
噛み合いによる回転伝達機構

【課題】微粉体を混入したグリースを用いて、噛み合い面同士の歯打ち音の低減効果を長期間にわたって維持することができる、簡単な構成の噛み合いによる回転伝達機構を提供すること。
【解決手段】噛み合いにより回転を伝達する駆動部材と被駆動部材とを有し、双方の噛み合い面に潤滑グリースを塗布する回転伝達機構において、潤滑グリースに弾性材料から成る微粉体を混入すると共に、駆動部材又は被駆動部材の噛みあい面に、微粉体が嵌り込めるような細かい凹部を多数備えている。
【解決手段】噛み合いにより回転を伝達する駆動部材と被駆動部材とを有し、双方の噛み合い面に潤滑グリースを塗布する回転伝達機構において、潤滑グリースに弾性材料から成る微粉体を混入すると共に、駆動部材又は被駆動部材の噛みあい面に、微粉体が嵌り込めるような細かい凹部を多数備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、噛み合いにより回転を伝達する駆動部材と被駆動部材とを有し、双方の噛み合い面に潤滑グリースを塗布する回転伝達機構に関する。特に本発明は、とりわけ電動パワーステアリング装置用の、噛み合いにより回転を伝達する回転伝達機構に関する。
【背景技術】
【0002】
自動車用の電動パワーステアリング装置(以後、EPSと言う)には噛み合いによる回転伝達機構が用いられる。例えば、コラム型EPSでは、噛み合いによる回転伝達機構を用い、電動モータの回転をモータ出力軸からウォームにスプライン結合部を介して伝達し、次いで減速機構を構成するウォームからウォームホイールに減速して伝え同時に、出力を増大させた後、ステアリングシャフトに付与することで、ステアリング操作のトルクを補助している。
【0003】
この回転伝達機構の、モータ出力軸とウォーム軸とのスプライン結合部において、雄スプラインと雌スプラインとの間の隙間を小さくすると組み立てが困難となり、また僅かな寸法誤差で雄スプラインと雌スプラインとの間にコジリが発生し、作動トルクが増大するため、ある程度の隙間(バックラッシ)を与える必要がある。しかし、この隙間を大きく与えると、例えば、電動モータが逆転した時や、石畳等の悪路を走行してタイヤから反力が伝達された場合等に、バックラッシに起因して歯打音が発生する場合があり、それが車室内に騒音として伝わると運転者に不快感を与えることになる。
【0004】
また、この現象は、ウォームとウォームホイールとからなる歯車減速機構においても同様であり、ウォームとウォームホイールの噛み合いの隙間を小さくすると組み立てが困難となり、僅かな寸法誤差で歯面同士のコジリが発生し、作動トルクが増大するため、ある程度の隙間(バックラッシ)を与える必要がある。しかし、この隙間を大きく与えると、例えば、歯車の回転方向が逆転した時や、石畳等の悪路を走行してタイヤから反力が伝達された場合等に、バックラッシに起因して歯打音が発生する場合があり、それが車室内に騒音として伝わると運転者に不快感を与えることになる。
【0005】
同様の問題は、電動パワーステアリング装置の、噛み合いによる回転伝達機構に限らず、一般の噛み合いによる回転伝達機構においても存在する。このため、従来は、適正なバックラッシとなるように、歯車の組み合わせを選別して回転伝達機構を組み立てて(いわゆる層別組み立て)いるが、この方法では生産性が著しく低いという問題点がある。
【0006】
そこで、例えば、ウォーム軸をウォームホイールへ向けて偏倚とすると共に、ウォーム軸をその偏倚方向へ付勢するバネ体等の付勢手段を設けることによりバックラッシをなくするようにした電動パワーステアリング装置の噛み合いによる回転伝達機構が、特許文献1や特許文献2において提案されている。
【0007】
また、歯車同士の歯打ち音を低減させるために、特許文献3に示されるように、グリースに、弾性特性を有するパウダー(微粉体)を混入して歯面に介在させることにより、直接的な歯面の接触を防ぐ技術が用いられている。
【特許文献1】特開2000−43739号公報
【特許文献2】特開2004−306898号公報
【特許文献3】特開2005−263989号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、従来の上記噛み合いによる回転伝達機構の内、特許文献1あるいは特許文献2等の減速機構は、構造が極めて複雑になり、製造コストがかさむという問題点がある。
【0009】
特に、特許文献2の噛み合いによる回転伝達機構である減速機では、ギヤ動作によって、ウォーム軸が変動してしまうため、ウォームの噛み合い部にコジリが発生し、作動トルクが増大してしまう。この問題を回避するため、噛み合い隙間を与えると、歯打ち音が発生するため、この噛み合いをどの程度にするべきかを容易に決定できず、モータの取り付け位置を設定するのが困難であった。
【0010】
また、特許文献3に示される技術においては、混入したパウダーは、グリース中の異物とも言える存在なので、歯車同士が滑り合いながら噛み合い続けると、異物は排除され易く、使用時間が経過するにつれて、パウダーは歯面の噛み合い面から排除され、ベースグリースのみが残り、歯打ち音の低減効果は薄れてしまう。
【0011】
そこで、例えば、ギヤ部分を密封してグリースを充填すれば、この問題を改善することができるが、パウダーの混入したグリースが常に歯面に回り込む程に充填率を高めておく必要があり、グリースの調度が高い場合には、抵抗になってフリクションの増大を招いてしまう。
【0012】
さらに、ギヤ歯面の歯打ち音を低減させるためには、硬度の低いパウダーが有効だが、ギヤ駆動時の歯面間の力によりパウダーは押しつぶされ、塑性変形が発生してしまうという問題点もあった。
【0013】
本発明は、上述した従来例の有する不都合を改善し、微粉体を混入したグリースを用いて、歯車同士の歯打ち音の低減効果を長期間にわたって維持することができる、簡単な構成の噛み合いによる回転伝達機構を提供すること。
【課題を解決するための手段】
【0014】
上記課題を達成するために、本発明では、噛み合いにより回転を伝達する駆動部材と被駆動部材とを有し、双方の噛み合い面に潤滑グリースを塗布する回転伝達機構において、前記潤滑グリースに弾性材料から成る微粉体を混入すると共に、前記駆動部材若しくは前記被駆動部材の噛みあい面に、前記微粉体が嵌り込めるような細かい凹部を多数備え、この細かい凹部は、前記微粉体の粒径よりも大きな径で、微粉体の粒径よりも小さな深さを持つ窪み、あるいは、前記微粉体の粒径よりも大きな幅で、微粉体の粒径よりも小さな深さを持つ微細な溝であることを特徴としている。
【0015】
また、本発明の好ましい態様によれば、前記細かい凹部は、その表面性状を示すスキューネスが正の値となるもので、前記微粉体は、前記歯面の輪郭曲線要素の平均長さと同程度、あるいはそれ以下の粒径を持つことを特徴としている。
