
回路基板のユニット配線板差し替え方法及び回路基板の製品シート
【課題】製品シートの不良ユニット配線板の除去箇所に良品ユニット配線板を強固に嵌着固定して、製品シートの良品化の品質を向上させる。
【解決手段】製品シート1内に不良ユニット配線板2Aが存在する場合、半数の雄型ジョイント部4A又は雌型ジョイント部4Bを切断するとともに、残りの半数の雌型ジョイント部4B又は雄型ジョイント部4Aをハーフカットして、製品シート1から前記不良ユニット配線板2Aを除去する。そして、雄型ジョイント4A部又は雌型ジョイント部4Bと対応する雄型ジョイント部4A又は雌型ジョイント部4Bを有する良品ユニット配線板2Bを用意し、雄型ジョイント部4B又は雌型ジョイント部4Aをハーフカットして不良ユニット配線板除去個所に配置した後、良品ユニット配線板4B側の雄型ジョイント部4A又は雌型ジョイント部4Bを、不良ユニット配線板除去個所のスクラップ部3側の雌型ジョイント部4B又は雄型ジョイント部4Bに嵌合連結させる。
【解決手段】製品シート1内に不良ユニット配線板2Aが存在する場合、半数の雄型ジョイント部4A又は雌型ジョイント部4Bを切断するとともに、残りの半数の雌型ジョイント部4B又は雄型ジョイント部4Aをハーフカットして、製品シート1から前記不良ユニット配線板2Aを除去する。そして、雄型ジョイント4A部又は雌型ジョイント部4Bと対応する雄型ジョイント部4A又は雌型ジョイント部4Bを有する良品ユニット配線板2Bを用意し、雄型ジョイント部4B又は雌型ジョイント部4Aをハーフカットして不良ユニット配線板除去個所に配置した後、良品ユニット配線板4B側の雄型ジョイント部4A又は雌型ジョイント部4Bを、不良ユニット配線板除去個所のスクラップ部3側の雌型ジョイント部4B又は雄型ジョイント部4Bに嵌合連結させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、製品シートに複数のユニット配線板が面付けされた回路基板のユニット配線板差し替え方法及び回路基板に関するものであり、特に、製品シート内に存在する不良ユニット配線板を良品ユニット配線板に差し替えて該製品シートを良品化させる、回路基板のユニット配線板差し替え方法及び回路基板の製品シートに関するものである。
【背景技術】
【0002】
従来、複数のユニット配線板で構成される回路基板の中に、不良ユニット配線板が存在する場合に対処する技術が種々報告されている。例えば、同一の製品シートに複数のユニット配線板が面付けされている回路基板の中に、不良ユニット配線板が存在しているとき、自動で部品実装を行う場合は、不良ユニット配線板には高価な部品を搭載しないように不良表示を行い、画像認識装置等によって不良ユニット配線板を読み取り、その不良ユニット配線板の箇所をとばして、良品ユニット配線板のみに部品実装を行う技術が開示されている(特許文献1参照)。
【0003】
しかし、不良ユニット配線板をとばして部品実装を行うことは、実装作業の生産性を悪くする要因となり、又、部品実装装置に高価な画像認識装置等を設置させなければならず、設備コストが大幅にアップする要因にもなる。従って、同一の製品シートに複数のユニット配線板が面付けされている回路基板の中に、不良ユニット配線板が所定数以上存在しているときは、その製品シート全体を用いることなく廃棄することが行われている。
【0004】
特に、不良ユニット配線板を識別する機構を装備しない安価な部品実装装置を用いて部品実装する際、製品シートに1個でも不良ユニット配線板が存在する場合は、該製品シートを廃棄し、全数が良品ユニット配線板である製品シートのみについて部品実装が行われる。しかし、この方法では、製品シートに不良ユニット配線板が1個でも存在すればその製品シート全体、即ち、良品ユニット配線板を多数含む製品シート全体を廃棄しなければならず、配線板生産のコストアップに繋がる要因となる。
【0005】
又、ユニット配線板が連続的に配列された製品シートから不良ユニット配線板を差し替えて、製品シートを良品化する技術も開示されている(特許文献2参照)。これによれば、製品シート上に連続して回路パターン部が配列された回路基板において、位置決め手段、基板固定手段及び接着手段を用いることにより、不良な回路パターン部を除去して正常な回路パターン部が印刷された他のユニット配線板を高精度に接合固定できる。
【0006】
更に、複数のユニット配線板が一列に配列された回路基板から、不良なユニット配線板を差し替える技術も開示されている(特許文献3参照)。これによれば、差し替えたユニット配線板を回路基板の所定の位置に嵌合させたり、嵌め込んだユニット配線板の側端部の空隙に接着剤を充填して固定する必要がある。
【0007】
一方、回路基板のフレームやスクラップ部から不良ユニット配線板を切り抜いた後、該切り抜き個所に良品ユニット配線板を嵌め込んでブリッジで結合させる技術も開示されている(特許文献4参照)。また、複数のユニット配線板を着脱可能な分離型ブリッジで製品シート枠に取り付け、その中から不良ユニット配線板のみを取り外して良品ユニット配線板と差し替えることによって、今まで廃棄していた良品ユニット配線板を活用する技術も開示されている(特許文献5参照)。更に、良品ユニット配線板に付け替えた後の結合をブリッジ部で接着剤により行う方法も開示されている(特許文献6参照)。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−191668号公報
【特許文献2】特開2000−252605号公報
【特許文献3】特開平10−247656号公報
【特許文献4】特開昭64−48489号公報
【特許文献5】特開2001−203482号公報
【特許文献6】特開2005−38953号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記先行技術は、何れもユニット配線板の側端壁で結合させるもの、或いは、フレームに嵌合させるように嵌め込むものである。そのため、例えば特許文献2,3記載の技術では、差し替えたユニット配線板の側端部から、接着剤が流れ出て他の製品と固着してしまう不具合や、接着剤の凝固時に寸法変化が生じる不具合がある。又、例えば特許文献4記載の技術では、輸送中や部品実装時に、ユニット配線板を嵌め合わせた部分が脱落する不具合がある。
【0010】
また、近年の部品実装の高密度化から位置精度が厳しくなりつつあるため、製品シート内に存在する不良ユニット配線板と良品ユニット配線板とを差し替える場合には、微細な位置精度をクリアするような差し替え技術が必要である。
【0011】
そこで、製品シート上における不良ユニット配線板の除去箇所に良品ユニット配線板を位置精度良く取り付けて、製品シートを容易に良品化するために解決すべき技術的課題が生じてくるのであり、本発明はこの課題を解決することを目的とする。
【課題を解決するための手段】
【0012】
本発明は上記目的を達成するために提案されたものであり、請求項1記載の発明は、製品シートのスクラップ部に偶数個のジョイント部を介してユニット配線板が接続されている回路基板のユニット配線板差し替え方法であって、前記ユニット配線板と前記ジョイント部を全体として点対称となる形状に形成する工程と、前記偶数個のジョイント部は、ハーフカットにより互いに嵌合可能な形状部を夫々有する雄型ジョイント部及び雌型ジョイント部の2種類に半数ずつ形成する工程と、前記製品シート内に不良ユニット配線板が存在する場合、前記半数の雄型ジョイント部又は雌型ジョイント部を切断するとともに、残りの半数の雌型ジョイント部又は雄型ジョイント部をハーフカットして、前記製品シートから前記不良ユニット配線板を除去する工程と、前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置する工程と、該良品ユニット配線板側の雄型ジョイント部又は雌型ジョイント部を、前記不良ユニット配線板除去個所のスクラップ部側に残存する雌型ジョイント部又は雄型ジョイント部に嵌合連結させる工程とを含むことを特徴とする回路基板のユニット配線板差し替え方法を提供する。
【0013】
この方法によれば、製品シート内に不良ユニット配線板が存在する場合は、例えば、不良ユニット配線板側の雄型ジョイント部(又は雌型ジョイント部)を切断するとともに、雌型ジョイント部(又は雄型ジョイント部)をハーフカットして、製品シートから不良ユニット配線板を除去する。この後、不良ユニット配線板側の雄型ジョイント部と同一の形状の雄型ジョイント部を有する良品ユニット配線板を作製し、該良品ユニット配線板側の雄型ジョイント部をハーフカットして、該良品ユニット配線板を製品シートの不良ユニット配線板除去個所に配置する。
【0014】
具体的には、良品ユニット配線板を不良ユニット配線板除去個所の点対称中心に関して180度反転させることで、良品ユニット配線板側の雄型ジョイント部(ハーフカット)と不良ユニット配線板側の雌型ジョイント部(ハーフカット)が互いに対応するように設置する。そして、良品ユニット配線板側の雄型ジョイント部(ハーフカット)を、スクラップ部側に残存している雌型ジョイント部(ハーフカット)に嵌合連結させる。これによって、製品シートの不良ユニット配線板除去個所に良品ユニット配線板が強固に固定連結される。
【0015】
尚、該雄型ジョイント部と雌型ジョイント部は、前記ユニット配線板の外周方向において交互に並ぶように配設すると、ジョイント部の偏りがなくなり好ましい。
【0016】
請求項2記載の発明は、製品シートのスクラップ部に偶数個のジョイント部を介してユニット配線板が接続されている回路基板のユニット配線板差し替え方法であって、前記偶数個のジョイント部は、ハーフカットにより互いに嵌合可能な形状部を夫々有する雄型ジョイント部及び雌型ジョイント部の2種類に半数ずつ形成するする工程と、前記製品シート内に不良ユニット配線板が存在する場合、前記半数の雄型ジョイント部又は雌型ジョイント部を切断するとともに、残りの半数の雌型ジョイント部又は雄型ジョイント部をハーフカットして、前記製品シートから前記不良ユニット配線板を除去する工程と、前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置する工程と、該良品ユニット配線板側の雄型ジョイント部又は雌型ジョイント部を、前記不良ユニット配線板除去個所のスクラップ部側に残存する雌型ジョイント部又は雄型ジョイント部に嵌合連結させる工程とを含むことを特徴とする回路基板のユニット配線板差し替え方法を提供する。
【0017】
この方法によれば、製品シート内に不良ユニット配線板が存在する場合は、例えば、不良ユニット配線板側の雄型ジョイント部(又は雌型ジョイント部)を切断するとともに、雌型ジョイント部(又は雄型ジョイント部)をハーフカットして、製品シートから不良ユニット配線板を除去する。この後、前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置する。
【0018】
すなわち、良品ユニット配線板側の雄型ジョイント部(ハーフカット)と不良ユニット配線板側の雌型ジョイント部(ハーフカット)が互いに対応するように設置する。そして、良品ユニット配線板側の雄型ジョイント部(ハーフカット)を、スクラップ部側に残存している雌型ジョイント部(ハーフカット)に嵌合連結させる。これによって、製品シートの不良ユニット配線板除去個所に良品ユニット配線板が強固に固定連結される。
【0019】
尚、この方法では、ユニット配線板の形状は、必ずしも180度反転させて点対称である必要はない。また、該雄型ジョイント部と雌型ジョイント部は、前記ユニット配線板の外周方向において交互に並ぶように配設すると、ジョイント部の偏りがなくなり好ましい。
【0020】
