
回り縁部材加工補助具およびこの補助具を使用した回り縁部材のコーナー部の加工方法
【課題】 建築物、構造物の外装材、特に、合成樹脂サイディングを使用した建物の窓枠等開口部の回り縁加工が容易で寸法精度に優れ、かつ見栄え良く行なえると共に、寸法の異なる回り縁部材にも適用できる回り縁部材加工補助具の提供、およびこの補助具を使用した回り縁部材のコーナー部の加工方法を提供する。
【解決手段】 本発明の回り縁部材加工補助具1は、45度の斜辺を有する逆台形板体2と、この逆台形板体2の底辺Cから、逆台形板体2に対し直角に折曲して伸びる、底辺Cを一辺とする矩形板体3とから構成されている。本発明の回り縁部材のコーナー部の加工方法は、回り縁部材加工補助具1を用い、回り縁部材を構成する壁固定面の対向面に逆台形板体2を、前記壁固定面と前記対向面を結ぶ底面に矩形板体3を、それぞれ当接させて、回り縁部材の対向面の上縁端部を前記逆台形板体の斜辺又は斜辺の延長線上に位置決めした後、前記斜辺に沿って前記対向面を切断する工程と、矩形板体3の辺縁に沿って、前記底辺を切り込む工程とからなる。
【解決手段】 本発明の回り縁部材加工補助具1は、45度の斜辺を有する逆台形板体2と、この逆台形板体2の底辺Cから、逆台形板体2に対し直角に折曲して伸びる、底辺Cを一辺とする矩形板体3とから構成されている。本発明の回り縁部材のコーナー部の加工方法は、回り縁部材加工補助具1を用い、回り縁部材を構成する壁固定面の対向面に逆台形板体2を、前記壁固定面と前記対向面を結ぶ底面に矩形板体3を、それぞれ当接させて、回り縁部材の対向面の上縁端部を前記逆台形板体の斜辺又は斜辺の延長線上に位置決めした後、前記斜辺に沿って前記対向面を切断する工程と、矩形板体3の辺縁に沿って、前記底辺を切り込む工程とからなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、建築物、構造物の外装材、特に、合成樹脂サイディングを使用した建物の窓枠、扉枠等の開口部の回り縁部材の加工に有用な回り縁部材加工補助具および該補助具を使用した回り縁部材のコーナー部の加工方法に関する。
【背景技術】
【0002】
合成樹脂サイディング(以下、サイディングと略称する。)は、耐久性に優れ、塩害による錆や凍結融解によるひび割れもなく、また、目地にコーキングを必要とせず、撥水性、耐衝撃性に優れ、軽量で施工性も良好であることから、建物の長寿命の外装化粧材として、新築もしくは既存壁のリフォームに使用されている。
【0003】
このようなサイディングを、建物の外壁に用いた場合において、窓枠等の取付部材をサイディング上に配置して取付けるには、通常、取付部材とサイディングとの間には、回り縁部材として、合成樹脂製のJチャンネル部材が用いられる。
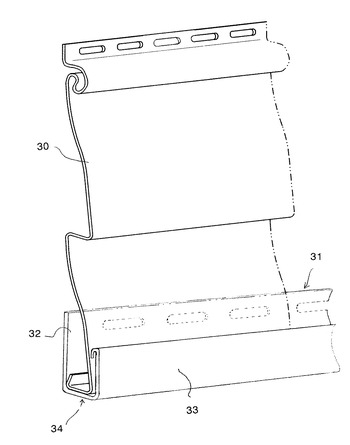
このJチャンネル部材は、図7に示すように、壁固定面32とこの対向面33、および壁固定面32と対向面33の底辺を結ぶ底面34から構成される断面J形のチャネル部材であって、例えば、窓枠の回り縁部材として、Jチャンネル部材31の壁固定面32を、胴縁等の壁面の下地材に固定し、前記壁固定面32とこの対向面33との間に、サイディング30の端部を嵌め込み固定している。
【0004】
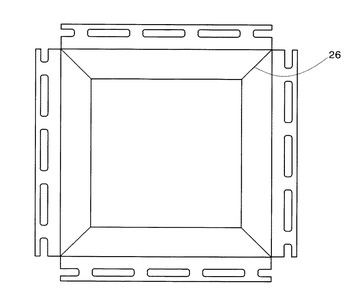
このように、窓枠の回り縁をJチャンネル部材31で形成する場合において、縦横のJチャンネル部材が直交するコーナー部は、図6に示すような、斜め45度の線状26に当接する形状が多用されている。
従来、このような当接形状をJチャンネル部材を使用した回り縁のコーナー部に形成するには、通常、Jチャンネル部材の端部に、平面の内部に直立する立上り面に所定の角度(例えば、直角、45度等)をもたせた定規を当てて45度の線引きを行い、この線沿いにハサミやカッター、鋸等で切り込み加工を行なった後、Jチャンネル部材の端部同士を当接させて形成していたが、前記コーナー部を、45度の線状の当接形状に、見栄えよく成形するのは難しく熟練を要していた。
【0005】
そこで、切り込み加工に熟練を必要とせず、作業を迅速かつ正確に仕上げることを目的として、Jチャンネル部材の端末処理用の加工用具が提案されている(特許文献1参照)。
