
回路ユニット、回路構成体、及び回路ユニットの製造方法
【課題】本発明は、位置精度の向上可能な回路ユニット、回路構成体、及び回路ユニットの製造方法を提供する。
【解決手段】回路ユニット50は、第1導電部材22と、第1導電部材22に絶縁性の第1樹脂部材33を介して積層された第2導電部材32と、を備える。第1導電部材22には、下型40と係合することで下型40と第1導電部材22との間の位置決めをする第1係合部31が形成されており、第2導電部材36には、第1導電部材22に積層された状態で第1係合部31の近傍の位置に、下型40と係合することで下型40と第2導電部材32との間の位置決めをする第2係合部36が形成されている。
【解決手段】回路ユニット50は、第1導電部材22と、第1導電部材22に絶縁性の第1樹脂部材33を介して積層された第2導電部材32と、を備える。第1導電部材22には、下型40と係合することで下型40と第1導電部材22との間の位置決めをする第1係合部31が形成されており、第2導電部材36には、第1導電部材22に積層された状態で第1係合部31の近傍の位置に、下型40と係合することで下型40と第2導電部材32との間の位置決めをする第2係合部36が形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、回路ユニット、回路構成体、及び回路ユニットの製造方法に関する。
【背景技術】
【0002】
従来、複数の導電部材により構成された回路パターンを有し、その表面または裏面に電子部品が実装される回路ユニットが知られている(例えば特許文献1)。この回路ユニットは、金属製の板材を所定形状に打ち抜いて、絶縁性材料でモールドしてなるものである。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−24620号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
板材は金型に形成された位置決め部材と係合することにより、金型に対して位置決めされる。板材が複数の場合には、各板材は、金型に対してそれぞれ位置決めされる。このとき、各板材を位置決めするための基準位置が離間して形成されていると、各板材同士の相対的な位置精度が低下することが懸念される。
【0005】
本発明は上記のような事情に基づいて完成されたものであって、構成部材同士の位置精度を向上可能な回路ユニット、回路構成体、及び回路ユニットの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、回路ユニットであって、第1導電部材と、前記第1導電部材に絶縁性の合成樹脂材からなる第1樹脂部材を介して積層された第2導電部材と、を備え、前記第1樹脂部材は、前記第1導電部材及び前記第2導電部材を金型内に配してモールド成形することで形成され、前記第1導電部材には、前記金型と係合することで前記金型と前記第1導電部材との間の位置決めをする第1係合部が形成されており、前記第2導電部材には、前記第1導電部材に積層された状態で前記第1係合部の近傍の位置に、前記金型と係合することで前記金型と前記第2導電部材との間の位置決めをする第2係合部が形成されている。
【0007】
第1導電部材は、第1導電部材に形成された第1係合部を基準として、金型と位置決めされる。一方、第2導電部材は、第2導電部材に形成された第2係合部を基準として、金型と位置決めされる。このため、第1係合部と、第2係合部とが離間した位置に配されていると、第1導電部材の位置決めの基準位置と、第2導電部材の位置決めの基準位置とが離間することになる。すると、第1導電部材と、第2導電部材と、の相対的な位置精度が低下することが懸念される。
【0008】
本発明によれば、第2係合部は第1係合部の近傍の位置に形成されている。これにより、第1係合部と第2係合部とが離間して設けられている場合に比べて、第1導電部材と、第2導電部材との相対的な位置精度を向上させることができる。
【0009】
また、本発明は、回路基板と、前記回路基板の一方の面に積層された請求項1に記載の回路ユニットと、を備えた回路構成体であって、前記回路基板には基板側貫通孔が形成されており、前記導電部材には前記回路基板に積層された状態で前記基板側貫通孔に対応する位置に導電部材側貫通孔が形成されており、前記基板側貫通孔及び前記導電部材側貫通孔の内部にはモールド成形により第2樹脂部材が充填されている。
【0010】
本発明によれば、回路基板と、回路ユニットとが剥離する方向の力が加えられた場合でも、基板側貫通孔および導電部材側貫通孔の内部に充填された第2樹脂部材により、回路基板と回路ユニットとが剥離することが抑制される。
【0011】
また、本発明は、第1導電部材と、前記第1導電部材に絶縁性の第1樹脂部材を介して積層された第2導電部材と、を備えた回路ユニットの製造方法であって、金型に設けられた第1位置決め部と、前記第1導電部材に設けられた第1係合部とを係合させた状態で前記金型に前記第1導電部材をセットする工程と、前記第1位置決め部と一体に形成された第2位置決め部と、前記第2導電部材に設けられた第2係合部とを係合させた状態で前記金型に前記第2導電部材をセットする工程と、前記第1導電部材及び前記第2導電部材を絶縁性の合成樹脂で一体にモールド成形して前記第1樹脂部材を形成する工程と、を実行する。
【0012】
本発明によれば、第2位置決め部は第1位置決め部と一体に形成されているので、第1導電部材と第2導電部材との相対的な位置精度を向上させることができる。
【0013】
本発明の実施態様としては以下の態様が好ましい。
前記第1位置決め部は、前記金型のうち前記第1導電部材を載置する載置面から前記第1導電部材側に突出して形成されており、前記第1係合部は、前記第1導電部材に穿孔されると共に前記第1位置決め部が貫通可能に形成されており、前記第1係合部に前記第1位置決め部を貫通させる工程を実行することが好ましい。
【0014】
上記の態様によれば、第1導電部材を穿孔して設けられた第1係合部内に、金型の第1位置決め部を貫通させるという簡易な構成により、第1導電部材を位置決めできる。
【0015】
前記第2位置決め部は、前記第1位置決め部の突出端面から更に突出して形成されており、前記第2係合部は、前記第2導電部材に穿孔されると共に前記第2位置決め部が貫通可能に形成されており、前記第2係合部に前記第2位置決め部を貫通させて前記第1位置決め部の突出端面に載置する工程を実行することが好ましい。
【0016】
上記の態様によれば、第2導電部材を穿孔して設けられた第2係合部内に、金型の第2位置決め部を貫通させるという簡易な構成により、第2導電部材を位置決めできる。
【発明の効果】
【0017】
本発明によれば、回路ユニットを構成する部材の位置精度を向上できる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施形態1に係る電気接続箱を示す全体斜視図
【図2】電気接続箱を示す分解斜視図
【図3】電気接続箱を示す正面図
【図4】図3におけるIV−IV線断面図
【図5】図3におけるV−V線断面図
【図6】回路基板に第1導電部材及び第2導電部材を組み付けた状態を示す正面図
【図7】図6におけるVII−VII線断面図
【図8】図6におけるVIII−VIII線断面図
【図9】図6におけるIX−IX線断面図
【図10】第1導電部材と、第2導電部材との組み付け状態を示す斜視図
【図11】回路基板と、回路ユニットとの組み付け状態を示す斜視図
【図12】回路基板と、回路ユニットとを組み付けた状態を示す斜視図
【図13】下型に第1導電部材を組み付ける工程を示す斜視図
【図14】下型に第1導電部材を組み付ける工程を示す断面図
【図15】下型に第2導電部材を組み付ける工程を示す斜視図
【図16】下型に第2導電部材を組み付ける工程を示す断面図
【図17】下型に第1導電部材及び第2導電部材を組み付けた状態を示す斜視図
【図18】下型及び上型で第1導電部材及び第2導電部材を挟む工程を示す斜視図
【図19】下型及び上型で第1導電部材及び第2導電部材を挟む工程を示す断面図
【図20】下型に回路ユニットを組み付ける工程を示す斜視図
【図21】下型に回路ユニットを組み付けた状態を示す斜視図
【図22】下型に回路ユニット及び回路基板を組み付けた状態を示す斜視図
【図23】下型と上型とで回路基板を挟んだ状態を示す斜視図
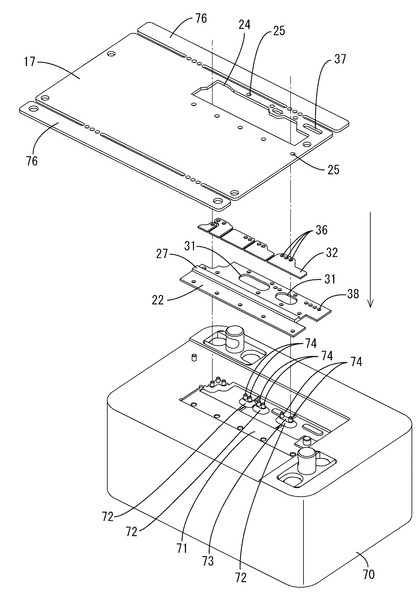
【図24】本発明の実施形態2に係る回路構成体において、下型に、第1導電路、第2導電路、及び回路基板を組み付ける工程を示す斜視図
