
回転円板を使用して得られる薄板の摩擦接合体及び摩擦接合方法
【課題】接合しようとする金属板を二枚重ね合わせ、従来の摩擦接合で見られたバリが発生せず、また接合部に酸化皮膜が発生せず、二枚の金属板が十分に強固な接合された新規な接合体及び接合方法を提供。
【解決手段】接合しようとする融点が同じである二枚の金属板、又は上部の金属板の融点が下部の融点が下部の金属板の融点より低い二枚の金属板について、上部の金属板と下部の金属板の接合しようとする部分の上部の金属板の表面に回転している円柱形回転部材の周側部を押し付けることにより、上部の金属板とした下部金属板を接合した接合体。
【解決手段】接合しようとする融点が同じである二枚の金属板、又は上部の金属板の融点が下部の融点が下部の金属板の融点より低い二枚の金属板について、上部の金属板と下部の金属板の接合しようとする部分の上部の金属板の表面に回転している円柱形回転部材の周側部を押し付けることにより、上部の金属板とした下部金属板を接合した接合体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、新規な回転円板を使用して得られる薄板の摩擦接合体及び摩擦接合方法である。
【背景技術】
【0002】
二つ以上の部材を一体化する手段として溶接が用いられた。アーク溶接では、電極と部材の間にアークを発生させ、熱エネルギーにより部材を部分的に溶かして接合する。溶接部が溶融した状態で鋳造組織として形成されるので、接合部強度は低下し、溶接部周辺の熱影響により軟化しやすく、また、ポロシテイや凝固割れなどの溶接特有の欠陥などが生じやすいとされる。
【0003】
従来知られていた摩擦接合法は、接合しようとする金属表面に回転部材を押し付けることにより加圧し、摩擦熱により金属を溶融させずに加熱し、固相接合させる接合方法である。
接合に際し溶融することはないので、接合部の状態はアーク溶接に見られる状態ではなく、アーク溶接が有している問題点を解決する方法として期待されている。本発明者らは薄い金属板を重ね合わせ、一方の金属板材の表面に円板状の回転部材を押しつけた状態で回転させることにより、重ね合わせた板材を摩擦接合させる接合について発明を完成させた(特開2003−311440号公報 特許文献1)。この接合方法は固相接合であり、溶融状態を形成することなく、上方におかれた金属板を介して下に置かれた金属板を押し込む状態で(圧接した状態で)、固相接合が形成される。摩擦により熱の発生がある。接合部の温度は溶融状態になるほどの高温にはなっていない。
特開2001−314981号公報(特許文献2)の発明では、平面状の回転子の先端を第1金属部材の表面を押圧して食い込ませた後、前記回転子を回転させ、前記第1金属部材の接合部分を非溶融の状態で摩擦により撹拌させて非溶融撹拌層を形成すると共に、第2金属部材にまで非溶融撹拌層を拡大して、該第1及び第2金属部材を接合することを述べる。生起している事象は溶融状態として接合しているものであり、前記第1金属部材の接合部分を非溶融の状態で摩擦により撹拌させて非溶融撹拌層を形成することは生起しておらず、本発明者らの接合方法としては相違する。本発明者らが摩擦接合方法で確認したことは、接合部の組織は従来のアーク溶接に見られる状態とは相違して、固体層の金属板の状態が保たれており、前記したような脆弱な状態にはなっていない。アルミニウム合金を接合する場合の温度としては500℃程度であることを確認した。
【0004】
従来の摩擦接合法は、上方に置かれた接合しようとする金属板の表面を円柱状の回転体を回転させながら、その底面を金属表面に押し付けて接触させる結果、接合時に金属板に加わる力は金属表面上を回転体の底面が円運動を行うことになり、金属表面にかかる力は左右は反対の向きとなり、接合時の組織は非対称となる。そして、一方の側にバリの発生を伴う。この点が問題点として残る。本発明者らは、バリの発生を伴わない金属板材の重ね合わせ摩擦圧接接合として円柱状回転部材を発明した(再表2005/0920558号公報 特許文献3)。この場合は、頂部が平面状に形成されている大径部と、その大径部の頂部に、大径部と同軸に、その頂部より直径が短い同心円で、平面状であり、その高さが少なくとも、接合する一方の板材の板厚以下の高さを有する円柱又は半円錐の形状の小径部を有する形状の構造体であり、バリを防止するものである。従来の底面が平面上の円柱状回転部材により金属表面を摩擦した場合には、前記の方法では、金属表面にかかる力は左右は反対の向きとなり、接合時の組織は非対称となる。そして、一方の側にバリの発生を伴うこととなる。
【0005】
接合加工しようとする材料を対向させ、突き合わせた状態とした接合面に、加工しようとしている材料より硬い材料の円柱状回転子(プローブ)を挿入し、回転運動をさせて、対向・接触させた接合面の周囲を加熱溶融させて接合する摩擦撹拌接合法(F.S.W)が知られている(特表平7−505090号公報(特許文献4)、特開平10−180466号公報(特許文献5))。
この接合方法は変形抵抗の異なる異種材料同士を接合する方法であり、温度ピーク位置や温度制御が難しく、少しでも逸脱すると高融点である異種材料は変形し難くなり、一方低融点である異種材料のみが変形するといったことが生じ、その結果、撹拌が十分行われなくなり、結局、十分な継手が得られないという問題点があった。この方法は、接合加工しようとする材料を対向させ、突き合わせた状態とした接合面を形成するものであり、本発明者らが述べる接合しようとする金属表面の部分に回転部材を押し付け、その金属表面を発生する摩擦熱により接合する方法とは相違する。
【0006】
複数の金属部材(アルミニウム部材及び銅部材)を、溶融点の高い順に互いに重ね合わせて配置し、円周方向に回転する円板状の接合ツールのツール本体の周面を、重ね合わせ部において前記金属部材のうち最も溶融点の高い金属部材(銅部材)の表面に押し込みつつ該金属部材(銅部材2)の表面に沿って移動させることにより、前記複数の金属部材(アルミニウム部材、銅部材)を互いに接合する金属部材接合方法(特許文献6 特開2008−012593号公報、)。
ツール本体は、その周面が銅部材の表面に一定量だけ押し込まれた状態で円周方向に高速回転しつつ、銅部材の表面に沿って移動させる。アルミニウム部材と銅部材を重ね合わせ面(境界面)には酸化皮膜が形成される。高速回転するツール本体と銅部材との接触により生ずる振動させてアルミニウム部材と銅部材の重ね合わせ面(境界面)の酸化皮膜を分断破壊する必要が生ずる。
接合ツールをアルミニウム部材側から押し当てる場合には、アルミニウム部材の溶融点は銅部材2の溶融点よりも低く、アルミニウム部材と銅部材の重ね合わせ面(境界面)が必要な温度(共晶温度:548℃)以上に達したときにアルミニウム部材の変形抵抗が比較的小さくなってしまうので、接合ツールによる押圧力がアルミニウム部材と銅部材2の重ね合わせ面(境界面)に充分に伝達されず、接合不良となりやすいという。本来、共晶温度になり化合物が多く生成されるような高温を採用すること自体好ましいものではない。高温にしなければ、振動を与えることも必要がない。この点がこれらの問題点となる(特開2008−221339号公報(特許文献7)、特開2003−275875号(特許文献8)。特開2003−230968号公報(特許文献9)。特開2003−146239号公報(特許文献10),特開2004−88014号公報(特許文献11)
【0007】
接合しようとする金属板を二枚重ね合わせて接合する際に回転部材を金属板に接触させて摩擦接合する際に、接合部分に酸化皮膜などの副生物が発生することなく、十分に接合できるバリの発生を伴わずに接合する金属板接合体及び接合方法が求められている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2003−311440号公報
【特許文献2】特開2001−314981号公報
【特許文献3】再表2005/0920558号公報
【特許文献4】特表平7−505090号公報