請求項3記載の発明は、前記良品ユニット配線板と前記スクラップ部間の嵌合部に生じた面方向の空隙部に接着剤を介挿することを特徴とする請求項1又は2記載の回路基板のユニット配線板差し替え方法を提供する。
【0021】
この方法によれば、良品ユニット配線板と前記スクラップ部間の嵌合部の空隙部に接着剤を介挿することで、接着剤の接着力によりスクラップ部に対する良品ユニット配線板の固定強度が増大する。
また、嵌合部の空隙部は有底であるので、接着剤を介挿したときに流れ出す恐れはない。
【0022】
請求項4記載の発明は、前記良品ユニット配線板は、前記ユニット配線板の中心に関して前記雄型ジョイント部と雌型ジョイント部が互いに点対称となるように複数のユニット配線板を組み合わせることを特徴とする請求項1又は3記載の回路基板のユニット配線板差し替え方法を提供する。
【0023】
この方法によれば、製品シートに不良ユニット配線板が存在していた場合、良品ユニット配線板は、ユニット配線板の中心に関して雄型ジョイント部と雌型ジョイント部が互いに点対称となるように複数のユニット配線板を組み合わせ箇所に形成された製品シートを用いて作製される。この方法では、ユニット配線板の形状が180度反転させて点対称でない場合でも、複数のユニット配線板を組み合わせることで180度反転させて点対称となるときに、請求項1又は3記載の方法と同じ要領でユニット配線板差し替えが可能となる。依って、良品ユニット配線板を作製するための異種類の製品シートを作製する必要がない。
【0024】
請求項4記載の発明は、前記良品ユニット配線板は、前記ユニット配線板の中心に関して前記雄型ジョイント部と雌型ジョイント部が互いに点対称となる箇所に形成された製品シートを用いて作製することを特徴とする請求項1又は3記載の回路基板のユニット配線板差し替え方法を提供する。
【0025】
この方法によれば、製品シートに不良ユニット配線板が存在していた場合、良品ユニット配線板は、ユニット配線板の中心に関して雄型ジョイント部と雌型ジョイント部が互いに点対称となる箇所に形成された製品シートを用いて作製される。依って、良品ユニット配線板を作製するための異種類の製品シートを作製する必要がない。
【0026】
請求項5記載の発明は、前記良品ユニット配線板は、前記ユニット配線板の各辺部に配設した前記雄型ジョイント部と雌型ジョイント部が互いに逆の箇所に形成されている2種類の製品シートを用いて作製することを特徴とする請求項2又は3記載の回路基板のユニット配線板差し替え方法を提供する。
【0027】
この方法によれば、良品ユニット配線板を作製する場合は、不良ユニット配線板が存在していた製品シートとは種類の異なるもの、即ち、雄型ジョイント部と雌型ジョイント部が互いに逆の箇所に交互に形成された別の種類の製品シートを用いて作製する。
また、この方法でも、ユニット配線板の形状は、必ずしも180度反転させて点対称である必要はない。
【0028】
請求項6記載の発明は、前記ユニット配線板は、互いに点対称をなす複数の製品形状部を有することを特徴とする請求項1記載の回路基板のユニット配線板差し替え方法を提供する。
【0029】
この方法によれば、ユニット配線板は、互いに点対称をなす複数の製品形状部を有するので、複数種類のユニット配線板を設けたものであっても、複数種類のユニット配線板の差し替えを一度に行える。
【0030】
請求項7記載の発明は、製品シートのスクラップ部に偶数個のジョイント部を介してユニット配線板が接続されている回路基板であって、前記ユニット配線板と前記ジョイント部を全体として点対称となる形状に形成し、前記偶数個のジョイント部は、ハーフカットにより互いに嵌合可能な形状部を夫々有する雄型ジョイント部及び雌型ジョイント部の2種類に半数ずつ配設し、前記製品シート内に不良ユニット配線板が存在する場合、前記半数の雄型ジョイント部又は雌型ジョイント部を切断するとともに、残りの半数の雌型ジョイント部又は雄型ジョイント部をハーフカットして、前記製品シートから前記不良ユニット配線板を除去し、前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置し、該良品ユニット配線板側の雄型ジョイント部又は雌型ジョイント部を、前記不良ユニット配線板除去個所のスクラップ部側に残存する雌型ジョイント部又は雄型ジョイント部に嵌合連結させて成る回路基板を提供する。
【0031】
この構成によれば、不良ユニット配線板側の雄型ジョイント部(又は雌型ジョイント部)を切断するとともに、雌型ジョイント部(又は雄型ジョイント部)をハーフカットして、製品シートから不良ユニット配線板を除去する。この後、不良ユニット配線板側の雄型ジョイント部と同一形状の雄型ジョイント部を有する良品ユニット配線板を作製し、該良品ユニット配線板側の雄型ジョイント部をハーフカットして、該良品ユニット配線板を製品シートの不良ユニット配線板除去個所に配置する。そして、良品ユニット配線板側の雄型ジョイント部(ハーフカット)を、スクラップ部側に残存している雌型ジョイント部(ハーフカット)に嵌合連結させる。これによって、製品シートの不良ユニット配線板除去個所に良品ユニット配線板が強固に固定連結される。
【0032】
尚、該雄型ジョイント部と雌型ジョイント部は、前記ユニット配線板の外周方向において交互に並ぶように配設すると、ジョイント部の偏りがなくなり好ましい。
【0033】
請求項8記載の発明は、製品シートのスクラップ部に偶数個のジョイント部を介してユニット配線板が接続されている回路基板であって、前記偶数個のジョイント部は、ハーフカットにより互いに嵌合可能な形状部を夫々有する雄型ジョイント部及び雌型ジョイント部の2種類に半数ずつ配設し、前記製品シート内に不良ユニット配線板が存在する場合、前記半数の雄型ジョイント部又は雌型ジョイント部を切断するとともに、残りの半数の雌型ジョイント部又は雄型ジョイント部をハーフカットして、前記製品シートから前記不良ユニット配線板を除去し、前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置し、該良品ユニット配線板側の雄型ジョイント部又は雌型ジョイント部を、前記不良ユニット配線板除去個所のスクラップ部側に残存する雌型ジョイント部又は雄型ジョイント部に嵌合連結させて成ることを特徴とする回路基板を提供する。
【0034】
この構成によれば、製品シート内に不良ユニット配線板が存在する場合は、例えば、不良ユニット配線板側の雄型ジョイント部(又は雌型ジョイント部)を切断するとともに、雌型ジョイント部(又は雄型ジョイント部)をハーフカットして、製品シートから不良ユニット配線板を除去する。この後、前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に良品ユニット配線板を配置する。
【0035】
すなわち、良品ユニット配線板側の雄型ジョイント部(ハーフカット)と不良ユニット配線板側の雌型ジョイント部(ハーフカット)が互いに対応するように設置する。そして、良品ユニット配線板側の雄型ジョイント部(ハーフカット)を、スクラップ部側に残存している雌型ジョイント部(ハーフカット)に嵌合連結させる。これによって、製品シートの不良ユニット配線板除去個所に良品ユニット配線板が強固に固定連結される。
【0036】
尚、該雄型ジョイント部と雌型ジョイント部は、前記ユニット配線板の外周方向において交互に並ぶように配設すると、ジョイント部の偏りがなくなり好ましい。
【発明の効果】
【0037】
請求項1記載の発明は、製品シートの不良ユニット配線板除去個所に良品ユニット配線板が強固に固定して差し替えられるので、輸送中や部品実装時に、ユニット配線板を嵌め合わせた部分が脱落する恐れがない。又、接着剤が不要になるので、従来技術の如く、接着剤の凝固時に寸法変化が生じたり、或いは、差し替えた良品ユニット配線板の側端部から接着剤が流出する等の不具合が解消する。更に、良品ユニット配線板はスクラップ部の差し替え個所に位置精度良く固定できるので、高密度実装に容易に対応することができる。
【0038】
請求項2記載の発明は、製品シートの不良ユニット配線板除去個所に良品ユニット配線板が強固に固定して差し替えられるので、輸送中や部品実装時に、ユニット配線板を嵌め合わせた部分が脱落する恐れがない。又、接着剤が不要になるので、従来技術の如く、接着剤の凝固時に寸法変化が生じたり、或いは、差し替えた良品ユニット配線板の側端部から接着剤が流出する等の不具合が解消する。更に、良品ユニット配線板はスクラップ部の差し替え個所に位置精度良く固定できるので、高密度実装に容易に対応することができる。
【0039】
請求項3記載の発明は、接着剤の接着力により良品ユニット配線板とスクラップ部の連結強度が増大するので、請求項1又は2記載の発明の効果に加えて、良品ユニット配線板の脱落防止効果が一層向上し、仮に良品ユニット配線板に大きな外力が作用した場合でも、良品ユニット配線板の脱落の虞がない。
【0040】
請求項4記載の発明は、良品ユニット配線板を作製するための異種類の製品シートを作製する必要がないので、請求項1又は3記載の発明の効果に加えて、製品シートは1種類用意すればよく、製品シートの作製、管理面等で有利になる。
【0041】
請求項5記載の発明は、前記良品ユニット配線板は、不良ユニット配線板が存在していた製品シートとは種類の異なる製品シートを用いて作製するので、請求項2又は3記載の発明の効果に加えて、雄型ジョイント部と雌型ジョイント部が点対称でないユニット配線板である場合でも、良品ユニット配線板を容易に作成することができる。
【0042】
請求項6の発明は、複数種類のユニット配線板の差し替えを一度に行えるので、請求項1記載の発明の効果に加えて、複数種類のユニット配線板の差し替え作業を効率よく行えると共に、ユニット配線板の配置設計の自由度を高めることができる。
【0043】
請求項7記載の発明は、製品シートの不良ユニット配線板除去個所に良品ユニット配線板が強固に固定して差し替えられるので、輸送中や部品実装時に、ユニット配線板を嵌め合わせた部分が脱落する恐れがない。又、接着剤が不要になるので、従来技術の如く、接着剤の凝固時に寸法変化が生じたり、或いは、差し替えた良品ユニット配線板の側端部から接着剤が流出する等の不具合が解消する。更に、良品ユニット配線板はスクラップ部の差し替え個所に位置精度良く固定できるので、高密度実装に容易に対応することができる。
【0044】
請求項8記載の発明は、製品シートの不良ユニット配線板除去個所に良品ユニット配線板が強固に固定して差し替えられるので、輸送中や部品実装時に、ユニット配線板を嵌め合わせた部分が脱落する恐れがない。又、接着剤が不要になるので、従来技術の如く、接着剤の凝固時に寸法変化が生じたり、或いは、差し替えた良品ユニット配線板の側端部から接着剤が流出する等の不具合が解消する。更に、良品ユニット配線板はスクラップ部の差し替え個所に位置精度良く固定できるので、高密度実装に容易に対応することができる。
【図面の簡単な説明】
【0045】
【図1】本発明に適用される回路基板の平面図。
【図2】本発明の実施例1に係る回路基板のユニット配線板のレイアウトを説明する平面図。
【図3】本発明の実施例1に係る製品シートの雄型ジョイント部近傍を説明する平面図。
【図4】図3の雄型ジョイント部の各層を説明する図であり、(a)は第1層、(b)は接着剤層、(c)は第2層及び第3層、(d)は接着剤層、(e)は第4層をそれぞれ示す上面図。
【図5】本発明の実施例1に係る製品シートの雌型ジョイント部近傍を説明する平面図。
【図6】図5の雌型ジョイント部の各層を説明する図であり、(a)は第1層、(b)は接着剤層、(c)は第2層及び第3層、(d)は接着剤層、(e)は第4層をそれぞれ示す上面図。