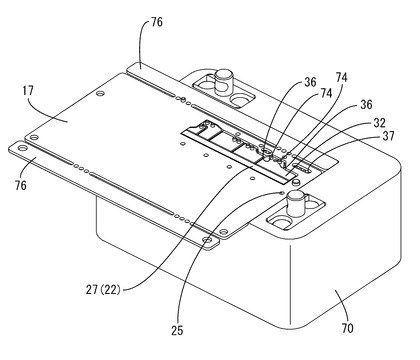
【図25】下型に、第1導電路、第2導電路、及び回路基板を組み付けた状態を示す斜視図
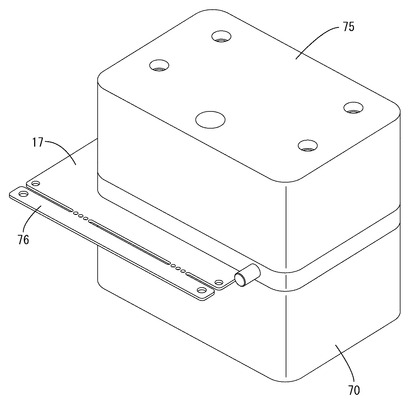
【図26】下型と上型とで回路基板を挟んだ状態を示す斜視図
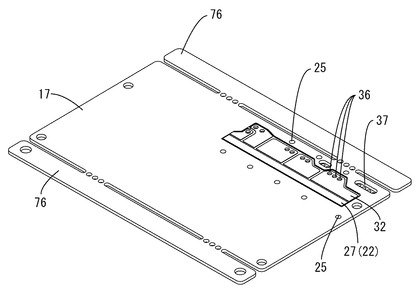
【図27】回路ユニットと、回路基板とを組み付けた状態を示す斜視図
【発明を実施するための形態】
【0019】
<実施形態1>
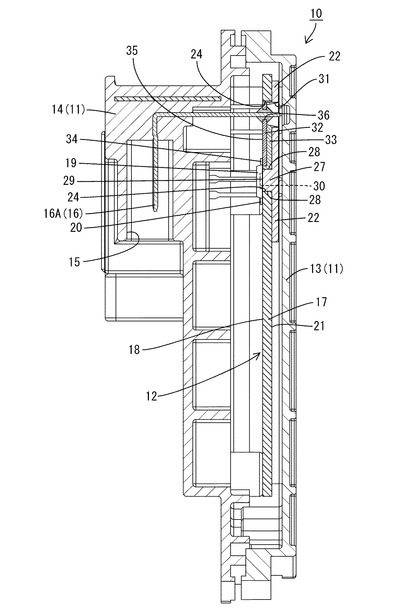
本発明の実施形態1を、図1ないし図23を参照しつつ説明する。本実施形態は、車載用の電気接続箱10であって、電源(図示せず)と、ランプ、ホーン等の車載電装品(図示せず)との間に配設されて、車載電装品のスイッチングを実行する。この電気接続箱10は、合成樹脂製のケース11内に回路構成体12を収容してなる。なお、以下の説明においては、図4における左側を表側とし、右側を裏側として説明する。
【0020】
(ケース11)
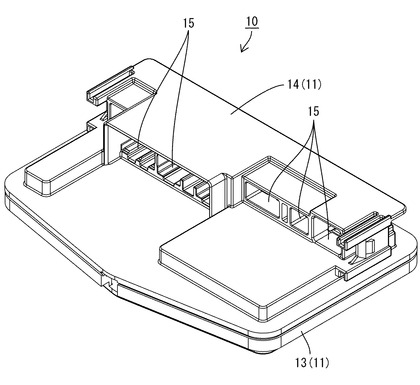
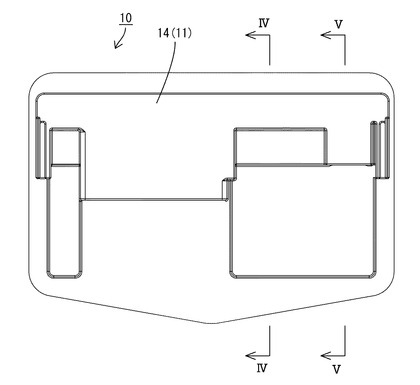
図4に示すように、ケース11は、表側(図4における左側)に開口するケース本体13と、このケース本体13の開口を表側から塞ぐカバー14と、を備える。図2に示すように、ケース本体13は、表裏方向(図2における上下方向)から見て略五角形状をなしている。
【0021】
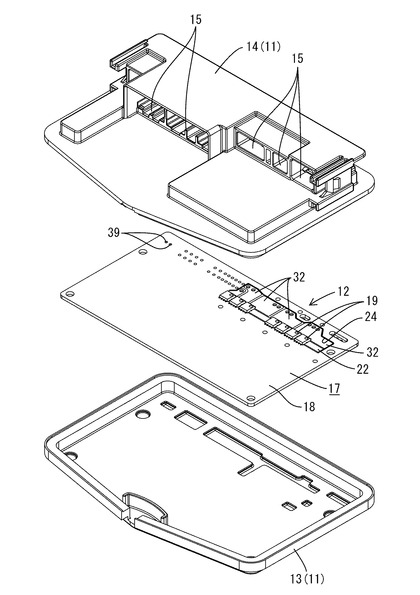
図4に示すように、カバー14には、図4における上端部寄りの位置に、図4における下方に開口すると共に、図示しない相手側コネクタが嵌合可能なコネクタ部15が形成されている。コネクタ部15にはコネクタ端子16がコネクタ部15と一体にモールド成形されている。図2に示すように、カバー14には、複数のコネクタ部15がカバー14と一体に形成されている。
【0022】
図4に示すように、ケース本体13の側壁の端縁と、カバー14の側壁の端縁とは、互いに当接された状態で超音波溶着によって接合されている。これにより、ケース本体13とカバー14とは一体に組み付けられる。
【0023】
(回路構成体12)
図2に示すように、回路構成体12は、回路基板17と、回路基板17の表面18に実装された半導体リレー19と、を有する。回路基板17の表面18には、プリント配線技術により導電路(図示せず)が形成されている。回路基板17は、表裏方向(図2における上下方向)から見て、略矩形状をなしている。
【0024】
図4に示すように、回路基板17の導電路には、半導体リレー19の側縁から外方(本実施形態では図4における下方)に突出するゲート端子20が、半田付け等の公知の手法により電気的に接続されている。
【0025】
(第1導電部材22)
図4に示すように、回路基板17の裏面21(図4における右側面)には、金属板材からなる第1導電部材22が積層されている。第1導電部材22は、銅、銅合金等の金属板材に鍛造、鋳造、プレス加工、切削加工、圧延加工等を実行することにより所定の形状に形成される。
【0026】
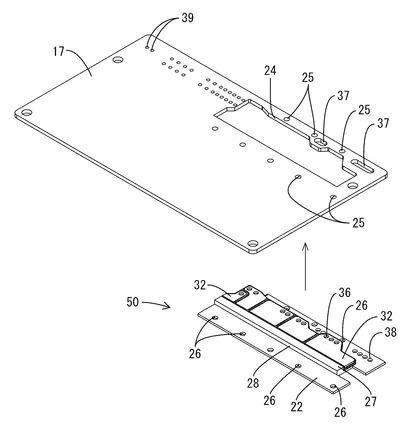
図4に示すように、第1導電部材22は、回路基板17のうち図4における上端部寄りの位置に配設されている。回路基板17のうち図4における上端部寄りの位置には開口部24が回路基板17を貫通して形成されている。第1導電部材22は、開口部24を裏側(図4における右側)から塞ぐように配設されており、開口部24内には第1導電部材22の少なくとも一部が配されている。
【0027】
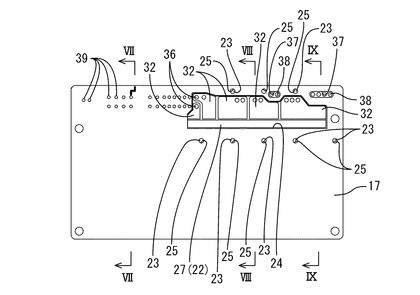
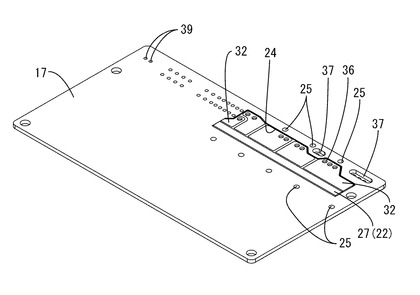
図6に示すように、回路基板17には、開口部24の周囲に、回路基板17に穿孔して設けられた基板側貫通孔25が形成されている。また、図10に示すように、第1導電部材22には、回路基板17の正規位置に第1導電部材22を組み付けた状態で、回路基板17の基板側貫通孔25に対応する位置に、導電部材側貫通孔26が第1導電部材22に穿孔して形成されている。図6に示すように、基板側貫通孔25、及び導電部材側貫通孔26の双方には、モールド成形により第2樹脂部材23を構成する合成樹脂材が充填されている。これにより、回路基板17と 第1導電部材22とが剥離することが抑制されるようになっている。
【0028】
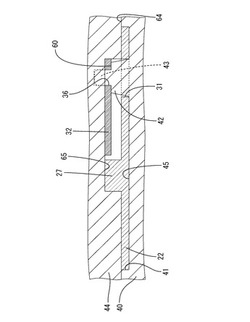
図4に示すように、回路基板17の開口部24に対応する位置には、表側(図4における左側)に突出する凸部27が形成されている。凸部27のうち、第1導電部材22の板面から立ち上がる側面28は、第1導電部材22の板面から実質的に垂直に突出している。実質的に垂直とは、凸部27の側面28と第1導電部材22の板面とが垂直である場合を含むと共に、垂直でなくとも、略垂直であると認められる場合を含む。
【0029】
図6に示すように、凸部27は、図6における左右方向に細長く延びて形成されている。開口部24の口縁は、凸部27の端縁に倣った形状に形成されている。
【0030】
図4に示すように、凸部27の突出端面29(図4における左端面)は、回路基板17の表面18と実質的に同じ高さ位置に配されている。
【0031】
図4に示すように、凸部27の突出端面29には、半導体リレー19の裏面(図4における右側面)に形成されたソース端子30が半田付け等の公知の手法により電気的に接続されている。
【0032】
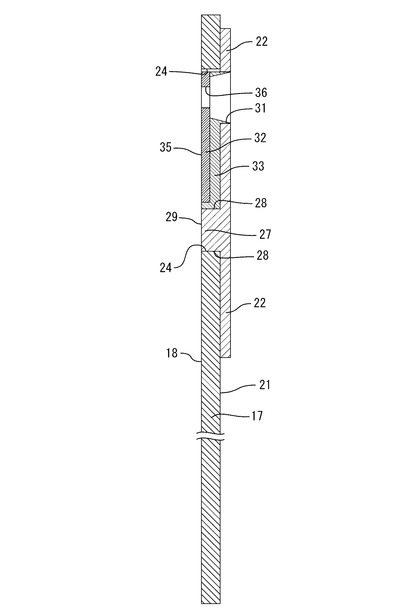
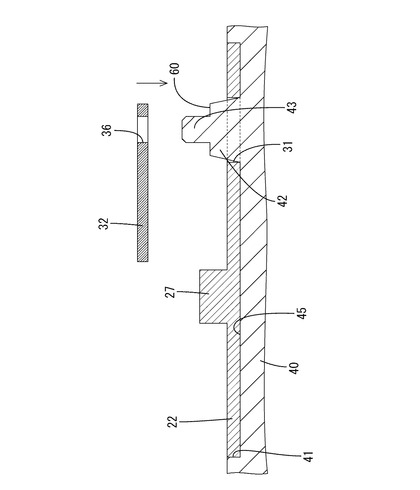
なお、図14に示すように、第1導電部材22には、後述する第2導電部材32とのモールド成形時に金型の第1位置決め部42を貫通する第1係合部31が形成されている。図10に示すように、第1係合部31の孔縁は、長円形状をなしている。
【0033】
(第2導電部材32)
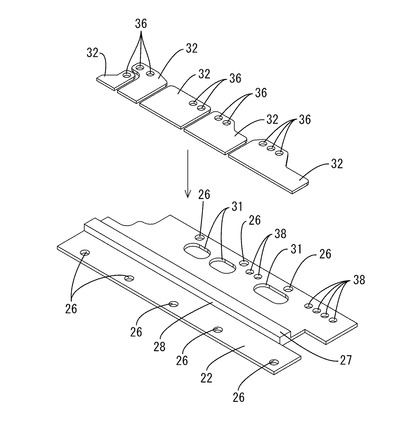
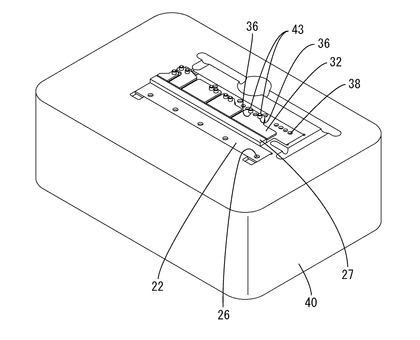
図4に示すように、第1導電部材22のうち回路基板17の開口部24に対応する位置には、第1導電部材の表面(回路基板17側の面であって、図4における左側面)に、金属板材からなる第2導電部材32が積層されている。第2導電部材32は、銅、銅合金等の金属板材に鍛造、鋳造、プレス加工、切削加工、圧延加工等を実行することにより所定の形状に形成される。第1導電部材22と第2導電部材32との間には、絶縁性の合成樹脂材からなる第1樹脂部材33が介されている。第1樹脂部材33は、第1導電部材22と第2導電部材32とをモールド成形することにより形成される。第1導電部材22と第2導電部材32とが一体にモールド成形されることにより回路ユニット50が形成される。
【0034】
図6に示すように、1つの第1導電部材22に、複数(本実施形態においては5つ)の第2導電部材32が積層されている。各第2導電部材32は図6における左右方向に間隔を空けて並んで配されている。各第2導電部材32の隙間には、第1樹脂部材33を構成する合成樹脂材が充填されている。また、回路基板17に形成された開口部24の口縁は、第2導電部材32の端縁に倣った形状に形成されている。
【0035】
図4に示すように、第2導電部材32の表面(図4における左側面)には、半導体リレー19の側縁から外方(本実施形態では図4における上方)に突出するドレイン端子34が、半田付け等の公知の手法により電気的に接続されている。第2導電部材32の表面は、ドレイン端子34が接続される接続面35とされる。この接続面35は、回路基板17の表面18(図4における左側面)と、実質的に同じ高さに配されている。また、隣り合う第2導電部材32の隙間に充填された第1樹脂部材33の表面(図4における左側面)も、回路基板17の表面18と実質的に同じ高さに配されている。
【0036】
図8及び図9には、回路基板17、第1導電部材22、第2導電部材32、及び第1樹脂部材33が積層された積層体の断面図を示す。本実施形態においては、回路基板17の表面18、第1導電部材22に形成された凸部27の突出端面29、第1樹脂部材33の表面、及び第1樹脂部材33の接続面35は、実質的に面一に配されている。
【0037】
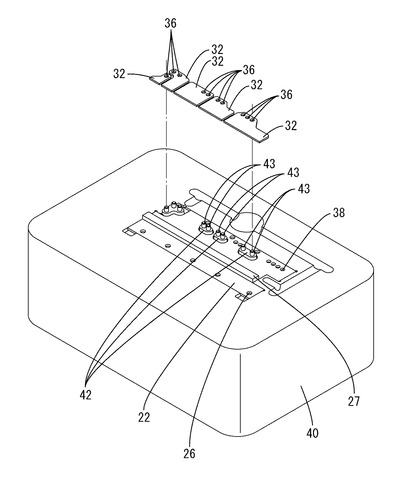