この加工用具は、その内側にJチャンネル部材を収納して保持し、加工用具の指定辺に沿って線引きした後切り込みを行うか、直接切り込みを行うものであるが、この加工用具では窓等の回り縁を構成する4本のJチャンネル部材の両端部をそれぞれ異なった形状に切り込むために、加工用具の取り付け、取り外しやその際の加工用具の方向転換等、作業が煩雑となる上に、使用するJチャネル部材のサイズに合った加工用具をいくつも用意しなければならないという難点があった。
【0006】
【特許文献1】特開平11−193670号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、建築物、構造物の外装材、特に、合成樹脂サイディングを使用した建物の窓枠等開口部の回り縁加工が容易で寸法精度に優れ、かつ見栄え良く行なえると共に、寸法の異なる回り縁部材にも適用できる回り縁部材加工補助具の提供、およびこの補助具を使用した回り縁部材のコーナー部の加工方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明の回り縁部材加工補助具は、外壁用サイディング材を使用した建物の窓枠等開口部の回り縁部材を加工するための補助具であって、45度の斜辺を有する逆台形板体と、該逆台形板体の底辺(短辺)、逆台形板体の面に対し直角に折曲して伸びる、前記底辺を一辺とする矩形板体とから構成されている。
【0009】
本発明の回り縁部材の一例であるJチャンネル部材のコーナー部の加工方法は、前記の回り縁部材加工補助具を用い、外壁用の前記サイディング材の開口部の回り縁に使用される、断面J形のJチャンネル部材のコーナー部の加工方法であって、Jチャンネル部材を構成する壁固定面の対向面に前記逆台形板体を、前記壁固定面と前記対向面とを結ぶ底面に前記矩形板体を、それぞれ当接させて、Jチャンネル部材の対向面の上縁端部を前記逆台形板体の斜辺又は斜辺の延長線上に位置決めした後、前記斜辺に沿って前記対向面を切断する工程と、Jチャンネル部材の前記対向面に前記逆台形板体を、前記底面に矩形板体を、それぞれ当接させて、前記対向面の上縁端部を前記逆台形板体の斜辺又は斜辺の延長線上に位置決めした後、前記矩形板体の辺縁に沿って、前記底面を切り込む工程とからなる構成である。
【発明の効果】
【0010】
本発明の回り縁部材加工補助具およびこの補助具を使用した回り縁部材のコーナー部の加工方法によれば、建築物、構造物の外装材、特に、窓枠等の回り縁に使用される回り縁部材のコーナー部分の切り込み施工が熟練を必要とせずに、精度及び見栄え良く、簡単かつ短時間に行なうことができる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の実施の形態を、図に基づいて説明する。
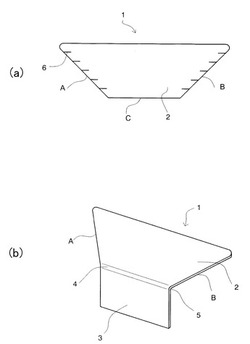
図1は、本発明に係る回り縁部材加工補助具の一例を示す図であり、(a)は正面図、(b)は斜視図である。
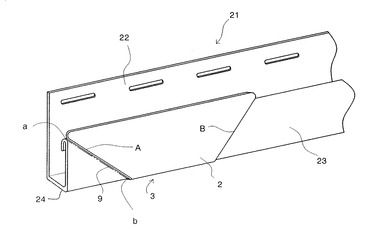
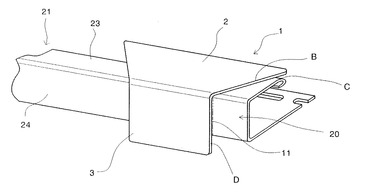
図2は、本発明に係る回り縁部材加工補助具の使用状態を示す部分斜視図であり、図3は、本発明に係る回り縁部材加工補助具の別の使用状態を示す部分斜視図である。
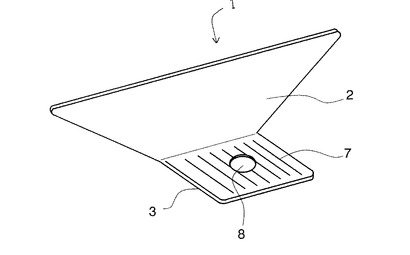
図4は、本発明に係る回り縁部材加工補助具の他の例を示す斜視図である。
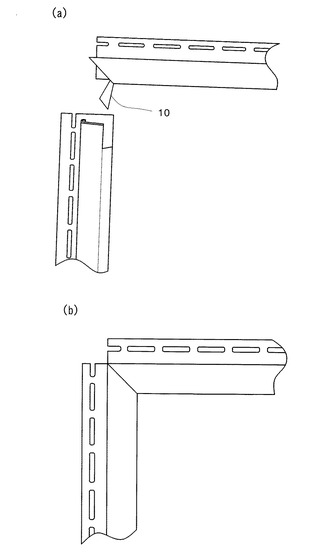
図5は、本発明に係る回り縁加工補助具で端末加工したJチャンネル部材の組み合せ例を示した図であり、(a)は、当接前の状態の模式的な部分斜視図であり、(b)は当接後の状態を示す部分正面図である。
【0012】
図1(a)、(b)に示すように、本発明の回り縁加工補助具1は、逆台形板体2と矩形板体3とから構成されている。
矩形板体3は、逆台形板体2の底辺Cから逆台形板体2に対し直角に折曲して伸びる板状体であり、逆台形板体2の左右両側斜辺は、45度の斜辺A、Bを有しており、矩形板体3は、逆台形板体2の底辺Cを一辺とする矩形に形成されている。
