲面状)の和紙を得た後に、曲板状(曲面状)の和紙を貼り合わせて曲板状(曲面状)の骨材4を形成し、更には、曲板状(曲面状)の骨材4の開口窓部2に表装紙5を貼り合わせることで製造することもできる。
【0067】
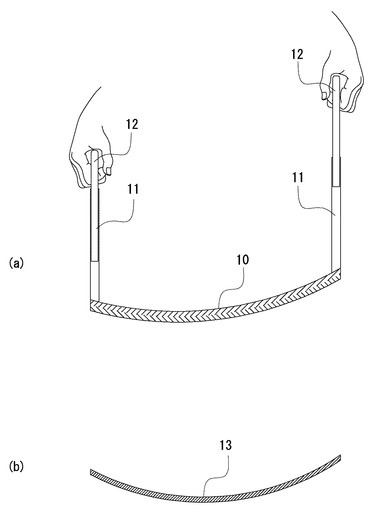
なお、紙漉で曲板状(曲面状)の和紙を得る場合には、曲板状(曲面状)の簀面を使用することが考えられる。具体的には、図6(a)で示す様に、曲板状(曲面状)の簀面10を使用することが考えられる。
【0068】
この場合に、簀面の持ち手部分の長さや角度を左右で異ならせることで、紙漉の作業効率が向上し、紙漉による曲板状(曲面状)の和紙の形成がより容易化できる。具体的には、図6(a)で示す様に、一端が簀面10に取り付けられると共に他端が把持部12に取り付けられた連結部材11が伸縮自在に構成されることによって、簀面10の把持部12の長さや角度を左右で異ならせることができ、上述の通り、紙漉の作業効率が向上し、図6(b)で示す様な、紙漉による曲板状(曲面状)の和紙13の形成がより容易化できることとなる。
【符号の説明】
【0069】
1 和紙
2 開口窓部
3 裁断線
4 骨材
5 表装紙
6 内装材
7 空隙
8 簀面
9 所定区域
10 簀面
11 連結部材
12 把持部
13 和紙
【技術分野】
【0001】
本発明は和紙製内装材及び和紙製内装材の製造方法に関する。詳しくは、和紙を用いて製造した住宅、自動車や飛行機等の内装用途に適した和紙製内装材及びこうした和紙製内装材の製造方法に係るものである。
【背景技術】
【0002】
この種の内装材として、例えば特許文献1に記載されたものが知られている。具体的には、特許文献1に記載された室内装飾材では、図7に示す様な内装用加飾パーツ101の複数を、互いに隣接する支持材プレート102の端縁が当接または密接する様に配置する。そして、支持プレート102の端縁が当接または密接する様に配置された状態で、加飾和紙シート103の重ね合わせ部104を接着剤で接合する工程を繰り返すことで室内の内装としての室内装飾材が形成されることとなる。
【0003】
ここで、内装用加飾パーツ101は、矩形状の支持材プレート102と、この支持材プレート102の上面に接着された矩形状の加飾和紙シート103とから構成され、この加飾和紙シート103は支持材プレート102各辺より巾3〜10mm程度外方にはみ出す重ね合わせ部104が備えられている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−261003号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述した特許文献1に記載された内装材は厚紙やダンボール、またはベニヤ板などの木質ボード、合成樹脂ボード等の支持材プレートに木加飾和紙シートが接着されている。即ち、基材としての支持材プレートが和紙と異なる材質であるために、和紙特有の柔軟さや美しさを醸し出すことができない。
【0006】
また、木製板材やコンクリート壁面等の下地に対して和紙を接着剤で直に貼る場合には、和紙と下地材との温度差で結露が生じてかびが生えたり、しみが付いたりする。
【0007】
本発明は、以上の点に鑑みて創案されたものであって、和紙特有の柔軟さや美しさを醸し出すと共に、下地との温度差に起因した結露の発生を抑えることができる和紙製内装材及びこうした和紙製内装材の製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
上記の目的を達成するために、本発明に係る和紙製内装材は、紙漉により製造された和紙を所定の形状に裁断し、裁断した和紙を組み立てて所定の開口領域を有する和紙製の骨組みを形成し、更に、骨組みの所定の開口領域を被覆する様に和紙を貼り合わせることによって形成される。
【0009】