【0016】
前記細かい凹部は、その表面性状を示すスキューネスが0から負の値となるもので、前記微粉体は、前記歯面の輪郭曲線要素の平均長さの半分以下の粒径を持つことを特徴としている。
【0017】
また、本発明の好ましい態様によれば、噛み合いにより回転を伝達する駆動部材と被駆動部材とを有し、双方の噛み合い面に潤滑グリースを塗布する回転伝達機構において、前記潤滑グリースに弾性材料から成る微粉体を混入すると共に、前記駆動部材を前記被駆動部材に押し付ける予圧機構を有しており、この予圧機構における前記駆動部材の弾性的な可動距離が、前記微粉体の粒径よりも大きいことを特徴としている。
【0018】
さらに、本発明の好ましい態様によれば、噛み合いにより回転を伝達する駆動部材と被駆動部材とを有し、双方の噛み合い面に潤滑グリースを塗布する回転伝達機構において、前記潤滑グリースに、複数種類の平均粒径の微粉体を混合した混合微粉体を添加する。この混合微粉体は、その粒径の大きさに応じた硬度を有していることを特徴としている。
【発明の効果】
【0019】
本発明によれば、ベースグリースに弾性材料から成る微粉体を混入すると共に、駆動部材若しくは被駆動部材の噛み合い面の表面に、多数の窪み(又は微細な溝)が存在する為、微粉体が、これらの窪み(又は微細な溝)に嵌り込んで排除されにくくなり、また、窪みに隠れてしまって微粉体の弾性的な効果を損なうということもなく、歯打ち音を長期にわたって低減することができる
また、本発明の好ましい態様によれば、駆動部材若しくは被駆動部材の噛み合い面に存在する微細な輪郭の谷部に嵌り込み易い、表面性状のスキューネスに応じた大きさの微粉体を使用することにより、微粉体が排除されにくくなり、歯打ち音の低減効果を長期間維持することができる。
【0020】
本発明の好ましい態様によれば、ベースグリースに微粉体を混入すると共に、駆動部材の予圧機構を設けたので、駆動部材と被駆動部材との噛み合い面から微粉体が排除されたとしても、予圧機構により噛み合い面車同士が押し付けられ、噛み合い面間の隙間が生じることないため、微粉体と予圧機構の相乗効果により、歯打ち音の発生を抑えることができ、歯打ち音の低減効果を長期間維持することができる。
【0021】
本発明の好ましい態様によれば、このウォームの弾性的な可動距離を微粉体の粒径よりも大きく設定することにより、歯車の噛み合い面から微粉体が排除されても、ウォームは弾性的な予圧力を保持しているので、歯車同士が押し付けられ、歯打ち音の発生を確実に抑えることができる。
【0022】
さらに、本発明の好ましい態様によれば、ベースグリースに複数種類の平均粒径の微粉体を添加したので、低負荷時には、粒径の大きな微粉体のみが駆動部材若しくは被駆動部材の噛み合い面面に接触し、高負荷時には、粒径の小さなものも接触するため、粒径の大きな微粉体が過剰につぶされることなく変形が防止され、ギヤの歯打ち音を低減するのを長期間にわたって維持することができる。
【0023】
本発明の好ましい態様によれば、この複数の微粉体の硬度を変え、小さな粒径の微粉体の硬度をさらに上げると、粒径の大きい微粉体が過剰に圧縮されず、ギヤ打音の低減効果をさらに高めることができる。
【発明を実施するための最良の形態】
【0024】
本発明の実施形態を図面に基づいて説明する。
[実施例1]
合成炭化水素から成る基油と、脂肪族ジウレアから成る増ちょう剤を用いたベースグリースに対し、平均粒径が30μmである高密度ポリエチレンの微粉体を10wt%添加して潤滑グリースを生成した。また、ウォーム表面には、50〜90μmの粒径分布を持つセラミック系の研磨材によるサンドブラストの表面処理を施した。この潤滑グリース及びウォームを用いて、ウォームとウォームホイールの回転試験を実施した。
【0025】
その結果、微粉体を混入したグリースは初期の騒音レベルが低く、表面処理を施して多数の細かい窪みを有するウォームはその状態を維持することができる。しかし、表面処理を施さないウォームは騒音レベルが増加し、微粉体を添加しないベースグリースを塗布した場合の試験結果と略同等となる。これは、ウォームに表面処理が施されていないため、微粉体が徐々に除かれてしまった結果であると考えられる。
【0026】
このように、ベースグリースに弾性材料から成る微粉体を混入すると共に、ウォーム若しくはウォームホイールの歯面の表面に、研磨材による表面処理を施すことにより、微粉体の粒径よりも大きな径で、微粉体の粒径よりも小さな深さを持つ細かい窪みを多数設けたので、微粉体が嵌り込んで排除されにくくなり、また、窪みの深さが微粉体より小さいため、窪みに隠れてしまうことがなく、微粉体の弾性的な効果を損なうことなく、歯打ち音を長期にわたって低減することができる。
【0027】
[実施例2]
本実施例では、合成炭化水素からなる基油と、脂肪族ジウレアから成る増ちょう剤を用いたベースグリースに対し、平均粒径が30μmである高密度ポリエチレンの微粉体を10wt%添加して潤滑グリースを生成した。また、ウォーム表面には、バフ研磨による表面処理を施した。バフ研磨は、#200番を使用し、バフの回転軸をウォーム軸と垂直方向に置いてバフ研磨した場合と、平行方向においてバフ研磨した場合の2種類のサンプルを用意した。
【0028】
バフの回転軸をウォームと垂直方向に置いてバフ研磨した場合、バフ目等と呼ばれる研磨による微細な溝が、ウォーム歯面において径方向につくことになる。このような溝は、ギヤの噛み合い時の滑り方向と垂直な関係にあるため、溝に嵌った微粉体が除かれ難く、騒音レベルの増加が少なかった。
【0029】
逆に、バフの回転軸をウォームと平行方向においてバフ研磨した場合、溝はギヤの噛み合い時の滑り方向と一致し易いため、溝に嵌った微分体が除かれ易い。しかしながら、全く一致するわけではないため、騒音レベルが増加するものの、ベースグリースのみを用いた場合と同等になるまで増加することがなかった。
【0030】
このように、ベースグリースに弾性材料から成る微粉体を混入すると共に、ウォーム若しくはウォームホイールの歯面の表面に、バフ研磨等の表面処理を施すことにより、微粉体の粒径よりも大きな幅で、微粉体の粒径よりも小さな深さを持つ微細な溝を多数設けたので、微粉体が溝に嵌りこみ、且つ、溝に隠れてしまうことがないため、微粉体の弾性的な効果を損なうことがなく、歯打ち音を長期にわたって低減させることができる。
【0031】
以上のように、微粉体を混入したグリースを使用した場合、微粉体が、歯車の噛み合い面に形成した細かい凹部である窪みや微細な溝に嵌り込むことよって、排除されにくくなり、歯打ち音の低減効果を長期間維持することができる。
【0032】
[実施例3]
本実施例では、合成炭化水素からなる基油と、脂肪族ジウレアから成る増ちょう剤を用いたベースグリースに対し、平均粒径が5,10,15,20,25,30μmである高密度ポリエチレンの微粉体を10wt%添加したサンプルを各々用意した。