なお、図16に示すように、第2導電部材32には、上述した第1導電部材22とのモールド成形時に金型の第2位置決め部43を貫通する第2係合部36が、形成されている。図8に示すように、第1導電部材22と第2導電部材32とが積層された状態において、第2導電部材32の第2係合部36は、第1導電部材22に形成された第1係合部31の近傍の位置に配されている。本実施形態においては、第2係合部36は、第1係合部31における金型の第1位置決め部42の貫通方向(図8における左右方向)について、第1係合部31と重なる位置に配されている。図10に示すように、第2係合部36の孔縁は円形状をなしている。
【0038】
(コネクタ端子16の接続構造)
上述したように、コネクタ部15にはコネクタ端子16がコネクタ部15と一体にモールド成形されており、コネクタ端子16の一方の端部はコネクタ部15内に位置して配されている。図4に示すように、コネクタ端子16の他方の端部は、裏側(図4における右側)に向けて曲げ形成されると共に裏側に向けてコネクタ部15から突出している。
【0039】
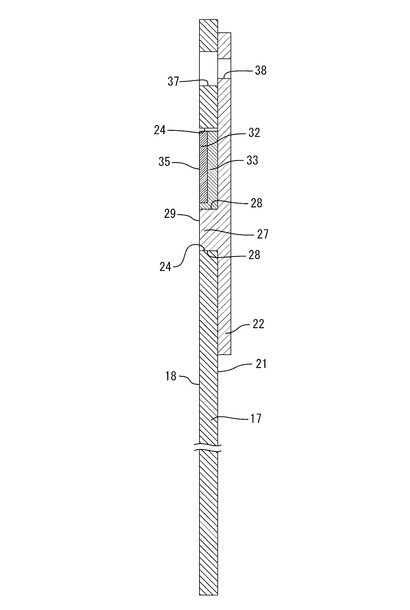
図4に示すように、複数のコネクタ端子16の一部(16A)については、コネクタ端子16Aの他方の端部に対応する位置に、第2導電部材32が配されている。この第2導電部材32には、コネクタ端子16Aの他方の端部に対応する位置に第2係合部36が、第2導電部材32を穿孔して形成されている。この第2係合部36内にコネクタ端子16Aの他方の端部が挿通されるようになっている。コネクタ端子16Aの他方の端部は、第2係合部36内に挿通されて、半田付け等の公知の手法により、第2導電部材32と電気的に接続されている。このように本実施形態においては、第2係合部36は、コネクタ端子16Aと、半導体リレー19のドレイン端子34とを電気的に接続するための接続部となっている。
【0040】
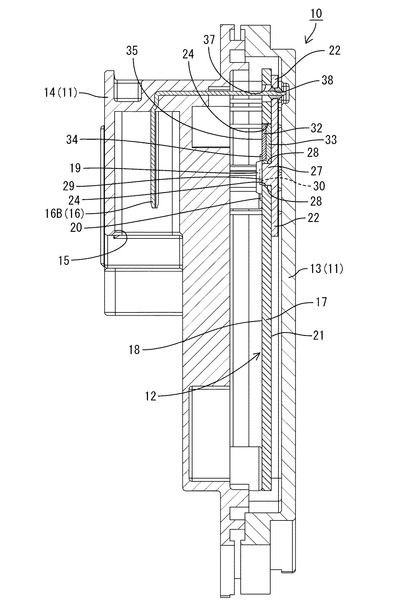
また、図5に示すように、コネクタ端子16の他の一部(16B)については、コネクタ端子16Bの他方の端部に対応する位置に、回路基板17が位置している。この回路基板17には、コネクタ端子16Bの他方の端部に対応する位置に、コネクタ端子16Bの他方の端部が挿通される端子挿通孔37が形成されている。さらに、コネクタ端子16Bの他方の端部に対応する位置には、第1導電部材22が配されている。この第1導電部材22には、コネクタ端子16Bの他方の端部に対応し、端子挿通孔37と重なる位置に、第1端子接続孔38が、第1導電部材22を穿孔して形成されている。コネクタ端子16Bの他方の端部は、端子挿通孔37及び第1端子接続孔38内に挿通されて、半田付け等の公知の手法により、第1導電部材22と電気的に接続されている。このように本実施形態においては、第1端子接続孔38は、コネクタ端子16Bと半導体リレー19のソース端子30とを電気的に接続するための接続部となっている。
【0041】
また、図6に示すように、開口部24は、回路基板17のうち図6における上端部寄りの位置であって、且つ図6における左右方向について略右半分の位置に、形成されている。回路基板17のうち、開口部24の左方の位置には、複数の基板側端子接続孔39が回路基板17を穿孔して形成されている。この基板側端子接続孔39には、詳細には図示しないが、コネクタ端子16の一部(16C)の他方の端部が挿通されて、半田付け等の公知の手法により、回路基板17に形成された導電路と、電気的に接続されている。
【0042】
(製造工程)
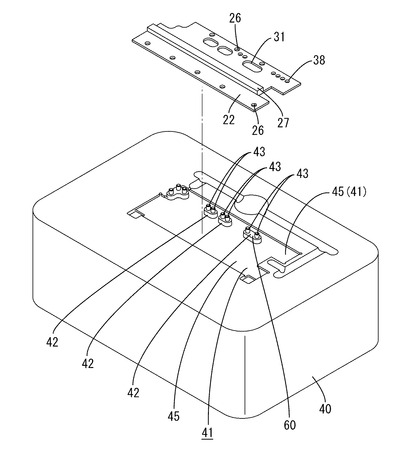
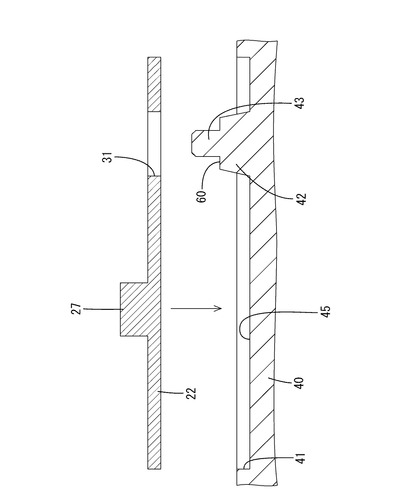
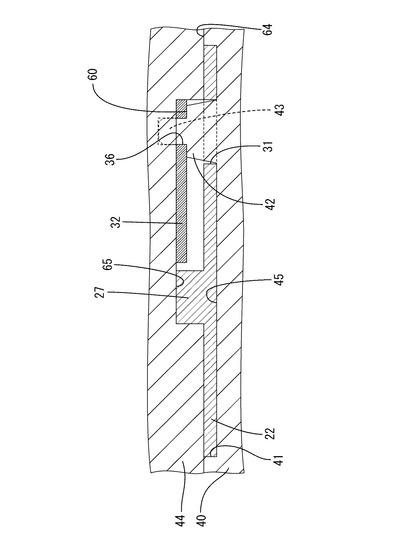
続いて、本実施形態の製造工程の一例について説明する。まず、金属板材を鍛造、鋳造、プレス加工等、任意の手法により加工して、第1導電部材22を形成する(図10参照)。次いで、図13に示すように、図13の下側に位置する金型40(以下、下型40と記載する。)の上面(図13における上面)に、第1導電部材22を載置する。下型40の上面には、第1導電部材22を収容するためのキャビティ41が形成されている。また、キャビティ41の底面45は第1導電部材22が載置される載置面とされており、この底面45には、上方(図13における上方)に突出する第1位置決め部42が形成されている。この第1位置決め部42の突出端面60(図13における上面、図14参照)には、上方に突出する第2位置決め部43が、第1位置決め部42と一体に形成されている。また、第1位置決め部42は、上方に向かうに従って、やや先細り形状をなしている。
【0043】
図14に示すように、第1導電部材22を、凸部27を上方(図14における上方)に向けた姿勢で、且つ第1係合部31内に第1位置決め部42が貫通された状態で、下型40のキャビティ41内に収容する。第1導電部材22と、下型40とは、第1位置決め部42の外周面と、第1係合部31の内周面とが当接することにより位置決めされる。詳細には、第1位置決め部42の下端縁と、第1係合部31の内周面の下端縁とが当接するようになっている。
【0044】
その後、第2導電部材32を、図16の矢線で示す方向から第1導電部材22の上面に積層する。図15には、第1導電部材22と第2導電部材32の積層状態を斜視図で示す。このとき、第2導電部材32の第2係合部36内に、下型40の第2位置決め部43を貫通させる。これにより、第2導電部材32と、下型40とが位置決めされる。この結果、第1導電部材22と、第2導電部材32との相対的な位置決めがなされる。
【0045】
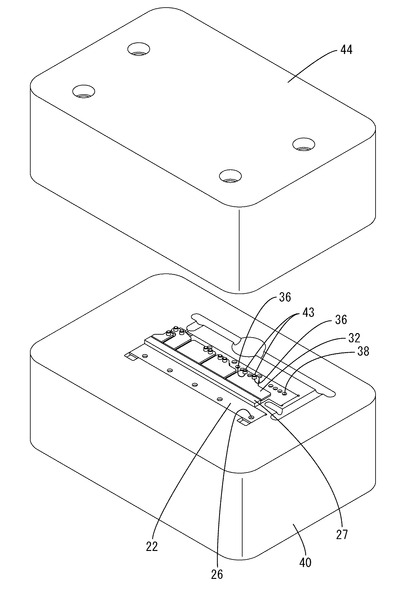
図18に示すように、第2導電部材32の上方(図18における上方)から、上側に位置する金型44(以下、上型44と記載する。)を重ねる。これにより、下型40と、上型44との間に、第1導電部材22及び第2導電部材32が位置決めされた状態で挟まれる。その後、キャビティ41内に絶縁性の合成樹脂材を充填してモールド成形を行う。これにより、第1導電部材22と、第2導電部材32とが、第1樹脂部材33(図9参照)を介して積層されて、回路ユニット50が完成する。
【0046】
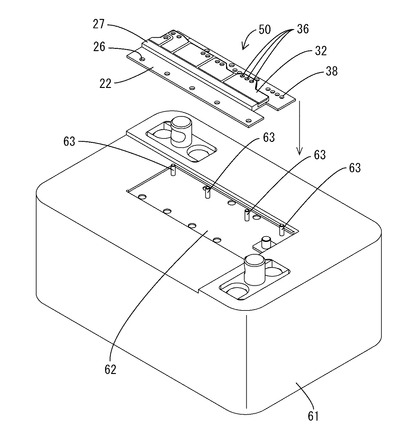
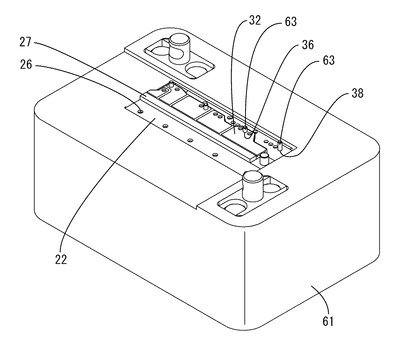
図20に示すように、回路ユニット50を、図20における下側に位置する金型61(以下、下型61と記載する。)に載置する。図21に示すように、下型61のキャビティ62には、図20における上方に突出する第3位置決め部63が形成されている。この第3位置決め部63が、第2導電部材32の第2係合部36内に貫通されること、及び、第1導電部材22の第1端子接続孔38に貫通されることにより、下型61と、回路ユニット50との位置決めがなされる。
【0047】
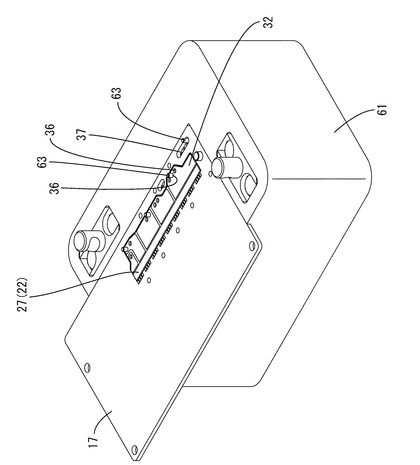
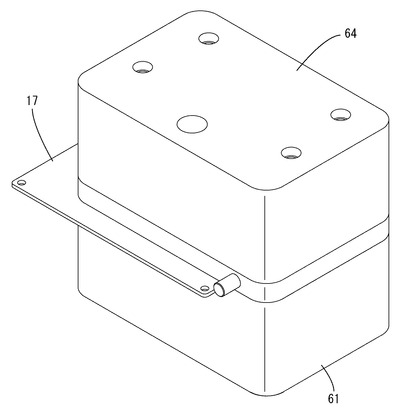
その後、図22に示すように、回路基板17が、下型61に積層される。このとき、回路基板17の開口部24が、第1導電部材22の凸部27と第2導電部材32と第1樹脂部材33とによって塞がれるようになっている。次いで、図23に示すように、図23における上側に位置する金型64(以下、上型64と記載する。)によって、回路基板17、第1導電部材22、及び第2導電部材32を挟み、絶縁性の合成樹脂材でモールド成形を行う。これにより、回路ユニット50と、回路基板17とが、基板側貫通孔25と導電部材側貫通孔26とに第2樹脂部材23を構成する合成樹脂材が充填されることで、互いが剥離することを抑制できる構造を形成する。
【0048】
その後、回路ユニット50および回路基板17に半導体リレー19等を載置して、公知のリフロー半田付けを実行する。これにより、半導体リレー19が回路ユニット50と回路基板17とに跨って実装されて、回路構成体12が完成する。
【0049】
一方、コネクタ端子16を所定の形状に曲げ形成した後、合成樹脂材でモールド成形することにより、カバー14を製造する。その後、カバー14の裏面から回路構成体12を積層し、コネクタ端子16(16A、16B、16C)の端部を、それぞれ、第2係合部36内、第1端子接続孔38、及び基板側端子接続孔39に挿通する。ついで、公知のフロー半田付けにより、コネクタ端子16と、第2導電部材32、第1導電部材22、及び回路基板17を電気的に接続する。