【特許文献5】特開平10−180466号公報
【特許文献6】特開2008−12593号公報
【特許文献7】特開2008−221339号公報
【特許文献8】特開2003−275875号公報
【特許文献9】特開2003−230968号公報
【特許文献10】特開2003−146239号公報
【特許文献11】特開2004−88014号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の課題は、接合しようとする金属板を二枚重ね合わせ、従来の摩擦接合で見られたバリが発生せず、また接合部に酸化皮膜が発生せず、二枚の金属板が十分に強固な接合された新規な接合体及び接合方法を提供することである。
【課題を解決するための手段】
【0010】
本発明者らは前記課題について鋭意研究し、以下のことを見出して発明を完成させた。
接合しようとする融点が同じである二枚の金属板、又は上部の金属板の融点が下部の融点が下部の金属板の融点より低い二枚の金属板について、上部の金属板と下部の金属板の接合しようとする部分の上部の金属板の表面に回転している円柱形回転部材の周側部を押し付けることにより、上部の金属板は融点又は融点に近い状態とすることができ、一方、下部の金属板についても上部の金属板と同様に温度が上昇させることができ、従来の摩擦振動接合方法に見られた酸化膜の形成を伴わずに上部と下部の金属板の強度のある状態で接合でき、その際に従来の摩擦接合で見られたバリの発生がないこと、また摩擦振動接合で見られた上部と下部の金属板の接合部分に酸化皮膜を発生せず、十分な接合強度をえることができることを見出して、本発明を完成させた。
本発明によると以下の発明が提供される。
(1)接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面に、回転している円柱形回転部材の周側部を押し付けて上部の金属板を摩擦して、二枚の金属板が摩擦圧接されていることを特徴とする金属板が重ね合わされて接合されている接合体。
(2)接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部金属板の表面に沿って、回転している円柱形回転部材の周側部を押し付けて移動させて、上部の金属板を摩擦して、二枚の金属板が摩擦圧接されていることを特徴とする金属板が重ね合わされて接合されている接合体。
(3)接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部の金属板の部分の表面に沿って、回転している円柱形回転部材の周側部を押し付けて、上部と下部の金属板を固定する台座を移動させて、上部の金属板を摩擦して、二枚の金属板が摩擦圧接されていることを特徴とする金属板が重ね合わされて接合されている接合体。
(4)接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面に、回転している円柱形回転部材の周側部を押し付けて上部の金属板を摩擦して、二枚の金属板が摩擦圧接することを特徴とする二枚の金属板を重ね合わせて接合する方法。
(5)接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部の金属板の部分の表面に沿って、回転している円柱形回転部材の周側部を押し付けて、上部と下部の金属板を固定する台座を移動させて、上部の金属板を摩擦して、二枚の金属板を摩擦圧接することを特徴とする二枚の金属板を重ね合わせて接合する方法。
(6)接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部の金属板の部分の表面に沿って、回転している円柱形回転部材の周側部を押し付けて、上部と下部の金属板を固定する台座を移動させて、上部の金属板を摩擦して、二枚の金属板が摩擦圧接することを特徴とする二枚の金属板を重ね合わせて接合する方法。
【発明の効果】
【0011】
本発明によれば、接合しようとする金属板を二枚重ね合わせ、上部の金属板に、円柱形回転部材を回転している状態で、その側部を接合する部分に押し付けると、発生する摩擦熱により重ね合わされた金属板が接合され、形成される接合面は、回転部材による形成される接合部は左右対称となり、乱れは抑制され、ばりの発生を抑制することができることを利用した、金属板の接合部分が、左右対称に形成され、乱れが少ない状態であり、バリの発生が抑制された、金属板からなる接合体、金属板の接合方法及び金属板の接合装置を得ることができ、又接合部分に酸化皮膜の発生もなく十分な強度を有している。
【図面の簡単な説明】
【0012】
【図1】円柱形回転部材の接合装置を示す図である。
【図2】円柱形回転部材の接合装置を示す図である。
【図3】本発明で得られる接合部の金属表面を示す図である。
【図4】本発明で得られる接合部の金属表面を示す図である。
【図5】本発明で得られる接合部の金属表面を示す図である。
【図6】従来の回転円盤により接合面を摩擦圧接することによる結果を示す図である。
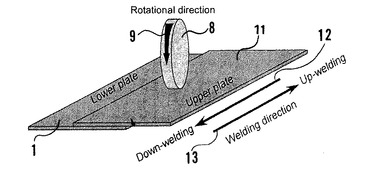
【図7】回転円盤の回転方向と送り方向が同一となる場合を上向き接合、逆となる場合を下向き接合の場合を示す図である。
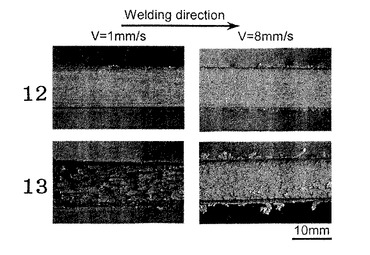
【図8】接合部の状態を示す図である。
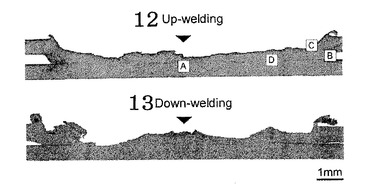
【図9】継手横断面の巨視的組織を示す図である。
【図10】微視的状況を示す図である。
【図11】試験片の幅を30mmとしたときの引張せん断試験の結果を示す図である。
【発明を実施するための形態】
【0013】
本発明は、以下の3種類の方法の中のいずれかの方法よって形成される重ね合わされた金属板からなる接合体である。
(1)1点のみを接合する場合
(2)重ね合わされた金属板の表面の金属板の接合を、重ね合わされた金属板の表面の金属板の接合しようとする部分に沿って、円柱形回転部材の側周部を金属板に押し付けた状態で回転させつつ移動させる場合
(3)重ね合わされた金属板の表面の金属板の接合しようとする部分を移動させて、円柱形回転部材の側部を金属板に押し付けた状態で回転させて、発生する摩擦熱により重ね合わされた金属板を接合する場合
【0014】
前記の接合体を得るため重ね合わせる金属板は以下の通りである。
本発明の金属板の接合に用いる部材は、金属板の薄板である。これらの部材は金属板であり、アルミニウム板、アルミニウム合金板、マグネシウム板,マグネシウム合金板、銅板、鋼板などの板材を用いることができる。
【0015】
金属板は接合しようとする金属板は重ね合わせて用いる。
金属板を重ね合わせる場合には以下のようにする。
(1)接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、
具体的には、アルミニウム板とアルミニウム板、アルミニウム合金板とアルミニウム合金板、マグネシウム板とマグネシウム板、マグネシウム合金板とマグネシウム合金板、銅板と銅板、及び鋼板と鋼板である。
(2)接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板である。具体的には、上部の金属板がアルミニウム板の場合は下の属板がアルミニウム合金板、同じくアルミニウム板とマグネシウム板、アルミニウム板とマグネシウム合金板、アルミニウム合金板とマグネシウム合金板、アルミニウム板と銅板、アルミニウム合金板と鋼板、アルミニウム合金板と銅板、アルミニウム合金板と鋼板、マグネシウム合金板と銅板、マグネシウム合金板と鋼板などである。
【0016】
