
商品集積装置
【課題】ツバ部付きの容器を集積する際に、隣接するツバ部が重なりを生ずることのない商品集積装置の提供
【解決手段】搬送手段7により供給される上端周縁部にツバ部を有するカップ状商品Zを集積させるための商品集積装置であって、搬送手段7の搬送路終端側71において、搬送手段7による搬送方向と交差する方向に移動可能に設けられる整列ガイド31と、搬送手段7の搬送路終端側71であって、整列ガイド31移動方向側に配置される修正ガイド4と、を備えており、整列ガイド31は、搬送手段7により供給されてくるカップ状商品Zの胴部をガイドしつつ所定の個数ずつ収容するためのガイド溝35を備え、修正ガイド4は、整列ガイド31の移動に伴って移動するガイド溝35に沿って並ぶ複数のカップ状商品間を通過することにより各カップ状商品Zを押圧して位置修正を行う複数の位置修正部材42を備える商品集積装置。
【解決手段】搬送手段7により供給される上端周縁部にツバ部を有するカップ状商品Zを集積させるための商品集積装置であって、搬送手段7の搬送路終端側71において、搬送手段7による搬送方向と交差する方向に移動可能に設けられる整列ガイド31と、搬送手段7の搬送路終端側71であって、整列ガイド31移動方向側に配置される修正ガイド4と、を備えており、整列ガイド31は、搬送手段7により供給されてくるカップ状商品Zの胴部をガイドしつつ所定の個数ずつ収容するためのガイド溝35を備え、修正ガイド4は、整列ガイド31の移動に伴って移動するガイド溝35に沿って並ぶ複数のカップ状商品間を通過することにより各カップ状商品Zを押圧して位置修正を行う複数の位置修正部材42を備える商品集積装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、商品集積装置に関し、特にツバ部付き容器の商品集積装置に関する。
【背景技術】
【0002】
食品類に多く用いられている小容器は、缶、瓶、プラスチック(発泡も含む)、紙などからなり、これらは複数個が一つの箱に詰められて流通している。この箱詰作業は自動化され、一般的にはコンベア上を1列または数列で商品を流し、そのあと集積し、数個同時に一つの箱に入れられている。小容器は、軽量化や加工性などの要望があり、プラスチック製のものが多用されている。また形状においても工夫され、多角柱形・円柱形のものから、お椀型、一部または全体にテーパー状型のものなどがある。また開口部の周囲には、蓋部を貼るためにツバ部を設けたものがある。
【0003】
箱詰装置としては、特許文献1には、カップ状商品の自動箱詰装置の記載があり、従来例の自動箱詰装置の一部の搬送部の記載がある。その動作は、移送コンベア上に適数列に移送されてきたカップ状商品を、ストッパによって間欠的に集積し、積み重ね装置の吸着ハンドによって6個同時に吸着する。そして、この吸着された6個のカップ状商品を、一旦コンベア上方の空中にて保持され、その後、受け側のコンベアの上方まで水平搬送する。次に、積み重ね装置を下降させることにより、受け側のコンベア上にカップ状商品を置き、吸着ハンドの吸着を解除することで、移送コンベアから受け側のコンベアへの搬送を実施している。この従来例では、搬送距離が長くなり、搬送時間も長くなるという問題があり、特許文献1ではこの課題を解決している。特許文献1では、カップ状商品を適数列に移送するコンベアと、このコンベア上に配置したストッパと、上記コンベアの延長線上に配置され上記カップ状商品を挟持する昇降可能の2本一対の挟持棒とを備える構成である。これによりカップ状商品を、一旦コンベア上方の空中にて保持する必要がなく、作業効率が向上するというものである。
【0004】
上記特許文献1は、商品を複数列同時にコンベア上を流している例であったが、特許文献2では、商品を1列流しとし、流れの終端に複数のガイド溝付き櫛歯状の整列ガイドで集積する方法が記載されている。特許文献2の発明の目的は「商品の流れを停滞させることなく商品を整列,集積でき、商品の押し合い状態を回避できるとともに、高速化が可能な商品集積装置を提供する。」ことであり、その構成は、特許文献2の図1を参照して、「ベルトコンベア(搬送手段)2の下流終端側において、該ベルトコンベア2による搬送方向と交差する方向に移動可能に設けられ、ベルトコンベア2により供給されてくる商品10をガイドしつつそれぞれ所定の個数ずつ収容するための複数のガイド溝7を有する櫛歯状の整列ガイド6と、ベルトコンベア2の下流終端側において整列ガイド6の移動方向に延在し、整列ガイド6の移動により整列,集積された商品10を載置しておくためのテーブル5とから商品集積装置4を構成する。」である。整列,集積された商品の箱詰めは、ロボットで行ない、ロボットのアームの先端には、複数個の商品を吸着保持する吸着パッドが設けられている。
【0005】
特許文献3では、特許文献2で開示した櫛歯状の整列ガイドを複数個設け、作業効率を高めている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2000−168707号公報
【特許文献2】特開平8−133228号公報
【特許文献3】特開2009−249113号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上述の箱詰装置で、ツバ部付きの容器を流して箱詰めすると、商品の整列時点で容器と容器が接するため隣接するツバ部に(流れ方向に)重なりを生じてしまう。隣接するツバ部が重なっていると、箱内に移動スペースができてしまい容器が安定しない(ズレが生じる)。また箱をバインドしたり積層したりするときの圧力で、重なったツバ部にストレス(キズ・変形)を与えてしまう。前述の通りツバ部は蓋部と粘着し、内容物を密閉する品質上大事な部分であるので、隣接するツバ部に重なりを生ずるのは問題である。
【0008】
本発明は、このような問題を解決するためになされたものであって、ツバ部付きの容器を集積する際に、隣接するツバ部が重なりを生ずることのない商品集積装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の上記目的は、搬送手段により供給される上端周縁部にツバ部を有するカップ状商品を集積させるための商品集積装置であって、前記搬送手段の搬送路終端側において、前記搬送手段による搬送方向と交差する方向に移動可能に設けられる整列ガイドと、前記搬送手段の搬送路終端側であって、前記整列ガイド移動方向側に配置される修正ガイドと、を備えており、前記整列ガイドは、前記搬送手段により供給されてくるカップ状商品をガイドしつつ所定の個数ずつ収容するためのガイド溝を備え、前記修正ガイドは、前記整列ガイドの移動に伴って移動する前記ガイド溝に沿って並ぶ複数のカップ状商品間を通過することにより各カップ状商品を押圧して位置修正を行う複数の位置修正部材を備える商品集積装置により達成される。
【0010】
このように、ガイド溝にカップ状商品を収容した整列ガイドが移動する過程において、ガイド溝の長手方向に沿って並ぶ複数のカップ状商品における各カップ状商品の間を、各カップ状商品を押圧する位置修正部材が通過するように構成しているため、位置修正部材が各カップ状商品間を通過する際に、カップ状商品のツバ部が重ならないような位置にカップ状商品を移動させることが可能となる。
【0011】
上記商品集積装置において、前記整列ガイドは、前記ガイド溝の両サイドにカップ状商品のツバ部下面を支持してカップ状商品を吊り下げ可能な支持部を備えることが好ましい。
【0012】
このようにカップ状商品を吊り下げ状態で移動させることにより、修正ガイドの位置修正部材によるカップ状商品への押圧力が効率よく各カップ状商品に伝達し、各カップ状商品の位置修正をスムーズかつ確実に行うことが可能となる。
【0013】
また、前記修正ガイドは、前記位置修正部材が、複数のカップ状商品の各胴部間を通過するように構成されることが好ましい。
【0014】
