
回転装置の回転角度測定装置及び回転角度測定方法
【課題】加工装置の回転装置の回転角度を容易に精度よく測定することができるとともに、測定時間の短縮と作業コストの削減を可能にする回転装置の回転角度測定装置及び回転角度測定方法を提供することを目的としている。
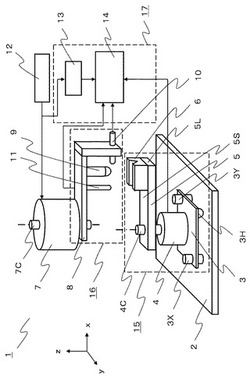
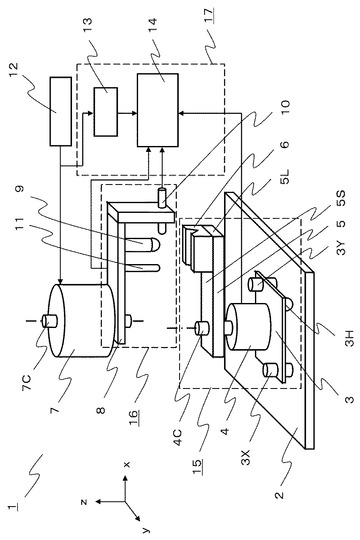
【解決手段】回転角度測定装置1は、加工装置のテーブル2の上に設けられたエンコーダ取付台3と、このエンコーダ取付台3に載置されたエンコーダ4と、エンコーダ4に取り付けられたVブロック取付台5上に載置されたVブロック6と、回転装置7に取り付けられたボールプランジャ取付台8に設置されたボールプランジャ9、偏芯変位計10及び偏角変位計11と、回転角度指令装置12(加工機の制御装置)から回転装置7に指令された回転角度を検出する検出部13と、エンコーダ4、偏芯変位計10、偏角変位計11及び検出部13からの出力信号を処理する演算装置14とで構成されている。
【解決手段】回転角度測定装置1は、加工装置のテーブル2の上に設けられたエンコーダ取付台3と、このエンコーダ取付台3に載置されたエンコーダ4と、エンコーダ4に取り付けられたVブロック取付台5上に載置されたVブロック6と、回転装置7に取り付けられたボールプランジャ取付台8に設置されたボールプランジャ9、偏芯変位計10及び偏角変位計11と、回転角度指令装置12(加工機の制御装置)から回転装置7に指令された回転角度を検出する検出部13と、エンコーダ4、偏芯変位計10、偏角変位計11及び検出部13からの出力信号を処理する演算装置14とで構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、切削加工工具、レーザ加工ヘッド、測定ヘッド、組立マニピュレータなどを移動させる加工機やロボットなどの位置決めに用いる回転装置において、その回転移動軸の位置決め精度を評価する回転装置の回転角度測定装置及び回転角度測定方法に関するものである。
【背景技術】
【0002】
切削複合加工機や、レーザ加工機、測定・組立ロボットなどでは、被加工物等をテーブルや盤面に固定し、各軸の移動および回転により、切削、溶断、溶接、測定、組立などの作業が行われる。このような加工機などにおける位置決め装置では、各軸の移動精度は、仕様値が決められており、この仕様値を満たすよう出荷時に検査がなされる。また、この仕様値は使用期間中において保たれる必要がある。しかし、長期の使用による軸の消耗や破損等の異常、取り付け時や交換時の取り付け不良、または重量や抵抗負荷による変形等の様々な要因により移動精度に問題が発生する場合があり、この問題を検査、修正するために、各軸は、定期的または適宜、精度測定が実施される。
【0003】
従来、回転装置の回転移動軸の回転角度を測定する方法としては、エンコーダと、エンコーダの摺動抵抗の大きさに対応する外径と長さとを有する取付シャフトと、回転角度誤差(精度)を算出する演算部とを備えた角度割り出し精度測定装置(回転角度測定装置)が知られている(例えば、特許文献1参照。)。
【0004】
特許文献1に記載されている角度割り出し精度測定装置においては、まず、エンコーダの回転する中心部に取付シャフトを嵌合させ、次に、取付シャフトの他端を回転装置の回転軸に同軸把持する。これにより、エンコーダの回転中心と、回転装置の回転中心とを一致させることができる。最後に、エンコーダの外周部を加工機に固定する。この測定の際に、エンコーダの回転摺動抵抗により発生する取付シャフトの変形が規定値以上とならないように、その外径と長さを調整することにより、その強度が保たれている。これにより、回転装置において実際に回転した回転角度が、エンコーダへ精密に伝達され、高い再現性と精度で測定することが可能となる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−281468号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1の角度割り出し精度測定装置においては、取付シャフトの中心軸をエンコーダの回転軸に一致させて取り付け(偏芯及び偏角のない状態)、さらに、取付シャフトの他端を、加工機の回転装置の回転軸に一致させて取り付ける必要があり、この取付調整作業には、多大の時間が必要とされるという問題点があった。また、高い測定精度が求められる場合には、高度な技術が要求されるという問題点があった。
【0007】
また、実際には2つの回転軸の完全に一致させることは困難であり、偏芯・偏角ともにゼロにすることは難しい。この状態で回転移動させると、エンコーダの軸受け等に回転に同期した応力(変形)が作用し、測定誤差が発生する。場合によっては、軸受け等が破損するという問題点もあった。
【0008】
本発明は、上記のような問題を解決しようとするものであり、加工機の回転装置の回転角度を容易に精度よく測定することができるとともに、測定時間の短縮と作業コストの削減を可能にする回転装置の回転角度測定装置及び回転角度測定方法を提供することを目的としている。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明の回転装置の回転角度測定装置は、回転装置を有する加工機の前記回転装置に指令された回転角度を検出する検出部と、前記回転装置の回転角度を測定するエンコーダと、前記回転装置及び前記エンコーダの回転軸のいずれか一方の回転軸に取り付けられたボールプランジヤと、他方の回転軸に取り付けられ、前記ボールプランジャの先端部が当接されるVブロックと、前記指令された回転角度と前記エンコーダにより測定された回転角度とにより、前記回転装置の回転角度の精度を算出する演算装置と、を備えたことを特徴とするものである。
【0010】
また、本発明の回転装置の回転角度測定方法は、回転装置を有する加工機の回転角度指令装置により前記回転装置に回転角度が指令され、エンコーダにより前記回転装置の回転角度を測定する際に、前記回転装置及び前記エンコーダの回転軸のいずれか一方の回転軸に取り付けられたボールプランジヤに、他方の回転軸に取り付けられたVブロックが当接されて、前記指令された回転角度と前記エンコーダにより測定された回転角度とにより前記回転装置の回転角度の精度を算出することを特徴とするものである。
【発明の効果】
【0011】
本発明に係る回転装置の回転角度測定装置及び回転角度測定方法によれば、回転装置と回転角度測定装置とを固定する必要がなく、このため、高度の調整技術を必要とせず、高い精度で回転角度を測定することができる。また、軸受を破損することなく測定が可能で、測定作業時間を短縮することができる効果がある。
【図面の簡単な説明】
【0012】
【図1】実施の形態1における回転装置の回転角度測定装置の構成を模式的に示す斜視図である。
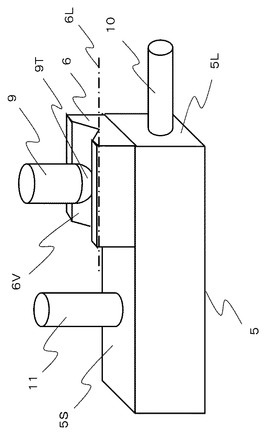
【図2】実施の形態1における回転装置の回転角度測定装置のVブロックとボールプランジャの先端部の拡大斜視図である。
【図3】2つの回転軸の偏芯と偏角の関係を示す図である。
【図4】実施の形態1における回転装置の回転角度測定方法の手順を示す図である。
【図5】実施の形態1における回転装置の回転角度測定装置のVブロックの形状を示す断面図である。
【発明を実施するための形態】
【0013】
以下、本発明の実施の形態に係る回転装置の回転角度測定装置について図1〜図5に基づいて説明する。
【0014】
実施の形態1.