板材の厚さは、回転部材の回転により発生される接合に必要な摩擦熱が接合面に伝達される範囲であれば格別限定されるものではないが、通常、2mm以下のものであれば、十分に適用可能である。下限に関しては、回転部材の回転に邪魔にならずに、耐えることができる厚さであれば、適宜採用することができる。通常、工業的に用いられる1.0mm程度のもの、或いはそれ以下の0.5mm程度の厚さに関しては十分に適用可能である。 以下では、アルミニウム合金板材の接合について説明する。他の材料の場合に関しても同様に行うことができる。
【0017】
板材に押し付ける円柱形回転部材は回転工具を用いることができる。板材に押し付ける円柱形回転部材を構成する材料は、接合しようとする板材より硬度が高い材料により構成される。
アルミニウム合金板材の場合には、鋼やステンレス鋼の回転部材を用いることができる。この他、タングステン、タングステンカーバイド、グラフアイト、炭化珪素、アルミナなどの耐磨耗材からなる材料、及び高合金材料によるものが用いられる。
【0018】
板材を摩擦圧接させるために、回転部材を一方の板材の表面に押し付けて接触させ、回転部材を所要の速度で回転させ、その際に発生する摩擦熱を発生させ、摩擦圧接に利用するものである。
摩擦により発生する熱量は、板材と回転部材との摩擦係数、回転速度、及び回転部材を板材に押し付ける時の圧力の積として与えられる。
回転部材の回転速度は、一般的には、500〜6000rpm程度の範囲のものである。
回転部材が板材を押さえつける圧力は、0.5〜5kg/mm2程度である。回転部材が板材を押さえつける圧力は操作時の表面の板材に回転部材を押し込む圧力に相当するものとして押込み量を 表す。
押し込み量としては、1mmの厚さに対して0.3mm程度である。2mmの場合、0.8mmの程度である。0.3mmの場合には0.1mm程度となる。
接合に要する時間は、接合する部分が1箇所の接合である場合には、4秒以下、好ましくは2秒以下であり、0.05秒以上の範囲で設定される。
接合する部分が特定の長さの接合である場合には重ね合わされた金属板の表面の金属板の接合しようとする部分に対して何倍程度に相当するかを定めて接合時間を定める。接合する部分の幅は回転部材の側面の長さに応じて定まる。
円柱状回転部材の移動速度(m/s)は0.1〜5m/s、である。
金属板を固定する台座を移動する場合には、接合しようとする金属板の移動速度(m/s)0.1〜5m/sである。一般に回転部材の直径は、50〜100mm程度の範囲のものを用いる。円柱状回転部材の側部は5から15mmである。
口径の大きな円柱形回転部材を用いることにより、長い接合部に短い接合時間で接合することができる。円柱状側部は円柱状の他、中央に凹部を形成したもの、段差を設けたものなどを用いることができる。接合部分が円になるような場合には曲線の方向を考慮して直径が相違する円錐形のものであってもよい。
装置には横フライス盤を使用することができる。
【0019】
上部の金属板の表面を摩擦することにより、金属板の接合部の予想される温度は、400から500℃である。これらは、上板の金属板がアルミニウム又はアルミニウム合金を用いた場合である。
マグネシウム板やマグネシウム合金板を用いる場合にはもう少し高くなり、500から550℃程度度となる。銅及び鉄ではさらに高い温度であり。1000℃程度となる
【0020】
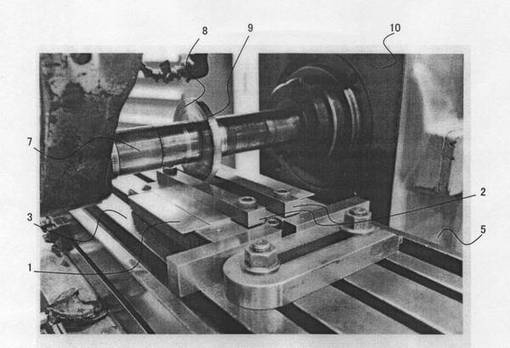
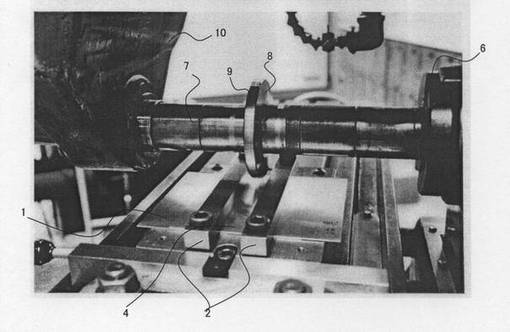
以下に本発明で得る接合体の製造方法について図1及び2を用いて説明する。
(1)1点のみを接合する場合
接合しようとする上部の金属板(金属板1表面に載せた金属板)の融点と下部の金属板1の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板(金属板1表面に載せた金属板)の融点が下部の金属板1の融点より低い、重ね合わされた二枚の金属板の上部の金属板の表面であり、上部と下部の金属板の接合しようとする部分(固定手段2によりはさまれている部分)に、回転している円柱形回転部材9の周側部を押し付けて上部の金属板を摩擦して、二枚の金属板を接合する。
重ね合わされた二枚の金属板の上部の金属板の表面であり、上部と下部の金属板の接合しようとする部分4は固定手段2の間に形成される。上部と下部の金属板は台座3及び固定手段2により固定される。
円柱形回転部材運転機構10により回転軸7を回転させ、円柱形回転部材の円柱形回転部材の側部により上部金属板の表面を、回転している円柱形回転部材の周側部により押し付けて、上部の金属板を摩擦して、二枚の金属板を接合する。この場合は接合する部分は特定の部分に限定される。
【0021】
以上の接合方法により接合される接合体は以下の通りである。
接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面に、回転している円柱形回転部材の周側部を押し付けて上部の金属板を摩擦して、二枚の金属板が摩擦圧接されている金属板が重ね合わされて接合されている接合体。
【0022】
(2)重ね合わされた金属板の表面の金属板の接合を、重ね合わされた金属板の表面の金属板の接合しようとする部分に沿って、円柱形回転部材の側周部を金属板に押し付けた状態で回転させつつ移動させる場合
接合しようとする上部の金属板(下部の金属板1の上に載せられている金属板)の融点と下部の金属板1の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板(下部の金属板1の上に載せられている金属板)の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板の上部の金属板の表面であり、上部と下部の金属板の接合しようとする部分(固定手段2によりはさまれている部分)に沿って、回転している円柱形回転部材8の周側部9を押し付けて移動させて、上部の金属板を摩擦して、二枚の金属板が摩擦圧接する金属板を重ね合わせて接合する方法。
重ね合わされた二枚の金属板の上部の金属板の表面であり、上部と下部の金属板の接合しようとする部分4は固定手段2の間に形成される。上部と下部の金属板は台座3及び固定手段2により固定される。
円柱形回転部材運転機構10により回転軸7を回転させ、円柱形回転部材の円柱形回転部材の側部により上部金属板の表面を、回転している円柱形回転部材の周側部により押し付けて、上部と下部の金属板の接合しようとする部分(固定手段2によりはさまれている部分)に沿って、回転している円柱形回転部材8の周側部9を押し付けて移動させて、上部の金属板を摩擦して、二枚の金属板を接合する。この場合は接合する部分は特定の部分に限定される。
【0023】
以上の接合方法により接合される接合体は以下の通りである。
接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部金属板の表面に沿って、回転している円柱形回転部材の周側部を押し付けて移動させて、上部の金属板を摩擦して、二枚の金属板が摩擦圧接されている金属板が重ね合わされて接合されている接合体。
【0024】
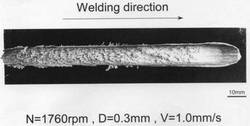
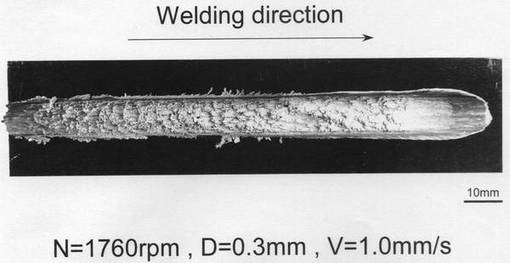
前記の接合体に関し、上の金属板の接合しようとする部分の表面の接合部の状態を図3に示した(材料:6061アルミニウム合金であり、円柱状回転部材の回転数1760rpm)。
本発明によれば、接合しようとする金属板を二枚重ね合わせ、上部の金属板に、円柱形回転部材を回転している状態で、その側部を接合する部分に押し付けると、発生する摩擦熱により重ね合わされた金属板が接合され、形成される接合面は、回転部材による形成される接合部は左右対称となり、乱れは抑制され、バリの発生を抑制することができていることがわかる。又接合部分は摩擦圧接により形成されている融点を超えていないので、酸化皮膜の発生もなく十分な強度を有していることがわかる。
【0025】
(3)重ね合わされた金属板の表面の金属板の接合しようとする部分を移動させて、円柱形回転部材の側部を金属板に押し付けた状態で回転させて、発生する摩擦熱により重ね合わされた金属板を接合する場合