【0050】
その後、ケース本体13の開口内に回路構成体12を収容すると共に、ケース本体13の側壁の端縁と、カバー14の側壁の端縁とを、互いに当接された状態で超音波溶着によって接合する。これにより、ケース本体13とカバー14とは一体に組み付けられる。以上により、電気接続箱10が完成する。
【0051】
(作用、効果)
続いて、本実施形態の作用、効果について説明する。第1導電部材22は、下型40に形成された第1位置決め部42と、第1導電部材22に形成された第1係合部31とが係合することにより、下型40と位置決めされる。このとき、第1導電部材22は、第1係合部31を基準として位置決めされる。
【0052】
一方、第2導電部材32は、下型40に形成された第2位置決め部43と、第2導電部材32に形成された第2係合部36とが係合することにより、下型40と位置決めされる。このとき、第2導電部材32は、第2係合部36を基準として位置決めされる。
【0053】
このため、第1導電部材22と、第2導電部材32とが積層された状態において、第1係合部31と、第2係合部36とが離間した位置に配されていると、第1導電部材22の位置決めの基準位置と、第2導電部材32の位置決めの基準位置とが離間することになる。すると、第1導電部材22と、第2導電部材32と、の相対的な位置精度が低下することが懸念される。
【0054】
本実施形態によれば、第2係合部36は第1係合部31の近傍の位置に形成されている。これにより、第1係合部31と第2係合部36とが離間して設けられている場合に比べて、第1導電部材22と、第2導電部材32との相対的に位置精度を向上させることができる。
【0055】
さらに、本実施形態によれば、第2位置決め部43は、第1位置決め部41と一体に形成されている。これにより、第1導電部材22と、第2導電部材32との相対的な位置精度を一層向上させることができる。
【0056】
また、本実施形態によれば、第1導電部材22を穿孔して設けられた第1係合部31内に、下型40の第1位置決め部42を貫通させることにより、第1導電部材22を下型40に対して容易に位置決めできる。
【0057】
また、本実施形態によれば、第2導電部材32を穿孔して設けられた第2係合部36内に、下型40の第2位置決め部43を貫通させることにより、第2導電部材32を下型40に対して容易に位置決めできる。
【0058】
<実施形態2>
次に、本発明の実施形態2を、図24ないし図27を参照しつつ説明する。本実施形態においては、まず、図24に示すように、図24の下側に位置する金型70(以下、下型70と記載する。)の上面(図24における上面)に、第1導電部材22を載置する。下型70の上面には、第1導電部材22を収容するためのキャビティ71が形成されている。また、キャビティ71の底面には、上方(図24における上方)に突出する第1位置決め部72が形成されている。この第1位置決め部72の突出端面73(図13における上面)には、上方に突出する第2位置決め部74が、第1位置決め部72と一体に形成されている。
【0059】
図24に示すように、第1導電部材22を、凸部27を上方(図14における上方)に向けた姿勢で、且つ第1係合部31内に第1位置決め部72が貫通された状態で、下型70のキャビティ71内に収容する。第1導電部材22と、下型70とは、第1位置決め部72の外周面と、第1係合部31の内周面とが当接することにより位置決めされる。
【0060】
その後、第2導電部材32を、図24の矢線で示す方向から第1導電部材22の上面に積層する。このとき、第2導電部材32の第2係合部36内に、下型70の第2位置決め部74を貫通させる。これにより、第2導電部材32と、下型70とが位置決めされる。この結果、第1導電部材22と、第2導電部材32との相対的な位置決めがなされる。
【0061】
更に、第2導電部材32の上方(図24における上方)から、回路基板17を、下型71に積層する。このとき、回路基板17の開口部24が、第1導電部材22の凸部27及び第2導電部材32によって塞がれるようになっている(図25参照)。
【0062】
次いで、図26に示すように、図26における上側に位置する金型75(以下、上型75と記載する。)によって、回路基板17、第1導電部材22、及び第2導電部材32を挟み、絶縁性の合成樹脂材でモールド成形を行う。これにより、第1導電部材22と第2導電部材32とを積層したものと、回路基板17とが、基板側貫通孔25と導電部材側貫通孔26とに第2樹脂部材23を構成する合成樹脂材が充填されることで、互いが剥離することを抑制できる構造を形成する(図27参照)。
【0063】
さらに、第2導電部材32のうち図4における上端部と、開口部24の口縁との隙間には第1樹脂部材33を構成する合成樹脂材が充填される。この第1樹脂部材33の表面も、回路基板17の表面18と実質的に同じ高さに配されている。なお、実質的に同じ高さとは、第2導電部材32の接続面35、および第1樹脂部材33材の表面と、回路基板17の表面18とが、同じ高さである場合を含むと共に、同じ高さでなくとも、略同じと認められる程度である場合を含む。
【0064】
なお、回路基板17には、その側縁部から外方に突出する一対の耳部76,76が形成されている。この耳部76,76は、回路構成体12の製造工程において、必要に応じて任意の工程で切断される。
【0065】
上記以外の態様については、実施形態1と略同様なので、同一部材については同一符号を付し、重複する説明を省略する。
【0066】
本実施形態によれば、第1導電部材22と第2導電部材32とをモールド成形することで回路ユニット50を製造する工程と、回路ユニット50を回路基板17にモールド成形することで一体に形成する工程と、を1つの工程で実行できるので、製造工程を簡略化できる。
【0067】
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)本実施形態においては、第1係合部31は第1導電部材22を穿孔する構成としたが、これに限られず、第1係合部は金型の内面に突出して形成されて、金型に陥没して形成された第1位置決め部と係合する構成としてもよい。
(2)本実施形態においては、第2係合部36は第2導電部材32を穿孔する構成としたが、これに限られず、第2係合部は金型の内面に突出して形成されて、金型に陥没して形成された第2位置決め部と係合する構成としてもよい。
(3)本実施形態においては、回路ユニット50には1つの第1導電部材22が配される構成としたが、これに限られず、回路ユニット50には複数の第1導電部材22が配される構成としてもよい。
(4)本実施形態においては、回路ユニット50には複数の第2導電部材32が配される構成としたが、これに限られず、回路ユニットには1つの第2導電部材32が配される構成としてもよい。
(5)本実施形態においては、回路基板17に実装される電子部品として半導体リレー19を用いたが、これに限られず、機械式リレー、抵抗、コンデンサ等、必要に応じて任意の素子を用いることができる。
【符号の説明】
【0068】
12…回路構成体
17…回路基板
22…第1導電部材
23…第2樹脂部材
24…開口部
25…基板側貫通孔
26…導電部材側貫通孔
31…第1係合部
32…第2導電部材
33…第1樹脂部材
36…第2係合部
40,70…下型(金型)
42…第1位置決め部
43…第2位置決め部
44,74…上型(金型)
45…底面(載置面)
50…回路ユニット
60…突出端面
【技術分野】
【0001】
本発明は、回路ユニット、回路構成体、及び回路ユニットの製造方法に関する。
【背景技術】
【0002】
従来、複数の導電部材により構成された回路パターンを有し、その表面または裏面に電子部品が実装される回路ユニットが知られている(例えば特許文献1)。この回路ユニットは、金属製の板材を所定形状に打ち抜いて、絶縁性材料でモールドしてなるものである。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−24620号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
板材は金型に形成された位置決め部材と係合することにより、金型に対して位置決めされる。板材が複数の場合には、各板材は、金型に対してそれぞれ位置決めされる。このとき、各板材を位置決めするための基準位置が離間して形成されていると、各板材同士の相対的な位置精度が低下することが懸念される。
【0005】