【0033】
研磨条件のみを変更した2本のウォームを用意した。これらの表面性状の測定結果を表1に示している。
【表1】

【0034】
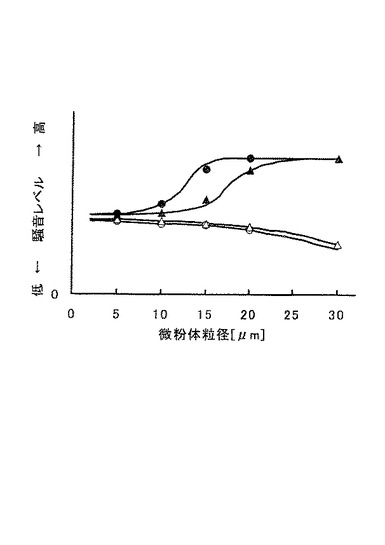
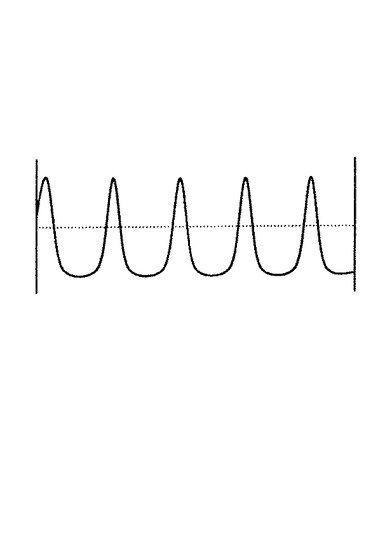
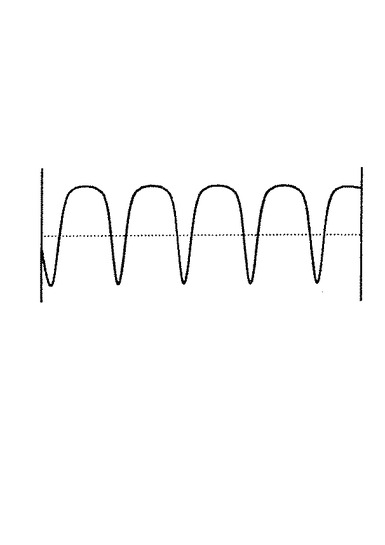
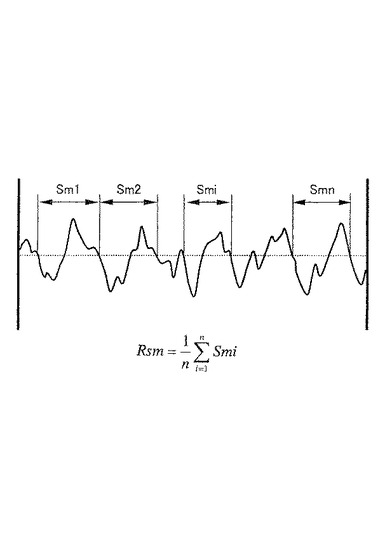
図1は、微分体の粒径と騒音レベルとの関係を示す特性線図、図2は、スキューネスが正の値を取る輪郭曲線を示す概念図、図3は、スキューネスが負の値を取る輪郭曲線を示す概念図、図4は、輪郭曲線要素の平均長さを示す特性線図である。
【0035】
上記条件のウォーム(1)と(2)について試験を実施し、種々の粒径の微粉体を用いて、その3分後と60分後の各々の騒音レベルを測定した結果を図1に示している。同図において、○はウォーム(1)の試験開始3分後、△はウォーム(2)の試験開始3分後、●はウォーム(1)の試験開始60分後、▲はウォーム(2)の試験開始60分後、の各々の騒音レベルを示している。
【0036】
全体的な傾向として、微粉体の粒径が15μm以上で比較的大きい場合は、開始直後の騒音レベルが小さいものの、空回しを続けると騒音レベルが増大していることが分かる。粒径が10μm以下の比較的小さい場合は、騒音レベルの増加は若干見られるものの、粒径が大きい場合と比べてほとんど変化がない。また、ウォーム(1)及び(2)の表面性状に依らず、開始3分後の騒音レベルは同程度であり、空回しした60分後の騒音レベルに相違が現れる。
【0037】
ウォーム(1)の場合には、10μm以上の微粉体を添加したサンプルから騒音レベルが高まった。ウォーム(1)のスキューネスが正の値で輪郭曲線の平均長さが9μmであるため、輪郭曲線の平均長さと同等以下の粒径を持つ微粉体を添加することで騒音を低減できることが、図1の結果から分かった。
【0038】
このウォーム(1)の表面処理に関して、スキューネスが正の値をとる表面の輪郭曲線は、図1の概念図に示すように、比較的高い凸部が局所的に存在するために、相対的に凸部より凹部の割合が多い表面となる。
【0039】
本発明では、このような表面性状を持つ歯面に使用する微粉体として、図4に示すように、歯面の凹凸の波長Sm1,Sm2, ‥‥Smiの平均値とも言える輪郭曲線要素の平均長さRsmと同程度、あるいはそれ以下の粒径を持つものを使用する。凹凸から成る輪郭曲線要素の平均長さRsmにおいて、スキューネスが正の値であれば、凹部の割合が多い傾向となるため、前記平均長さRsmと同程度あるいはそれ以下の粒径であれば凹部に収まり易く、噛み合い面から排除されにくくなる。
【0040】
一方、ウォーム(2)の場合には、15μm以上の微粉体を添加したサンプルから騒音レベルが高まった。ウォーム(2)のスキューネスが負の値で輪郭曲線の平均長さが31μmであるため、輪郭曲線の平均長さの半分以下の粒径を持つ微粉体を添加することで騒音を低減できることが、図1の結果から分かった。
【0041】
このウォーム(2)の表面処理に関して、スキューネスが負の値をとる表面の輪郭曲線は、図3の概念図に示すように、比較的深い凹部が局所的に存在するために、相対的に凸部より凹部の割合が少ない表面となる。
【0042】
本発明では、このような表面性状を持つ歯面に使用する微粉体として、図4に示すように、歯面の輪郭曲線要素の平均長さRsmの半分以下の粒径を持つ微粉体をベースグリースに添加している。スキューネスはゼロで凹凸の割合が等しくなり、負の場合には、凹凸から成る輪郭曲線要素の平均長さRsmにおいて凹部の割合が少ない傾向となるため、前記平均長さRsmの半分以下の粒径であれば凹部に収まり易く、噛み合い面から排除されにくくなる。
【0043】
以上のように、微粉体を混入したグリースを使用した場合、歯車の噛み合い面に存在する輪郭の谷部に嵌り込み易い大きさの微粉体を使用することにより、微粉体が排除されにくくなり、歯打ち音の低減効果を長期間維持することができる。
【0044】
[実施例4]
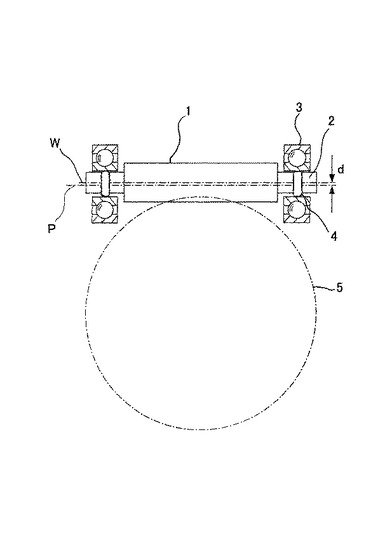
図5は、ウォームの予圧機構を示す概略構成図である。
【0045】
本実施例では、合成炭化水素からなる基油と、脂肪族ジウレアから成る増ちょう剤を用いたベースグリースに対し、平均粒径が20μmである高密度ポリエチレンの微粉体を10wt%添加して潤滑グリースを生成した。
【0046】
それと共に、本実施例では、図5に示すように、ウォーム1をウォームホイール5に押し付ける予圧機構を設けている。
【0047】
同図において、ウォーム1を取り付けたウォーム軸2が軸受3に軸支されている。ウォーム軸2に設けた溝には、ゴム弾性体4が嵌め込まれており、ウォーム軸2がこのゴム弾性体4を介して軸受3の内輪に圧入されている。この時、ウォーム1がウォームホイール5にグリース中の微粉体を介して接触した状態のウォーム1の中心軸をwとすると、ウォーム1は、ウォーム1の中心軸wより距離dだけウォームホイール5側に位置して軸受3の中心軸p方向へ、ウォームホイール5側に弾性的に押し付けた状態で組み付けられている。このウォーム1をウォームホイール5に弾性的に押し付けるための距離dは、この実施例では25μmに設定している。
【0048】
上記構成において、微粉体を混入したベースグリースを使用して歯打ち音を低減することができると共に、たとえ歯車の噛み合い面から微粉体が排除されたとしても、予圧機構により歯車同士が押し付けられるため、歯面間の隙間が生じることなく、歯打ち音の発生を抑えることができ、歯打ち音の低減効果を長期間維持することができる。
【0049】
また、本発明では、微粉体を混入したグリースが主な作用となって、歯打ち音の低減効果を生み出していることから、予圧機構の方は、軽度な予圧を付与できる簡素な機構で済むので、予圧機構の低コスト化を図ることができる。
【0050】
加えて、図5に示すように、ウォーム1の中心軸wからウォームホイール5の中心軸pまでの距離dは、ウォーム1を弾性的にウォームホイール5に押し付けている距離になるが、これは、ウォーム1とウォームホイール5の間に微粉体が介在している場合であって、その粒径分だけウォーム1は押し戻されていることになる。
【0051】
したがって、ウォーム1とウォームホイール5間から微粉体が排除されてしまうと、その粒径分だけ押し付け距離dが短くなる。この時の微粉体の粒径をRとすると、d>Rの場合は問題ないが、d≦Rの場合は、ウォーム1の可動距離を考慮しなければならない。
【0052】
