
回路基板収容ケース

【課題】収容部内の気密性を確保することができる回路基板収容ケースを提供する。
【解決手段】カバー部材2とベース部材3を接合し、グロープラグの制御基板10を収容部9内に収容したコントローラボックス1を形成する。グロープラグの接続ケーブルの末端のコネクタ(プラグ)を接続する機器側のコネクタ(レセプタクル4)内に、収容部9内に連通する連通孔45を設ける。連通孔45を介して収容部9内を減圧し、気密性試験を行う。接合部からの気密漏れがなければ、密封材49で連通孔45を塞ぐ。
【解決手段】カバー部材2とベース部材3を接合し、グロープラグの制御基板10を収容部9内に収容したコントローラボックス1を形成する。グロープラグの接続ケーブルの末端のコネクタ(プラグ)を接続する機器側のコネクタ(レセプタクル4)内に、収容部9内に連通する連通孔45を設ける。連通孔45を介して収容部9内を減圧し、気密性試験を行う。接合部からの気密漏れがなければ、密封材49で連通孔45を塞ぐ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、回路基板を収容するための回路基板収容ケースに関するものである。
【背景技術】
【0002】
従来、自動車には、グロープラグやガスセンサ等が設けられており、これらを制御するための回路基板を収容した回路基板収容ケースが、自動車の車体に固定されている。一般に、回路基板収容ケースはグローブボックスの裏側やエンジンルーム内部など自動車の室外を含めた雨水等に曝されうる位置に設置されるため、内部に水滴等が浸入しないよう、回路基板収容ケースの収容部内が密閉される。回路基板収容ケースを、例えば2部材から構成し、両者の接合により内部に収容部を形成する場合、両部材の合わせ面同士を部分的ではなく全周にわたって接合すれば、合わせ面間を介した気密漏れを防止し、収容部内の気密性を確保できる。
【0003】
このような回路基板収容ケースを、例えば樹脂から形成したならば、2部材の接合を、例えばレーザ溶着によって行うことができる。レーザ溶着では、レーザ光の波長や、回路基板収容ケースの部材の材質を適宜選択することにより、回路基板収容ケースの壁面の外側からレーザ光を照射しつつも壁面は溶かさず、合わせ面付近を溶融させ、部材同士を接合することができる。しかし、レーザ光の照射状況によって接合状態が左右される場合があるので、接合の確実性を確保できるように、気密性試験を行う場合がある。
【0004】
例えば特許文献1では、部材同士をレーザ光によって仮溶着した後、内部に気圧をかけた状態で所定時間内での圧力変化を監視する気密性試験を行い、試験に合格したものに対しレーザ光による本溶着を行うことで、接合の確実性を確保している。また、例えば特許文献2では、溶着前に部材同士を仮組みし、上記同様の気密性試験を行って合わせ面間に大きな隙間がないことを確認できたものに対してレーザ溶着を行い、接合の確実性を確保している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−351730号公報
【特許文献2】特開2008−273034号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1における気密性試験は、部材同士を仮溶着した状態においてなされたものであり、仮溶着した部分が耐えられる程度の低い圧力をかけて、試験を行ったものである。すなわち、仮溶着において気密性が確保できれば、本溶着しても、接合の確実性を確保できるとみなしたものである。したがって、特許文献1において、合わせ面同士の接合が全周にわたってなされているかについては確認できる。しかし、本溶着後においても、収容部内の気密性について、前記の「仮溶着した部分が耐えられる程度の低い圧力」よりも大きい高い圧力でも耐えることができる程度の接合がなされているかについては保証できていない。
【0007】
また、特許文献2における気密性試験ついても同様であり、部材同士を仮組みした状態においてなされたものである。すなわち、合わせ面間に大きな隙間がなければ、レーザ溶着しても、接合の確実性を確保できるとみなしたものである。したがって、特許文献2においても、収容部内の気密性が、実使用上において製品に要求されうる高い圧力に耐えられるかについては保証できていない。
【0008】
本発明は上記問題を解決するためになされたものであり、収容部内の気密性を確保することができる回路基板収容ケースを提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の態様によれば、回路基板を収容する回路基板収容ケースであって、前記回路基板と外部回路との接続を仲介するコネクタが外面に設けられたベース部材と、前記ベース部材と一体に組み付けられて、前記回路基板が収容される収容部を形成するカバー部材と、前記コネクタ内に開口され、前記収容部内と外部とを連通する連通孔と、前記コネクタ内で、前記連通孔を気密に塞ぎ、前記収容部を密閉する密封材と、を備えた回路基板収容ケースが提供される。
【0010】
コネクタ内に開口した連通孔を介し、収容部内を加圧もしくは減圧した後、収容部内の気圧変化をみる気密性試験を行えば、収容部に、カバー部材とベース部材との接合部位などから気密漏れが生じていないか、容易に確認することができる。その上で、連通孔を密封材で塞げば、収容部内の気密漏れを確実に防ぐことができる。これにより、収容部内へ水滴等が進入することがないので、収容部内に収容された回路基板に水滴等が付着することがなく、回路の短絡や腐食等の不具合の発生を防止することができる。また、プラグ等の着脱に伴う負荷に耐えられるよう、あらかじめ強度が確保されているコネクタ内に連通孔を設けるので、連通孔の周囲の強度を容易に確保でき、コネクタの設計変更を行わずとも容易に連通孔を設けることができる。さらに、密封材もコネクタ内に設けることとなるため、回路基板収容ケースの外観を損なわない。
【0011】
本発明の態様において、前記連通孔は、前記回路基板に接続される端子が配置される端子配置孔とは別体に開口されていてもよい。連通孔を端子配置孔とは別体に設ければ、コネクタ内で連通孔を形成する位置についてレイアウトの自由度が高く、ゆえに、容易に開口面積を大きくすることができる。開口面積を確保すれば、気密漏れが生じていないか気密性試験を行う場合に、収容部内の加圧もしくは減圧を素早く確実に行うことができ、また、空気の流通抵抗を小さくできるので、わずかな気密漏れでも検出しやすくなり、試験結果の信頼性を高めることができる。
【0012】
本発明の態様において、前記連通孔は、前記回路基板に接続される端子が配置される端子配置孔と一体に開口されていてもよい。端子配置孔と一体の連通孔を形成すれば、コネクタ内に設ける孔の数を必要最低限とすることができ、ベース部材の作製においてかかる手間を軽減できる。また、コネクタの設計上、もともと孔を形成するよう設計された位置に連通孔を設けるので、設計上目標とするコネクタの強度を維持することができる。端子配置孔と一体の連通孔を形成するには、端子配置孔の一部に、例えば溝を形成するだけでも可能であり、連通孔の形成が容易である。
【0013】
本発明の態様において、前記密封材は、前記コネクタ内で、前記連通孔とともに前記端子配置孔を気密に塞いでもよい。端子配置孔は、収容部内の回路基板に接続される端子が挿通されることとなるため、端子と、端子配置孔との隙間から気密漏れを生ずる場合があるが、連通孔とともに密封材で塞げば、収容部内の気密性を容易に、かつ確実に、確保することができる。
【0014】
本発明の態様において、前記収容部内には不活性ガスが封入されていてもよい。収容部内の気密性を確保できるので、不活性ガスが収容部から漏出することはない。ゆえに、長期にわたって、収容部内の回路基板を腐食から確実に保護することができる。
【図面の簡単な説明】
【0015】
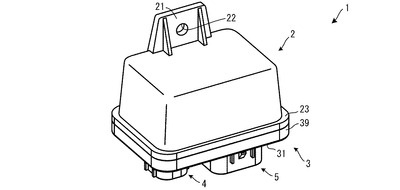
【図1】コントローラボックス1の正面、平面および左側面を表す図である。
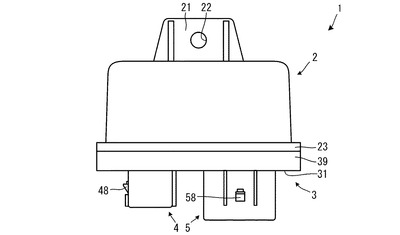
【図2】コントローラボックス1の正面図である。
