
回転視差による材料内部変形の3次元可視化方法及び装置
【課題】 3次元的に塑性変形する複雑形状部品の加工において、加工性の検討や成形品の欠陥の原因を解明するため成形品内部変形の様子を可視化する方法及び装置を提供する。
【解決手段】 標点を埋め込んだ金属材料の変形特性と類似したモデル材料を用いて、前記モデル材料をモデル型に装填し、所定の加工量だけ工具で加圧すると同時に、単一焦点から放射線を照射することにより前記標点を放射線用TVカメラで撮像する。次に、視差を形成するために前記モデル型を放射線用TVカメラの撮像面の縦方向を軸方向とし、モデル型中心軸を軸中心として回転させ、その位置で単一焦点から放射線を照射することにより前記標点を放射線用TVカメラで撮像する。これらの操作を加圧終了まで繰り返した後、撮像画像から標点の2次元座標を演算し、これらの視差を形成する2次元座標から3次元座標を演算し、標点の3次元データとモデル型の形状データとを重ねて表示する。
【解決手段】 標点を埋め込んだ金属材料の変形特性と類似したモデル材料を用いて、前記モデル材料をモデル型に装填し、所定の加工量だけ工具で加圧すると同時に、単一焦点から放射線を照射することにより前記標点を放射線用TVカメラで撮像する。次に、視差を形成するために前記モデル型を放射線用TVカメラの撮像面の縦方向を軸方向とし、モデル型中心軸を軸中心として回転させ、その位置で単一焦点から放射線を照射することにより前記標点を放射線用TVカメラで撮像する。これらの操作を加圧終了まで繰り返した後、撮像画像から標点の2次元座標を演算し、これらの視差を形成する2次元座標から3次元座標を演算し、標点の3次元データとモデル型の形状データとを重ねて表示する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鍛造加工、押出し加工等の塑性加工において、3次元的に変形する金属材料の加工現象をモデル材料及びモデル型を用いて可視化する方法及び装置に関するものである。
【背景技術】
【0002】
従来、3次元的に塑性変形する金属材料内部変形の可視化は、次のように行っていた。
【0003】
(1)実試作による可視化
金型を実際に製作して、実試作時に複数個の素材を用意し、加工開始から加工終了までの加工を数段階に分け、加工段階ごとの試作品を得ることで表面の加工状態を可視化していた。また、内部変形については、加工段階ごとに試作品をカットし、組織観察することで可視化していた。しかし、この方法では、加工品表面状態は把握できるが、もし欠陥があった場合、どの加工段階で何が原因で発生したか分からなかった。また、内部変形については、組織観察するのに膨大な手間とコストを要し、加工現象を連続的に把握するには現実的ではなかった。さらに、結果の良否判断を熟練技術者の過去の経験や勘に頼ることが多く、どこを改良すべきか客観的に判断するための数値的なデータが得られなかった。
【0004】
(2)計算機シミュレーションによる可視化
有限要素法を用いた数値計算力学による計算機シミュレーション技術を用いて、被加工材料の変形過程を解析して可視化する方法がある。この方法では、解析を行う際に、複雑な各種境界条件や入力条件等が必要となる。また、全く新規の加工に関しては仮定を設ける必要があるため、実現象と大きく異なる結果が得られる場合もあり、信頼性に欠けており、目安程度にしか利用されていない。さらに、3次元的に変形する複雑形状部品の場合、解析時間に数日から1週間程度を要し、得られた結果の妥当性を検証する術もない。