このような構成により、修正ガイドの各位置修正部材が、ガイド溝に並ぶ複数のカップ状商品の各胴部間に所定の隙間を形成することが可能となり、隣接するツバ部が互いに重なり合わないように各カップ状商品の位置を修正することが可能となる。また、カップ状商品の各胴部間を位置修正部材が通過するように構成することにより、各カップ状商品におけるツバ部の周縁が互いに接する位置となるように各カップ状商品の位置を修正することが可能となり、カップ状商品のツバ部が重なることを防止しつつ、複数のカップ状商品を無駄な間隔を空けることなく小エリアで集積することが可能となる。
【0015】
また、前記搬送手段の搬送路終端側から移動する前記整列ガイドの移動方向とは反対側を向く前記位置修正部材における一方端は、テーパ部を備えることが好ましい。
【0016】
このような構成により、整列ガイドの移動に伴って移動する複数のカップ状商品の各間に、修正ガイドの位置修正部材の先端部を確実に導くことが可能となり、その結果、位置修正部材の先端部でカップ状商品を押圧して傷つけることなく、カップ状商品のツバ部に重なりが発生することを防止することができる。
【0017】
また、前記整列ガイドは、複数のガイド溝を備える櫛歯状に形成されることが好ましい。
【0018】
このような構成により、各ガイド溝に収容される複数のカップ状商品の互いに隣接するツバ部が重なることを修正ガイドの働きによって防止しつつ、多数のカップ状商品を集積させることが可能となる。
【0019】
また、前記整列ガイドの支持部の幅は、カップ状商品のツバ部幅の2倍以上の寸法となるように形成されることが好ましい。
【0020】
このようにカップ状商品のツバ部下面を支持する整列ガイドの支持部の幅をカップ状商品のツバ部幅の2倍以上の寸法となるように設定することにより、
複数のガイド溝のそれぞれに供給されるカップ状商品のツバ部同士が、重なり合うことを確実に防止することが可能となる。
【発明の効果】
【0021】
本発明によれば、ツバ部付きの容器を集積する際に、隣接するツバ部が重なりを生ずることのない商品集積装置を提供することができる。
【図面の簡単な説明】
【0022】
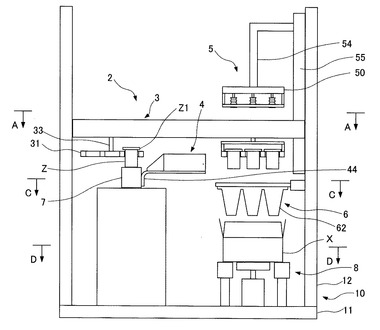
【図1】本発明の一実施形態に係る商品集積装置の概略構成正面図である。
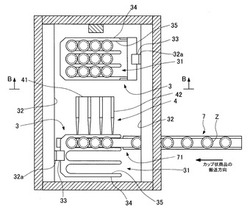
【図2】図1のA−A断面図である。
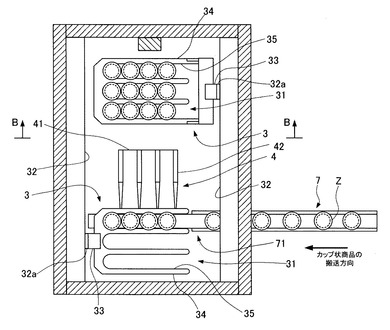
【図3】図2のB−B断面の要部拡大図である。
【図4】図1のC−C断面図である。
【図5】図1のD−D断面図である
【図6】(a)(b)共に、図1に示す商品集積装置が備える修正ガイドの具体例を示す斜視図である。
【図7】吸着装置が有する吸着ヘッドの概略構成断面図である。
【図8】図1に示す商品集積装置の作動を説明するための説明図である。
【図9】図1に示す商品集積装置の作動を説明するための他の説明図である。
【発明を実施するための形態】
【0023】
以下、本発明に係る商品集積装置について、添付図面を参照して説明する。図1は、本発明の一実施形態に係る商品集積装置1の概略構成正面図であり、図2は、図1のA−A断面図である。図3は、図2のB−B断面の要部拡大図であり、図4は、図1のC−C断面図である。また、図5は、図1のD−D断面図である。尚、各図面は、構成の理解を容易にするため、実寸比ではなく部分的に拡大又は縮小されており、図2〜図5においては、構成部材や装置の一部を省略して記載している。
【0024】
本発明に係る商品集積装置1は、搬送手段により供給される商品を集積させるための装置であって、特に、上端周縁部から外方に突出するツバ部Z1を有するカップ状商品Zを集積するのに適した装置である。この商品集積装置1は、図1に示すように、床部11及び側壁部12を備えるハウジング10と、集積搬送装置2と、吸着装置5と、フィンガー6とを備えている。集積搬送装置2、吸着装置5及びフィンガー6は、ハウジング10の内部に配置されている。また、図1及び図2に示すように、カップ状商品Zを搬送する商品搬送装置7(搬送手段)の搬送路終端側71は、ハウジング10の内部に配置されている。商品搬送装置7は、樹脂チェーンコンベアやベルトコンベア等により構成されている。また、ハウジング10の内部には、図1及び図5に示すように、集積されたカップ状商品Zが梱包される段ボール箱等の包装用ケースXを供給するための包装用ケース搬送装置8の一部が配置されている。
【0025】
集積搬送装置2は、図1及び図2に示すように、2台のガイド装置3と、修正ガイド4とを備えている。各ガイド装置3は、整列ガイド31と、当該整列ガイド31を移動させるための駆動装置32とを備えている。各駆動装置32は、商品搬送装置7によるカップ状商品Zの搬送方向と交差する方向に整列ガイド31を移動することが可能であり、互いに対向する側壁部12にそれぞれ配置されている。また、図1〜図3に示すように、各整列ガイド31は、商品搬送装置7の搬送路終端側71において、商品搬送装置7の上方に配置されるように、上下方向に伸縮可能なシリンダーを有するシリンダー装置33を介して、電動シリンダーのような駆動装置32のスライダー部32aに取り付けられている。このような構成により、各整列ガイド31は、上下左右方向への移動が可能となり、いわゆるボックスモーションを独立して行うことができる。
【0026】
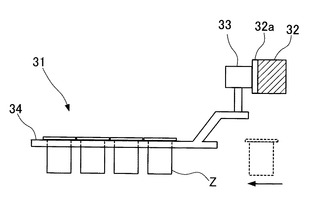
各整列ガイド31は、商品搬送装置7により供給されてきたツバ部Z1付きのカップ状商品Zをガイドしつつ所定の個数ずつ収容するため、商品搬送装置7の商品供給上流側を向いた櫛歯34を有する。具体的には、整列ガイド31はその櫛歯34を形成するガイド溝35を有し、当該ガイド溝35は、商品搬送装置7の搬送方向と交差する方向に一定の配列ピッチで複数配置されている。ガイド溝35はカップ状商品Zを一列にして受入可能な溝幅を有し、また、カップ状商品Zを複数個収容可能な長さを有する。ガイド溝35の大きさおよび個数は、カップ状商品Zの大きさや、集積させる個数等により決定される。なお、本実施形態においては、3列のガイド溝35を有し、各ガイド溝35には4個のカップ状商品Zを収容可能な長さを有している。従って、整列ガイド31にカップ状商品Zが満たされたとき、4×3のカップ状商品Zが集積されることになる。
【0027】
また、ガイド溝35の両サイドに存在する櫛歯34は、カップ状商品Zのツバ部Z1下面を支持してカップ状商品Zを吊り下げ可能な支持部を構成しており、カップ状商品Zのツバ部Z1の下面を安定的に支持するために、当該櫛歯34は、その上面が平坦な面となるように構成されている。この櫛歯34(支持部)の幅は、カップ状商品Zのツバ部幅の2倍以上の寸法となるように形成される。ここで、櫛歯34(支持部)の幅とは、互いに隣接するガイド溝35の隣接方向に沿う方向における各櫛歯34(支持部)の寸法を意味し、ツバ部幅とは、カップ状商品Zの胴部上端周縁部からツバ部Z1の外周縁までの半径方向突出量を意味する。
【0028】
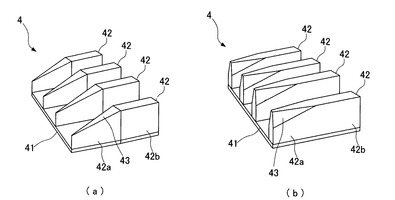
修正ガイド4は、商品搬送装置7の搬送路終端側71であって、整列ガイド31が、商品搬送装置7から離隔する方向側に配置される部材である。この修正ガイド4は、図6(a)や図6(b)に示すように、底板41と、当該底板41に立設するプレート状の複数の位置修正部材42とを備えており、図1に示すように、底板41の底面に接続されるブラケット44を介して、商品搬送装置7における静止部に固定されている。修正ガイド4が所定位置に固定された状態において、修正ガイド4の底板41は、その上面が、ガイド溝35に吊り下げた状態のカップ状商品Zの底部と接触しない位置となるように配置されている。なお、修正ガイド4は、商品搬送装置7における静止部以外の任意の位置に固定してもよい。