図1は、実施の形態1における回転装置の回転角度測定装置の構成を模式的に示す斜視図である。図2は、回転装置の回転角度測定装置のVブロックとボールプランジャの先端部の拡大斜視図である。
【0015】
図1及び図2において、回転角度測定装置1は、加工機のテーブル2の上に設けられたエンコーダ取付台3と、このエンコーダ取付台3に載置されたエンコーダ4と、エンコーダ4のX軸方向の角度を調整する調整ネジ3X、エンコーダ4のY軸方向の角度を調整する調整ネジ3Y、角度調整用の支点3Hと、エンコーダ4の回転軸4Cに取り付けられた
Vブロック取付台5と、Vブロック取付台5上に載置されたVブロック6と、回転装置7の回転軸7Cに取り付けられたプランジャ取付台8と、プランジャ取付台8に設置されたボールプランジャ9と、偏芯変位計10及び偏角変位計11と、回転角度指令装置12(加工機の制御装置)から回転装置7に指令された回転角度を検出する検出部13と、エンコーダ4、偏芯変位計10、偏角変位計11及び検出部13からの出力信号を処理する演算装置14とで構成されている。
【0016】
また、エンコーダ4は、調整ネジ3Xと調整ネジ3Yとにより、X軸とY軸方向の角度をそれぞれ移動調整される。ボールプランジャ9は、回転装置7の回転軸7Cと平行に移動可能で、ボールプランジャ9の先端球面部9Tは、Vブロック6のV溝部6VにZ軸方向に一定の圧力にて当接され、偏芯変位計10は、Vブロック取付台5の偏芯測定面5Lで、偏角変位計11は、Vブロック取付台5の偏角測定面5Sで、それぞれ接触している。ここで、Vブロック6の谷線6Lは、その延長線上で、エンコーダ4の回転軸4Cと交差するように設定されている。ボールプランジャ9が押圧され、Vブロック6のV溝部6Vに当接された状態で、回転装置7の回転軸7Cが回転すると、回転装置7の回転運動がエンコーダ4に伝達され、エンコーダ4の回転軸4Cが回転される。
【0017】
ここで、エンコーダ取付台3と、エンコーダ4と、Vブロック取付台5及びVブロック6とその付属部品とで構成される部分をエンコーダユニット15と称する。また、プランジャ取付台8と、ボールプランジャ9、偏芯変位計10及び偏角変位計11とその付属部品とで構成される部分をボールプランジャユニット16と称する。また、検出部13及び演算装置14とで構成される部分を演算処理ユニット17と称する。
【0018】
実際の測定は、まず、回転角度指令装置12から回転装置7に回転角度が指令されるとともに検出部13を介して、演算装置14に入力される。また、エンコーダ4が測定した実回転角度の信号が入力され、この基本となる2信号(実回転角度と指令回転角度)をもとに、演算装置14は回転装置7の回転角度の誤差を算出する。さらに、演算装置14は偏芯変位計10から入力される偏芯量の信号と、偏角変位計11から入力される偏角量の信号を参照して、偏芯と偏角による誤差分が算出され、実回転角度が補正される。これにより、加工機の位置決めに用いる回転装置において、その回転移動軸の位置決め精度を評価することができる。
【0019】
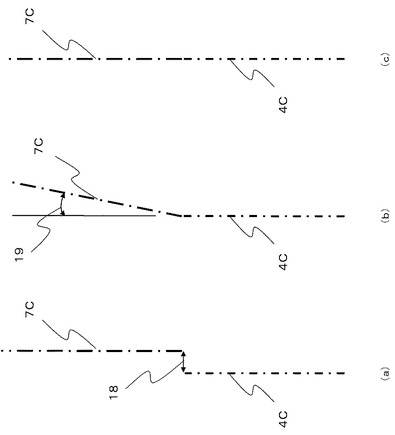
図3に、回転装置7の回転軸7Cとエンコーダ4の回転軸4Cとの偏芯と偏角の関係を示す。偏芯とは、これら2つの回転軸の平行移動的ズレを云い、図3(a)にその偏芯量18を、また、偏角とは、これら2つの回転軸の角度ズレを云い、図3(b)にその偏角量19を示す。回転装置7の回転角度の測定は、図3(c)に示す偏芯、偏角のない状態で実施することが望ましい。
【0020】
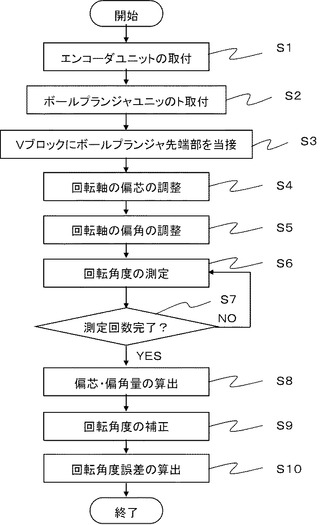
次に、実施の形態1における回転角度測定装置の動作について、図1、図2及び図4の動作手順を参照して説明する。
【0021】
[取付と調整]
まず、エンコーダユニット15をテーブル2に設置し、エンコーダ4の回転軸4Cを、回転装置7の回転軸7Cにおおよそ一致させる(ステップS1)。これは、加工機(図示せず)のX,Y方向移動装置により、テーブル2を相対移動させることにより、容易に調整が可能である。
【0022】
次に、ボールプランジャユニット16を加工機の回転装置7に取り付ける(ステップS2)。この取付は、調整を必要としないので、容易に実施可能である。
【0023】
さらに、ボールプランジャ9の先端部9Tの球面がVブロック6に押し当てられる(ステップS3)。これは、加工機のZ方向移動装置により、回転装置7を移動させることにより、容易に実施可能である。
【0024】
図2に、ボールプランジャ9とVブロック6との当接の状態の詳細を示す。偏芯変位計10は、Vブロック取付台5の側面5Lの位置を検出するものである。また、偏角変位計11は、Vブロック取付台5の上面5Sの位置を検出するものである。
【0025】
回転装置7の回転軸7Cの回転は、ボールプランジャ9の先端部9Tの球面とVブロック6のV溝部6Vとの当接を介してエンコーダ4の回転軸4Cに伝達される。Vブロック6の谷線6Lは、エンコーダ4の回転軸4Cに向いており、また、ボールプランジャ9の先端部9Tは、適切な押力でVブロック6と当接されているので、回転軸7Cの回転において、回転方向の位置は、ボールプランジャ9の先端部9Tの球面がVブロック6のV溝部6Vの2つの斜面との接触により制限されているので、回転装置7の回転軸7Cの回転が正確に伝達される。なお、Vブロック6の谷線6Lは、必ずしも厳密にエンコーダ4の回転軸4Cに向いていなくても、回転装置7の回転軸7Cの回転をエンコーダ4に正確に伝達することができる。
【0026】