【0005】
(3)モデル材料を用いた実験的シミュレーションによる可視化
金属材料と類似の変形特性を示す油粘土等のモデル材料と樹脂製のモデル型を用いた模擬実験によって、被加工材料の加工現象を可視化する方法がある。(例えば、特許文献1、非特許文献1参照)特許文献1は、平面ひずみおよび軸対称部品を対象としており、3次元的な変形を伴う複雑形状部品の材料内部の変形現象の可視化はできない。また、非特許文献1は、定常変形を対象としており、塑性加工時に定常変形となったところで加工を止め、加工品を取り出し、薄層状にカットすることで、内部変形を同定しているため、多大な時間とコストを要するという欠点があった。
【0006】
【特許文献1】特許第3345662号
【非特許文献1】吉田、伊藤著 「Visioplasticityによるひずみ(速度)および応力の解析」日本塑性加工学会誌 第33巻 第379号(1992−1)P34−39
【発明の開示】
【発明が解決しようとする課題】
【0007】
3次元的に塑性変形する複雑形状部品の塑性加工において、加工プロセスあるいは金型設計が適切ではない場合、金属材料が金型に充満しない欠肉や材料流動の不安定に起因する加工品表面の巻き込み等欠陥が発生する。これら欠陥の原因を解明するため成形品内部変形の様子を可視化する必要があるが、従来技術では難しいという問題点がある。
【0008】
本発明は、以上の従来技術における問題点に鑑みてなされたものであり、3次元的に塑性変形する複雑形状部品の内部変形の様子を可視化する方法及び装置を提供することを目的とするものである。
【課題を解決するための手段】
【0009】
本発明の回転視差による材料内部変形の3次元可視化方法は、金属材料の変形特性と類似したモデル材料と円筒形のモデル型を用いて、前記モデル材料内部に標点を埋め込む工程と、前記モデル材料を前記モデル型に装填する工程と、前記モデル型を円柱形のモデル型設置台にそれぞれの中心軸を合わせて設置する工程と、単一焦点から放射線を照射することにより標点を放射線用TVカメラで撮像する工程と、前記モデル型設置台を放射線用TVカメラの撮像面の縦方向を軸方向としモデル型中心軸を軸中心として視差を形成する角度だけ回転させる工程と、前記回転させた位置にて単一焦点から放射線を照射することにより標点を放射線用TVカメラで撮像する工程と、前記モデル型設置台を前記回転する前の位置まで逆回転させる工程と、加工開始から加工終了までを所定の逐次加工段階に分け、1回分の逐次加工段階の加工量だけ工具で前記モデル材料を逐次塑性加工する工程と、前記撮像する工程及び前記回転する工程及び前記撮像する工程及び前記逆回転する工程及び前記逐次塑性加工する工程の各工程をこの順番に加工終了まで繰り返す工程と、各逐次塑性加工段階における録画映像から標点の2次元座標を演算する工程と、各逐次塑性加工段階における視差を形成する標点の2次元座標から3次元座標を演算する工程と、前記3次元座標を持つ標点データとモデル型の形状データとを重ね合わせて表示する工程とからなることとした。
【0010】
また、前記撮像及び前記回転及び前記逐次塑性加工の手順について、撮像する工程及び回転する工程及び撮像する工程及び逐次塑性加工する工程及び撮像する工程及び逆回転する工程及び撮像する工程及び逐次塑性加工する工程をこの順番に加工終了まで繰り返す工程とすることで、撮像時間を短縮することができる。