ここで、紙漉により製造された和紙を裁断して所定の開口領域を有する骨組みを形成し、更に、開口領域を被覆する様に和紙を貼り合わせることによって、建物等の木製板材やコンクリート壁面等の下地と開口領域を被覆する和紙との間に空隙を形成することができる。そして、そのことによって、下地と開口領域を被覆する和紙との温度差に起因した結露の発生を抑制することができる。
【0010】
また、紙漉により製造された複数枚の和紙を重ね合わせた状態で接着して所定の形状に裁断した場合には、和紙製品の種類に応じて型崩れのしない程度の強度を有する内装材の作成が可能となる。
【0011】
また、上記の目的を達成するために、本発明に係る和紙製内装材は、繊維が入らない所定領域が形成された簀面を用いた紙漉により製造された空洞部を有する形状である和紙を組み立てて所定の開口領域を有する和紙製の骨組みを形成し、更に、骨組みの所定の開口領域を被覆する様に和紙を貼り合わせることによって形成される。
【0012】
ここで、繊維が入らない所定領域が形成された簀面を用いた紙漉により所定の開口領域を有する和紙製の骨組みを形成し、更に、開口領域を被覆する様に和紙を貼り合わせることによって、裁断で和紙に空洞部分を設ける手間を省くことができ、製造歩留まりの向上が実現する。
【0013】
また、骨組みの所定の開口領域を被覆する様に和紙を貼り合わせることによって、建物等の木製板材やコンクリート壁面等の下地と開口領域を被覆する和紙との間に空隙を形成することができる。そして、そのことによって、下地と開口領域を被覆する和紙との温度差に起因した結露の発生を抑制することができる。
【0014】
また、繊維が入らない所定領域が形成された簀面を用いた紙漉により製造された和紙が、型崩れのしない程度の強度を有する厚さである場合には、内装材の種類に応じて型崩れがしない程度の強度を有する内装材の作成が可能となる。
【0015】
また、上記の目的を達成するために、本発明に係る和紙製内装材の製造方法は、紙漉により和紙を製造する工程と、紙漉により製造した和紙を所定の形状に裁断し、裁断した和紙を組み立てて所定の開口領域を有する和紙製の骨組みを形成する工程と、前記骨組みの所定の開口領域を被覆する様に和紙を貼り合わせる工程とを備える。
【0016】
ここで、紙漉により製造した和紙を所定の形状に裁断し、裁断した和紙を組み立てて所定の開口領域を有する和紙製の骨組みを形成し、所定の開口領域を被覆する様に和紙を貼り合わせることによって、建物等の木製板材やコンクリート壁面等の下地と開口領域を被覆する和紙との間に空隙を形成することができる。そして、そのことによって、下地と開口領域を被覆する和紙との温度差に起因した結露の発生を抑制することができる。
【0017】
また、紙漉により製造した複数枚の和紙を重ね合わせた状態で接着し、接着した和紙を所定の形状に裁断する場合には、内装材の種類に応じて型崩れのしない程度の強度を有する内装材の作成が可能となる。
【0018】
また、上記の目的を達成するために、本発明に係る和紙製内装材の製造方法は、繊維が入らない所定領域が形成された簀面を用いて紙漉を行うことで、空洞部を有する形状である所定の形状をなす和紙を製造する工程と、所定の形状をなす前記和紙を組み立てて所定の開口領域を有する和紙製の骨組みを形成する工程と、前記骨組みの所定の開口領域を被覆する様に和紙を貼り合わせる工程とを備える。
【0019】
ここで、繊維が入らない所定領域が形成された簀面を用いて紙漉を行うことで、所定の開口領域を有する和紙製の骨組みを形成し、所定の開口領域を被覆する様に和紙を貼り合わせることによって、裁断で和紙に空洞部分を設ける手間を省くことができ、製造歩留まりの向上が実現する。
【0020】
また、所定の開口領域を被覆する様に和紙を貼り合わせることによって、建物等の木製板材やコンクリート壁面等の下地と開口領域を被覆する和紙との間に空隙を形成することができる。そして、そのことによって、下地と開口領域を被覆する和紙との温度差に起因した結露の発生を抑制することができる。
【0021】