そこで、ウォーム1を距離d分だけ予圧を付与して組み付けた後、ウォーム1の弾性的に移動可能な可動距離をDとすると、可動距離Dは、ベースグリースに添加する微粉体の粒径Rよりも大きく設定していれば問題ない。即ち、ゴム弾性体4によるウォーム1の弾性的な可動距離Dを、D>Rとして設定するのが望ましい。
【0053】
この構成により、歯車の噛み合い面から微粉体が排除されたとしても、ウォーム1は弾性的な予圧力を保持していて、歯車同士が押し付けられるため、歯面間の隙間が生じることなく、歯打ち音の発生を確実に抑えることができる。
【0054】
[実施例5]
本実施例では、2種以上の平均粒径を持つ微粉体をベースグリースに添加している。
【0055】
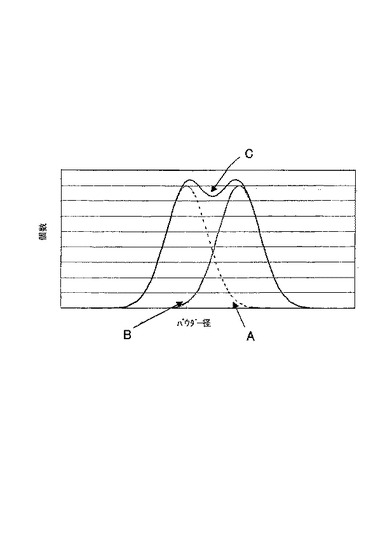
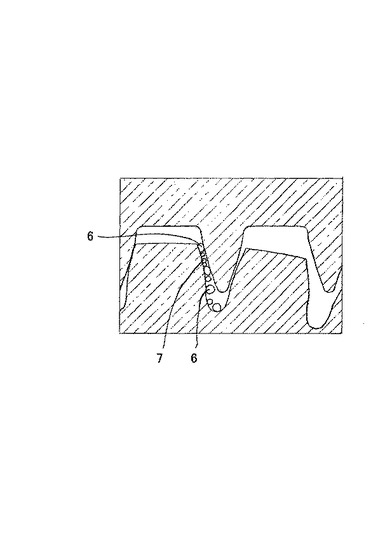
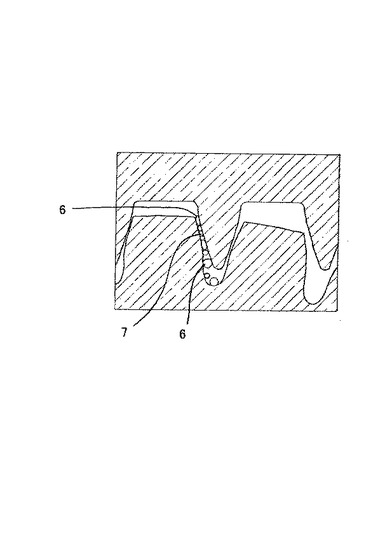
図6は、2種類の平均粒径の微粉体を混合した時の混合微粉体の分布を示す分布特性図、図7は、混合微粉体を添加したグリースを用いたギヤの低負荷時の接触状態を示す説明図、図8は、混合微粉体を添加したグリースを用いたギヤの高負荷時の接触状態を示す説明図である。
【0056】
図6において、所定の平均粒径を持つ微粉体Aの分布を破線で、この微粉体Aよりも大きい平均粒径を持つ微粉体Bの分布を細い実線で、これらを混合した混合微粉体Cの分布を実線で各々示している。
【0057】
このような2種類の平均粒径の微粉体A,Bの混合微粉体Cを添加して潤滑グリースを生成した。この潤滑グリースを用いて減速機構を駆動した場合、その低負荷時のギヤの噛み合い状態については、図7に示すように、粒径の大きい微粉体6は、ギヤ歯面間で圧縮されているが、粒径の小さい微粉体7は圧縮されていない。
【0058】
一方、高負荷時のギヤの噛み合い状態については、図8に示すように、粒径の小さい微粉体7もギヤ歯面間で圧縮されるため、粒径の大きい微粉体6が過剰に圧縮されるのを防いでいる。したがって、小さな粒径の微粉体7の硬度をさらに上げると、粒径の大きい微粉体6が過剰に圧縮されないようにする効果をさらに高めることができる。
【0059】
このように、ベースグリースに添加する微粉体の粒径が複数種類存在しているので、ギヤ歯面は、低負荷の時は、粒径の大きな微粉体6のみが歯面に接触するが、高負荷時には、粒径の小さなものも接触するため、粒径の大きな微粉体6が過剰につぶされることなく、変形が防止されるため、ギヤの歯打ち音を低減するのを長期間にわたって維持することができる。
【0060】
また、複数の微粉体の硬度を変え、小さな粒径の微粉体7の硬度をさらに上げると、粒径の大きい微粉体6が過剰に圧縮されず、ギヤ打音の低減効果をさらに高めることができる。なお、各粒径の微粉体の硬度の変え方は、上記実施例の型に限定せず、最大の効果を得るために、その大きさに応じて適宜変えることができる。
【0061】
以上説明した、すべての実施形態においては、微粉体の材料を高密度ポリエチレンとしたが、これに限定せず、ナイロン、フッ素樹脂、ポリウレタン、メラミン、フェノール等の樹脂材料、SBR、EPDM、シリコンゴム等のゴム材料、ポリウレタン系、ポリエステル系等の熱可塑性エラストマー材料等、弾性特性を持つものであれば種々用いることができる。
【0062】
なお、上記すべての実施形態においてモータ(図示しない)、ウォーム1作動時に、負荷によりグリースが歯面から排除されるのを防ぐため、一方の軸にO−リング(図示しない)を設置し、このO−リングを他方の軸に密着させ蓋となるようにしてグリースの漏れを防止し、音消し効果をより長く維持するようにすると良い。
【図面の簡単な説明】
【0063】
【図1】微分体の粒径と騒音レベルとの関係を示す特性線図である。
【図2】スキューネスが正の値を取る輪郭曲線を示す概念図である。
【図3】スキューネスが負の値を取る輪郭曲線を示す概念図である。
【図4】輪郭曲線要素の平均長さを示す特性線図である。
【図5】ウォームの予圧機構を示す概略構成図である。
【図6】2種類の平均粒径の微粉体を混合した時の混合微粉体の分布を示す分布特性図である。
【図7】混合微粉体を添加したグリースを用いたギヤの低負荷時の接触状態を示す説明図である。
【図8】混合微粉体を添加したグリースを用いたギヤの高負荷時の接触状態を示す説明図である。
【符号の説明】
【0064】
1 ウォーム
2 ウォーム軸
3 軸受
4 ゴム弾性体
5 ウォームホイール
【技術分野】
【0001】
本発明は、噛み合いにより回転を伝達する駆動部材と被駆動部材とを有し、双方の噛み合い面に潤滑グリースを塗布する回転伝達機構に関する。特に本発明は、とりわけ電動パワーステアリング装置用の、噛み合いにより回転を伝達する回転伝達機構に関する。
【背景技術】
【0002】
自動車用の電動パワーステアリング装置(以後、EPSと言う)には噛み合いによる回転伝達機構が用いられる。例えば、コラム型EPSでは、噛み合いによる回転伝達機構を用い、電動モータの回転をモータ出力軸からウォームにスプライン結合部を介して伝達し、次いで減速機構を構成するウォームからウォームホイールに減速して伝え同時に、出力を増大させた後、ステアリングシャフトに付与することで、ステアリング操作のトルクを補助している。
【0003】
この回転伝達機構の、モータ出力軸とウォーム軸とのスプライン結合部において、雄スプラインと雌スプラインとの間の隙間を小さくすると組み立てが困難となり、また僅かな寸法誤差で雄スプラインと雌スプラインとの間にコジリが発生し、作動トルクが増大するため、ある程度の隙間(バックラッシ)を与える必要がある。しかし、この隙間を大きく与えると、例えば、電動モータが逆転した時や、石畳等の悪路を走行してタイヤから反力が伝達された場合等に、バックラッシに起因して歯打音が発生する場合があり、それが車室内に騒音として伝わると運転者に不快感を与えることになる。
【0004】
また、この現象は、ウォームとウォームホイールとからなる歯車減速機構においても同様であり、ウォームとウォームホイールの噛み合いの隙間を小さくすると組み立てが困難となり、僅かな寸法誤差で歯面同士のコジリが発生し、作動トルクが増大するため、ある程度の隙間(バックラッシ)を与える必要がある。しかし、この隙間を大きく与えると、例えば、歯車の回転方向が逆転した時や、石畳等の悪路を走行してタイヤから反力が伝達された場合等に、バックラッシに起因して歯打音が発生する場合があり、それが車室内に騒音として伝わると運転者に不快感を与えることになる。
【0005】
同様の問題は、電動パワーステアリング装置の、噛み合いによる回転伝達機構に限らず、一般の噛み合いによる回転伝達機構においても存在する。このため、従来は、適正なバックラッシとなるように、歯車の組み合わせを選別して回転伝達機構を組み立てて(いわゆる層別組み立て)いるが、この方法では生産性が著しく低いという問題点がある。
【0006】