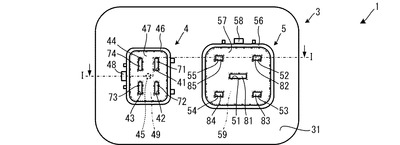
【図3】コントローラボックス1の底面図である。
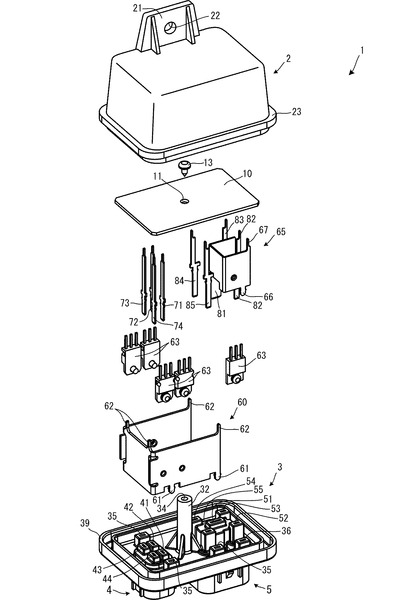
【図4】コントローラボックス1の分解斜視図である。
【図5】図3に示すI−I線(一点鎖線)で切断したコントローラボックス1を矢印方向に見た断面図である。
【図6】気密性試験について説明するための図である。
【図7】変形例としての密封材149を設けた場合のコントローラボックス1のコネクタ(レセプタクル4側)付近を示す断面図である。
【図8】変形例としての密封材249,250を設けた場合のコントローラボックス1のコネクタ(レセプタクル4側)付近を示す断面図である。
【図9】端子配置孔341が連通孔345を兼ねるようリブ346で接続端子71との間に隙間を確保した例を示す図である。
【図10】端子配置孔441の内壁面に溝を設けて連通孔445として機能させた例を示す図である。
【発明を実施するための形態】
【0016】
以下、本発明を具体化した回路基板収容ケースの一実施の形態について、図面を参照して説明する。まず、回路基板収容ケースの一例として、自動車等のディーゼルエンジンに使用されるグロープラグ(図示外)への通電制御を行う制御基板(回路基板)を収容するコントローラボックス1を挙げ、コントローラボックス1の構造について、図1〜図5を参照して説明する。
【0017】
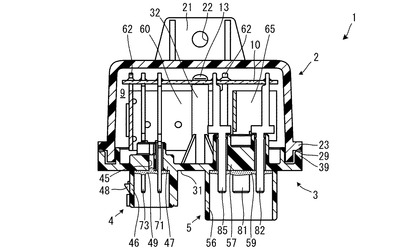
図1,図2に示す、コントローラボックス1は、平面視すると角が丸くなった長方形状を表す板状のベース部材3に、底部側が開放された箱形状のカバー部材2を一体に組み付け、内部に制御基板10を収容する収容部9(図5参照)を形成したケースである。カバー部材2およびベース部材3は、一例として、合成樹脂の射出成形により形成される樹脂部材であり、後述するが、レーザ溶着され、収容部9内に水滴等が進入しないように密着されている。カバー部材2には、自動車の車体にコントローラボックス1を固定するための取付板21が設けられている。取付板21は、正面視した場合に台形状をなし、中央部に、ねじ孔22が形成されている。
【0018】
カバー部材2の、ベース部材3に組み付ける側の端部(箱形状の開放側の端部)には、外側にツバ状に張り出したツバ部23が設けられている。また、ベース部材3は外周縁に沿って垂直に立ち上がる所定幅(所定厚み)の外縁部39を有する。カバー部材2のツバ部23は、カバー部材2とベース部材3とを組み合わせたときに一周にわたって外縁部39に突き当たり、ベース部材3の外縁部39よりも内周側が、カバー部材2で覆い塞がれるように、外縁部39に合わせた大きさに張り出している。
【0019】
次に、ベース部材3の外面(底面31)に設けられたコネクタの構造について説明する。ベース部材3の底面31には、機器側のコネクタとして、レセプタクル4およびレセプタクル5が設けられている。図2,図3に示す、レセプタクル4には、グロープラグ(図示外)から引き出されるケーブルの末端にコネクタとして設けられるプラグ(図示外)が接続される。レセプタクル4は、ベース部材3の底面31から突出し、断面が略長方形の筒状をなす周壁46を有する。周壁46に囲まれる内部には、グロープラグに通電するための金属製の接続端子71〜74が設けられている。ベース部材3は、周壁46内で囲まれる部分において厚肉に形成されており(図5参照)、以下、この部分を底壁47とよぶ。図3に示すように、底壁47にはさらに、ベース部材3を厚み方向に貫通する4つの端子配置孔41〜44が設けられており、上記の接続端子71〜74は、それぞれ収容部9(図5参照)内から各端子配置孔41〜44に圧入され、周壁46内に突出されている。また、図2,図3に示すように、レセプタクル4の周壁46の外周面には、グロープラグからの接続用のプラグ(図示外)を掛け留めるラッチ48が設けられている。
【0020】
図2,図3に示す、レセプタクル5には、図示しない自動車の電子制御装置(以下、「ECU」という。)やバッテリとの接続ケーブルの末端にコネクタとして設けられるプラグ(図示外)が接続される。レセプタクル5も同様に、ベース部材3の底面31から突出し、断面が略長方形の筒状をなす周壁56を有する。そして、周壁56に囲まれる内部には、中央に、バッテリ電圧が入力される接続端子81が設けられ、四つ角に、アースに接続される接続端子82、およびECUとの間で信号の入出力に用いられる接続端子83〜85がそれぞれ設けられている。ベース部材3は、周壁56内で囲まれる部分においても厚肉に形成されており(図5参照)、以下、この部分を底壁57とよぶ。図3に示すように、底壁57にも、ベース部材3を厚み方向に貫通する5つの端子配置孔51〜55が設けられており、上記の接続端子81〜85は、それぞれ収容部9(図5参照)内から各端子配置孔51〜55に圧入され、周壁56内に突出されている。そして、図2,図3に示すように、レセプタクル5の周壁56の外周面にも、バッテリおよびECUとの接続ケーブルのプラグ(図示外)を掛け留めるラッチ58が設けられている。なお、上記の接続端子71〜74、81〜85は、真ちゅう等の金属で構成され、一例としては、真ちゅうにスズめっきをしたものを、ベース部材3に圧入接合している。
【0021】
次に、コントローラボックス1の内部構造について説明する。図4および図5に示すように、コントローラボックス1の内部の最上部には、グロープラグの通電を制御するための電子部品が搭載された制御基板10が設けられている。制御基板10の中央部には、ねじ13が挿入されるねじ孔11が形成されている。また、ベース部材3の中央部には、円柱状の支持部32が立設され、この支持部32により制御基板10が収容部9内で支持される。この支持部32の上端部には、ねじ13がねじ込まれるねじ孔34が形成されている。なお、本実施の形態では、制御基板10は、一方の面(図4,図5における下側の面)に電子部品が配置された片面基板である。
【0022】
図4に示すように、ベース部材3と制御基板10との間には、金属製の長方形の板材を2箇所折り曲げて形成した放熱器60と、同様に形成され、放熱器60より小型の放熱器65が設けられている。放熱器60,65は、熱伝導性のよい金属の板材を打ち抜き加工等により切り抜き、ねじ孔や切り欠き等を設け、折り曲げ加工を経て形成されたものである。放熱器60の材質としては、一例として、亜鉛めっき鋼板を用いる。また、放熱器65は、その一部がレセプタクル5の接続端子81として機能するものであり、上記したように真ちゅう等の金属からなり、表面にスズめっきが形成されている。
【0023】
図4に示すように、放熱器60の下部には4つの脚部61(図4ではそのうちの2つを示す)が四隅に設けられており、ベース部材3に設けられた4つの固定穴35(図4ではそのうちの3つを示す)にそれぞれが挿入され、放熱器60がベース部材3に固定される。また、放熱器60の上部の四隅には、制御基板10を貫通して制御基板10にハンダ付けされる4つの腕部62が設けられている。同様に、放熱器65の下部にも、ベース部材3に設けられた固定穴36に挿入されて固定される脚部66が設けられている。また、放熱器65の上部にも、制御基板10を貫通して制御基板10にハンダ付けされる腕部67が設けられている。さらに、放熱器65は、下部の一部が延伸され、上記した接続端子81として形成されて、通電経路として機能する。なお、放熱器65と接続端子81とをそれぞれ別体に形成して放熱器65を通電経路とは独立させてもよい。また、放熱器60,65の側板には、グロープラグに流れる電流をON・OFFするFET63が、放熱器60には4つ、放熱器65には1つ、それぞれねじ止めされて固定される。各FET63の3本の脚は、それぞれ制御基板10を貫通して制御基板10にハンダ付けされる。
【0024】
次に、ベース部材3には、上記したように、レセプタクル4の底壁47として厚肉に形成された部位を厚み方向(図2,5における上下方向)に貫通し、接続端子71〜74の下端側がそれぞれ圧入接合される端子配置孔41〜44が設けられている。同様に、レセプタクル5の底壁57として厚肉に形成された部位を厚み方向に貫通し、接続端子81〜85の下端側がそれぞれ圧入接合される端子配置孔51〜55が設けられている。なお、接続端子71〜74および接続端子82〜85の上端部は、制御基板10を貫通して制御基板10にハンダ付けされる。