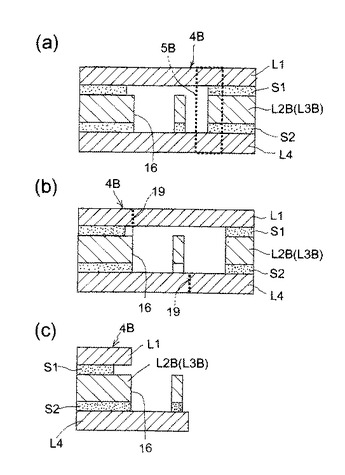
【図7】図3の雄型ジョイント部の積層構造を説明する図であり、(a)は製品部外形打ち抜き前、(b)は製品部外形打ち抜き後、(c)はハーフカット後をそれぞれ示すA−A断面図。
【図8】図5の雌型ジョイント部の積層構造を説明する上面図であり、(a)は製品部外形打ち抜き前、(b)は製品部外形打ち抜き後、(c)はハーフカット後をそれぞれ示すB−B断面図。
【図9】本発明の実施例1に係るユニット配線板差替え後の状態を説明する断面図。
【図10】本発明の実施例1に係る不良ユニット配線板発生時を説明する製品シートの平面図。
【図11】本発明の実施例1に係る良品ユニット配線板の嵌め込み前の状態を説明する平面図。
【図12】本発明の実施例1に係る良品ユニット配線板の嵌め込み後の状態を説明する平面図。
【図13】本発明の実施例1の応用例に係る製品形成部を2つ組み合わせて1ピースとした製品シートを説明する平面図。
【図14】本発明の実施例2に係る製品シートを説明する平面図。
【図15】本発明の実施例2に係る図14の製品シートとは種類の異なる製品シートを示す平面図。
【図16】本発明の実施例2に係る不良ユニット配線板の分離後の状態を説明する平面図。
【図17】本発明の実施例2に係る良品ユニット配線板の嵌め込み前の状態を説明する平面図。
【図18】本発明の実施例2に係る良品ユニット配線板の嵌め込み後の状態を説明する平面図。
【発明を実施するための形態】
【0046】
本発明は、製品シートの不良ユニット配線板除去個所に良品ユニット配線板を位置精度良く強固に取り付けて、製品シートを効率良く良品化して品質性能を高めるという目的を達成するために、製品シートのスクラップ部に偶数個のジョイント部を介してユニット配線板が接続されている回路基板のユニット配線板差し替え方法であって、前記ユニット配線板と前記ジョイント部を全体として点対称となる形状に形成する工程と、前記偶数個のジョイント部は、ハーフカットにより互いに嵌合可能な形状部を夫々有する雄型ジョイント部及び雌型ジョイント部の2種類に半数ずつ形成する工程と、前記製品シート内に不良ユニット配線板が存在する場合、前記半数の雄型ジョイント部又は雌型ジョイント部を切断するとともに、残りの半数の雌型ジョイント部又は雄型ジョイント部をハーフカットして、前記製品シートから前記不良ユニット配線板を除去する工程と、前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置する工程と、該良品ユニット配線板側の雄型ジョイント部又は雌型ジョイント部を、前記不良ユニット配線板除去個所のスクラップ部側に残存する雌型ジョイント部又は雄型ジョイント部に嵌合連結させる工程とを含むことによって実現した。
【実施例1】
【0047】
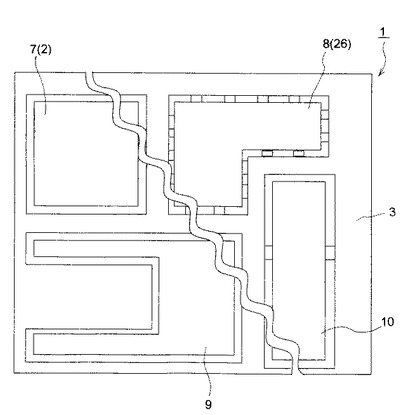
以下、本発明の好適な実施例を図面に基づいて説明する。図1は、本発明に適用される回路基板の平面図である。同図に例示するように、回路基板の製品シート1上には、複数製品形成部である複数のユニット配線板7,8,9,10が面付けされている。これらユニット配線板7,8,9,10はそれぞれ矩形、L字状、略U字状、帯状等の形状や機能や用途等の種類が異なっている。各ユニット配線板7,8,9,10に対してはインサートマシン等により、電子部品等を自動実装することができる。
【0048】
ここで、ユニット配線板7,8,9,10の中に不良ユニット配線板が存在する場合は、製品シート1を良品化させるべく、製品シート1から当該不良ユニット配線板を除去して、別に用意した不良ユニット配線板と同一形状の良品ユニット配線板に置き換えることができる。尚、回路基板の製品シート1の形状は特に限定されず、任意の形状のものに適用可能である。
【0049】
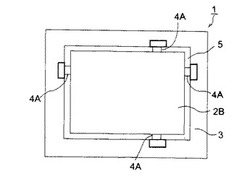
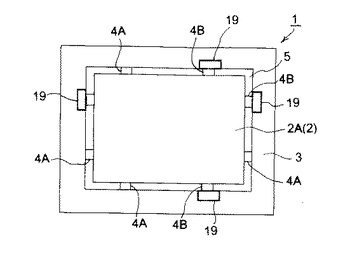
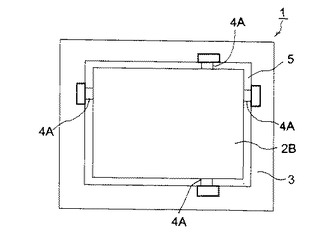
図2に示すように、製品シート1は、例えば方形のユニット配線板2と該ユニット配線板2の外周部を構成する枠状のスクラップ部3と、該スクラップ部3とユニット配線板2の横辺部及び縦辺部の複数個所を結合する複数の雄型ジョイント部4A及び雌型ジョイント部4Bとから成る。ユニット配線板2の製品外形は、具体的には、製品シート1におけるジョイント部4A,4Bを除く部分を金型で打ち抜いて形成されている。この打ち抜き空洞部5を挟む内側にユニット配線板2が配設されているとともに、その外側にスクラップ部3が配設されている。
【0050】
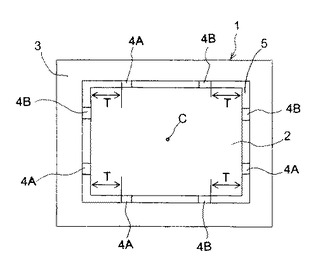
図示例では、雄型ジョイント部4Aと雌型ジョイント部4Bは夫々4個設けられているが、雄型ジョイント部4Aと雌型ジョイント部4Bの4組は、ユニット配線板2の中心Cに関して相互に点対称となる個所に形成されている。図中におけるユニット配線板2の縦辺から雄型ジョイント部4A又は雌型ジョイント部4Bまでの離間距離Tはすべて同等である。又、前記縦辺又は横辺に沿って設けた雄型ジョイント部4Aと雌型ジョイント部4B同士は、相互に対峙するように配置されている。
【0051】
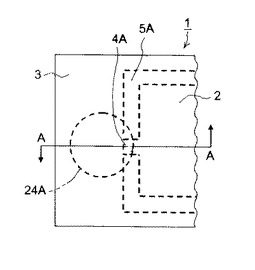
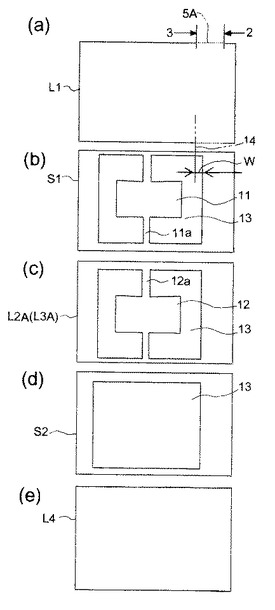
図3は、製品シート1における雄型ジョイント部4Aの近傍部分を示す。又、図4(a)〜(e)は、スクラップ部3とユニット配線板2が4層構造である場合の、図3におけるスクラップ側接合領域24A各層を示す上面図である。同図に示すように、前記4層構造は、上下2層の内層材L2,L3とその上下両側に積層された外層材L1,L4と、該外層材L1,L4と内層材L2A,L3A間に介挿された接着剤層S1、S2とより構成されている。なお、破線5Aは製品部外形打ち抜き予定個所である。
【0052】
内層材L2A、L3A及び接着剤層S1、S2は、四角形の打抜加工部を有しているが、内層材L2A,L3Aの打ち抜き領域内の中央部には、接合部12aを有する任意形状、図示例では平面視方形の嵌合凸部12が形成されている(図7参照)。これに対応すべく、接着剤層S1の打ち抜き領域内の中央部にも、接合部11aを有する平面視方形部11が形成されている。
【0053】
なお、符号13は打ち抜き空洞部を示す。又、符号14は打ち抜き空洞部5の形成予定個所を示し、打ち抜き空洞部5の形成予定個所14は、嵌合凸部12がスクラップ部3にかからないようにしている。このため、ハーフカットをして雄型ジョイント部4Aに形成した際に、嵌合凸部12が雄型の形状になるようにしたものである。
【0054】
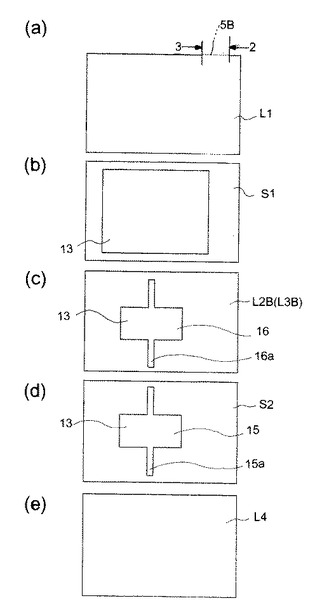
図5は、製品シート1における雌型ジョイント部4B近傍部を示す。又、図6(a)〜(e)は、図5におけるスクラップ部側接合領域24B各層を示す上面図である。同図に示すように、前記4層構造は、内層材L2B,L3Bと外層材L1,L4と接着剤層S1、S2とより構成されている。なお、破線5Bは製品部外形打ち抜き予定個所である。
【0055】
雌型ジョイント部4Bの接着剤層S1は、四角形の打抜加工部13を有しているが、内層材L2B,L3Bの打ち抜き領域内の中央部には、前記接合部12aと嵌合凸部12と対応する平面視形状の細幅部16aと嵌合凹部16が形成されている(図8参照)。これに対応すべく、接着剤層S2にも、細幅部15aを有する平面視方形部15が形成されている。
【0056】
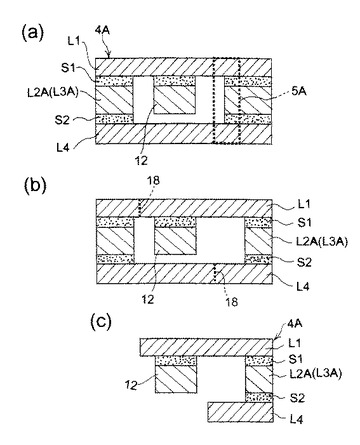
図7は図3のA−A断面図であって、図7(a)〜(c)はそれぞれ雄型ジョイント部4Aにおける製品外形打ち抜き加工前、製品外形打ち抜き加工後、ハーフカット加工後の断面構造を示す。又。図8は図5のB−B断面図であって、図8(a)〜(c)はそれぞれ雌型ジョイント部4Bにおける製品外形打ち抜き加工前、製品外形打ち抜き加工後、ハーフカット加工後の断面構造を示す。
【0057】
因みに、製品外形打ち抜き加工箇所5A,5Bはそれぞれ、ジョイント部4A,4Bの箇所は残してあるので、図7(c)、図8(c)のように、嵌合凸部12と嵌合凹部16がそれぞれ脱落しないようにしてある。
【0058】
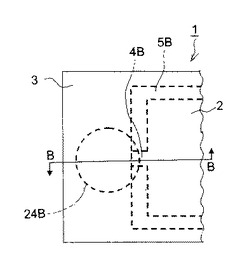
又、外層剤L1,L4に形成した破線18,19は、平面視方形のハーフカット(予定)線である(図10参照)。雄型ジョイント部4Aおよび雌型ジョイント部4Bの外層材L1,L4をハーフカット予定線18,19に沿って切断すると、図12に示す良品ユニット配線板2Bの組み込み時に、 雄型ジョイント部4A側の嵌合凸部12と雌型ジョイント部4B側の嵌合凹部16は、互いに凹凸嵌合可能に対応するように構成されている。そして、雄型ジョイント部4A側の嵌合凸部12を雌型ジョイント部4B側の嵌合凹部16に嵌め込むと、相互の断面当接部21における摩擦力により、雄型ジョイント部4Aと雌型ジョイント部4Bが強固に保持固定されるようになっている。
【0059】
前述したように、本発明に係るユニット配線板2とジョイント部4A,4Bは、全体として中心Cに関して点対称を有する形状に形成すると共に、ジョイント部4A、4Bは、嵌合凸部12を内部に有する雄型のものと、該嵌合凸部12と嵌合可能な嵌合凹部16を内部に有する雌型のものとの2種類が夫々半数ずつ形成されている。そして、雄型ジョイント部4Aと雌型ジョイント部4Bは、ユニット配線板2の各辺部に沿う配列方向において交互に並ぶように配設される。
【0060】
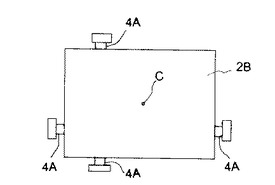
図10に示すように、いま製品シート1内に不良ユニット配線板2Aが存在していた場合は、不良ユニット配線板2Aを除去して、その代わりに良品ユニット配線板12B(図11)に差し替える。この場合、まず不良ユニット配線板2Aの4個の雄型ジョイント部4Aすべてをユニット配線板2側接合部から切断するとともに、残り4個の雌型ジョイント部4Bについては、ハーフカット線19に沿って外層材L1,L4を切断する。これにより、製品シート1から不良ユニット配線板2Aが分離除去される。
【0061】
一方、不良ユニット配線板2Aに代わる良品ユニット配線板2Bについては、上記と同一種類の製品シート1を用いて、除去した不良ユニット配線板2Aと略同一形状のものをあらかじめ作製しておく。すなわち、良品ユニット配線板2Bの4個の雌型ジョイント部4Bすべてをユニット配線板2側接合部から切断するとともに、残り4個の雄型ジョイント部4Aについては、ハーフカット線18に沿って外層材L1,L4を切断する。これにより、図11に示すように、製品シート1から雄型ジョイント部4A付きの良品ユニット配線板2Bが分離して作製される。
【0062】
次に、良品ユニット配線板2Bを平面視にてその中心Cの周りに180度反転(点対称移動、180度回転移動)させて、良品ユニット配線板2Bを製品シート1の不良ユニット配線板除去個所跡に配置する。そして、図9に例示した如く、良品ユニット配線板2B側の雄型ジョイント部4Aの嵌合凸部12をスクラップ部3側の嵌合凹部16に嵌着させて連結固定する。
【0063】
これによって、製品シート1の不良ユニット配線板除去個所跡に良品ユニット配線板2Bが強固に固定される(図12参照)。さらに、良品ユニット配線板4Bとスクラップ部3の嵌合部位に生じた面方向の空隙部20には、図9に示すように、接着剤23を介挿することができる。このとき、接着剤23を介挿する部分は有底であるので、接着剤を介挿したときに流れ出す恐れはない。
