
回転式鋳造装置
【課題】油圧ホースを引き回す必要のない、回転式鋳造装置を提供することを課題とする。
【解決手段】第1型21と回転軸13とを第1屈曲継手17を介して連結し、第1型21を型開き方向や型閉じ方向へ導く第1リングカム部材を15設け、この第1リングカム部材15に沿って移動する第1ローラ16A〜16Dを第1屈曲継手17に設け、第2型31と回転軸13とを第2屈曲継手27を介して連結し、第2型31を型開き方向や型閉じ方向へ導く第2リングカム部材25を設け、この第2リングカム部材25に沿って移動する第2ローラ26A〜26Dを第2屈曲継手27に設けてなる。
【効果】金型の開閉を、第1リングカム部材と第2リングカム部材とで実施するため、型締シリンダが不要となり、油圧ホースを引き回す必要がない。
【解決手段】第1型21と回転軸13とを第1屈曲継手17を介して連結し、第1型21を型開き方向や型閉じ方向へ導く第1リングカム部材を15設け、この第1リングカム部材15に沿って移動する第1ローラ16A〜16Dを第1屈曲継手17に設け、第2型31と回転軸13とを第2屈曲継手27を介して連結し、第2型31を型開き方向や型閉じ方向へ導く第2リングカム部材25を設け、この第2リングカム部材25に沿って移動する第2ローラ26A〜26Dを第2屈曲継手27に設けてなる。
【効果】金型の開閉を、第1リングカム部材と第2リングカム部材とで実施するため、型締シリンダが不要となり、油圧ホースを引き回す必要がない。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金型を回転軸廻りに旋回させる形式の回転式鋳造装置に関する。
【背景技術】
【0002】
回転式鋳造装置には、各種の形態のものが提案されている(例えば、特許文献1(図1、図5)参照。)。
【0003】
特許文献1を次図に基づいて説明する。
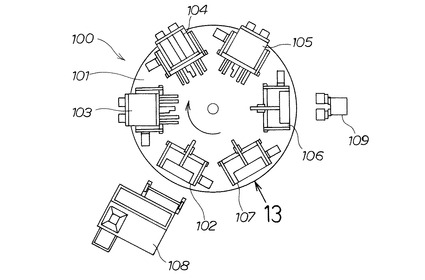
図12は従来の回転式鋳造装置の平面図であり、この回転式鋳造装置100は、ターンテーブル101と、このターンテーブル101上に等ピッチで配置されている金型鋳造機102〜107と、ターンテーブル101の周囲に配置される注湯装置108及び鋳造品取出装置109とからなる。
【0004】
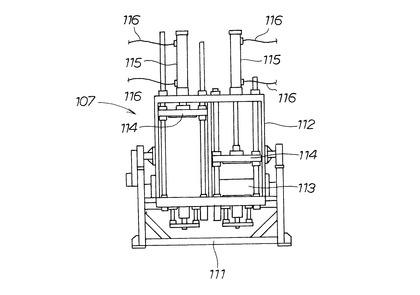
図13は図12の13矢視図であり、金型鋳造機107は、基台111と、この基台111に水平軸廻りに揺動自在に取付けられている機枠112と、金型113の上面に当てるタイプレート114と、このタイプレート114を前後進(図では上下動)させる型締シリンダ115とからなる。この型締シリンダ115は油圧シリンダであり、油圧ホース116が接続される。
【0005】
図12において、例えば、金型鋳造機102で型締めされた金型(図13、符号113)へ、注湯装置108で注湯する。次に、ターンテーブル101を回すことで金型鋳造機102を鋳造品取出装置109に臨ませ、鋳造品を取出す。金型鋳造機103〜107も同様である。
【0006】
しかし、この装置では、多数本(この例では12本)の型締シリンダ115が必要である。そして、この型締シリンダ115に油圧ホース116を接続する必要がある。そして、油圧ポンプやレシーバタンクを含む油圧発生装置をターンテーブル101上に設ける必要がある。ターンテーブル101上に油圧ホース116が引き回されることになり、回転式鋳造装置100が複雑になるなどの問題がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】実開平6−70943号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、油圧ホースを引き回す必要のない、回転式鋳造装置を提供することを課題とする。
【課題を解決するための手段】
【0009】
請求項1に係る発明は、基台に回転可能に回転軸を設け、この回転軸に、第1型に第2型を合わせてなる金型を取付け、前記回転軸を一方向へ回転させる間に、前記金型へ注湯し、湯を凝固させ、金型を開いて鋳物を取り出す、一連の鋳造工程を一回転中に実施する回転式鋳造装置であって、
前記第1型と前記回転軸とを第1屈曲継手を介して連結して前記第1型が型開き方向及び型閉じ方向へ移動できるようにし、
前記基台側に、前記回転軸を囲うリング形状を呈し、前記第1型を型開き方向や型閉じ方向へ導く第1リングカム部材を設け、
この第1リングカム部材に沿って移動する第1ローラを前記第1屈曲継手に設け、
前記第2型と前記回転軸とを第2屈曲継手を介して連結して前記第2型が型開き方向及び型閉じ方向へ移動できるようにし、
前記基台側に、前記回転軸を囲うリング形状を呈し、前記第2型を型開き方向や型閉じ方向へ導く第2リングカム部材を設け、
この第2リングカム部材に沿って移動する第2ローラを前記第2屈曲継手に設けてなり、
前記金型の開閉を、前記第1リングカム部材と前記第2リングカム部材とで実施できるようにしたことを特徴とする。
【0010】
請求項2に係る発明は、前記第1屈曲継手から前記第1型を越えるまで第1腕部を延ばし、この第1腕部の先端に第1補助ローラを回転自在に設け、
前記基台側に、型締め状態の第1型が型開き状態まで前記第1補助ローラを案内する第1補助カム部材を設け、
前記第2屈曲継手から前記第2型を越えるまで第2腕部を延ばし、この第2腕部の先端に第2補助ローラを回転自在に設け、