また、前記紙漉により製造した複数枚の和紙を重ね合わせた状態で接着し、接着した和紙を所定の形状に裁断する場合には、内装材の種類に応じて型崩れのしない程度の強度を有する内装材の製造が可能となる。
【0022】
また、繊維が入らない所定領域が形成された簀面を用いて紙漉を行う場合には、内装材の種類に応じて型崩れのしない程度の強度を有する内装材の製造が可能となる。
【発明の効果】
【0023】
本発明の和紙製内装材及びその製造方法で得られる和紙製内装材では、和紙特有の柔軟さや美しさを醸し出すと共に、下地との温度差に起因した結露の発生を抑えることが可能となる。
【図面の簡単な説明】
【0024】
【図1】本発明を適用した和紙製内装材の骨組みの一例を説明するための模式図である。
【図2】本発明を適用した和紙製内装材の一例を説明するための模式図である。
【図3】本発明を適用した和紙製内装材の他の例を説明するための模式図である。
【図4】本発明を適用した和紙製内装材の使用状態の一例を説明するための模式図である。
【図5】本発明を適用した和紙製内装材の製造工程の他の例を説明するための模式図である。
【図6】曲板状(曲面状)の和紙の製造を説明するための模式図である。
【図7】従来の和紙製の内装材の一例を説明するための模式図である。
【発明を実施するための形態】
【0025】
以下、本発明の実施の形態を図面を参酌しながら説明し、本発明の理解に供する。
【0026】
<第1の実施の形態>
本発明を適用した和紙製内装材の一例を製造する場合には、先ず、図1(イ)に示す様に、紙漉によって得られる所定の大きさの和紙1に裁断線3を記入する。具体的には、開口窓部2を設けるべき領域に四角形状の裁断線3を記入する。
【0027】
次に、この裁断線3に沿ってハサミ等で和紙1を裁断し、開口窓部2が開口された骨材4を形成する(図1(イ)参照)。
【0028】
なお、和紙製内装材の種類に応じて、より具体的には、和紙製内装材に求められる強度に応じて、複数枚の和紙1を貼り合わせた後に裁断して、所定の厚さ(即ち、所定の強度)を有する骨材4を形成しても良い。
【0029】
続いて、図2(イ)に示す様に、骨材4の開口窓部2を覆う様に、紙漉で得られた和紙製の表装紙5を貼り合わせることで、内装材6を得ることができる。
【0030】
なお、表装紙5を貼り合わせる際に使用する糊として、米を主体としたものを使用することで、和紙同士(和紙製の骨材4と和紙製の表装紙5)を自然な状態で接着することが可能となる。例えば、米をおかゆ風に炊き込み、この炊きあげた米に和紙を粉にした物を加えてスリコギ等で米粒をつぶしながら混ぜ合わせて糊状としたものを使用することが考えられる。
【0031】
ここで、第1の実施の形態では、骨材4に単一の開口窓部2が形成された場合を例に挙げて説明を行っているが、骨材4に形成する開口窓部2は複数であっても良い。
【0032】
例えば、図1(ロ)で示す様に、紙漉で得られる所定の大きさの和紙1に開口窓部2を設けるべき4箇所の領域に裁断線3を記入した上で、裁断線3に沿ってハサミ等で和紙1を裁断し、複数の開口窓部2が開口された骨材4としても良い。なお、こうした骨材4の開口窓部2を覆う様に、紙漉で得られた和紙製の表装紙5を貼り合わせることで、図2(ロ)で示す様な内装材6を得ることができる。
【0033】
また、第1の実施の形態では、表装紙5を骨材4の全面に貼り合わせる場合を例に挙げて説明を行っているが、必ずしも表装紙5を骨材4の全面に貼り合わせる必要は無い。
【0034】
例えば、図3で示す様に、紙漉で得られる所定の大きさの和紙1の一部分に開口窓部2が開口された骨材4の場合には、この開口窓部2を覆う様に、開口窓部2の領域のみに、紙漉で得られた和紙製の表装紙5を貼り合わせても良い。
【0035】
上記の様にして得られた、第1の実施の形態に係る内装材6は、図4に示す様に、例えば、住宅の壁面、床面、あるいは天井面の内装材として木製やコンクリート等の下地Aに固着する。具体的には、下地Aと内装材6の骨材4を接着剤等で接着することで固着する。なお、単一の内装材6で住宅の壁面、床面、あるいは天井面に内装を施しても良いし、複数の内装材6を配置することで内装を施しても良い。