【0011】
本発明の回転視差による材料内部変形の3次元可視化方法は、放射線の波長が1pmから10nmであることとした。これにより、モデル材料内部の非破壊検査が可能となる。
【0012】
本発明の回転視差による材料内部変形の3次元可視化方法は、モデル材料及びモデル型が実際の金型及び被加工材料の形状と実質的に同一または相似の形状を有してなることとした。これにより、モデル型とモデル材料のシミュレーション実験にて得られる標点の動きは、実際の金型と被加工材料として金属材料を用いた塑性加工における材料内部の変形と類似となる。
【0013】
本発明の回転視差による材料内部変形の3次元可視化方法は、標点がモデル材料及びモデル型より密度が高い物質とし、標点とモデル材料及び標点とモデル型との密度差が12グラム毎立方センチメートル以上であることとした。これにより、コントラストの良い標点の放射線透過映像を得ることができる。
【0014】
本発明の回転視差による材料内部変形の3次元可視化装置は、金属材料の変形特性と類似したモデル材料と、前記モデル材料に埋め込む標点と、前記モデル材料を塑性加工するための円筒形のモデル型及び円柱形の工具と、前記モデル材料を塑性加工する加圧装置と、前記加圧装置と一体となったモデル型設置台と、前記モデル型設置台が移動するためのモデル型設置台用レールと、塑性加工に伴う標点の動きを放射線により撮像するための単一焦点の放射線発生器と、前記放射線発生器を設置するための放射線発生器設置台と、標点の放射線透過像を光学像に変換するイメージインテンシファイアと、前記イメージインテンシファイアにより得られた光学像を所定の大きさの光学映像に変換する光学系と、前記光学系により変換された所定の大きさの光学映像をアナログ映像信号に変換する放射線用TVカメラと、前記アナログ映像信号を記録するためのビデオキャプチャーと、放射線用TVカメラの撮像面の縦方向を軸方向とし、モデル型中心を軸中心としてモデル型設置台を回転させるモデル型設置台回転制御装置と、前記モデル型設置台の回転を制御するプログラムと、モデル型設置台の回転前後で撮像された放射線による標点の透過映像を視差方向ごとに1コマごと切り分け静止画像として保存するプログラムと、前記静止画像から逐次塑性加工ごとに標点の2次元座標を演算処理するプログラムと、視差を形成する前記2次元座標から標点の3次元座標を演算処理するプログラムと、前記プログラムが収納された演算処理装置と、標点の3次元座標データとモデル型の形状データを重ね合わせて表示する表示装置とからなることとすることにより前記課題を解決したものである。なお、前記加圧装置とは、油圧あるいは電動プレス機である。
【発明の効果】
【0015】
本発明によると次のような優れた効果がある。
(1)3次元的に塑性変形する複雑形状部品の加工において、成形品内部変形の3次元可視化ができるため、金属材料が金型に充満しない欠肉や、材料流動の不安定に起因する加工品表面の巻き込み等欠陥の発生原因を解明できる。
(2)2台の放射線発生器で視差画像を得る方法も考えられるが、その方法では複数の標点が重なった時にそれぞれの標点を区別することができないが、本発明では被撮像物を回転させることで視認性を確保し、標点を区別することが可能となる。
【発明を実施するための最良の形態】
【0016】