なお、エンコーダ4の回転軸4Cと回転装置7の回転軸7Cとが完全に一致していれば、回転軸4Cと回転軸7Cが回転しても、Vブロック6とボールプランジャ9の先端部9Tとの当接位置は相対的な変化がない。しかし、実際には、完全な一致は難しく、僅かに残存している偏芯と偏角に起因する極僅かな移動が発生する。この場合、回転軸7Cの回転中にVブロック6とボールプランジャ9の先端部9Tの球面の当接位置にはズレが生じる。このズレは、球面が斜面を径方向(谷線6Lの方向)に滑って吸収するため、回転方向には誤差は発生しない。しかし、偏芯変位計10とVブロック取付台5の側面5Lとの接触位置と、偏角変位計11とVブロック取付台5の上面5Sとの接触位置の移動によって、接触面の凸凹が、偏芯変位計10、偏角変位計11の測定値に誤差を生じさせる。これは、偏芯変位計10及び偏角変位計11が移動すると想定されるVブロック取付台5の接触面の範囲のみを高精度に平面加工しておけばよく、簡単な対策により回避することが可能である。また、回転伝達の際に、不要な応力も発生しないので、角度誤差を生じさせる変形も発生せず、エンコーダ4等が破損する可能性も低くなる。
【0027】
[回転軸の調整]
回転装置7の回転軸7Cを回転させると、偏芯変位計10の信号から、演算装置14で偏芯量とその方向を算出することができる。その結果に基づいて、偏芯量18がゼロとなるX,Y移動量が算出され、加工機のX,Y移動装置により、テーブル2を移動させて、エンコーダ4の回転軸4Cと回転装置7の回転軸7Cとの偏芯量18ゼロとなるように調整される(ステップS4)。
【0028】
また、回転装置7の回転軸7Cを回転させると、偏角変位計11の信号から、演算装置14で偏角量19とその方向を算出することができる。その結果に基づいて、偏角量19がゼロとなる角度量が算出され、エンコーダ4のX軸方向の角度を調整する調整ネジ3Xと、Y軸方向の角度を調整する調整ネジ3Yとにより、エンコーダ4の回転軸4Cと回転装置7の回転軸7Cとの偏角量19がゼロとなるように調整される(ステップS5)。
なお、このステップS4とステップS5とは同時に演算処理しても良い。
【0029】
以上のように、実施の形態1での、エンコーダ4と回転装置7との偏芯と偏角の調整は、エンコーダユニット15とボールプランジャユニット16を取り付けてから回転軸4Cと回転軸7Cとを一致させる調整が可能である。このことから、回転角度測定装置1の取付作業に高精度は要求されないので、調整作業は簡便である。これに対して、従来法による回転軸調整では、十分に回転軸が一致されるまで調整した後に、エンコーダを回転装置に取り付けている。調整がされていないと回転軸に無理な応力が発生して、測定誤差が大きくなったり、エンコーダを破損したりするからである。このため、従来法では、取付作業に技術と時間を要するものであった。
【0030】
[回転角度の測定]
まず、回転角度測定開始にあたって、回転装置7の回転軸7Cを回転原点(ゼロ度位置)に回転させ、エンコーダ4の値をリセットする。また、偏芯変位計10、偏角変位計11の値もそれぞれリセットする。続いて、回転角度指令装置12により、回転装置7の回転軸7Cが、予め決められた回転角度に回転される。このとき、エンコーダ4による回転角度の測定値(実回転角度)の信号と、回転角度指令装置12から指令された回転角度(検出部13で検出される指令回転角度)の信号と、偏芯測定用の偏芯変位計10で検出された測定値と偏角測定用の偏角変位計11で検出された測定値の信号とが演算装置14に入力(記憶)される(ステップS6)。この測定は、予め決められた回転角度と決められた回数だけ実施される(ステップS7)。全測定が完了したら、次の手順に移る。
【0031】
[測定回転角度の演算処理]
これまで記憶された回転角度指令装置12によって指令された指令回転角度、偏芯測定用の偏芯変位計10によって得られた測定値、偏角測定用の偏角変位計11によって得られた測定値をもとに、回転装置7の回転軸7Cの偏芯量18とその方向、偏角量19とその方向が演算装置により算出される(ステップS8)。
【0032】
ステップS8で算出された値をもとに、エンコーダ4による回転角度の測定値である実回転角度を補正し、補正実回転角度を求める(ステップ9)。
【0033】
さらに、補正実回転角度と指令回転角度をもとに、回転角度の誤差を求める(ステップ10)。以上により、実施の形態1による回転装置の回転角度測定装置による角度測定動作が終了する。この結果、仕様値以上に回転角度誤差があった場合には、必要に応じて、調整、分解修理等を実施すればよい。
【0034】
以上、説明したように、実施の形態1に係る回転装置の回転角度測定装置及び回転角度測定方法によれば、エンコーダと回転装置が直接連結固定されていないため、取付・調整作業がきわめて容易に行うことができるだけでなく、回転装置の回転角度がエンコーダへ精密に伝達され、エンコーダ性能を十分に引き出すことができるので、高い再現性と精度での回転装置の回転角度の測定が可能である。また、回転軸が完全に一致していなくて、応力(変形)の発生を小さく抑えることができ、測定誤差の発生が少ない。さらに、誤操作によるX,Y移動においても回転角度測定装置もしくは加工機を故障させる可能性が低い。
【0035】
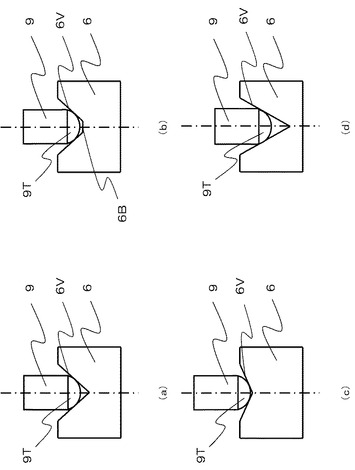
図3に、実施の形態1に使用されるVブロック6の形状例を示す。Vブロック6の形状としては、図3の(a)に示す、一般的なV溝部6Vの2つの斜面の角度が90度のもの、図3の(b)に示す、V溝部6Vの底が平面6Bのもの、図3の(c)に示す、V溝部6Vの2つの斜面の角度が90度以上のもの、図3の(d)に示す、V溝部6Vの2つの斜面の角度が90度以下のものなどがあるが、いずれも使用することができ、ボールプランジャ9の先端部9Tの球面がVブロック6のV溝部6Vの2つの斜面に当接することができればよい。当接しない部分の形状は特に規定されるものではない。
【0036】
なお、Vブロック6のV溝部6Vの斜面とボールプランジャ9の先端部9Tの球面とが当接する両面は、回転軸の完全な一致が困難であることから、僅かではあるが回転より回転以外の相対的な移動が発生する。このため、これらの当接面には、摺動により摩耗が発
生する。この対策としては、例えば、当接面を焼き入れして硬度を高くすればよい。これにより、当接による摩耗量が低減され、長期間にわたり高精度な回転角度測定が可能となる。
【0037】