【0013】
逆台形板体2と矩形板体3とが直角に交わる折曲部4は、アール5に形成されている。
このアール5は、図2に示すように、Jチャンネル部材21の対向面23と底面24との境界線に形成されたアールに対応して設けられたもので、後述する本発明の回り縁部材加工補助具1を使用したJチャンネル部材の端末加工に際して、Jチャンネル部材21の対向面23に逆台形板体2を、Jチャンネル部材の底面24に矩形板体3を、それぞれ当接させた際、前記アール5の存在により、本発明の回り縁部材加工補助具1がJチャンネル部材にフィットしやすくなってJチャンネル部材の端末加工をスムーズに行うことができる。
【0014】
本発明の回り縁部材加工補助具1は、例えば、逆台形板体2の高さが3cm、逆台形板体2の上辺の長さが10cm、下辺の長さが4cm、矩形板体3の一辺の長さが3cmの大きさが手頃であり、この大きさの回り縁加工補助具であれば、現存する各種サイズのJチャンネル部材に充分に適用できる。しかし、上記サイズに限定されるものではなく、Jチャンネル部材のサイズは、今後変更される可能性もあることに鑑みると、これに対応するためにそれぞれに好適な大きさに形成するのが好ましい。
【0015】
本発明の回り縁部材加工補助具1は、図1(a)で示すように、逆台形板体2の斜辺A、Bに沿って、逆台形板体2の下辺Cからの高さ寸法を表す目盛6を表示するようにすると良い。これにより、本発明の回り縁加工補助具1の逆台形板体2の斜辺A、B上に、目盛6にあるサイズのJチャンネル部材21の対向面23の上縁端部の位置決めがより容易に、かつ確実に行うことができる。
これは、本発明の回り縁部材加工補助具1を透明な合成樹脂で形成するか、逆台形板体2の斜辺近傍を透明な合成樹脂製にするとより効果的である。
【0016】
また、本発明の回り縁部材加工補助具1は、図4に示すように、矩形板体3の折曲側の表面に、各種形状のローレット等の凹凸加工7を施すことにより、本発明の回り縁加工補助具1をJチャネル部材21の対向面23と底面24に当てがい、位置決めする際の滑り防止効果が得られる。
【0017】
さらに、本発明の回り縁部材加工補助具1の矩形板体3の中央部に、切欠孔8を設けると、本発明の回り縁部材加工補助具1をJチャネル部材21に当てがい固定する際、矩形板体3の切欠孔8に親指等を当てると、指腹の一部が、切欠孔8を介してJチャンネル部材21の底面24に圧接できるため、本発明の回り縁加工補助具1をJチャンネル部材上に位置決め固定した場合に、安定し、Jチャンネル部材上を滑らないようにすることができ、線引きや切り込みを確実に行うことができる。
【0018】
切欠孔8は、指腹面の中央部がJチャンネル部材21の底面24に圧接できる、例えば、直径が約10mmの円(楕円)形孔が望ましい。
なお、本発明の回り縁部材加工補助具1の矩形板体3には、図4に示したような凹凸加工7と切欠孔8とを併用して成形するとより高い滑り防止効果が得られる。
本発明の回り縁部材加工補助具は、請求項1に記載の要件を満たす形状に成形できれば、ステンレス鋼等の金属、合成樹脂、木等、あるいはこれらの組み合わせ等、どのような材料も採択できる。
【0019】
次に、本発明の回り縁部材加工補助具を使用した、Jチャンネル部材の端末加工方法の一例を、添付図面に基づいて説明する。
まず、図1(a)、(b)に示すような本発明の回り縁部材加工補助具1を、図2に示すように、Jチャンネル部材21の左端部近傍に寄せ、Jチャンネル部材21の対向面23に逆台形板体2を、Jチャンネル部材21の底面24に矩形板体3をそれぞれ当接させ、Jチャンネル部材21の対向面23の左上縁端部aを回り縁加工補助具1の斜辺A上に位置決めした後、斜辺Aに沿って、対向面23に切り込みを入れ、若しくは線引き後切り込みを入れて切断する。
次いで、対向面23上の切断線9と、Jチャンネル部材21の底面24との接点bに向け、Jチャンネル部材21の左端部から、底面24上の長手方向の両側に沿って切り込み下方に折り曲げると、底面24の左端部近傍に、図5に示すような舌辺10が形成される。
【0020】