接合しようとする上部の金属板(下部の金属板1の上に載せられている金属板)の融点と下部の金属板1の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板(下部の金属板1の上に載せられている金属板)の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板の上部の金属板の表面であり、上部と下部の金属板の接合しようとする部分(固定手段2によりはさまれている部分)を移動させて、回転している円柱形回転部材9の周側部を押し付けて上部の金属板を摩擦して、二枚の金属板を接合する。
重ね合わされた二枚の金属板の上部の金属板の表面であり、上部と下部の金属板の接合しようとする部分4は固定手段2の間に形成される。上部と下部の金属板は台座3及び固定手段2により固定される。台座部分を進行方向に移動させる。
円柱形回転部材運転機構10により回転軸7を回転させ、円柱形回転部材の円柱形回転部材の側部により上部金属板の表面を、回転している円柱形回転部材の周側部により押し付けて、上部の金属板を摩擦して、二枚の金属板を接合する。この場合は接合する部分は特定の部分に限定される。
【0026】
以上の接合方法により接合される接合体は以下の通りである。
接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部の金属板の部分の表面に沿って、回転している円柱形回転部材の周側部を押し付けて、上部と下部の金属板を固定する台座を移動させて、上部の金属板を摩擦して、二枚の金属板が摩擦圧接されている金属板が重ね合わされて接合されている接合体。
【0027】
前記の接合体に関し、上の金属板の接合しようとする部分の表面の接合部の状態は、前記(2)の場合とほぼ同様となる。
以下、実施例により本発明を具体的に説明する。
【実施例1】
【0028】
使用した金属板について材料材質、寸法(厚さ、接合幅)6061アルミニウム合金(厚さ:1mm,接合部長さ130mm
金属板の移動速度1mm/s
接合しようとした部分の長さ:130mm
接合に要した時間:130秒
円柱状回転部材の形状と材質:SK材直径100mm,厚さ10mm
円柱状回転部材の0.3mm押し込み(圧力は押し込み圧をしめす。)
これにより位置制御(押込み量)したものある。
接合の形状は図3に示すとおりである。
【実施例2】
【0029】
使用した金属板について材料材質、厚さ
5052アルミニウム合金 厚さ0.6mm,
接合しようとした部分の長さ:130mm
工具幅10mm,押込み深さ0.2mm,接合速度1mm/s
回転数1320rpm,
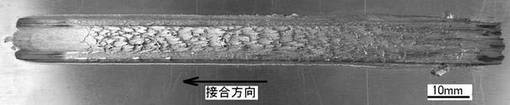
図4は本実施例2で得られる接合部の金属表面を示す図である。
【実施例3】
【0030】
使用した金属板について材料材質、厚さ
5052アルミニウム合金 厚さ0.6mm,
接合しようとした部分の長さ:130mm
工具幅10mm,押込み深さ0.2mm,接合速度8mm/s
回転数1320rpm,
その他AZ31およびAZ61マグネシウム合金についても接合可能なことを確認している。
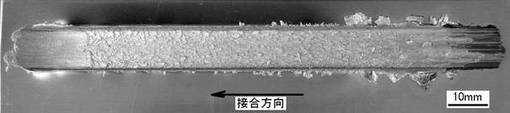
図5に本発明で得られる接合部の金属表面を示した。
【実施例4】
【0031】
供試材は板厚0.6mmの5052−H34アルミニウム合金板(σB =262MPa
, δ=9%、82HK0.05)を幅70mm、長さ130mmに機械加工後、接合面を脱脂洗浄し実験に供した。接合方向は供試材の圧延方向と平行し予備実験により選定した表1の条件による。装置は横フライス盤を用いた。かさね代は30mmとなるように被接合材を固定した。工具材はSUS304ステンレス鋼製とし、接合幅10mm、直径100mmに機械加工したものを用いた。接合時に回転円盤の回転方向と送り方向の組み合わせで差異が生ずることがあることが考えられる。図7に回転円盤の回転方向と送り方向が同一となる場合を上向き接合(Up−Welding)12、逆となる場合を下向き接合(Down−Welding)13の場合を示した。
【0032】
【表1】

【0033】
上向き接合12では接合速度に関係なく接合部は平滑であった。下向き接合13では工具の回転により素材が後方へ押し出された様子が観察された。接合部は接合速度の増加に伴い平滑となり、接合部端部にバリが認められた(図8)。1mm/sと4mm/sの場合を示している。
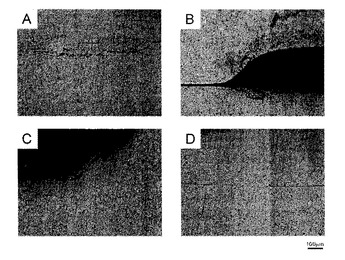
継手横断面の巨視的組織を図9に示した(4mm/sの場合)。回転工に相当する範囲よりもわずかに狭い範囲で接合部が形成され健全な継手を得た。図9の上向き接合のA,B,C,Dについて微視的状態を示した(図10)。
図11に試験片の幅を30mmとしたときの引張せん断試験の結果を示した(4mm/s。の場合)。上向接合が高い引張せん断試験の結果を示した。この試験範囲では最高せん断加重は上向きであった。
【0034】
比較例
円柱形回転部材の底面で金属板を摩擦圧接した場合(摩擦圧接の従来法である)。
6061アルミニウム合金1mm厚さの重ね合わせ,工具径10mm,回転数2000rpm,移動速度1mm/s,押込み深さ0.3mm(図6)
図6は接合部にバリの発生があることがわかる。又左右非対称の状態で接合部が形成されていることもわかる
【産業上の利用可能性】
【0035】
摩擦圧接に関し、接合部のバリの発生を防止することができたことは画期的であり、摩擦技術として多岐にわたる応用が期待される。
【符号の説明】
【0036】
1:下部の金属板
2:固定手段
3:台座
4:接合部分
5:金属板の接合しようとする方向
6:回転駆動手段
7:回転軸
8:円柱形回転部材
9:円柱形回転部材の側部
10:円柱形回転部材運転機構
11:上部の金属板
12:上向き接合
13:下向き接合
【技術分野】
【0001】
本発明は、新規な回転円板を使用して得られる薄板の摩擦接合体及び摩擦接合方法である。
【背景技術】
【0002】
二つ以上の部材を一体化する手段として溶接が用いられた。アーク溶接では、電極と部材の間にアークを発生させ、熱エネルギーにより部材を部分的に溶かして接合する。溶接部が溶融した状態で鋳造組織として形成されるので、接合部強度は低下し、溶接部周辺の熱影響により軟化しやすく、また、ポロシテイや凝固割れなどの溶接特有の欠陥などが生じやすいとされる。
【0003】
従来知られていた摩擦接合法は、接合しようとする金属表面に回転部材を押し付けることにより加圧し、摩擦熱により金属を溶融させずに加熱し、固相接合させる接合方法である。
接合に際し溶融することはないので、接合部の状態はアーク溶接に見られる状態ではなく、アーク溶接が有している問題点を解決する方法として期待されている。本発明者らは薄い金属板を重ね合わせ、一方の金属板材の表面に円板状の回転部材を押しつけた状態で回転させることにより、重ね合わせた板材を摩擦接合させる接合について発明を完成させた(特開2003−311440号公報 特許文献1)。この接合方法は固相接合であり、溶融状態を形成することなく、上方におかれた金属板を介して下に置かれた金属板を押し込む状態で(圧接した状態で)、固相接合が形成される。摩擦により熱の発生がある。接合部の温度は溶融状態になるほどの高温にはなっていない。
特開2001−314981号公報(特許文献2)の発明では、平面状の回転子の先端を第1金属部材の表面を押圧して食い込ませた後、前記回転子を回転させ、前記第1金属部材の接合部分を非溶融の状態で摩擦により撹拌させて非溶融撹拌層を形成すると共に、第2金属部材にまで非溶融撹拌層を拡大して、該第1及び第2金属部材を接合することを述べる。生起している事象は溶融状態として接合しているものであり、前記第1金属部材の接合部分を非溶融の状態で摩擦により撹拌させて非溶融撹拌層を形成することは生起しておらず、本発明者らの接合方法としては相違する。本発明者らが摩擦接合方法で確認したことは、接合部の組織は従来のアーク溶接に見られる状態とは相違して、固体層の金属板の状態が保たれており、前記したような脆弱な状態にはなっていない。アルミニウム合金を接合する場合の温度としては500℃程度であることを確認した。