【0029】
プレート状の各位置修正部材42は、整列ガイド31の移動に伴って移動するガイド溝35内に並ぶ複数のカップ状商品Zの各胴部間を通過することにより、その側面が各カップ状商品Zの胴部側面を押圧して位置修正を行う部材である。プレート状の各位置修正部材42は、その長手方向が、整列ガイド31の水平移動方向に沿う方向(商品搬送装置7による搬送方向と交差する方向)に延びるように配置されている。
【0030】
また、各位置修正部材42は、整列ガイド31の移動方向に交差する方向に一定の配列ピッチで配置されており、商品搬送装置7に対向する各位置修正部材42の一方端42aは、テーパ部43を備える先細構造となるように形成されている。各位置修正部材42は、ガイド溝35に収容され互いに隣接するカップ状商品Zが当該位置修正部材42の両側面にそれぞれ当接した際に、カップ状商品Zにおけるツバ部Z1同士が、互いに接する状態を形成する、或いは、僅かな間隔(隙間)を形成する厚肉部42bを備えている。図6に示す位置修正部材42においては、テーパ部43が形成されていない後端部分が厚肉部42bとなる。
【0031】
また、位置修正部材42は、その厚肉部42bの上方端が、ガイド溝35に吊り下げられた状態となるカップ状商品Zの重心位置よりも高い位置となるように配置されることが好ましい。このような構成を採用することにより、ガイド溝35に収容されるカップ状商品Zをより確実に移動させることが可能となる。
【0032】
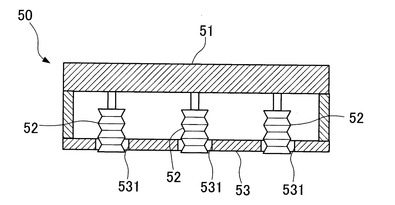
吸着装置5は、整列ガイド31の各ガイド溝35に収容された複数のカップ状商品Zを吸着保持して吊り下げ、当該複数のカップ状商品Zを一塊りの状態で包装用ケースX内に充填する装置である。この吸着装置5は、複数のカップ状商品Zを吸着する吸着ヘッド50と、当該吸着ヘッド50を上下方向に移動させる昇降装置55とを備えている。吸着ヘッド50は、図7に示す概略構成断面図に示すように、基台51と、基台51の下面側に配置される複数の吸着部52と、プレート状の押え板53とを備えている。基台51は、アーム54を介して昇降装置55に接続されている。吸着部52は、可撓性を有する材料により形成され、蛇腹状の形状を有しており、その上方端は、図示しないチューブを介して真空ポンプ(図示せず)に接続している。真空ポンプの吸引作用により、蛇腹状の吸着部52がカップ状商品Zの上面を吸引して固定できるように構成されている。押え板53は、吸着部52により吸引固定されて吊り下げられた状態のカップ状商品Zの上面を押さることにより、カップ状商品Zの揺れを抑制して、カップ状商品Zの姿勢を修正するための部材であり、吸着部52の下方端が挿入される貫通孔531が複数形成されている。各吸着部52の下方端は、カップ状商品Zを吸引固定していない状態において、貫通孔531を介して押え板53の下面側に露出するように配置されている。蛇腹状の吸着部52は、カップ状商品Zを吸引固定した際に収縮し、その収縮により、カップ状商品Zが上方に引き上げられ、カップ状商品Zの上面が押え板53の下面と当接することになる。
【0033】
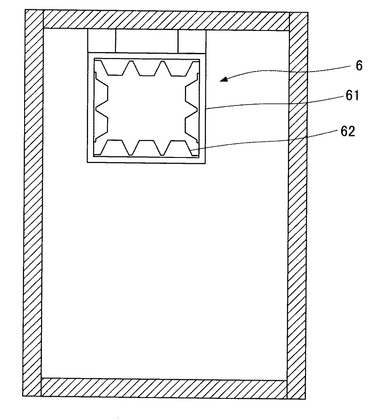
フィンガー6は、吸着装置5が有する吸着ヘッド50の下方に配置される部材であり、図4に示すように、枠体61の内周縁に沿って複数配置される舌片状の可撓性部材62を備えている。このフィンガー6は、段ボール箱等の包装用ケースX内に複数のカップ状商品Zを充填する際に、吸着装置5の吸着ヘッド50等が包装用ケースXの内面を傷つけることを防止する機能を有している。
【0034】
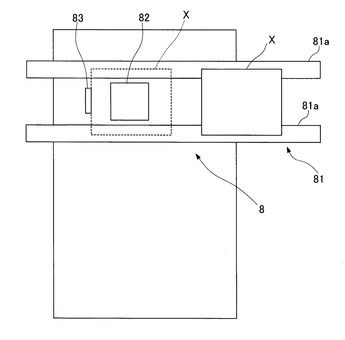
包装用ケース搬送装置8は、段ボール箱等の包装用ケースXを供給するための装置である。この包装用ケース搬送装置8は、上述のフィンガー6よりも下方位置に配設されており、コンベア装置81とエレベータ装置82とを備えている。コンベア装置81は、互いに所定間隔を空けて平行となるように設置される樹脂チェーンコンベアやベルトコンベア81a,81a等により構成されている。エレベータ装置82は、各樹脂チェーンコンベア(或いは、ベルトコンベア)81aの間であって、上述のフィンガー6の下方位置に配置されている。包装用ケース搬送装置8により供給される包装用ケースXは、エレベータ装置82の上方位置まで搬送された際に、ストッパ機構83によりその搬送が停止され、その後、エレベータ装置82の作用により、フィンガー6が有する複数の可撓性部材62が包装用ケースXの内部に進入する位置まで、上方へと持ち上げられる。
【0035】
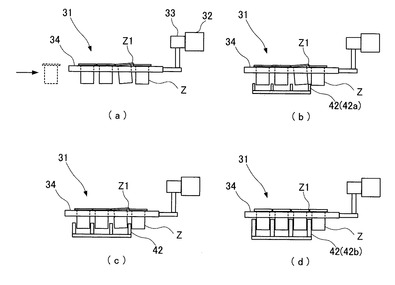
次に、上述の構成を有する商品集積装置1の作動について図8(a)〜(c)を用いて説明する。ここで、図8の各(a)(b)(c)において下側に掲載される図(下方図)は、上側に記載される図における矢視D方向から見た状態を示している。先ず、図8(a)に示すように、商品集積装置1の一方の整列ガイド31は、商品搬送装置7の搬送路終端側71に到達したカップ状商品Zをそのガイド溝35に受入れる位置に位置付けられている。このとき、整列ガイド31は商品搬送装置7の搬送路終端側71の上方にあって、図8(a)でみたとき、整列ガイド31の右端に位置するガイド溝35が商品搬送装置7の搬送路終端側71と合致した状態、つまり、搬送路終端側71の直上位置に配置されている。このような構成により、商品搬送装置7の搬送路終端側71に順次到達するカップ状商品Zは、搬送路終端側71と合致したガイド溝35内に順次受入れられ、その先頭のカップ状商品Zがガイド溝35の閉塞端に当接した状態で、ガイド溝35内にて一列に並ぶ。なお、このとき、他方の整列ガイド31(図8において図示せず)は、一方の整列ガイド31におけるカップ状商品Z収容作業の邪魔にならない位置で待機した状態にある。
【0036】
整列ガイド31の右端のガイド溝35内がカップ状商品Zで満杯になったとき、整列ガイド31は、駆動装置32の働きによりガイド溝35の配列ピッチだけ右方側に間欠移動され、次のガイド溝35が商品搬送装置7の搬送路終端側71と合致する(図8(b)に示す状態)。このとき、次のガイド溝35内に商品搬送装置7の搬送路終端側71に到達したカップ状商品Zが受入られる一方、右端のガイド溝35は修正ガイド4の上方位置に移動し、このガイド溝35内に収容された各カップ状商品Zの間に、修正ガイド4の位置修正部材42が進入することとなる。ここで、修正ガイド4の上方に移動したカップ状商品Zは、図8(b)の下方図に示すように、商品搬送装置7から離脱することにより、ツバ部Z1が櫛歯34(支持部)に支持され、吊り下げ状態となって修正ガイド4の上方に位置することとなる。
【0037】
なお、整列ガイド31の間欠移動は、例えば、商品搬送装置7に配置されたカウントセンサ(図示しない)により、搬送路終端側71に到達したカップ状商品Z、即ち、ガイド溝35内に受入れられたカップ状商品Zの個数をカウントすることで制御される。整列ガイド31の間欠移動の繰り返しにより、整列ガイド31の各ガイド溝35は順次カップ状商品Zで満たされ、カップ状商品Zが集積される。ここで、整列ガイド31が間欠移動を行う際に、カップ状商品Zが整列ガイド31側に移動することを防止するためのストッパを搬送路終端側71に配置してもよい。このストッパは、例えば、カウントセンサにより計測されたガイド溝35内に受入れられたカップ状商品Zの個数に基づいて制御される。
【0038】
