
回転引き取り式押し出し成形方法およびその成形方法を可能とする押出成形装置およびその成形方法で製作したチューブ管壁に螺旋状の独立管腔を設けたチューブ体
【課題】 大径のメインのチューブに対して小径のチューブを螺旋状に設けた形状のチューブを一体として一度の押し出し成形で製作する。
【解決手段】 押出ダイからチューブ管を押し出す押出機120と、押し出されたチューブ管を受け入れて冷却する冷却装置130と、冷却されたチューブ管を所定速度で引き取る引取機140と、チューブ管を所定長さのチューブ体に切断する切断装置150を備えた構造において、引取機140がチューブ管200に対して引取方向の力に加え、チューブ管200に対する回転トルクを与え、チューブ管200を回転させながら引き取る。押出ダイ122が大径のチューブに対応する口金部分と沿うように設けられた小径のチューブに対応する口金部分とを備えている。引取機140の回転体のうち少なくとも1つの回転方向が引取方向に対して傾いており、チューブ管200に対して引き取り方向の力に加えて回転方向の力も与える。
【解決手段】 押出ダイからチューブ管を押し出す押出機120と、押し出されたチューブ管を受け入れて冷却する冷却装置130と、冷却されたチューブ管を所定速度で引き取る引取機140と、チューブ管を所定長さのチューブ体に切断する切断装置150を備えた構造において、引取機140がチューブ管200に対して引取方向の力に加え、チューブ管200に対する回転トルクを与え、チューブ管200を回転させながら引き取る。押出ダイ122が大径のチューブに対応する口金部分と沿うように設けられた小径のチューブに対応する口金部分とを備えている。引取機140の回転体のうち少なくとも1つの回転方向が引取方向に対して傾いており、チューブ管200に対して引き取り方向の力に加えて回転方向の力も与える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金型からチューブを押し出して長尺のままインラインで引き取り、所定長さに切り出して個々のチューブ体を製造するチューブの押し出し成形技術に関する。特に、チューブ管壁に独立管腔を設けたチューブ体の製造方法に関する。
【背景技術】
【0002】
従来、金型からチューブを押し出して長尺のままインラインで引き取り、所定長さに切り出して個々のチューブ体を製造するチューブの押し出し成形技術として、図13のような押出成形装置が知られている。
図13は、従来のチューブの押出成形装置10の構成例を簡単に示す図である。
押出成形装置10はインライン型の製造装置となっており、上流側から順に、材料ホッパー11、押出機12、冷却水槽13、引取機14及びカッター15が配列されている。
【0003】
材料ホッパー11に使用する材料を投入する。材料は成形する素材に合わせて選択すればよい。例えば、ポリ塩化ビニルなどの材料を材料ホッパー11に投入することにより、材料が適量ずつ押出機12に供給され、押出機12内部にて溶融され、加圧されて押出機12の押出ダイ(口金)から押し出される。
【0004】
押出機12の押出ダイから押し出されたチューブ管は、冷却水槽13により冷却される。冷却水槽13は流水を溜めて水を張った水槽であり、上流からのチューブの受け入れ口と下流へのチューブの繰り出し口を備え、押出機12から押し出されてきた高温のチューブを冷却し、引き取り可能な状態にする。押出機12から押し出されて形成されたチューブは、当初は150℃以上の高温であるが、下流に配置された冷却水槽13により冷却されてゆく。冷却水槽13により冷却されたチューブは引取機14により引き取られる。
【0005】
引取機14は対向する2個1組のローラーを1つまたは2つ程度備えた構造であり、1組のローラーはチューブの外径に応じた間隔で対向し合い、各々のローラーは、挟み込んでグリップしたチューブを下流側へ引き取る方向に回転しており、制御装置の制御に従って、冷却水槽13で冷却されたチューブを所定速度で引き取る。つまり、ローラーはチューブの上方および下方に1つずつ配置され、ローラーの回転軸はチューブの流れるインラインの方向に対して垂直であり、回転方向がチューブの流れる方向と平行になっている。
【0006】
カッター15はこのようにして長尺で製造されたチューブを所定長さで切断するものであり、カッター15の切断により1つのチューブ体として切り出される。この構成例では、チューブの先端が位置センサ16に触れるとカッター15がチューブを切断するようになっており、カッター15と位置センサ16との間隔に応じた長さのチューブ体が得られる。
【0007】
制御装置(図示せず)は、押出機12からの樹脂の押し出し量や、引取機14によるチューブの引き取り速度などを制御するものである。制御装置は、予め記憶された制御プログラムと、ユーザインタフェースとしてのコントロールパネルからの指示に基づいて製造装置全体の動作制御を行う。制御装置がチューブの成形条件を制御することにより、所望の肉厚のチューブが形成されるように押出機12からの樹脂の押し出し量や、引取機14によるチューブの引き取り速度などを制御することにより所望の肉厚のチューブを形成することが可能となる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2001−317293号公報
【特許文献2】特開2001−82095号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
押し出し成形で製作したチューブの用途の一つとして、医療機器である内視鏡の管部への適用がある。
近年、NOTES(Natural Orifice Translumenal Endoscopic Surgery:経管腔的内視鏡手術)と呼ばれるまったく新しい次世代低侵襲内視鏡治療法が台頭してきている。NOTESとは従来の腹腔鏡手術(外科系)と消化器内視鏡治療(内科系)が発展的に統合された治療法と言える。NOTESのような次世代内視鏡治療においては、これまで消化器内視鏡治療で用いられてきた軟性内視鏡および軟性処置具が重要な部品と位置づけられる。しかし、これらの軟性処置具は、外科系の腹腔鏡手術などで使用されている硬性手術器具に比べて発揮できる機能が小さく、種類も十分ではない等の多くの課題を抱えており、次世代内視鏡治療の普及を妨げる大きな要因の一つとなっている。そのため次世代内視鏡治療を安全に臨床導入し広く普及させてゆくためには、様々な種類の高機能な軟性内視鏡用の処置具の開発が急務である。
【0010】
本出願の発明者らは、上記の軟性内視鏡の機能を補完するための専用のプラットフォームとなる特殊なチューブの開発を行っている。この特殊なチューブとは、大径のメインのチューブの外壁面に沿って1本または複数本の小径のチューブを螺旋状に設けたものである。大径のメインのチューブは消化器内視鏡が挿入されるために使用され、小径のチューブは鉗子類などの処置具を挿入するために使用するものである。
【0011】
大径のメインのチューブの軸に対して小径のチューブを螺旋状に設けるのは以下の理由による。大径のメインのチューブに挿入された消化器用内視鏡の視界を利用して鉗子類などの処置具を操作するため、消化器用内視鏡の近隣にそれら鉗子類などの処置具を投入することは重要である反面、あまりに近接しすぎると、剥離や切除という処置動作の自由度が失われてしまう。もし、それら鉗子類などの処置具に対して、大径のメインのチューブに挿入された内視鏡の視軸に対する一定の偏位角(適度な捻れ)を与えて外側に開く角度にて術野に突出させることができれば、大径のメインのチューブからの距離を保ちやすくなり、剥離や切除という鉗子類の処置動作の自由度が確保される。そこで、小径のチューブを大径のメインのチューブの軸に対して螺旋状になるように設ければ、鉗子類などの処置具は螺旋状に回転しつつ先端から出射する角度が内視鏡の視軸に対して一定の偏位角をもって外側に開く角度とすることができる。
【0012】
ここで、重要な課題として、大径のメインのチューブの軸に対して如何に小径のチューブを螺旋状に設けたチューブを製作するかという課題がある。
一つの想定されうる方法は、直管状の大径のメインのチューブを独立して製作するとともに、別個に直管状の小径のチューブを独立して製作し、後から直管状の大径のメインのチューブの外壁面に直管状の小径のチューブを螺旋状に巻いて接着することが想定される。しかし、この方法であれば、工程が複雑になるとともに、小径のチューブを螺旋状に接着するために接着剤を使用すると接着作業が難しく手間がかかる上に人体の内腔の使用には不適切である。また、接着剤を使用せずに融着する場合であっても融着作業が難しく手間がかかってしまう。
もし、押し出し成形技術を用いて、大径のメインのチューブに対して所望の設計通りに小径のチューブを螺旋状に外壁面に設けた複雑な形状のチューブが一体として一度の押し出し成形で製作できれば理想的であるが、従来の押し出し成形技術においてそのような押し出し成形技術が確立していなかった。
【0013】
上記問題点に鑑み、本出願の発明者らは、その難題に取り組み、ここに、新しい押し出し成形技術を確立した。
本発明は、大径のメインのチューブに対して所望の設計通りに小径のチューブを螺旋状に外壁面、内周壁面または肉厚内に設けた形状のチューブを一体として一度の押し出し成形で製作する押し出し成形方法およびその成形方法に用いる押出成形装置およびその成形方法により製造されたチューブ管壁に螺旋状の独立管腔を設けたチューブ体を提供することを目的とする。
【課題を解決するための手段】
【0014】
上記目的を達成するため、本発明の押出成形装置は、供給された原材料を溶融し、押出ダイから押し出してチューブ管を形成する押出機と、上流からの前記チューブ管の受け入れ口と下流への前記チューブ管の繰り出し口を備え、前記押出機から押し出された前記チューブ管を受け入れて冷却する冷却装置と、前記冷却装置で冷却された前記チューブ管を所定速度で引き取る引取機と、前記引取機を通過した前記チューブ管を所定長さのチューブ体に切断する切断装置を備え、前記引取機が、前記チューブ管に対して、前記チューブ管の引取方向の力に加え、前記チューブ管に対する回転トルクを与えることが可能であり、前記引取機により前記チューブ管を回転させながら引き取ることを特徴とする押出成形装置である。
上記構成の押出成形装置によれば、押し出し成形されつつあるチューブ管を回転させながら引き取ることができ、従来は引取方向に直線状に押し出されるのみであった押し出し成形物ではなく、メインのチューブ管の外壁面や内壁面に沿ってまたは肉厚内に螺旋状に回転した構造物を設けた押し出し成形物を成形することができる。
【0015】
押出成形装置の引取機においてチューブ体に回転トルクを与える構成として、例えば、引取機がチューブ管の外壁に接しながら回転する少なくとも1つの回転体を備え、回転体のうち少なくとも1つの回転体の回転方向が引取方向に対して傾いているものが挙げられる。
また、例えば、引取機の回転体が2つの回転体が対向して配置されたものであり、対向し合う回転体の間にチューブ管が挟持された状態で回転体の回転により引き取られて行く構成において、対向し合う回転体の一方の回転体の回転方向が引取方向に対して傾いているものが挙げられる。
【0016】
このように、引取機の回転体の少なくとも1つが引取方向に対して斜めになっていることにより、当該回転体がチューブ体に与える力が引取方向のベクトル成分に加えてチューブ体が自転するような回転方向のベクトル成分が得られ、押し出し成形されつつあるチューブ管を回転させながら引き取ることができる。
【0017】