【0004】
従来の摩擦接合法は、上方に置かれた接合しようとする金属板の表面を円柱状の回転体を回転させながら、その底面を金属表面に押し付けて接触させる結果、接合時に金属板に加わる力は金属表面上を回転体の底面が円運動を行うことになり、金属表面にかかる力は左右は反対の向きとなり、接合時の組織は非対称となる。そして、一方の側にバリの発生を伴う。この点が問題点として残る。本発明者らは、バリの発生を伴わない金属板材の重ね合わせ摩擦圧接接合として円柱状回転部材を発明した(再表2005/0920558号公報 特許文献3)。この場合は、頂部が平面状に形成されている大径部と、その大径部の頂部に、大径部と同軸に、その頂部より直径が短い同心円で、平面状であり、その高さが少なくとも、接合する一方の板材の板厚以下の高さを有する円柱又は半円錐の形状の小径部を有する形状の構造体であり、バリを防止するものである。従来の底面が平面上の円柱状回転部材により金属表面を摩擦した場合には、前記の方法では、金属表面にかかる力は左右は反対の向きとなり、接合時の組織は非対称となる。そして、一方の側にバリの発生を伴うこととなる。
【0005】
接合加工しようとする材料を対向させ、突き合わせた状態とした接合面に、加工しようとしている材料より硬い材料の円柱状回転子(プローブ)を挿入し、回転運動をさせて、対向・接触させた接合面の周囲を加熱溶融させて接合する摩擦撹拌接合法(F.S.W)が知られている(特表平7−505090号公報(特許文献4)、特開平10−180466号公報(特許文献5))。
この接合方法は変形抵抗の異なる異種材料同士を接合する方法であり、温度ピーク位置や温度制御が難しく、少しでも逸脱すると高融点である異種材料は変形し難くなり、一方低融点である異種材料のみが変形するといったことが生じ、その結果、撹拌が十分行われなくなり、結局、十分な継手が得られないという問題点があった。この方法は、接合加工しようとする材料を対向させ、突き合わせた状態とした接合面を形成するものであり、本発明者らが述べる接合しようとする金属表面の部分に回転部材を押し付け、その金属表面を発生する摩擦熱により接合する方法とは相違する。
【0006】
複数の金属部材(アルミニウム部材及び銅部材)を、溶融点の高い順に互いに重ね合わせて配置し、円周方向に回転する円板状の接合ツールのツール本体の周面を、重ね合わせ部において前記金属部材のうち最も溶融点の高い金属部材(銅部材)の表面に押し込みつつ該金属部材(銅部材2)の表面に沿って移動させることにより、前記複数の金属部材(アルミニウム部材、銅部材)を互いに接合する金属部材接合方法(特許文献6 特開2008−012593号公報、)。
ツール本体は、その周面が銅部材の表面に一定量だけ押し込まれた状態で円周方向に高速回転しつつ、銅部材の表面に沿って移動させる。アルミニウム部材と銅部材を重ね合わせ面(境界面)には酸化皮膜が形成される。高速回転するツール本体と銅部材との接触により生ずる振動させてアルミニウム部材と銅部材の重ね合わせ面(境界面)の酸化皮膜を分断破壊する必要が生ずる。
接合ツールをアルミニウム部材側から押し当てる場合には、アルミニウム部材の溶融点は銅部材2の溶融点よりも低く、アルミニウム部材と銅部材の重ね合わせ面(境界面)が必要な温度(共晶温度:548℃)以上に達したときにアルミニウム部材の変形抵抗が比較的小さくなってしまうので、接合ツールによる押圧力がアルミニウム部材と銅部材2の重ね合わせ面(境界面)に充分に伝達されず、接合不良となりやすいという。本来、共晶温度になり化合物が多く生成されるような高温を採用すること自体好ましいものではない。高温にしなければ、振動を与えることも必要がない。この点がこれらの問題点となる(特開2008−221339号公報(特許文献7)、特開2003−275875号(特許文献8)。特開2003−230968号公報(特許文献9)。特開2003−146239号公報(特許文献10),特開2004−88014号公報(特許文献11)
【0007】
接合しようとする金属板を二枚重ね合わせて接合する際に回転部材を金属板に接触させて摩擦接合する際に、接合部分に酸化皮膜などの副生物が発生することなく、十分に接合できるバリの発生を伴わずに接合する金属板接合体及び接合方法が求められている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2003−311440号公報
【特許文献2】特開2001−314981号公報
【特許文献3】再表2005/0920558号公報
【特許文献4】特表平7−505090号公報
【特許文献5】特開平10−180466号公報
【特許文献6】特開2008−12593号公報
【特許文献7】特開2008−221339号公報
【特許文献8】特開2003−275875号公報
【特許文献9】特開2003−230968号公報
【特許文献10】特開2003−146239号公報
【特許文献11】特開2004−88014号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の課題は、接合しようとする金属板を二枚重ね合わせ、従来の摩擦接合で見られたバリが発生せず、また接合部に酸化皮膜が発生せず、二枚の金属板が十分に強固な接合された新規な接合体及び接合方法を提供することである。
【課題を解決するための手段】
【0010】
本発明者らは前記課題について鋭意研究し、以下のことを見出して発明を完成させた。
接合しようとする融点が同じである二枚の金属板、又は上部の金属板の融点が下部の融点が下部の金属板の融点より低い二枚の金属板について、上部の金属板と下部の金属板の接合しようとする部分の上部の金属板の表面に回転している円柱形回転部材の周側部を押し付けることにより、上部の金属板は融点又は融点に近い状態とすることができ、一方、下部の金属板についても上部の金属板と同様に温度が上昇させることができ、従来の摩擦振動接合方法に見られた酸化膜の形成を伴わずに上部と下部の金属板の強度のある状態で接合でき、その際に従来の摩擦接合で見られたバリの発生がないこと、また摩擦振動接合で見られた上部と下部の金属板の接合部分に酸化皮膜を発生せず、十分な接合強度をえることができることを見出して、本発明を完成させた。
本発明によると以下の発明が提供される。
(1)接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面に、回転している円柱形回転部材の周側部を押し付けて上部の金属板を摩擦して、二枚の金属板が摩擦圧接されていることを特徴とする金属板が重ね合わされて接合されている接合体。
(2)接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部金属板の表面に沿って、回転している円柱形回転部材の周側部を押し付けて移動させて、上部の金属板を摩擦して、二枚の金属板が摩擦圧接されていることを特徴とする金属板が重ね合わされて接合されている接合体。
(3)接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部の金属板の部分の表面に沿って、回転している円柱形回転部材の周側部を押し付けて、上部と下部の金属板を固定する台座を移動させて、上部の金属板を摩擦して、二枚の金属板が摩擦圧接されていることを特徴とする金属板が重ね合わされて接合されている接合体。
(4)接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面に、回転している円柱形回転部材の周側部を押し付けて上部の金属板を摩擦して、二枚の金属板が摩擦圧接することを特徴とする二枚の金属板を重ね合わせて接合する方法。