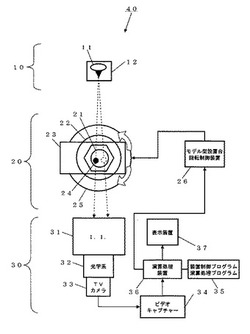
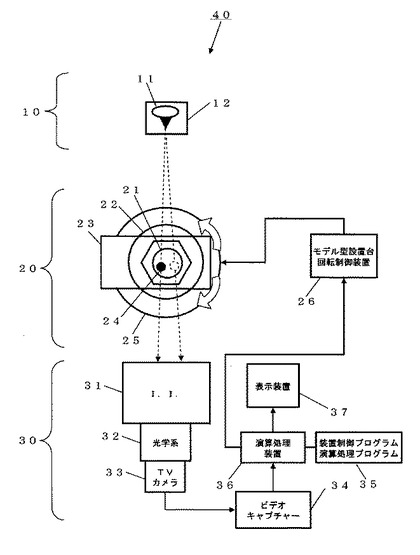
本発明による回転視差による材料内部変形の3次元可視化装置を図1、図2に示して説明する。本発明による回転視差による材料内部変形の3次元可視化装置40は、
(a)単一焦点の放射線発生器11と、放射線発生器11を設置するための放射線発生器設置台12とを備える放射線機構部10と、
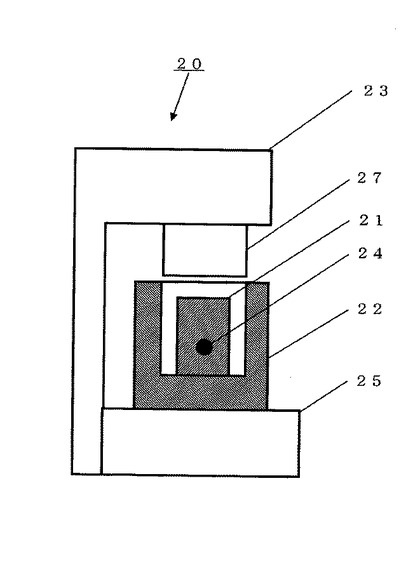
(b)モデル材料で作製した素材21と、素材21を塑性加工するための樹脂製のモデル型22と、プレス機能を果たす加圧装置23と、放射線の撮像対象となる金属製の標点24と、モデル型22を設置する回転可能なモデル型設置台25と、モデル型設置台25を回転させるためのモデル型設置台用回転制御装置26と、素材21を加圧するパンチ27とを備える加圧機構部20と、
(c)標点24の放射線映像を光学像に変換するイメージインテンシファイア31と、イメージインテンシファイア31により得られた光学像を所定の大きさの光学映像に変換する光学系32と、光学系32により変換された所定の大きさの光学映像をアナログ映像信号に変換する放射線用TVカメラ33と、映像を記録するためのビデオキャプチャー34と、各種プログラム35と、各種プログラムが収納された演算処理装置36と、演算処理結果とモデル型22の形状データを重ね合わせて表示する表示装置37とを備えるデータ処理機構部30とからなる。(放射線の被曝を防御する防御壁は図示せず)
【0017】
本発明による回転視差による材料内部変形の3次元可視化装置40を使用して、金型設計の段階で、金属材料の変形特性(応力−ひずみ曲線の傾き、すなわちN値)を再現(N値を同一とする)できる市販のプラスチシン(油粘土)、カラークレイ(油粘土)、Filia(ワックス)をモデル材料として用いることにより、素材形状の検討や成形性の検討を容易に、安価に、短期間で行うことができる。
【0018】
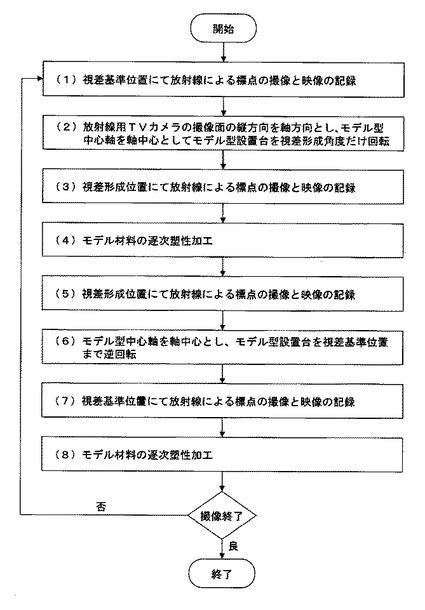
本発明による回転視差による材料内部変形の3次元可視化方法における放射線による撮像は、図3の(1)〜(5)あるいは図4の(1)〜(8)に示される過程により行われる。
【0019】
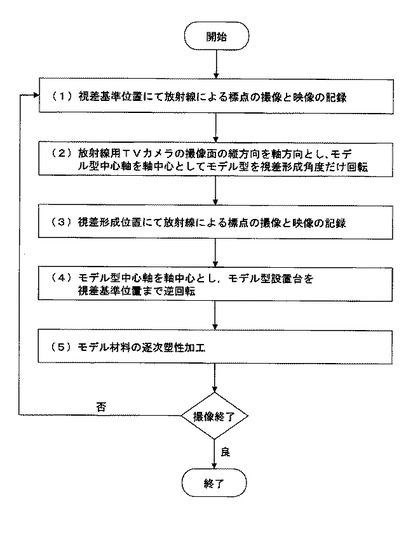
図3において、
(1)モデル型22を設置した位置を視差基準位置として、当該位置において単一焦点を持つ放射線により標点24を透過撮像し、映像を記録する。
(2)放射線用TVカメラ33の撮像面の縦方向を軸方向としモデル型22の中心を軸中心として、視差を形成し、かつ撮像面内に収まるような角度だけモデル型設置台25を回転させる。
(3)回転させた位置を視差形成位置として、当該位置において単一焦点を持つ放射線により標点24を透過撮像し、映像を記録する。
(4)モデル型22の中心軸を軸中心として、モデル型設置台25を視差基準位置まで逆回転させる。
(5)モデル材料21を所用の逐次段階まで塑性加工する。
撮像終了の場合は、終了し、否の場合は、(1)〜(5)を繰り返す。
【0020】
また、撮像時間を短縮するためには次の方法でもよい。図4において、
(1)モデル型22を設置した位置を視差基準位置として、当該位置において単一焦点を持つ放射線により標点24を透過撮像し、映像を記録する。