【0036】
この様にして下地Aに固着された内装材6は、開口窓部2を覆う表装紙5と下地Aとの間に空隙7が形成されることとなる(図4参照)。そして、こうした空隙7が形成されることによって、下地Aと表装紙5との温度差に起因した結露の発生を抑制することができる。
【0037】
また、表装紙5が和紙製であり、通気性が高いために、下地Aの表面からの湿気は表装紙5を通して外部に排出され、そのことによっても、下地Aと表装紙5との温度差が解消されることとなる。
【0038】
なお、表装紙5の厚さを紙漉の段階で調整することで、下地Aの表面の模様や色調が表装紙5を通して見ることができ、意匠性に富んだ内装材6を実現することも可能である。
【0039】
また、第1の実施の形態に係る内装材6では、和紙のみで製造されている。そして、和紙の繊維の長さは、普通の紙の繊維より数倍の長さを有し、故に破れ難く、かつ互いに引っ張り合う力が強い。そのため、第1の実施の形態に係る内装材6では、極めて型崩れがし難く、耐久性に優れている。
【0040】
なお、第1の実施の形態に係る内装材6は、住宅の内装材の他に、飛行機、自動車の内装材として、また、ふすま材として使用することも可能である。
【0041】
ここで、第1の実施の形態に係る内装材6を飛行機や自動車の内装材(例えば、天井材)として使用した場合には、飛行機や自動車の重量を軽減することができ、燃費効率が非常に良くなる。また、室内、機内及び車内を和紙のみで製造された内装材6を用いて内装することで、自然の柔らかさや美しさを醸し出し、気分をリラックスさせる効果を期待することができる。
【0042】
なお、紙漉により和紙を作成する段階の液状の和紙原料である繊維や竹材の繊維等に、木材の切り粉やワラ材を小さくきざんで混ぜ合わせることによって、内装材6を木目や土質と調和する色調とすることができ、下地材の色調や材質に調和した内装材6を得ることができる。
【0043】
<第2の実施の形態>
本発明を適用した和紙製内装材の他の一例を製造する場合には、先ず、図5(イ)で示す様な簀面8を用いた紙漉を行う。
【0044】
ここで、紙漉の段階で開口窓部2となる領域に空洞を形成すべく、簀面8上に繊維が入らない所定区域9を設けている。具体的には、所定区域9に囲い棒(図示せず)を設けたり、プラスチック製の囲い箱(図示せず)を設けたりすることで、簀面8上に繊維が入った液が浸入できない様にしている。また、粘土を所定形状に形成し、これをピロ包装紙で包み込んで簀面8上に配置することによっても、繊維が入らない所定区域9を形成することができる。
【0045】
図5(イ)に示す簀面8を用いた紙漉を行うことで、図1(イ)で示す様な、所定の大きさの和紙1に開口窓部2が設けられた骨材4を得ることができる。
【0046】
なお、和紙製内装材の種類に応じて、より具体的には、和紙製内装材に求められる強度に応じて、紙漉の段階で所定の厚さ(即ち、所定の強度)を有する和紙を製造し、求められる強度(例えば、骨材4として型崩れしない程度の強度)を有する様にしても良い。また、強度を担保するために、厚紙等からなる芯材に和紙を貼り合わせて骨材4を形成しても良い。
【0047】
次に、骨材4の開口窓部2を覆う様に、紙漉で得られた和紙製の表装紙5を貼り合わせることで、内装材6を得ることができる(図2(イ)参照)。
【0048】
なお、表装紙5を貼り合わせる際に、米を主体とした糊を使用することで、和紙同士を自然な状態で接着することが可能となる点については、上記した第1の実施の形態と同様である。
【0049】
また、骨材4に形成する開口窓部2が複数であっても良い点についても、上記した第1の実施の形態と同様であり、この場合には、図5(ロ)に示す様な簀面8を用いた紙漉を行うことで、図1(ロ)で示す様な、所定の大きさの和紙1に複数の開口窓部2が設けられた骨材4を形成することとなる。
【0050】