そこで、例えば、ウォーム軸をウォームホイールへ向けて偏倚とすると共に、ウォーム軸をその偏倚方向へ付勢するバネ体等の付勢手段を設けることによりバックラッシをなくするようにした電動パワーステアリング装置の噛み合いによる回転伝達機構が、特許文献1や特許文献2において提案されている。
【0007】
また、歯車同士の歯打ち音を低減させるために、特許文献3に示されるように、グリースに、弾性特性を有するパウダー(微粉体)を混入して歯面に介在させることにより、直接的な歯面の接触を防ぐ技術が用いられている。
【特許文献1】特開2000−43739号公報
【特許文献2】特開2004−306898号公報
【特許文献3】特開2005−263989号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、従来の上記噛み合いによる回転伝達機構の内、特許文献1あるいは特許文献2等の減速機構は、構造が極めて複雑になり、製造コストがかさむという問題点がある。
【0009】
特に、特許文献2の噛み合いによる回転伝達機構である減速機では、ギヤ動作によって、ウォーム軸が変動してしまうため、ウォームの噛み合い部にコジリが発生し、作動トルクが増大してしまう。この問題を回避するため、噛み合い隙間を与えると、歯打ち音が発生するため、この噛み合いをどの程度にするべきかを容易に決定できず、モータの取り付け位置を設定するのが困難であった。
【0010】
また、特許文献3に示される技術においては、混入したパウダーは、グリース中の異物とも言える存在なので、歯車同士が滑り合いながら噛み合い続けると、異物は排除され易く、使用時間が経過するにつれて、パウダーは歯面の噛み合い面から排除され、ベースグリースのみが残り、歯打ち音の低減効果は薄れてしまう。
【0011】
そこで、例えば、ギヤ部分を密封してグリースを充填すれば、この問題を改善することができるが、パウダーの混入したグリースが常に歯面に回り込む程に充填率を高めておく必要があり、グリースの調度が高い場合には、抵抗になってフリクションの増大を招いてしまう。
【0012】
さらに、ギヤ歯面の歯打ち音を低減させるためには、硬度の低いパウダーが有効だが、ギヤ駆動時の歯面間の力によりパウダーは押しつぶされ、塑性変形が発生してしまうという問題点もあった。
【0013】
本発明は、上述した従来例の有する不都合を改善し、微粉体を混入したグリースを用いて、歯車同士の歯打ち音の低減効果を長期間にわたって維持することができる、簡単な構成の噛み合いによる回転伝達機構を提供すること。
【課題を解決するための手段】
【0014】
上記課題を達成するために、本発明では、噛み合いにより回転を伝達する駆動部材と被駆動部材とを有し、双方の噛み合い面に潤滑グリースを塗布する回転伝達機構において、前記潤滑グリースに弾性材料から成る微粉体を混入すると共に、前記駆動部材若しくは前記被駆動部材の噛みあい面に、前記微粉体が嵌り込めるような細かい凹部を多数備え、この細かい凹部は、前記微粉体の粒径よりも大きな径で、微粉体の粒径よりも小さな深さを持つ窪み、あるいは、前記微粉体の粒径よりも大きな幅で、微粉体の粒径よりも小さな深さを持つ微細な溝であることを特徴としている。
【0015】
また、本発明の好ましい態様によれば、前記細かい凹部は、その表面性状を示すスキューネスが正の値となるもので、前記微粉体は、前記歯面の輪郭曲線要素の平均長さと同程度、あるいはそれ以下の粒径を持つことを特徴としている。
【0016】
前記細かい凹部は、その表面性状を示すスキューネスが0から負の値となるもので、前記微粉体は、前記歯面の輪郭曲線要素の平均長さの半分以下の粒径を持つことを特徴としている。
【0017】
また、本発明の好ましい態様によれば、噛み合いにより回転を伝達する駆動部材と被駆動部材とを有し、双方の噛み合い面に潤滑グリースを塗布する回転伝達機構において、前記潤滑グリースに弾性材料から成る微粉体を混入すると共に、前記駆動部材を前記被駆動部材に押し付ける予圧機構を有しており、この予圧機構における前記駆動部材の弾性的な可動距離が、前記微粉体の粒径よりも大きいことを特徴としている。
【0018】
さらに、本発明の好ましい態様によれば、噛み合いにより回転を伝達する駆動部材と被駆動部材とを有し、双方の噛み合い面に潤滑グリースを塗布する回転伝達機構において、前記潤滑グリースに、複数種類の平均粒径の微粉体を混合した混合微粉体を添加する。この混合微粉体は、その粒径の大きさに応じた硬度を有していることを特徴としている。
【発明の効果】
【0019】
本発明によれば、ベースグリースに弾性材料から成る微粉体を混入すると共に、駆動部材若しくは被駆動部材の噛み合い面の表面に、多数の窪み(又は微細な溝)が存在する為、微粉体が、これらの窪み(又は微細な溝)に嵌り込んで排除されにくくなり、また、窪みに隠れてしまって微粉体の弾性的な効果を損なうということもなく、歯打ち音を長期にわたって低減することができる
また、本発明の好ましい態様によれば、駆動部材若しくは被駆動部材の噛み合い面に存在する微細な輪郭の谷部に嵌り込み易い、表面性状のスキューネスに応じた大きさの微粉体を使用することにより、微粉体が排除されにくくなり、歯打ち音の低減効果を長期間維持することができる。
【0020】
本発明の好ましい態様によれば、ベースグリースに微粉体を混入すると共に、駆動部材の予圧機構を設けたので、駆動部材と被駆動部材との噛み合い面から微粉体が排除されたとしても、予圧機構により噛み合い面車同士が押し付けられ、噛み合い面間の隙間が生じることないため、微粉体と予圧機構の相乗効果により、歯打ち音の発生を抑えることができ、歯打ち音の低減効果を長期間維持することができる。
【0021】
本発明の好ましい態様によれば、このウォームの弾性的な可動距離を微粉体の粒径よりも大きく設定することにより、歯車の噛み合い面から微粉体が排除されても、ウォームは弾性的な予圧力を保持しているので、歯車同士が押し付けられ、歯打ち音の発生を確実に抑えることができる。
【0022】
さらに、本発明の好ましい態様によれば、ベースグリースに複数種類の平均粒径の微粉体を添加したので、低負荷時には、粒径の大きな微粉体のみが駆動部材若しくは被駆動部材の噛み合い面面に接触し、高負荷時には、粒径の小さなものも接触するため、粒径の大きな微粉体が過剰につぶされることなく変形が防止され、ギヤの歯打ち音を低減するのを長期間にわたって維持することができる。
【0023】
本発明の好ましい態様によれば、この複数の微粉体の硬度を変え、小さな粒径の微粉体の硬度をさらに上げると、粒径の大きい微粉体が過剰に圧縮されず、ギヤ打音の低減効果をさらに高めることができる。
【発明を実施するための最良の形態】
【0024】
本発明の実施形態を図面に基づいて説明する。
[実施例1]