【0025】
さらにベース部材3には、図3,図5に示すように、端子配置孔41〜44の中央の位置に、底壁47を厚み方向に貫通する連通孔45が設けられている。換言すると、連通孔45は、図5に示すように、カバー部材2とベース部材3とが組み合わされて形成され、両者が接合されて密閉される収容部9の内部と外部とを連通する孔である。本実施の形態では、連通孔45は、レセプタクル4内にて、端子配置孔41〜44とは別体に開口されている。本実施の形態では、この連通孔45の開口面積を、少なくとも0.4mm2以上としており、後述する気密性試験において、収容部9内の減圧をスムーズに行うための十分な通気量(時間当たりの空気の流通量)を確保している。また、減圧後の気密漏れの試験において収容部9内の圧力変化を検出する上で、連通孔45が空気の流通抵抗となって試験結果に影響を及ぼすことがないようにするという観点からも、連通孔45の開口面積を0.4mm2以上に確保している。もちろん、レセプタクル4内に連通孔45を複数設けてもよいが、その場合の連通孔45の開口面積についても、合計で、0.4mm2以上確保できれば好ましい。
【0026】
また、レセプタクル4,5内には、底壁47,57におけるベース部材3の底面31を覆う密封材49,59が、それぞれ設けられている。密封材49,59としては、例えば、樹脂や接着剤、Oリングなど、一般的に、シーリングに使用される部材を用いることができ、本実施の形態では、熱可塑性樹脂からなる接着剤を用いた例を示す。接着剤の性能としては、過酷な環境(例えば−50℃〜120℃の温度環境)に曝されてもシール性が低下しにくいものが好ましい。また、接着剤の種類としては、熱可塑性樹脂からなる接着剤の他にも、紫外線照射により短時間で硬化するUV反応型の接着剤、加熱により硬化が進む付加反応型の接着剤、大気中の水分により硬化が進む縮合反応型の接着剤などを用いることができる。密封材49が設けられることにより、レセプタクル4内の端子配置孔41〜44と接続端子71〜74との隙間と、連通孔45が塞がれる。また、密封材59が設けられることにより、レセプタクル5内の端子配置孔51〜55と接続端子81〜85との隙間が塞がれる。これにより、レセプタクル4,5を介した収容部9内の気密漏れは生じない。
【0027】
次に、コントローラボックス1の組み立て過程について説明する。まず、図4に示す、カバー部材2およびベース部材3を合成樹脂の射出成形により形成する。ベース部材3の端子配置孔41〜44に接続端子71〜74を圧入接合し、同様に、端子配置孔52〜55に接続端子82〜85が圧入接合する。さらに、ベース部材3の固定穴35に放熱器60の脚部61を挿入して放熱器60を固定し、同様に、ベース部材3の固定穴36と端子配置孔51に、放熱器65の脚部66と接続端子81を挿入して放熱器65を固定する。そして放熱器60,65に、FET63をねじで固定する。
【0028】
制御基板10は別工程で作製し、配線パターンを形成し、電子部品等を実装する。接続端子71〜74,82〜85の上端部、接続端子71〜74の上端部、FET63の脚、および放熱器60,65の腕部62,67を、制御基板10の図示外の孔に貫通させ、制御基板10をベース部材3の支持部32にねじ13で固定する。そして、接続端子71〜74,82〜85の上端部、接続端子71〜74の上端部、FET63の脚、および放熱器60,65の腕部62,67を、制御基板10のランド(図示外)にハンダ付けする。これにより、接続端子71〜74および接続端子81〜85は、制御基板10に電気的に接続される。なお、ハンダ付け以外に、プレスフィット方式、レーザ溶接、抵抗溶接等による電気的な接続を行ってもよい。
【0029】
次に、箱形状に射出成形したカバー部材2を、制御基板10等に被せるようにしてベース部材3に組み付け、カバー部材2のツバ部23がベース部材3の外縁部39に突き当たった状態にする。そして、ツバ部23の上方よりツバ部23と外縁部39との接触部位にレーザ光を照射し、両部材を溶かし込んだ溶融部29(図5参照)を、全周にわたって形成して、カバー部材2とベース部材3とをレーザ溶着し、収容部9内を密閉する。レーザ溶着は、例えば、レーザ光の波長を、カバー部材2を透過しベース部材3に吸収されて発熱するように設定する方法、外縁部39のツバ部23との接触面に発熱剤を塗布しておいてカバー部材2を透過するレーザ光を照射する方法など、公知の方法を用いればよい。あるいは、ツバ部23を外縁部39に溶かし込んで、カバー部材2とベース部材3とを接合してもよい。
【0030】
上記のように組み立てたコントローラボックス1に対し、後述する気密性試験を行う。そして、試験に合格したコントローラボックス1のレセプタクル4内の連通孔45から、収容部9内に、不活性ガスを充填する。また、あらかじめ別工程で、レセプタクル4,5の底壁47,57におけるベース部材3の底面31の形状にあわせたシート状で、各接続端子71〜74,81〜85が対応する位置に孔を開けた、熱可塑性樹脂からなる密封材49,59を作製する。この密封材49,59のシートを、それぞれレセプタクル4,5内に入れ、各接続端子71〜74,81〜85を挿通させつつ底壁47,57上に配置し、加熱して溶かすことで、端子配置孔41〜44,51〜55の隙間や連通孔45を塞ぎ、不活性ガスを充填した収容部9内を密閉する。このようにして、コントローラボックス1が完成する。
【0031】
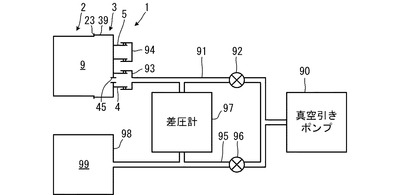
次に、コントローラボックス1の組み立て過程において行う気密性試験について説明する。上記のように、気密性試験は、コントローラボックス1の組み立て過程において、カバー部材2とベース部材3との接合を行った後に行い、すなわち、作製するすべてのコントローラボックス1に対して行う。気密性試験は、例えば、図6に示すように、試験対象のコントローラボックス1に対し、減圧法による差圧検出方式を用いた試験で行う。具体的に、真空引きポンプ90に接続された耐圧ホース91に弁92を設け、末端に、コントローラボックス1のレセプタクル4に取り付けられるプラグ形状の接続キャップ93を設ける。接続キャップ93としては、例えば、レセプタクル4との間にOリングを用い、レセプタクル4内と耐圧ホース91内との間で気密性を維持できるものを使用する。一方、レセプタクル5における通気を塞ぎコントローラボックス1内の気密性を維持するため、レセプタクル5へプラグ形状の接続キャップ94を被せて封止する。また、真空引きポンプ90に別の耐圧ホース95を接続し、上記同様、弁96を設け、末端に、コントローラボックス1の収容部9と略同容量の基準室99を有する基準タンク98を接続する。そして、耐圧ホース91と耐圧ホース95とを、それぞれ弁92,96よりも末端側(真空引きポンプ90とは反対側)にて差圧計97に接続する。
【0032】
この状態で、まず、弁92,96を開き、真空引きポンプ90を作動させる。耐圧ホース91を介してコントローラボックス1の収容部9内に負圧をかけるとともに、基準タンク98の基準室99内にも同じ負圧をかける。収容部9内と基準室99内の気圧は、真空引きポンプ90によって、周囲の雰囲気(大気)よりも低圧となる。このとき収容部9内にかけられる負圧は、コントローラボックス1に製品として要求される耐圧以上の圧力とする。次に、弁92,96を閉じる。弁92,96を閉じた当初は、収容部9内と基準室99内の気圧とは同圧であるから、差圧計97に圧力差は検出されない。ここで、コントローラボックス1のカバー部材2のツバ部23と、ベース部材3の外縁部39との間になされたレーザ溶着の強度が不十分で要求耐圧に耐えられず、気密漏れが生じた場合、収容部9内に大気が進入し、収容部9内の気圧が上昇する。基準室99内の気圧には変動がないため、差圧計97に、収容部9内の気圧と基準室99内の気圧との差が検出されることになり、試験結果は不合格として認定される。一方、レーザ溶着の強度が十分であり気密漏れが生じなければ、収容部9内は、真空引きポンプ90によってかけられた負圧を維持することができ、差圧計97には気圧差が検出されず、試験結果は合格として認定される。このようにして製造されるすべてのコントローラボックス1に対し気密性試験を行い、試験に合格したものに対し、収容部9内に不活性ガスを充填するとともに、上記の熱可塑性樹脂からなる密封材49,59をレセプタクル4,5内に配置し、加熱して溶かして収容部9内を密閉し、コントローラボックス1が完成する。なお、不活性ガスとしては窒素ガスやアルゴンガス等の周知のものを利用すればよい。また、充填に際しては、上記気密性試験後に収容部9内の気圧を常圧へ戻す際に、不活性ガスを流入させるという、いわゆる真空置換法により行ってもよい。