【0064】
なお、製品シート1と良品ユニット配線板2B間のジョイント部4Aの数は減少するが、良品ユニット配線板2Bを支持しうるジョイント部4Aの数は確保される。また、上述の説明とは逆に、不良ユニット配線板2A側の4個の雄型ジョイント部4Bを切断するとともに、残り4個の雄型ジョイント部4A側の外層材L1、l4をハーフカットして不良ユニット配線板2Aを除去し、かつ、上記と同様の方法で雌型ジョイント部4B付きの良品ユニット配線板2Bを作製して、該良品ユニット配線板2Bを不良ユニット配線板除去個所跡に配置して差替えることも可能である。
【0065】
叙上の如く本発明によると、製品シート内に不良ユニット配線板が存在する場合は、たとえば不良ユニット配線板側の雄型ジョイント部を切断するとともに、雌型ジョイント部をハーフカットして、製品シートから不良ユニット配線板を除去する。この後、不良ユニット配線板除去箇所跡の雌型ジョイント部と嵌合可能な雄型ジョイント部を有する良品ユニット配線板を作製し、該良品ユニット配線板を製品シートの不良ユニット配線板除去個所跡に配置する。
【0066】
具体的には、良品ユニット配線板を不良ユニット配線板除去個所の点対称中心に関して180度反転させることで、良品ユニット配線板側の雄型ジョイント部(ハーフカット)と不良ユニット配線板除去個所側の雌型ジョイント部(ハーフカット)が互いに対応するように設置する。そして、良品ユニット配線板側の雄型ジョイント部(ハーフカット)を、前記雌型ジョイント部(ハーフカット)に嵌合連結させる。これにより、製品シートの不良ユニット配線板除去個所に良品ユニット配線板が嵌合固定して差し替えられる。
【0067】
したがって、良品ユニット配線板が製品シートに強固に取り付けられるので、製品輸送中や部品実装時に、ユニット配線板を嵌め合わせた部分が脱落する恐れがない。又、当該嵌め合せ個所雄型ジョイント部4Aの嵌合凸部12をスクラップ部3側の嵌合凹部16に嵌着させて連結固定しているので、従来技術のように、接着剤の凝固時に寸法変化が生じる、或いは、接着剤23を介挿する部分は有底であるので、接着剤を介挿したときに流れ出す恐れはないので、差し替え箇所から接着剤が流出する等の不具合が解消する。更に、良品ユニット配線板は、嵌着固定と同時にスクラップ部の差し替え個所に位置精度良く固定されるので、高密度部品実装に容易に対応することができる。
【0068】
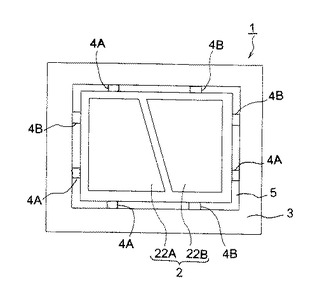
本発明は、図13に示すように、互いに点対称をなす複数の製品形状部22A、22Bを有する回路基板の製品シート1にも適用できる。図示例では、製品形状部22Aと製品形状部22Bは互いに同一寸法の台形であり、互いに180度逆向きに配置されている。このように、複数種類のユニット配線板22A、22Bを組み合わせたものであっても、これを1つのピースとして製品シート1の製品部に面付けすることができる。
【0069】
即ち、ユニット配線板1と雄型ジョイント部4A、雌型ジョイント部4Bは、全体として点対称を有する形状に形成され、かつ、雄型ジョイント部4Aと雌型ジョイント部4Bが互いに点対称をなすように配置されている。
【0070】
その結果、不良品が存在した場合にはユニット配線板22A,22Bの差し替えを一度に行える。したがって、複数種類のユニット配線板22A、22Bを面付けした製品シート1であっても、製品シートの良品化を効率よく行えると共に、ユニット配線板22A、22Bの配置設計の自由度が増大する。
【実施例2】
【0071】
本実施例においては、図1に示したユニット配線板8の差し替え方法に適用したものである。このユニット配線板8は180°点対称の形状を有しないが、他のユニット配線板7,9,10と密集して配列されている。当該ユニット配線板8が不良品である場合について説明する。
【0072】
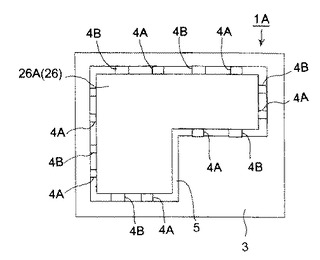
図14と図15にそれぞれ示すように、製造ロットによって、雄型ジョイント部4Aと雌型ジョイント部4Bの配列パターンが異なる2種類の製品シート1A、1Bを作製しておく。まず、図14の製品シート1Aにおいて、ユニット配線板26(26A)の各辺部には、偶数個の雄型ジョイント部4Aと雌型ジョイント部4Bが各辺長方向に沿って交互に配列するように形成されている。
【0073】
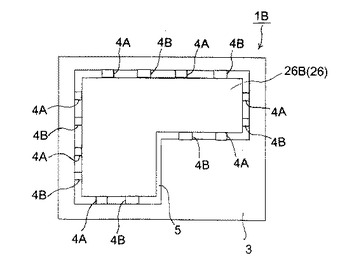
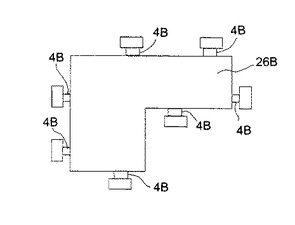
一方、図15の製品シート1Bについても、ユニット配線板26(26B)の各辺部には、偶数個の雄型ジョイント部4Aと雌型ジョイント部4Bが各辺長方向に沿って交互に配列するように形成されている。しかし、図14の雄型ジョイント部4Aに対応する箇所には雌型ジョイント部4Bが設けられ、かつ、図14の雌型ジョイント部4Bに対応する箇所には雄型ジョイント部4Aが設けられている。
【0074】
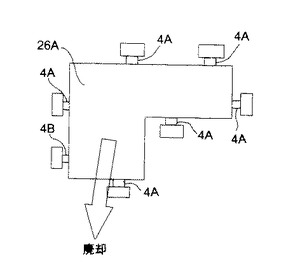
そして、製品シート1A内に不良ユニット配線板26Aが存在していた場合は、不良ユニット配線板26Aを除去して、その代わりに良品ユニット配線板26Bに差し替える。その際、不良ユニット配線板26Aのすべての雄型ジョイント部4Aをハーフカットするとともに、残りすべての雌型ジョイント部4Bを切断する。これにより、図16に示すように、製品シート1Aから不良ユニット配線板26Aが分離除去される。
【0075】
一方、図15の良品ユニット配線板26Bについては、上記とは反対に、良品ユニット配線板26Bのすべての雌型ジョイント部4Bをハーフカットするとともに、残りすべての雄ジョイント部4Aを切断する。これにより、図17に示すように、製品シート1Bから雌型ジョイント部4B付の良品ユニット配線板26Bが分離して作製される。
【0076】
次に、図18に示すように、良品ユニット配線板26Bを製品シート1Aの不良ユニット配線板除去個所跡に配置する。そして、良品ユニット配線板26Bの雌型ジョイント部4Bの嵌合凹部をスクラップ部3側の嵌合凸部に嵌着させて連結する。これによって、製品シート1Aの不良ユニット配線板除去個所跡に良品ユニット配線板26Bが強固に固定される。
【0077】
上述の説明とは逆に、不良ユニット配線板26Aは、雌型ジョイント部4Bを切断して製品シート1Aから分離除去するとともに、製品シート1Bから雄型ジョイント部4A付の良品ユニット配線板26Bを作製して、不良ユニット配線板除去個所跡に良品ユニット配線板26Bを嵌着固定してもよい。
【0078】
本実施例2においても、前記実施例1と同様の効果が得られる。すなわち、接着剤を使用することなく、製品シートの不良ユニット配線板に代えて良品ユニット配線板を強固に固定することができる。さらに、雄型ジョイント部と雌型ジョイント部が互いに逆の箇所に形成された2種類の製品シートを用いて作製するので、点対称形状でないユニット配線板に対しても、良品ユニット配線板の差し替え作業を効率よく行うことができる。
【0079】
本発明はこれらの実施例に限定されるものではなく、本発明の精神を逸脱しない限り種々の改変をなすことができ、そして、本発明が該改変されたものにも及ぶことは当然である。
【産業上の利用可能性】
【0080】
本発明は、複数のユニット配線板が形成された回路基板であれば、ユニット配線板の用途、構造などの種類にかかわらず、各種の回路基板に有効に利用することが可能である。
【符号の説明】
【0081】
1 回路基板の製品シート
2 ユニット配線板
2A 不良ユニット配線板
2B 良品ユニット配線板
3 スクラップ部
4A 雄型ジョイント部
4B 雌型ジョイント部
18、19 ハーフカット(予定)線
12 嵌合凸部
16 嵌合凹部
【技術分野】
【0001】
本発明は、製品シートに複数のユニット配線板が面付けされた回路基板のユニット配線板差し替え方法及び回路基板に関するものであり、特に、製品シート内に存在する不良ユニット配線板を良品ユニット配線板に差し替えて該製品シートを良品化させる、回路基板のユニット配線板差し替え方法及び回路基板の製品シートに関するものである。
【背景技術】
【0002】
従来、複数のユニット配線板で構成される回路基板の中に、不良ユニット配線板が存在する場合に対処する技術が種々報告されている。例えば、同一の製品シートに複数のユニット配線板が面付けされている回路基板の中に、不良ユニット配線板が存在しているとき、自動で部品実装を行う場合は、不良ユニット配線板には高価な部品を搭載しないように不良表示を行い、画像認識装置等によって不良ユニット配線板を読み取り、その不良ユニット配線板の箇所をとばして、良品ユニット配線板のみに部品実装を行う技術が開示されている(特許文献1参照)。
【0003】
しかし、不良ユニット配線板をとばして部品実装を行うことは、実装作業の生産性を悪くする要因となり、又、部品実装装置に高価な画像認識装置等を設置させなければならず、設備コストが大幅にアップする要因にもなる。従って、同一の製品シートに複数のユニット配線板が面付けされている回路基板の中に、不良ユニット配線板が所定数以上存在しているときは、その製品シート全体を用いることなく廃棄することが行われている。
【0004】
特に、不良ユニット配線板を識別する機構を装備しない安価な部品実装装置を用いて部品実装する際、製品シートに1個でも不良ユニット配線板が存在する場合は、該製品シートを廃棄し、全数が良品ユニット配線板である製品シートのみについて部品実装が行われる。しかし、この方法では、製品シートに不良ユニット配線板が1個でも存在すればその製品シート全体、即ち、良品ユニット配線板を多数含む製品シート全体を廃棄しなければならず、配線板生産のコストアップに繋がる要因となる。
【0005】
又、ユニット配線板が連続的に配列された製品シートから不良ユニット配線板を差し替えて、製品シートを良品化する技術も開示されている(特許文献2参照)。これによれば、製品シート上に連続して回路パターン部が配列された回路基板において、位置決め手段、基板固定手段及び接着手段を用いることにより、不良な回路パターン部を除去して正常な回路パターン部が印刷された他のユニット配線板を高精度に接合固定できる。
【0006】
更に、複数のユニット配線板が一列に配列された回路基板から、不良なユニット配線板を差し替える技術も開示されている(特許文献3参照)。これによれば、差し替えたユニット配線板を回路基板の所定の位置に嵌合させたり、嵌め込んだユニット配線板の側端部の空隙に接着剤を充填して固定する必要がある。
【0007】
一方、回路基板のフレームやスクラップ部から不良ユニット配線板を切り抜いた後、該切り抜き個所に良品ユニット配線板を嵌め込んでブリッジで結合させる技術も開示されている(特許文献4参照)。また、複数のユニット配線板を着脱可能な分離型ブリッジで製品シート枠に取り付け、その中から不良ユニット配線板のみを取り外して良品ユニット配線板と差し替えることによって、今まで廃棄していた良品ユニット配線板を活用する技術も開示されている(特許文献5参照)。更に、良品ユニット配線板に付け替えた後の結合をブリッジ部で接着剤により行う方法も開示されている(特許文献6参照)。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−191668号公報
【特許文献2】特開2000−252605号公報
【特許文献3】特開平10−247656号公報
【特許文献4】特開昭64−48489号公報
【特許文献5】特開2001−203482号公報