また、Vブロック6を、谷線6Lの方向へ精密直線移動可能な直動ガイドを介して、エンコーダ取付台3に固定しても良い。この場合当然、直動方向は回転軸4Cへ向かう径方向である。このような構成とすれば、回転軸の完全な一致が困難であることに起因して生じる僅かな相対変位は、Vブロック6とボールプランジャ9の先端部9Tの球面とが、谷線6L方向へ摺動移動するのではなく、直動ガイドの精密移動になる。つまり、当接面は相対的に動かないので、摺動が無くなり、摩耗量が低減され、長期間にわたり高精度な回転角度測定が可能となる。
【0038】
このように、実施の形態1における回転装置の回転角度測定装置では、エンコーダに取り付けられたVブロックと回転装置に取り付けられたボールプランジャの先端部とを当接させ、回転装置の回転角度をエンコーダに伝達させて、回転装置の回転角度誤差を算出することにより、回転角度測定装置の取付・調整作業がきわめて容易にできるだけでなく、回転装置とエンコーダとが直接連結、固定されていないので、回転軸が完全に一致していなくても、応力(変形)の発生を小さく抑えることができ、測定誤差の発生が少なく、高い再現性と精度で回転装置の回転角度を測定可能であるという顕著な効果がある。
【0039】
なお、実施の形態1では、エンコーダユニット15にVブロック6を取り付け、回転装置7にボールプランジャ9を取り付ける場合について説明したが、逆に、エンコーダユニット15にボールプランジャ9を取り付け、回転装置7にVブロック6を取り付けるようにしても、実施の形態1と同様の効果が期待できる。加工機の状況に応じて、取り付け位置を選択すればよく、加工機に適した構成を採ればよい。
【0040】
また、実施の形態1では、偏芯変位計10及び偏角変位計11をボールプランジャユニット16に取り付ける場合について説明したが、偏芯変位計10及び偏角変位計11をエンコーダユニット15に取り付けても、実施の形態1と同様の効果が期待できる。この場合には、信号線の配線をエンコーダユニット15に集中させることができるため、配線の作業性が改善される。
【0041】
また、偏芯変位計10と偏角変位計11とを、それぞれ別にエンコーダユニット15とボールプランジャユニット16に分けて取り付けてもよい。適用する加工機の回転装置に適した配置構成を採ればよい。
【0042】
また、偏芯変位計10を複数個、または、偏角変位計11を複数個使用して、偏芯および偏角の測定精度を高め、実回転角度の補正をより正確に行うことも可能である。要求精度に合わせて、変位計の個数を選択すればよい。
【0043】
また、本発明の回転装置においては、単に加工機の回転装置による移動位置決め精度を評価する回転角度測定装置及び回転角度測定方法として説明したが、具体的には、加工機としては、切削加工工具、レーザ加工ヘッド、測定ヘッド、組立マニピュレータなどを移動させる加工機やロボットなどの位置決め装置で、回転装置による位置決めをするものであれば、いずれの装置においても適用可能である。
【0044】
また、図において、同一符号は、同一または相当部分を示す。
【符号の説明】
【0045】
1 回転角度測定装置
4 エンコーダ
4C エンコーダの回転軸
5 Vブロック取付台
6 Vブロック
6L Vブロックの谷線
7 回転装置
7C 回転装置の回転軸
8 プランジャ取付台
9 ボールプランジャ
10 偏芯変位計
11 偏角変位計
13 検出部
14 演算装置
15 エンコーダユニット
16 ボールプランジャユニット
17 演算処理ユニット
【技術分野】
【0001】
本発明は、切削加工工具、レーザ加工ヘッド、測定ヘッド、組立マニピュレータなどを移動させる加工機やロボットなどの位置決めに用いる回転装置において、その回転移動軸の位置決め精度を評価する回転装置の回転角度測定装置及び回転角度測定方法に関するものである。
【背景技術】
【0002】
切削複合加工機や、レーザ加工機、測定・組立ロボットなどでは、被加工物等をテーブルや盤面に固定し、各軸の移動および回転により、切削、溶断、溶接、測定、組立などの作業が行われる。このような加工機などにおける位置決め装置では、各軸の移動精度は、仕様値が決められており、この仕様値を満たすよう出荷時に検査がなされる。また、この仕様値は使用期間中において保たれる必要がある。しかし、長期の使用による軸の消耗や破損等の異常、取り付け時や交換時の取り付け不良、または重量や抵抗負荷による変形等の様々な要因により移動精度に問題が発生する場合があり、この問題を検査、修正するために、各軸は、定期的または適宜、精度測定が実施される。
【0003】
従来、回転装置の回転移動軸の回転角度を測定する方法としては、エンコーダと、エンコーダの摺動抵抗の大きさに対応する外径と長さとを有する取付シャフトと、回転角度誤差(精度)を算出する演算部とを備えた角度割り出し精度測定装置(回転角度測定装置)が知られている(例えば、特許文献1参照。)。
【0004】
特許文献1に記載されている角度割り出し精度測定装置においては、まず、エンコーダの回転する中心部に取付シャフトを嵌合させ、次に、取付シャフトの他端を回転装置の回転軸に同軸把持する。これにより、エンコーダの回転中心と、回転装置の回転中心とを一致させることができる。最後に、エンコーダの外周部を加工機に固定する。この測定の際に、エンコーダの回転摺動抵抗により発生する取付シャフトの変形が規定値以上とならないように、その外径と長さを調整することにより、その強度が保たれている。これにより、回転装置において実際に回転した回転角度が、エンコーダへ精密に伝達され、高い再現性と精度で測定することが可能となる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−281468号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1の角度割り出し精度測定装置においては、取付シャフトの中心軸をエンコーダの回転軸に一致させて取り付け(偏芯及び偏角のない状態)、さらに、取付シャフトの他端を、加工機の回転装置の回転軸に一致させて取り付ける必要があり、この取付調整作業には、多大の時間が必要とされるという問題点があった。また、高い測定精度が求められる場合には、高度な技術が要求されるという問題点があった。
【0007】