【0033】
以上説明したように、コントローラボックス1は、レセプタクル4内に連通孔45を有するので、その連通孔45を介し、収容部9内を減圧(加圧してもよい)した後、収容部9内の気圧変化をみる気密性試験を行えば、収容部9に、カバー部材2とベース部材3との接合部位などから気密漏れが生じていないか、容易に確認することができる。その上で、連通孔45を密封材49で塞げば、収容部9内の気密漏れを確実に防ぐことができる。これにより、収容部9内へ水滴等が進入することがないので、収容部9内に収容された制御基板10に水滴等が付着することがなく、回路の短絡や腐食等の不具合の発生を防止することができる。また、レセプタクル4は、プラグ等の着脱に伴う負荷に耐えられるよう、あらかじめ強度が確保されているが、このレセプタクル4内に連通孔45を設けることで、連通孔45の周囲の強度を容易に確保でき、レセプタクル4の設計変更を行わずとも容易に連通孔45を設けることができる。さらに、密封材49もレセプタクル4内に設けることとなるため、コントローラボックス1の外観を損なわない。
【0034】
また、連通孔45を、端子配置孔41〜44とは別体に設けたので、レセプタクル4内で連通孔45を形成する位置についてレイアウトの自由度が高く、ゆえに、容易に開口面積を大きくすることができる。開口面積を確保すれば、気密漏れが生じていないか気密性試験を行う場合に、収容部9内の減圧(または加圧)を素早く確実に行うことができ、また、連通孔45を介した空気の流通抵抗を小さくできるので、わずかな気密漏れでも検出しやすくなり、試験結果の信頼性を高めることも期待できる。
【0035】
また、本実施の形態では、接続端子71〜74,81〜85を、端子配置孔41〜44,51〜55挿通し、ベース部材3に圧入接合したため、接続端子71〜74,81〜85と、端子配置孔41〜44,51〜55との隙間から気密漏れを生ずる場合がある。その場合には、連通孔45とともに密封材49,59で端子配置孔41〜44,51〜55を塞げば、収容部9内の気密性を容易に、かつ確実に、確保することができる。
【0036】
そして、上記のように収容部9内の気密性を確保できるので、収容部9に不活性ガスを封入しても、不活性ガスが収容部9から漏出することはない。ゆえに、長期にわたって、収容部9内の制御基板10を腐食から確実に保護することができる。
【0037】
なお、本発明は上記実施の形態に限られず、各種の変形が可能である。例えば、カバー部材2とベース部材3との接合はレーザ溶着で行ったが、レーザ溶着に限らず、ツバ部23と外縁部39とを接着剤で貼り合わせてカバー部材2とベース部材3とを接合し、収容部9内を密閉してもよい。あるいは、カバー部材2をベース部材3に組み付ける際に、Oリング等を用いて収容部9内の気密性を確保しつつ、カバー部材2をベース部材3にねじ止めやラッチ等で固定してもよい。また、気密性試験は減圧法で行ったが、加圧法でもよい。また、必ずしも収容部9内に不活性ガスを充填しなくともよい。また、連通孔45は、レセプタクル5内に設けてもよい。また、あらかじめ気密性試験前に、端子配置孔41〜44,51〜55と接続端子71〜74,81〜85との隙間を密封材49,59で塞いでおいてもよい。
【0038】
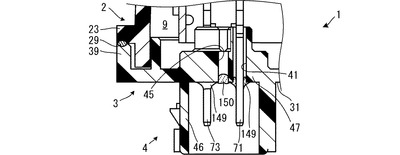
また、本実施の形態では、接着剤をシート状に形成した密封材49,59を加熱して溶かすことにより、連通孔45や端子配置孔41〜44,51〜55と接続端子71〜74,81〜85との間の隙間を塞いだが、粘性のある接着剤をレセプタクル4,5内に流し込んでUVや加熱、硬化剤等により硬化させ、収容部9内の気密性を確保してもよい。あるいは、例えば、図7に示すように、密封材149,150を、レセプタクル4(図示しないがレセプタクル5についても同様)内で底壁47におけるベース部材3の底面31の全体には配置せず、端子配置孔41〜44(図7では端子配置孔41のみを図示)と接続端子71〜74(図7では接続端子71,73を図示)との間の隙間と、連通孔45を塞ぐように、ピンポイントに配置してもよい。
【0039】
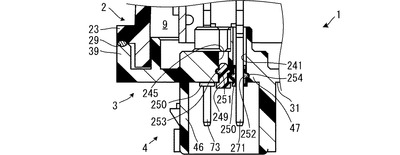
また、図8に示すように、弾性を有する部材を用いて密封材249,250を作製し、連通孔245内や、端子配置孔241と接続端子271との間の隙間内に挿入して塞ぎ、気密性を確保してもよい。なお、この場合、密封材249,250には抜け防止の鍔部251,252を設け、連通孔245内や端子配置孔241内には、鍔部251,252が嵌る受け部253,254を形成するとよい。
【0040】
また、図9に示すように、接続端子71(図示しないが、接続端子72〜74,81〜85についても同様である)の端子配置孔341が、連通孔345を兼ねる構造としてもよい。端子配置孔341内にリブ346(あるいはダボでもよい)を設け、端子配置孔341の壁面と接続端子71との間の隙間を大きくすることで、連通孔345の開口面積を確保すればよい。また、連通孔345の開口面積の確保は、端子配置孔341だけで実現してもよいし、この端子配置孔341が配置されるレセプタクル4内の他の端子配置孔42〜44にも同様の隙間を設け、合計の開口面積で、連通孔として必要な開口面積(0.4mm2以上)を確保してもよい。このように、端子配置孔341と一体となった連通孔345を形成すれば、レセプタクル4内に設ける孔の数を必要最低限とすることができ、ベース部材3の作製においてかかる手間を軽減できる。また、レセプタクル4を設計する上で、端子配置孔341としてもともと孔を形成するよう設計された位置に端子配置孔341を兼ねる連通孔345を設けるので、設計上目標とするレセプタクル4の強度を維持することができる。
【0041】
また、図10に示すように、接続端子71の端子配置孔441の内壁面に、貫通方向に延びる溝を形成し、その溝を連通孔445として、上記同様、端子配置孔441が連通孔445を兼ねる構造としてもよい。このようにすれば、容易に、連通孔445を形成することができる。
【0042】
また、本実施の形態では、ベース部材3が板状をなし、カバー部材2は、底部側が開放された箱形状をなすが、ベース部材が箱形状をなし、カバー部材が板状でベース部材の開放側の端部を蓋として塞いで内部に収容部を形成する形態であってもよい。あるいはベース部材、カバー部材が共に箱形状をなし、互いの開放側の端部を合わせ閉じて内部に収容部を形成する形態であってもよい。
【符号の説明】
【0043】
1 コントローラボックス
2 カバー部材
3 ベース部材
4 レセプタクル
41 端子配置孔
45 連通孔
46 周壁
49 密封材
71〜74 接続端子
341 端子配置孔
345 連通孔
441 端子配置孔
445 連通孔
【技術分野】
【0001】
本発明は、回路基板を収容するための回路基板収容ケースに関するものである。
【背景技術】
【0002】
従来、自動車には、グロープラグやガスセンサ等が設けられており、これらを制御するための回路基板を収容した回路基板収容ケースが、自動車の車体に固定されている。一般に、回路基板収容ケースはグローブボックスの裏側やエンジンルーム内部など自動車の室外を含めた雨水等に曝されうる位置に設置されるため、内部に水滴等が浸入しないよう、回路基板収容ケースの収容部内が密閉される。回路基板収容ケースを、例えば2部材から構成し、両者の接合により内部に収容部を形成する場合、両部材の合わせ面同士を部分的ではなく全周にわたって接合すれば、合わせ面間を介した気密漏れを防止し、収容部内の気密性を確保できる。