前記基台側に、型締め状態の第2型が型開き状態まで前記第2補助ローラを案内する第2補助カム部材を設けたことを特徴とする。
【0011】
請求項3に係る発明では、回転軸は、水平に配置され、第1リングカム部材及び第2リングカム部材は縦向き配置されていることを特徴とする。
【0012】
請求項4に係る発明では、回転軸に、180°ピッチで2個の金型が取付けられていることを特徴とする。
【0013】
請求項5に係る発明では、回転軸に、90°ピッチで4個の金型が取付けられていることを特徴とする。
【発明の効果】
【0014】
請求項1に係る発明では、金型の開閉を、第1リングカム部材と第2リングカム部材とで実施するため、型締シリンダが不要となり、油圧ホースを引き回す必要がない。
すなわち、請求項1によれば、油圧ホースを引き回す必要のない、回転式鋳造装置が提供される。
【0015】
請求項2に係る発明では、第1リングカム部材と第2リングカム部材とに加えて、第1・第2補助カム部材で金型の開動作を行う。金型の型開きがより確実に実施できる。
【0016】
請求項3に係る発明では、回転軸は、水平に配置され、第1リングカム部材及び第2リングカム部材は縦向き配置されている。いわゆる、縦型鋳造装置となり、水平型鋳造装置に比較して、設置のための床面積を狭めることができる。
【0017】
請求項4に係る発明では、回転軸に、180°ピッチで2個の金型が取付けられている。回転軸に1個の金型を取付けるよりも、本発明によれば生産量を倍増させることができる。
【0018】
請求項5に係る発明では、回転軸に、90°ピッチで4個の金型が取付けられている。回転軸に1個の金型を取付けるよりも、本発明によれば生産量を4倍増させることができる。
【図面の簡単な説明】
【0019】
【図1】本発明に係る回転式鋳造機の正面図である。
【図2】第1・第2リングカムの単品図である。
【図3】第1屈曲継手の斜視図である。
【図4】本発明に係る回転式鋳造機の要部拡大図である。
【図5】本発明に係る回転式鋳造機の断面図である。
【図6】図5の6線断面図である。
【図7】図5の7線断面図である。
【図8】図5の8線断面図である。
【図9】図5の9線断面図である。
【図10】回転式鋳造装置の作用を説明する図である。
【図11】回転式鋳造装置のタイムチャート図である。
【図12】従来の回転式鋳造装置の平面図である。
【図13】図12の13矢視図である。
【発明を実施するための形態】
【0020】
本発明の実施の形態を添付図に基づいて以下に説明する。なお、図面は符号の向きに見るものとする。
【実施例】
【0021】
本発明の実施例を図面に基づいて説明する。
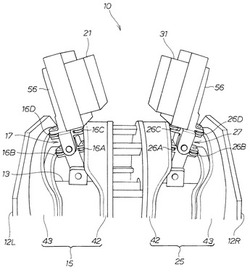
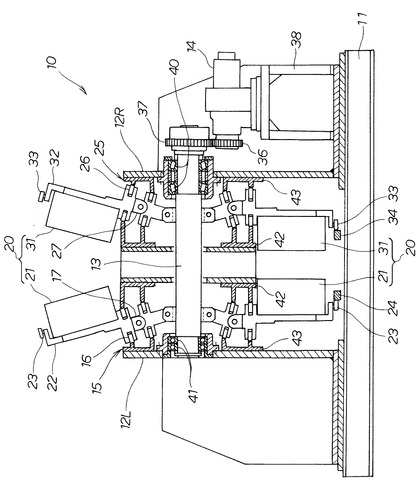
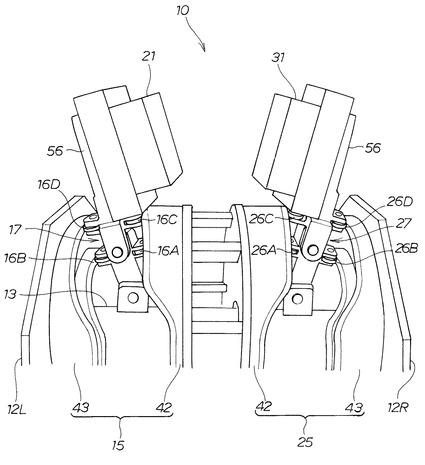
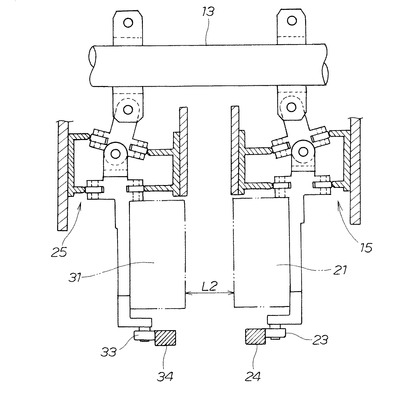
図1に示されるように、回転式鋳造装置10は、基台11と、この基台11の縦壁部12L、12R(Lは左、Rは右を示す添え字。以下同様)に水平に渡した回転軸13と、この回転軸13を回転させるために基台11に設けたサーボモータ14と、基台11側に固定された第1リングカム部材15(詳細は図2で説明する。)と、第1リングカム部材15で案内される第1ローラ16を備えつつ回転軸13から回転軸の軸直角方向へ延びている第1屈曲継手17(詳細は後述。)と、この第1屈曲継手17の先端に取付けられ金型20の構成要素である第1型21と、この第1型21を迂回するようにして第1屈曲継手17から延ばされた第1腕部22と、この第1腕部22の回転自在に取付けられた第1補助ローラ23と、この第1補助ローラ23を案内するために基台11の低い位置に設けられている第1補助カム部材24と、基台11側に固定された第2リングカム部材25と、第2リングカム部材25で案内される第2ローラ26を備え、回転軸13から回転軸の軸直角方向へ延びている第2屈曲継手27と、この第2屈曲継手27の先端に取付けられ金型20の構成要素である第2型31と、この第2型31を迂回するようにして第2屈曲継手27から延ばされた第2腕部32と、この第2腕部32の回転自在に取付けられた第2補助ローラ33と、この第2補助ローラ33を案内するために基台11の低い位置に設けられている第2補助カム部材34とからなる。
【0022】
好ましくは、図示するように、サーボモータ14のモータ軸に駆動ギヤ36を設け、この駆動ギヤ36で駆動される従動ギヤ37を回転軸13に設け、駆動ギヤ36と従動ギヤ37を介してサーボモータ14で回転軸13を回転させる。
駆動ギヤ36を小径ギヤとし従動ギヤ37をそれより大径の大径ギヤとすれば、サーボモータ14に要求されるトルクが小さくなり、サーボモータ14の小型化が可能となる。加えて、サーボモータ14の配置の自由度が増加し、サーボモータ14を支えるモータブラケット38の小型化を図ることができる。
しかし、回転軸13と同軸にサーボモータ14を配置し、このサーボモータ14で直接回転軸13を駆動するようにすることは差し支えない。
また、ギヤ36、37をスプロケットに替え、一対スプロケットにチェーンを掛け渡してもよい。
【0023】