また、実際には2つの回転軸の完全に一致させることは困難であり、偏芯・偏角ともにゼロにすることは難しい。この状態で回転移動させると、エンコーダの軸受け等に回転に同期した応力(変形)が作用し、測定誤差が発生する。場合によっては、軸受け等が破損するという問題点もあった。
【0008】
本発明は、上記のような問題を解決しようとするものであり、加工機の回転装置の回転角度を容易に精度よく測定することができるとともに、測定時間の短縮と作業コストの削減を可能にする回転装置の回転角度測定装置及び回転角度測定方法を提供することを目的としている。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明の回転装置の回転角度測定装置は、回転装置を有する加工機の前記回転装置に指令された回転角度を検出する検出部と、前記回転装置の回転角度を測定するエンコーダと、前記回転装置及び前記エンコーダの回転軸のいずれか一方の回転軸に取り付けられたボールプランジヤと、他方の回転軸に取り付けられ、前記ボールプランジャの先端部が当接されるVブロックと、前記指令された回転角度と前記エンコーダにより測定された回転角度とにより、前記回転装置の回転角度の精度を算出する演算装置と、を備えたことを特徴とするものである。
【0010】
また、本発明の回転装置の回転角度測定方法は、回転装置を有する加工機の回転角度指令装置により前記回転装置に回転角度が指令され、エンコーダにより前記回転装置の回転角度を測定する際に、前記回転装置及び前記エンコーダの回転軸のいずれか一方の回転軸に取り付けられたボールプランジヤに、他方の回転軸に取り付けられたVブロックが当接されて、前記指令された回転角度と前記エンコーダにより測定された回転角度とにより前記回転装置の回転角度の精度を算出することを特徴とするものである。
【発明の効果】
【0011】
本発明に係る回転装置の回転角度測定装置及び回転角度測定方法によれば、回転装置と回転角度測定装置とを固定する必要がなく、このため、高度の調整技術を必要とせず、高い精度で回転角度を測定することができる。また、軸受を破損することなく測定が可能で、測定作業時間を短縮することができる効果がある。
【図面の簡単な説明】
【0012】
【図1】実施の形態1における回転装置の回転角度測定装置の構成を模式的に示す斜視図である。
【図2】実施の形態1における回転装置の回転角度測定装置のVブロックとボールプランジャの先端部の拡大斜視図である。
【図3】2つの回転軸の偏芯と偏角の関係を示す図である。
【図4】実施の形態1における回転装置の回転角度測定方法の手順を示す図である。
【図5】実施の形態1における回転装置の回転角度測定装置のVブロックの形状を示す断面図である。
【発明を実施するための形態】
【0013】
以下、本発明の実施の形態に係る回転装置の回転角度測定装置について図1〜図5に基づいて説明する。
【0014】
実施の形態1.
図1は、実施の形態1における回転装置の回転角度測定装置の構成を模式的に示す斜視図である。図2は、回転装置の回転角度測定装置のVブロックとボールプランジャの先端部の拡大斜視図である。
【0015】
図1及び図2において、回転角度測定装置1は、加工機のテーブル2の上に設けられたエンコーダ取付台3と、このエンコーダ取付台3に載置されたエンコーダ4と、エンコーダ4のX軸方向の角度を調整する調整ネジ3X、エンコーダ4のY軸方向の角度を調整する調整ネジ3Y、角度調整用の支点3Hと、エンコーダ4の回転軸4Cに取り付けられた
Vブロック取付台5と、Vブロック取付台5上に載置されたVブロック6と、回転装置7の回転軸7Cに取り付けられたプランジャ取付台8と、プランジャ取付台8に設置されたボールプランジャ9と、偏芯変位計10及び偏角変位計11と、回転角度指令装置12(加工機の制御装置)から回転装置7に指令された回転角度を検出する検出部13と、エンコーダ4、偏芯変位計10、偏角変位計11及び検出部13からの出力信号を処理する演算装置14とで構成されている。
【0016】
また、エンコーダ4は、調整ネジ3Xと調整ネジ3Yとにより、X軸とY軸方向の角度をそれぞれ移動調整される。ボールプランジャ9は、回転装置7の回転軸7Cと平行に移動可能で、ボールプランジャ9の先端球面部9Tは、Vブロック6のV溝部6VにZ軸方向に一定の圧力にて当接され、偏芯変位計10は、Vブロック取付台5の偏芯測定面5Lで、偏角変位計11は、Vブロック取付台5の偏角測定面5Sで、それぞれ接触している。ここで、Vブロック6の谷線6Lは、その延長線上で、エンコーダ4の回転軸4Cと交差するように設定されている。ボールプランジャ9が押圧され、Vブロック6のV溝部6Vに当接された状態で、回転装置7の回転軸7Cが回転すると、回転装置7の回転運動がエンコーダ4に伝達され、エンコーダ4の回転軸4Cが回転される。
【0017】
ここで、エンコーダ取付台3と、エンコーダ4と、Vブロック取付台5及びVブロック6とその付属部品とで構成される部分をエンコーダユニット15と称する。また、プランジャ取付台8と、ボールプランジャ9、偏芯変位計10及び偏角変位計11とその付属部品とで構成される部分をボールプランジャユニット16と称する。また、検出部13及び演算装置14とで構成される部分を演算処理ユニット17と称する。
【0018】
実際の測定は、まず、回転角度指令装置12から回転装置7に回転角度が指令されるとともに検出部13を介して、演算装置14に入力される。また、エンコーダ4が測定した実回転角度の信号が入力され、この基本となる2信号(実回転角度と指令回転角度)をもとに、演算装置14は回転装置7の回転角度の誤差を算出する。さらに、演算装置14は偏芯変位計10から入力される偏芯量の信号と、偏角変位計11から入力される偏角量の信号を参照して、偏芯と偏角による誤差分が算出され、実回転角度が補正される。これにより、加工機の位置決めに用いる回転装置において、その回転移動軸の位置決め精度を評価することができる。
【0019】
図3に、回転装置7の回転軸7Cとエンコーダ4の回転軸4Cとの偏芯と偏角の関係を示す。偏芯とは、これら2つの回転軸の平行移動的ズレを云い、図3(a)にその偏芯量18を、また、偏角とは、これら2つの回転軸の角度ズレを云い、図3(b)にその偏角量19を示す。回転装置7の回転角度の測定は、図3(c)に示す偏芯、偏角のない状態で実施することが望ましい。