【0003】
このような回路基板収容ケースを、例えば樹脂から形成したならば、2部材の接合を、例えばレーザ溶着によって行うことができる。レーザ溶着では、レーザ光の波長や、回路基板収容ケースの部材の材質を適宜選択することにより、回路基板収容ケースの壁面の外側からレーザ光を照射しつつも壁面は溶かさず、合わせ面付近を溶融させ、部材同士を接合することができる。しかし、レーザ光の照射状況によって接合状態が左右される場合があるので、接合の確実性を確保できるように、気密性試験を行う場合がある。
【0004】
例えば特許文献1では、部材同士をレーザ光によって仮溶着した後、内部に気圧をかけた状態で所定時間内での圧力変化を監視する気密性試験を行い、試験に合格したものに対しレーザ光による本溶着を行うことで、接合の確実性を確保している。また、例えば特許文献2では、溶着前に部材同士を仮組みし、上記同様の気密性試験を行って合わせ面間に大きな隙間がないことを確認できたものに対してレーザ溶着を行い、接合の確実性を確保している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−351730号公報
【特許文献2】特開2008−273034号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1における気密性試験は、部材同士を仮溶着した状態においてなされたものであり、仮溶着した部分が耐えられる程度の低い圧力をかけて、試験を行ったものである。すなわち、仮溶着において気密性が確保できれば、本溶着しても、接合の確実性を確保できるとみなしたものである。したがって、特許文献1において、合わせ面同士の接合が全周にわたってなされているかについては確認できる。しかし、本溶着後においても、収容部内の気密性について、前記の「仮溶着した部分が耐えられる程度の低い圧力」よりも大きい高い圧力でも耐えることができる程度の接合がなされているかについては保証できていない。
【0007】
また、特許文献2における気密性試験ついても同様であり、部材同士を仮組みした状態においてなされたものである。すなわち、合わせ面間に大きな隙間がなければ、レーザ溶着しても、接合の確実性を確保できるとみなしたものである。したがって、特許文献2においても、収容部内の気密性が、実使用上において製品に要求されうる高い圧力に耐えられるかについては保証できていない。
【0008】
本発明は上記問題を解決するためになされたものであり、収容部内の気密性を確保することができる回路基板収容ケースを提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の態様によれば、回路基板を収容する回路基板収容ケースであって、前記回路基板と外部回路との接続を仲介するコネクタが外面に設けられたベース部材と、前記ベース部材と一体に組み付けられて、前記回路基板が収容される収容部を形成するカバー部材と、前記コネクタ内に開口され、前記収容部内と外部とを連通する連通孔と、前記コネクタ内で、前記連通孔を気密に塞ぎ、前記収容部を密閉する密封材と、を備えた回路基板収容ケースが提供される。
【0010】
コネクタ内に開口した連通孔を介し、収容部内を加圧もしくは減圧した後、収容部内の気圧変化をみる気密性試験を行えば、収容部に、カバー部材とベース部材との接合部位などから気密漏れが生じていないか、容易に確認することができる。その上で、連通孔を密封材で塞げば、収容部内の気密漏れを確実に防ぐことができる。これにより、収容部内へ水滴等が進入することがないので、収容部内に収容された回路基板に水滴等が付着することがなく、回路の短絡や腐食等の不具合の発生を防止することができる。また、プラグ等の着脱に伴う負荷に耐えられるよう、あらかじめ強度が確保されているコネクタ内に連通孔を設けるので、連通孔の周囲の強度を容易に確保でき、コネクタの設計変更を行わずとも容易に連通孔を設けることができる。さらに、密封材もコネクタ内に設けることとなるため、回路基板収容ケースの外観を損なわない。
【0011】
本発明の態様において、前記連通孔は、前記回路基板に接続される端子が配置される端子配置孔とは別体に開口されていてもよい。連通孔を端子配置孔とは別体に設ければ、コネクタ内で連通孔を形成する位置についてレイアウトの自由度が高く、ゆえに、容易に開口面積を大きくすることができる。開口面積を確保すれば、気密漏れが生じていないか気密性試験を行う場合に、収容部内の加圧もしくは減圧を素早く確実に行うことができ、また、空気の流通抵抗を小さくできるので、わずかな気密漏れでも検出しやすくなり、試験結果の信頼性を高めることができる。
【0012】
本発明の態様において、前記連通孔は、前記回路基板に接続される端子が配置される端子配置孔と一体に開口されていてもよい。端子配置孔と一体の連通孔を形成すれば、コネクタ内に設ける孔の数を必要最低限とすることができ、ベース部材の作製においてかかる手間を軽減できる。また、コネクタの設計上、もともと孔を形成するよう設計された位置に連通孔を設けるので、設計上目標とするコネクタの強度を維持することができる。端子配置孔と一体の連通孔を形成するには、端子配置孔の一部に、例えば溝を形成するだけでも可能であり、連通孔の形成が容易である。
【0013】
本発明の態様において、前記密封材は、前記コネクタ内で、前記連通孔とともに前記端子配置孔を気密に塞いでもよい。端子配置孔は、収容部内の回路基板に接続される端子が挿通されることとなるため、端子と、端子配置孔との隙間から気密漏れを生ずる場合があるが、連通孔とともに密封材で塞げば、収容部内の気密性を容易に、かつ確実に、確保することができる。
【0014】
本発明の態様において、前記収容部内には不活性ガスが封入されていてもよい。収容部内の気密性を確保できるので、不活性ガスが収容部から漏出することはない。ゆえに、長期にわたって、収容部内の回路基板を腐食から確実に保護することができる。
【図面の簡単な説明】
【0015】
【図1】コントローラボックス1の正面、平面および左側面を表す図である。
【図2】コントローラボックス1の正面図である。
【図3】コントローラボックス1の底面図である。
【図4】コントローラボックス1の分解斜視図である。
【図5】図3に示すI−I線(一点鎖線)で切断したコントローラボックス1を矢印方向に見た断面図である。
【図6】気密性試験について説明するための図である。
【図7】変形例としての密封材149を設けた場合のコントローラボックス1のコネクタ(レセプタクル4側)付近を示す断面図である。
【図8】変形例としての密封材249,250を設けた場合のコントローラボックス1のコネクタ(レセプタクル4側)付近を示す断面図である。
【図9】端子配置孔341が連通孔345を兼ねるようリブ346で接続端子71との間に隙間を確保した例を示す図である。
【図10】端子配置孔441の内壁面に溝を設けて連通孔445として機能させた例を示す図である。
【発明を実施するための形態】
【0016】
以下、本発明を具体化した回路基板収容ケースの一実施の形態について、図面を参照して説明する。まず、回路基板収容ケースの一例として、自動車等のディーゼルエンジンに使用されるグロープラグ(図示外)への通電制御を行う制御基板(回路基板)を収容するコントローラボックス1を挙げ、コントローラボックス1の構造について、図1〜図5を参照して説明する。
【0017】
図1,図2に示す、コントローラボックス1は、平面視すると角が丸くなった長方形状を表す板状のベース部材3に、底部側が開放された箱形状のカバー部材2を一体に組み付け、内部に制御基板10を収容する収容部9(図5参照)を形成したケースである。カバー部材2およびベース部材3は、一例として、合成樹脂の射出成形により形成される樹脂部材であり、後述するが、レーザ溶着され、収容部9内に水滴等が進入しないように密着されている。カバー部材2には、自動車の車体にコントローラボックス1を固定するための取付板21が設けられている。取付板21は、正面視した場合に台形状をなし、中央部に、ねじ孔22が形成されている。
【0018】