本発明は上記のような事情に基づいて完成されたものであって、構成部材同士の位置精度を向上可能な回路ユニット、回路構成体、及び回路ユニットの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、回路ユニットであって、第1導電部材と、前記第1導電部材に絶縁性の合成樹脂材からなる第1樹脂部材を介して積層された第2導電部材と、を備え、前記第1樹脂部材は、前記第1導電部材及び前記第2導電部材を金型内に配してモールド成形することで形成され、前記第1導電部材には、前記金型と係合することで前記金型と前記第1導電部材との間の位置決めをする第1係合部が形成されており、前記第2導電部材には、前記第1導電部材に積層された状態で前記第1係合部の近傍の位置に、前記金型と係合することで前記金型と前記第2導電部材との間の位置決めをする第2係合部が形成されている。
【0007】
第1導電部材は、第1導電部材に形成された第1係合部を基準として、金型と位置決めされる。一方、第2導電部材は、第2導電部材に形成された第2係合部を基準として、金型と位置決めされる。このため、第1係合部と、第2係合部とが離間した位置に配されていると、第1導電部材の位置決めの基準位置と、第2導電部材の位置決めの基準位置とが離間することになる。すると、第1導電部材と、第2導電部材と、の相対的な位置精度が低下することが懸念される。
【0008】
本発明によれば、第2係合部は第1係合部の近傍の位置に形成されている。これにより、第1係合部と第2係合部とが離間して設けられている場合に比べて、第1導電部材と、第2導電部材との相対的な位置精度を向上させることができる。
【0009】
また、本発明は、回路基板と、前記回路基板の一方の面に積層された請求項1に記載の回路ユニットと、を備えた回路構成体であって、前記回路基板には基板側貫通孔が形成されており、前記導電部材には前記回路基板に積層された状態で前記基板側貫通孔に対応する位置に導電部材側貫通孔が形成されており、前記基板側貫通孔及び前記導電部材側貫通孔の内部にはモールド成形により第2樹脂部材が充填されている。
【0010】
本発明によれば、回路基板と、回路ユニットとが剥離する方向の力が加えられた場合でも、基板側貫通孔および導電部材側貫通孔の内部に充填された第2樹脂部材により、回路基板と回路ユニットとが剥離することが抑制される。
【0011】
また、本発明は、第1導電部材と、前記第1導電部材に絶縁性の第1樹脂部材を介して積層された第2導電部材と、を備えた回路ユニットの製造方法であって、金型に設けられた第1位置決め部と、前記第1導電部材に設けられた第1係合部とを係合させた状態で前記金型に前記第1導電部材をセットする工程と、前記第1位置決め部と一体に形成された第2位置決め部と、前記第2導電部材に設けられた第2係合部とを係合させた状態で前記金型に前記第2導電部材をセットする工程と、前記第1導電部材及び前記第2導電部材を絶縁性の合成樹脂で一体にモールド成形して前記第1樹脂部材を形成する工程と、を実行する。
【0012】
本発明によれば、第2位置決め部は第1位置決め部と一体に形成されているので、第1導電部材と第2導電部材との相対的な位置精度を向上させることができる。
【0013】
本発明の実施態様としては以下の態様が好ましい。
前記第1位置決め部は、前記金型のうち前記第1導電部材を載置する載置面から前記第1導電部材側に突出して形成されており、前記第1係合部は、前記第1導電部材に穿孔されると共に前記第1位置決め部が貫通可能に形成されており、前記第1係合部に前記第1位置決め部を貫通させる工程を実行することが好ましい。
【0014】
上記の態様によれば、第1導電部材を穿孔して設けられた第1係合部内に、金型の第1位置決め部を貫通させるという簡易な構成により、第1導電部材を位置決めできる。
【0015】
前記第2位置決め部は、前記第1位置決め部の突出端面から更に突出して形成されており、前記第2係合部は、前記第2導電部材に穿孔されると共に前記第2位置決め部が貫通可能に形成されており、前記第2係合部に前記第2位置決め部を貫通させて前記第1位置決め部の突出端面に載置する工程を実行することが好ましい。
【0016】
上記の態様によれば、第2導電部材を穿孔して設けられた第2係合部内に、金型の第2位置決め部を貫通させるという簡易な構成により、第2導電部材を位置決めできる。
【発明の効果】
【0017】
本発明によれば、回路ユニットを構成する部材の位置精度を向上できる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施形態1に係る電気接続箱を示す全体斜視図
【図2】電気接続箱を示す分解斜視図
【図3】電気接続箱を示す正面図
【図4】図3におけるIV−IV線断面図
【図5】図3におけるV−V線断面図
【図6】回路基板に第1導電部材及び第2導電部材を組み付けた状態を示す正面図
【図7】図6におけるVII−VII線断面図
【図8】図6におけるVIII−VIII線断面図
【図9】図6におけるIX−IX線断面図
【図10】第1導電部材と、第2導電部材との組み付け状態を示す斜視図
【図11】回路基板と、回路ユニットとの組み付け状態を示す斜視図
【図12】回路基板と、回路ユニットとを組み付けた状態を示す斜視図
【図13】下型に第1導電部材を組み付ける工程を示す斜視図
【図14】下型に第1導電部材を組み付ける工程を示す断面図
【図15】下型に第2導電部材を組み付ける工程を示す斜視図
【図16】下型に第2導電部材を組み付ける工程を示す断面図
【図17】下型に第1導電部材及び第2導電部材を組み付けた状態を示す斜視図
【図18】下型及び上型で第1導電部材及び第2導電部材を挟む工程を示す斜視図
【図19】下型及び上型で第1導電部材及び第2導電部材を挟む工程を示す断面図
【図20】下型に回路ユニットを組み付ける工程を示す斜視図
【図21】下型に回路ユニットを組み付けた状態を示す斜視図
【図22】下型に回路ユニット及び回路基板を組み付けた状態を示す斜視図
【図23】下型と上型とで回路基板を挟んだ状態を示す斜視図
【図24】本発明の実施形態2に係る回路構成体において、下型に、第1導電路、第2導電路、及び回路基板を組み付ける工程を示す斜視図
【図25】下型に、第1導電路、第2導電路、及び回路基板を組み付けた状態を示す斜視図
【図26】下型と上型とで回路基板を挟んだ状態を示す斜視図
【図27】回路ユニットと、回路基板とを組み付けた状態を示す斜視図
【発明を実施するための形態】
【0019】
<実施形態1>
本発明の実施形態1を、図1ないし図23を参照しつつ説明する。本実施形態は、車載用の電気接続箱10であって、電源(図示せず)と、ランプ、ホーン等の車載電装品(図示せず)との間に配設されて、車載電装品のスイッチングを実行する。この電気接続箱10は、合成樹脂製のケース11内に回路構成体12を収容してなる。なお、以下の説明においては、図4における左側を表側とし、右側を裏側として説明する。
【0020】
(ケース11)
図4に示すように、ケース11は、表側(図4における左側)に開口するケース本体13と、このケース本体13の開口を表側から塞ぐカバー14と、を備える。図2に示すように、ケース本体13は、表裏方向(図2における上下方向)から見て略五角形状をなしている。
【0021】
図4に示すように、カバー14には、図4における上端部寄りの位置に、図4における下方に開口すると共に、図示しない相手側コネクタが嵌合可能なコネクタ部15が形成されている。コネクタ部15にはコネクタ端子16がコネクタ部15と一体にモールド成形されている。図2に示すように、カバー14には、複数のコネクタ部15がカバー14と一体に形成されている。
【0022】
図4に示すように、ケース本体13の側壁の端縁と、カバー14の側壁の端縁とは、互いに当接された状態で超音波溶着によって接合されている。これにより、ケース本体13とカバー14とは一体に組み付けられる。
【0023】
(回路構成体12)
図2に示すように、回路構成体12は、回路基板17と、回路基板17の表面18に実装された半導体リレー19と、を有する。回路基板17の表面18には、プリント配線技術により導電路(図示せず)が形成されている。回路基板17は、表裏方向(図2における上下方向)から見て、略矩形状をなしている。
【0024】
図4に示すように、回路基板17の導電路には、半導体リレー19の側縁から外方(本実施形態では図4における下方)に突出するゲート端子20が、半田付け等の公知の手法により電気的に接続されている。
【0025】
(第1導電部材22)
図4に示すように、回路基板17の裏面21(図4における右側面)には、金属板材からなる第1導電部材22が積層されている。第1導電部材22は、銅、銅合金等の金属板材に鍛造、鋳造、プレス加工、切削加工、圧延加工等を実行することにより所定の形状に形成される。