【0020】
次に、実施の形態1における回転角度測定装置の動作について、図1、図2及び図4の動作手順を参照して説明する。
【0021】
[取付と調整]
まず、エンコーダユニット15をテーブル2に設置し、エンコーダ4の回転軸4Cを、回転装置7の回転軸7Cにおおよそ一致させる(ステップS1)。これは、加工機(図示せず)のX,Y方向移動装置により、テーブル2を相対移動させることにより、容易に調整が可能である。
【0022】
次に、ボールプランジャユニット16を加工機の回転装置7に取り付ける(ステップS2)。この取付は、調整を必要としないので、容易に実施可能である。
【0023】
さらに、ボールプランジャ9の先端部9Tの球面がVブロック6に押し当てられる(ステップS3)。これは、加工機のZ方向移動装置により、回転装置7を移動させることにより、容易に実施可能である。
【0024】
図2に、ボールプランジャ9とVブロック6との当接の状態の詳細を示す。偏芯変位計10は、Vブロック取付台5の側面5Lの位置を検出するものである。また、偏角変位計11は、Vブロック取付台5の上面5Sの位置を検出するものである。
【0025】
回転装置7の回転軸7Cの回転は、ボールプランジャ9の先端部9Tの球面とVブロック6のV溝部6Vとの当接を介してエンコーダ4の回転軸4Cに伝達される。Vブロック6の谷線6Lは、エンコーダ4の回転軸4Cに向いており、また、ボールプランジャ9の先端部9Tは、適切な押力でVブロック6と当接されているので、回転軸7Cの回転において、回転方向の位置は、ボールプランジャ9の先端部9Tの球面がVブロック6のV溝部6Vの2つの斜面との接触により制限されているので、回転装置7の回転軸7Cの回転が正確に伝達される。なお、Vブロック6の谷線6Lは、必ずしも厳密にエンコーダ4の回転軸4Cに向いていなくても、回転装置7の回転軸7Cの回転をエンコーダ4に正確に伝達することができる。
【0026】
なお、エンコーダ4の回転軸4Cと回転装置7の回転軸7Cとが完全に一致していれば、回転軸4Cと回転軸7Cが回転しても、Vブロック6とボールプランジャ9の先端部9Tとの当接位置は相対的な変化がない。しかし、実際には、完全な一致は難しく、僅かに残存している偏芯と偏角に起因する極僅かな移動が発生する。この場合、回転軸7Cの回転中にVブロック6とボールプランジャ9の先端部9Tの球面の当接位置にはズレが生じる。このズレは、球面が斜面を径方向(谷線6Lの方向)に滑って吸収するため、回転方向には誤差は発生しない。しかし、偏芯変位計10とVブロック取付台5の側面5Lとの接触位置と、偏角変位計11とVブロック取付台5の上面5Sとの接触位置の移動によって、接触面の凸凹が、偏芯変位計10、偏角変位計11の測定値に誤差を生じさせる。これは、偏芯変位計10及び偏角変位計11が移動すると想定されるVブロック取付台5の接触面の範囲のみを高精度に平面加工しておけばよく、簡単な対策により回避することが可能である。また、回転伝達の際に、不要な応力も発生しないので、角度誤差を生じさせる変形も発生せず、エンコーダ4等が破損する可能性も低くなる。
【0027】
[回転軸の調整]
回転装置7の回転軸7Cを回転させると、偏芯変位計10の信号から、演算装置14で偏芯量とその方向を算出することができる。その結果に基づいて、偏芯量18がゼロとなるX,Y移動量が算出され、加工機のX,Y移動装置により、テーブル2を移動させて、エンコーダ4の回転軸4Cと回転装置7の回転軸7Cとの偏芯量18ゼロとなるように調整される(ステップS4)。
【0028】
また、回転装置7の回転軸7Cを回転させると、偏角変位計11の信号から、演算装置14で偏角量19とその方向を算出することができる。その結果に基づいて、偏角量19がゼロとなる角度量が算出され、エンコーダ4のX軸方向の角度を調整する調整ネジ3Xと、Y軸方向の角度を調整する調整ネジ3Yとにより、エンコーダ4の回転軸4Cと回転装置7の回転軸7Cとの偏角量19がゼロとなるように調整される(ステップS5)。
なお、このステップS4とステップS5とは同時に演算処理しても良い。
【0029】
以上のように、実施の形態1での、エンコーダ4と回転装置7との偏芯と偏角の調整は、エンコーダユニット15とボールプランジャユニット16を取り付けてから回転軸4Cと回転軸7Cとを一致させる調整が可能である。このことから、回転角度測定装置1の取付作業に高精度は要求されないので、調整作業は簡便である。これに対して、従来法による回転軸調整では、十分に回転軸が一致されるまで調整した後に、エンコーダを回転装置に取り付けている。調整がされていないと回転軸に無理な応力が発生して、測定誤差が大きくなったり、エンコーダを破損したりするからである。このため、従来法では、取付作業に技術と時間を要するものであった。
【0030】
[回転角度の測定]
まず、回転角度測定開始にあたって、回転装置7の回転軸7Cを回転原点(ゼロ度位置)に回転させ、エンコーダ4の値をリセットする。また、偏芯変位計10、偏角変位計11の値もそれぞれリセットする。続いて、回転角度指令装置12により、回転装置7の回転軸7Cが、予め決められた回転角度に回転される。このとき、エンコーダ4による回転角度の測定値(実回転角度)の信号と、回転角度指令装置12から指令された回転角度(検出部13で検出される指令回転角度)の信号と、偏芯測定用の偏芯変位計10で検出された測定値と偏角測定用の偏角変位計11で検出された測定値の信号とが演算装置14に入力(記憶)される(ステップS6)。この測定は、予め決められた回転角度と決められた回数だけ実施される(ステップS7)。全測定が完了したら、次の手順に移る。
【0031】
[測定回転角度の演算処理]
これまで記憶された回転角度指令装置12によって指令された指令回転角度、偏芯測定用の偏芯変位計10によって得られた測定値、偏角測定用の偏角変位計11によって得られた測定値をもとに、回転装置7の回転軸7Cの偏芯量18とその方向、偏角量19とその方向が演算装置により算出される(ステップS8)。
【0032】