合成炭化水素から成る基油と、脂肪族ジウレアから成る増ちょう剤を用いたベースグリースに対し、平均粒径が30μmである高密度ポリエチレンの微粉体を10wt%添加して潤滑グリースを生成した。また、ウォーム表面には、50〜90μmの粒径分布を持つセラミック系の研磨材によるサンドブラストの表面処理を施した。この潤滑グリース及びウォームを用いて、ウォームとウォームホイールの回転試験を実施した。
【0025】
その結果、微粉体を混入したグリースは初期の騒音レベルが低く、表面処理を施して多数の細かい窪みを有するウォームはその状態を維持することができる。しかし、表面処理を施さないウォームは騒音レベルが増加し、微粉体を添加しないベースグリースを塗布した場合の試験結果と略同等となる。これは、ウォームに表面処理が施されていないため、微粉体が徐々に除かれてしまった結果であると考えられる。
【0026】
このように、ベースグリースに弾性材料から成る微粉体を混入すると共に、ウォーム若しくはウォームホイールの歯面の表面に、研磨材による表面処理を施すことにより、微粉体の粒径よりも大きな径で、微粉体の粒径よりも小さな深さを持つ細かい窪みを多数設けたので、微粉体が嵌り込んで排除されにくくなり、また、窪みの深さが微粉体より小さいため、窪みに隠れてしまうことがなく、微粉体の弾性的な効果を損なうことなく、歯打ち音を長期にわたって低減することができる。
【0027】
[実施例2]
本実施例では、合成炭化水素からなる基油と、脂肪族ジウレアから成る増ちょう剤を用いたベースグリースに対し、平均粒径が30μmである高密度ポリエチレンの微粉体を10wt%添加して潤滑グリースを生成した。また、ウォーム表面には、バフ研磨による表面処理を施した。バフ研磨は、#200番を使用し、バフの回転軸をウォーム軸と垂直方向に置いてバフ研磨した場合と、平行方向においてバフ研磨した場合の2種類のサンプルを用意した。
【0028】
バフの回転軸をウォームと垂直方向に置いてバフ研磨した場合、バフ目等と呼ばれる研磨による微細な溝が、ウォーム歯面において径方向につくことになる。このような溝は、ギヤの噛み合い時の滑り方向と垂直な関係にあるため、溝に嵌った微粉体が除かれ難く、騒音レベルの増加が少なかった。
【0029】
逆に、バフの回転軸をウォームと平行方向においてバフ研磨した場合、溝はギヤの噛み合い時の滑り方向と一致し易いため、溝に嵌った微分体が除かれ易い。しかしながら、全く一致するわけではないため、騒音レベルが増加するものの、ベースグリースのみを用いた場合と同等になるまで増加することがなかった。
【0030】
このように、ベースグリースに弾性材料から成る微粉体を混入すると共に、ウォーム若しくはウォームホイールの歯面の表面に、バフ研磨等の表面処理を施すことにより、微粉体の粒径よりも大きな幅で、微粉体の粒径よりも小さな深さを持つ微細な溝を多数設けたので、微粉体が溝に嵌りこみ、且つ、溝に隠れてしまうことがないため、微粉体の弾性的な効果を損なうことがなく、歯打ち音を長期にわたって低減させることができる。
【0031】
以上のように、微粉体を混入したグリースを使用した場合、微粉体が、歯車の噛み合い面に形成した細かい凹部である窪みや微細な溝に嵌り込むことよって、排除されにくくなり、歯打ち音の低減効果を長期間維持することができる。
【0032】
[実施例3]
本実施例では、合成炭化水素からなる基油と、脂肪族ジウレアから成る増ちょう剤を用いたベースグリースに対し、平均粒径が5,10,15,20,25,30μmである高密度ポリエチレンの微粉体を10wt%添加したサンプルを各々用意した。
【0033】
研磨条件のみを変更した2本のウォームを用意した。これらの表面性状の測定結果を表1に示している。
【表1】
【0034】
図1は、微分体の粒径と騒音レベルとの関係を示す特性線図、図2は、スキューネスが正の値を取る輪郭曲線を示す概念図、図3は、スキューネスが負の値を取る輪郭曲線を示す概念図、図4は、輪郭曲線要素の平均長さを示す特性線図である。
【0035】
上記条件のウォーム(1)と(2)について試験を実施し、種々の粒径の微粉体を用いて、その3分後と60分後の各々の騒音レベルを測定した結果を図1に示している。同図において、○はウォーム(1)の試験開始3分後、△はウォーム(2)の試験開始3分後、●はウォーム(1)の試験開始60分後、▲はウォーム(2)の試験開始60分後、の各々の騒音レベルを示している。
【0036】
全体的な傾向として、微粉体の粒径が15μm以上で比較的大きい場合は、開始直後の騒音レベルが小さいものの、空回しを続けると騒音レベルが増大していることが分かる。粒径が10μm以下の比較的小さい場合は、騒音レベルの増加は若干見られるものの、粒径が大きい場合と比べてほとんど変化がない。また、ウォーム(1)及び(2)の表面性状に依らず、開始3分後の騒音レベルは同程度であり、空回しした60分後の騒音レベルに相違が現れる。
【0037】
ウォーム(1)の場合には、10μm以上の微粉体を添加したサンプルから騒音レベルが高まった。ウォーム(1)のスキューネスが正の値で輪郭曲線の平均長さが9μmであるため、輪郭曲線の平均長さと同等以下の粒径を持つ微粉体を添加することで騒音を低減できることが、図1の結果から分かった。
【0038】
このウォーム(1)の表面処理に関して、スキューネスが正の値をとる表面の輪郭曲線は、図1の概念図に示すように、比較的高い凸部が局所的に存在するために、相対的に凸部より凹部の割合が多い表面となる。
【0039】
本発明では、このような表面性状を持つ歯面に使用する微粉体として、図4に示すように、歯面の凹凸の波長Sm1,Sm2, ‥‥Smiの平均値とも言える輪郭曲線要素の平均長さRsmと同程度、あるいはそれ以下の粒径を持つものを使用する。凹凸から成る輪郭曲線要素の平均長さRsmにおいて、スキューネスが正の値であれば、凹部の割合が多い傾向となるため、前記平均長さRsmと同程度あるいはそれ以下の粒径であれば凹部に収まり易く、噛み合い面から排除されにくくなる。
【0040】
一方、ウォーム(2)の場合には、15μm以上の微粉体を添加したサンプルから騒音レベルが高まった。ウォーム(2)のスキューネスが負の値で輪郭曲線の平均長さが31μmであるため、輪郭曲線の平均長さの半分以下の粒径を持つ微粉体を添加することで騒音を低減できることが、図1の結果から分かった。
【0041】
このウォーム(2)の表面処理に関して、スキューネスが負の値をとる表面の輪郭曲線は、図3の概念図に示すように、比較的深い凹部が局所的に存在するために、相対的に凸部より凹部の割合が少ない表面となる。
【0042】
本発明では、このような表面性状を持つ歯面に使用する微粉体として、図4に示すように、歯面の輪郭曲線要素の平均長さRsmの半分以下の粒径を持つ微粉体をベースグリースに添加している。スキューネスはゼロで凹凸の割合が等しくなり、負の場合には、凹凸から成る輪郭曲線要素の平均長さRsmにおいて凹部の割合が少ない傾向となるため、前記平均長さRsmの半分以下の粒径であれば凹部に収まり易く、噛み合い面から排除されにくくなる。