上記の他の構成としては、例えば、引取機の回転体が2つの前記回転体が対向して配置されたものであり、対向し合う前記回転体の間にチューブ管が挟持された状態で回転体の回転により引き取られて行く構成において、対向し合う回転体の一方の回転体の回転方向が引取方向に対して傾いていており、他方の回転体の回転方向が逆方向に傾いているものが挙げられる。
【0018】
このように、引取機の回転体が2つの回転体が対向し合うものであり、回転方向がそれぞれ反対側、つまり一方の回転体の回転方向が引取方向に対してある方向(例えば右方向)に傾き、他方の回転体の回転方向が引取方向に対して反対方向(例えば左方向)に傾いていることにより、両者から回転トルクが得られ、より大きな回転方向のベクトル成分が得られ、押し出し成形されつつあるチューブ管を回転させながら引き取ることができる。
【0019】
ここで、押出ダイについて、大径のメインのチューブ腔に対応する口金部分と、前記大径のメインのチューブ管に沿うように設けられる1本または複数本の小径のチューブに対応する口金部分とを備えたものとすれば、押出ダイから押し出されるチューブ管の断面において大径のメインのチューブと前記小径のチューブ腔を備えたものとなる。このような断面を持つチューブ管が引取機によって回転しながら引取方向に引き取られると、大径のメインのチューブに対して小径のチューブが螺旋状に設けられたようなチューブ体が生成される。
【0020】
上記の押出成形装置を用いた押し出し成形方法によれば、以下のようなチューブ体が得られる。
例えば、大径のメインのチューブに対して1本または複数本の小径のチューブが螺旋状に設けられたチューブ体であり、そのうち少なくとも1本の小径のチューブが、大径のメインのチューブの外壁面に沿うように設けられたものである。
また、例えば、大径のメインのチューブに対して1本または複数本の小径のチューブが螺旋状に設けられたチューブ体であり、そのうち少なくとも1本の小径のチューブが、大径のメインのチューブの内壁面に沿うように設けられたものである。
また、例えば、大径のメインのチューブに対して1本または複数本の小径のチューブが螺旋状に設けられたチューブ体であり、そのうち少なくとも1本の小径のチューブが、大径のメインのチューブの肉厚内に設けられたものである。
押出ダイの形を工夫すれば、上記の多様な組み合わせも可能であることは言うまでもない。例えば、大径のメインのチューブに対して4本の小径のチューブが螺旋状に設けられており、そのうち1本の小径のチューブが、大径のメインのチューブの外壁面に沿うように螺旋状に設けられ、他の1本の小径のチューブが、大径のメインのチューブの内壁面に沿うように螺旋状に設けられ、残りの2本の小径のチューブが、大径のメインのチューブの肉厚内に螺旋状に設けられたチューブなども可能である。
【0021】
上記チューブは、NOTESなどの次世代内視鏡治療において用いる処置具の部品として適用することができる。例えば、大径のメインのチューブに軟性内視鏡を挿入し、小径のチューブに鉗子類等の処置具を挿入することができる。小径のチューブに挿入された鉗子類などの処置具は先端から突出すると、大径のメインのチューブに挿入された消化器内視鏡の視軸に対して偏位角を持つことができ、自由度が高くなり、操作範囲が広くなるというメリットが得られる。
【発明の効果】
【0022】
本発明の押出成形装置によれば、押し出し成形されつつあるチューブ管を回転させながら引き取ることができ、従来は引取方向に直線状に押し出されるのみであった押し出し成形物ではなく、メインのチューブ管の外壁面や内壁面に沿ってまたは肉厚内に螺旋状に回転した構造物を設けた押し出し成形物を成形することができる。
本発明の押出成形装置を用いた押し出し成形方法によれば、大径のメインのチューブに対して小径のチューブが螺旋状に設けられたチューブ体を成形することが可能となり、従来は押し出し成形では供給できなかった形状のチューブ体を供給することが可能となる。例えば、大径のメインのチューブに消化器内視鏡治療の軟性内視鏡を挿入し、小径のチューブに腹腔鏡手術の鉗子類などの硬性処置具を挿入することができるという高機能なプラットフォームとしてチューブ体を提供することができる。
【発明を実施するための形態】
【0023】
以下、本発明の押出成形装置の実施例を説明する。なお、本発明はこれらの構成例に限定されるものではない。
【実施例1】
【0024】
実施例1は、本発明の押出成形装置の基本構成例および基本成形工法を示している。
まず、本発明の押出成形装置100の基本構成について説明する。
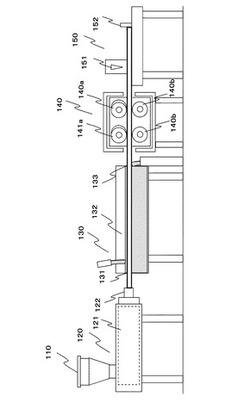
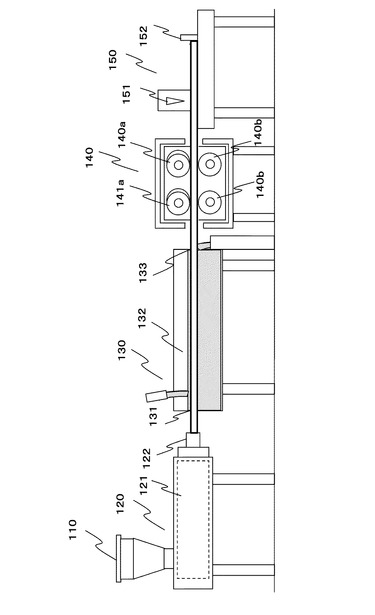
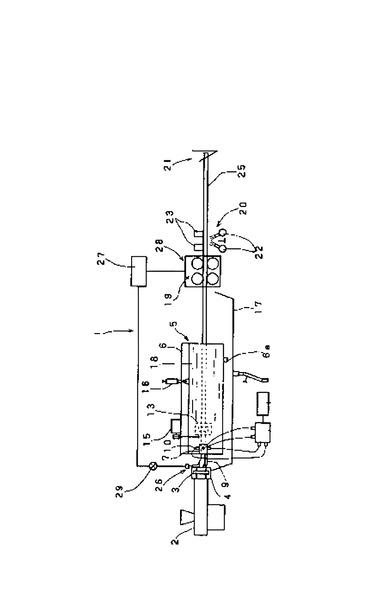
図1は、本発明の押出成形装置100全体の構成を模式的に示した図である。
実施例1の構成例において、押出成形装置100は、原材料供給装置110、押出機120、冷却装置130、引取機140、切断機150の組み合わせとなっている。これらを上流から下流へ並べることによりインライン装置として構成している。
【0025】
原材料供給装置110は、原材料を貯蔵し、下流の押出機120に対して適量ずつ原材料を供給する供給装置である。振動ホッパー、強制フィード付きホッパーなど特に限定されず多様なものが適用できる。
原材料として、例えば、シリコン樹脂、ポリ塩化ビニル、ポリエチレン、ポリウレタン、フッ素樹脂、ポリプロピレン、ポリエチレンテレフタレートなど多様なものがあり得る。主原料となる樹脂材料に対して炭素や炭酸カルシウムなどの添加剤も添加する場合もある。成形するチューブ体に応じて原材料を選択すればよい。
【0026】
押出機120は、原材料供給装置110から供給された原材料を溶融し、押出ダイ122から押し出してチューブ管を形成する機構を備えている。
押出機120はスクリューなどを内蔵したシリンダー121、シリンダー121の出口部分の押出ダイ122を備えており、シリンダー121は加熱筒となっている。
【0027】
押出ダイ122は、押出機120の先端に取り付けられた成形品を押出す口金であり、押出ダイの形状に応じて押し出されるチューブ体の形状が決まる。ストレートダイ、クロスヘッドダイ、フラットダイなどがある。なお、ダイについては、適用原材料の種類、ダイ内の温度・圧力・せん断速度、チューブの断面形状等、種々の点を考慮する必要がある。
【0028】
押出機120内にフィルターを備える構造もある。フィルターは、押出機120により溶融・可塑化した原材料中の異物、炭化物、ゲル状物などを除去するための一種の濾過装置である。
【0029】
原材料供給装置110から供給された原材料はシリンダー121内で溶融・可塑化され、スクリューで混練しつつ、押出ダイ122に向かって押し出し、押出ダイ122から原材料を所定量、所定スピードで吐出する。
【0030】
押出成形装置100の稼働により、押出機120の押出ダイ122からチューブ管が押し出されて行く。押出ダイ122の形状は特に限定されないが後述するように押出ダイ122の形状を選択することによりNOTESなどの次世代内視鏡治療において用いる処置具の部品として適用できるチューブ体を形成することができる。押出ダイ122の形状については後述する。
【0031】
次に、本発明の押出成形装置100のインライン構成において、押出機120の下流側には冷却装置130が配置されている。
水冷式、空冷式など多様な冷却装置が適用可能であるが、ここでは、水槽を用いた水冷式の冷却装置130とする。
【0032】
図1に示すように、上流からのチューブ管の受け入れ口131と、水槽部132と、下流へのチューブ管の繰り出し口133を備え、押出機120から押し出されたチューブ管を受け入れて冷却する。押出機120から押し出されて形成されたチューブは、当初は150℃以上の高温であるが、そのチューブを水槽部132内の水に浸して冷却し、引き取り可能な状態にする。冷却装置130により冷却されたチューブは引取機140により引き取られる。
なお、水槽132内の水の温度を常に低く保つために水道から冷水を流し入れつつ溢れた水を排出するいわゆるかけ流し方式としても良い。水槽132の長さは限定されないが、押出機120から押し出されたチューブ管を十分に冷却する時間、水に浸水できるような距離であることが好ましい。
【0033】
次に、本発明の押出成形装置100のインライン構成において、冷却装置130の下流側には引取機140が配置されている。
引取機140は、冷却装置130で冷却されたチューブ管を所定速度で引き取る装置であり、さらに、本発明の押出成形装置100の引取機140では、チューブ管に対して、チューブ管の引取方向の力に加え、チューブ管に対する回転トルクを与えることが可能となっている。引取機構としては多様な機構があり得るが、ここでは、回転体で引き取るものとして説明する。
【0034】
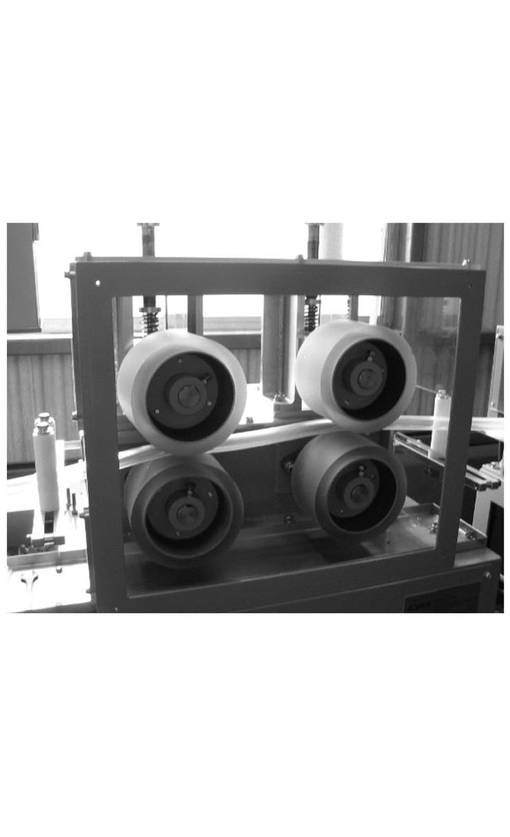
図1に示した構成例では、引取機140は対向する2個1組の回転体141a,141bを1つまたは複数個備えた構造となっている。図1では2個1組の回転体141a,141bを2組備えた構成となっている。回転体141aと回転体141bの間隔はチューブの外径に応じた間隔となっている。
【0035】
押出成形装置100の稼働状態となると、後述する図2に示すように、各々の回転体141a,141bは、挟み込んでグリップしたチューブを下流側へ引き取る方向に回転し、チューブが各々の回転体141aおよび回転体141bの回転により下流側へ引き出されて行く。
【0036】
ここで、回転体141a,141bの少なくとも1つについて、その回転方向に傾きが設けられており、回転体141a,141bによりチューブ管の引取方向の力に加え、チューブ管に対する回転トルクを与えるよう工夫されている。
【0037】
引取機140の回転体141a,141bの回転軸の角度、回転体141a,141bの回転方向、チューブの流れるインラインの方向の関係について詳しく説明する。
まず、対向し合う回転体のうち、一方の回転体のみがインラインのチューブ引取方向に対して少し時計回りに傾いており、他方の回転体はインラインのチューブ引取方向と同じ方向のままとしている例について説明する。
【0038】
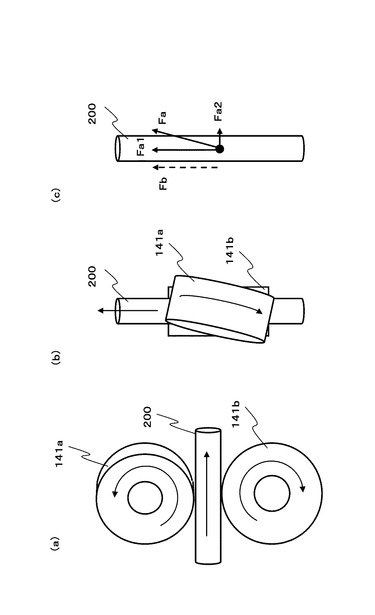
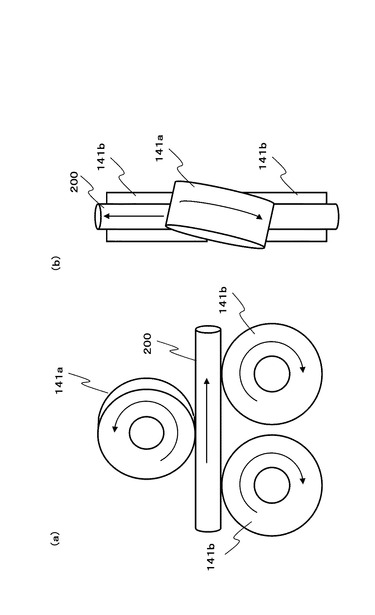
図2は、引取機140の回転体141a,141bの回転軸の角度、回転体141a,141bの回転方向、チューブの流れるインラインの方向の関係について簡単に説明する図である。
図2(a)は、引取機140の回転体141a,141bと引き取られるチューブを側面から見た様子を示す図であり、図2(b)は、引取機140の回転体141a,141bと引き取られるチューブを上面から見た様子を示す図である。
【0039】
図2(a)、図2(b)に示すように、引取機140の回転体がチューブ管の外壁に接しながら回転し、少なくともそのうち1つの回転体、ここでは上側に配置された回転体141aの回転方向が引取方向に対して傾きを持っている。図2(b)に分かりやすいように、インラインの引取方向である垂直方向に対して、回転体141aの回転方向が少し時計回りに傾いている。なお、この例では対向する回転体141bの回転方向はインラインの引取方向と同じ方向となっている。
【0040】
このように、回転体141aの回転方向をインラインの引取方向に対して傾きを持たせると次の技術的効果が得られる。