回転軸13は、縦壁部12R、12Lに軸受40、41を介して取付けられている。従動ギヤ37側の軸受40は、従動ギヤ37に大きなラジアル荷重が加わるため、2個の単列円錐コロ軸受を背中合わせた。これらの2列の円錐コロ軸受は、大きなラジアル荷重に耐えると共にスラスト荷重をも支承する。他方の軸受41は、スラスト荷重を負担させる必要がほとんどなく、負担するラジアル荷重も小さくなるため、安価の玉軸受で済ませることができる。
【0024】
次に、重要要素である、第1・第2リングカム部材15、25と、第1・第2屈曲継手17、27の構造を順に説明する。
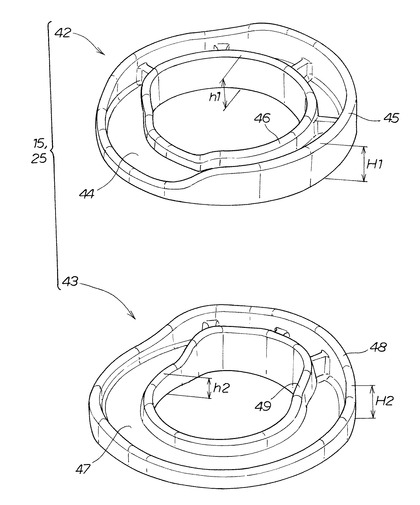
図2に示すように、第1・第2リングカム部材15、25は、2個で1組となる内側カム42と、外側カム43とからなる。外側カム43とは、図1に示す縦壁部12L、12Rに各々取付けられる。したがって、内側カム42は、装置の中央側に各々配置される。
【0025】
内側カム42は、丈夫な背板44と、この背板44から直角に延ばした外径側レール45と、背板44から直角に延ばした内径側レール46とからなり、外径側レール45の高さH1と、内径側レール46の高さh1とは、場所により変化する。
外側カム43も、丈夫な背板47と、この背板47から直角に延ばした外径側レール48と、背板47から直角に延ばした内径側レール49とからなり、外径側レール48の高さH2と、内径側レール19の高さh2とは、場所により変化する。
そして、内側カム42と外側カム43は、外径側レール45の先端と外径側レール48の先端が対面し、内径側レール46の先端と内径側レール49の先端が対面するように配置される。
【0026】
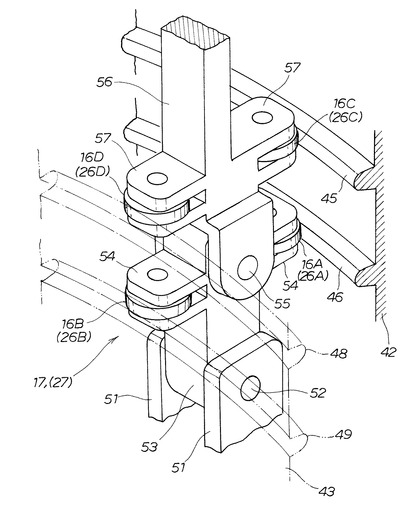
図3に示すように、対面配置された内側カム42と想像線で示す外側カム43の間に、第1屈曲継手17が配置される。第1屈曲継手17は、回転軸(図1、符号13)から径外方に延ばされる支持プレート51、51と、これらの支持プレート51、51に渡されたピン52により内径側レール46、49の形状に倣うように揺動可能に支持されたリンク部材53と、このリンク部材53から内径側レール46、49に向かって延ばされた内径側フランジ54、54と、内径側フランジ54、54に回転可能に止められ、内径側レール46、49に沿って回転しながら移動する内径側の第1ロール16A、16B(差別化するために、A〜Dの符号を添える。)と、リンク部材53の上端に渡されたピン55により外径側レール45、48の形状に倣うように揺動可能に連結された型支持部材56と、この型支持部材56から外径側レール45、48に向かって延ばされた外径側フランジ57、57と、外側フランジ57、57に回転可能に止められ、外径側レール45、48に沿って回転しながら移動する外径側の第1ロール16C、16Dとからなる。
【0027】
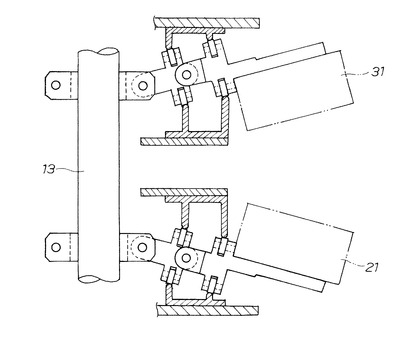
第2屈曲継手27は、内側カム42が右、外側カム43が左、すなわち180°反転した形態となると共に、第1ローラ16A〜16Dが第2ローラ26A〜26Dに替わるだけで、構成要素は第1屈曲継手17と同一であるため、詳細な構造の説明は省略する。第1屈曲継手17と第2屈曲継手27との相対位置を次図で一括して示す。
【0028】
図4に示すように、第1型21と回転軸13とを第1屈曲継手17を介して連結して第1型21が型開き方向及び型閉じ方向へ移動できるようにし、第1型21を型開き方向や型閉じ方向へ導く第1リングカム部材を15設け、この第1リングカム部材15に沿って移動する第1ローラ16A〜16Dを第1屈曲継手17に設け、第2型31と回転軸13とを第2屈曲継手27を介して連結して第2型31が型開き方向及び型閉じ方向へ移動できるようにし、第2型31を型開き方向や型閉じ方向へ導く第2リングカム部材25を設け、この第2リングカム部材25に沿って移動する第2ローラ26A〜26Dを第2屈曲継手27に設けてなり、金型の開閉を、第1リングカム部材15と第2リングカム部材25とで実施できるようにした回転式鋳造装置10が提供される。
【0029】
次に、回転軸13と金型20との連結形態を説明する。
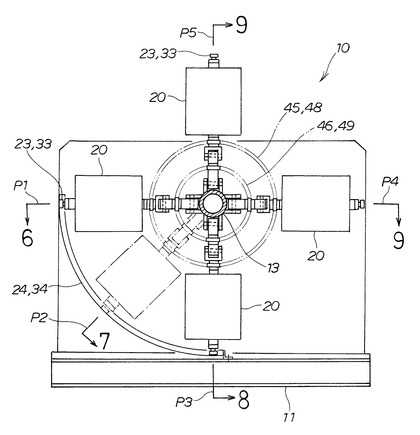
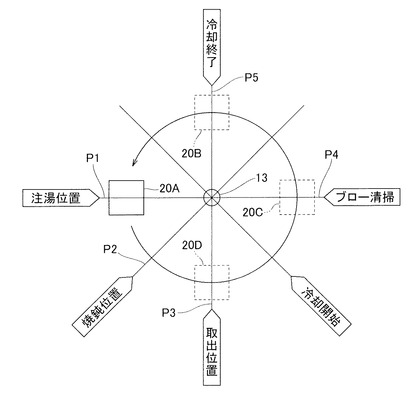
図1の断面図に相当する図5に示されるように、回転軸13に、90°ピッチで4個の金型20が連結されている。図中、P1は注湯位置、P2は自己焼鈍位置、P3は鋳造品取出位置、P4とP5は金型冷却位置である。
想像線で示す外径側レール45、48と内径側レール46、49は、完全なリング形状とされているが、第1・第2補助カム部材24、34は、注湯位置P1から鋳造品取出位置P3までの90°の領域に設けられた円弧部材である。図5の位置P1〜P5の断面を図6から図9で説明する。
【0030】
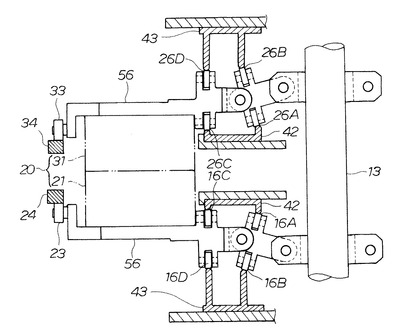
注湯位置P1では、図6(図5の6線断面図)に示すように、第1型21と第2型31とは型締状態にあり、金型20へ注湯することができる。
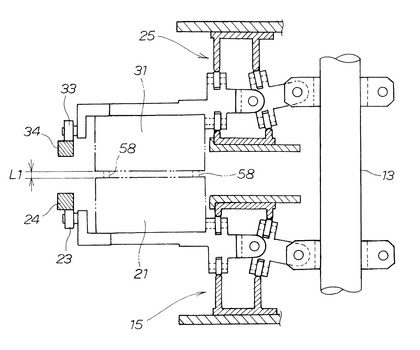
自己焼鈍位置P2では、図7(図5の7線断面図)に示すように、第1型21と第2型31とは強制的に寸法L1だけ開けられる。この状態で自己焼鈍が行われる。
【0031】