カバー部材2の、ベース部材3に組み付ける側の端部(箱形状の開放側の端部)には、外側にツバ状に張り出したツバ部23が設けられている。また、ベース部材3は外周縁に沿って垂直に立ち上がる所定幅(所定厚み)の外縁部39を有する。カバー部材2のツバ部23は、カバー部材2とベース部材3とを組み合わせたときに一周にわたって外縁部39に突き当たり、ベース部材3の外縁部39よりも内周側が、カバー部材2で覆い塞がれるように、外縁部39に合わせた大きさに張り出している。
【0019】
次に、ベース部材3の外面(底面31)に設けられたコネクタの構造について説明する。ベース部材3の底面31には、機器側のコネクタとして、レセプタクル4およびレセプタクル5が設けられている。図2,図3に示す、レセプタクル4には、グロープラグ(図示外)から引き出されるケーブルの末端にコネクタとして設けられるプラグ(図示外)が接続される。レセプタクル4は、ベース部材3の底面31から突出し、断面が略長方形の筒状をなす周壁46を有する。周壁46に囲まれる内部には、グロープラグに通電するための金属製の接続端子71〜74が設けられている。ベース部材3は、周壁46内で囲まれる部分において厚肉に形成されており(図5参照)、以下、この部分を底壁47とよぶ。図3に示すように、底壁47にはさらに、ベース部材3を厚み方向に貫通する4つの端子配置孔41〜44が設けられており、上記の接続端子71〜74は、それぞれ収容部9(図5参照)内から各端子配置孔41〜44に圧入され、周壁46内に突出されている。また、図2,図3に示すように、レセプタクル4の周壁46の外周面には、グロープラグからの接続用のプラグ(図示外)を掛け留めるラッチ48が設けられている。
【0020】
図2,図3に示す、レセプタクル5には、図示しない自動車の電子制御装置(以下、「ECU」という。)やバッテリとの接続ケーブルの末端にコネクタとして設けられるプラグ(図示外)が接続される。レセプタクル5も同様に、ベース部材3の底面31から突出し、断面が略長方形の筒状をなす周壁56を有する。そして、周壁56に囲まれる内部には、中央に、バッテリ電圧が入力される接続端子81が設けられ、四つ角に、アースに接続される接続端子82、およびECUとの間で信号の入出力に用いられる接続端子83〜85がそれぞれ設けられている。ベース部材3は、周壁56内で囲まれる部分においても厚肉に形成されており(図5参照)、以下、この部分を底壁57とよぶ。図3に示すように、底壁57にも、ベース部材3を厚み方向に貫通する5つの端子配置孔51〜55が設けられており、上記の接続端子81〜85は、それぞれ収容部9(図5参照)内から各端子配置孔51〜55に圧入され、周壁56内に突出されている。そして、図2,図3に示すように、レセプタクル5の周壁56の外周面にも、バッテリおよびECUとの接続ケーブルのプラグ(図示外)を掛け留めるラッチ58が設けられている。なお、上記の接続端子71〜74、81〜85は、真ちゅう等の金属で構成され、一例としては、真ちゅうにスズめっきをしたものを、ベース部材3に圧入接合している。
【0021】
次に、コントローラボックス1の内部構造について説明する。図4および図5に示すように、コントローラボックス1の内部の最上部には、グロープラグの通電を制御するための電子部品が搭載された制御基板10が設けられている。制御基板10の中央部には、ねじ13が挿入されるねじ孔11が形成されている。また、ベース部材3の中央部には、円柱状の支持部32が立設され、この支持部32により制御基板10が収容部9内で支持される。この支持部32の上端部には、ねじ13がねじ込まれるねじ孔34が形成されている。なお、本実施の形態では、制御基板10は、一方の面(図4,図5における下側の面)に電子部品が配置された片面基板である。
【0022】
図4に示すように、ベース部材3と制御基板10との間には、金属製の長方形の板材を2箇所折り曲げて形成した放熱器60と、同様に形成され、放熱器60より小型の放熱器65が設けられている。放熱器60,65は、熱伝導性のよい金属の板材を打ち抜き加工等により切り抜き、ねじ孔や切り欠き等を設け、折り曲げ加工を経て形成されたものである。放熱器60の材質としては、一例として、亜鉛めっき鋼板を用いる。また、放熱器65は、その一部がレセプタクル5の接続端子81として機能するものであり、上記したように真ちゅう等の金属からなり、表面にスズめっきが形成されている。
【0023】
図4に示すように、放熱器60の下部には4つの脚部61(図4ではそのうちの2つを示す)が四隅に設けられており、ベース部材3に設けられた4つの固定穴35(図4ではそのうちの3つを示す)にそれぞれが挿入され、放熱器60がベース部材3に固定される。また、放熱器60の上部の四隅には、制御基板10を貫通して制御基板10にハンダ付けされる4つの腕部62が設けられている。同様に、放熱器65の下部にも、ベース部材3に設けられた固定穴36に挿入されて固定される脚部66が設けられている。また、放熱器65の上部にも、制御基板10を貫通して制御基板10にハンダ付けされる腕部67が設けられている。さらに、放熱器65は、下部の一部が延伸され、上記した接続端子81として形成されて、通電経路として機能する。なお、放熱器65と接続端子81とをそれぞれ別体に形成して放熱器65を通電経路とは独立させてもよい。また、放熱器60,65の側板には、グロープラグに流れる電流をON・OFFするFET63が、放熱器60には4つ、放熱器65には1つ、それぞれねじ止めされて固定される。各FET63の3本の脚は、それぞれ制御基板10を貫通して制御基板10にハンダ付けされる。
【0024】
次に、ベース部材3には、上記したように、レセプタクル4の底壁47として厚肉に形成された部位を厚み方向(図2,5における上下方向)に貫通し、接続端子71〜74の下端側がそれぞれ圧入接合される端子配置孔41〜44が設けられている。同様に、レセプタクル5の底壁57として厚肉に形成された部位を厚み方向に貫通し、接続端子81〜85の下端側がそれぞれ圧入接合される端子配置孔51〜55が設けられている。なお、接続端子71〜74および接続端子82〜85の上端部は、制御基板10を貫通して制御基板10にハンダ付けされる。
【0025】
さらにベース部材3には、図3,図5に示すように、端子配置孔41〜44の中央の位置に、底壁47を厚み方向に貫通する連通孔45が設けられている。換言すると、連通孔45は、図5に示すように、カバー部材2とベース部材3とが組み合わされて形成され、両者が接合されて密閉される収容部9の内部と外部とを連通する孔である。本実施の形態では、連通孔45は、レセプタクル4内にて、端子配置孔41〜44とは別体に開口されている。本実施の形態では、この連通孔45の開口面積を、少なくとも0.4mm2以上としており、後述する気密性試験において、収容部9内の減圧をスムーズに行うための十分な通気量(時間当たりの空気の流通量)を確保している。また、減圧後の気密漏れの試験において収容部9内の圧力変化を検出する上で、連通孔45が空気の流通抵抗となって試験結果に影響を及ぼすことがないようにするという観点からも、連通孔45の開口面積を0.4mm2以上に確保している。もちろん、レセプタクル4内に連通孔45を複数設けてもよいが、その場合の連通孔45の開口面積についても、合計で、0.4mm2以上確保できれば好ましい。
【0026】
また、レセプタクル4,5内には、底壁47,57におけるベース部材3の底面31を覆う密封材49,59が、それぞれ設けられている。密封材49,59としては、例えば、樹脂や接着剤、Oリングなど、一般的に、シーリングに使用される部材を用いることができ、本実施の形態では、熱可塑性樹脂からなる接着剤を用いた例を示す。接着剤の性能としては、過酷な環境(例えば−50℃〜120℃の温度環境)に曝されてもシール性が低下しにくいものが好ましい。また、接着剤の種類としては、熱可塑性樹脂からなる接着剤の他にも、紫外線照射により短時間で硬化するUV反応型の接着剤、加熱により硬化が進む付加反応型の接着剤、大気中の水分により硬化が進む縮合反応型の接着剤などを用いることができる。密封材49が設けられることにより、レセプタクル4内の端子配置孔41〜44と接続端子71〜74との隙間と、連通孔45が塞がれる。また、密封材59が設けられることにより、レセプタクル5内の端子配置孔51〜55と接続端子81〜85との隙間が塞がれる。これにより、レセプタクル4,5を介した収容部9内の気密漏れは生じない。