図2(c)は回転体141aの回転方向をインラインのチューブ引取方向に対して傾きを持たせた場合において、回転体141により挟み込まれてグリップされたチューブに対して印加される力を図示化したものである。回転体141aの回転により与えられる力Faは実線、回転体141bの回転により与えられる力Fbは点線で示している。回転体141aの回転により与えられる力Faはチューブ体200の上面、回転体141aの回転により与えられる力Fbはチューブ体200の下面にかかっており、力Fbは見やすいように左横にずらして示している。
【0041】
図2(c)に示すように、回転体141aの回転により与えられる力Faは、インラインのチューブ引取方向に対して傾きを持っているためにベクトルを分解することができ、インラインのチューブ引取方向に引っ張る力Fa1と、インラインのチューブ引取方向に垂直な力Fa2が得られる。なお、この垂直な力Fa2はチューブ体の軸が右方向へ転がるような効果ではなく、その場でチューブ体が自転するように作用する。実際に、発明者らは本発明の押出成形装置100を組んで実験して確認したところ、その場でチューブ体が自転する効果が確認できた。チューブ体は押出機120から押し出されてから切断装置150により切断されるまで全長5m以上あり、引取機140に対して押出機120から直線状に進行して中央から進入しており、回転体141aに対してもチューブ体は中央から進入し、回転体141aに接する点は回転により常に中央から進入する後続点に移動することから、全体としてはチューブ体は自転し、引取機140から横に外れることはなく、稼働させることができることが分かった。
結局、回転体141aの回転により与えられる力Faは、インラインのチューブ引取方向に引っ張る力Fa1とチューブ体の回転トルクを与える力Fa2となる。
【0042】
一方、従来型の引取機を用いると、当然、回転体141の回転方向はインラインの引取方向と平行であるため、上記の垂直成分の力F2に相当する力が存在せず、チューブ体に対して回転トルクを得ることができない。
【0043】
以上、本発明の引取機140のように回転体141aの回転軸が傾きを持ち、その回転方向がインラインの引取方向に対して傾きを持たせたものであれば、チューブ体に対して回転トルクを得ることができる。
【0044】
次に、さらなる工夫として、対向し合う回転体の両方の回転体がインラインのチューブ引取方向に対して少し時計回りに傾いており、他方の回転体がインラインのチューブ引取方向に対して少し反時計回りに傾いている例について説明する。
【0045】
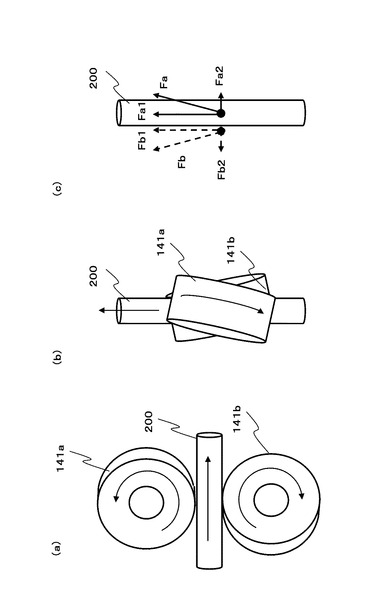
図3は、図2同様、引取機140の回転体141a,141bの回転軸の角度、回転体141a,141bの回転方向、チューブの流れるインラインの方向の関係について簡単に説明する図である。
図3(a)は、引取機140の回転体141a,141bと引き取られるチューブを側面から見た様子を示す図であり、図3(b)は、引取機140の回転体141a,141bと引き取られるチューブを上面から見た様子を示す図である。
【0046】
図3(a)、図3(b)に示すように、引取機140の回転体がチューブ管の外壁に接しながら回転し、ここでは上側に配置された回転体141aの回転方向が引取方向に対して時計回りに傾きを持っている。また、下側に配置された回転体141bの回転方向が引取方向に対して反時計回りに傾きを持っている。
【0047】
このように、回転体141aの回転方向および回転体141bの回転方向をそれぞれインラインの引取方向に対して傾きを持たせると次の技術的効果が得られる。
図3(c)は回転体141aの回転方向および回転体141bの回転方向をインラインのチューブ引取方向に対して傾きを持たせた場合において、両者の回転体141aおよび回転体141bにより挟み込まれてグリップされたチューブに対して印加される力を図示化したものである。回転体141aの回転により与えられる力Faは実線、回転体141bの回転により与えられる力Fbは点線で示している。回転体141aの回転により与えられる力Faはチューブ体200の上面、回転体141aの回転により与えられる力Fbはチューブ体200の下面にかかっており、力Fbは見やすいように左横にずらして示している。
【0048】
図3(c)に示すように、回転体141aの回転により与えられる力は、インラインのチューブ引取方向に対して傾きを持っているためにベクトルを分解することができ、インラインのチューブ引取方向に引っ張る力Fa1と、インラインのチューブ引取方向に垂直な力Fa2が得られる。回転体141bの回転により与えられる力は、インラインのチューブ引取方向に対して傾きを持っているためにベクトルを分解することができ、インラインのチューブ引取方向に引っ張る力Fb1と、インラインのチューブ引取方向に垂直な力Fb2が得られる。この力Fb2は力Fa2とは逆向きになっているが、力Fa2はチューブ体の上部に対して時計方向、力Fb2はチューブ体の下部に対して反時計方向にかかり、両者とも同じ方向(右ネジが進む方向)のチューブ体の回転力となるので、結局、回転体141aおよび回転体141bの回転により与えられる力は、インラインのチューブ引取方向に引っ張る力Fa1およびFb1と、チューブ体の回転トルクを与える力Fa2およびFb2となる。
【0049】
なお、本発明では、回転体141aと回転体141bとの対向関係は、必ずしも図2や図3のように1対1に対向し合うものばかりでなく、図4に示すように、複数個の回転体がいわゆるジグザグ状に対向し合う関係も含むものである。
【0050】
引き続き、装置構成の残りのものについて説明を続ける。
本発明の押出成形装置100のインライン構成において、引取装置140の下流側には切断装置150が配置されている。
切断装置150はこのようにして長尺で製造されたチューブを所定長さで切断するものであり、切断装置150の切断によりチューブ体として切り出される。この構成例では、チューブの先端が位置センサ152に触れるとカッター刃151がチューブを切断するようになっており、カッター刃151と位置センサ152との間隔に応じた長さのチューブ体が得られる。
【0051】
制御装置(図示せず)は、押出機120からの樹脂の押し出し量や、引取機140によるチューブの引き取り速度などを制御するものである。制御装置は、予め記憶された制御プログラムと、ユーザインタフェースとしてのコントロールパネルからの指示に基づいて製造装置全体の動作制御を行う。
【0052】
押し出されるチューブ管の外径と肉厚は、押出ダイ122の寸法や形状によってほぼ決まるが、一定の範囲では押出機120からの樹脂押し出し量と引取機140の引取速度(インラインの走行速度)により制御することも可能である。すなわち、押出機120からの樹脂押し出し量が一定量であれば、引取機140の引取速度(インラインの走行速度)が速いほどチューブ管の肉厚が薄く、引取機140の引取速度(インラインの走行速度)が遅いほどチューブ管の肉厚が厚く形成されるので、押出機120からの樹脂押し出し量と引取機140の引取速度(インラインの走行速度)を制御する必要がある。
【0053】
制御装置がチューブの成形条件を制御することにより、所望の肉厚のチューブが形成されるように押出機120からの樹脂の押し出し量や、引取機140によるチューブの引き取り速度などを制御することにより所望の肉厚のチューブを形成することが可能となる。
【0054】
以上が、本発明の押出成形装置100の基本的な構成と基本的な成形方法である。
その他の補助設備を設けることも可能である。例えば、外径測定器(図示せず)を備えた構成も可能である。外径測定器とは、インラインで製造されているチューブの外径が所望の外径であるかをチェックしてそのデータを制御装置にフィードバックする装置である。外径測定器により冷却装置130から出てきたチューブの外径を測定し、制御装置は、予め定められた目標値及び許容誤差と、外径測定器が測定した実測値とを比較し、実測値が基準値の範囲に含まれるよう、必要に応じて押出機120の押し出し速度、引取機140の引取速度などのチューブ外径や肉厚の厚さに関係する動作条件を変更するフィードバック制御を行うことができる。
なお、実際の本発明の押出成形装置100を構成するには、さらに制御装置やスイッチ類やローラーなどの必要な周辺装置を取り付けて構成する。
【0055】
次に、上記本発明の押出成形装置100を用いて、NOTESなどの次世代内視鏡治療において用いる処置具の部品として適用するチューブ体の製作について説明する。NOTESなどの次世代内視鏡治療において用いる処置具の部品として適用するチューブ体としては、軟性内視鏡を挿入する大径のメインのチューブと、鉗子類などの処置具を挿入する小径のチューブを備えたものであり、特に、大径のメインのチューブに対して1本または複数本の小径のチューブが螺旋状に巻くように設けられた形状という、特別な形状のチューブ体である。
【0056】
上記のNOTESなどの次世代内視鏡治療に用いるチューブ体を製作するため、押出ダイ122として、大径のメインのチューブに対応する口金部分と、大径のメインのチューブ管に沿うように設けられる小径のチューブに対応する口金部分とを備えたものとすれば、押出ダイ122から押し出されるチューブ管の断面において大径のメインのチューブと小径のチューブを備えたものとなる。このような断面を持つチューブ管が引取機によって回転しながら引取方向に引き取られると、大径のメインのチューブに対して小径のチューブが螺旋状に設けられたようなチューブ体が生成される。
【0057】
なお、大径のメインのチューブに対して小径のチューブを螺旋状に設ける場合、例えば、次の3パターンがあり得る。
第1のパターンは、大径のメインのチューブの外壁に沿って小径のチューブが螺旋状に設けられたチューブ体である。
第2のパターンは、大径のメインのチューブの内周壁に沿って小径のチューブが螺旋状に設けられたチューブ体である。
第3のパターンは、大径のメインのチューブの肉厚内に小径のチューブが螺旋状に設けられたチューブ体である。
【0058】
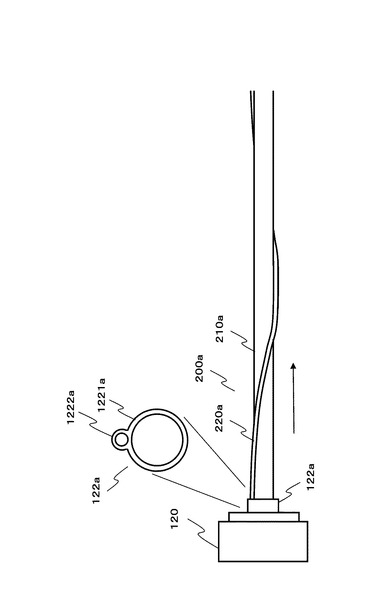
図5は、上記第1のパターンのチューブを形成するための押出ダイ122aの一例と当該押出ダイ122aを用いて押出成形されるチューブ200aを簡単に示す図である。図5に示すように、押出ダイ122aは、大径のメインのチューブに対応する口金部分1221aと、大径のメインのチューブ管の外壁に沿うように設けられる小径のチューブに対応する口金部分1222aとを備えたものとなっている。この図5の押出ダイ122aから押し出されるチューブ管の断面は、大径のメインのチューブ210aの外壁面に小径のチューブ220aを備えたものとなる。
【0059】
図5に示すように、押出ダイ122aを押出機120の先端に取り付けて、引取機140により回転トルクを与えつつ引き取って形成されるチューブ200aは、チューブ200aが回転しつつ引き取られるため、小径のチューブ220aは押出機120の先端では常に上面にあるが、回転しながら引き取られて行く中で小径のチューブ220aの位置が徐々に螺旋状になってゆく。押出ダイ122a自体は固定されて動かないが、チューブ200aの方が回転するので、大径のメインのチューブ210aの外壁面に対して小径のチューブ220aが相対的にあたかも螺旋状に形成されて行く。
【0060】
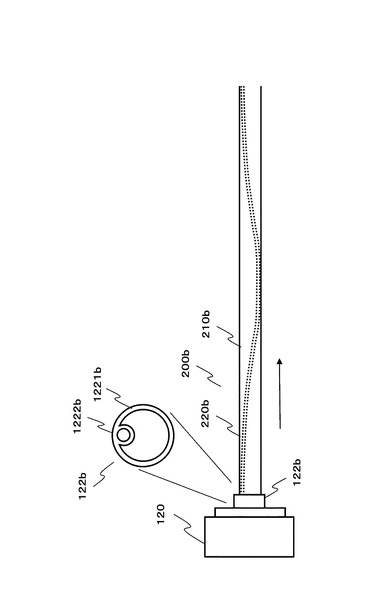
図6は、上記第2のパターンのチューブを形成するための押出ダイ122bの一例と当該押出ダイ122bを用いて押出成形されるチューブ200bを簡単に示す図である。図6に示すように、押出ダイ122bは、大径のメインのチューブに対応する口金部分1221bと、大径のメインのチューブ管の内壁に沿うように設けられる小径のチューブに対応する口金部分1222bとを備えたものとなっている。この図6の押出ダイ122bから押し出されるチューブ管の断面は、大径のメインのチューブ210bの内周壁面に小径のチューブ220bを備えたものとなる。