なお、注湯位置P1から自己焼鈍位置P2に至る過程で、第1型21と第2型31とに渡される位置決めピン58、58の摩擦抵抗で、型開放に抵抗力が加わる。本実施例では、図7に示すように、第1型21は第1リングカム部材15及び第1補助カム部材24で、両端(回転軸13に最も近い端面と、回転軸13から最も遠い端面)が強制的に開かれるため、型開きは円滑に行われる。第2型31も同様に、第2リングカム部材25及び第2補助カム部材34で、両端が強制的に開かれるため、型開きは円滑に行われる。
【0032】
鋳造品取出位置P3では、図8(図5の8線断面図)に示すように、第1型21と第2型31とは強制的に寸法L2だけ開けられる。この状態で鋳造品の取り出しが行われる。
自己焼鈍位置P2から鋳造品取出位置P3の間も、第1・第2リングカム部材15、25及び第1・第2補助カム部材24、34で、両端が強制的に開かれるため、型開きは円滑に行われる。
【0033】
冷却位置P4、P5では、図9(図5の9線断面図(2箇所))に示すように、第1型21と第2型31とは大きく、V字状に開けられる。この状態で第1型21と第2型31は冷却が効率よく行われると共に、途中でエアを吹き付けることで、清掃が行われる。
【0034】
以上に述べた回転式鋳造装置の作用を次に述べる。
図10に示すように、回転軸13に90°ピッチで、第1金型20A(A〜Dは差別化するために付けた添え字。)、第2金型20B、第3金型20C及び第4金型20Dが、回転軸13の回転方向に順に配列されている。第1金型20Aが注湯位置P1にあり、注湯が開始されるときから、作用の説明を始める。
【0035】
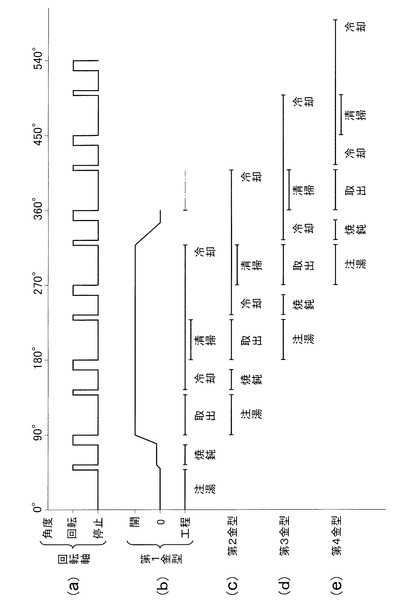
図11はタイムチャート図であり、(a)に示されるように、回転軸は、所定のタイミングで停止と回転とが交互に行われる。
第1金型は、(b)に示されるように、注湯、焼鈍(自己焼鈍)、取出(鋳造品取出)、冷却(途中に清掃を含む。)の工程が行われる。工程にリンクした型締め、型開きが行われる
【0036】
第2金型は、(c)に示されるように、90°遅れて、注湯が開始される。この第2金型の注湯時に、第1金型では鋳造品の取出しが行われる。
第3金型は、(d)に示されるように、180°遅れて、注湯が開始される。この第3金型の注湯時に、第1金型では清掃が行われる。
第4金型は、(e)に示されるように、270°遅れて、注湯が開始される。この第4金型の注湯時に、第1金型では末期の金型冷却が行われる。
【0037】
回転軸廻りに90°ピッチで4個の金型を、設けると1/4回転毎に、鋳造品を取り出すことができ、生産性を高めることができる。
ただし、要求される生産量が少ない場合には、回転軸廻りに、180°ピッチで2個の金型を設けてもよい。
さらに、生産量が少ないときには、回転軸に1個の金型を設ける。
【0038】
金型が1個の場合は、回転軸に加わる曲げ力が大きくなり、回転軸の曲げ剛性を高める必要がある。この点、2個を対向配置すれば、力が相殺され、回転軸の小径化が可能となる。4個の場合も同様である。
【0039】
また、本実施例のように、回転軸を水平に配置して、縦型鋳造装置にすると、水平型鋳造装置に比較して、設置のための床面積を狭めることができる。しかし、回転式鋳造装置は、回転軸を縦向きにした水平型鋳造装置や回転軸を斜めにした斜め置き鋳造装置であってもよい。
【0040】
さらには、位置決めピンの形状やキャビティの形状を工夫するなどして、金型の型開き力を小さく設定できれば、第1・第2補助カム部材及び第1・第2補助ローラを省略することができる。
【産業上の利用可能性】
【0041】
本発明は、縦型回転式鋳造装置に好適である。
【符号の説明】
【0042】
10…回転式鋳造装置、11…基台、13…回転軸、15…第1カムリング部材、16、16A、16B、16C、16D…第1ローラ、17…第1屈曲継手、20…金型、20A…第1金型、20B…第2金型、20C…第3金型、20D…第4金型、21…第1型、22…第1腕部、23…第1補助ローラ、24…第1補助カム部材、25…第2カムリング部材、26、26A、26B、26C、26D…第2ローラ、27…第2屈曲継手、31…第2型、32…第2腕部、33…第2補助ローラ、34…第2補助カム部材。
【技術分野】
【0001】
本発明は、金型を回転軸廻りに旋回させる形式の回転式鋳造装置に関する。
【背景技術】
【0002】
回転式鋳造装置には、各種の形態のものが提案されている(例えば、特許文献1(図1、図5)参照。)。
【0003】
特許文献1を次図に基づいて説明する。
図12は従来の回転式鋳造装置の平面図であり、この回転式鋳造装置100は、ターンテーブル101と、このターンテーブル101上に等ピッチで配置されている金型鋳造機102〜107と、ターンテーブル101の周囲に配置される注湯装置108及び鋳造品取出装置109とからなる。
【0004】
図13は図12の13矢視図であり、金型鋳造機107は、基台111と、この基台111に水平軸廻りに揺動自在に取付けられている機枠112と、金型113の上面に当てるタイプレート114と、このタイプレート114を前後進(図では上下動)させる型締シリンダ115とからなる。この型締シリンダ115は油圧シリンダであり、油圧ホース116が接続される。
【0005】