【特許文献6】特開2005−38953号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記先行技術は、何れもユニット配線板の側端壁で結合させるもの、或いは、フレームに嵌合させるように嵌め込むものである。そのため、例えば特許文献2,3記載の技術では、差し替えたユニット配線板の側端部から、接着剤が流れ出て他の製品と固着してしまう不具合や、接着剤の凝固時に寸法変化が生じる不具合がある。又、例えば特許文献4記載の技術では、輸送中や部品実装時に、ユニット配線板を嵌め合わせた部分が脱落する不具合がある。
【0010】
また、近年の部品実装の高密度化から位置精度が厳しくなりつつあるため、製品シート内に存在する不良ユニット配線板と良品ユニット配線板とを差し替える場合には、微細な位置精度をクリアするような差し替え技術が必要である。
【0011】
そこで、製品シート上における不良ユニット配線板の除去箇所に良品ユニット配線板を位置精度良く取り付けて、製品シートを容易に良品化するために解決すべき技術的課題が生じてくるのであり、本発明はこの課題を解決することを目的とする。
【課題を解決するための手段】
【0012】
本発明は上記目的を達成するために提案されたものであり、請求項1記載の発明は、製品シートのスクラップ部に偶数個のジョイント部を介してユニット配線板が接続されている回路基板のユニット配線板差し替え方法であって、前記ユニット配線板と前記ジョイント部を全体として点対称となる形状に形成する工程と、前記偶数個のジョイント部は、ハーフカットにより互いに嵌合可能な形状部を夫々有する雄型ジョイント部及び雌型ジョイント部の2種類に半数ずつ形成する工程と、前記製品シート内に不良ユニット配線板が存在する場合、前記半数の雄型ジョイント部又は雌型ジョイント部を切断するとともに、残りの半数の雌型ジョイント部又は雄型ジョイント部をハーフカットして、前記製品シートから前記不良ユニット配線板を除去する工程と、前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置する工程と、該良品ユニット配線板側の雄型ジョイント部又は雌型ジョイント部を、前記不良ユニット配線板除去個所のスクラップ部側に残存する雌型ジョイント部又は雄型ジョイント部に嵌合連結させる工程とを含むことを特徴とする回路基板のユニット配線板差し替え方法を提供する。
【0013】
この方法によれば、製品シート内に不良ユニット配線板が存在する場合は、例えば、不良ユニット配線板側の雄型ジョイント部(又は雌型ジョイント部)を切断するとともに、雌型ジョイント部(又は雄型ジョイント部)をハーフカットして、製品シートから不良ユニット配線板を除去する。この後、不良ユニット配線板側の雄型ジョイント部と同一の形状の雄型ジョイント部を有する良品ユニット配線板を作製し、該良品ユニット配線板側の雄型ジョイント部をハーフカットして、該良品ユニット配線板を製品シートの不良ユニット配線板除去個所に配置する。
【0014】
具体的には、良品ユニット配線板を不良ユニット配線板除去個所の点対称中心に関して180度反転させることで、良品ユニット配線板側の雄型ジョイント部(ハーフカット)と不良ユニット配線板側の雌型ジョイント部(ハーフカット)が互いに対応するように設置する。そして、良品ユニット配線板側の雄型ジョイント部(ハーフカット)を、スクラップ部側に残存している雌型ジョイント部(ハーフカット)に嵌合連結させる。これによって、製品シートの不良ユニット配線板除去個所に良品ユニット配線板が強固に固定連結される。
【0015】
尚、該雄型ジョイント部と雌型ジョイント部は、前記ユニット配線板の外周方向において交互に並ぶように配設すると、ジョイント部の偏りがなくなり好ましい。
【0016】
請求項2記載の発明は、製品シートのスクラップ部に偶数個のジョイント部を介してユニット配線板が接続されている回路基板のユニット配線板差し替え方法であって、前記偶数個のジョイント部は、ハーフカットにより互いに嵌合可能な形状部を夫々有する雄型ジョイント部及び雌型ジョイント部の2種類に半数ずつ形成するする工程と、前記製品シート内に不良ユニット配線板が存在する場合、前記半数の雄型ジョイント部又は雌型ジョイント部を切断するとともに、残りの半数の雌型ジョイント部又は雄型ジョイント部をハーフカットして、前記製品シートから前記不良ユニット配線板を除去する工程と、前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置する工程と、該良品ユニット配線板側の雄型ジョイント部又は雌型ジョイント部を、前記不良ユニット配線板除去個所のスクラップ部側に残存する雌型ジョイント部又は雄型ジョイント部に嵌合連結させる工程とを含むことを特徴とする回路基板のユニット配線板差し替え方法を提供する。
【0017】
この方法によれば、製品シート内に不良ユニット配線板が存在する場合は、例えば、不良ユニット配線板側の雄型ジョイント部(又は雌型ジョイント部)を切断するとともに、雌型ジョイント部(又は雄型ジョイント部)をハーフカットして、製品シートから不良ユニット配線板を除去する。この後、前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置する。
【0018】
すなわち、良品ユニット配線板側の雄型ジョイント部(ハーフカット)と不良ユニット配線板側の雌型ジョイント部(ハーフカット)が互いに対応するように設置する。そして、良品ユニット配線板側の雄型ジョイント部(ハーフカット)を、スクラップ部側に残存している雌型ジョイント部(ハーフカット)に嵌合連結させる。これによって、製品シートの不良ユニット配線板除去個所に良品ユニット配線板が強固に固定連結される。
【0019】
尚、この方法では、ユニット配線板の形状は、必ずしも180度反転させて点対称である必要はない。また、該雄型ジョイント部と雌型ジョイント部は、前記ユニット配線板の外周方向において交互に並ぶように配設すると、ジョイント部の偏りがなくなり好ましい。
【0020】
請求項3記載の発明は、前記良品ユニット配線板と前記スクラップ部間の嵌合部に生じた面方向の空隙部に接着剤を介挿することを特徴とする請求項1又は2記載の回路基板のユニット配線板差し替え方法を提供する。
【0021】
この方法によれば、良品ユニット配線板と前記スクラップ部間の嵌合部の空隙部に接着剤を介挿することで、接着剤の接着力によりスクラップ部に対する良品ユニット配線板の固定強度が増大する。
また、嵌合部の空隙部は有底であるので、接着剤を介挿したときに流れ出す恐れはない。
【0022】
請求項4記載の発明は、前記良品ユニット配線板は、前記ユニット配線板の中心に関して前記雄型ジョイント部と雌型ジョイント部が互いに点対称となるように複数のユニット配線板を組み合わせることを特徴とする請求項1又は3記載の回路基板のユニット配線板差し替え方法を提供する。
【0023】
この方法によれば、製品シートに不良ユニット配線板が存在していた場合、良品ユニット配線板は、ユニット配線板の中心に関して雄型ジョイント部と雌型ジョイント部が互いに点対称となるように複数のユニット配線板を組み合わせ箇所に形成された製品シートを用いて作製される。この方法では、ユニット配線板の形状が180度反転させて点対称でない場合でも、複数のユニット配線板を組み合わせることで180度反転させて点対称となるときに、請求項1又は3記載の方法と同じ要領でユニット配線板差し替えが可能となる。依って、良品ユニット配線板を作製するための異種類の製品シートを作製する必要がない。
【0024】
請求項4記載の発明は、前記良品ユニット配線板は、前記ユニット配線板の中心に関して前記雄型ジョイント部と雌型ジョイント部が互いに点対称となる箇所に形成された製品シートを用いて作製することを特徴とする請求項1又は3記載の回路基板のユニット配線板差し替え方法を提供する。
【0025】
この方法によれば、製品シートに不良ユニット配線板が存在していた場合、良品ユニット配線板は、ユニット配線板の中心に関して雄型ジョイント部と雌型ジョイント部が互いに点対称となる箇所に形成された製品シートを用いて作製される。依って、良品ユニット配線板を作製するための異種類の製品シートを作製する必要がない。
【0026】
請求項5記載の発明は、前記良品ユニット配線板は、前記ユニット配線板の各辺部に配設した前記雄型ジョイント部と雌型ジョイント部が互いに逆の箇所に形成されている2種類の製品シートを用いて作製することを特徴とする請求項2又は3記載の回路基板のユニット配線板差し替え方法を提供する。
【0027】
この方法によれば、良品ユニット配線板を作製する場合は、不良ユニット配線板が存在していた製品シートとは種類の異なるもの、即ち、雄型ジョイント部と雌型ジョイント部が互いに逆の箇所に交互に形成された別の種類の製品シートを用いて作製する。
また、この方法でも、ユニット配線板の形状は、必ずしも180度反転させて点対称である必要はない。
【0028】
請求項6記載の発明は、前記ユニット配線板は、互いに点対称をなす複数の製品形状部を有することを特徴とする請求項1記載の回路基板のユニット配線板差し替え方法を提供する。
【0029】
この方法によれば、ユニット配線板は、互いに点対称をなす複数の製品形状部を有するので、複数種類のユニット配線板を設けたものであっても、複数種類のユニット配線板の差し替えを一度に行える。
【0030】
請求項7記載の発明は、製品シートのスクラップ部に偶数個のジョイント部を介してユニット配線板が接続されている回路基板であって、前記ユニット配線板と前記ジョイント部を全体として点対称となる形状に形成し、前記偶数個のジョイント部は、ハーフカットにより互いに嵌合可能な形状部を夫々有する雄型ジョイント部及び雌型ジョイント部の2種類に半数ずつ配設し、前記製品シート内に不良ユニット配線板が存在する場合、前記半数の雄型ジョイント部又は雌型ジョイント部を切断するとともに、残りの半数の雌型ジョイント部又は雄型ジョイント部をハーフカットして、前記製品シートから前記不良ユニット配線板を除去し、前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置し、該良品ユニット配線板側の雄型ジョイント部又は雌型ジョイント部を、前記不良ユニット配線板除去個所のスクラップ部側に残存する雌型ジョイント部又は雄型ジョイント部に嵌合連結させて成る回路基板を提供する。
【0031】
この構成によれば、不良ユニット配線板側の雄型ジョイント部(又は雌型ジョイント部)を切断するとともに、雌型ジョイント部(又は雄型ジョイント部)をハーフカットして、製品シートから不良ユニット配線板を除去する。この後、不良ユニット配線板側の雄型ジョイント部と同一形状の雄型ジョイント部を有する良品ユニット配線板を作製し、該良品ユニット配線板側の雄型ジョイント部をハーフカットして、該良品ユニット配線板を製品シートの不良ユニット配線板除去個所に配置する。そして、良品ユニット配線板側の雄型ジョイント部(ハーフカット)を、スクラップ部側に残存している雌型ジョイント部(ハーフカット)に嵌合連結させる。これによって、製品シートの不良ユニット配線板除去個所に良品ユニット配線板が強固に固定連結される。
【0032】
尚、該雄型ジョイント部と雌型ジョイント部は、前記ユニット配線板の外周方向において交互に並ぶように配設すると、ジョイント部の偏りがなくなり好ましい。
【0033】
請求項8記載の発明は、製品シートのスクラップ部に偶数個のジョイント部を介してユニット配線板が接続されている回路基板であって、前記偶数個のジョイント部は、ハーフカットにより互いに嵌合可能な形状部を夫々有する雄型ジョイント部及び雌型ジョイント部の2種類に半数ずつ配設し、前記製品シート内に不良ユニット配線板が存在する場合、前記半数の雄型ジョイント部又は雌型ジョイント部を切断するとともに、残りの半数の雌型ジョイント部又は雄型ジョイント部をハーフカットして、前記製品シートから前記不良ユニット配線板を除去し、前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置し、該良品ユニット配線板側の雄型ジョイント部又は雌型ジョイント部を、前記不良ユニット配線板除去個所のスクラップ部側に残存する雌型ジョイント部又は雄型ジョイント部に嵌合連結させて成ることを特徴とする回路基板を提供する。