上記の様にして得られた、第2の実施の形態に係る内装材6についても、上述した第1の実施の形態と同様に、例えば、住宅の壁面、床面、あるいは天井面の内装材として木製やコンクリート等の下地Aに固着する(図4参照)。具体的には、下地Aと内装材6の骨材4を接着剤等で接着することで固着する。なお、単一の内装材6で住宅の壁面、床面、あるいは天井面に内装を施しても良いし、複数の内装材6を配置することで内装を施しても良い。
【0051】
この様にして下地Aに固着された内装材6は、開口窓部2を覆う表装紙5と下地Aとの間に空隙7が形成されることとなり(図4参照)、上記した第1の実施の形態と同様に、下地Aと表装紙5との温度差に起因した結露の発生を抑制することができる。
【0052】
なお、下地Aの表面からの湿気が表装紙5を通して外部に排出されることで下地Aと表装紙5との温度差が解消される点、表装紙5の厚さを調整することで意匠性に富んだ内装材6が実現できる点、内装材6が和紙のみで製造されているが故に極めて型崩れがし難く耐久性に優れている点についても、上記した第1の実施の形態と同様である。
【0053】
また、第2の実施の形態では、紙漉の段階で例えば囲い箱を用いて空洞部分を設けており、このことで空洞部分を裁断する手間が省けると共に、和紙を無駄なく利用することができ、高い製造歩留まりを実現することが期待できる。
【0054】
<第3の実施の形態>
上記した第1の実施の形態では、裁断線3に沿って和紙1を裁断することで開口窓部2が開口された骨材4を形成しており、上記した第2の実施の形態では、繊維が入らない所定区域9が形成された簀面8を用いて開口窓部2が設けられた骨材4を形成している。しかし、骨材4の形成方法としては、複数の和紙を貼り合わせることで形成しても良い。
以下、本実施の形態では、複数の和紙を貼り合わせて骨材を形成する場合について説明を行う。
【0055】
本発明を適用した和紙製内装材の更に他の一例を製造する場合には、先ず、(1)和紙の原材料であるこうずや麻等を糊状としたもの、(2)石灰石や粉末にしたもの、及び、(3)新聞紙を溶かしたものを混ぜ合わせ、その後、紙漉を行うことで、縦200cm、横120cm、厚さ0.5cmの和紙を得る。
【0056】
次に、得られた和紙を適当な大きさとなる様に、貼り合わせることによって、開口窓部2が開口された骨材4を形成する(図1(イ)参照)。
【0057】
なお、和紙製内装材の種類に応じて、より具体的には、和紙製内装材に求められる強度に応じて、複数枚の和紙を貼り重ねて、所定の厚さ(即ち、所定の強度)を有する骨材4を形成しても良い。
【0058】
続いて、骨材4の開口窓部2を覆う様に、紙漉で得られた和紙製の表装紙5を貼り合わせることで、内装材6を得ることができる(図2(イ)参照)。
【0059】
なお、表装紙5を貼り合わせる際に、米を主体とした糊を使用することで、和紙同士を自然な状態で接着することが可能となる点については、上記した第1の実施の形態及び第2の実施の形態と同様である。また、骨材4に形成する開口窓部2が複数であっても良い点についても、上記した第1の実施の形態及び第2の実施の形態と同様である。
【0060】
上記の様にして得られた、第3の実施の形態に係る内装材6についても、上述した第1の実施の形態及び第2の実施の形態と同様に、住宅の壁面、床面、あるいは天井面の内装材として木製やコンクリート等の下地Aに固着する(図4参照)。具体的には、下地Aと内装材6の骨材4を接着剤等で接着することで固着する。なお、単一の内装材6で住宅の壁面、床面、あるいは天井面に内装を施しても良いし、複数の内装材6を配置することで内装を施しても良い。
【0061】
この様にして下地Aに固着された内装材6は、開口窓部2を覆う表装紙5と下地Aとの間に空隙7が形成されることとなり(図4参照)、上記した第1の実施の形態及び第2の実施の形態と同様に、下地Aと表装紙5との温度差に起因した結露の発生を抑制することができる。
【0062】