図12において、例えば、金型鋳造機102で型締めされた金型(図13、符号113)へ、注湯装置108で注湯する。次に、ターンテーブル101を回すことで金型鋳造機102を鋳造品取出装置109に臨ませ、鋳造品を取出す。金型鋳造機103〜107も同様である。
【0006】
しかし、この装置では、多数本(この例では12本)の型締シリンダ115が必要である。そして、この型締シリンダ115に油圧ホース116を接続する必要がある。そして、油圧ポンプやレシーバタンクを含む油圧発生装置をターンテーブル101上に設ける必要がある。ターンテーブル101上に油圧ホース116が引き回されることになり、回転式鋳造装置100が複雑になるなどの問題がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】実開平6−70943号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、油圧ホースを引き回す必要のない、回転式鋳造装置を提供することを課題とする。
【課題を解決するための手段】
【0009】
請求項1に係る発明は、基台に回転可能に回転軸を設け、この回転軸に、第1型に第2型を合わせてなる金型を取付け、前記回転軸を一方向へ回転させる間に、前記金型へ注湯し、湯を凝固させ、金型を開いて鋳物を取り出す、一連の鋳造工程を一回転中に実施する回転式鋳造装置であって、
前記第1型と前記回転軸とを第1屈曲継手を介して連結して前記第1型が型開き方向及び型閉じ方向へ移動できるようにし、
前記基台側に、前記回転軸を囲うリング形状を呈し、前記第1型を型開き方向や型閉じ方向へ導く第1リングカム部材を設け、
この第1リングカム部材に沿って移動する第1ローラを前記第1屈曲継手に設け、
前記第2型と前記回転軸とを第2屈曲継手を介して連結して前記第2型が型開き方向及び型閉じ方向へ移動できるようにし、
前記基台側に、前記回転軸を囲うリング形状を呈し、前記第2型を型開き方向や型閉じ方向へ導く第2リングカム部材を設け、
この第2リングカム部材に沿って移動する第2ローラを前記第2屈曲継手に設けてなり、
前記金型の開閉を、前記第1リングカム部材と前記第2リングカム部材とで実施できるようにしたことを特徴とする。
【0010】
請求項2に係る発明は、前記第1屈曲継手から前記第1型を越えるまで第1腕部を延ばし、この第1腕部の先端に第1補助ローラを回転自在に設け、
前記基台側に、型締め状態の第1型が型開き状態まで前記第1補助ローラを案内する第1補助カム部材を設け、
前記第2屈曲継手から前記第2型を越えるまで第2腕部を延ばし、この第2腕部の先端に第2補助ローラを回転自在に設け、
前記基台側に、型締め状態の第2型が型開き状態まで前記第2補助ローラを案内する第2補助カム部材を設けたことを特徴とする。
【0011】
請求項3に係る発明では、回転軸は、水平に配置され、第1リングカム部材及び第2リングカム部材は縦向き配置されていることを特徴とする。
【0012】
請求項4に係る発明では、回転軸に、180°ピッチで2個の金型が取付けられていることを特徴とする。
【0013】
請求項5に係る発明では、回転軸に、90°ピッチで4個の金型が取付けられていることを特徴とする。
【発明の効果】
【0014】
請求項1に係る発明では、金型の開閉を、第1リングカム部材と第2リングカム部材とで実施するため、型締シリンダが不要となり、油圧ホースを引き回す必要がない。
すなわち、請求項1によれば、油圧ホースを引き回す必要のない、回転式鋳造装置が提供される。
【0015】
請求項2に係る発明では、第1リングカム部材と第2リングカム部材とに加えて、第1・第2補助カム部材で金型の開動作を行う。金型の型開きがより確実に実施できる。
【0016】
請求項3に係る発明では、回転軸は、水平に配置され、第1リングカム部材及び第2リングカム部材は縦向き配置されている。いわゆる、縦型鋳造装置となり、水平型鋳造装置に比較して、設置のための床面積を狭めることができる。
【0017】
請求項4に係る発明では、回転軸に、180°ピッチで2個の金型が取付けられている。回転軸に1個の金型を取付けるよりも、本発明によれば生産量を倍増させることができる。
【0018】
請求項5に係る発明では、回転軸に、90°ピッチで4個の金型が取付けられている。回転軸に1個の金型を取付けるよりも、本発明によれば生産量を4倍増させることができる。
【図面の簡単な説明】
【0019】
【図1】本発明に係る回転式鋳造機の正面図である。
【図2】第1・第2リングカムの単品図である。
【図3】第1屈曲継手の斜視図である。
【図4】本発明に係る回転式鋳造機の要部拡大図である。
【図5】本発明に係る回転式鋳造機の断面図である。
【図6】図5の6線断面図である。
【図7】図5の7線断面図である。
【図8】図5の8線断面図である。
【図9】図5の9線断面図である。
【図10】回転式鋳造装置の作用を説明する図である。
【図11】回転式鋳造装置のタイムチャート図である。
【図12】従来の回転式鋳造装置の平面図である。
【図13】図12の13矢視図である。
【発明を実施するための形態】
【0020】
本発明の実施の形態を添付図に基づいて以下に説明する。なお、図面は符号の向きに見るものとする。
【実施例】
【0021】
本発明の実施例を図面に基づいて説明する。