ステップS8で算出された値をもとに、エンコーダ4による回転角度の測定値である実回転角度を補正し、補正実回転角度を求める(ステップ9)。
【0033】
さらに、補正実回転角度と指令回転角度をもとに、回転角度の誤差を求める(ステップ10)。以上により、実施の形態1による回転装置の回転角度測定装置による角度測定動作が終了する。この結果、仕様値以上に回転角度誤差があった場合には、必要に応じて、調整、分解修理等を実施すればよい。
【0034】
以上、説明したように、実施の形態1に係る回転装置の回転角度測定装置及び回転角度測定方法によれば、エンコーダと回転装置が直接連結固定されていないため、取付・調整作業がきわめて容易に行うことができるだけでなく、回転装置の回転角度がエンコーダへ精密に伝達され、エンコーダ性能を十分に引き出すことができるので、高い再現性と精度での回転装置の回転角度の測定が可能である。また、回転軸が完全に一致していなくて、応力(変形)の発生を小さく抑えることができ、測定誤差の発生が少ない。さらに、誤操作によるX,Y移動においても回転角度測定装置もしくは加工機を故障させる可能性が低い。
【0035】
図3に、実施の形態1に使用されるVブロック6の形状例を示す。Vブロック6の形状としては、図3の(a)に示す、一般的なV溝部6Vの2つの斜面の角度が90度のもの、図3の(b)に示す、V溝部6Vの底が平面6Bのもの、図3の(c)に示す、V溝部6Vの2つの斜面の角度が90度以上のもの、図3の(d)に示す、V溝部6Vの2つの斜面の角度が90度以下のものなどがあるが、いずれも使用することができ、ボールプランジャ9の先端部9Tの球面がVブロック6のV溝部6Vの2つの斜面に当接することができればよい。当接しない部分の形状は特に規定されるものではない。
【0036】
なお、Vブロック6のV溝部6Vの斜面とボールプランジャ9の先端部9Tの球面とが当接する両面は、回転軸の完全な一致が困難であることから、僅かではあるが回転より回転以外の相対的な移動が発生する。このため、これらの当接面には、摺動により摩耗が発
生する。この対策としては、例えば、当接面を焼き入れして硬度を高くすればよい。これにより、当接による摩耗量が低減され、長期間にわたり高精度な回転角度測定が可能となる。
【0037】
また、Vブロック6を、谷線6Lの方向へ精密直線移動可能な直動ガイドを介して、エンコーダ取付台3に固定しても良い。この場合当然、直動方向は回転軸4Cへ向かう径方向である。このような構成とすれば、回転軸の完全な一致が困難であることに起因して生じる僅かな相対変位は、Vブロック6とボールプランジャ9の先端部9Tの球面とが、谷線6L方向へ摺動移動するのではなく、直動ガイドの精密移動になる。つまり、当接面は相対的に動かないので、摺動が無くなり、摩耗量が低減され、長期間にわたり高精度な回転角度測定が可能となる。
【0038】
このように、実施の形態1における回転装置の回転角度測定装置では、エンコーダに取り付けられたVブロックと回転装置に取り付けられたボールプランジャの先端部とを当接させ、回転装置の回転角度をエンコーダに伝達させて、回転装置の回転角度誤差を算出することにより、回転角度測定装置の取付・調整作業がきわめて容易にできるだけでなく、回転装置とエンコーダとが直接連結、固定されていないので、回転軸が完全に一致していなくても、応力(変形)の発生を小さく抑えることができ、測定誤差の発生が少なく、高い再現性と精度で回転装置の回転角度を測定可能であるという顕著な効果がある。
【0039】
なお、実施の形態1では、エンコーダユニット15にVブロック6を取り付け、回転装置7にボールプランジャ9を取り付ける場合について説明したが、逆に、エンコーダユニット15にボールプランジャ9を取り付け、回転装置7にVブロック6を取り付けるようにしても、実施の形態1と同様の効果が期待できる。加工機の状況に応じて、取り付け位置を選択すればよく、加工機に適した構成を採ればよい。
【0040】
また、実施の形態1では、偏芯変位計10及び偏角変位計11をボールプランジャユニット16に取り付ける場合について説明したが、偏芯変位計10及び偏角変位計11をエンコーダユニット15に取り付けても、実施の形態1と同様の効果が期待できる。この場合には、信号線の配線をエンコーダユニット15に集中させることができるため、配線の作業性が改善される。
【0041】
また、偏芯変位計10と偏角変位計11とを、それぞれ別にエンコーダユニット15とボールプランジャユニット16に分けて取り付けてもよい。適用する加工機の回転装置に適した配置構成を採ればよい。
【0042】
また、偏芯変位計10を複数個、または、偏角変位計11を複数個使用して、偏芯および偏角の測定精度を高め、実回転角度の補正をより正確に行うことも可能である。要求精度に合わせて、変位計の個数を選択すればよい。
【0043】
また、本発明の回転装置においては、単に加工機の回転装置による移動位置決め精度を評価する回転角度測定装置及び回転角度測定方法として説明したが、具体的には、加工機としては、切削加工工具、レーザ加工ヘッド、測定ヘッド、組立マニピュレータなどを移動させる加工機やロボットなどの位置決め装置で、回転装置による位置決めをするものであれば、いずれの装置においても適用可能である。
【0044】
また、図において、同一符号は、同一または相当部分を示す。
【符号の説明】
【0045】
1 回転角度測定装置
4 エンコーダ
4C エンコーダの回転軸
5 Vブロック取付台
6 Vブロック
6L Vブロックの谷線
7 回転装置
7C 回転装置の回転軸
8 プランジャ取付台
9 ボールプランジャ
10 偏芯変位計
11 偏角変位計
13 検出部
14 演算装置
15 エンコーダユニット
16 ボールプランジャユニット
17 演算処理ユニット
【特許請求の範囲】
【請求項1】
回転装置を有する加工機の前記回転装置に指令された回転角度を検出する検出部と、
前記回転装置の回転角度を測定するエンコーダと、
前記回転装置及び前記エンコーダの回転軸のいずれか一方の回転軸に取り付けられたボールプランジヤと、
他方の回転軸に取り付けられ、前記ボールプランジャの先端部が当接されるVブロックと、