次に、図3に示すように、Jチャンネル部材21の対向面23に逆台形板体2を、Jチャンネル部材21の底面24に矩形板体3をそれぞれ当接させた状態で、回り縁部材加工補助具1をJチャンネル部材21の右端部に移動させ、対向面23の右上縁端部cを逆台形板体2の斜辺B上に位置決めした後、矩形板体3の右側辺Dに沿って、Jチャンネル部材21の底面24に切込線11を形成する。
次いで、Jチャンネル部材21の右側端部から底面24の両側辺に沿って切込線11まで切り込み、この切込線11に沿って底面24の外側に折り曲げれば、Jチャンネル部材21の右側端部20に、図5(a)で示したような舌辺10が形成され、切込線11を切断すれば、切欠部(図示せず)が形成される。
【0021】
前記Jチャンネル部材21の端部に、切込線11を利用して、舌辺10を設けるか切欠部を設けるかは、回り縁の上下左右辺に使用するJチャンネル部材による。
例えば、上辺に使用するJチャンネル部材では、左右両端部に下方に向けた舌辺10を形成し、この舌辺が左右両辺のJチャンネル部材の上端部の底辺に被さるように取り付けることにより、サイディングを伝わってJチャンネル部材の底面24に流れ落ちた雨水等が前記舌辺10から、左右両辺のJチャンネル部材の底面にそれぞれ流れ込むため、上辺のJチャンネル部材と左右両辺のJチャンネル部材との継ぎ目から、雨水が窓枠内に流れ込むことが無い。
【0022】
本発明の回り縁部材加工補助具によれば、矩形の回り縁部材として使用する、上下辺用および左右辺用と寸法の揃ったJチャンネル部材を4本用意し、各Jチャネル部材の端部の対向面に、本発明の回り縁部材加工補助具の逆台形板体を利用して、前記対向面の上縁端部から底面に対し、45度の斜辺を正確な位置に形成できるとともに、逆台形板体を利用して、Jチャンネル部材の底面に、Jチャンネル部材の端部から正確な位置に切込線11を形成することができる。
【0023】
また、個々のJチャンネル部材の両端部の加工に際しては、一端部における45度の斜辺及び切込線を形成した後、Jチャネル部材に当接させた前記回り縁部材加工補助具を、そのままJチャンネル部材の他端側に摺動状に移動させて、他端部の端末加工が行える。
そのため、各Jチャネル部材の端末加工が簡単に、見栄え良く、さらにはスムーズに行うことができるので、窓枠等の周り縁に使用されるJチャンネル部材のコーナー部の加工に要する施工時間の短縮と、コストの削減を図ることができる。
【産業上の利用可能性】
【0024】
本発明の回り縁部材加工補助具およびこれを使用した回り縁部のコーナー部の加工方法は、他の分野における回り縁部材の加工にも応用できるので、サイディング壁加工の技術分野における産業上の利便性向上効果は大きい。
【図面の簡単な説明】
【0025】
【図1】本発明に係る回り縁部材加工補助具の一例を示す図であり、(a)は正面図、(b)は斜視図である。
【図2】本発明に係る回り縁部材加工補助具の使用状態を示す部分斜視図である。
【図3】本発明に係る回り縁部材加工補助具の別の使用状態を示す部分斜視図である。
【図4】本発明に係る回り縁部材加工補助具の他の例を示す斜視図である。
【図5】本発明に係る回り縁加工補助具で端末加工したJチャンネル部材の組み合せ例を示した図であり、(a)は、当接前の状態の模式的な部分斜視図であり、(b)は当接後の状態を示す部分正面図である。
【図6】Jチャンネル部材を用いて形成した回り縁を示す模式的な平面図である。
【図7】従来使用されているJチャンネル部材とサイディングを示す模式的な部分斜視図である。
【符号の説明】
【0026】
1 回り縁部材加工補助具
2 逆台形板体
3 矩形板体
4 折曲部
5 アール
6 目盛
7 凹凸加工
8 切欠孔
9 切断線
10 舌辺
11 切込線
20 (Jチャンネル部材の)右側端部
21、31 Jチャンネル部材
22、32 (Jチャンネル部材の)壁固定面
23、33 (Jチャンネル部材の)対向面
24、34 (Jチャンネル部材の)底面
26 斜め45度の線状
30 サイディング
A、B (逆台形板体の)斜辺
C (逆台形板体の)底辺
D (矩形板体の)側辺
【技術分野】
【0001】
本発明は、建築物、構造物の外装材、特に、合成樹脂サイディングを使用した建物の窓枠、扉枠等の開口部の回り縁部材の加工に有用な回り縁部材加工補助具および該補助具を使用した回り縁部材のコーナー部の加工方法に関する。