(5)接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部の金属板の部分の表面に沿って、回転している円柱形回転部材の周側部を押し付けて、上部と下部の金属板を固定する台座を移動させて、上部の金属板を摩擦して、二枚の金属板を摩擦圧接することを特徴とする二枚の金属板を重ね合わせて接合する方法。
(6)接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部の金属板の部分の表面に沿って、回転している円柱形回転部材の周側部を押し付けて、上部と下部の金属板を固定する台座を移動させて、上部の金属板を摩擦して、二枚の金属板が摩擦圧接することを特徴とする二枚の金属板を重ね合わせて接合する方法。
【発明の効果】
【0011】
本発明によれば、接合しようとする金属板を二枚重ね合わせ、上部の金属板に、円柱形回転部材を回転している状態で、その側部を接合する部分に押し付けると、発生する摩擦熱により重ね合わされた金属板が接合され、形成される接合面は、回転部材による形成される接合部は左右対称となり、乱れは抑制され、ばりの発生を抑制することができることを利用した、金属板の接合部分が、左右対称に形成され、乱れが少ない状態であり、バリの発生が抑制された、金属板からなる接合体、金属板の接合方法及び金属板の接合装置を得ることができ、又接合部分に酸化皮膜の発生もなく十分な強度を有している。
【図面の簡単な説明】
【0012】
【図1】円柱形回転部材の接合装置を示す図である。
【図2】円柱形回転部材の接合装置を示す図である。
【図3】本発明で得られる接合部の金属表面を示す図である。
【図4】本発明で得られる接合部の金属表面を示す図である。
【図5】本発明で得られる接合部の金属表面を示す図である。
【図6】従来の回転円盤により接合面を摩擦圧接することによる結果を示す図である。
【図7】回転円盤の回転方向と送り方向が同一となる場合を上向き接合、逆となる場合を下向き接合の場合を示す図である。
【図8】接合部の状態を示す図である。
【図9】継手横断面の巨視的組織を示す図である。
【図10】微視的状況を示す図である。
【図11】試験片の幅を30mmとしたときの引張せん断試験の結果を示す図である。
【発明を実施するための形態】
【0013】
本発明は、以下の3種類の方法の中のいずれかの方法よって形成される重ね合わされた金属板からなる接合体である。
(1)1点のみを接合する場合
(2)重ね合わされた金属板の表面の金属板の接合を、重ね合わされた金属板の表面の金属板の接合しようとする部分に沿って、円柱形回転部材の側周部を金属板に押し付けた状態で回転させつつ移動させる場合
(3)重ね合わされた金属板の表面の金属板の接合しようとする部分を移動させて、円柱形回転部材の側部を金属板に押し付けた状態で回転させて、発生する摩擦熱により重ね合わされた金属板を接合する場合
【0014】
前記の接合体を得るため重ね合わせる金属板は以下の通りである。
本発明の金属板の接合に用いる部材は、金属板の薄板である。これらの部材は金属板であり、アルミニウム板、アルミニウム合金板、マグネシウム板,マグネシウム合金板、銅板、鋼板などの板材を用いることができる。
【0015】
金属板は接合しようとする金属板は重ね合わせて用いる。
金属板を重ね合わせる場合には以下のようにする。
(1)接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、
具体的には、アルミニウム板とアルミニウム板、アルミニウム合金板とアルミニウム合金板、マグネシウム板とマグネシウム板、マグネシウム合金板とマグネシウム合金板、銅板と銅板、及び鋼板と鋼板である。
(2)接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板である。具体的には、上部の金属板がアルミニウム板の場合は下の属板がアルミニウム合金板、同じくアルミニウム板とマグネシウム板、アルミニウム板とマグネシウム合金板、アルミニウム合金板とマグネシウム合金板、アルミニウム板と銅板、アルミニウム合金板と鋼板、アルミニウム合金板と銅板、アルミニウム合金板と鋼板、マグネシウム合金板と銅板、マグネシウム合金板と鋼板などである。
【0016】
板材の厚さは、回転部材の回転により発生される接合に必要な摩擦熱が接合面に伝達される範囲であれば格別限定されるものではないが、通常、2mm以下のものであれば、十分に適用可能である。下限に関しては、回転部材の回転に邪魔にならずに、耐えることができる厚さであれば、適宜採用することができる。通常、工業的に用いられる1.0mm程度のもの、或いはそれ以下の0.5mm程度の厚さに関しては十分に適用可能である。 以下では、アルミニウム合金板材の接合について説明する。他の材料の場合に関しても同様に行うことができる。
【0017】
板材に押し付ける円柱形回転部材は回転工具を用いることができる。板材に押し付ける円柱形回転部材を構成する材料は、接合しようとする板材より硬度が高い材料により構成される。
アルミニウム合金板材の場合には、鋼やステンレス鋼の回転部材を用いることができる。この他、タングステン、タングステンカーバイド、グラフアイト、炭化珪素、アルミナなどの耐磨耗材からなる材料、及び高合金材料によるものが用いられる。
【0018】
板材を摩擦圧接させるために、回転部材を一方の板材の表面に押し付けて接触させ、回転部材を所要の速度で回転させ、その際に発生する摩擦熱を発生させ、摩擦圧接に利用するものである。
摩擦により発生する熱量は、板材と回転部材との摩擦係数、回転速度、及び回転部材を板材に押し付ける時の圧力の積として与えられる。
回転部材の回転速度は、一般的には、500〜6000rpm程度の範囲のものである。
回転部材が板材を押さえつける圧力は、0.5〜5kg/mm2程度である。回転部材が板材を押さえつける圧力は操作時の表面の板材に回転部材を押し込む圧力に相当するものとして押込み量を 表す。
押し込み量としては、1mmの厚さに対して0.3mm程度である。2mmの場合、0.8mmの程度である。0.3mmの場合には0.1mm程度となる。
接合に要する時間は、接合する部分が1箇所の接合である場合には、4秒以下、好ましくは2秒以下であり、0.05秒以上の範囲で設定される。
接合する部分が特定の長さの接合である場合には重ね合わされた金属板の表面の金属板の接合しようとする部分に対して何倍程度に相当するかを定めて接合時間を定める。接合する部分の幅は回転部材の側面の長さに応じて定まる。
円柱状回転部材の移動速度(m/s)は0.1〜5m/s、である。
金属板を固定する台座を移動する場合には、接合しようとする金属板の移動速度(m/s)0.1〜5m/sである。一般に回転部材の直径は、50〜100mm程度の範囲のものを用いる。円柱状回転部材の側部は5から15mmである。
口径の大きな円柱形回転部材を用いることにより、長い接合部に短い接合時間で接合することができる。円柱状側部は円柱状の他、中央に凹部を形成したもの、段差を設けたものなどを用いることができる。接合部分が円になるような場合には曲線の方向を考慮して直径が相違する円錐形のものであってもよい。
装置には横フライス盤を使用することができる。
【0019】
上部の金属板の表面を摩擦することにより、金属板の接合部の予想される温度は、400から500℃である。これらは、上板の金属板がアルミニウム又はアルミニウム合金を用いた場合である。
マグネシウム板やマグネシウム合金板を用いる場合にはもう少し高くなり、500から550℃程度度となる。銅及び鉄ではさらに高い温度であり。1000℃程度となる
【0020】
以下に本発明で得る接合体の製造方法について図1及び2を用いて説明する。
(1)1点のみを接合する場合