【0061】
図6に示すように、押出ダイ122bを押出機120の先端に取り付けて、引取機140により回転トルクを与えつつ引き取って形成されるチューブ200bは、チューブ200bが回転しつつ引き取られるため、小径のチューブ220bは押出機120の先端では常に上面にあるが、回転しながら引き取られて行く中で小径のチューブ220bの位置が徐々に螺旋状になってゆく。
【0062】
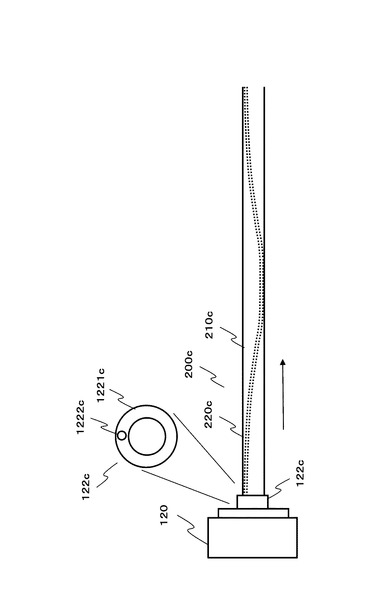
図7は、上記第3のパターンのチューブを形成するための押出ダイ122cの一例と当該押出ダイ122cを用いて押出成形されるチューブ200cを簡単に示す図である。図7に示すように、押出ダイ122cは、大径のメインのチューブに対応する口金部分1221cと、大径のメインのチューブ管の内壁に沿うように設けられる小径のチューブに対応する口金部分1222cとを備えたものとなっている。この図7の押出ダイ122cから押し出されるチューブ管の断面は、大径のメインのチューブ210cの肉厚内に小径のチューブ220cを備えたものとなる。
【0063】
図7に示すように、押出ダイ122cを押出機120の先端に取り付けて、引取機140により回転トルクを与えつつ引き取って形成されるチューブ200cは、チューブ200cが回転しつつ引き取られるため、小径のチューブ220cは押出機120の先端では常に大径のチューブ210cの上面側の肉厚内にあるが、回転しながら引き取られて行く中で小径のチューブ220cの位置が徐々に螺旋状になってゆく。
【0064】
本発明者らは、実際に本発明の押出成形装置100を構成し、本発明の押出成形方法を用いて本発明のチューブ体200を製作した。
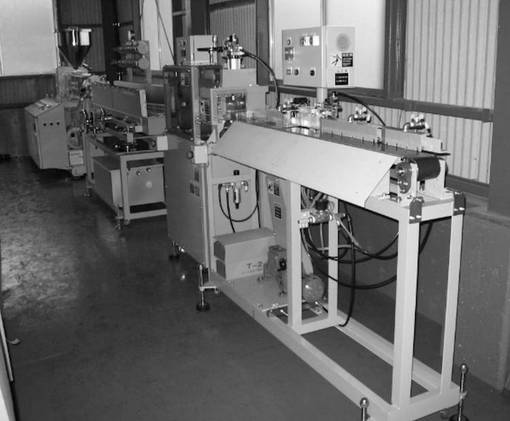
図8は、実際に構成した本発明の押出成形装置100の一例を示す図である。
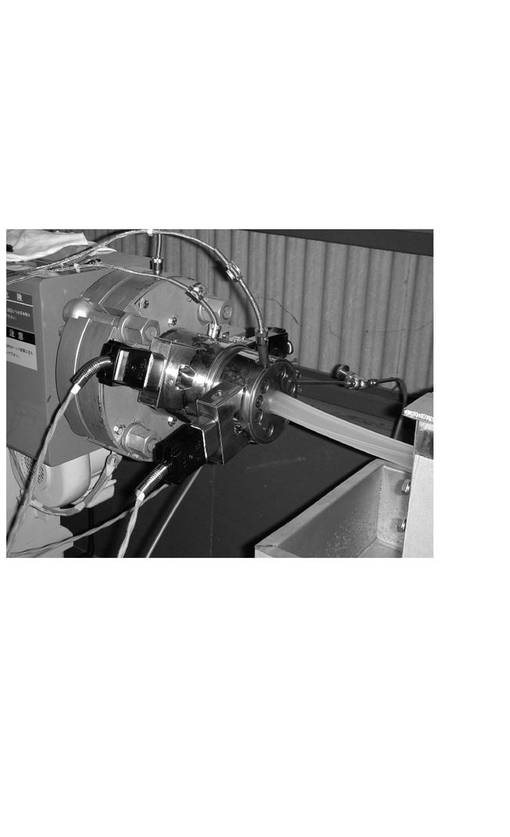
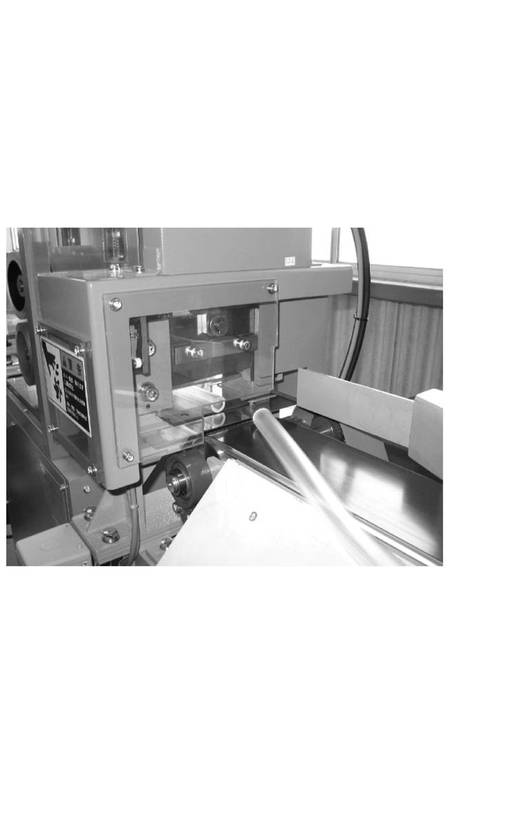
図9は、実際に構成した本発明の押出成形装置100の押出ダイ122付近の拡大図である。
図10は、実際に構成した本発明の押出成形装置100の引取機140においてチューブ200が引き取られる様子を示す図である。
図11は、実際に構成した本発明の押出成形装置100の切断装置150においてチューブ200が切断される様子を示す図である。
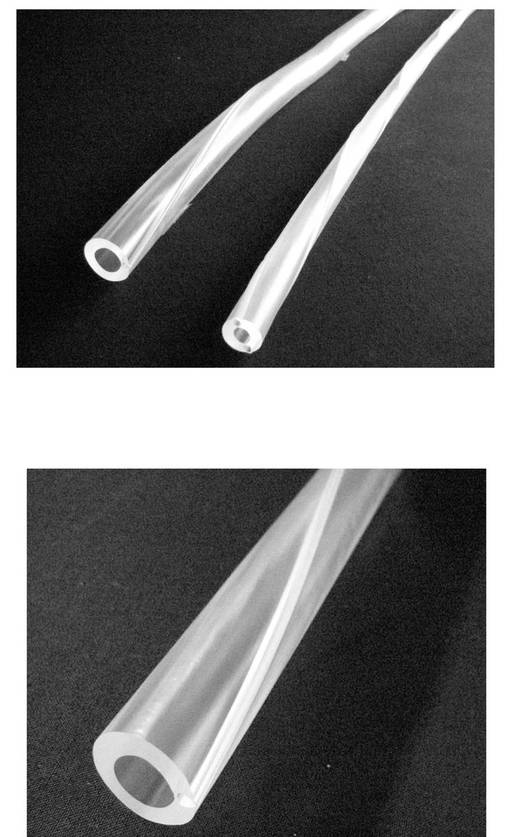
図12は、実際に得られた大径のメインのチューブ210に対して小径のチューブ220が螺旋状に設けられたチューブ体200の試作例を示す図である。
このように実際に構成した本発明の押出成形装置100を稼働すると、実際にチューブ200は引取機140により自転しながら引き取られ、大径のメインのチューブ210に対して小径のチューブ220が螺旋状に設けられたチューブ体200が得られた。
【0065】
本発明の技術として小径のチューブ220に腹腔鏡手術の鉗子類などの硬性処置具を挿入した場合、大径のメインのチューブから突出する消化器内視鏡の視軸に対して偏位角を持っているため、鉗子類などの硬性処置具の動きの自由度が高まり、剥離・切除などの処理がしやすくなっている。
一方、従来技術として大径のチューブに腹腔鏡手術の鉗子類などの硬性処置具を挿入した場合、大径のメインのチューブから突出する消化器内視鏡の視軸に対して偏位角が小さく鉗子類などの硬性処置具の動きの自由度が小さく、剥離・切除などの処理がしにくいことがわかる。
【0066】
以上、本発明の押出成形装置の構成例における好ましい実施例を図示して説明してきたが、本発明の技術的範囲を逸脱することなく種々の変更が可能であることは理解されるであろう。
【産業上の利用可能性】
【0067】
本発明の押出成形装置および押出成形方法は、多様なチューブ体などを押出成形する装置として適用することができる。チューブ体を回転させつつ引き取ることができるので、NOTESなどの次世代内視鏡治療において用いる処置具のチューブを製作することができる。得られたチューブは、例えば、大径のメインのチューブに軟性内視鏡を挿入し、小径のチューブに鉗子類などの処置具を挿入することができる。
【図面の簡単な説明】
【0068】
【図1】本発明の押出成形装置100全体の構成を模式的に示した図である。
【図2】引取機140の回転体の回転軸の角度、回転体の回転方向、チューブの流れるインラインの方向の関係について簡単に説明する図(その1)である。
【図3】引取機140の回転体の回転軸の角度、回転体の回転方向、チューブの流れるインラインの方向の関係について簡単に説明する図(その2)である。
【図4】引取機140の回転体の回転軸の角度、回転体の回転方向、チューブの流れるインラインの方向の関係について簡単に説明する図(その3)である。
【図5】上記第1のパターンのチューブを形成するための押出ダイ122aの一例と当該押出ダイ122aを用いて押出成形されるチューブ200aを簡単に示す図である。
【図6】上記第2のパターンのチューブを形成するための押出ダイ122bの一例と当該押出ダイ122bを用いて押出成形されるチューブ200bを簡単に示す図である。
【図7】上記第3のパターンのチューブを形成するための押出ダイ122cの一例と当該押出ダイ122cを用いて押出成形されるチューブ200cを簡単に示す図である。
【図8】実際に構成した本発明の押出成形装置100の一例を示す図である。
【図9】実際に構成した本発明の押出成形装置100の押出ダイ122付近の拡大図である。
【図10】実際に構成した本発明の押出成形装置100の引取機140においてチューブ200が引き取られる様子を示す図である。
【図11】実際に構成した本発明の押出成形装置100の切断装置150においてチューブ200が切断される様子を示す図である。
【図12】実際に得られた大径のメインのチューブ210に対して小径のチューブ220が螺旋状に設けられたチューブ体200の試作例を示す図である。
【図13】従来のチューブの押出成形装置10の構成例を簡単に示す図である。
【符号の説明】
【0069】
100 押出成形装置
110 原材料供給装置
120 押出機
121 シリンダー
122 押出ダイ
130 冷却装置
131 上流からのチューブ管の受け入れ口
132 水槽部
133 下流へのチューブ管の繰り出し口
140 引取機
141 回転体
150 切断装置
151 カッター刃
152 位置センサ
200 チューブ
210 大径のチューブ部分
220 小径のチューブ部分
【技術分野】
【0001】
本発明は、金型からチューブを押し出して長尺のままインラインで引き取り、所定長さに切り出して個々のチューブ体を製造するチューブの押し出し成形技術に関する。特に、チューブ管壁に独立管腔を設けたチューブ体の製造方法に関する。
【背景技術】
【0002】
従来、金型からチューブを押し出して長尺のままインラインで引き取り、所定長さに切り出して個々のチューブ体を製造するチューブの押し出し成形技術として、図13のような押出成形装置が知られている。
図13は、従来のチューブの押出成形装置10の構成例を簡単に示す図である。
押出成形装置10はインライン型の製造装置となっており、上流側から順に、材料ホッパー11、押出機12、冷却水槽13、引取機14及びカッター15が配列されている。
【0003】
材料ホッパー11に使用する材料を投入する。材料は成形する素材に合わせて選択すればよい。例えば、ポリ塩化ビニルなどの材料を材料ホッパー11に投入することにより、材料が適量ずつ押出機12に供給され、押出機12内部にて溶融され、加圧されて押出機12の押出ダイ(口金)から押し出される。
【0004】
押出機12の押出ダイから押し出されたチューブ管は、冷却水槽13により冷却される。冷却水槽13は流水を溜めて水を張った水槽であり、上流からのチューブの受け入れ口と下流へのチューブの繰り出し口を備え、押出機12から押し出されてきた高温のチューブを冷却し、引き取り可能な状態にする。押出機12から押し出されて形成されたチューブは、当初は150℃以上の高温であるが、下流に配置された冷却水槽13により冷却されてゆく。冷却水槽13により冷却されたチューブは引取機14により引き取られる。
【0005】
引取機14は対向する2個1組のローラーを1つまたは2つ程度備えた構造であり、1組のローラーはチューブの外径に応じた間隔で対向し合い、各々のローラーは、挟み込んでグリップしたチューブを下流側へ引き取る方向に回転しており、制御装置の制御に従って、冷却水槽13で冷却されたチューブを所定速度で引き取る。つまり、ローラーはチューブの上方および下方に1つずつ配置され、ローラーの回転軸はチューブの流れるインラインの方向に対して垂直であり、回転方向がチューブの流れる方向と平行になっている。
【0006】
カッター15はこのようにして長尺で製造されたチューブを所定長さで切断するものであり、カッター15の切断により1つのチューブ体として切り出される。この構成例では、チューブの先端が位置センサ16に触れるとカッター15がチューブを切断するようになっており、カッター15と位置センサ16との間隔に応じた長さのチューブ体が得られる。
【0007】
制御装置(図示せず)は、押出機12からの樹脂の押し出し量や、引取機14によるチューブの引き取り速度などを制御するものである。制御装置は、予め記憶された制御プログラムと、ユーザインタフェースとしてのコントロールパネルからの指示に基づいて製造装置全体の動作制御を行う。制御装置がチューブの成形条件を制御することにより、所望の肉厚のチューブが形成されるように押出機12からの樹脂の押し出し量や、引取機14によるチューブの引き取り速度などを制御することにより所望の肉厚のチューブを形成することが可能となる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2001−317293号公報
【特許文献2】特開2001−82095号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
押し出し成形で製作したチューブの用途の一つとして、医療機器である内視鏡の管部への適用がある。
近年、NOTES(Natural Orifice Translumenal Endoscopic Surgery:経管腔的内視鏡手術)と呼ばれるまったく新しい次世代低侵襲内視鏡治療法が台頭してきている。NOTESとは従来の腹腔鏡手術(外科系)と消化器内視鏡治療(内科系)が発展的に統合された治療法と言える。NOTESのような次世代内視鏡治療においては、これまで消化器内視鏡治療で用いられてきた軟性内視鏡および軟性処置具が重要な部品と位置づけられる。しかし、これらの軟性処置具は、外科系の腹腔鏡手術などで使用されている硬性手術器具に比べて発揮できる機能が小さく、種類も十分ではない等の多くの課題を抱えており、次世代内視鏡治療の普及を妨げる大きな要因の一つとなっている。そのため次世代内視鏡治療を安全に臨床導入し広く普及させてゆくためには、様々な種類の高機能な軟性内視鏡用の処置具の開発が急務である。
【0010】
本出願の発明者らは、上記の軟性内視鏡の機能を補完するための専用のプラットフォームとなる特殊なチューブの開発を行っている。この特殊なチューブとは、大径のメインのチューブの外壁面に沿って1本または複数本の小径のチューブを螺旋状に設けたものである。大径のメインのチューブは消化器内視鏡が挿入されるために使用され、小径のチューブは鉗子類などの処置具を挿入するために使用するものである。