【背景技術】
【0002】
合成樹脂サイディング(以下、サイディングと略称する。)は、耐久性に優れ、塩害による錆や凍結融解によるひび割れもなく、また、目地にコーキングを必要とせず、撥水性、耐衝撃性に優れ、軽量で施工性も良好であることから、建物の長寿命の外装化粧材として、新築もしくは既存壁のリフォームに使用されている。
【0003】
このようなサイディングを、建物の外壁に用いた場合において、窓枠等の取付部材をサイディング上に配置して取付けるには、通常、取付部材とサイディングとの間には、回り縁部材として、合成樹脂製のJチャンネル部材が用いられる。
このJチャンネル部材は、図7に示すように、壁固定面32とこの対向面33、および壁固定面32と対向面33の底辺を結ぶ底面34から構成される断面J形のチャネル部材であって、例えば、窓枠の回り縁部材として、Jチャンネル部材31の壁固定面32を、胴縁等の壁面の下地材に固定し、前記壁固定面32とこの対向面33との間に、サイディング30の端部を嵌め込み固定している。
【0004】
このように、窓枠の回り縁をJチャンネル部材31で形成する場合において、縦横のJチャンネル部材が直交するコーナー部は、図6に示すような、斜め45度の線状26に当接する形状が多用されている。
従来、このような当接形状をJチャンネル部材を使用した回り縁のコーナー部に形成するには、通常、Jチャンネル部材の端部に、平面の内部に直立する立上り面に所定の角度(例えば、直角、45度等)をもたせた定規を当てて45度の線引きを行い、この線沿いにハサミやカッター、鋸等で切り込み加工を行なった後、Jチャンネル部材の端部同士を当接させて形成していたが、前記コーナー部を、45度の線状の当接形状に、見栄えよく成形するのは難しく熟練を要していた。
【0005】
そこで、切り込み加工に熟練を必要とせず、作業を迅速かつ正確に仕上げることを目的として、Jチャンネル部材の端末処理用の加工用具が提案されている(特許文献1参照)。
この加工用具は、その内側にJチャンネル部材を収納して保持し、加工用具の指定辺に沿って線引きした後切り込みを行うか、直接切り込みを行うものであるが、この加工用具では窓等の回り縁を構成する4本のJチャンネル部材の両端部をそれぞれ異なった形状に切り込むために、加工用具の取り付け、取り外しやその際の加工用具の方向転換等、作業が煩雑となる上に、使用するJチャネル部材のサイズに合った加工用具をいくつも用意しなければならないという難点があった。
【0006】
【特許文献1】特開平11−193670号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、建築物、構造物の外装材、特に、合成樹脂サイディングを使用した建物の窓枠等開口部の回り縁加工が容易で寸法精度に優れ、かつ見栄え良く行なえると共に、寸法の異なる回り縁部材にも適用できる回り縁部材加工補助具の提供、およびこの補助具を使用した回り縁部材のコーナー部の加工方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明の回り縁部材加工補助具は、外壁用サイディング材を使用した建物の窓枠等開口部の回り縁部材を加工するための補助具であって、45度の斜辺を有する逆台形板体と、該逆台形板体の底辺(短辺)、逆台形板体の面に対し直角に折曲して伸びる、前記底辺を一辺とする矩形板体とから構成されている。
【0009】
本発明の回り縁部材の一例であるJチャンネル部材のコーナー部の加工方法は、前記の回り縁部材加工補助具を用い、外壁用の前記サイディング材の開口部の回り縁に使用される、断面J形のJチャンネル部材のコーナー部の加工方法であって、Jチャンネル部材を構成する壁固定面の対向面に前記逆台形板体を、前記壁固定面と前記対向面とを結ぶ底面に前記矩形板体を、それぞれ当接させて、Jチャンネル部材の対向面の上縁端部を前記逆台形板体の斜辺又は斜辺の延長線上に位置決めした後、前記斜辺に沿って前記対向面を切断する工程と、Jチャンネル部材の前記対向面に前記逆台形板体を、前記底面に矩形板体を、それぞれ当接させて、前記対向面の上縁端部を前記逆台形板体の斜辺又は斜辺の延長線上に位置決めした後、前記矩形板体の辺縁に沿って、前記底面を切り込む工程とからなる構成である。