(2)放射線用TVカメラ33の撮像面の縦方向を軸方向としモデル型22の中心軸を軸中心として、視差を形成し、かつ、撮像面内に収まるような角度だけモデル型設置台25を回転させる。
(3)回転させた位置を視差形成位置として、当該位置において単一焦点を持つ放射線により標点24を透過撮像し、映像を記録する。
(4)モデル材料21を所用の逐次段階まで塑性加工する。
(5)視差形成位置にて単一焦点を持つ放射線により標点24を透過撮像し、映像を記録する。
(6)モデル型22の中心軸を軸中心として、モデル型設置台25を視差基準位置まで逆回転させる。
(7)視差基準位置にて単一焦点を持つ放射線により標点24を透過撮像し、映像を記録する。
(8)モデル材料21を所用の逐次段階まで塑性加工する。
撮像終了の場合は、終了し、否の場合は、(1)〜(8)を繰り返す。
【0021】
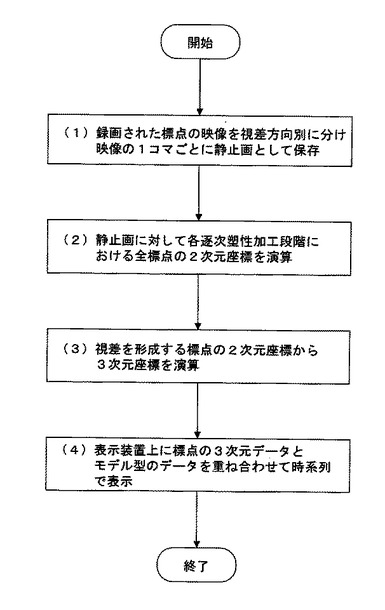
本発明による回転視差による材料内部変形の3次元可視化方法におけるデータ処理は、図5の(1)〜(4)に示される過程により行われる。
(1)録画された標点24の映像を視差方向別に分け、映像の1コマごとに静止画として保存する。
(2)静止画に対して各逐次塑性加工段階における全標点の2次元座標を演算する。
なお、このとき、画像処理ソフトウエアの重心を特徴点とする特徴点抽出機能を用いてもよい。
(3)視差を形成する標点24の2次元座標から3次元座標を演算する。
(4)表示装置37上に標点24の3次元データとモデル型22の3次元形状データを重ね合わせて時系列で表示する。
【0022】
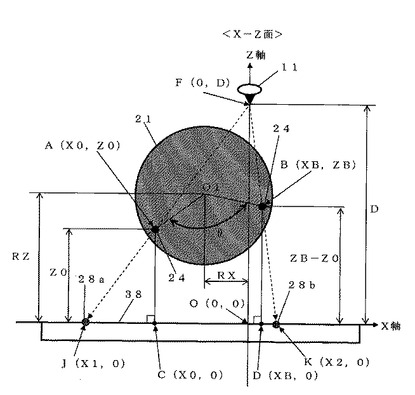
本発明による回転視差による材料内部変形の3次元可視化方法における標点24の3次元座標を算出するための演算処理を図6および図7にて説明する。この演算では、標点の撮像28a、28bのほか、既知である放射線発生器11の焦点および放射線用TVカメラ33の撮像面38の位置情報を用いる。
【0023】
図6は、回転視差による材料内部変形の3次元可視化装置を上方から見た図(X−Z平面)である。F(0、D)は放射線発生器11の焦点座標であり放射線用TVカメラ33の撮像面38との距離はDである。A(X0、Z0)は求める標点24の座標である。B(XB、ZB)は放射線用TVカメラ33の撮像面38に対して縦方向を軸方向としモデル型22の中心軸を軸中心としてモデル型22を角度θだけ回転させた標点24の座標、J(X1、0)は放射線発生器10から照射された放射線により撮像された標点22の放射線用TVカメラ33の撮像面38における点Aの透過画像の座標、K(X2、0)は放射線発生器10から照射された放射線により撮像された点Bの放射線用TVカメラ33の撮像面38における透過画像の座標、C(X0、0)は、点Aから放射線用TVカメラ33の撮像面38に垂線を下ろしたときの交点、D(XB、0)は、点Bから放射線用TVカメラ33の撮像面38に垂線を下ろしたときの交点、Oは原点(0、0)、O1はモデル型22の原点(RX、RZ)を示している。なお、装置構造上の位置関係と回転角は入力条件であるからD、RZ、RX、θは既知であり撮像結果から2次元座標を求めるとX1、X2は既知となる。
【0024】
ここで、点Bを点Aを原点O1の回りに角度θだけ回転するのでXBは次の式で表される。