【0011】
大径のメインのチューブの軸に対して小径のチューブを螺旋状に設けるのは以下の理由による。大径のメインのチューブに挿入された消化器用内視鏡の視界を利用して鉗子類などの処置具を操作するため、消化器用内視鏡の近隣にそれら鉗子類などの処置具を投入することは重要である反面、あまりに近接しすぎると、剥離や切除という処置動作の自由度が失われてしまう。もし、それら鉗子類などの処置具に対して、大径のメインのチューブに挿入された内視鏡の視軸に対する一定の偏位角(適度な捻れ)を与えて外側に開く角度にて術野に突出させることができれば、大径のメインのチューブからの距離を保ちやすくなり、剥離や切除という鉗子類の処置動作の自由度が確保される。そこで、小径のチューブを大径のメインのチューブの軸に対して螺旋状になるように設ければ、鉗子類などの処置具は螺旋状に回転しつつ先端から出射する角度が内視鏡の視軸に対して一定の偏位角をもって外側に開く角度とすることができる。
【0012】
ここで、重要な課題として、大径のメインのチューブの軸に対して如何に小径のチューブを螺旋状に設けたチューブを製作するかという課題がある。
一つの想定されうる方法は、直管状の大径のメインのチューブを独立して製作するとともに、別個に直管状の小径のチューブを独立して製作し、後から直管状の大径のメインのチューブの外壁面に直管状の小径のチューブを螺旋状に巻いて接着することが想定される。しかし、この方法であれば、工程が複雑になるとともに、小径のチューブを螺旋状に接着するために接着剤を使用すると接着作業が難しく手間がかかる上に人体の内腔の使用には不適切である。また、接着剤を使用せずに融着する場合であっても融着作業が難しく手間がかかってしまう。
もし、押し出し成形技術を用いて、大径のメインのチューブに対して所望の設計通りに小径のチューブを螺旋状に外壁面に設けた複雑な形状のチューブが一体として一度の押し出し成形で製作できれば理想的であるが、従来の押し出し成形技術においてそのような押し出し成形技術が確立していなかった。
【0013】
上記問題点に鑑み、本出願の発明者らは、その難題に取り組み、ここに、新しい押し出し成形技術を確立した。
本発明は、大径のメインのチューブに対して所望の設計通りに小径のチューブを螺旋状に外壁面、内周壁面または肉厚内に設けた形状のチューブを一体として一度の押し出し成形で製作する押し出し成形方法およびその成形方法に用いる押出成形装置およびその成形方法により製造されたチューブ管壁に螺旋状の独立管腔を設けたチューブ体を提供することを目的とする。
【課題を解決するための手段】
【0014】
上記目的を達成するため、本発明の押出成形装置は、供給された原材料を溶融し、押出ダイから押し出してチューブ管を形成する押出機と、上流からの前記チューブ管の受け入れ口と下流への前記チューブ管の繰り出し口を備え、前記押出機から押し出された前記チューブ管を受け入れて冷却する冷却装置と、前記冷却装置で冷却された前記チューブ管を所定速度で引き取る引取機と、前記引取機を通過した前記チューブ管を所定長さのチューブ体に切断する切断装置を備え、前記引取機が、前記チューブ管に対して、前記チューブ管の引取方向の力に加え、前記チューブ管に対する回転トルクを与えることが可能であり、前記引取機により前記チューブ管を回転させながら引き取ることを特徴とする押出成形装置である。
上記構成の押出成形装置によれば、押し出し成形されつつあるチューブ管を回転させながら引き取ることができ、従来は引取方向に直線状に押し出されるのみであった押し出し成形物ではなく、メインのチューブ管の外壁面や内壁面に沿ってまたは肉厚内に螺旋状に回転した構造物を設けた押し出し成形物を成形することができる。
【0015】
押出成形装置の引取機においてチューブ体に回転トルクを与える構成として、例えば、引取機がチューブ管の外壁に接しながら回転する少なくとも1つの回転体を備え、回転体のうち少なくとも1つの回転体の回転方向が引取方向に対して傾いているものが挙げられる。
また、例えば、引取機の回転体が2つの回転体が対向して配置されたものであり、対向し合う回転体の間にチューブ管が挟持された状態で回転体の回転により引き取られて行く構成において、対向し合う回転体の一方の回転体の回転方向が引取方向に対して傾いているものが挙げられる。
【0016】
このように、引取機の回転体の少なくとも1つが引取方向に対して斜めになっていることにより、当該回転体がチューブ体に与える力が引取方向のベクトル成分に加えてチューブ体が自転するような回転方向のベクトル成分が得られ、押し出し成形されつつあるチューブ管を回転させながら引き取ることができる。
【0017】
上記の他の構成としては、例えば、引取機の回転体が2つの前記回転体が対向して配置されたものであり、対向し合う前記回転体の間にチューブ管が挟持された状態で回転体の回転により引き取られて行く構成において、対向し合う回転体の一方の回転体の回転方向が引取方向に対して傾いていており、他方の回転体の回転方向が逆方向に傾いているものが挙げられる。
【0018】
このように、引取機の回転体が2つの回転体が対向し合うものであり、回転方向がそれぞれ反対側、つまり一方の回転体の回転方向が引取方向に対してある方向(例えば右方向)に傾き、他方の回転体の回転方向が引取方向に対して反対方向(例えば左方向)に傾いていることにより、両者から回転トルクが得られ、より大きな回転方向のベクトル成分が得られ、押し出し成形されつつあるチューブ管を回転させながら引き取ることができる。
【0019】
ここで、押出ダイについて、大径のメインのチューブ腔に対応する口金部分と、前記大径のメインのチューブ管に沿うように設けられる1本または複数本の小径のチューブに対応する口金部分とを備えたものとすれば、押出ダイから押し出されるチューブ管の断面において大径のメインのチューブと前記小径のチューブ腔を備えたものとなる。このような断面を持つチューブ管が引取機によって回転しながら引取方向に引き取られると、大径のメインのチューブに対して小径のチューブが螺旋状に設けられたようなチューブ体が生成される。
【0020】
上記の押出成形装置を用いた押し出し成形方法によれば、以下のようなチューブ体が得られる。
例えば、大径のメインのチューブに対して1本または複数本の小径のチューブが螺旋状に設けられたチューブ体であり、そのうち少なくとも1本の小径のチューブが、大径のメインのチューブの外壁面に沿うように設けられたものである。
また、例えば、大径のメインのチューブに対して1本または複数本の小径のチューブが螺旋状に設けられたチューブ体であり、そのうち少なくとも1本の小径のチューブが、大径のメインのチューブの内壁面に沿うように設けられたものである。
また、例えば、大径のメインのチューブに対して1本または複数本の小径のチューブが螺旋状に設けられたチューブ体であり、そのうち少なくとも1本の小径のチューブが、大径のメインのチューブの肉厚内に設けられたものである。
押出ダイの形を工夫すれば、上記の多様な組み合わせも可能であることは言うまでもない。例えば、大径のメインのチューブに対して4本の小径のチューブが螺旋状に設けられており、そのうち1本の小径のチューブが、大径のメインのチューブの外壁面に沿うように螺旋状に設けられ、他の1本の小径のチューブが、大径のメインのチューブの内壁面に沿うように螺旋状に設けられ、残りの2本の小径のチューブが、大径のメインのチューブの肉厚内に螺旋状に設けられたチューブなども可能である。
【0021】
上記チューブは、NOTESなどの次世代内視鏡治療において用いる処置具の部品として適用することができる。例えば、大径のメインのチューブに軟性内視鏡を挿入し、小径のチューブに鉗子類等の処置具を挿入することができる。小径のチューブに挿入された鉗子類などの処置具は先端から突出すると、大径のメインのチューブに挿入された消化器内視鏡の視軸に対して偏位角を持つことができ、自由度が高くなり、操作範囲が広くなるというメリットが得られる。
【発明の効果】
【0022】
本発明の押出成形装置によれば、押し出し成形されつつあるチューブ管を回転させながら引き取ることができ、従来は引取方向に直線状に押し出されるのみであった押し出し成形物ではなく、メインのチューブ管の外壁面や内壁面に沿ってまたは肉厚内に螺旋状に回転した構造物を設けた押し出し成形物を成形することができる。
本発明の押出成形装置を用いた押し出し成形方法によれば、大径のメインのチューブに対して小径のチューブが螺旋状に設けられたチューブ体を成形することが可能となり、従来は押し出し成形では供給できなかった形状のチューブ体を供給することが可能となる。例えば、大径のメインのチューブに消化器内視鏡治療の軟性内視鏡を挿入し、小径のチューブに腹腔鏡手術の鉗子類などの硬性処置具を挿入することができるという高機能なプラットフォームとしてチューブ体を提供することができる。
【発明を実施するための形態】
【0023】
以下、本発明の押出成形装置の実施例を説明する。なお、本発明はこれらの構成例に限定されるものではない。
【実施例1】
【0024】
実施例1は、本発明の押出成形装置の基本構成例および基本成形工法を示している。
まず、本発明の押出成形装置100の基本構成について説明する。
図1は、本発明の押出成形装置100全体の構成を模式的に示した図である。
実施例1の構成例において、押出成形装置100は、原材料供給装置110、押出機120、冷却装置130、引取機140、切断機150の組み合わせとなっている。これらを上流から下流へ並べることによりインライン装置として構成している。
【0025】
原材料供給装置110は、原材料を貯蔵し、下流の押出機120に対して適量ずつ原材料を供給する供給装置である。振動ホッパー、強制フィード付きホッパーなど特に限定されず多様なものが適用できる。
原材料として、例えば、シリコン樹脂、ポリ塩化ビニル、ポリエチレン、ポリウレタン、フッ素樹脂、ポリプロピレン、ポリエチレンテレフタレートなど多様なものがあり得る。主原料となる樹脂材料に対して炭素や炭酸カルシウムなどの添加剤も添加する場合もある。成形するチューブ体に応じて原材料を選択すればよい。
【0026】
押出機120は、原材料供給装置110から供給された原材料を溶融し、押出ダイ122から押し出してチューブ管を形成する機構を備えている。
押出機120はスクリューなどを内蔵したシリンダー121、シリンダー121の出口部分の押出ダイ122を備えており、シリンダー121は加熱筒となっている。
【0027】
押出ダイ122は、押出機120の先端に取り付けられた成形品を押出す口金であり、押出ダイの形状に応じて押し出されるチューブ体の形状が決まる。ストレートダイ、クロスヘッドダイ、フラットダイなどがある。なお、ダイについては、適用原材料の種類、ダイ内の温度・圧力・せん断速度、チューブの断面形状等、種々の点を考慮する必要がある。
【0028】
押出機120内にフィルターを備える構造もある。フィルターは、押出機120により溶融・可塑化した原材料中の異物、炭化物、ゲル状物などを除去するための一種の濾過装置である。
【0029】
原材料供給装置110から供給された原材料はシリンダー121内で溶融・可塑化され、スクリューで混練しつつ、押出ダイ122に向かって押し出し、押出ダイ122から原材料を所定量、所定スピードで吐出する。
【0030】
押出成形装置100の稼働により、押出機120の押出ダイ122からチューブ管が押し出されて行く。押出ダイ122の形状は特に限定されないが後述するように押出ダイ122の形状を選択することによりNOTESなどの次世代内視鏡治療において用いる処置具の部品として適用できるチューブ体を形成することができる。押出ダイ122の形状については後述する。
【0031】