【0034】
この構成によれば、製品シート内に不良ユニット配線板が存在する場合は、例えば、不良ユニット配線板側の雄型ジョイント部(又は雌型ジョイント部)を切断するとともに、雌型ジョイント部(又は雄型ジョイント部)をハーフカットして、製品シートから不良ユニット配線板を除去する。この後、前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に良品ユニット配線板を配置する。
【0035】
すなわち、良品ユニット配線板側の雄型ジョイント部(ハーフカット)と不良ユニット配線板側の雌型ジョイント部(ハーフカット)が互いに対応するように設置する。そして、良品ユニット配線板側の雄型ジョイント部(ハーフカット)を、スクラップ部側に残存している雌型ジョイント部(ハーフカット)に嵌合連結させる。これによって、製品シートの不良ユニット配線板除去個所に良品ユニット配線板が強固に固定連結される。
【0036】
尚、該雄型ジョイント部と雌型ジョイント部は、前記ユニット配線板の外周方向において交互に並ぶように配設すると、ジョイント部の偏りがなくなり好ましい。
【発明の効果】
【0037】
請求項1記載の発明は、製品シートの不良ユニット配線板除去個所に良品ユニット配線板が強固に固定して差し替えられるので、輸送中や部品実装時に、ユニット配線板を嵌め合わせた部分が脱落する恐れがない。又、接着剤が不要になるので、従来技術の如く、接着剤の凝固時に寸法変化が生じたり、或いは、差し替えた良品ユニット配線板の側端部から接着剤が流出する等の不具合が解消する。更に、良品ユニット配線板はスクラップ部の差し替え個所に位置精度良く固定できるので、高密度実装に容易に対応することができる。
【0038】
請求項2記載の発明は、製品シートの不良ユニット配線板除去個所に良品ユニット配線板が強固に固定して差し替えられるので、輸送中や部品実装時に、ユニット配線板を嵌め合わせた部分が脱落する恐れがない。又、接着剤が不要になるので、従来技術の如く、接着剤の凝固時に寸法変化が生じたり、或いは、差し替えた良品ユニット配線板の側端部から接着剤が流出する等の不具合が解消する。更に、良品ユニット配線板はスクラップ部の差し替え個所に位置精度良く固定できるので、高密度実装に容易に対応することができる。
【0039】
請求項3記載の発明は、接着剤の接着力により良品ユニット配線板とスクラップ部の連結強度が増大するので、請求項1又は2記載の発明の効果に加えて、良品ユニット配線板の脱落防止効果が一層向上し、仮に良品ユニット配線板に大きな外力が作用した場合でも、良品ユニット配線板の脱落の虞がない。
【0040】
請求項4記載の発明は、良品ユニット配線板を作製するための異種類の製品シートを作製する必要がないので、請求項1又は3記載の発明の効果に加えて、製品シートは1種類用意すればよく、製品シートの作製、管理面等で有利になる。
【0041】
請求項5記載の発明は、前記良品ユニット配線板は、不良ユニット配線板が存在していた製品シートとは種類の異なる製品シートを用いて作製するので、請求項2又は3記載の発明の効果に加えて、雄型ジョイント部と雌型ジョイント部が点対称でないユニット配線板である場合でも、良品ユニット配線板を容易に作成することができる。
【0042】
請求項6の発明は、複数種類のユニット配線板の差し替えを一度に行えるので、請求項1記載の発明の効果に加えて、複数種類のユニット配線板の差し替え作業を効率よく行えると共に、ユニット配線板の配置設計の自由度を高めることができる。
【0043】
請求項7記載の発明は、製品シートの不良ユニット配線板除去個所に良品ユニット配線板が強固に固定して差し替えられるので、輸送中や部品実装時に、ユニット配線板を嵌め合わせた部分が脱落する恐れがない。又、接着剤が不要になるので、従来技術の如く、接着剤の凝固時に寸法変化が生じたり、或いは、差し替えた良品ユニット配線板の側端部から接着剤が流出する等の不具合が解消する。更に、良品ユニット配線板はスクラップ部の差し替え個所に位置精度良く固定できるので、高密度実装に容易に対応することができる。
【0044】
請求項8記載の発明は、製品シートの不良ユニット配線板除去個所に良品ユニット配線板が強固に固定して差し替えられるので、輸送中や部品実装時に、ユニット配線板を嵌め合わせた部分が脱落する恐れがない。又、接着剤が不要になるので、従来技術の如く、接着剤の凝固時に寸法変化が生じたり、或いは、差し替えた良品ユニット配線板の側端部から接着剤が流出する等の不具合が解消する。更に、良品ユニット配線板はスクラップ部の差し替え個所に位置精度良く固定できるので、高密度実装に容易に対応することができる。
【図面の簡単な説明】
【0045】
【図1】本発明に適用される回路基板の平面図。
【図2】本発明の実施例1に係る回路基板のユニット配線板のレイアウトを説明する平面図。
【図3】本発明の実施例1に係る製品シートの雄型ジョイント部近傍を説明する平面図。
【図4】図3の雄型ジョイント部の各層を説明する図であり、(a)は第1層、(b)は接着剤層、(c)は第2層及び第3層、(d)は接着剤層、(e)は第4層をそれぞれ示す上面図。
【図5】本発明の実施例1に係る製品シートの雌型ジョイント部近傍を説明する平面図。
【図6】図5の雌型ジョイント部の各層を説明する図であり、(a)は第1層、(b)は接着剤層、(c)は第2層及び第3層、(d)は接着剤層、(e)は第4層をそれぞれ示す上面図。
【図7】図3の雄型ジョイント部の積層構造を説明する図であり、(a)は製品部外形打ち抜き前、(b)は製品部外形打ち抜き後、(c)はハーフカット後をそれぞれ示すA−A断面図。
【図8】図5の雌型ジョイント部の積層構造を説明する上面図であり、(a)は製品部外形打ち抜き前、(b)は製品部外形打ち抜き後、(c)はハーフカット後をそれぞれ示すB−B断面図。
【図9】本発明の実施例1に係るユニット配線板差替え後の状態を説明する断面図。
【図10】本発明の実施例1に係る不良ユニット配線板発生時を説明する製品シートの平面図。
【図11】本発明の実施例1に係る良品ユニット配線板の嵌め込み前の状態を説明する平面図。
【図12】本発明の実施例1に係る良品ユニット配線板の嵌め込み後の状態を説明する平面図。
【図13】本発明の実施例1の応用例に係る製品形成部を2つ組み合わせて1ピースとした製品シートを説明する平面図。
【図14】本発明の実施例2に係る製品シートを説明する平面図。
【図15】本発明の実施例2に係る図14の製品シートとは種類の異なる製品シートを示す平面図。
【図16】本発明の実施例2に係る不良ユニット配線板の分離後の状態を説明する平面図。
【図17】本発明の実施例2に係る良品ユニット配線板の嵌め込み前の状態を説明する平面図。
【図18】本発明の実施例2に係る良品ユニット配線板の嵌め込み後の状態を説明する平面図。
【発明を実施するための形態】
【0046】
本発明は、製品シートの不良ユニット配線板除去個所に良品ユニット配線板を位置精度良く強固に取り付けて、製品シートを効率良く良品化して品質性能を高めるという目的を達成するために、製品シートのスクラップ部に偶数個のジョイント部を介してユニット配線板が接続されている回路基板のユニット配線板差し替え方法であって、前記ユニット配線板と前記ジョイント部を全体として点対称となる形状に形成する工程と、前記偶数個のジョイント部は、ハーフカットにより互いに嵌合可能な形状部を夫々有する雄型ジョイント部及び雌型ジョイント部の2種類に半数ずつ形成する工程と、前記製品シート内に不良ユニット配線板が存在する場合、前記半数の雄型ジョイント部又は雌型ジョイント部を切断するとともに、残りの半数の雌型ジョイント部又は雄型ジョイント部をハーフカットして、前記製品シートから前記不良ユニット配線板を除去する工程と、前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置する工程と、該良品ユニット配線板側の雄型ジョイント部又は雌型ジョイント部を、前記不良ユニット配線板除去個所のスクラップ部側に残存する雌型ジョイント部又は雄型ジョイント部に嵌合連結させる工程とを含むことによって実現した。
【実施例1】
【0047】
以下、本発明の好適な実施例を図面に基づいて説明する。図1は、本発明に適用される回路基板の平面図である。同図に例示するように、回路基板の製品シート1上には、複数製品形成部である複数のユニット配線板7,8,9,10が面付けされている。これらユニット配線板7,8,9,10はそれぞれ矩形、L字状、略U字状、帯状等の形状や機能や用途等の種類が異なっている。各ユニット配線板7,8,9,10に対してはインサートマシン等により、電子部品等を自動実装することができる。
【0048】
ここで、ユニット配線板7,8,9,10の中に不良ユニット配線板が存在する場合は、製品シート1を良品化させるべく、製品シート1から当該不良ユニット配線板を除去して、別に用意した不良ユニット配線板と同一形状の良品ユニット配線板に置き換えることができる。尚、回路基板の製品シート1の形状は特に限定されず、任意の形状のものに適用可能である。
【0049】
図2に示すように、製品シート1は、例えば方形のユニット配線板2と該ユニット配線板2の外周部を構成する枠状のスクラップ部3と、該スクラップ部3とユニット配線板2の横辺部及び縦辺部の複数個所を結合する複数の雄型ジョイント部4A及び雌型ジョイント部4Bとから成る。ユニット配線板2の製品外形は、具体的には、製品シート1におけるジョイント部4A,4Bを除く部分を金型で打ち抜いて形成されている。この打ち抜き空洞部5を挟む内側にユニット配線板2が配設されているとともに、その外側にスクラップ部3が配設されている。
【0050】
図示例では、雄型ジョイント部4Aと雌型ジョイント部4Bは夫々4個設けられているが、雄型ジョイント部4Aと雌型ジョイント部4Bの4組は、ユニット配線板2の中心Cに関して相互に点対称となる個所に形成されている。図中におけるユニット配線板2の縦辺から雄型ジョイント部4A又は雌型ジョイント部4Bまでの離間距離Tはすべて同等である。又、前記縦辺又は横辺に沿って設けた雄型ジョイント部4Aと雌型ジョイント部4B同士は、相互に対峙するように配置されている。
【0051】
図3は、製品シート1における雄型ジョイント部4Aの近傍部分を示す。又、図4(a)〜(e)は、スクラップ部3とユニット配線板2が4層構造である場合の、図3におけるスクラップ側接合領域24A各層を示す上面図である。同図に示すように、前記4層構造は、上下2層の内層材L2,L3とその上下両側に積層された外層材L1,L4と、該外層材L1,L4と内層材L2A,L3A間に介挿された接着剤層S1、S2とより構成されている。なお、破線5Aは製品部外形打ち抜き予定個所である。
【0052】
内層材L2A、L3A及び接着剤層S1、S2は、四角形の打抜加工部を有しているが、内層材L2A,L3Aの打ち抜き領域内の中央部には、接合部12aを有する任意形状、図示例では平面視方形の嵌合凸部12が形成されている(図7参照)。これに対応すべく、接着剤層S1の打ち抜き領域内の中央部にも、接合部11aを有する平面視方形部11が形成されている。
【0053】