【数1】

同様にZBは次の式で表される。
【数2】
図6のX−Z平面において、三角形FOJと三角形ACKより次の比が成り立つ。
【数3】
よってZ0は次の式で表される。
【数4】
また、三角形FOKと三角形BDKより次の比が成り立つ。
【数5】
上記比を整理すると次の式が成り立つ。
【数6】
(1)、(2)を(4)へ代入し、Z0で整理すると次の式となる。
【数7】
(3)と(5)からX0について整理すると次の式となる。
【数8】
(6)を(5)へ代入すると次の式となる。
【数9】
【0025】
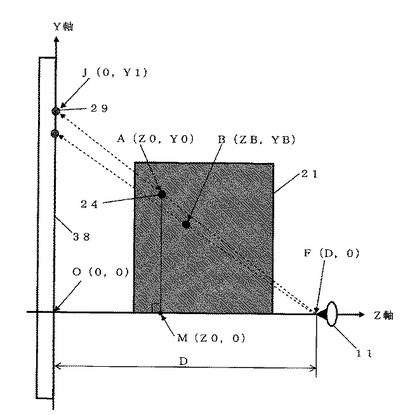
図7は、回転視差による材料内部変形の3次元可視化装置を側方から見た図(Z−Y平面)である。F(0、D)は放射線発生器11の焦点座標であり放射線用TVカメラ33の撮像面38との距離はDである。A(Z0、Y0)は求める標点24の座標である。J(0、Y1)は、放射線発生器11から照射された放射線により撮像された標点24の放射線用TVカメラ33の撮像面38における透過画像の座標、M(Z0、0)は、点Aから線分OZに垂線を下ろしたときの交点、Oは原点(0、0)を示している。なお、装置の構造上の位置関係からDは既知であり撮像結果から2次元座標を求めるとY1は既知となる。
【0026】
図7のZ−Y平面において、三角形FMAと三角形FOJより次の比が成り立つ。
【数10】
以上よりY0は次の式で表される。
【数11】
以上の結果より、標点24の3次元座標(X0、Y0、Z0)が求まる。
【実施例】
【0027】
本発明による回転視差による材料内部変形の3次元可視化方法の実施例として、ヘリカルギヤの鍛造加工現象を可視化した結果について説明する。加工対象は、図8に示したヘリカルギヤ50で、円柱部51と3次元的に変形するギヤ部51aを有する。
【0028】
シミュレーション実験は、モデル材料として金属材料の変形特性(応力−ひずみ曲線の傾き、すなわちN値)を再現(N値を同一とする)できる市販のFilia(ワックス)を用いた。なお、その他のモデル材料であるプラスチシン(油粘土)やカラークレイ(油粘土)を用いてもよい。図9に加工前のFilia(ワックス)製素材を示す。素材の製作は、次の(1)〜(6)の手順で行った。
(1)溶融したFilia(ワックス)をよく混練し、素材の形状に応じて作製された金属製の円筒型枠の中空部へFilia(ワックス)を流し込む。
(2)円筒型枠に振動を与え、Filia(ワックス)内の気泡を除去する。
(3)Filia(ワックス)を−20℃の環境下で1時間程度保持し、Filia(ワックス)が収縮したところで円柱状になったFilia(ワックス)を円筒型枠から取り出す。
(4)円柱状Filia(ワックス)を中心軸を含む面で半分割して、2つの円柱素材61、61aとする。
(5)半分割した半円柱素材61の分割面に等間隔に直径1mmの超硬合金製の球形の標点24を複数配置する。なお、標点24の配置は、溶融時にFilia(ワックス)と標点を同時に混練し、モデル材料内部の任意の位置に埋め込んでもよい。
(6)半円柱素材61、61aの分割面を合わせてヘリカルギヤの加工前素材60とする。
【0029】
シミュレーション実験に使用したモデル型を図10に示す。モデル型の製作は、2液のエポキシ樹脂を型枠へ注型し、硬化させた後、型枠から取り出し、所定寸法に削り出した。樹脂製のヘリカルギヤ成形用モデル型74を樹脂製のケース73に挿入し、樹脂製の受圧板75をヘリカルギヤ成形用モデル型74の下方に置く。