接合しようとする上部の金属板(金属板1表面に載せた金属板)の融点と下部の金属板1の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板(金属板1表面に載せた金属板)の融点が下部の金属板1の融点より低い、重ね合わされた二枚の金属板の上部の金属板の表面であり、上部と下部の金属板の接合しようとする部分(固定手段2によりはさまれている部分)に、回転している円柱形回転部材9の周側部を押し付けて上部の金属板を摩擦して、二枚の金属板を接合する。
重ね合わされた二枚の金属板の上部の金属板の表面であり、上部と下部の金属板の接合しようとする部分4は固定手段2の間に形成される。上部と下部の金属板は台座3及び固定手段2により固定される。
円柱形回転部材運転機構10により回転軸7を回転させ、円柱形回転部材の円柱形回転部材の側部により上部金属板の表面を、回転している円柱形回転部材の周側部により押し付けて、上部の金属板を摩擦して、二枚の金属板を接合する。この場合は接合する部分は特定の部分に限定される。
【0021】
以上の接合方法により接合される接合体は以下の通りである。
接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面に、回転している円柱形回転部材の周側部を押し付けて上部の金属板を摩擦して、二枚の金属板が摩擦圧接されている金属板が重ね合わされて接合されている接合体。
【0022】
(2)重ね合わされた金属板の表面の金属板の接合を、重ね合わされた金属板の表面の金属板の接合しようとする部分に沿って、円柱形回転部材の側周部を金属板に押し付けた状態で回転させつつ移動させる場合
接合しようとする上部の金属板(下部の金属板1の上に載せられている金属板)の融点と下部の金属板1の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板(下部の金属板1の上に載せられている金属板)の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板の上部の金属板の表面であり、上部と下部の金属板の接合しようとする部分(固定手段2によりはさまれている部分)に沿って、回転している円柱形回転部材8の周側部9を押し付けて移動させて、上部の金属板を摩擦して、二枚の金属板が摩擦圧接する金属板を重ね合わせて接合する方法。
重ね合わされた二枚の金属板の上部の金属板の表面であり、上部と下部の金属板の接合しようとする部分4は固定手段2の間に形成される。上部と下部の金属板は台座3及び固定手段2により固定される。
円柱形回転部材運転機構10により回転軸7を回転させ、円柱形回転部材の円柱形回転部材の側部により上部金属板の表面を、回転している円柱形回転部材の周側部により押し付けて、上部と下部の金属板の接合しようとする部分(固定手段2によりはさまれている部分)に沿って、回転している円柱形回転部材8の周側部9を押し付けて移動させて、上部の金属板を摩擦して、二枚の金属板を接合する。この場合は接合する部分は特定の部分に限定される。
【0023】
以上の接合方法により接合される接合体は以下の通りである。
接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部金属板の表面に沿って、回転している円柱形回転部材の周側部を押し付けて移動させて、上部の金属板を摩擦して、二枚の金属板が摩擦圧接されている金属板が重ね合わされて接合されている接合体。
【0024】
前記の接合体に関し、上の金属板の接合しようとする部分の表面の接合部の状態を図3に示した(材料:6061アルミニウム合金であり、円柱状回転部材の回転数1760rpm)。
本発明によれば、接合しようとする金属板を二枚重ね合わせ、上部の金属板に、円柱形回転部材を回転している状態で、その側部を接合する部分に押し付けると、発生する摩擦熱により重ね合わされた金属板が接合され、形成される接合面は、回転部材による形成される接合部は左右対称となり、乱れは抑制され、バリの発生を抑制することができていることがわかる。又接合部分は摩擦圧接により形成されている融点を超えていないので、酸化皮膜の発生もなく十分な強度を有していることがわかる。
【0025】
(3)重ね合わされた金属板の表面の金属板の接合しようとする部分を移動させて、円柱形回転部材の側部を金属板に押し付けた状態で回転させて、発生する摩擦熱により重ね合わされた金属板を接合する場合
接合しようとする上部の金属板(下部の金属板1の上に載せられている金属板)の融点と下部の金属板1の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板(下部の金属板1の上に載せられている金属板)の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板の上部の金属板の表面であり、上部と下部の金属板の接合しようとする部分(固定手段2によりはさまれている部分)を移動させて、回転している円柱形回転部材9の周側部を押し付けて上部の金属板を摩擦して、二枚の金属板を接合する。
重ね合わされた二枚の金属板の上部の金属板の表面であり、上部と下部の金属板の接合しようとする部分4は固定手段2の間に形成される。上部と下部の金属板は台座3及び固定手段2により固定される。台座部分を進行方向に移動させる。
円柱形回転部材運転機構10により回転軸7を回転させ、円柱形回転部材の円柱形回転部材の側部により上部金属板の表面を、回転している円柱形回転部材の周側部により押し付けて、上部の金属板を摩擦して、二枚の金属板を接合する。この場合は接合する部分は特定の部分に限定される。
【0026】
以上の接合方法により接合される接合体は以下の通りである。
接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部の金属板の部分の表面に沿って、回転している円柱形回転部材の周側部を押し付けて、上部と下部の金属板を固定する台座を移動させて、上部の金属板を摩擦して、二枚の金属板が摩擦圧接されている金属板が重ね合わされて接合されている接合体。
【0027】
前記の接合体に関し、上の金属板の接合しようとする部分の表面の接合部の状態は、前記(2)の場合とほぼ同様となる。
以下、実施例により本発明を具体的に説明する。
【実施例1】
【0028】
使用した金属板について材料材質、寸法(厚さ、接合幅)6061アルミニウム合金(厚さ:1mm,接合部長さ130mm
金属板の移動速度1mm/s
接合しようとした部分の長さ:130mm
接合に要した時間:130秒
円柱状回転部材の形状と材質:SK材直径100mm,厚さ10mm
円柱状回転部材の0.3mm押し込み(圧力は押し込み圧をしめす。)
これにより位置制御(押込み量)したものある。
接合の形状は図3に示すとおりである。
【実施例2】
【0029】
使用した金属板について材料材質、厚さ
5052アルミニウム合金 厚さ0.6mm,
接合しようとした部分の長さ:130mm
工具幅10mm,押込み深さ0.2mm,接合速度1mm/s
回転数1320rpm,
図4は本実施例2で得られる接合部の金属表面を示す図である。
【実施例3】
【0030】
使用した金属板について材料材質、厚さ
5052アルミニウム合金 厚さ0.6mm,
接合しようとした部分の長さ:130mm
工具幅10mm,押込み深さ0.2mm,接合速度8mm/s
回転数1320rpm,
その他AZ31およびAZ61マグネシウム合金についても接合可能なことを確認している。
図5に本発明で得られる接合部の金属表面を示した。
【実施例4】
【0031】
供試材は板厚0.6mmの5052−H34アルミニウム合金板(σB =262MPa
, δ=9%、82HK0.05)を幅70mm、長さ130mmに機械加工後、接合面を脱脂洗浄し実験に供した。接合方向は供試材の圧延方向と平行し予備実験により選定した表1の条件による。装置は横フライス盤を用いた。かさね代は30mmとなるように被接合材を固定した。工具材はSUS304ステンレス鋼製とし、接合幅10mm、直径100mmに機械加工したものを用いた。接合時に回転円盤の回転方向と送り方向の組み合わせで差異が生ずることがあることが考えられる。図7に回転円盤の回転方向と送り方向が同一となる場合を上向き接合(Up−Welding)12、逆となる場合を下向き接合(Down−Welding)13の場合を示した。