整列ガイド31に対するカップ状商品Zの集積が完了した時点(図8(c)に示す状態)で、整列ガイド31は駆動装置32の作用により、吸着装置5における吸着ヘッド50の下方位置に向けて大きく移動される。その後、整列ガイド31に集積された複数のカップ状商品Zは、吸着ヘッド50により吸着されて上方に吊り上げられる。カップ状商品Zが吊り上げられた後、整列ガイド31は、シリンダー装置33の上下方向に伸縮可能なシリンダー作用により、所定量だけ上方移動すると共に、駆動装置32の作用により、商品搬送装置7に向けて移動する、このとき、他方の整列ガイド31は、商品搬送装置7から供給されるカップ状商品Zの集積動作を行っているため、この商品搬送装置7に向けて移動する整列ガイド31(一方の整列ガイド31)は、所定位置で待機することとなる。
【0039】
吸着装置5の吸着ヘッド50により複数のカップ状商品Zが吸着保持された際、包装用ケース搬送装置8のコンベア装置81により供給された包装用ケースXは、エレベータ装置82の直上位置で待機している。その後、この包装用ケースXは、エレベータ装置82の動作により、フィンガー6が有する複数の可撓性部材62が包装用ケースXの内部に進入する位置まで、上方へと持ち上げられる。
【0040】
次いで、吸着装置5の昇降装置55が作動し、吸着ヘッド50により保持された一塊りの複数のカップ状商品Zがフィンガー6を介して包装用ケースX内に充填される。包装用ケースX内への商品充填が完了した際に、吸着ヘッド50によるカップ状商品Zの吸着が解除され、この吸着ヘッド50は昇降装置55の働きにより上方へと移動する。
【0041】
その後、エレベータ装置82の働きにより商品が充填された包装用ケースXは下方に移動されてコンベア装置81上に載置される。そして、コンベア装置81の働きにより、当該コンベア装置81上に載置された商品充填済み包装用ケースXは、コンベア装置81下流側へと搬送される。
【0042】
本発明に係る商品集積装置1は、上述のように、ガイド溝35にカップ状商品Zを収容した整列ガイド31が移動する過程において、ガイド溝35の長手方向に沿って並ぶ複数のカップ状商品Zにおける各カップ状商品Zの間を、各カップ状商品Zを押圧する位置修正部材42が通過するように構成されているため、位置修正部材42が各カップ状商品Z間を通過する際に、カップ状商品Zのツバ部Z1が重ならないような位置にカップ状商品Zを移動させることが可能となる。
【0043】
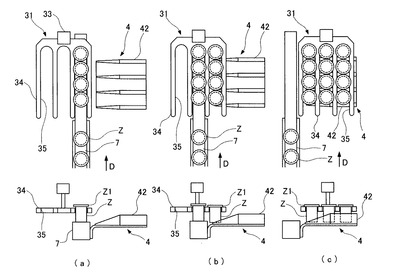
図9(a)に示すように、ガイド溝35の収容されるカップ状商品Zの一部にツバ部Z1同士に重なりが生じた場合を例にとり具体的に説明すると、整列ガイド31の移動により、修正ガイド4の位置修正部材42の先端部が各カップ状商品Z間に進入する(図9(b))。ここで、位置修正部材42の先端部42a(商品搬送装置7の搬送路終端側71から移動する整列ガイド31の移動方向とは反対側を向く位置修正部材42における一方端)は、テーパ部43を備える先細構造となるように構成しているため、整列ガイド31の移動に伴って移動する複数のカップ状商品Zの各間に、位置修正部材42の先端部を確実に導くことができると共に、位置修正部材42でカップ状商品Zを傷つけることを防止することができる。
【0044】
整列ガイド31の更なる移動により、各カップ状商品Zが位置修正部材42間を通過して行き、図9(c)に示すように、位置修正部材42の側面が各カップ状商品Zの胴部側面を押圧し始める。整列ガイド31を更に進めることにより、位置修正部材42の肉厚部42bが、カップ状商品Zを押しのけるようにしてカップ状商品Zを移動させて位置修正し、最終的に、ガイド溝35に並ぶ複数のカップ状商品Zの各胴部間に所定の隙間を形成して、図9(d)に示すように、カップ状商品Zにおけるツバ部Z1同士の重なりが解消されることになる。
【0045】
また、整列ガイド31は、ガイド溝35の両サイドにカップ状商品Zのツバ部Z1下面を支持してカップ状商品Zを吊り下げ可能な支持部を備えていることから、カップ状商品Zを吊り下げ状態で移動させることができる。これにより、修正ガイド4の位置修正部材42によるカップ状商品Zへの押圧力が効率よく各カップ状商品Zに伝達し、各カップ状商品Zの位置修正をスムーズかつ確実に行うことが可能となる。なお、カップ状商品Zを吊り下げ状態ではなく、プレート状の底板41上をカップ状商品Zの底面が滑るようにして移動させてもよいが、この底板41における上面とカップ状商品Zの底面との間に摩擦力が発生し、この摩擦力がカップ状商品Zの移動の妨げとなる場合もあるため、カップ状商品Zをスムーズに移動させるという観点から、カップ状商品Zを吊り下げ状態で移動させる方がより好ましい。
【0046】
また、修正ガイド4は、位置修正部材42が、複数のカップ状商品Zの各胴部間を通過するように構成されているため、位置修正部材42の肉厚部42bの厚み寸法を最適化することにより、各カップ状商品Zにおけるツバ部Z1の周縁が互いに接する位置となるように各カップ状商品Zの位置を修正することが可能となり、カップ状商品Zのツバ部Z1が重なることを防止しつつ、複数のカップ状商品Zを無駄な間隔を空けることなく小エリアで集積することが可能となる。
【0047】
また、整列ガイド31は、複数のガイド溝35を備える櫛歯状に形成されていることから、各ガイド溝35に収容される複数のカップ状商品Zの互いに隣接するツバ部Z1が重なることを修正ガイド4の働きによって防止しつつ、多数のカップ状商品Zを集積させることが可能となる。
【0048】
また、整列ガイド31の櫛歯34(支持部)の幅は、カップ状商品Zのツバ部幅の2倍以上の寸法となるように形成されているため、複数のガイド溝35のそれぞれに供給されるカップ状商品Zのツバ部Z1同士が、重なり合うことを確実に防止しつつ、安定的に各カップ状商品Zを移動させることが可能となる。
【0049】
以上、本発明に係る商品集積装置1の実施形態について説明したが、商品集積装置1の具体的構成は、上記実施形態に限定されない。例えば、上記実施形態においては、整列ガイド31が複数のガイド溝35を有する櫛歯状となるように構成し、複数のカップ状商品Zを複数列で集積できるように構成されているが、例えば、単一のガイド溝35を有するように整列ガイド31を構成してもよい。
【0050】
また、上記実施形態においては、単一の商品搬送装置7(搬送手段)を備えるような構成を採用しているが、複数の商品搬送装置7を備えるように構成し、櫛歯状の整列ガイド31の各ガイド溝35に同時にカップ状商品Zが所定個数収容できるように構成してもよい。
【0051】
また、上記実施形態においては、図6に示すように、修正ガイド4は、底板41と、当該底板41に立設するプレート状の複数の位置修正部材42とを備えるように構成されているが、このような構成に特に限定されず、例えば、底板41を省略した構成を採用してもよい。このような構成を採用する場合、各位置修正部材42の底面にL字状のブラケットをそれぞれ接続すると共に、当該各ブラケットを商品搬送装置7における静止部に固定すればよい。
【符号の説明】
【0052】
1 商品集積装置
2 集積搬送装置
3 ガイド装置
31 整列ガイド
32 駆動装置
35 ガイド溝
4 修正ガイド
42 位置修正部材
42b 厚肉部
5 吸着装置
6 フィンガー
7 商品搬送装置(搬送手段)
71 商品搬送装置(搬送手段)の搬送路終端側
8 包装用ケース搬送装置
Z カップ状商品
Z1 ツバ部
【技術分野】
【0001】
本発明は、商品集積装置に関し、特にツバ部付き容器の商品集積装置に関する。
【背景技術】
【0002】
食品類に多く用いられている小容器は、缶、瓶、プラスチック(発泡も含む)、紙などからなり、これらは複数個が一つの箱に詰められて流通している。この箱詰作業は自動化され、一般的にはコンベア上を1列または数列で商品を流し、そのあと集積し、数個同時に一つの箱に入れられている。小容器は、軽量化や加工性などの要望があり、プラスチック製のものが多用されている。また形状においても工夫され、多角柱形・円柱形のものから、お椀型、一部または全体にテーパー状型のものなどがある。また開口部の周囲には、蓋部を貼るためにツバ部を設けたものがある。