【0026】
図4に示すように、第1導電部材22は、回路基板17のうち図4における上端部寄りの位置に配設されている。回路基板17のうち図4における上端部寄りの位置には開口部24が回路基板17を貫通して形成されている。第1導電部材22は、開口部24を裏側(図4における右側)から塞ぐように配設されており、開口部24内には第1導電部材22の少なくとも一部が配されている。
【0027】
図6に示すように、回路基板17には、開口部24の周囲に、回路基板17に穿孔して設けられた基板側貫通孔25が形成されている。また、図10に示すように、第1導電部材22には、回路基板17の正規位置に第1導電部材22を組み付けた状態で、回路基板17の基板側貫通孔25に対応する位置に、導電部材側貫通孔26が第1導電部材22に穿孔して形成されている。図6に示すように、基板側貫通孔25、及び導電部材側貫通孔26の双方には、モールド成形により第2樹脂部材23を構成する合成樹脂材が充填されている。これにより、回路基板17と 第1導電部材22とが剥離することが抑制されるようになっている。
【0028】
図4に示すように、回路基板17の開口部24に対応する位置には、表側(図4における左側)に突出する凸部27が形成されている。凸部27のうち、第1導電部材22の板面から立ち上がる側面28は、第1導電部材22の板面から実質的に垂直に突出している。実質的に垂直とは、凸部27の側面28と第1導電部材22の板面とが垂直である場合を含むと共に、垂直でなくとも、略垂直であると認められる場合を含む。
【0029】
図6に示すように、凸部27は、図6における左右方向に細長く延びて形成されている。開口部24の口縁は、凸部27の端縁に倣った形状に形成されている。
【0030】
図4に示すように、凸部27の突出端面29(図4における左端面)は、回路基板17の表面18と実質的に同じ高さ位置に配されている。
【0031】
図4に示すように、凸部27の突出端面29には、半導体リレー19の裏面(図4における右側面)に形成されたソース端子30が半田付け等の公知の手法により電気的に接続されている。
【0032】
なお、図14に示すように、第1導電部材22には、後述する第2導電部材32とのモールド成形時に金型の第1位置決め部42を貫通する第1係合部31が形成されている。図10に示すように、第1係合部31の孔縁は、長円形状をなしている。
【0033】
(第2導電部材32)
図4に示すように、第1導電部材22のうち回路基板17の開口部24に対応する位置には、第1導電部材の表面(回路基板17側の面であって、図4における左側面)に、金属板材からなる第2導電部材32が積層されている。第2導電部材32は、銅、銅合金等の金属板材に鍛造、鋳造、プレス加工、切削加工、圧延加工等を実行することにより所定の形状に形成される。第1導電部材22と第2導電部材32との間には、絶縁性の合成樹脂材からなる第1樹脂部材33が介されている。第1樹脂部材33は、第1導電部材22と第2導電部材32とをモールド成形することにより形成される。第1導電部材22と第2導電部材32とが一体にモールド成形されることにより回路ユニット50が形成される。
【0034】
図6に示すように、1つの第1導電部材22に、複数(本実施形態においては5つ)の第2導電部材32が積層されている。各第2導電部材32は図6における左右方向に間隔を空けて並んで配されている。各第2導電部材32の隙間には、第1樹脂部材33を構成する合成樹脂材が充填されている。また、回路基板17に形成された開口部24の口縁は、第2導電部材32の端縁に倣った形状に形成されている。
【0035】
図4に示すように、第2導電部材32の表面(図4における左側面)には、半導体リレー19の側縁から外方(本実施形態では図4における上方)に突出するドレイン端子34が、半田付け等の公知の手法により電気的に接続されている。第2導電部材32の表面は、ドレイン端子34が接続される接続面35とされる。この接続面35は、回路基板17の表面18(図4における左側面)と、実質的に同じ高さに配されている。また、隣り合う第2導電部材32の隙間に充填された第1樹脂部材33の表面(図4における左側面)も、回路基板17の表面18と実質的に同じ高さに配されている。
【0036】
図8及び図9には、回路基板17、第1導電部材22、第2導電部材32、及び第1樹脂部材33が積層された積層体の断面図を示す。本実施形態においては、回路基板17の表面18、第1導電部材22に形成された凸部27の突出端面29、第1樹脂部材33の表面、及び第1樹脂部材33の接続面35は、実質的に面一に配されている。
【0037】
なお、図16に示すように、第2導電部材32には、上述した第1導電部材22とのモールド成形時に金型の第2位置決め部43を貫通する第2係合部36が、形成されている。図8に示すように、第1導電部材22と第2導電部材32とが積層された状態において、第2導電部材32の第2係合部36は、第1導電部材22に形成された第1係合部31の近傍の位置に配されている。本実施形態においては、第2係合部36は、第1係合部31における金型の第1位置決め部42の貫通方向(図8における左右方向)について、第1係合部31と重なる位置に配されている。図10に示すように、第2係合部36の孔縁は円形状をなしている。
【0038】
(コネクタ端子16の接続構造)
上述したように、コネクタ部15にはコネクタ端子16がコネクタ部15と一体にモールド成形されており、コネクタ端子16の一方の端部はコネクタ部15内に位置して配されている。図4に示すように、コネクタ端子16の他方の端部は、裏側(図4における右側)に向けて曲げ形成されると共に裏側に向けてコネクタ部15から突出している。
【0039】
図4に示すように、複数のコネクタ端子16の一部(16A)については、コネクタ端子16Aの他方の端部に対応する位置に、第2導電部材32が配されている。この第2導電部材32には、コネクタ端子16Aの他方の端部に対応する位置に第2係合部36が、第2導電部材32を穿孔して形成されている。この第2係合部36内にコネクタ端子16Aの他方の端部が挿通されるようになっている。コネクタ端子16Aの他方の端部は、第2係合部36内に挿通されて、半田付け等の公知の手法により、第2導電部材32と電気的に接続されている。このように本実施形態においては、第2係合部36は、コネクタ端子16Aと、半導体リレー19のドレイン端子34とを電気的に接続するための接続部となっている。
【0040】
また、図5に示すように、コネクタ端子16の他の一部(16B)については、コネクタ端子16Bの他方の端部に対応する位置に、回路基板17が位置している。この回路基板17には、コネクタ端子16Bの他方の端部に対応する位置に、コネクタ端子16Bの他方の端部が挿通される端子挿通孔37が形成されている。さらに、コネクタ端子16Bの他方の端部に対応する位置には、第1導電部材22が配されている。この第1導電部材22には、コネクタ端子16Bの他方の端部に対応し、端子挿通孔37と重なる位置に、第1端子接続孔38が、第1導電部材22を穿孔して形成されている。コネクタ端子16Bの他方の端部は、端子挿通孔37及び第1端子接続孔38内に挿通されて、半田付け等の公知の手法により、第1導電部材22と電気的に接続されている。このように本実施形態においては、第1端子接続孔38は、コネクタ端子16Bと半導体リレー19のソース端子30とを電気的に接続するための接続部となっている。
【0041】
また、図6に示すように、開口部24は、回路基板17のうち図6における上端部寄りの位置であって、且つ図6における左右方向について略右半分の位置に、形成されている。回路基板17のうち、開口部24の左方の位置には、複数の基板側端子接続孔39が回路基板17を穿孔して形成されている。この基板側端子接続孔39には、詳細には図示しないが、コネクタ端子16の一部(16C)の他方の端部が挿通されて、半田付け等の公知の手法により、回路基板17に形成された導電路と、電気的に接続されている。
【0042】
(製造工程)
続いて、本実施形態の製造工程の一例について説明する。まず、金属板材を鍛造、鋳造、プレス加工等、任意の手法により加工して、第1導電部材22を形成する(図10参照)。次いで、図13に示すように、図13の下側に位置する金型40(以下、下型40と記載する。)の上面(図13における上面)に、第1導電部材22を載置する。下型40の上面には、第1導電部材22を収容するためのキャビティ41が形成されている。また、キャビティ41の底面45は第1導電部材22が載置される載置面とされており、この底面45には、上方(図13における上方)に突出する第1位置決め部42が形成されている。この第1位置決め部42の突出端面60(図13における上面、図14参照)には、上方に突出する第2位置決め部43が、第1位置決め部42と一体に形成されている。また、第1位置決め部42は、上方に向かうに従って、やや先細り形状をなしている。