【0030】
加工前素材60をヘリカルギヤ成形用モデル型74に装填して、最大荷重が9.8kNの加圧装置のラム71に設置したパンチ72により加工した。加工は、加工開始から加工終了まで加圧速度1mm/sの条件で実施した。なお、潤滑剤としてワセリンをヘリカルギヤ成形用モデル型74に薄く一様に塗布した。可視化実験は、1mm間隔で逐次加工し、軟X線を線源とする放射線発生器11にて90kV、80μAで放射線を照射し、逐次加工ごとにモデル型の回転前後で標点24の透過映像を撮像し、得られた視差画像データより標点24の3次元座標を演算した。
【0031】
シミュレーション実験で得た標点の放射線透過画像例を図11に示す。図より視差画像が得られたことが分かる。
【0032】
シミュレーション実験で得た透過放射線画像を基に標点24の三次元座標を演算し、表示装置に表示した結果を図12に示す。図12から材料内部の3次元的な様子が明確に確認できる。
【産業上の利用可能性】
【0033】
上述の発明は、鍛造加工、押出し加工等の塑性加工において、3次元的に変形する複雑形状部品の加工プロセス設計または金型設計または加工欠陥対策等の基礎データを得るために利用可能である。
【図面の簡単な説明】
【0034】
【図1】回転視差による材料内部変形の3次元可視化装置の上面図
【図2】回転視差による材料内部変形の3次元可視化装置の加圧機構部の側面図
【図3】標点を撮像するための手順説明図
【図4】標点の撮像を時間短縮するための手順説明図
【図5】回転視差による材料内部変形の3次元可視化データ処理フロー図
【図6】標点の3次元座標演算のための装置上面から見た説明図
【図7】標点の3次元座標演算のための装置側面から見た説明図
【図8】実施例で用いたヘリカルギヤ
【図9】実施例で用いた加工前のワックス製素材
【図10】実施例で用いたモデル型
【図11】実施例で撮像した標点の放射線透過視差画像
【図12】実施例で演算した標点の3次元データを表示装置へ表示した結果
【符号の説明】
【0035】
10 放射線機構部
11 放射線発生器
12 放射線発生器設置台
20 加圧機構部
21 モデル材料
22 モデル型
23 加圧装置
24 標点
25 モデル型設置台
26 モデル型設置台回転制御装置
27 パンチ
28a 標点の撮像(回転前)
28b 標点の撮像(回転後)
30 データ処理機構部
31 イメージインテンシファイア
32 光学系
33 放射線用TVカメラ
34 ビデオキャプチャー
35 各種プログラム
36 演算処理装置
37 表示装置
38 放射線用TVカメラの撮像面
40 回転視差による材料内部変形の3次元可視化装置
50 ヘリカルギヤ
51 ヘリカルギヤの円柱部
51a ヘリカルギヤのギヤ部
60 加工前素材
61 標点を配置した半円柱素材
61a 半円柱素材
70 シミュレーション実験で使用したモデル型
71 プレスのラム
72 パンチ
73 ケース
74 ヘリカルギヤ成形用モデル型
75 受圧板
【技術分野】
【0001】
本発明は、鍛造加工、押出し加工等の塑性加工において、3次元的に変形する金属材料の加工現象をモデル材料及びモデル型を用いて可視化する方法及び装置に関するものである。
【背景技術】
【0002】