【0003】
箱詰装置としては、特許文献1には、カップ状商品の自動箱詰装置の記載があり、従来例の自動箱詰装置の一部の搬送部の記載がある。その動作は、移送コンベア上に適数列に移送されてきたカップ状商品を、ストッパによって間欠的に集積し、積み重ね装置の吸着ハンドによって6個同時に吸着する。そして、この吸着された6個のカップ状商品を、一旦コンベア上方の空中にて保持され、その後、受け側のコンベアの上方まで水平搬送する。次に、積み重ね装置を下降させることにより、受け側のコンベア上にカップ状商品を置き、吸着ハンドの吸着を解除することで、移送コンベアから受け側のコンベアへの搬送を実施している。この従来例では、搬送距離が長くなり、搬送時間も長くなるという問題があり、特許文献1ではこの課題を解決している。特許文献1では、カップ状商品を適数列に移送するコンベアと、このコンベア上に配置したストッパと、上記コンベアの延長線上に配置され上記カップ状商品を挟持する昇降可能の2本一対の挟持棒とを備える構成である。これによりカップ状商品を、一旦コンベア上方の空中にて保持する必要がなく、作業効率が向上するというものである。
【0004】
上記特許文献1は、商品を複数列同時にコンベア上を流している例であったが、特許文献2では、商品を1列流しとし、流れの終端に複数のガイド溝付き櫛歯状の整列ガイドで集積する方法が記載されている。特許文献2の発明の目的は「商品の流れを停滞させることなく商品を整列,集積でき、商品の押し合い状態を回避できるとともに、高速化が可能な商品集積装置を提供する。」ことであり、その構成は、特許文献2の図1を参照して、「ベルトコンベア(搬送手段)2の下流終端側において、該ベルトコンベア2による搬送方向と交差する方向に移動可能に設けられ、ベルトコンベア2により供給されてくる商品10をガイドしつつそれぞれ所定の個数ずつ収容するための複数のガイド溝7を有する櫛歯状の整列ガイド6と、ベルトコンベア2の下流終端側において整列ガイド6の移動方向に延在し、整列ガイド6の移動により整列,集積された商品10を載置しておくためのテーブル5とから商品集積装置4を構成する。」である。整列,集積された商品の箱詰めは、ロボットで行ない、ロボットのアームの先端には、複数個の商品を吸着保持する吸着パッドが設けられている。
【0005】
特許文献3では、特許文献2で開示した櫛歯状の整列ガイドを複数個設け、作業効率を高めている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2000−168707号公報
【特許文献2】特開平8−133228号公報
【特許文献3】特開2009−249113号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上述の箱詰装置で、ツバ部付きの容器を流して箱詰めすると、商品の整列時点で容器と容器が接するため隣接するツバ部に(流れ方向に)重なりを生じてしまう。隣接するツバ部が重なっていると、箱内に移動スペースができてしまい容器が安定しない(ズレが生じる)。また箱をバインドしたり積層したりするときの圧力で、重なったツバ部にストレス(キズ・変形)を与えてしまう。前述の通りツバ部は蓋部と粘着し、内容物を密閉する品質上大事な部分であるので、隣接するツバ部に重なりを生ずるのは問題である。
【0008】
本発明は、このような問題を解決するためになされたものであって、ツバ部付きの容器を集積する際に、隣接するツバ部が重なりを生ずることのない商品集積装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の上記目的は、搬送手段により供給される上端周縁部にツバ部を有するカップ状商品を集積させるための商品集積装置であって、前記搬送手段の搬送路終端側において、前記搬送手段による搬送方向と交差する方向に移動可能に設けられる整列ガイドと、前記搬送手段の搬送路終端側であって、前記整列ガイド移動方向側に配置される修正ガイドと、を備えており、前記整列ガイドは、前記搬送手段により供給されてくるカップ状商品をガイドしつつ所定の個数ずつ収容するためのガイド溝を備え、前記修正ガイドは、前記整列ガイドの移動に伴って移動する前記ガイド溝に沿って並ぶ複数のカップ状商品間を通過することにより各カップ状商品を押圧して位置修正を行う複数の位置修正部材を備える商品集積装置により達成される。
【0010】
このように、ガイド溝にカップ状商品を収容した整列ガイドが移動する過程において、ガイド溝の長手方向に沿って並ぶ複数のカップ状商品における各カップ状商品の間を、各カップ状商品を押圧する位置修正部材が通過するように構成しているため、位置修正部材が各カップ状商品間を通過する際に、カップ状商品のツバ部が重ならないような位置にカップ状商品を移動させることが可能となる。
【0011】
上記商品集積装置において、前記整列ガイドは、前記ガイド溝の両サイドにカップ状商品のツバ部下面を支持してカップ状商品を吊り下げ可能な支持部を備えることが好ましい。
【0012】
このようにカップ状商品を吊り下げ状態で移動させることにより、修正ガイドの位置修正部材によるカップ状商品への押圧力が効率よく各カップ状商品に伝達し、各カップ状商品の位置修正をスムーズかつ確実に行うことが可能となる。
【0013】
また、前記修正ガイドは、前記位置修正部材が、複数のカップ状商品の各胴部間を通過するように構成されることが好ましい。
【0014】
このような構成により、修正ガイドの各位置修正部材が、ガイド溝に並ぶ複数のカップ状商品の各胴部間に所定の隙間を形成することが可能となり、隣接するツバ部が互いに重なり合わないように各カップ状商品の位置を修正することが可能となる。また、カップ状商品の各胴部間を位置修正部材が通過するように構成することにより、各カップ状商品におけるツバ部の周縁が互いに接する位置となるように各カップ状商品の位置を修正することが可能となり、カップ状商品のツバ部が重なることを防止しつつ、複数のカップ状商品を無駄な間隔を空けることなく小エリアで集積することが可能となる。
【0015】
また、前記搬送手段の搬送路終端側から移動する前記整列ガイドの移動方向とは反対側を向く前記位置修正部材における一方端は、テーパ部を備えることが好ましい。
【0016】
このような構成により、整列ガイドの移動に伴って移動する複数のカップ状商品の各間に、修正ガイドの位置修正部材の先端部を確実に導くことが可能となり、その結果、位置修正部材の先端部でカップ状商品を押圧して傷つけることなく、カップ状商品のツバ部に重なりが発生することを防止することができる。
【0017】
また、前記整列ガイドは、複数のガイド溝を備える櫛歯状に形成されることが好ましい。
【0018】
このような構成により、各ガイド溝に収容される複数のカップ状商品の互いに隣接するツバ部が重なることを修正ガイドの働きによって防止しつつ、多数のカップ状商品を集積させることが可能となる。
【0019】
また、前記整列ガイドの支持部の幅は、カップ状商品のツバ部幅の2倍以上の寸法となるように形成されることが好ましい。
【0020】
このようにカップ状商品のツバ部下面を支持する整列ガイドの支持部の幅をカップ状商品のツバ部幅の2倍以上の寸法となるように設定することにより、
複数のガイド溝のそれぞれに供給されるカップ状商品のツバ部同士が、重なり合うことを確実に防止することが可能となる。
【発明の効果】
【0021】
本発明によれば、ツバ部付きの容器を集積する際に、隣接するツバ部が重なりを生ずることのない商品集積装置を提供することができる。
【図面の簡単な説明】
【0022】
【図1】本発明の一実施形態に係る商品集積装置の概略構成正面図である。
【図2】図1のA−A断面図である。
【図3】図2のB−B断面の要部拡大図である。
【図4】図1のC−C断面図である。