【0043】
以上のように、微粉体を混入したグリースを使用した場合、歯車の噛み合い面に存在する輪郭の谷部に嵌り込み易い大きさの微粉体を使用することにより、微粉体が排除されにくくなり、歯打ち音の低減効果を長期間維持することができる。
【0044】
[実施例4]
図5は、ウォームの予圧機構を示す概略構成図である。
【0045】
本実施例では、合成炭化水素からなる基油と、脂肪族ジウレアから成る増ちょう剤を用いたベースグリースに対し、平均粒径が20μmである高密度ポリエチレンの微粉体を10wt%添加して潤滑グリースを生成した。
【0046】
それと共に、本実施例では、図5に示すように、ウォーム1をウォームホイール5に押し付ける予圧機構を設けている。
【0047】
同図において、ウォーム1を取り付けたウォーム軸2が軸受3に軸支されている。ウォーム軸2に設けた溝には、ゴム弾性体4が嵌め込まれており、ウォーム軸2がこのゴム弾性体4を介して軸受3の内輪に圧入されている。この時、ウォーム1がウォームホイール5にグリース中の微粉体を介して接触した状態のウォーム1の中心軸をwとすると、ウォーム1は、ウォーム1の中心軸wより距離dだけウォームホイール5側に位置して軸受3の中心軸p方向へ、ウォームホイール5側に弾性的に押し付けた状態で組み付けられている。このウォーム1をウォームホイール5に弾性的に押し付けるための距離dは、この実施例では25μmに設定している。
【0048】
上記構成において、微粉体を混入したベースグリースを使用して歯打ち音を低減することができると共に、たとえ歯車の噛み合い面から微粉体が排除されたとしても、予圧機構により歯車同士が押し付けられるため、歯面間の隙間が生じることなく、歯打ち音の発生を抑えることができ、歯打ち音の低減効果を長期間維持することができる。
【0049】
また、本発明では、微粉体を混入したグリースが主な作用となって、歯打ち音の低減効果を生み出していることから、予圧機構の方は、軽度な予圧を付与できる簡素な機構で済むので、予圧機構の低コスト化を図ることができる。
【0050】
加えて、図5に示すように、ウォーム1の中心軸wからウォームホイール5の中心軸pまでの距離dは、ウォーム1を弾性的にウォームホイール5に押し付けている距離になるが、これは、ウォーム1とウォームホイール5の間に微粉体が介在している場合であって、その粒径分だけウォーム1は押し戻されていることになる。
【0051】
したがって、ウォーム1とウォームホイール5間から微粉体が排除されてしまうと、その粒径分だけ押し付け距離dが短くなる。この時の微粉体の粒径をRとすると、d>Rの場合は問題ないが、d≦Rの場合は、ウォーム1の可動距離を考慮しなければならない。
【0052】
そこで、ウォーム1を距離d分だけ予圧を付与して組み付けた後、ウォーム1の弾性的に移動可能な可動距離をDとすると、可動距離Dは、ベースグリースに添加する微粉体の粒径Rよりも大きく設定していれば問題ない。即ち、ゴム弾性体4によるウォーム1の弾性的な可動距離Dを、D>Rとして設定するのが望ましい。
【0053】
この構成により、歯車の噛み合い面から微粉体が排除されたとしても、ウォーム1は弾性的な予圧力を保持していて、歯車同士が押し付けられるため、歯面間の隙間が生じることなく、歯打ち音の発生を確実に抑えることができる。
【0054】
[実施例5]
本実施例では、2種以上の平均粒径を持つ微粉体をベースグリースに添加している。
【0055】
図6は、2種類の平均粒径の微粉体を混合した時の混合微粉体の分布を示す分布特性図、図7は、混合微粉体を添加したグリースを用いたギヤの低負荷時の接触状態を示す説明図、図8は、混合微粉体を添加したグリースを用いたギヤの高負荷時の接触状態を示す説明図である。
【0056】
図6において、所定の平均粒径を持つ微粉体Aの分布を破線で、この微粉体Aよりも大きい平均粒径を持つ微粉体Bの分布を細い実線で、これらを混合した混合微粉体Cの分布を実線で各々示している。
【0057】
このような2種類の平均粒径の微粉体A,Bの混合微粉体Cを添加して潤滑グリースを生成した。この潤滑グリースを用いて減速機構を駆動した場合、その低負荷時のギヤの噛み合い状態については、図7に示すように、粒径の大きい微粉体6は、ギヤ歯面間で圧縮されているが、粒径の小さい微粉体7は圧縮されていない。
【0058】
一方、高負荷時のギヤの噛み合い状態については、図8に示すように、粒径の小さい微粉体7もギヤ歯面間で圧縮されるため、粒径の大きい微粉体6が過剰に圧縮されるのを防いでいる。したがって、小さな粒径の微粉体7の硬度をさらに上げると、粒径の大きい微粉体6が過剰に圧縮されないようにする効果をさらに高めることができる。
【0059】
このように、ベースグリースに添加する微粉体の粒径が複数種類存在しているので、ギヤ歯面は、低負荷の時は、粒径の大きな微粉体6のみが歯面に接触するが、高負荷時には、粒径の小さなものも接触するため、粒径の大きな微粉体6が過剰につぶされることなく、変形が防止されるため、ギヤの歯打ち音を低減するのを長期間にわたって維持することができる。
【0060】
また、複数の微粉体の硬度を変え、小さな粒径の微粉体7の硬度をさらに上げると、粒径の大きい微粉体6が過剰に圧縮されず、ギヤ打音の低減効果をさらに高めることができる。なお、各粒径の微粉体の硬度の変え方は、上記実施例の型に限定せず、最大の効果を得るために、その大きさに応じて適宜変えることができる。
【0061】
以上説明した、すべての実施形態においては、微粉体の材料を高密度ポリエチレンとしたが、これに限定せず、ナイロン、フッ素樹脂、ポリウレタン、メラミン、フェノール等の樹脂材料、SBR、EPDM、シリコンゴム等のゴム材料、ポリウレタン系、ポリエステル系等の熱可塑性エラストマー材料等、弾性特性を持つものであれば種々用いることができる。
【0062】
なお、上記すべての実施形態においてモータ(図示しない)、ウォーム1作動時に、負荷によりグリースが歯面から排除されるのを防ぐため、一方の軸にO−リング(図示しない)を設置し、このO−リングを他方の軸に密着させ蓋となるようにしてグリースの漏れを防止し、音消し効果をより長く維持するようにすると良い。
【図面の簡単な説明】
【0063】
【図1】微分体の粒径と騒音レベルとの関係を示す特性線図である。
【図2】スキューネスが正の値を取る輪郭曲線を示す概念図である。
【図3】スキューネスが負の値を取る輪郭曲線を示す概念図である。
【図4】輪郭曲線要素の平均長さを示す特性線図である。
【図5】ウォームの予圧機構を示す概略構成図である。
【図6】2種類の平均粒径の微粉体を混合した時の混合微粉体の分布を示す分布特性図である。
【図7】混合微粉体を添加したグリースを用いたギヤの低負荷時の接触状態を示す説明図である。