なお、符号13は打ち抜き空洞部を示す。又、符号14は打ち抜き空洞部5の形成予定個所を示し、打ち抜き空洞部5の形成予定個所14は、嵌合凸部12がスクラップ部3にかからないようにしている。このため、ハーフカットをして雄型ジョイント部4Aに形成した際に、嵌合凸部12が雄型の形状になるようにしたものである。
【0054】
図5は、製品シート1における雌型ジョイント部4B近傍部を示す。又、図6(a)〜(e)は、図5におけるスクラップ部側接合領域24B各層を示す上面図である。同図に示すように、前記4層構造は、内層材L2B,L3Bと外層材L1,L4と接着剤層S1、S2とより構成されている。なお、破線5Bは製品部外形打ち抜き予定個所である。
【0055】
雌型ジョイント部4Bの接着剤層S1は、四角形の打抜加工部13を有しているが、内層材L2B,L3Bの打ち抜き領域内の中央部には、前記接合部12aと嵌合凸部12と対応する平面視形状の細幅部16aと嵌合凹部16が形成されている(図8参照)。これに対応すべく、接着剤層S2にも、細幅部15aを有する平面視方形部15が形成されている。
【0056】
図7は図3のA−A断面図であって、図7(a)〜(c)はそれぞれ雄型ジョイント部4Aにおける製品外形打ち抜き加工前、製品外形打ち抜き加工後、ハーフカット加工後の断面構造を示す。又。図8は図5のB−B断面図であって、図8(a)〜(c)はそれぞれ雌型ジョイント部4Bにおける製品外形打ち抜き加工前、製品外形打ち抜き加工後、ハーフカット加工後の断面構造を示す。
【0057】
因みに、製品外形打ち抜き加工箇所5A,5Bはそれぞれ、ジョイント部4A,4Bの箇所は残してあるので、図7(c)、図8(c)のように、嵌合凸部12と嵌合凹部16がそれぞれ脱落しないようにしてある。
【0058】
又、外層剤L1,L4に形成した破線18,19は、平面視方形のハーフカット(予定)線である(図10参照)。雄型ジョイント部4Aおよび雌型ジョイント部4Bの外層材L1,L4をハーフカット予定線18,19に沿って切断すると、図12に示す良品ユニット配線板2Bの組み込み時に、 雄型ジョイント部4A側の嵌合凸部12と雌型ジョイント部4B側の嵌合凹部16は、互いに凹凸嵌合可能に対応するように構成されている。そして、雄型ジョイント部4A側の嵌合凸部12を雌型ジョイント部4B側の嵌合凹部16に嵌め込むと、相互の断面当接部21における摩擦力により、雄型ジョイント部4Aと雌型ジョイント部4Bが強固に保持固定されるようになっている。
【0059】
前述したように、本発明に係るユニット配線板2とジョイント部4A,4Bは、全体として中心Cに関して点対称を有する形状に形成すると共に、ジョイント部4A、4Bは、嵌合凸部12を内部に有する雄型のものと、該嵌合凸部12と嵌合可能な嵌合凹部16を内部に有する雌型のものとの2種類が夫々半数ずつ形成されている。そして、雄型ジョイント部4Aと雌型ジョイント部4Bは、ユニット配線板2の各辺部に沿う配列方向において交互に並ぶように配設される。
【0060】
図10に示すように、いま製品シート1内に不良ユニット配線板2Aが存在していた場合は、不良ユニット配線板2Aを除去して、その代わりに良品ユニット配線板12B(図11)に差し替える。この場合、まず不良ユニット配線板2Aの4個の雄型ジョイント部4Aすべてをユニット配線板2側接合部から切断するとともに、残り4個の雌型ジョイント部4Bについては、ハーフカット線19に沿って外層材L1,L4を切断する。これにより、製品シート1から不良ユニット配線板2Aが分離除去される。
【0061】
一方、不良ユニット配線板2Aに代わる良品ユニット配線板2Bについては、上記と同一種類の製品シート1を用いて、除去した不良ユニット配線板2Aと略同一形状のものをあらかじめ作製しておく。すなわち、良品ユニット配線板2Bの4個の雌型ジョイント部4Bすべてをユニット配線板2側接合部から切断するとともに、残り4個の雄型ジョイント部4Aについては、ハーフカット線18に沿って外層材L1,L4を切断する。これにより、図11に示すように、製品シート1から雄型ジョイント部4A付きの良品ユニット配線板2Bが分離して作製される。
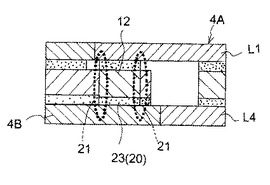
【0062】
次に、良品ユニット配線板2Bを平面視にてその中心Cの周りに180度反転(点対称移動、180度回転移動)させて、良品ユニット配線板2Bを製品シート1の不良ユニット配線板除去個所跡に配置する。そして、図9に例示した如く、良品ユニット配線板2B側の雄型ジョイント部4Aの嵌合凸部12をスクラップ部3側の嵌合凹部16に嵌着させて連結固定する。
【0063】
これによって、製品シート1の不良ユニット配線板除去個所跡に良品ユニット配線板2Bが強固に固定される(図12参照)。さらに、良品ユニット配線板4Bとスクラップ部3の嵌合部位に生じた面方向の空隙部20には、図9に示すように、接着剤23を介挿することができる。このとき、接着剤23を介挿する部分は有底であるので、接着剤を介挿したときに流れ出す恐れはない。
【0064】
なお、製品シート1と良品ユニット配線板2B間のジョイント部4Aの数は減少するが、良品ユニット配線板2Bを支持しうるジョイント部4Aの数は確保される。また、上述の説明とは逆に、不良ユニット配線板2A側の4個の雄型ジョイント部4Bを切断するとともに、残り4個の雄型ジョイント部4A側の外層材L1、l4をハーフカットして不良ユニット配線板2Aを除去し、かつ、上記と同様の方法で雌型ジョイント部4B付きの良品ユニット配線板2Bを作製して、該良品ユニット配線板2Bを不良ユニット配線板除去個所跡に配置して差替えることも可能である。
【0065】
叙上の如く本発明によると、製品シート内に不良ユニット配線板が存在する場合は、たとえば不良ユニット配線板側の雄型ジョイント部を切断するとともに、雌型ジョイント部をハーフカットして、製品シートから不良ユニット配線板を除去する。この後、不良ユニット配線板除去箇所跡の雌型ジョイント部と嵌合可能な雄型ジョイント部を有する良品ユニット配線板を作製し、該良品ユニット配線板を製品シートの不良ユニット配線板除去個所跡に配置する。
【0066】
具体的には、良品ユニット配線板を不良ユニット配線板除去個所の点対称中心に関して180度反転させることで、良品ユニット配線板側の雄型ジョイント部(ハーフカット)と不良ユニット配線板除去個所側の雌型ジョイント部(ハーフカット)が互いに対応するように設置する。そして、良品ユニット配線板側の雄型ジョイント部(ハーフカット)を、前記雌型ジョイント部(ハーフカット)に嵌合連結させる。これにより、製品シートの不良ユニット配線板除去個所に良品ユニット配線板が嵌合固定して差し替えられる。
【0067】
したがって、良品ユニット配線板が製品シートに強固に取り付けられるので、製品輸送中や部品実装時に、ユニット配線板を嵌め合わせた部分が脱落する恐れがない。又、当該嵌め合せ個所雄型ジョイント部4Aの嵌合凸部12をスクラップ部3側の嵌合凹部16に嵌着させて連結固定しているので、従来技術のように、接着剤の凝固時に寸法変化が生じる、或いは、接着剤23を介挿する部分は有底であるので、接着剤を介挿したときに流れ出す恐れはないので、差し替え箇所から接着剤が流出する等の不具合が解消する。更に、良品ユニット配線板は、嵌着固定と同時にスクラップ部の差し替え個所に位置精度良く固定されるので、高密度部品実装に容易に対応することができる。
【0068】
本発明は、図13に示すように、互いに点対称をなす複数の製品形状部22A、22Bを有する回路基板の製品シート1にも適用できる。図示例では、製品形状部22Aと製品形状部22Bは互いに同一寸法の台形であり、互いに180度逆向きに配置されている。このように、複数種類のユニット配線板22A、22Bを組み合わせたものであっても、これを1つのピースとして製品シート1の製品部に面付けすることができる。
【0069】
即ち、ユニット配線板1と雄型ジョイント部4A、雌型ジョイント部4Bは、全体として点対称を有する形状に形成され、かつ、雄型ジョイント部4Aと雌型ジョイント部4Bが互いに点対称をなすように配置されている。
【0070】
その結果、不良品が存在した場合にはユニット配線板22A,22Bの差し替えを一度に行える。したがって、複数種類のユニット配線板22A、22Bを面付けした製品シート1であっても、製品シートの良品化を効率よく行えると共に、ユニット配線板22A、22Bの配置設計の自由度が増大する。
【実施例2】
【0071】
本実施例においては、図1に示したユニット配線板8の差し替え方法に適用したものである。このユニット配線板8は180°点対称の形状を有しないが、他のユニット配線板7,9,10と密集して配列されている。当該ユニット配線板8が不良品である場合について説明する。
【0072】
図14と図15にそれぞれ示すように、製造ロットによって、雄型ジョイント部4Aと雌型ジョイント部4Bの配列パターンが異なる2種類の製品シート1A、1Bを作製しておく。まず、図14の製品シート1Aにおいて、ユニット配線板26(26A)の各辺部には、偶数個の雄型ジョイント部4Aと雌型ジョイント部4Bが各辺長方向に沿って交互に配列するように形成されている。
【0073】
一方、図15の製品シート1Bについても、ユニット配線板26(26B)の各辺部には、偶数個の雄型ジョイント部4Aと雌型ジョイント部4Bが各辺長方向に沿って交互に配列するように形成されている。しかし、図14の雄型ジョイント部4Aに対応する箇所には雌型ジョイント部4Bが設けられ、かつ、図14の雌型ジョイント部4Bに対応する箇所には雄型ジョイント部4Aが設けられている。
【0074】
そして、製品シート1A内に不良ユニット配線板26Aが存在していた場合は、不良ユニット配線板26Aを除去して、その代わりに良品ユニット配線板26Bに差し替える。その際、不良ユニット配線板26Aのすべての雄型ジョイント部4Aをハーフカットするとともに、残りすべての雌型ジョイント部4Bを切断する。これにより、図16に示すように、製品シート1Aから不良ユニット配線板26Aが分離除去される。
【0075】
一方、図15の良品ユニット配線板26Bについては、上記とは反対に、良品ユニット配線板26Bのすべての雌型ジョイント部4Bをハーフカットするとともに、残りすべての雄ジョイント部4Aを切断する。これにより、図17に示すように、製品シート1Bから雌型ジョイント部4B付の良品ユニット配線板26Bが分離して作製される。
【0076】
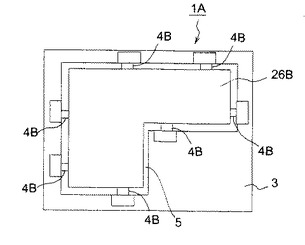
次に、図18に示すように、良品ユニット配線板26Bを製品シート1Aの不良ユニット配線板除去個所跡に配置する。そして、良品ユニット配線板26Bの雌型ジョイント部4Bの嵌合凹部をスクラップ部3側の嵌合凸部に嵌着させて連結する。これによって、製品シート1Aの不良ユニット配線板除去個所跡に良品ユニット配線板26Bが強固に固定される。
【0077】
上述の説明とは逆に、不良ユニット配線板26Aは、雌型ジョイント部4Bを切断して製品シート1Aから分離除去するとともに、製品シート1Bから雄型ジョイント部4A付の良品ユニット配線板26Bを作製して、不良ユニット配線板除去個所跡に良品ユニット配線板26Bを嵌着固定してもよい。
【0078】
本実施例2においても、前記実施例1と同様の効果が得られる。すなわち、接着剤を使用することなく、製品シートの不良ユニット配線板に代えて良品ユニット配線板を強固に固定することができる。さらに、雄型ジョイント部と雌型ジョイント部が互いに逆の箇所に形成された2種類の製品シートを用いて作製するので、点対称形状でないユニット配線板に対しても、良品ユニット配線板の差し替え作業を効率よく行うことができる。
【0079】
本発明はこれらの実施例に限定されるものではなく、本発明の精神を逸脱しない限り種々の改変をなすことができ、そして、本発明が該改変されたものにも及ぶことは当然である。