【発明の効果】
【0010】
本発明の回り縁部材加工補助具およびこの補助具を使用した回り縁部材のコーナー部の加工方法によれば、建築物、構造物の外装材、特に、窓枠等の回り縁に使用される回り縁部材のコーナー部分の切り込み施工が熟練を必要とせずに、精度及び見栄え良く、簡単かつ短時間に行なうことができる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の実施の形態を、図に基づいて説明する。
図1は、本発明に係る回り縁部材加工補助具の一例を示す図であり、(a)は正面図、(b)は斜視図である。
図2は、本発明に係る回り縁部材加工補助具の使用状態を示す部分斜視図であり、図3は、本発明に係る回り縁部材加工補助具の別の使用状態を示す部分斜視図である。
図4は、本発明に係る回り縁部材加工補助具の他の例を示す斜視図である。
図5は、本発明に係る回り縁加工補助具で端末加工したJチャンネル部材の組み合せ例を示した図であり、(a)は、当接前の状態の模式的な部分斜視図であり、(b)は当接後の状態を示す部分正面図である。
【0012】
図1(a)、(b)に示すように、本発明の回り縁加工補助具1は、逆台形板体2と矩形板体3とから構成されている。
矩形板体3は、逆台形板体2の底辺Cから逆台形板体2に対し直角に折曲して伸びる板状体であり、逆台形板体2の左右両側斜辺は、45度の斜辺A、Bを有しており、矩形板体3は、逆台形板体2の底辺Cを一辺とする矩形に形成されている。
【0013】
逆台形板体2と矩形板体3とが直角に交わる折曲部4は、アール5に形成されている。
このアール5は、図2に示すように、Jチャンネル部材21の対向面23と底面24との境界線に形成されたアールに対応して設けられたもので、後述する本発明の回り縁部材加工補助具1を使用したJチャンネル部材の端末加工に際して、Jチャンネル部材21の対向面23に逆台形板体2を、Jチャンネル部材の底面24に矩形板体3を、それぞれ当接させた際、前記アール5の存在により、本発明の回り縁部材加工補助具1がJチャンネル部材にフィットしやすくなってJチャンネル部材の端末加工をスムーズに行うことができる。
【0014】
本発明の回り縁部材加工補助具1は、例えば、逆台形板体2の高さが3cm、逆台形板体2の上辺の長さが10cm、下辺の長さが4cm、矩形板体3の一辺の長さが3cmの大きさが手頃であり、この大きさの回り縁加工補助具であれば、現存する各種サイズのJチャンネル部材に充分に適用できる。しかし、上記サイズに限定されるものではなく、Jチャンネル部材のサイズは、今後変更される可能性もあることに鑑みると、これに対応するためにそれぞれに好適な大きさに形成するのが好ましい。
【0015】
本発明の回り縁部材加工補助具1は、図1(a)で示すように、逆台形板体2の斜辺A、Bに沿って、逆台形板体2の下辺Cからの高さ寸法を表す目盛6を表示するようにすると良い。これにより、本発明の回り縁加工補助具1の逆台形板体2の斜辺A、B上に、目盛6にあるサイズのJチャンネル部材21の対向面23の上縁端部の位置決めがより容易に、かつ確実に行うことができる。
これは、本発明の回り縁部材加工補助具1を透明な合成樹脂で形成するか、逆台形板体2の斜辺近傍を透明な合成樹脂製にするとより効果的である。
【0016】
また、本発明の回り縁部材加工補助具1は、図4に示すように、矩形板体3の折曲側の表面に、各種形状のローレット等の凹凸加工7を施すことにより、本発明の回り縁加工補助具1をJチャネル部材21の対向面23と底面24に当てがい、位置決めする際の滑り防止効果が得られる。
【0017】
さらに、本発明の回り縁部材加工補助具1の矩形板体3の中央部に、切欠孔8を設けると、本発明の回り縁部材加工補助具1をJチャネル部材21に当てがい固定する際、矩形板体3の切欠孔8に親指等を当てると、指腹の一部が、切欠孔8を介してJチャンネル部材21の底面24に圧接できるため、本発明の回り縁加工補助具1をJチャンネル部材上に位置決め固定した場合に、安定し、Jチャンネル部材上を滑らないようにすることができ、線引きや切り込みを確実に行うことができる。
【0018】