【0032】
【表1】
【0033】
上向き接合12では接合速度に関係なく接合部は平滑であった。下向き接合13では工具の回転により素材が後方へ押し出された様子が観察された。接合部は接合速度の増加に伴い平滑となり、接合部端部にバリが認められた(図8)。1mm/sと4mm/sの場合を示している。
継手横断面の巨視的組織を図9に示した(4mm/sの場合)。回転工に相当する範囲よりもわずかに狭い範囲で接合部が形成され健全な継手を得た。図9の上向き接合のA,B,C,Dについて微視的状態を示した(図10)。
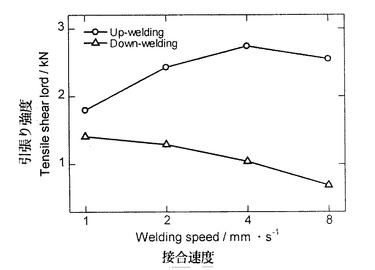
図11に試験片の幅を30mmとしたときの引張せん断試験の結果を示した(4mm/s。の場合)。上向接合が高い引張せん断試験の結果を示した。この試験範囲では最高せん断加重は上向きであった。
【0034】
比較例
円柱形回転部材の底面で金属板を摩擦圧接した場合(摩擦圧接の従来法である)。
6061アルミニウム合金1mm厚さの重ね合わせ,工具径10mm,回転数2000rpm,移動速度1mm/s,押込み深さ0.3mm(図6)
図6は接合部にバリの発生があることがわかる。又左右非対称の状態で接合部が形成されていることもわかる
【産業上の利用可能性】
【0035】
摩擦圧接に関し、接合部のバリの発生を防止することができたことは画期的であり、摩擦技術として多岐にわたる応用が期待される。
【符号の説明】
【0036】
1:下部の金属板
2:固定手段
3:台座
4:接合部分
5:金属板の接合しようとする方向
6:回転駆動手段
7:回転軸
8:円柱形回転部材
9:円柱形回転部材の側部
10:円柱形回転部材運転機構
11:上部の金属板
12:上向き接合
13:下向き接合
【特許請求の範囲】
【請求項1】
接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面に、回転している円柱形回転部材の周側部を押し付けて上部の金属板を摩擦して、二枚の金属板が摩擦圧接されていることを特徴とする金属板が重ね合わされて接合されている接合体。
【請求項2】
接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部金属板の表面に沿って、回転している円柱形回転部材の周側部を押し付けて移動させて、上部の金属板を摩擦して、二枚の金属板が摩擦圧接されていることを特徴とする金属板が重ね合わされて接合されている接合体。
【請求項3】
接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部の金属板の部分の表面に沿って、回転している円柱形回転部材の周側部を押し付けて、上部と下部の金属板を固定する台座を移動させて、上部の金属板を摩擦して、二枚の金属板が摩擦圧接されていることを特徴とする金属板が重ね合わされて接合されている接合体。
【請求項4】
接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面に、回転している円柱形回転部材の周側部を押し付けて上部の金属板を摩擦して、二枚の金属板が摩擦圧接することを特徴とする二枚の金属板を重ね合わせて接合する方法。
【請求項5】
接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部の金属板の部分の表面に沿って、回転している円柱形回転部材の周側部を押し付けて、上部と下部の金属板を固定する台座を移動させて、上部の金属板を摩擦して、二枚の金属板を摩擦圧接することを特徴とする二枚の金属板を重ね合わせて接合する方法。
【請求項6】
接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部の金属板の部分の表面に沿って、回転している円柱形回転部材の周側部を押し付けて、上部と下部の金属板を固定する台座を移動させて、上部の金属板を摩擦して、二枚の金属板が摩擦圧接することを特徴とする二枚の金属板を重ね合わせて接合する方法。
【請求項1】
接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面に、回転している円柱形回転部材の周側部を押し付けて上部の金属板を摩擦して、二枚の金属板が摩擦圧接されていることを特徴とする金属板が重ね合わされて接合されている接合体。
【請求項2】
接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部金属板の表面に沿って、回転している円柱形回転部材の周側部を押し付けて移動させて、上部の金属板を摩擦して、二枚の金属板が摩擦圧接されていることを特徴とする金属板が重ね合わされて接合されている接合体。
【請求項3】
接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部の金属板の部分の表面に沿って、回転している円柱形回転部材の周側部を押し付けて、上部と下部の金属板を固定する台座を移動させて、上部の金属板を摩擦して、二枚の金属板が摩擦圧接されていることを特徴とする金属板が重ね合わされて接合されている接合体。
【請求項4】
接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面に、回転している円柱形回転部材の周側部を押し付けて上部の金属板を摩擦して、二枚の金属板が摩擦圧接することを特徴とする二枚の金属板を重ね合わせて接合する方法。
【請求項5】
接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部の金属板の部分の表面に沿って、回転している円柱形回転部材の周側部を押し付けて、上部と下部の金属板を固定する台座を移動させて、上部の金属板を摩擦して、二枚の金属板を摩擦圧接することを特徴とする二枚の金属板を重ね合わせて接合する方法。
【請求項6】
接合しようとする上部の金属板の融点と下部の金属板の融点が同じである、重ね合わされた二枚の金属板、又は接合しようとする上部の金属板の融点が下部の金属板の融点より低い、重ね合わされた二枚の金属板から選ばれる二枚の金属板の接合しようとする部分の上部の金属板の部分の表面であり、上部と下部の金属板の接合しようとする部分の上部の金属板の部分の表面に沿って、回転している円柱形回転部材の周側部を押し付けて、上部と下部の金属板を固定する台座を移動させて、上部の金属板を摩擦して、二枚の金属板が摩擦圧接することを特徴とする二枚の金属板を重ね合わせて接合する方法。
【図7】

【図8】
【図9】
【図10】
【図11】
【図1】
【図2】
【図3】
【図4】
【図5】
【図6】

【図8】
【図9】
【図10】
【図11】
【図1】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−183408(P2011−183408A)
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願番号】特願2010−48548(P2010−48548)
【出願日】平成22年3月5日(2010.3.5)
【出願人】(899000057)学校法人日本大学 (650)
【出願人】(592148856)日東制機株式会社 (2)
【Fターム(参考)】
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願日】平成22年3月5日(2010.3.5)
【出願人】(899000057)学校法人日本大学 (650)
【出願人】(592148856)日東制機株式会社 (2)
【Fターム(参考)】
[ Back to top ]