【産業上の利用可能性】
【0080】
本発明は、複数のユニット配線板が形成された回路基板であれば、ユニット配線板の用途、構造などの種類にかかわらず、各種の回路基板に有効に利用することが可能である。
【符号の説明】
【0081】
1 回路基板の製品シート
2 ユニット配線板
2A 不良ユニット配線板
2B 良品ユニット配線板
3 スクラップ部
4A 雄型ジョイント部
4B 雌型ジョイント部
18、19 ハーフカット(予定)線
12 嵌合凸部
16 嵌合凹部
【特許請求の範囲】
【請求項1】
製品シートのスクラップ部に偶数個のジョイント部を介してユニット配線板が接続されている回路基板のユニット配線板差し替え方法であって、
前記ユニット配線板と前記ジョイント部を全体として点対称となる形状に形成する工程と、
前記偶数個のジョイント部は、ハーフカットにより互いに嵌合可能な形状部を夫々有する雄型ジョイント部及び雌型ジョイント部の2種類に半数ずつ形成する工程と、
前記製品シート内に不良ユニット配線板が存在する場合、前記半数の雄型ジョイント部又は雌型ジョイント部を切断するとともに、残りの半数の雌型ジョイント部又は雄型ジョイント部をハーフカットして、前記製品シートから前記不良ユニット配線板を除去する工程と、
前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置する工程と、
該良品ユニット配線板側の雄型ジョイント部又は雌型ジョイント部を、前記不良ユニット配線板除去個所のスクラップ部側に残存する雌型ジョイント部又は雄型ジョイント部に嵌合連結させる工程とを含むことを特徴とする回路基板のユニット配線板差し替え方法。
【請求項2】
製品シートのスクラップ部に偶数個のジョイント部を介してユニット配線板が接続されている回路基板のユニット配線板差し替え方法であって、
前記偶数個のジョイント部は、ハーフカットにより互いに嵌合可能な形状部を夫々有する雄型ジョイント部及び雌型ジョイント部の2種類に半数ずつ形成する工程と、
前記製品シート内に不良ユニット配線板が存在する場合、前記半数の雄型ジョイント部又は雌型ジョイント部を切断するとともに、残りの半数の雌型ジョイント部又は雄型ジョイント部をハーフカットして、前記製品シートから前記不良ユニット配線板を除去する工程と、
前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置する工程と、
該良品ユニット配線板側の雄型ジョイント部又は雌型ジョイント部を、前記不良ユニット配線板除去個所のスクラップ部側に残存する雌型ジョイント部又は雄型ジョイント部に嵌合連結させる工程とを含むことを特徴とする回路基板のユニット配線板差し替え方法。
【請求項3】
前記良品ユニット配線板と前記スクラップ部間の嵌合部に生じた面方向の空隙部に接着剤を介挿することを特徴とする請求項1又は2記載の回路基板のユニット配線板差し替え方法。
【請求項4】
前記良品ユニット配線板は、前記ユニット配線板の中心に関して前記雄型ジョイント部と雌型ジョイント部が互いに点対称となる箇所に形成された製品シートを用いて作製することを特徴とする請求項1又は3記載の回路基板のユニット配線板差し替え方法。
【請求項5】
前記良品ユニット配線板は、前記ユニット配線板の各辺部に配設した前記雄型ジョイント部と雌型ジョイント部が互いに逆の箇所に形成されている2種類の製品シートを用いて
作製することを特徴とする請求項2又は3記載の回路基板のユニット配線板差し替え方法。
【請求項6】
前記ユニット配線板は、互いに点対称をなす複数の製品形状部を有することを特徴とする請求項1記載の回路基板のユニット配線板差し替え方法。
【請求項7】
製品シートのスクラップ部に偶数個のジョイント部を介してユニット配線板が接続されている回路基板であって、
前記ユニット配線板と前記ジョイント部を全体として点対称となる形状に形成し、前記偶数個のジョイント部は、ハーフカットにより互いに嵌合可能な形状部を夫々有する雄型ジョイント部及び雌型ジョイント部の2種類に半数ずつ配設し、
前記製品シート内に不良ユニット配線板が存在する場合、前記半数の雄型ジョイント部又は雌型ジョイント部を切断するとともに、残りの半数の雌型ジョイント部又は雄型ジョイント部をハーフカットして、前記製品シートから前記不良ユニット配線板を除去し、前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置し、
該良品ユニット配線板側の雄型ジョイント部又は雌型ジョイント部を、前記不良ユニット配線板除去個所のスクラップ部側に残存する雌型ジョイント部又は雄型ジョイント部に嵌合連結させて成ることを特徴とする回路基板の製品シート。
【請求項8】
製品シートのスクラップ部に偶数個のジョイント部を介してユニット配線板が接続されている回路基板であって、
前記偶数個のジョイント部は、ハーフカットにより互いに嵌合可能な形状部を夫々有する雄型ジョイント部及び雌型ジョイント部の2種類に半数ずつ配設し、
前記製品シート内に不良ユニット配線板が存在する場合、前記半数の雄型ジョイント部又は雌型ジョイント部を切断するとともに、残りの半数の雌型ジョイント部又は雄型ジョイント部をハーフカットして、前記製品シートから前記不良ユニット配線板を除去し、前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置し、
該良品ユニット配線板側の雄型ジョイント部又は雌型ジョイント部を、前記不良ユニット配線板除去個所のスクラップ部側に残存する雌型ジョイント部又は雄型ジョイント部に嵌合連結させて成ることを特徴とする回路基板の製品シート。
【請求項1】
製品シートのスクラップ部に偶数個のジョイント部を介してユニット配線板が接続されている回路基板のユニット配線板差し替え方法であって、
前記ユニット配線板と前記ジョイント部を全体として点対称となる形状に形成する工程と、
前記偶数個のジョイント部は、ハーフカットにより互いに嵌合可能な形状部を夫々有する雄型ジョイント部及び雌型ジョイント部の2種類に半数ずつ形成する工程と、
前記製品シート内に不良ユニット配線板が存在する場合、前記半数の雄型ジョイント部又は雌型ジョイント部を切断するとともに、残りの半数の雌型ジョイント部又は雄型ジョイント部をハーフカットして、前記製品シートから前記不良ユニット配線板を除去する工程と、
前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置する工程と、
該良品ユニット配線板側の雄型ジョイント部又は雌型ジョイント部を、前記不良ユニット配線板除去個所のスクラップ部側に残存する雌型ジョイント部又は雄型ジョイント部に嵌合連結させる工程とを含むことを特徴とする回路基板のユニット配線板差し替え方法。
【請求項2】
製品シートのスクラップ部に偶数個のジョイント部を介してユニット配線板が接続されている回路基板のユニット配線板差し替え方法であって、
前記偶数個のジョイント部は、ハーフカットにより互いに嵌合可能な形状部を夫々有する雄型ジョイント部及び雌型ジョイント部の2種類に半数ずつ形成する工程と、
前記製品シート内に不良ユニット配線板が存在する場合、前記半数の雄型ジョイント部又は雌型ジョイント部を切断するとともに、残りの半数の雌型ジョイント部又は雄型ジョイント部をハーフカットして、前記製品シートから前記不良ユニット配線板を除去する工程と、
前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置する工程と、
該良品ユニット配線板側の雄型ジョイント部又は雌型ジョイント部を、前記不良ユニット配線板除去個所のスクラップ部側に残存する雌型ジョイント部又は雄型ジョイント部に嵌合連結させる工程とを含むことを特徴とする回路基板のユニット配線板差し替え方法。
【請求項3】
前記良品ユニット配線板と前記スクラップ部間の嵌合部に生じた面方向の空隙部に接着剤を介挿することを特徴とする請求項1又は2記載の回路基板のユニット配線板差し替え方法。
【請求項4】
前記良品ユニット配線板は、前記ユニット配線板の中心に関して前記雄型ジョイント部と雌型ジョイント部が互いに点対称となる箇所に形成された製品シートを用いて作製することを特徴とする請求項1又は3記載の回路基板のユニット配線板差し替え方法。
【請求項5】
前記良品ユニット配線板は、前記ユニット配線板の各辺部に配設した前記雄型ジョイント部と雌型ジョイント部が互いに逆の箇所に形成されている2種類の製品シートを用いて
作製することを特徴とする請求項2又は3記載の回路基板のユニット配線板差し替え方法。
【請求項6】
前記ユニット配線板は、互いに点対称をなす複数の製品形状部を有することを特徴とする請求項1記載の回路基板のユニット配線板差し替え方法。
【請求項7】
製品シートのスクラップ部に偶数個のジョイント部を介してユニット配線板が接続されている回路基板であって、
前記ユニット配線板と前記ジョイント部を全体として点対称となる形状に形成し、前記偶数個のジョイント部は、ハーフカットにより互いに嵌合可能な形状部を夫々有する雄型ジョイント部及び雌型ジョイント部の2種類に半数ずつ配設し、
前記製品シート内に不良ユニット配線板が存在する場合、前記半数の雄型ジョイント部又は雌型ジョイント部を切断するとともに、残りの半数の雌型ジョイント部又は雄型ジョイント部をハーフカットして、前記製品シートから前記不良ユニット配線板を除去し、前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置し、
該良品ユニット配線板側の雄型ジョイント部又は雌型ジョイント部を、前記不良ユニット配線板除去個所のスクラップ部側に残存する雌型ジョイント部又は雄型ジョイント部に嵌合連結させて成ることを特徴とする回路基板の製品シート。
【請求項8】
製品シートのスクラップ部に偶数個のジョイント部を介してユニット配線板が接続されている回路基板であって、
前記偶数個のジョイント部は、ハーフカットにより互いに嵌合可能な形状部を夫々有する雄型ジョイント部及び雌型ジョイント部の2種類に半数ずつ配設し、
前記製品シート内に不良ユニット配線板が存在する場合、前記半数の雄型ジョイント部又は雌型ジョイント部を切断するとともに、残りの半数の雌型ジョイント部又は雄型ジョイント部をハーフカットして、前記製品シートから前記不良ユニット配線板を除去し、前記切断した半数の雄型ジョイント部又は雌型ジョイント部と対応する雄型ジョイント部又は雌型ジョイント部を有する良品ユニット配線板を用意し、該雄型ジョイント部又は雌型ジョイント部をハーフカットして前記不良ユニット配線板除去個所に該良品ユニット配線板を配置し、
該良品ユニット配線板側の雄型ジョイント部又は雌型ジョイント部を、前記不良ユニット配線板除去個所のスクラップ部側に残存する雌型ジョイント部又は雄型ジョイント部に嵌合連結させて成ることを特徴とする回路基板の製品シート。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2013−45890(P2013−45890A)
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願番号】特願2011−182691(P2011−182691)
【出願日】平成23年8月24日(2011.8.24)
【出願人】(000230249)日本メクトロン株式会社 (216)
【Fターム(参考)】
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願日】平成23年8月24日(2011.8.24)
【出願人】(000230249)日本メクトロン株式会社 (216)
【Fターム(参考)】
[ Back to top ]