次に、本発明の押出成形装置100のインライン構成において、押出機120の下流側には冷却装置130が配置されている。
水冷式、空冷式など多様な冷却装置が適用可能であるが、ここでは、水槽を用いた水冷式の冷却装置130とする。
【0032】
図1に示すように、上流からのチューブ管の受け入れ口131と、水槽部132と、下流へのチューブ管の繰り出し口133を備え、押出機120から押し出されたチューブ管を受け入れて冷却する。押出機120から押し出されて形成されたチューブは、当初は150℃以上の高温であるが、そのチューブを水槽部132内の水に浸して冷却し、引き取り可能な状態にする。冷却装置130により冷却されたチューブは引取機140により引き取られる。
なお、水槽132内の水の温度を常に低く保つために水道から冷水を流し入れつつ溢れた水を排出するいわゆるかけ流し方式としても良い。水槽132の長さは限定されないが、押出機120から押し出されたチューブ管を十分に冷却する時間、水に浸水できるような距離であることが好ましい。
【0033】
次に、本発明の押出成形装置100のインライン構成において、冷却装置130の下流側には引取機140が配置されている。
引取機140は、冷却装置130で冷却されたチューブ管を所定速度で引き取る装置であり、さらに、本発明の押出成形装置100の引取機140では、チューブ管に対して、チューブ管の引取方向の力に加え、チューブ管に対する回転トルクを与えることが可能となっている。引取機構としては多様な機構があり得るが、ここでは、回転体で引き取るものとして説明する。
【0034】
図1に示した構成例では、引取機140は対向する2個1組の回転体141a,141bを1つまたは複数個備えた構造となっている。図1では2個1組の回転体141a,141bを2組備えた構成となっている。回転体141aと回転体141bの間隔はチューブの外径に応じた間隔となっている。
【0035】
押出成形装置100の稼働状態となると、後述する図2に示すように、各々の回転体141a,141bは、挟み込んでグリップしたチューブを下流側へ引き取る方向に回転し、チューブが各々の回転体141aおよび回転体141bの回転により下流側へ引き出されて行く。
【0036】
ここで、回転体141a,141bの少なくとも1つについて、その回転方向に傾きが設けられており、回転体141a,141bによりチューブ管の引取方向の力に加え、チューブ管に対する回転トルクを与えるよう工夫されている。
【0037】
引取機140の回転体141a,141bの回転軸の角度、回転体141a,141bの回転方向、チューブの流れるインラインの方向の関係について詳しく説明する。
まず、対向し合う回転体のうち、一方の回転体のみがインラインのチューブ引取方向に対して少し時計回りに傾いており、他方の回転体はインラインのチューブ引取方向と同じ方向のままとしている例について説明する。
【0038】
図2は、引取機140の回転体141a,141bの回転軸の角度、回転体141a,141bの回転方向、チューブの流れるインラインの方向の関係について簡単に説明する図である。
図2(a)は、引取機140の回転体141a,141bと引き取られるチューブを側面から見た様子を示す図であり、図2(b)は、引取機140の回転体141a,141bと引き取られるチューブを上面から見た様子を示す図である。
【0039】
図2(a)、図2(b)に示すように、引取機140の回転体がチューブ管の外壁に接しながら回転し、少なくともそのうち1つの回転体、ここでは上側に配置された回転体141aの回転方向が引取方向に対して傾きを持っている。図2(b)に分かりやすいように、インラインの引取方向である垂直方向に対して、回転体141aの回転方向が少し時計回りに傾いている。なお、この例では対向する回転体141bの回転方向はインラインの引取方向と同じ方向となっている。
【0040】
このように、回転体141aの回転方向をインラインの引取方向に対して傾きを持たせると次の技術的効果が得られる。
図2(c)は回転体141aの回転方向をインラインのチューブ引取方向に対して傾きを持たせた場合において、回転体141により挟み込まれてグリップされたチューブに対して印加される力を図示化したものである。回転体141aの回転により与えられる力Faは実線、回転体141bの回転により与えられる力Fbは点線で示している。回転体141aの回転により与えられる力Faはチューブ体200の上面、回転体141aの回転により与えられる力Fbはチューブ体200の下面にかかっており、力Fbは見やすいように左横にずらして示している。
【0041】
図2(c)に示すように、回転体141aの回転により与えられる力Faは、インラインのチューブ引取方向に対して傾きを持っているためにベクトルを分解することができ、インラインのチューブ引取方向に引っ張る力Fa1と、インラインのチューブ引取方向に垂直な力Fa2が得られる。なお、この垂直な力Fa2はチューブ体の軸が右方向へ転がるような効果ではなく、その場でチューブ体が自転するように作用する。実際に、発明者らは本発明の押出成形装置100を組んで実験して確認したところ、その場でチューブ体が自転する効果が確認できた。チューブ体は押出機120から押し出されてから切断装置150により切断されるまで全長5m以上あり、引取機140に対して押出機120から直線状に進行して中央から進入しており、回転体141aに対してもチューブ体は中央から進入し、回転体141aに接する点は回転により常に中央から進入する後続点に移動することから、全体としてはチューブ体は自転し、引取機140から横に外れることはなく、稼働させることができることが分かった。
結局、回転体141aの回転により与えられる力Faは、インラインのチューブ引取方向に引っ張る力Fa1とチューブ体の回転トルクを与える力Fa2となる。
【0042】
一方、従来型の引取機を用いると、当然、回転体141の回転方向はインラインの引取方向と平行であるため、上記の垂直成分の力F2に相当する力が存在せず、チューブ体に対して回転トルクを得ることができない。
【0043】
以上、本発明の引取機140のように回転体141aの回転軸が傾きを持ち、その回転方向がインラインの引取方向に対して傾きを持たせたものであれば、チューブ体に対して回転トルクを得ることができる。
【0044】
次に、さらなる工夫として、対向し合う回転体の両方の回転体がインラインのチューブ引取方向に対して少し時計回りに傾いており、他方の回転体がインラインのチューブ引取方向に対して少し反時計回りに傾いている例について説明する。
【0045】
図3は、図2同様、引取機140の回転体141a,141bの回転軸の角度、回転体141a,141bの回転方向、チューブの流れるインラインの方向の関係について簡単に説明する図である。
図3(a)は、引取機140の回転体141a,141bと引き取られるチューブを側面から見た様子を示す図であり、図3(b)は、引取機140の回転体141a,141bと引き取られるチューブを上面から見た様子を示す図である。
【0046】
図3(a)、図3(b)に示すように、引取機140の回転体がチューブ管の外壁に接しながら回転し、ここでは上側に配置された回転体141aの回転方向が引取方向に対して時計回りに傾きを持っている。また、下側に配置された回転体141bの回転方向が引取方向に対して反時計回りに傾きを持っている。
【0047】
このように、回転体141aの回転方向および回転体141bの回転方向をそれぞれインラインの引取方向に対して傾きを持たせると次の技術的効果が得られる。
図3(c)は回転体141aの回転方向および回転体141bの回転方向をインラインのチューブ引取方向に対して傾きを持たせた場合において、両者の回転体141aおよび回転体141bにより挟み込まれてグリップされたチューブに対して印加される力を図示化したものである。回転体141aの回転により与えられる力Faは実線、回転体141bの回転により与えられる力Fbは点線で示している。回転体141aの回転により与えられる力Faはチューブ体200の上面、回転体141aの回転により与えられる力Fbはチューブ体200の下面にかかっており、力Fbは見やすいように左横にずらして示している。
【0048】
図3(c)に示すように、回転体141aの回転により与えられる力は、インラインのチューブ引取方向に対して傾きを持っているためにベクトルを分解することができ、インラインのチューブ引取方向に引っ張る力Fa1と、インラインのチューブ引取方向に垂直な力Fa2が得られる。回転体141bの回転により与えられる力は、インラインのチューブ引取方向に対して傾きを持っているためにベクトルを分解することができ、インラインのチューブ引取方向に引っ張る力Fb1と、インラインのチューブ引取方向に垂直な力Fb2が得られる。この力Fb2は力Fa2とは逆向きになっているが、力Fa2はチューブ体の上部に対して時計方向、力Fb2はチューブ体の下部に対して反時計方向にかかり、両者とも同じ方向(右ネジが進む方向)のチューブ体の回転力となるので、結局、回転体141aおよび回転体141bの回転により与えられる力は、インラインのチューブ引取方向に引っ張る力Fa1およびFb1と、チューブ体の回転トルクを与える力Fa2およびFb2となる。
【0049】
なお、本発明では、回転体141aと回転体141bとの対向関係は、必ずしも図2や図3のように1対1に対向し合うものばかりでなく、図4に示すように、複数個の回転体がいわゆるジグザグ状に対向し合う関係も含むものである。
【0050】
引き続き、装置構成の残りのものについて説明を続ける。
本発明の押出成形装置100のインライン構成において、引取装置140の下流側には切断装置150が配置されている。
切断装置150はこのようにして長尺で製造されたチューブを所定長さで切断するものであり、切断装置150の切断によりチューブ体として切り出される。この構成例では、チューブの先端が位置センサ152に触れるとカッター刃151がチューブを切断するようになっており、カッター刃151と位置センサ152との間隔に応じた長さのチューブ体が得られる。
【0051】
制御装置(図示せず)は、押出機120からの樹脂の押し出し量や、引取機140によるチューブの引き取り速度などを制御するものである。制御装置は、予め記憶された制御プログラムと、ユーザインタフェースとしてのコントロールパネルからの指示に基づいて製造装置全体の動作制御を行う。
【0052】
押し出されるチューブ管の外径と肉厚は、押出ダイ122の寸法や形状によってほぼ決まるが、一定の範囲では押出機120からの樹脂押し出し量と引取機140の引取速度(インラインの走行速度)により制御することも可能である。すなわち、押出機120からの樹脂押し出し量が一定量であれば、引取機140の引取速度(インラインの走行速度)が速いほどチューブ管の肉厚が薄く、引取機140の引取速度(インラインの走行速度)が遅いほどチューブ管の肉厚が厚く形成されるので、押出機120からの樹脂押し出し量と引取機140の引取速度(インラインの走行速度)を制御する必要がある。
【0053】
制御装置がチューブの成形条件を制御することにより、所望の肉厚のチューブが形成されるように押出機120からの樹脂の押し出し量や、引取機140によるチューブの引き取り速度などを制御することにより所望の肉厚のチューブを形成することが可能となる。
【0054】
以上が、本発明の押出成形装置100の基本的な構成と基本的な成形方法である。