【0027】
次に、コントローラボックス1の組み立て過程について説明する。まず、図4に示す、カバー部材2およびベース部材3を合成樹脂の射出成形により形成する。ベース部材3の端子配置孔41〜44に接続端子71〜74を圧入接合し、同様に、端子配置孔52〜55に接続端子82〜85が圧入接合する。さらに、ベース部材3の固定穴35に放熱器60の脚部61を挿入して放熱器60を固定し、同様に、ベース部材3の固定穴36と端子配置孔51に、放熱器65の脚部66と接続端子81を挿入して放熱器65を固定する。そして放熱器60,65に、FET63をねじで固定する。
【0028】
制御基板10は別工程で作製し、配線パターンを形成し、電子部品等を実装する。接続端子71〜74,82〜85の上端部、接続端子71〜74の上端部、FET63の脚、および放熱器60,65の腕部62,67を、制御基板10の図示外の孔に貫通させ、制御基板10をベース部材3の支持部32にねじ13で固定する。そして、接続端子71〜74,82〜85の上端部、接続端子71〜74の上端部、FET63の脚、および放熱器60,65の腕部62,67を、制御基板10のランド(図示外)にハンダ付けする。これにより、接続端子71〜74および接続端子81〜85は、制御基板10に電気的に接続される。なお、ハンダ付け以外に、プレスフィット方式、レーザ溶接、抵抗溶接等による電気的な接続を行ってもよい。
【0029】
次に、箱形状に射出成形したカバー部材2を、制御基板10等に被せるようにしてベース部材3に組み付け、カバー部材2のツバ部23がベース部材3の外縁部39に突き当たった状態にする。そして、ツバ部23の上方よりツバ部23と外縁部39との接触部位にレーザ光を照射し、両部材を溶かし込んだ溶融部29(図5参照)を、全周にわたって形成して、カバー部材2とベース部材3とをレーザ溶着し、収容部9内を密閉する。レーザ溶着は、例えば、レーザ光の波長を、カバー部材2を透過しベース部材3に吸収されて発熱するように設定する方法、外縁部39のツバ部23との接触面に発熱剤を塗布しておいてカバー部材2を透過するレーザ光を照射する方法など、公知の方法を用いればよい。あるいは、ツバ部23を外縁部39に溶かし込んで、カバー部材2とベース部材3とを接合してもよい。
【0030】
上記のように組み立てたコントローラボックス1に対し、後述する気密性試験を行う。そして、試験に合格したコントローラボックス1のレセプタクル4内の連通孔45から、収容部9内に、不活性ガスを充填する。また、あらかじめ別工程で、レセプタクル4,5の底壁47,57におけるベース部材3の底面31の形状にあわせたシート状で、各接続端子71〜74,81〜85が対応する位置に孔を開けた、熱可塑性樹脂からなる密封材49,59を作製する。この密封材49,59のシートを、それぞれレセプタクル4,5内に入れ、各接続端子71〜74,81〜85を挿通させつつ底壁47,57上に配置し、加熱して溶かすことで、端子配置孔41〜44,51〜55の隙間や連通孔45を塞ぎ、不活性ガスを充填した収容部9内を密閉する。このようにして、コントローラボックス1が完成する。
【0031】
次に、コントローラボックス1の組み立て過程において行う気密性試験について説明する。上記のように、気密性試験は、コントローラボックス1の組み立て過程において、カバー部材2とベース部材3との接合を行った後に行い、すなわち、作製するすべてのコントローラボックス1に対して行う。気密性試験は、例えば、図6に示すように、試験対象のコントローラボックス1に対し、減圧法による差圧検出方式を用いた試験で行う。具体的に、真空引きポンプ90に接続された耐圧ホース91に弁92を設け、末端に、コントローラボックス1のレセプタクル4に取り付けられるプラグ形状の接続キャップ93を設ける。接続キャップ93としては、例えば、レセプタクル4との間にOリングを用い、レセプタクル4内と耐圧ホース91内との間で気密性を維持できるものを使用する。一方、レセプタクル5における通気を塞ぎコントローラボックス1内の気密性を維持するため、レセプタクル5へプラグ形状の接続キャップ94を被せて封止する。また、真空引きポンプ90に別の耐圧ホース95を接続し、上記同様、弁96を設け、末端に、コントローラボックス1の収容部9と略同容量の基準室99を有する基準タンク98を接続する。そして、耐圧ホース91と耐圧ホース95とを、それぞれ弁92,96よりも末端側(真空引きポンプ90とは反対側)にて差圧計97に接続する。
【0032】
この状態で、まず、弁92,96を開き、真空引きポンプ90を作動させる。耐圧ホース91を介してコントローラボックス1の収容部9内に負圧をかけるとともに、基準タンク98の基準室99内にも同じ負圧をかける。収容部9内と基準室99内の気圧は、真空引きポンプ90によって、周囲の雰囲気(大気)よりも低圧となる。このとき収容部9内にかけられる負圧は、コントローラボックス1に製品として要求される耐圧以上の圧力とする。次に、弁92,96を閉じる。弁92,96を閉じた当初は、収容部9内と基準室99内の気圧とは同圧であるから、差圧計97に圧力差は検出されない。ここで、コントローラボックス1のカバー部材2のツバ部23と、ベース部材3の外縁部39との間になされたレーザ溶着の強度が不十分で要求耐圧に耐えられず、気密漏れが生じた場合、収容部9内に大気が進入し、収容部9内の気圧が上昇する。基準室99内の気圧には変動がないため、差圧計97に、収容部9内の気圧と基準室99内の気圧との差が検出されることになり、試験結果は不合格として認定される。一方、レーザ溶着の強度が十分であり気密漏れが生じなければ、収容部9内は、真空引きポンプ90によってかけられた負圧を維持することができ、差圧計97には気圧差が検出されず、試験結果は合格として認定される。このようにして製造されるすべてのコントローラボックス1に対し気密性試験を行い、試験に合格したものに対し、収容部9内に不活性ガスを充填するとともに、上記の熱可塑性樹脂からなる密封材49,59をレセプタクル4,5内に配置し、加熱して溶かして収容部9内を密閉し、コントローラボックス1が完成する。なお、不活性ガスとしては窒素ガスやアルゴンガス等の周知のものを利用すればよい。また、充填に際しては、上記気密性試験後に収容部9内の気圧を常圧へ戻す際に、不活性ガスを流入させるという、いわゆる真空置換法により行ってもよい。
【0033】
以上説明したように、コントローラボックス1は、レセプタクル4内に連通孔45を有するので、その連通孔45を介し、収容部9内を減圧(加圧してもよい)した後、収容部9内の気圧変化をみる気密性試験を行えば、収容部9に、カバー部材2とベース部材3との接合部位などから気密漏れが生じていないか、容易に確認することができる。その上で、連通孔45を密封材49で塞げば、収容部9内の気密漏れを確実に防ぐことができる。これにより、収容部9内へ水滴等が進入することがないので、収容部9内に収容された制御基板10に水滴等が付着することがなく、回路の短絡や腐食等の不具合の発生を防止することができる。また、レセプタクル4は、プラグ等の着脱に伴う負荷に耐えられるよう、あらかじめ強度が確保されているが、このレセプタクル4内に連通孔45を設けることで、連通孔45の周囲の強度を容易に確保でき、レセプタクル4の設計変更を行わずとも容易に連通孔45を設けることができる。さらに、密封材49もレセプタクル4内に設けることとなるため、コントローラボックス1の外観を損なわない。
【0034】
また、連通孔45を、端子配置孔41〜44とは別体に設けたので、レセプタクル4内で連通孔45を形成する位置についてレイアウトの自由度が高く、ゆえに、容易に開口面積を大きくすることができる。開口面積を確保すれば、気密漏れが生じていないか気密性試験を行う場合に、収容部9内の減圧(または加圧)を素早く確実に行うことができ、また、連通孔45を介した空気の流通抵抗を小さくできるので、わずかな気密漏れでも検出しやすくなり、試験結果の信頼性を高めることも期待できる。
【0035】