【図5】図1のD−D断面図である
【図6】(a)(b)共に、図1に示す商品集積装置が備える修正ガイドの具体例を示す斜視図である。
【図7】吸着装置が有する吸着ヘッドの概略構成断面図である。
【図8】図1に示す商品集積装置の作動を説明するための説明図である。
【図9】図1に示す商品集積装置の作動を説明するための他の説明図である。
【発明を実施するための形態】
【0023】
以下、本発明に係る商品集積装置について、添付図面を参照して説明する。図1は、本発明の一実施形態に係る商品集積装置1の概略構成正面図であり、図2は、図1のA−A断面図である。図3は、図2のB−B断面の要部拡大図であり、図4は、図1のC−C断面図である。また、図5は、図1のD−D断面図である。尚、各図面は、構成の理解を容易にするため、実寸比ではなく部分的に拡大又は縮小されており、図2〜図5においては、構成部材や装置の一部を省略して記載している。
【0024】
本発明に係る商品集積装置1は、搬送手段により供給される商品を集積させるための装置であって、特に、上端周縁部から外方に突出するツバ部Z1を有するカップ状商品Zを集積するのに適した装置である。この商品集積装置1は、図1に示すように、床部11及び側壁部12を備えるハウジング10と、集積搬送装置2と、吸着装置5と、フィンガー6とを備えている。集積搬送装置2、吸着装置5及びフィンガー6は、ハウジング10の内部に配置されている。また、図1及び図2に示すように、カップ状商品Zを搬送する商品搬送装置7(搬送手段)の搬送路終端側71は、ハウジング10の内部に配置されている。商品搬送装置7は、樹脂チェーンコンベアやベルトコンベア等により構成されている。また、ハウジング10の内部には、図1及び図5に示すように、集積されたカップ状商品Zが梱包される段ボール箱等の包装用ケースXを供給するための包装用ケース搬送装置8の一部が配置されている。
【0025】
集積搬送装置2は、図1及び図2に示すように、2台のガイド装置3と、修正ガイド4とを備えている。各ガイド装置3は、整列ガイド31と、当該整列ガイド31を移動させるための駆動装置32とを備えている。各駆動装置32は、商品搬送装置7によるカップ状商品Zの搬送方向と交差する方向に整列ガイド31を移動することが可能であり、互いに対向する側壁部12にそれぞれ配置されている。また、図1〜図3に示すように、各整列ガイド31は、商品搬送装置7の搬送路終端側71において、商品搬送装置7の上方に配置されるように、上下方向に伸縮可能なシリンダーを有するシリンダー装置33を介して、電動シリンダーのような駆動装置32のスライダー部32aに取り付けられている。このような構成により、各整列ガイド31は、上下左右方向への移動が可能となり、いわゆるボックスモーションを独立して行うことができる。
【0026】
各整列ガイド31は、商品搬送装置7により供給されてきたツバ部Z1付きのカップ状商品Zをガイドしつつ所定の個数ずつ収容するため、商品搬送装置7の商品供給上流側を向いた櫛歯34を有する。具体的には、整列ガイド31はその櫛歯34を形成するガイド溝35を有し、当該ガイド溝35は、商品搬送装置7の搬送方向と交差する方向に一定の配列ピッチで複数配置されている。ガイド溝35はカップ状商品Zを一列にして受入可能な溝幅を有し、また、カップ状商品Zを複数個収容可能な長さを有する。ガイド溝35の大きさおよび個数は、カップ状商品Zの大きさや、集積させる個数等により決定される。なお、本実施形態においては、3列のガイド溝35を有し、各ガイド溝35には4個のカップ状商品Zを収容可能な長さを有している。従って、整列ガイド31にカップ状商品Zが満たされたとき、4×3のカップ状商品Zが集積されることになる。
【0027】
また、ガイド溝35の両サイドに存在する櫛歯34は、カップ状商品Zのツバ部Z1下面を支持してカップ状商品Zを吊り下げ可能な支持部を構成しており、カップ状商品Zのツバ部Z1の下面を安定的に支持するために、当該櫛歯34は、その上面が平坦な面となるように構成されている。この櫛歯34(支持部)の幅は、カップ状商品Zのツバ部幅の2倍以上の寸法となるように形成される。ここで、櫛歯34(支持部)の幅とは、互いに隣接するガイド溝35の隣接方向に沿う方向における各櫛歯34(支持部)の寸法を意味し、ツバ部幅とは、カップ状商品Zの胴部上端周縁部からツバ部Z1の外周縁までの半径方向突出量を意味する。
【0028】
修正ガイド4は、商品搬送装置7の搬送路終端側71であって、整列ガイド31が、商品搬送装置7から離隔する方向側に配置される部材である。この修正ガイド4は、図6(a)や図6(b)に示すように、底板41と、当該底板41に立設するプレート状の複数の位置修正部材42とを備えており、図1に示すように、底板41の底面に接続されるブラケット44を介して、商品搬送装置7における静止部に固定されている。修正ガイド4が所定位置に固定された状態において、修正ガイド4の底板41は、その上面が、ガイド溝35に吊り下げた状態のカップ状商品Zの底部と接触しない位置となるように配置されている。なお、修正ガイド4は、商品搬送装置7における静止部以外の任意の位置に固定してもよい。
【0029】
プレート状の各位置修正部材42は、整列ガイド31の移動に伴って移動するガイド溝35内に並ぶ複数のカップ状商品Zの各胴部間を通過することにより、その側面が各カップ状商品Zの胴部側面を押圧して位置修正を行う部材である。プレート状の各位置修正部材42は、その長手方向が、整列ガイド31の水平移動方向に沿う方向(商品搬送装置7による搬送方向と交差する方向)に延びるように配置されている。
【0030】
また、各位置修正部材42は、整列ガイド31の移動方向に交差する方向に一定の配列ピッチで配置されており、商品搬送装置7に対向する各位置修正部材42の一方端42aは、テーパ部43を備える先細構造となるように形成されている。各位置修正部材42は、ガイド溝35に収容され互いに隣接するカップ状商品Zが当該位置修正部材42の両側面にそれぞれ当接した際に、カップ状商品Zにおけるツバ部Z1同士が、互いに接する状態を形成する、或いは、僅かな間隔(隙間)を形成する厚肉部42bを備えている。図6に示す位置修正部材42においては、テーパ部43が形成されていない後端部分が厚肉部42bとなる。
【0031】
また、位置修正部材42は、その厚肉部42bの上方端が、ガイド溝35に吊り下げられた状態となるカップ状商品Zの重心位置よりも高い位置となるように配置されることが好ましい。このような構成を採用することにより、ガイド溝35に収容されるカップ状商品Zをより確実に移動させることが可能となる。
【0032】
吸着装置5は、整列ガイド31の各ガイド溝35に収容された複数のカップ状商品Zを吸着保持して吊り下げ、当該複数のカップ状商品Zを一塊りの状態で包装用ケースX内に充填する装置である。この吸着装置5は、複数のカップ状商品Zを吸着する吸着ヘッド50と、当該吸着ヘッド50を上下方向に移動させる昇降装置55とを備えている。吸着ヘッド50は、図7に示す概略構成断面図に示すように、基台51と、基台51の下面側に配置される複数の吸着部52と、プレート状の押え板53とを備えている。基台51は、アーム54を介して昇降装置55に接続されている。吸着部52は、可撓性を有する材料により形成され、蛇腹状の形状を有しており、その上方端は、図示しないチューブを介して真空ポンプ(図示せず)に接続している。真空ポンプの吸引作用により、蛇腹状の吸着部52がカップ状商品Zの上面を吸引して固定できるように構成されている。押え板53は、吸着部52により吸引固定されて吊り下げられた状態のカップ状商品Zの上面を押さることにより、カップ状商品Zの揺れを抑制して、カップ状商品Zの姿勢を修正するための部材であり、吸着部52の下方端が挿入される貫通孔531が複数形成されている。各吸着部52の下方端は、カップ状商品Zを吸引固定していない状態において、貫通孔531を介して押え板53の下面側に露出するように配置されている。蛇腹状の吸着部52は、カップ状商品Zを吸引固定した際に収縮し、その収縮により、カップ状商品Zが上方に引き上げられ、カップ状商品Zの上面が押え板53の下面と当接することになる。