その他の補助設備を設けることも可能である。例えば、外径測定器(図示せず)を備えた構成も可能である。外径測定器とは、インラインで製造されているチューブの外径が所望の外径であるかをチェックしてそのデータを制御装置にフィードバックする装置である。外径測定器により冷却装置130から出てきたチューブの外径を測定し、制御装置は、予め定められた目標値及び許容誤差と、外径測定器が測定した実測値とを比較し、実測値が基準値の範囲に含まれるよう、必要に応じて押出機120の押し出し速度、引取機140の引取速度などのチューブ外径や肉厚の厚さに関係する動作条件を変更するフィードバック制御を行うことができる。
なお、実際の本発明の押出成形装置100を構成するには、さらに制御装置やスイッチ類やローラーなどの必要な周辺装置を取り付けて構成する。
【0055】
次に、上記本発明の押出成形装置100を用いて、NOTESなどの次世代内視鏡治療において用いる処置具の部品として適用するチューブ体の製作について説明する。NOTESなどの次世代内視鏡治療において用いる処置具の部品として適用するチューブ体としては、軟性内視鏡を挿入する大径のメインのチューブと、鉗子類などの処置具を挿入する小径のチューブを備えたものであり、特に、大径のメインのチューブに対して1本または複数本の小径のチューブが螺旋状に巻くように設けられた形状という、特別な形状のチューブ体である。
【0056】
上記のNOTESなどの次世代内視鏡治療に用いるチューブ体を製作するため、押出ダイ122として、大径のメインのチューブに対応する口金部分と、大径のメインのチューブ管に沿うように設けられる小径のチューブに対応する口金部分とを備えたものとすれば、押出ダイ122から押し出されるチューブ管の断面において大径のメインのチューブと小径のチューブを備えたものとなる。このような断面を持つチューブ管が引取機によって回転しながら引取方向に引き取られると、大径のメインのチューブに対して小径のチューブが螺旋状に設けられたようなチューブ体が生成される。
【0057】
なお、大径のメインのチューブに対して小径のチューブを螺旋状に設ける場合、例えば、次の3パターンがあり得る。
第1のパターンは、大径のメインのチューブの外壁に沿って小径のチューブが螺旋状に設けられたチューブ体である。
第2のパターンは、大径のメインのチューブの内周壁に沿って小径のチューブが螺旋状に設けられたチューブ体である。
第3のパターンは、大径のメインのチューブの肉厚内に小径のチューブが螺旋状に設けられたチューブ体である。
【0058】
図5は、上記第1のパターンのチューブを形成するための押出ダイ122aの一例と当該押出ダイ122aを用いて押出成形されるチューブ200aを簡単に示す図である。図5に示すように、押出ダイ122aは、大径のメインのチューブに対応する口金部分1221aと、大径のメインのチューブ管の外壁に沿うように設けられる小径のチューブに対応する口金部分1222aとを備えたものとなっている。この図5の押出ダイ122aから押し出されるチューブ管の断面は、大径のメインのチューブ210aの外壁面に小径のチューブ220aを備えたものとなる。
【0059】
図5に示すように、押出ダイ122aを押出機120の先端に取り付けて、引取機140により回転トルクを与えつつ引き取って形成されるチューブ200aは、チューブ200aが回転しつつ引き取られるため、小径のチューブ220aは押出機120の先端では常に上面にあるが、回転しながら引き取られて行く中で小径のチューブ220aの位置が徐々に螺旋状になってゆく。押出ダイ122a自体は固定されて動かないが、チューブ200aの方が回転するので、大径のメインのチューブ210aの外壁面に対して小径のチューブ220aが相対的にあたかも螺旋状に形成されて行く。
【0060】
図6は、上記第2のパターンのチューブを形成するための押出ダイ122bの一例と当該押出ダイ122bを用いて押出成形されるチューブ200bを簡単に示す図である。図6に示すように、押出ダイ122bは、大径のメインのチューブに対応する口金部分1221bと、大径のメインのチューブ管の内壁に沿うように設けられる小径のチューブに対応する口金部分1222bとを備えたものとなっている。この図6の押出ダイ122bから押し出されるチューブ管の断面は、大径のメインのチューブ210bの内周壁面に小径のチューブ220bを備えたものとなる。
【0061】
図6に示すように、押出ダイ122bを押出機120の先端に取り付けて、引取機140により回転トルクを与えつつ引き取って形成されるチューブ200bは、チューブ200bが回転しつつ引き取られるため、小径のチューブ220bは押出機120の先端では常に上面にあるが、回転しながら引き取られて行く中で小径のチューブ220bの位置が徐々に螺旋状になってゆく。
【0062】
図7は、上記第3のパターンのチューブを形成するための押出ダイ122cの一例と当該押出ダイ122cを用いて押出成形されるチューブ200cを簡単に示す図である。図7に示すように、押出ダイ122cは、大径のメインのチューブに対応する口金部分1221cと、大径のメインのチューブ管の内壁に沿うように設けられる小径のチューブに対応する口金部分1222cとを備えたものとなっている。この図7の押出ダイ122cから押し出されるチューブ管の断面は、大径のメインのチューブ210cの肉厚内に小径のチューブ220cを備えたものとなる。
【0063】
図7に示すように、押出ダイ122cを押出機120の先端に取り付けて、引取機140により回転トルクを与えつつ引き取って形成されるチューブ200cは、チューブ200cが回転しつつ引き取られるため、小径のチューブ220cは押出機120の先端では常に大径のチューブ210cの上面側の肉厚内にあるが、回転しながら引き取られて行く中で小径のチューブ220cの位置が徐々に螺旋状になってゆく。
【0064】
本発明者らは、実際に本発明の押出成形装置100を構成し、本発明の押出成形方法を用いて本発明のチューブ体200を製作した。
図8は、実際に構成した本発明の押出成形装置100の一例を示す図である。
図9は、実際に構成した本発明の押出成形装置100の押出ダイ122付近の拡大図である。
図10は、実際に構成した本発明の押出成形装置100の引取機140においてチューブ200が引き取られる様子を示す図である。
図11は、実際に構成した本発明の押出成形装置100の切断装置150においてチューブ200が切断される様子を示す図である。
図12は、実際に得られた大径のメインのチューブ210に対して小径のチューブ220が螺旋状に設けられたチューブ体200の試作例を示す図である。
このように実際に構成した本発明の押出成形装置100を稼働すると、実際にチューブ200は引取機140により自転しながら引き取られ、大径のメインのチューブ210に対して小径のチューブ220が螺旋状に設けられたチューブ体200が得られた。
【0065】
本発明の技術として小径のチューブ220に腹腔鏡手術の鉗子類などの硬性処置具を挿入した場合、大径のメインのチューブから突出する消化器内視鏡の視軸に対して偏位角を持っているため、鉗子類などの硬性処置具の動きの自由度が高まり、剥離・切除などの処理がしやすくなっている。
一方、従来技術として大径のチューブに腹腔鏡手術の鉗子類などの硬性処置具を挿入した場合、大径のメインのチューブから突出する消化器内視鏡の視軸に対して偏位角が小さく鉗子類などの硬性処置具の動きの自由度が小さく、剥離・切除などの処理がしにくいことがわかる。
【0066】
以上、本発明の押出成形装置の構成例における好ましい実施例を図示して説明してきたが、本発明の技術的範囲を逸脱することなく種々の変更が可能であることは理解されるであろう。
【産業上の利用可能性】
【0067】
本発明の押出成形装置および押出成形方法は、多様なチューブ体などを押出成形する装置として適用することができる。チューブ体を回転させつつ引き取ることができるので、NOTESなどの次世代内視鏡治療において用いる処置具のチューブを製作することができる。得られたチューブは、例えば、大径のメインのチューブに軟性内視鏡を挿入し、小径のチューブに鉗子類などの処置具を挿入することができる。
【図面の簡単な説明】
【0068】
【図1】本発明の押出成形装置100全体の構成を模式的に示した図である。
【図2】引取機140の回転体の回転軸の角度、回転体の回転方向、チューブの流れるインラインの方向の関係について簡単に説明する図(その1)である。
【図3】引取機140の回転体の回転軸の角度、回転体の回転方向、チューブの流れるインラインの方向の関係について簡単に説明する図(その2)である。
【図4】引取機140の回転体の回転軸の角度、回転体の回転方向、チューブの流れるインラインの方向の関係について簡単に説明する図(その3)である。
【図5】上記第1のパターンのチューブを形成するための押出ダイ122aの一例と当該押出ダイ122aを用いて押出成形されるチューブ200aを簡単に示す図である。
【図6】上記第2のパターンのチューブを形成するための押出ダイ122bの一例と当該押出ダイ122bを用いて押出成形されるチューブ200bを簡単に示す図である。
【図7】上記第3のパターンのチューブを形成するための押出ダイ122cの一例と当該押出ダイ122cを用いて押出成形されるチューブ200cを簡単に示す図である。
【図8】実際に構成した本発明の押出成形装置100の一例を示す図である。
【図9】実際に構成した本発明の押出成形装置100の押出ダイ122付近の拡大図である。
【図10】実際に構成した本発明の押出成形装置100の引取機140においてチューブ200が引き取られる様子を示す図である。
【図11】実際に構成した本発明の押出成形装置100の切断装置150においてチューブ200が切断される様子を示す図である。
【図12】実際に得られた大径のメインのチューブ210に対して小径のチューブ220が螺旋状に設けられたチューブ体200の試作例を示す図である。
【図13】従来のチューブの押出成形装置10の構成例を簡単に示す図である。
【符号の説明】
【0069】
100 押出成形装置
110 原材料供給装置
120 押出機
121 シリンダー
122 押出ダイ
130 冷却装置
131 上流からのチューブ管の受け入れ口
132 水槽部
133 下流へのチューブ管の繰り出し口
140 引取機
141 回転体
150 切断装置
151 カッター刃
152 位置センサ
200 チューブ
210 大径のチューブ部分
220 小径のチューブ部分
【特許請求の範囲】
【請求項1】
供給された原材料を溶融し、押出ダイから押し出してチューブ管を形成する押出機と、
上流からの前記チューブ管の受け入れ口と下流への前記チューブ管の繰り出し口を備え、前記押出機から押し出された前記チューブ管を受け入れて冷却する冷却装置と、
前記冷却装置で冷却された前記チューブ管を所定速度で引き取る引取機と、
前記引取機を通過した前記チューブ管を所定長さのチューブ体に切断する切断装置を備え、
前記引取機が、前記チューブ管に対して、前記チューブ管の引取方向の力に加え、前記チューブ管に対する回転トルクを与えることが可能であり、前記引取機により前記チューブ管を回転させながら引き取ることを特徴とする押出成形装置。
【請求項2】
前記引取機が、前記チューブ管の外壁に接しながら回転する少なくとも1つの回転体を備え、前記回転体のうち少なくとも1つの前記回転体の回転方向が前記引取方向に対して傾いていることを特徴とする請求項1に記載の押出成形装置。
【請求項3】
2つの前記回転体が対向して配置され、対向し合う前記回転体の間に前記チューブ管が挟持された状態で前記回転体の回転により引き取られて行く構成において、対向し合う前記回転体の一方の前記回転体の回転方向が前記引取方向に対して傾いていることを特徴とする請求項1または2に記載の押出成形装置。
【請求項4】