【図8】混合微粉体を添加したグリースを用いたギヤの高負荷時の接触状態を示す説明図である。
【符号の説明】
【0064】
1 ウォーム
2 ウォーム軸
3 軸受
4 ゴム弾性体
5 ウォームホイール
【特許請求の範囲】
【請求項1】
噛み合いにより回転を伝達する駆動部材と被駆動部材とを有し、双方の噛み合い面に潤滑グリースを塗布する回転伝達機構において、
前記潤滑グリースに弾性材料から成る微粉体を混入すると共に、前記駆動部材もしくは被駆動部材の噛み合い面に、前記微粉体が嵌り込めるような細かい凹部を多数備えたことを特徴とする回転伝達機構。
【請求項2】
前記細かい凹部は、前記微粉体の粒径よりも大きな径で、微粉体の粒径よりも小さな深さを持つ窪みであることを特徴とする請求項1記載の回転伝達機構。
【請求項3】
前記細かい凹部は、前記微粉体の粒径よりも大きな幅で、微粉体の粒径よりも小さな深さを持つ微細な溝であることを特徴とする請求項1記載の回転伝達機構。
【請求項4】
前記細かい凹部は、その表面性状を示すスキューネスが正の値となるもので、前記微粉体は、前記歯面の輪郭曲線要素の平均長さと同程度、あるいはそれ以下の粒径を持つことを特徴とする請求項1記載の回転伝達機構。
【請求項5】
前記細かい凹部は、その表面性状を示すスキューネスが0から負の値となるもので、前記微粉体は、前記歯面の輪郭曲線要素の平均長さの半分以下の粒径を持つことを特徴とする請求項1記載の回転伝達機構。
【請求項6】
噛み合いにより回転を伝達する駆動部材と被駆動部材とを有し、双方の噛み合い面に潤滑グリースを塗布する回転伝達機構において、
前記潤滑グリースに弾性材料から成る微粉体を混入すると共に、前記駆動部材を前記被駆動部材に押し付ける予圧機構を有していることを特徴とする回転伝達機構。
【請求項7】
前記予圧機構における前記駆動部材の弾性的な可動距離が、前記微粉体の粒径よりも大きいことを特徴とする請求項6記載の回転伝達機構。
【請求項8】
噛み合いにより回転を伝達する駆動部材と被駆動部材とを有し、双方の噛み合い面に潤滑グリースを塗布する回転伝達機構において、
前記潤滑グリースに、複数種類の平均粒径の微粉体を混合した混合微粉体を添加することを特徴とする回転伝達機構。
【請求項9】
前記複数種類の平均粒径の微粉体は、その粒径の大きさに応じた硬度を有していることを特徴とする請求項8記載の回転伝達機構。
【請求項10】
前記回転伝達機構は電動パワーステアリング装置において動力補助部に用いられる歯車減速機構であることを特徴とする請求項1ないし9の何れか一項に記載の回転伝達機構。
【請求項11】
前記歯車減速機構は動力補助用電動モータの回転出力軸と歯車減速機構の駆動部材を接続するスプライン結合部を含むことを特徴とする請求項10に記載の回転伝達機構。
【請求項12】
前記回転伝達機構は歯車減速機構であり、前記駆動部材はウォームであり、前記被駆動部材はウォームホイールであることを特徴とする請求項1ないし9の何れか一項に記載の回転伝達機構。
【請求項13】
前記歯車減速機構は電動パワーステアリング装置用であることを特徴とする請求項12に記載の回転伝達機構。
【請求項1】
噛み合いにより回転を伝達する駆動部材と被駆動部材とを有し、双方の噛み合い面に潤滑グリースを塗布する回転伝達機構において、
前記潤滑グリースに弾性材料から成る微粉体を混入すると共に、前記駆動部材もしくは被駆動部材の噛み合い面に、前記微粉体が嵌り込めるような細かい凹部を多数備えたことを特徴とする回転伝達機構。
【請求項2】
前記細かい凹部は、前記微粉体の粒径よりも大きな径で、微粉体の粒径よりも小さな深さを持つ窪みであることを特徴とする請求項1記載の回転伝達機構。
【請求項3】
前記細かい凹部は、前記微粉体の粒径よりも大きな幅で、微粉体の粒径よりも小さな深さを持つ微細な溝であることを特徴とする請求項1記載の回転伝達機構。
【請求項4】
前記細かい凹部は、その表面性状を示すスキューネスが正の値となるもので、前記微粉体は、前記歯面の輪郭曲線要素の平均長さと同程度、あるいはそれ以下の粒径を持つことを特徴とする請求項1記載の回転伝達機構。
【請求項5】
前記細かい凹部は、その表面性状を示すスキューネスが0から負の値となるもので、前記微粉体は、前記歯面の輪郭曲線要素の平均長さの半分以下の粒径を持つことを特徴とする請求項1記載の回転伝達機構。
【請求項6】
噛み合いにより回転を伝達する駆動部材と被駆動部材とを有し、双方の噛み合い面に潤滑グリースを塗布する回転伝達機構において、
前記潤滑グリースに弾性材料から成る微粉体を混入すると共に、前記駆動部材を前記被駆動部材に押し付ける予圧機構を有していることを特徴とする回転伝達機構。
【請求項7】
前記予圧機構における前記駆動部材の弾性的な可動距離が、前記微粉体の粒径よりも大きいことを特徴とする請求項6記載の回転伝達機構。
【請求項8】
噛み合いにより回転を伝達する駆動部材と被駆動部材とを有し、双方の噛み合い面に潤滑グリースを塗布する回転伝達機構において、
前記潤滑グリースに、複数種類の平均粒径の微粉体を混合した混合微粉体を添加することを特徴とする回転伝達機構。
【請求項9】
前記複数種類の平均粒径の微粉体は、その粒径の大きさに応じた硬度を有していることを特徴とする請求項8記載の回転伝達機構。
【請求項10】
前記回転伝達機構は電動パワーステアリング装置において動力補助部に用いられる歯車減速機構であることを特徴とする請求項1ないし9の何れか一項に記載の回転伝達機構。
【請求項11】
前記歯車減速機構は動力補助用電動モータの回転出力軸と歯車減速機構の駆動部材を接続するスプライン結合部を含むことを特徴とする請求項10に記載の回転伝達機構。
【請求項12】
前記回転伝達機構は歯車減速機構であり、前記駆動部材はウォームであり、前記被駆動部材はウォームホイールであることを特徴とする請求項1ないし9の何れか一項に記載の回転伝達機構。
【請求項13】
前記歯車減速機構は電動パワーステアリング装置用であることを特徴とする請求項12に記載の回転伝達機構。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2008−138810(P2008−138810A)
【公開日】平成20年6月19日(2008.6.19)
【国際特許分類】
【出願番号】特願2006−327208(P2006−327208)
【出願日】平成18年12月4日(2006.12.4)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
【公開日】平成20年6月19日(2008.6.19)
【国際特許分類】
【出願日】平成18年12月4日(2006.12.4)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
[ Back to top ]