切欠孔8は、指腹面の中央部がJチャンネル部材21の底面24に圧接できる、例えば、直径が約10mmの円(楕円)形孔が望ましい。
なお、本発明の回り縁部材加工補助具1の矩形板体3には、図4に示したような凹凸加工7と切欠孔8とを併用して成形するとより高い滑り防止効果が得られる。
本発明の回り縁部材加工補助具は、請求項1に記載の要件を満たす形状に成形できれば、ステンレス鋼等の金属、合成樹脂、木等、あるいはこれらの組み合わせ等、どのような材料も採択できる。
【0019】
次に、本発明の回り縁部材加工補助具を使用した、Jチャンネル部材の端末加工方法の一例を、添付図面に基づいて説明する。
まず、図1(a)、(b)に示すような本発明の回り縁部材加工補助具1を、図2に示すように、Jチャンネル部材21の左端部近傍に寄せ、Jチャンネル部材21の対向面23に逆台形板体2を、Jチャンネル部材21の底面24に矩形板体3をそれぞれ当接させ、Jチャンネル部材21の対向面23の左上縁端部aを回り縁加工補助具1の斜辺A上に位置決めした後、斜辺Aに沿って、対向面23に切り込みを入れ、若しくは線引き後切り込みを入れて切断する。
次いで、対向面23上の切断線9と、Jチャンネル部材21の底面24との接点bに向け、Jチャンネル部材21の左端部から、底面24上の長手方向の両側に沿って切り込み下方に折り曲げると、底面24の左端部近傍に、図5に示すような舌辺10が形成される。
【0020】
次に、図3に示すように、Jチャンネル部材21の対向面23に逆台形板体2を、Jチャンネル部材21の底面24に矩形板体3をそれぞれ当接させた状態で、回り縁部材加工補助具1をJチャンネル部材21の右端部に移動させ、対向面23の右上縁端部cを逆台形板体2の斜辺B上に位置決めした後、矩形板体3の右側辺Dに沿って、Jチャンネル部材21の底面24に切込線11を形成する。
次いで、Jチャンネル部材21の右側端部から底面24の両側辺に沿って切込線11まで切り込み、この切込線11に沿って底面24の外側に折り曲げれば、Jチャンネル部材21の右側端部20に、図5(a)で示したような舌辺10が形成され、切込線11を切断すれば、切欠部(図示せず)が形成される。
【0021】
前記Jチャンネル部材21の端部に、切込線11を利用して、舌辺10を設けるか切欠部を設けるかは、回り縁の上下左右辺に使用するJチャンネル部材による。
例えば、上辺に使用するJチャンネル部材では、左右両端部に下方に向けた舌辺10を形成し、この舌辺が左右両辺のJチャンネル部材の上端部の底辺に被さるように取り付けることにより、サイディングを伝わってJチャンネル部材の底面24に流れ落ちた雨水等が前記舌辺10から、左右両辺のJチャンネル部材の底面にそれぞれ流れ込むため、上辺のJチャンネル部材と左右両辺のJチャンネル部材との継ぎ目から、雨水が窓枠内に流れ込むことが無い。
【0022】
本発明の回り縁部材加工補助具によれば、矩形の回り縁部材として使用する、上下辺用および左右辺用と寸法の揃ったJチャンネル部材を4本用意し、各Jチャネル部材の端部の対向面に、本発明の回り縁部材加工補助具の逆台形板体を利用して、前記対向面の上縁端部から底面に対し、45度の斜辺を正確な位置に形成できるとともに、逆台形板体を利用して、Jチャンネル部材の底面に、Jチャンネル部材の端部から正確な位置に切込線11を形成することができる。
【0023】
また、個々のJチャンネル部材の両端部の加工に際しては、一端部における45度の斜辺及び切込線を形成した後、Jチャネル部材に当接させた前記回り縁部材加工補助具を、そのままJチャンネル部材の他端側に摺動状に移動させて、他端部の端末加工が行える。
そのため、各Jチャネル部材の端末加工が簡単に、見栄え良く、さらにはスムーズに行うことができるので、窓枠等の周り縁に使用されるJチャンネル部材のコーナー部の加工に要する施工時間の短縮と、コストの削減を図ることができる。
【産業上の利用可能性】
【0024】
本発明の回り縁部材加工補助具およびこれを使用した回り縁部のコーナー部の加工方法は、他の分野における回り縁部材の加工にも応用できるので、サイディング壁加工の技術分野における産業上の利便性向上効果は大きい。
【図面の簡単な説明】
【0025】
【図1】本発明に係る回り縁部材加工補助具の一例を示す図であり、(a)は正面図、(b)は斜視図である。