【0033】
フィンガー6は、吸着装置5が有する吸着ヘッド50の下方に配置される部材であり、図4に示すように、枠体61の内周縁に沿って複数配置される舌片状の可撓性部材62を備えている。このフィンガー6は、段ボール箱等の包装用ケースX内に複数のカップ状商品Zを充填する際に、吸着装置5の吸着ヘッド50等が包装用ケースXの内面を傷つけることを防止する機能を有している。
【0034】
包装用ケース搬送装置8は、段ボール箱等の包装用ケースXを供給するための装置である。この包装用ケース搬送装置8は、上述のフィンガー6よりも下方位置に配設されており、コンベア装置81とエレベータ装置82とを備えている。コンベア装置81は、互いに所定間隔を空けて平行となるように設置される樹脂チェーンコンベアやベルトコンベア81a,81a等により構成されている。エレベータ装置82は、各樹脂チェーンコンベア(或いは、ベルトコンベア)81aの間であって、上述のフィンガー6の下方位置に配置されている。包装用ケース搬送装置8により供給される包装用ケースXは、エレベータ装置82の上方位置まで搬送された際に、ストッパ機構83によりその搬送が停止され、その後、エレベータ装置82の作用により、フィンガー6が有する複数の可撓性部材62が包装用ケースXの内部に進入する位置まで、上方へと持ち上げられる。
【0035】
次に、上述の構成を有する商品集積装置1の作動について図8(a)〜(c)を用いて説明する。ここで、図8の各(a)(b)(c)において下側に掲載される図(下方図)は、上側に記載される図における矢視D方向から見た状態を示している。先ず、図8(a)に示すように、商品集積装置1の一方の整列ガイド31は、商品搬送装置7の搬送路終端側71に到達したカップ状商品Zをそのガイド溝35に受入れる位置に位置付けられている。このとき、整列ガイド31は商品搬送装置7の搬送路終端側71の上方にあって、図8(a)でみたとき、整列ガイド31の右端に位置するガイド溝35が商品搬送装置7の搬送路終端側71と合致した状態、つまり、搬送路終端側71の直上位置に配置されている。このような構成により、商品搬送装置7の搬送路終端側71に順次到達するカップ状商品Zは、搬送路終端側71と合致したガイド溝35内に順次受入れられ、その先頭のカップ状商品Zがガイド溝35の閉塞端に当接した状態で、ガイド溝35内にて一列に並ぶ。なお、このとき、他方の整列ガイド31(図8において図示せず)は、一方の整列ガイド31におけるカップ状商品Z収容作業の邪魔にならない位置で待機した状態にある。
【0036】
整列ガイド31の右端のガイド溝35内がカップ状商品Zで満杯になったとき、整列ガイド31は、駆動装置32の働きによりガイド溝35の配列ピッチだけ右方側に間欠移動され、次のガイド溝35が商品搬送装置7の搬送路終端側71と合致する(図8(b)に示す状態)。このとき、次のガイド溝35内に商品搬送装置7の搬送路終端側71に到達したカップ状商品Zが受入られる一方、右端のガイド溝35は修正ガイド4の上方位置に移動し、このガイド溝35内に収容された各カップ状商品Zの間に、修正ガイド4の位置修正部材42が進入することとなる。ここで、修正ガイド4の上方に移動したカップ状商品Zは、図8(b)の下方図に示すように、商品搬送装置7から離脱することにより、ツバ部Z1が櫛歯34(支持部)に支持され、吊り下げ状態となって修正ガイド4の上方に位置することとなる。
【0037】
なお、整列ガイド31の間欠移動は、例えば、商品搬送装置7に配置されたカウントセンサ(図示しない)により、搬送路終端側71に到達したカップ状商品Z、即ち、ガイド溝35内に受入れられたカップ状商品Zの個数をカウントすることで制御される。整列ガイド31の間欠移動の繰り返しにより、整列ガイド31の各ガイド溝35は順次カップ状商品Zで満たされ、カップ状商品Zが集積される。ここで、整列ガイド31が間欠移動を行う際に、カップ状商品Zが整列ガイド31側に移動することを防止するためのストッパを搬送路終端側71に配置してもよい。このストッパは、例えば、カウントセンサにより計測されたガイド溝35内に受入れられたカップ状商品Zの個数に基づいて制御される。
【0038】
整列ガイド31に対するカップ状商品Zの集積が完了した時点(図8(c)に示す状態)で、整列ガイド31は駆動装置32の作用により、吸着装置5における吸着ヘッド50の下方位置に向けて大きく移動される。その後、整列ガイド31に集積された複数のカップ状商品Zは、吸着ヘッド50により吸着されて上方に吊り上げられる。カップ状商品Zが吊り上げられた後、整列ガイド31は、シリンダー装置33の上下方向に伸縮可能なシリンダー作用により、所定量だけ上方移動すると共に、駆動装置32の作用により、商品搬送装置7に向けて移動する、このとき、他方の整列ガイド31は、商品搬送装置7から供給されるカップ状商品Zの集積動作を行っているため、この商品搬送装置7に向けて移動する整列ガイド31(一方の整列ガイド31)は、所定位置で待機することとなる。
【0039】
吸着装置5の吸着ヘッド50により複数のカップ状商品Zが吸着保持された際、包装用ケース搬送装置8のコンベア装置81により供給された包装用ケースXは、エレベータ装置82の直上位置で待機している。その後、この包装用ケースXは、エレベータ装置82の動作により、フィンガー6が有する複数の可撓性部材62が包装用ケースXの内部に進入する位置まで、上方へと持ち上げられる。
【0040】
次いで、吸着装置5の昇降装置55が作動し、吸着ヘッド50により保持された一塊りの複数のカップ状商品Zがフィンガー6を介して包装用ケースX内に充填される。包装用ケースX内への商品充填が完了した際に、吸着ヘッド50によるカップ状商品Zの吸着が解除され、この吸着ヘッド50は昇降装置55の働きにより上方へと移動する。
【0041】
その後、エレベータ装置82の働きにより商品が充填された包装用ケースXは下方に移動されてコンベア装置81上に載置される。そして、コンベア装置81の働きにより、当該コンベア装置81上に載置された商品充填済み包装用ケースXは、コンベア装置81下流側へと搬送される。
【0042】
本発明に係る商品集積装置1は、上述のように、ガイド溝35にカップ状商品Zを収容した整列ガイド31が移動する過程において、ガイド溝35の長手方向に沿って並ぶ複数のカップ状商品Zにおける各カップ状商品Zの間を、各カップ状商品Zを押圧する位置修正部材42が通過するように構成されているため、位置修正部材42が各カップ状商品Z間を通過する際に、カップ状商品Zのツバ部Z1が重ならないような位置にカップ状商品Zを移動させることが可能となる。
【0043】
図9(a)に示すように、ガイド溝35の収容されるカップ状商品Zの一部にツバ部Z1同士に重なりが生じた場合を例にとり具体的に説明すると、整列ガイド31の移動により、修正ガイド4の位置修正部材42の先端部が各カップ状商品Z間に進入する(図9(b))。ここで、位置修正部材42の先端部42a(商品搬送装置7の搬送路終端側71から移動する整列ガイド31の移動方向とは反対側を向く位置修正部材42における一方端)は、テーパ部43を備える先細構造となるように構成しているため、整列ガイド31の移動に伴って移動する複数のカップ状商品Zの各間に、位置修正部材42の先端部を確実に導くことができると共に、位置修正部材42でカップ状商品Zを傷つけることを防止することができる。
【0044】