【0043】
図14に示すように、第1導電部材22を、凸部27を上方(図14における上方)に向けた姿勢で、且つ第1係合部31内に第1位置決め部42が貫通された状態で、下型40のキャビティ41内に収容する。第1導電部材22と、下型40とは、第1位置決め部42の外周面と、第1係合部31の内周面とが当接することにより位置決めされる。詳細には、第1位置決め部42の下端縁と、第1係合部31の内周面の下端縁とが当接するようになっている。
【0044】
その後、第2導電部材32を、図16の矢線で示す方向から第1導電部材22の上面に積層する。図15には、第1導電部材22と第2導電部材32の積層状態を斜視図で示す。このとき、第2導電部材32の第2係合部36内に、下型40の第2位置決め部43を貫通させる。これにより、第2導電部材32と、下型40とが位置決めされる。この結果、第1導電部材22と、第2導電部材32との相対的な位置決めがなされる。
【0045】
図18に示すように、第2導電部材32の上方(図18における上方)から、上側に位置する金型44(以下、上型44と記載する。)を重ねる。これにより、下型40と、上型44との間に、第1導電部材22及び第2導電部材32が位置決めされた状態で挟まれる。その後、キャビティ41内に絶縁性の合成樹脂材を充填してモールド成形を行う。これにより、第1導電部材22と、第2導電部材32とが、第1樹脂部材33(図9参照)を介して積層されて、回路ユニット50が完成する。
【0046】
図20に示すように、回路ユニット50を、図20における下側に位置する金型61(以下、下型61と記載する。)に載置する。図21に示すように、下型61のキャビティ62には、図20における上方に突出する第3位置決め部63が形成されている。この第3位置決め部63が、第2導電部材32の第2係合部36内に貫通されること、及び、第1導電部材22の第1端子接続孔38に貫通されることにより、下型61と、回路ユニット50との位置決めがなされる。
【0047】
その後、図22に示すように、回路基板17が、下型61に積層される。このとき、回路基板17の開口部24が、第1導電部材22の凸部27と第2導電部材32と第1樹脂部材33とによって塞がれるようになっている。次いで、図23に示すように、図23における上側に位置する金型64(以下、上型64と記載する。)によって、回路基板17、第1導電部材22、及び第2導電部材32を挟み、絶縁性の合成樹脂材でモールド成形を行う。これにより、回路ユニット50と、回路基板17とが、基板側貫通孔25と導電部材側貫通孔26とに第2樹脂部材23を構成する合成樹脂材が充填されることで、互いが剥離することを抑制できる構造を形成する。
【0048】
その後、回路ユニット50および回路基板17に半導体リレー19等を載置して、公知のリフロー半田付けを実行する。これにより、半導体リレー19が回路ユニット50と回路基板17とに跨って実装されて、回路構成体12が完成する。
【0049】
一方、コネクタ端子16を所定の形状に曲げ形成した後、合成樹脂材でモールド成形することにより、カバー14を製造する。その後、カバー14の裏面から回路構成体12を積層し、コネクタ端子16(16A、16B、16C)の端部を、それぞれ、第2係合部36内、第1端子接続孔38、及び基板側端子接続孔39に挿通する。ついで、公知のフロー半田付けにより、コネクタ端子16と、第2導電部材32、第1導電部材22、及び回路基板17を電気的に接続する。
【0050】
その後、ケース本体13の開口内に回路構成体12を収容すると共に、ケース本体13の側壁の端縁と、カバー14の側壁の端縁とを、互いに当接された状態で超音波溶着によって接合する。これにより、ケース本体13とカバー14とは一体に組み付けられる。以上により、電気接続箱10が完成する。
【0051】
(作用、効果)
続いて、本実施形態の作用、効果について説明する。第1導電部材22は、下型40に形成された第1位置決め部42と、第1導電部材22に形成された第1係合部31とが係合することにより、下型40と位置決めされる。このとき、第1導電部材22は、第1係合部31を基準として位置決めされる。
【0052】
一方、第2導電部材32は、下型40に形成された第2位置決め部43と、第2導電部材32に形成された第2係合部36とが係合することにより、下型40と位置決めされる。このとき、第2導電部材32は、第2係合部36を基準として位置決めされる。
【0053】
このため、第1導電部材22と、第2導電部材32とが積層された状態において、第1係合部31と、第2係合部36とが離間した位置に配されていると、第1導電部材22の位置決めの基準位置と、第2導電部材32の位置決めの基準位置とが離間することになる。すると、第1導電部材22と、第2導電部材32と、の相対的な位置精度が低下することが懸念される。
【0054】
本実施形態によれば、第2係合部36は第1係合部31の近傍の位置に形成されている。これにより、第1係合部31と第2係合部36とが離間して設けられている場合に比べて、第1導電部材22と、第2導電部材32との相対的に位置精度を向上させることができる。
【0055】
さらに、本実施形態によれば、第2位置決め部43は、第1位置決め部41と一体に形成されている。これにより、第1導電部材22と、第2導電部材32との相対的な位置精度を一層向上させることができる。
【0056】
また、本実施形態によれば、第1導電部材22を穿孔して設けられた第1係合部31内に、下型40の第1位置決め部42を貫通させることにより、第1導電部材22を下型40に対して容易に位置決めできる。
【0057】
また、本実施形態によれば、第2導電部材32を穿孔して設けられた第2係合部36内に、下型40の第2位置決め部43を貫通させることにより、第2導電部材32を下型40に対して容易に位置決めできる。
【0058】
<実施形態2>
次に、本発明の実施形態2を、図24ないし図27を参照しつつ説明する。本実施形態においては、まず、図24に示すように、図24の下側に位置する金型70(以下、下型70と記載する。)の上面(図24における上面)に、第1導電部材22を載置する。下型70の上面には、第1導電部材22を収容するためのキャビティ71が形成されている。また、キャビティ71の底面には、上方(図24における上方)に突出する第1位置決め部72が形成されている。この第1位置決め部72の突出端面73(図13における上面)には、上方に突出する第2位置決め部74が、第1位置決め部72と一体に形成されている。
【0059】
図24に示すように、第1導電部材22を、凸部27を上方(図14における上方)に向けた姿勢で、且つ第1係合部31内に第1位置決め部72が貫通された状態で、下型70のキャビティ71内に収容する。第1導電部材22と、下型70とは、第1位置決め部72の外周面と、第1係合部31の内周面とが当接することにより位置決めされる。
【0060】
その後、第2導電部材32を、図24の矢線で示す方向から第1導電部材22の上面に積層する。このとき、第2導電部材32の第2係合部36内に、下型70の第2位置決め部74を貫通させる。これにより、第2導電部材32と、下型70とが位置決めされる。この結果、第1導電部材22と、第2導電部材32との相対的な位置決めがなされる。
【0061】
更に、第2導電部材32の上方(図24における上方)から、回路基板17を、下型71に積層する。このとき、回路基板17の開口部24が、第1導電部材22の凸部27及び第2導電部材32によって塞がれるようになっている(図25参照)。
【0062】
次いで、図26に示すように、図26における上側に位置する金型75(以下、上型75と記載する。)によって、回路基板17、第1導電部材22、及び第2導電部材32を挟み、絶縁性の合成樹脂材でモールド成形を行う。これにより、第1導電部材22と第2導電部材32とを積層したものと、回路基板17とが、基板側貫通孔25と導電部材側貫通孔26とに第2樹脂部材23を構成する合成樹脂材が充填されることで、互いが剥離することを抑制できる構造を形成する(図27参照)。
【0063】