前記指令された回転角度と前記エンコーダにより測定された回転角度とにより、前記回転装置の回転角度の精度を算出する演算装置と、を備えたことを特徴とする回転装置の回転角度測定装置。
【請求項2】
前記ボールプランジャの中心軸は、前記回転装置の回転軸もしくは前記エンコーダの回転軸から離れた位置にあることを特徴とする請求項1に記載の回転装置の回転角度測定装置。
【請求項3】
前記Vブロックの谷線が、前記エンコーダの回転軸と交差するように配置されていることを特徴とする請求項1または請求項2に記載の回転装置の回転角度測定装置。
【請求項4】
前記ボールプランジャが、その中心軸と前記回転装置の回転軸とが平行を保って移動可能であることを特徴とする請求項1から請求項3のいずれかに記載の回転装置の回転角度測定装置。
【請求項5】
前記ボールプランジャは取付台に取り付けられ、その取付台には、前記エンコーダの回転軸に対する前記回転装置の回転軸の偏芯量を検出する偏芯変位計及び前記エンコーダの回転軸に対する前記回転装置の回転軸の偏角量を検出する偏角変位計の両方もしくは一方が取り付けられ、検出された前記偏芯量及び前記偏角量の両方もしくは一方を参照して、前記回転装置の回転角度の精度を算出することを特徴とする請求項1から請求項4のいずれかに記載の回転装置の回転角度測定装置。
【請求項6】
請求項1から請求項5のいずれかにより算出された前記回転装置の回転角度の精度の測定結果から、前記回転装置の回転角度を補正することを特徴とする回転装置の回転角度測定装置。
【請求項7】
回転装置を有する加工機の制御装置により前記回転装置に回転角度が指令され、エンコーダにより前記回転装置の回転角度を測定する際に、前記回転装置及び前記エンコーダの回転軸のいずれか一方の回転軸に取り付けられたボールプランジヤに、他方の回転軸に取り付けられたVブロックが当接されて、前記指令された回転角度と前記エンコーダにより測定された回転角度とにより前記回転装置の回転角度の精度を算出することを特徴とする回転装置の回転角度測定方法。
【請求項8】
前記ボールプランジャには、前記エンコーダの回転軸に対する前記回転装置の回転軸の偏芯量を検出する偏芯変位計及び前記エンコーダの回転軸に対する前記回転装置の回転軸の偏角量を検出する偏角変位計の両方もしくは一方が取り付けられ、検出された前記偏芯量及び前記偏角量の両方もしくは一方を参照して、前記回転装置の回転角度の精度を算出し、回転角度を補正することを特徴とする請求項7に記載の回転装置の回転角度測定方法。
【請求項1】
回転装置を有する加工機の前記回転装置に指令された回転角度を検出する検出部と、
前記回転装置の回転角度を測定するエンコーダと、
前記回転装置及び前記エンコーダの回転軸のいずれか一方の回転軸に取り付けられたボールプランジヤと、
他方の回転軸に取り付けられ、前記ボールプランジャの先端部が当接されるVブロックと、
前記指令された回転角度と前記エンコーダにより測定された回転角度とにより、前記回転装置の回転角度の精度を算出する演算装置と、を備えたことを特徴とする回転装置の回転角度測定装置。
【請求項2】
前記ボールプランジャの中心軸は、前記回転装置の回転軸もしくは前記エンコーダの回転軸から離れた位置にあることを特徴とする請求項1に記載の回転装置の回転角度測定装置。
【請求項3】
前記Vブロックの谷線が、前記エンコーダの回転軸と交差するように配置されていることを特徴とする請求項1または請求項2に記載の回転装置の回転角度測定装置。
【請求項4】
前記ボールプランジャが、その中心軸と前記回転装置の回転軸とが平行を保って移動可能であることを特徴とする請求項1から請求項3のいずれかに記載の回転装置の回転角度測定装置。
【請求項5】
前記ボールプランジャは取付台に取り付けられ、その取付台には、前記エンコーダの回転軸に対する前記回転装置の回転軸の偏芯量を検出する偏芯変位計及び前記エンコーダの回転軸に対する前記回転装置の回転軸の偏角量を検出する偏角変位計の両方もしくは一方が取り付けられ、検出された前記偏芯量及び前記偏角量の両方もしくは一方を参照して、前記回転装置の回転角度の精度を算出することを特徴とする請求項1から請求項4のいずれかに記載の回転装置の回転角度測定装置。
【請求項6】
請求項1から請求項5のいずれかにより算出された前記回転装置の回転角度の精度の測定結果から、前記回転装置の回転角度を補正することを特徴とする回転装置の回転角度測定装置。
【請求項7】
回転装置を有する加工機の制御装置により前記回転装置に回転角度が指令され、エンコーダにより前記回転装置の回転角度を測定する際に、前記回転装置及び前記エンコーダの回転軸のいずれか一方の回転軸に取り付けられたボールプランジヤに、他方の回転軸に取り付けられたVブロックが当接されて、前記指令された回転角度と前記エンコーダにより測定された回転角度とにより前記回転装置の回転角度の精度を算出することを特徴とする回転装置の回転角度測定方法。
【請求項8】
前記ボールプランジャには、前記エンコーダの回転軸に対する前記回転装置の回転軸の偏芯量を検出する偏芯変位計及び前記エンコーダの回転軸に対する前記回転装置の回転軸の偏角量を検出する偏角変位計の両方もしくは一方が取り付けられ、検出された前記偏芯量及び前記偏角量の両方もしくは一方を参照して、前記回転装置の回転角度の精度を算出し、回転角度を補正することを特徴とする請求項7に記載の回転装置の回転角度測定方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−203064(P2011−203064A)
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願番号】特願2010−69841(P2010−69841)
【出願日】平成22年3月25日(2010.3.25)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願日】平成22年3月25日(2010.3.25)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
[ Back to top ]