2つの前記回転体が対向して配置され、対向し合う前記回転体の間に前記チューブ管が挟持された状態で前記回転体の回転により引き取られて行く構成において、対向し合う前記回転体の一方の前記回転体の回転方向が前記引取方向に対して傾いていており、他方の前記回転体の回転方向が逆方向に傾いていることを特徴とする請求項1または2に記載の押出成形装置。
【請求項5】
前記押出ダイが、大径のメインのチューブに対応する口金部分と、前記大径のメインのチューブ管に沿うように設けられる1本または複数本の小径のチューブに対応する口金部分とを備え、前記押出ダイから押し出される前記チューブ管の断面が、前記大径のメインのチューブと前記小径のチューブを備えたものとなり、前記チューブ体が前記大径のメインのチューブに対して前記小径のチューブが螺旋状に設けられたものとなる請求項1乃至4のいずれかに記載の押出成形装置。
【請求項6】
供給された原材料を溶融し、押出ダイから押し出してチューブ管を形成する押出機と、上流からの前記チューブ管の受け入れ口と下流への前記チューブ管の繰り出し口を備え、前記押出機から押し出された前記チューブ管を受け入れて冷却する冷却装置と、前記冷却装置で冷却された前記チューブ管を所定速度で引き取る引取機と、前記引取機を通過した前記チューブ管を所定長さのチューブ体に切断する切断装置を備えた押出成形装置を用いた押し出し成形方法であって、
前記引取機において、前記チューブ管に対して、前記チューブ管の引取方向の力に加え、前記チューブ管に対する回転トルクを与える構成とすることにより、前記引取機により前記チューブ管を回転させながら引き取ることを特徴とする押し出し成形方法。
【請求項7】
前記引取機において、前記チューブ管の外壁に接しながら回転する少なくとも1つの回転体を備えたものとし、前記回転体のうち少なくとも1つの前記回転体の回転方向が前記引取方向に対して傾いていることを特徴とする請求項6に記載の押し出し成形方法。
【請求項8】
前記引取機において、2つの前記回転体が対向して配置され、対向し合う前記回転体の間に前記チューブ管が挟持された状態で前記回転体の回転により引き取られて行く構成とし、対向し合う前記回転体の一方の前記回転体の回転方向が前記引取方向に対して傾いていることを特徴とする請求項6または7に記載の押し出し成形方法。
【請求項9】
前記引取機において、2つの前記回転体が対向して配置され、対向し合う前記回転体の間に前記チューブ管が挟持された状態で前記回転体の回転により引き取られて行く構成とし、対向し合う前記回転体の一方の前記回転体の回転方向が前記引取方向に対して傾いたものとするとともに、他方の前記回転体の回転方向が逆方向に傾いているものとすることを特徴とする請求項6または7に記載の押出成形装置。
【請求項10】
前記押出ダイが、大径のメインのチューブに対応する口金部分と、前記大径のメインのチューブ管に沿うように設けられる1本または複数本の小径のチューブに対応する口金部分とを備えたものとし、前記押出ダイから押し出される前記チューブ管の断面が、前記大径のメインのチューブと前記小径のチューブを備えたものとなり、前記チューブ体が、前記大径のメインのチューブに対して前記小径のチューブが螺旋状に設けられたものとなる、請求項6乃至9のいずれかに記載の押し出し成形方法。
【請求項11】
請求項1乃至5のいずれかに記載の押出成形装置により製作された、前記大径のメインのチューブに対して1本または複数本の前記小径のチューブが螺旋状に設けられたチューブ体。
【請求項12】
前記小径のチューブのうち少なくとも1本が、前記大径のメインのチューブの外壁面に沿うように設けられた請求項11に記載のチューブ体。
【請求項13】
前記小径のチューブのうち少なくとも1本が、前記大径のメインのチューブの内壁面に沿うように設けられた請求項11に記載のチューブ体。
【請求項14】
前記小径のチューブのうち少なくとも1本が、前記大径のメインのチューブの肉厚内に設けられた請求項11に記載のチューブ体。
【請求項15】
請求項6乃至10のいずれかに記載の押し出し成形方法により製作された、前記大径のメインのチューブに対して1本または複数本の前記小径のチューブが螺旋状に設けられたチューブ体。
【請求項16】
前記小径のチューブのうち少なくとも1本が、前記大径のメインのチューブの外壁面に沿うように設けられた請求項15に記載のチューブ体。
【請求項17】
前記小径のチューブのうち少なくとも1本が、前記大径のメインのチューブの内壁面に沿うように設けられた請求項15に記載のチューブ体。
【請求項18】
前記小径のチューブのうち少なくとも1本が、前記大径のメインのチューブの肉厚内に設けられた請求項15に記載のチューブ体。
【請求項1】
供給された原材料を溶融し、押出ダイから押し出してチューブ管を形成する押出機と、
上流からの前記チューブ管の受け入れ口と下流への前記チューブ管の繰り出し口を備え、前記押出機から押し出された前記チューブ管を受け入れて冷却する冷却装置と、
前記冷却装置で冷却された前記チューブ管を所定速度で引き取る引取機と、
前記引取機を通過した前記チューブ管を所定長さのチューブ体に切断する切断装置を備え、
前記引取機が、前記チューブ管に対して、前記チューブ管の引取方向の力に加え、前記チューブ管に対する回転トルクを与えることが可能であり、前記引取機により前記チューブ管を回転させながら引き取ることを特徴とする押出成形装置。
【請求項2】
前記引取機が、前記チューブ管の外壁に接しながら回転する少なくとも1つの回転体を備え、前記回転体のうち少なくとも1つの前記回転体の回転方向が前記引取方向に対して傾いていることを特徴とする請求項1に記載の押出成形装置。
【請求項3】
2つの前記回転体が対向して配置され、対向し合う前記回転体の間に前記チューブ管が挟持された状態で前記回転体の回転により引き取られて行く構成において、対向し合う前記回転体の一方の前記回転体の回転方向が前記引取方向に対して傾いていることを特徴とする請求項1または2に記載の押出成形装置。
【請求項4】
2つの前記回転体が対向して配置され、対向し合う前記回転体の間に前記チューブ管が挟持された状態で前記回転体の回転により引き取られて行く構成において、対向し合う前記回転体の一方の前記回転体の回転方向が前記引取方向に対して傾いていており、他方の前記回転体の回転方向が逆方向に傾いていることを特徴とする請求項1または2に記載の押出成形装置。
【請求項5】
前記押出ダイが、大径のメインのチューブに対応する口金部分と、前記大径のメインのチューブ管に沿うように設けられる1本または複数本の小径のチューブに対応する口金部分とを備え、前記押出ダイから押し出される前記チューブ管の断面が、前記大径のメインのチューブと前記小径のチューブを備えたものとなり、前記チューブ体が前記大径のメインのチューブに対して前記小径のチューブが螺旋状に設けられたものとなる請求項1乃至4のいずれかに記載の押出成形装置。
【請求項6】
供給された原材料を溶融し、押出ダイから押し出してチューブ管を形成する押出機と、上流からの前記チューブ管の受け入れ口と下流への前記チューブ管の繰り出し口を備え、前記押出機から押し出された前記チューブ管を受け入れて冷却する冷却装置と、前記冷却装置で冷却された前記チューブ管を所定速度で引き取る引取機と、前記引取機を通過した前記チューブ管を所定長さのチューブ体に切断する切断装置を備えた押出成形装置を用いた押し出し成形方法であって、
前記引取機において、前記チューブ管に対して、前記チューブ管の引取方向の力に加え、前記チューブ管に対する回転トルクを与える構成とすることにより、前記引取機により前記チューブ管を回転させながら引き取ることを特徴とする押し出し成形方法。
【請求項7】
前記引取機において、前記チューブ管の外壁に接しながら回転する少なくとも1つの回転体を備えたものとし、前記回転体のうち少なくとも1つの前記回転体の回転方向が前記引取方向に対して傾いていることを特徴とする請求項6に記載の押し出し成形方法。
【請求項8】
前記引取機において、2つの前記回転体が対向して配置され、対向し合う前記回転体の間に前記チューブ管が挟持された状態で前記回転体の回転により引き取られて行く構成とし、対向し合う前記回転体の一方の前記回転体の回転方向が前記引取方向に対して傾いていることを特徴とする請求項6または7に記載の押し出し成形方法。
【請求項9】
前記引取機において、2つの前記回転体が対向して配置され、対向し合う前記回転体の間に前記チューブ管が挟持された状態で前記回転体の回転により引き取られて行く構成とし、対向し合う前記回転体の一方の前記回転体の回転方向が前記引取方向に対して傾いたものとするとともに、他方の前記回転体の回転方向が逆方向に傾いているものとすることを特徴とする請求項6または7に記載の押出成形装置。
【請求項10】
前記押出ダイが、大径のメインのチューブに対応する口金部分と、前記大径のメインのチューブ管に沿うように設けられる1本または複数本の小径のチューブに対応する口金部分とを備えたものとし、前記押出ダイから押し出される前記チューブ管の断面が、前記大径のメインのチューブと前記小径のチューブを備えたものとなり、前記チューブ体が、前記大径のメインのチューブに対して前記小径のチューブが螺旋状に設けられたものとなる、請求項6乃至9のいずれかに記載の押し出し成形方法。
【請求項11】
請求項1乃至5のいずれかに記載の押出成形装置により製作された、前記大径のメインのチューブに対して1本または複数本の前記小径のチューブが螺旋状に設けられたチューブ体。
【請求項12】
前記小径のチューブのうち少なくとも1本が、前記大径のメインのチューブの外壁面に沿うように設けられた請求項11に記載のチューブ体。
【請求項13】
前記小径のチューブのうち少なくとも1本が、前記大径のメインのチューブの内壁面に沿うように設けられた請求項11に記載のチューブ体。
【請求項14】
前記小径のチューブのうち少なくとも1本が、前記大径のメインのチューブの肉厚内に設けられた請求項11に記載のチューブ体。
【請求項15】
請求項6乃至10のいずれかに記載の押し出し成形方法により製作された、前記大径のメインのチューブに対して1本または複数本の前記小径のチューブが螺旋状に設けられたチューブ体。
【請求項16】
前記小径のチューブのうち少なくとも1本が、前記大径のメインのチューブの外壁面に沿うように設けられた請求項15に記載のチューブ体。
【請求項17】
前記小径のチューブのうち少なくとも1本が、前記大径のメインのチューブの内壁面に沿うように設けられた請求項15に記載のチューブ体。
【請求項18】
前記小径のチューブのうち少なくとも1本が、前記大径のメインのチューブの肉厚内に設けられた請求項15に記載のチューブ体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図13】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図13】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−201065(P2012−201065A)
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願番号】特願2011−69544(P2011−69544)
【出願日】平成23年3月28日(2011.3.28)
【出願人】(501292795)株式会社工販 (1)
【出願人】(511078934)三平化学工業株式会社 (1)
【Fターム(参考)】
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願日】平成23年3月28日(2011.3.28)
【出願人】(501292795)株式会社工販 (1)
【出願人】(511078934)三平化学工業株式会社 (1)
【Fターム(参考)】
[ Back to top ]