さらに、第2導電部材32のうち図4における上端部と、開口部24の口縁との隙間には第1樹脂部材33を構成する合成樹脂材が充填される。この第1樹脂部材33の表面も、回路基板17の表面18と実質的に同じ高さに配されている。なお、実質的に同じ高さとは、第2導電部材32の接続面35、および第1樹脂部材33材の表面と、回路基板17の表面18とが、同じ高さである場合を含むと共に、同じ高さでなくとも、略同じと認められる程度である場合を含む。
【0064】
なお、回路基板17には、その側縁部から外方に突出する一対の耳部76,76が形成されている。この耳部76,76は、回路構成体12の製造工程において、必要に応じて任意の工程で切断される。
【0065】
上記以外の態様については、実施形態1と略同様なので、同一部材については同一符号を付し、重複する説明を省略する。
【0066】
本実施形態によれば、第1導電部材22と第2導電部材32とをモールド成形することで回路ユニット50を製造する工程と、回路ユニット50を回路基板17にモールド成形することで一体に形成する工程と、を1つの工程で実行できるので、製造工程を簡略化できる。
【0067】
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)本実施形態においては、第1係合部31は第1導電部材22を穿孔する構成としたが、これに限られず、第1係合部は金型の内面に突出して形成されて、金型に陥没して形成された第1位置決め部と係合する構成としてもよい。
(2)本実施形態においては、第2係合部36は第2導電部材32を穿孔する構成としたが、これに限られず、第2係合部は金型の内面に突出して形成されて、金型に陥没して形成された第2位置決め部と係合する構成としてもよい。
(3)本実施形態においては、回路ユニット50には1つの第1導電部材22が配される構成としたが、これに限られず、回路ユニット50には複数の第1導電部材22が配される構成としてもよい。
(4)本実施形態においては、回路ユニット50には複数の第2導電部材32が配される構成としたが、これに限られず、回路ユニットには1つの第2導電部材32が配される構成としてもよい。
(5)本実施形態においては、回路基板17に実装される電子部品として半導体リレー19を用いたが、これに限られず、機械式リレー、抵抗、コンデンサ等、必要に応じて任意の素子を用いることができる。
【符号の説明】
【0068】
12…回路構成体
17…回路基板
22…第1導電部材
23…第2樹脂部材
24…開口部
25…基板側貫通孔
26…導電部材側貫通孔
31…第1係合部
32…第2導電部材
33…第1樹脂部材
36…第2係合部
40,70…下型(金型)
42…第1位置決め部
43…第2位置決め部
44,74…上型(金型)
45…底面(載置面)
50…回路ユニット
60…突出端面
【特許請求の範囲】
【請求項1】
第1導電部材と、前記第1導電部材に絶縁性の合成樹脂からなる第1樹脂部材を介して積層された第2導電部材と、を備え、
前記第1樹脂部材は、前記第1導電部材及び前記第2導電部材を金型内に配してモールド成形することで形成され、前記第1導電部材には、前記金型と係合することで前記金型と前記第1導電部材との間の位置決めをする第1係合部が形成されており、前記第2導電部材には、前記第1導電部材に積層された状態で前記第1係合部の近傍の位置に、前記金型と係合することで前記金型と前記第2導電部材との間の位置決めをする第2係合部が形成されている回路ユニット。
【請求項2】
回路基板と、前記回路基板の一方の面に積層された請求項1に記載の回路ユニットと、を備えた回路構成体であって、
前記回路基板には基板側貫通孔が形成されており、前記導電部材には前記回路基板に積層された状態で前記基板側貫通孔に対応する位置に導電部材側貫通孔が形成されており、前記基板側貫通孔及び前記導電部材側貫通孔の内部にはモールド成形により第2樹脂部材が充填されている回路構成体。
【請求項3】
第1導電部材と、前記第1導電部材に絶縁性の合成樹脂からなる第1樹脂部材を介して積層された第2導電部材と、を備えた回路ユニットの製造方法であって、
金型に設けられた第1位置決め部と、前記第1導電部材に設けられた第1係合部とを係合させた状態で前記金型に前記第1導電部材をセットする工程と、前記第1位置決め部と一体に形成された第2位置決め部と、前記第2導電部材に設けられた第2係合部とを係合させた状態で前記金型に前記第2導電部材をセットする工程と、前記第1導電部材及び前記第2導電部材を絶縁性の合成樹脂で一体にモールド成形して前記第1樹脂部材を形成する工程と、を実行する回路ユニットの製造方法。
【請求項4】
前記第1位置決め部は、前記金型のうち前記第1導電部材を載置する載置面から前記第1導電部材側に突出して形成されており、前記第1係合部は、前記第1導電部材に穿孔されると共に前記第1位置決め部が貫通可能に形成されており、前記第1係合部に前記第1位置決め部を貫通させる工程を実行する請求項3に記載の回路ユニットの製造方法。
【請求項5】
前記第2位置決め部は、前記第1位置決め部の突出端面から更に突出して形成されており、前記第2係合部は、前記第2導電部材に穿孔されると共に前記第2位置決め部が貫通可能に形成されており、前記第2係合部に前記第2位置決め部を貫通させて前記第1位置決め部の突出端面に載置する工程を実行する請求項4に記載の回路ユニットの製造方法。
【請求項1】
第1導電部材と、前記第1導電部材に絶縁性の合成樹脂からなる第1樹脂部材を介して積層された第2導電部材と、を備え、
前記第1樹脂部材は、前記第1導電部材及び前記第2導電部材を金型内に配してモールド成形することで形成され、前記第1導電部材には、前記金型と係合することで前記金型と前記第1導電部材との間の位置決めをする第1係合部が形成されており、前記第2導電部材には、前記第1導電部材に積層された状態で前記第1係合部の近傍の位置に、前記金型と係合することで前記金型と前記第2導電部材との間の位置決めをする第2係合部が形成されている回路ユニット。
【請求項2】
回路基板と、前記回路基板の一方の面に積層された請求項1に記載の回路ユニットと、を備えた回路構成体であって、
前記回路基板には基板側貫通孔が形成されており、前記導電部材には前記回路基板に積層された状態で前記基板側貫通孔に対応する位置に導電部材側貫通孔が形成されており、前記基板側貫通孔及び前記導電部材側貫通孔の内部にはモールド成形により第2樹脂部材が充填されている回路構成体。
【請求項3】
第1導電部材と、前記第1導電部材に絶縁性の合成樹脂からなる第1樹脂部材を介して積層された第2導電部材と、を備えた回路ユニットの製造方法であって、
金型に設けられた第1位置決め部と、前記第1導電部材に設けられた第1係合部とを係合させた状態で前記金型に前記第1導電部材をセットする工程と、前記第1位置決め部と一体に形成された第2位置決め部と、前記第2導電部材に設けられた第2係合部とを係合させた状態で前記金型に前記第2導電部材をセットする工程と、前記第1導電部材及び前記第2導電部材を絶縁性の合成樹脂で一体にモールド成形して前記第1樹脂部材を形成する工程と、を実行する回路ユニットの製造方法。
【請求項4】
前記第1位置決め部は、前記金型のうち前記第1導電部材を載置する載置面から前記第1導電部材側に突出して形成されており、前記第1係合部は、前記第1導電部材に穿孔されると共に前記第1位置決め部が貫通可能に形成されており、前記第1係合部に前記第1位置決め部を貫通させる工程を実行する請求項3に記載の回路ユニットの製造方法。
【請求項5】
前記第2位置決め部は、前記第1位置決め部の突出端面から更に突出して形成されており、前記第2係合部は、前記第2導電部材に穿孔されると共に前記第2位置決め部が貫通可能に形成されており、前記第2係合部に前記第2位置決め部を貫通させて前記第1位置決め部の突出端面に載置する工程を実行する請求項4に記載の回路ユニットの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【公開番号】特開2010−199221(P2010−199221A)
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願番号】特願2009−40988(P2009−40988)
【出願日】平成21年2月24日(2009.2.24)
【出願人】(395011665)株式会社オートネットワーク技術研究所 (2,668)
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願日】平成21年2月24日(2009.2.24)
【出願人】(395011665)株式会社オートネットワーク技術研究所 (2,668)
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]