また、本実施の形態では、接続端子71〜74,81〜85を、端子配置孔41〜44,51〜55挿通し、ベース部材3に圧入接合したため、接続端子71〜74,81〜85と、端子配置孔41〜44,51〜55との隙間から気密漏れを生ずる場合がある。その場合には、連通孔45とともに密封材49,59で端子配置孔41〜44,51〜55を塞げば、収容部9内の気密性を容易に、かつ確実に、確保することができる。
【0036】
そして、上記のように収容部9内の気密性を確保できるので、収容部9に不活性ガスを封入しても、不活性ガスが収容部9から漏出することはない。ゆえに、長期にわたって、収容部9内の制御基板10を腐食から確実に保護することができる。
【0037】
なお、本発明は上記実施の形態に限られず、各種の変形が可能である。例えば、カバー部材2とベース部材3との接合はレーザ溶着で行ったが、レーザ溶着に限らず、ツバ部23と外縁部39とを接着剤で貼り合わせてカバー部材2とベース部材3とを接合し、収容部9内を密閉してもよい。あるいは、カバー部材2をベース部材3に組み付ける際に、Oリング等を用いて収容部9内の気密性を確保しつつ、カバー部材2をベース部材3にねじ止めやラッチ等で固定してもよい。また、気密性試験は減圧法で行ったが、加圧法でもよい。また、必ずしも収容部9内に不活性ガスを充填しなくともよい。また、連通孔45は、レセプタクル5内に設けてもよい。また、あらかじめ気密性試験前に、端子配置孔41〜44,51〜55と接続端子71〜74,81〜85との隙間を密封材49,59で塞いでおいてもよい。
【0038】
また、本実施の形態では、接着剤をシート状に形成した密封材49,59を加熱して溶かすことにより、連通孔45や端子配置孔41〜44,51〜55と接続端子71〜74,81〜85との間の隙間を塞いだが、粘性のある接着剤をレセプタクル4,5内に流し込んでUVや加熱、硬化剤等により硬化させ、収容部9内の気密性を確保してもよい。あるいは、例えば、図7に示すように、密封材149,150を、レセプタクル4(図示しないがレセプタクル5についても同様)内で底壁47におけるベース部材3の底面31の全体には配置せず、端子配置孔41〜44(図7では端子配置孔41のみを図示)と接続端子71〜74(図7では接続端子71,73を図示)との間の隙間と、連通孔45を塞ぐように、ピンポイントに配置してもよい。
【0039】
また、図8に示すように、弾性を有する部材を用いて密封材249,250を作製し、連通孔245内や、端子配置孔241と接続端子271との間の隙間内に挿入して塞ぎ、気密性を確保してもよい。なお、この場合、密封材249,250には抜け防止の鍔部251,252を設け、連通孔245内や端子配置孔241内には、鍔部251,252が嵌る受け部253,254を形成するとよい。
【0040】
また、図9に示すように、接続端子71(図示しないが、接続端子72〜74,81〜85についても同様である)の端子配置孔341が、連通孔345を兼ねる構造としてもよい。端子配置孔341内にリブ346(あるいはダボでもよい)を設け、端子配置孔341の壁面と接続端子71との間の隙間を大きくすることで、連通孔345の開口面積を確保すればよい。また、連通孔345の開口面積の確保は、端子配置孔341だけで実現してもよいし、この端子配置孔341が配置されるレセプタクル4内の他の端子配置孔42〜44にも同様の隙間を設け、合計の開口面積で、連通孔として必要な開口面積(0.4mm2以上)を確保してもよい。このように、端子配置孔341と一体となった連通孔345を形成すれば、レセプタクル4内に設ける孔の数を必要最低限とすることができ、ベース部材3の作製においてかかる手間を軽減できる。また、レセプタクル4を設計する上で、端子配置孔341としてもともと孔を形成するよう設計された位置に端子配置孔341を兼ねる連通孔345を設けるので、設計上目標とするレセプタクル4の強度を維持することができる。
【0041】
また、図10に示すように、接続端子71の端子配置孔441の内壁面に、貫通方向に延びる溝を形成し、その溝を連通孔445として、上記同様、端子配置孔441が連通孔445を兼ねる構造としてもよい。このようにすれば、容易に、連通孔445を形成することができる。
【0042】
また、本実施の形態では、ベース部材3が板状をなし、カバー部材2は、底部側が開放された箱形状をなすが、ベース部材が箱形状をなし、カバー部材が板状でベース部材の開放側の端部を蓋として塞いで内部に収容部を形成する形態であってもよい。あるいはベース部材、カバー部材が共に箱形状をなし、互いの開放側の端部を合わせ閉じて内部に収容部を形成する形態であってもよい。
【符号の説明】
【0043】
1 コントローラボックス
2 カバー部材
3 ベース部材
4 レセプタクル
41 端子配置孔
45 連通孔
46 周壁
49 密封材
71〜74 接続端子
341 端子配置孔
345 連通孔
441 端子配置孔
445 連通孔
【特許請求の範囲】
【請求項1】
回路基板を収容する回路基板収容ケースであって、
前記回路基板と外部回路との接続を仲介するコネクタが外面に設けられたベース部材と、
前記ベース部材と一体に組み付けられて、前記回路基板が収容される収容部を形成するカバー部材と、
前記コネクタ内に開口され、前記収容部内と外部とを連通する連通孔と、
前記コネクタ内で、前記連通孔を気密に塞ぎ、前記収容部を密閉する密封材と、
を備えたことを特徴とする回路基板収容ケース。
【請求項2】
前記連通孔は、前記回路基板に接続される端子が配置される端子配置孔とは別体に開口されていることを特徴とする請求項1に記載の回路基板収容ケース。
【請求項3】
前記連通孔は、前記回路基板に接続される端子が配置される端子配置孔と一体に開口されていることを特徴とする請求項1に記載の回路基板収容ケース。
【請求項4】
前記密封材は、前記コネクタ内で、前記連通孔とともに前記端子配置孔を気密に塞ぐことを特徴とする請求項2または3に記載の回路基板収容ケース。
【請求項5】
前記収容部内には不活性ガスが封入されていることを特徴とする請求項1から4のいずれかに記載の回路基板収容ケース。
【請求項1】
回路基板を収容する回路基板収容ケースであって、
前記回路基板と外部回路との接続を仲介するコネクタが外面に設けられたベース部材と、
前記ベース部材と一体に組み付けられて、前記回路基板が収容される収容部を形成するカバー部材と、
前記コネクタ内に開口され、前記収容部内と外部とを連通する連通孔と、
前記コネクタ内で、前記連通孔を気密に塞ぎ、前記収容部を密閉する密封材と、
を備えたことを特徴とする回路基板収容ケース。
【請求項2】
前記連通孔は、前記回路基板に接続される端子が配置される端子配置孔とは別体に開口されていることを特徴とする請求項1に記載の回路基板収容ケース。
【請求項3】
前記連通孔は、前記回路基板に接続される端子が配置される端子配置孔と一体に開口されていることを特徴とする請求項1に記載の回路基板収容ケース。
【請求項4】
前記密封材は、前記コネクタ内で、前記連通孔とともに前記端子配置孔を気密に塞ぐことを特徴とする請求項2または3に記載の回路基板収容ケース。
【請求項5】
前記収容部内には不活性ガスが封入されていることを特徴とする請求項1から4のいずれかに記載の回路基板収容ケース。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図10】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2011−155741(P2011−155741A)
【公開日】平成23年8月11日(2011.8.11)
【国際特許分類】
【出願番号】特願2010−14605(P2010−14605)
【出願日】平成22年1月26日(2010.1.26)
【出願人】(000004547)日本特殊陶業株式会社 (2,912)
【Fターム(参考)】
【公開日】平成23年8月11日(2011.8.11)
【国際特許分類】
【出願日】平成22年1月26日(2010.1.26)
【出願人】(000004547)日本特殊陶業株式会社 (2,912)
【Fターム(参考)】
[ Back to top ]