図1に示されるように、回転式鋳造装置10は、基台11と、この基台11の縦壁部12L、12R(Lは左、Rは右を示す添え字。以下同様)に水平に渡した回転軸13と、この回転軸13を回転させるために基台11に設けたサーボモータ14と、基台11側に固定された第1リングカム部材15(詳細は図2で説明する。)と、第1リングカム部材15で案内される第1ローラ16を備えつつ回転軸13から回転軸の軸直角方向へ延びている第1屈曲継手17(詳細は後述。)と、この第1屈曲継手17の先端に取付けられ金型20の構成要素である第1型21と、この第1型21を迂回するようにして第1屈曲継手17から延ばされた第1腕部22と、この第1腕部22の回転自在に取付けられた第1補助ローラ23と、この第1補助ローラ23を案内するために基台11の低い位置に設けられている第1補助カム部材24と、基台11側に固定された第2リングカム部材25と、第2リングカム部材25で案内される第2ローラ26を備え、回転軸13から回転軸の軸直角方向へ延びている第2屈曲継手27と、この第2屈曲継手27の先端に取付けられ金型20の構成要素である第2型31と、この第2型31を迂回するようにして第2屈曲継手27から延ばされた第2腕部32と、この第2腕部32の回転自在に取付けられた第2補助ローラ33と、この第2補助ローラ33を案内するために基台11の低い位置に設けられている第2補助カム部材34とからなる。
【0022】
好ましくは、図示するように、サーボモータ14のモータ軸に駆動ギヤ36を設け、この駆動ギヤ36で駆動される従動ギヤ37を回転軸13に設け、駆動ギヤ36と従動ギヤ37を介してサーボモータ14で回転軸13を回転させる。
駆動ギヤ36を小径ギヤとし従動ギヤ37をそれより大径の大径ギヤとすれば、サーボモータ14に要求されるトルクが小さくなり、サーボモータ14の小型化が可能となる。加えて、サーボモータ14の配置の自由度が増加し、サーボモータ14を支えるモータブラケット38の小型化を図ることができる。
しかし、回転軸13と同軸にサーボモータ14を配置し、このサーボモータ14で直接回転軸13を駆動するようにすることは差し支えない。
また、ギヤ36、37をスプロケットに替え、一対スプロケットにチェーンを掛け渡してもよい。
【0023】
回転軸13は、縦壁部12R、12Lに軸受40、41を介して取付けられている。従動ギヤ37側の軸受40は、従動ギヤ37に大きなラジアル荷重が加わるため、2個の単列円錐コロ軸受を背中合わせた。これらの2列の円錐コロ軸受は、大きなラジアル荷重に耐えると共にスラスト荷重をも支承する。他方の軸受41は、スラスト荷重を負担させる必要がほとんどなく、負担するラジアル荷重も小さくなるため、安価の玉軸受で済ませることができる。
【0024】
次に、重要要素である、第1・第2リングカム部材15、25と、第1・第2屈曲継手17、27の構造を順に説明する。
図2に示すように、第1・第2リングカム部材15、25は、2個で1組となる内側カム42と、外側カム43とからなる。外側カム43とは、図1に示す縦壁部12L、12Rに各々取付けられる。したがって、内側カム42は、装置の中央側に各々配置される。
【0025】
内側カム42は、丈夫な背板44と、この背板44から直角に延ばした外径側レール45と、背板44から直角に延ばした内径側レール46とからなり、外径側レール45の高さH1と、内径側レール46の高さh1とは、場所により変化する。
外側カム43も、丈夫な背板47と、この背板47から直角に延ばした外径側レール48と、背板47から直角に延ばした内径側レール49とからなり、外径側レール48の高さH2と、内径側レール19の高さh2とは、場所により変化する。
そして、内側カム42と外側カム43は、外径側レール45の先端と外径側レール48の先端が対面し、内径側レール46の先端と内径側レール49の先端が対面するように配置される。
【0026】
図3に示すように、対面配置された内側カム42と想像線で示す外側カム43の間に、第1屈曲継手17が配置される。第1屈曲継手17は、回転軸(図1、符号13)から径外方に延ばされる支持プレート51、51と、これらの支持プレート51、51に渡されたピン52により内径側レール46、49の形状に倣うように揺動可能に支持されたリンク部材53と、このリンク部材53から内径側レール46、49に向かって延ばされた内径側フランジ54、54と、内径側フランジ54、54に回転可能に止められ、内径側レール46、49に沿って回転しながら移動する内径側の第1ロール16A、16B(差別化するために、A〜Dの符号を添える。)と、リンク部材53の上端に渡されたピン55により外径側レール45、48の形状に倣うように揺動可能に連結された型支持部材56と、この型支持部材56から外径側レール45、48に向かって延ばされた外径側フランジ57、57と、外側フランジ57、57に回転可能に止められ、外径側レール45、48に沿って回転しながら移動する外径側の第1ロール16C、16Dとからなる。
【0027】
第2屈曲継手27は、内側カム42が右、外側カム43が左、すなわち180°反転した形態となると共に、第1ローラ16A〜16Dが第2ローラ26A〜26Dに替わるだけで、構成要素は第1屈曲継手17と同一であるため、詳細な構造の説明は省略する。第1屈曲継手17と第2屈曲継手27との相対位置を次図で一括して示す。
【0028】