なお、下地Aの表面からの湿気が表装紙5を通して外部に排出されることで下地Aと表装紙5との温度差が解消される点、表装紙5の厚さを調整することで意匠性に富んだ内装材6が実現できる点、内装材6が和紙のみで製造されているが故に極めて型崩れがし難く耐久性に優れている点についても、上記した第1の実施の形態及び第2の実施の形態と同様である。
【0063】
また、第3の実施の形態では、紙漉で得られた和紙(縦200cm、横120cm、厚さ0.5cmの和紙)を貼り合わせることで、開口窓部2が開口された骨材4を形成しており、住宅の壁面、床面、あるいは天井面等の寸法にあわせて、極めて容易に寸法調整を行うことが可能である。
【0064】
<変形例>
上記した第1の実施の形態〜第3の実施の形態では、平板状(平面状)の内装材6を例に挙げて説明を行っている。しかし、内装材6は必ずしも平板状(平面状)である必要はなく、曲板状(曲面状)に構成されていても良い。
【0065】
ここで、曲板状(曲面状)の内装材6は、紙漉で平板状(平面状)の和紙を得た後に、平板状(平面状)の和紙を立体的に貼り合わせて曲板状(曲面状)の骨材4を形成し、更には、曲板状(曲面状)の骨材4の開口窓部2に表装紙5を貼り合わせることで製造することができる。なお、この場合に、表装紙5は平板状(平面状)であったとしても、和紙の柔軟性を利用することで、曲板状(曲面状)の骨材4に貼り合わせることが可能である。
【0066】
また、曲板状(曲面状)の内装材6は、紙漉で曲板状(曲面状)の和紙を得た後に、曲板状(曲面状)の和紙を貼り合わせて曲板状(曲面状)の骨材4を形成し、更には、曲板状(曲面状)の骨材4の開口窓部2に表装紙5を貼り合わせることで製造することもできる。
【0067】
なお、紙漉で曲板状(曲面状)の和紙を得る場合には、曲板状(曲面状)の簀面を使用することが考えられる。具体的には、図6(a)で示す様に、曲板状(曲面状)の簀面10を使用することが考えられる。
【0068】
この場合に、簀面の持ち手部分の長さや角度を左右で異ならせることで、紙漉の作業効率が向上し、紙漉による曲板状(曲面状)の和紙の形成がより容易化できる。具体的には、図6(a)で示す様に、一端が簀面10に取り付けられると共に他端が把持部12に取り付けられた連結部材11が伸縮自在に構成されることによって、簀面10の把持部12の長さや角度を左右で異ならせることができ、上述の通り、紙漉の作業効率が向上し、図6(b)で示す様な、紙漉による曲板状(曲面状)の和紙13の形成がより容易化できることとなる。
【符号の説明】
【0069】
1 和紙
2 開口窓部
3 裁断線
4 骨材
5 表装紙
6 内装材
7 空隙
8 簀面
9 所定区域
10 簀面
11 連結部材
12 把持部
13 和紙
【特許請求の範囲】
【請求項1】
紙漉により製造された和紙を所定の形状に裁断し、裁断した和紙を組み立てて所定の開口領域を有する和紙製の骨組みを形成し、更に、骨組みの所定の開口領域を被覆する様に和紙を貼り合わせることによって形成された
和紙製内装材。
【請求項2】
繊維が入らない所定領域が形成された簀面を用いた紙漉により製造された空洞部を有する形状である和紙を組み立てて所定の開口領域を有する和紙製の骨組みを形成し、更に、骨組みの所定の開口領域を被覆する様に和紙を貼り合わせることによって形成された
和紙製内装材。
【請求項3】
紙漉により製造された複数枚の和紙を重ね合わせた状態で接着して所定の形状に裁断する
請求項1に記載の和紙製内装材。
【請求項4】
繊維が入らない所定領域が形成された簀面を用いた紙漉により製造された和紙は、型崩れのしない程度の強度を有する厚さである
請求項2に記載の和紙製内装材。
【請求項5】
飛行機、自動車、若しくは、建造物の内装材として使用される
請求項1、請求項2、請求項3または請求項4に記載の和紙製内装材。
【請求項6】
紙漉により和紙を製造する工程と、
紙漉により製造した和紙を所定の形状に裁断し、裁断した和紙を組み立てて所定の開口領域を有する和紙製の骨組みを形成する工程と、