【図2】本発明に係る回り縁部材加工補助具の使用状態を示す部分斜視図である。
【図3】本発明に係る回り縁部材加工補助具の別の使用状態を示す部分斜視図である。
【図4】本発明に係る回り縁部材加工補助具の他の例を示す斜視図である。
【図5】本発明に係る回り縁加工補助具で端末加工したJチャンネル部材の組み合せ例を示した図であり、(a)は、当接前の状態の模式的な部分斜視図であり、(b)は当接後の状態を示す部分正面図である。
【図6】Jチャンネル部材を用いて形成した回り縁を示す模式的な平面図である。
【図7】従来使用されているJチャンネル部材とサイディングを示す模式的な部分斜視図である。
【符号の説明】
【0026】
1 回り縁部材加工補助具
2 逆台形板体
3 矩形板体
4 折曲部
5 アール
6 目盛
7 凹凸加工
8 切欠孔
9 切断線
10 舌辺
11 切込線
20 (Jチャンネル部材の)右側端部
21、31 Jチャンネル部材
22、32 (Jチャンネル部材の)壁固定面
23、33 (Jチャンネル部材の)対向面
24、34 (Jチャンネル部材の)底面
26 斜め45度の線状
30 サイディング
A、B (逆台形板体の)斜辺
C (逆台形板体の)底辺
D (矩形板体の)側辺
【特許請求の範囲】
【請求項1】
外壁用サイディング材を使用した建物の窓枠等開口部の回り縁部材を加工するための補助具であって、45度の斜辺を有する逆台形板体と、該逆台形板体の底辺(短辺)から、逆台形板体の面に対し直角に折曲して伸びる、前記底辺を一辺とする矩形板体とから構成されてなることを特徴とする回り縁部材加工補助具。
【請求項2】
請求項1の回り縁部材加工補助具を用い、前記サイディング材の開口部の回り縁に使用される、回り縁部材のコーナー部の加工方法であって、回り縁部材を構成する壁固定面の対向面に前記逆台形板体を、前記壁固定面と前記対向面を結ぶ底面に前記矩形板体を、それぞれ当接させて、回り縁部材の対向面の上縁端部を前記逆台形板体の斜辺又は斜辺の延長線上に位置決めした後、前記斜辺に沿って前記対向面を切断する工程と、回り縁部材の前記対向面に前記逆台形板体を、前記底面に矩形板体を、それぞれ当接させて、前記対向面の上縁端部を前記逆台形板体の斜辺又は斜辺の延長線上に位置決めした後、前記矩形板体の辺縁に沿って、前記底辺を切り込む工程とからなる回り縁部材のコーナー部の加工方法。
【請求項1】
外壁用サイディング材を使用した建物の窓枠等開口部の回り縁部材を加工するための補助具であって、45度の斜辺を有する逆台形板体と、該逆台形板体の底辺(短辺)から、逆台形板体の面に対し直角に折曲して伸びる、前記底辺を一辺とする矩形板体とから構成されてなることを特徴とする回り縁部材加工補助具。
【請求項2】
請求項1の回り縁部材加工補助具を用い、前記サイディング材の開口部の回り縁に使用される、回り縁部材のコーナー部の加工方法であって、回り縁部材を構成する壁固定面の対向面に前記逆台形板体を、前記壁固定面と前記対向面を結ぶ底面に前記矩形板体を、それぞれ当接させて、回り縁部材の対向面の上縁端部を前記逆台形板体の斜辺又は斜辺の延長線上に位置決めした後、前記斜辺に沿って前記対向面を切断する工程と、回り縁部材の前記対向面に前記逆台形板体を、前記底面に矩形板体を、それぞれ当接させて、前記対向面の上縁端部を前記逆台形板体の斜辺又は斜辺の延長線上に位置決めした後、前記矩形板体の辺縁に沿って、前記底辺を切り込む工程とからなる回り縁部材のコーナー部の加工方法。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2008−63854(P2008−63854A)
【公開日】平成20年3月21日(2008.3.21)
【国際特許分類】
【出願番号】特願2006−243826(P2006−243826)
【出願日】平成18年9月8日(2006.9.8)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成20年3月21日(2008.3.21)
【国際特許分類】
【出願日】平成18年9月8日(2006.9.8)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]