図4に示すように、第1型21と回転軸13とを第1屈曲継手17を介して連結して第1型21が型開き方向及び型閉じ方向へ移動できるようにし、第1型21を型開き方向や型閉じ方向へ導く第1リングカム部材を15設け、この第1リングカム部材15に沿って移動する第1ローラ16A〜16Dを第1屈曲継手17に設け、第2型31と回転軸13とを第2屈曲継手27を介して連結して第2型31が型開き方向及び型閉じ方向へ移動できるようにし、第2型31を型開き方向や型閉じ方向へ導く第2リングカム部材25を設け、この第2リングカム部材25に沿って移動する第2ローラ26A〜26Dを第2屈曲継手27に設けてなり、金型の開閉を、第1リングカム部材15と第2リングカム部材25とで実施できるようにした回転式鋳造装置10が提供される。
【0029】
次に、回転軸13と金型20との連結形態を説明する。
図1の断面図に相当する図5に示されるように、回転軸13に、90°ピッチで4個の金型20が連結されている。図中、P1は注湯位置、P2は自己焼鈍位置、P3は鋳造品取出位置、P4とP5は金型冷却位置である。
想像線で示す外径側レール45、48と内径側レール46、49は、完全なリング形状とされているが、第1・第2補助カム部材24、34は、注湯位置P1から鋳造品取出位置P3までの90°の領域に設けられた円弧部材である。図5の位置P1〜P5の断面を図6から図9で説明する。
【0030】
注湯位置P1では、図6(図5の6線断面図)に示すように、第1型21と第2型31とは型締状態にあり、金型20へ注湯することができる。
自己焼鈍位置P2では、図7(図5の7線断面図)に示すように、第1型21と第2型31とは強制的に寸法L1だけ開けられる。この状態で自己焼鈍が行われる。
【0031】
なお、注湯位置P1から自己焼鈍位置P2に至る過程で、第1型21と第2型31とに渡される位置決めピン58、58の摩擦抵抗で、型開放に抵抗力が加わる。本実施例では、図7に示すように、第1型21は第1リングカム部材15及び第1補助カム部材24で、両端(回転軸13に最も近い端面と、回転軸13から最も遠い端面)が強制的に開かれるため、型開きは円滑に行われる。第2型31も同様に、第2リングカム部材25及び第2補助カム部材34で、両端が強制的に開かれるため、型開きは円滑に行われる。
【0032】
鋳造品取出位置P3では、図8(図5の8線断面図)に示すように、第1型21と第2型31とは強制的に寸法L2だけ開けられる。この状態で鋳造品の取り出しが行われる。
自己焼鈍位置P2から鋳造品取出位置P3の間も、第1・第2リングカム部材15、25及び第1・第2補助カム部材24、34で、両端が強制的に開かれるため、型開きは円滑に行われる。
【0033】
冷却位置P4、P5では、図9(図5の9線断面図(2箇所))に示すように、第1型21と第2型31とは大きく、V字状に開けられる。この状態で第1型21と第2型31は冷却が効率よく行われると共に、途中でエアを吹き付けることで、清掃が行われる。
【0034】
以上に述べた回転式鋳造装置の作用を次に述べる。
図10に示すように、回転軸13に90°ピッチで、第1金型20A(A〜Dは差別化するために付けた添え字。)、第2金型20B、第3金型20C及び第4金型20Dが、回転軸13の回転方向に順に配列されている。第1金型20Aが注湯位置P1にあり、注湯が開始されるときから、作用の説明を始める。
【0035】
図11はタイムチャート図であり、(a)に示されるように、回転軸は、所定のタイミングで停止と回転とが交互に行われる。
第1金型は、(b)に示されるように、注湯、焼鈍(自己焼鈍)、取出(鋳造品取出)、冷却(途中に清掃を含む。)の工程が行われる。工程にリンクした型締め、型開きが行われる
【0036】
第2金型は、(c)に示されるように、90°遅れて、注湯が開始される。この第2金型の注湯時に、第1金型では鋳造品の取出しが行われる。
第3金型は、(d)に示されるように、180°遅れて、注湯が開始される。この第3金型の注湯時に、第1金型では清掃が行われる。
第4金型は、(e)に示されるように、270°遅れて、注湯が開始される。この第4金型の注湯時に、第1金型では末期の金型冷却が行われる。
【0037】
回転軸廻りに90°ピッチで4個の金型を、設けると1/4回転毎に、鋳造品を取り出すことができ、生産性を高めることができる。
ただし、要求される生産量が少ない場合には、回転軸廻りに、180°ピッチで2個の金型を設けてもよい。
さらに、生産量が少ないときには、回転軸に1個の金型を設ける。
【0038】
金型が1個の場合は、回転軸に加わる曲げ力が大きくなり、回転軸の曲げ剛性を高める必要がある。この点、2個を対向配置すれば、力が相殺され、回転軸の小径化が可能となる。4個の場合も同様である。
【0039】
また、本実施例のように、回転軸を水平に配置して、縦型鋳造装置にすると、水平型鋳造装置に比較して、設置のための床面積を狭めることができる。しかし、回転式鋳造装置は、回転軸を縦向きにした水平型鋳造装置や回転軸を斜めにした斜め置き鋳造装置であってもよい。
【0040】
さらには、位置決めピンの形状やキャビティの形状を工夫するなどして、金型の型開き力を小さく設定できれば、第1・第2補助カム部材及び第1・第2補助ローラを省略することができる。
【産業上の利用可能性】
【0041】
本発明は、縦型回転式鋳造装置に好適である。
【符号の説明】
【0042】
10…回転式鋳造装置、11…基台、13…回転軸、15…第1カムリング部材、16、16A、16B、16C、16D…第1ローラ、17…第1屈曲継手、20…金型、20A…第1金型、20B…第2金型、20C…第3金型、20D…第4金型、21…第1型、22…第1腕部、23…第1補助ローラ、24…第1補助カム部材、25…第2カムリング部材、26、26A、26B、26C、26D…第2ローラ、27…第2屈曲継手、31…第2型、32…第2腕部、33…第2補助ローラ、34…第2補助カム部材。