前記骨組みの所定の開口領域を被覆する様に和紙を貼り合わせる工程とを備える
和紙製内装材の製造方法。
【請求項7】
繊維が入らない所定領域が形成された簀面を用いて紙漉を行うことで、空洞部を有する形状である所定の形状をなす和紙を製造する工程と、
所定の形状をなす前記和紙を組み立てて所定の開口領域を有する和紙製の骨組みを形成する工程と、
前記骨組みの所定の開口領域を被覆する様に和紙を貼り合わせる工程とを備える
和紙製内装材の製造方法。
【請求項8】
前記紙漉により製造した複数枚の和紙を重ね合わせた状態で接着し、接着した和紙を所定の形状に裁断する
請求項6に記載の和紙製内装材の製造方法。
【請求項9】
繊維が入らない所定領域が形成された簀面を用いて紙漉を行うことで、型崩れのしない程度の強度を有する和紙を製造する
請求項7に記載の和紙製内装材の製造方法。
【請求項1】
紙漉により製造された和紙を所定の形状に裁断し、裁断した和紙を組み立てて所定の開口領域を有する和紙製の骨組みを形成し、更に、骨組みの所定の開口領域を被覆する様に和紙を貼り合わせることによって形成された
和紙製内装材。
【請求項2】
繊維が入らない所定領域が形成された簀面を用いた紙漉により製造された空洞部を有する形状である和紙を組み立てて所定の開口領域を有する和紙製の骨組みを形成し、更に、骨組みの所定の開口領域を被覆する様に和紙を貼り合わせることによって形成された
和紙製内装材。
【請求項3】
紙漉により製造された複数枚の和紙を重ね合わせた状態で接着して所定の形状に裁断する
請求項1に記載の和紙製内装材。
【請求項4】
繊維が入らない所定領域が形成された簀面を用いた紙漉により製造された和紙は、型崩れのしない程度の強度を有する厚さである
請求項2に記載の和紙製内装材。
【請求項5】
飛行機、自動車、若しくは、建造物の内装材として使用される
請求項1、請求項2、請求項3または請求項4に記載の和紙製内装材。
【請求項6】
紙漉により和紙を製造する工程と、
紙漉により製造した和紙を所定の形状に裁断し、裁断した和紙を組み立てて所定の開口領域を有する和紙製の骨組みを形成する工程と、
前記骨組みの所定の開口領域を被覆する様に和紙を貼り合わせる工程とを備える
和紙製内装材の製造方法。
【請求項7】
繊維が入らない所定領域が形成された簀面を用いて紙漉を行うことで、空洞部を有する形状である所定の形状をなす和紙を製造する工程と、
所定の形状をなす前記和紙を組み立てて所定の開口領域を有する和紙製の骨組みを形成する工程と、
前記骨組みの所定の開口領域を被覆する様に和紙を貼り合わせる工程とを備える
和紙製内装材の製造方法。
【請求項8】
前記紙漉により製造した複数枚の和紙を重ね合わせた状態で接着し、接着した和紙を所定の形状に裁断する
請求項6に記載の和紙製内装材の製造方法。
【請求項9】
繊維が入らない所定領域が形成された簀面を用いて紙漉を行うことで、型崩れのしない程度の強度を有する和紙を製造する
請求項7に記載の和紙製内装材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−139989(P2012−139989A)
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願番号】特願2011−28892(P2011−28892)
【出願日】平成23年2月14日(2011.2.14)
【特許番号】特許第4724782号(P4724782)
【特許公報発行日】平成23年7月13日(2011.7.13)
【出願人】(508245747)
【Fターム(参考)】
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願日】平成23年2月14日(2011.2.14)
【特許番号】特許第4724782号(P4724782)
【特許公報発行日】平成23年7月13日(2011.7.13)
【出願人】(508245747)
【Fターム(参考)】
[ Back to top ]