整列ガイド31の更なる移動により、各カップ状商品Zが位置修正部材42間を通過して行き、図9(c)に示すように、位置修正部材42の側面が各カップ状商品Zの胴部側面を押圧し始める。整列ガイド31を更に進めることにより、位置修正部材42の肉厚部42bが、カップ状商品Zを押しのけるようにしてカップ状商品Zを移動させて位置修正し、最終的に、ガイド溝35に並ぶ複数のカップ状商品Zの各胴部間に所定の隙間を形成して、図9(d)に示すように、カップ状商品Zにおけるツバ部Z1同士の重なりが解消されることになる。
【0045】
また、整列ガイド31は、ガイド溝35の両サイドにカップ状商品Zのツバ部Z1下面を支持してカップ状商品Zを吊り下げ可能な支持部を備えていることから、カップ状商品Zを吊り下げ状態で移動させることができる。これにより、修正ガイド4の位置修正部材42によるカップ状商品Zへの押圧力が効率よく各カップ状商品Zに伝達し、各カップ状商品Zの位置修正をスムーズかつ確実に行うことが可能となる。なお、カップ状商品Zを吊り下げ状態ではなく、プレート状の底板41上をカップ状商品Zの底面が滑るようにして移動させてもよいが、この底板41における上面とカップ状商品Zの底面との間に摩擦力が発生し、この摩擦力がカップ状商品Zの移動の妨げとなる場合もあるため、カップ状商品Zをスムーズに移動させるという観点から、カップ状商品Zを吊り下げ状態で移動させる方がより好ましい。
【0046】
また、修正ガイド4は、位置修正部材42が、複数のカップ状商品Zの各胴部間を通過するように構成されているため、位置修正部材42の肉厚部42bの厚み寸法を最適化することにより、各カップ状商品Zにおけるツバ部Z1の周縁が互いに接する位置となるように各カップ状商品Zの位置を修正することが可能となり、カップ状商品Zのツバ部Z1が重なることを防止しつつ、複数のカップ状商品Zを無駄な間隔を空けることなく小エリアで集積することが可能となる。
【0047】
また、整列ガイド31は、複数のガイド溝35を備える櫛歯状に形成されていることから、各ガイド溝35に収容される複数のカップ状商品Zの互いに隣接するツバ部Z1が重なることを修正ガイド4の働きによって防止しつつ、多数のカップ状商品Zを集積させることが可能となる。
【0048】
また、整列ガイド31の櫛歯34(支持部)の幅は、カップ状商品Zのツバ部幅の2倍以上の寸法となるように形成されているため、複数のガイド溝35のそれぞれに供給されるカップ状商品Zのツバ部Z1同士が、重なり合うことを確実に防止しつつ、安定的に各カップ状商品Zを移動させることが可能となる。
【0049】
以上、本発明に係る商品集積装置1の実施形態について説明したが、商品集積装置1の具体的構成は、上記実施形態に限定されない。例えば、上記実施形態においては、整列ガイド31が複数のガイド溝35を有する櫛歯状となるように構成し、複数のカップ状商品Zを複数列で集積できるように構成されているが、例えば、単一のガイド溝35を有するように整列ガイド31を構成してもよい。
【0050】
また、上記実施形態においては、単一の商品搬送装置7(搬送手段)を備えるような構成を採用しているが、複数の商品搬送装置7を備えるように構成し、櫛歯状の整列ガイド31の各ガイド溝35に同時にカップ状商品Zが所定個数収容できるように構成してもよい。
【0051】
また、上記実施形態においては、図6に示すように、修正ガイド4は、底板41と、当該底板41に立設するプレート状の複数の位置修正部材42とを備えるように構成されているが、このような構成に特に限定されず、例えば、底板41を省略した構成を採用してもよい。このような構成を採用する場合、各位置修正部材42の底面にL字状のブラケットをそれぞれ接続すると共に、当該各ブラケットを商品搬送装置7における静止部に固定すればよい。
【符号の説明】
【0052】
1 商品集積装置
2 集積搬送装置
3 ガイド装置
31 整列ガイド
32 駆動装置
35 ガイド溝
4 修正ガイド
42 位置修正部材
42b 厚肉部
5 吸着装置
6 フィンガー
7 商品搬送装置(搬送手段)
71 商品搬送装置(搬送手段)の搬送路終端側
8 包装用ケース搬送装置
Z カップ状商品
Z1 ツバ部
【特許請求の範囲】
【請求項1】
搬送手段により供給される上端周縁部にツバ部を有するカップ状商品を集積させるための商品集積装置であって、
前記搬送手段の搬送路終端側において、前記搬送手段による搬送方向と交差する方向に移動可能に設けられる整列ガイドと、
前記搬送手段の搬送路終端側であって、前記整列ガイド移動方向側に配置される修正ガイドと、を備えており、
前記整列ガイドは、前記搬送手段により供給されてくるカップ状商品をガイドしつつ所定の個数ずつ収容するためのガイド溝を備え、
前記修正ガイドは、前記整列ガイドの移動に伴って移動する前記ガイド溝に沿って並ぶ複数のカップ状商品間を通過することにより各カップ状商品を押圧して位置修正を行う複数の位置修正部材を備える商品集積装置。
【請求項2】
前記整列ガイドは、前記ガイド溝の両サイドにカップ状商品のツバ部下面を支持してカップ状商品を吊り下げ可能な支持部を備える請求項1に記載の商品集積装置。
【請求項3】
前記修正ガイドは、前記位置修正部材が、複数のカップ状商品の各胴部間を通過するように構成される請求項1又は2に記載の商品集積装置。
【請求項4】
前記搬送手段の搬送路終端側から移動する前記整列ガイドの移動方向とは反対側を向く前記位置修正部材における一方端は、テーパ部を備える請求項1から3のいずれかに記載の商品集積装置。
【請求項5】
前記整列ガイドは、複数のガイド溝を備える櫛歯状に形成される請求項1から4のいずれかに記載の商品集積装置。
【請求項6】
前記整列ガイドの支持部の幅は、カップ状商品のツバ部幅の2倍以上の寸法となるように形成される請求項5に記載の商品集積装置。
【請求項1】
搬送手段により供給される上端周縁部にツバ部を有するカップ状商品を集積させるための商品集積装置であって、
前記搬送手段の搬送路終端側において、前記搬送手段による搬送方向と交差する方向に移動可能に設けられる整列ガイドと、
前記搬送手段の搬送路終端側であって、前記整列ガイド移動方向側に配置される修正ガイドと、を備えており、
前記整列ガイドは、前記搬送手段により供給されてくるカップ状商品をガイドしつつ所定の個数ずつ収容するためのガイド溝を備え、
前記修正ガイドは、前記整列ガイドの移動に伴って移動する前記ガイド溝に沿って並ぶ複数のカップ状商品間を通過することにより各カップ状商品を押圧して位置修正を行う複数の位置修正部材を備える商品集積装置。
【請求項2】
前記整列ガイドは、前記ガイド溝の両サイドにカップ状商品のツバ部下面を支持してカップ状商品を吊り下げ可能な支持部を備える請求項1に記載の商品集積装置。
【請求項3】
前記修正ガイドは、前記位置修正部材が、複数のカップ状商品の各胴部間を通過するように構成される請求項1又は2に記載の商品集積装置。
【請求項4】
前記搬送手段の搬送路終端側から移動する前記整列ガイドの移動方向とは反対側を向く前記位置修正部材における一方端は、テーパ部を備える請求項1から3のいずれかに記載の商品集積装置。
【請求項5】
前記整列ガイドは、複数のガイド溝を備える櫛歯状に形成される請求項1から4のいずれかに記載の商品集積装置。
【請求項6】
前記整列ガイドの支持部の幅は、カップ状商品のツバ部幅の2倍以上の寸法となるように形成される請求項5に記載の商品集積装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−158340(P2012−158340A)
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願番号】特願2011−17296(P2011−17296)
【出願日】平成23年1月28日(2011.1.28)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願日】平成23年1月28日(2011.1.28)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
[ Back to top ]