【特許請求の範囲】
【請求項1】
基台に回転可能に回転軸を設け、この回転軸に、第1型に第2型を合わせてなる金型を取付け、前記回転軸を一方向へ回転させる間に、前記金型へ注湯し、湯を凝固させ、金型を開いて鋳物を取り出す、一連の鋳造工程を一回転中に実施する回転式鋳造装置であって、
前記第1型と前記回転軸とを第1屈曲継手を介して連結して前記第1型が型開き方向及び型閉じ方向へ移動できるようにし、
前記基台側に、前記回転軸を囲うリング形状を呈し、前記第1型を型開き方向や型閉じ方向へ導く第1リングカム部材を設け、
この第1リングカム部材に沿って移動する第1ローラを前記第1屈曲継手に設け、
前記第2型と前記回転軸とを第2屈曲継手を介して連結して前記第2型が型開き方向及び型閉じ方向へ移動できるようにし、
前記基台側に、前記回転軸を囲うリング形状を呈し、前記第2型を型開き方向や型閉じ方向へ導く第2リングカム部材を設け、
この第2リングカム部材に沿って移動する第2ローラを前記第2屈曲継手に設けてなり、
前記金型の開閉を、前記第1リングカム部材と前記第2リングカム部材とで実施できるようにしたことを特徴とする回転式鋳造装置。
【請求項2】
前記第1屈曲継手から前記第1型を越えるまで第1腕部を延ばし、この第1腕部の先端に第1補助ローラを回転自在に設け、
前記基台側に、型締め状態の第1型が型開き状態まで前記第1補助ローラを案内する第1補助カム部材を設け、
前記第2屈曲継手から前記第2型を越えるまで第2腕部を延ばし、この第2腕部の先端に第2補助ローラを回転自在に設け、
前記基台側に、型締め状態の第2型が型開き状態まで前記第2補助ローラを案内する第2補助カム部材を設けたことを特徴とする請求項1記載の回転式鋳造装置。
【請求項3】
前記回転軸は、水平に配置され、前記第1リングカム部材及び前記第2リングカム部材は縦向き配置されていることを特徴とする請求項1又は請求項2記載の回転式鋳造装置。
【請求項4】
前記回転軸に、180°ピッチで2個の金型が取付けられていることを特徴とする請求項1、請求項2又は請求項3記載の回転式鋳造装置。
【請求項5】
前記回転軸に、90°ピッチで4個の金型が取付けられていることを特徴とする請求項1、請求項2又は請求項3記載の回転式鋳造装置。
【請求項1】
基台に回転可能に回転軸を設け、この回転軸に、第1型に第2型を合わせてなる金型を取付け、前記回転軸を一方向へ回転させる間に、前記金型へ注湯し、湯を凝固させ、金型を開いて鋳物を取り出す、一連の鋳造工程を一回転中に実施する回転式鋳造装置であって、
前記第1型と前記回転軸とを第1屈曲継手を介して連結して前記第1型が型開き方向及び型閉じ方向へ移動できるようにし、
前記基台側に、前記回転軸を囲うリング形状を呈し、前記第1型を型開き方向や型閉じ方向へ導く第1リングカム部材を設け、
この第1リングカム部材に沿って移動する第1ローラを前記第1屈曲継手に設け、
前記第2型と前記回転軸とを第2屈曲継手を介して連結して前記第2型が型開き方向及び型閉じ方向へ移動できるようにし、
前記基台側に、前記回転軸を囲うリング形状を呈し、前記第2型を型開き方向や型閉じ方向へ導く第2リングカム部材を設け、
この第2リングカム部材に沿って移動する第2ローラを前記第2屈曲継手に設けてなり、
前記金型の開閉を、前記第1リングカム部材と前記第2リングカム部材とで実施できるようにしたことを特徴とする回転式鋳造装置。
【請求項2】
前記第1屈曲継手から前記第1型を越えるまで第1腕部を延ばし、この第1腕部の先端に第1補助ローラを回転自在に設け、
前記基台側に、型締め状態の第1型が型開き状態まで前記第1補助ローラを案内する第1補助カム部材を設け、
前記第2屈曲継手から前記第2型を越えるまで第2腕部を延ばし、この第2腕部の先端に第2補助ローラを回転自在に設け、
前記基台側に、型締め状態の第2型が型開き状態まで前記第2補助ローラを案内する第2補助カム部材を設けたことを特徴とする請求項1記載の回転式鋳造装置。
【請求項3】
前記回転軸は、水平に配置され、前記第1リングカム部材及び前記第2リングカム部材は縦向き配置されていることを特徴とする請求項1又は請求項2記載の回転式鋳造装置。
【請求項4】
前記回転軸に、180°ピッチで2個の金型が取付けられていることを特徴とする請求項1、請求項2又は請求項3記載の回転式鋳造装置。
【請求項5】
前記回転軸に、90°ピッチで4個の金型が取付けられていることを特徴とする請求項1、請求項2又は請求項3記載の回転式鋳造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2010−260081(P2010−260081A)
【公開日】平成22年11月18日(2010.11.18)
【国際特許分類】
【出願番号】特願2009−113074(P2009−113074)
【出願日】平成21年5月7日(2009.5.7)
【出願人】(390027524)浅間技研工業株式会社 (7)
【Fターム(参考)】
【公開日】平成22年11月18日(2010.11.18)
【国際特許分類】
【出願日】平成21年5月7日(2009.5.7)
【出願人】(390027524)浅間技研工業株式会社 (7)
【Fターム(参考)】
[ Back to top ]