従来、3次元的に塑性変形する金属材料内部変形の可視化は、次のように行っていた。
【0003】
(1)実試作による可視化
金型を実際に製作して、実試作時に複数個の素材を用意し、加工開始から加工終了までの加工を数段階に分け、加工段階ごとの試作品を得ることで表面の加工状態を可視化していた。また、内部変形については、加工段階ごとに試作品をカットし、組織観察することで可視化していた。しかし、この方法では、加工品表面状態は把握できるが、もし欠陥があった場合、どの加工段階で何が原因で発生したか分からなかった。また、内部変形については、組織観察するのに膨大な手間とコストを要し、加工現象を連続的に把握するには現実的ではなかった。さらに、結果の良否判断を熟練技術者の過去の経験や勘に頼ることが多く、どこを改良すべきか客観的に判断するための数値的なデータが得られなかった。
【0004】
(2)計算機シミュレーションによる可視化
有限要素法を用いた数値計算力学による計算機シミュレーション技術を用いて、被加工材料の変形過程を解析して可視化する方法がある。この方法では、解析を行う際に、複雑な各種境界条件や入力条件等が必要となる。また、全く新規の加工に関しては仮定を設ける必要があるため、実現象と大きく異なる結果が得られる場合もあり、信頼性に欠けており、目安程度にしか利用されていない。さらに、3次元的に変形する複雑形状部品の場合、解析時間に数日から1週間程度を要し、得られた結果の妥当性を検証する術もない。
【0005】
(3)モデル材料を用いた実験的シミュレーションによる可視化
金属材料と類似の変形特性を示す油粘土等のモデル材料と樹脂製のモデル型を用いた模擬実験によって、被加工材料の加工現象を可視化する方法がある。(例えば、特許文献1、非特許文献1参照)特許文献1は、平面ひずみおよび軸対称部品を対象としており、3次元的な変形を伴う複雑形状部品の材料内部の変形現象の可視化はできない。また、非特許文献1は、定常変形を対象としており、塑性加工時に定常変形となったところで加工を止め、加工品を取り出し、薄層状にカットすることで、内部変形を同定しているため、多大な時間とコストを要するという欠点があった。
【0006】
【特許文献1】特許第3345662号
【非特許文献1】吉田、伊藤著 「Visioplasticityによるひずみ(速度)および応力の解析」日本塑性加工学会誌 第33巻 第379号(1992−1)P34−39
【発明の開示】
【発明が解決しようとする課題】
【0007】
3次元的に塑性変形する複雑形状部品の塑性加工において、加工プロセスあるいは金型設計が適切ではない場合、金属材料が金型に充満しない欠肉や材料流動の不安定に起因する加工品表面の巻き込み等欠陥が発生する。これら欠陥の原因を解明するため成形品内部変形の様子を可視化する必要があるが、従来技術では難しいという問題点がある。
【0008】
本発明は、以上の従来技術における問題点に鑑みてなされたものであり、3次元的に塑性変形する複雑形状部品の内部変形の様子を可視化する方法及び装置を提供することを目的とするものである。
【課題を解決するための手段】
【0009】
本発明の回転視差による材料内部変形の3次元可視化方法は、金属材料の変形特性と類似したモデル材料と円筒形のモデル型を用いて、前記モデル材料内部に標点を埋め込む工程と、前記モデル材料を前記モデル型に装填する工程と、前記モデル型を円柱形のモデル型設置台にそれぞれの中心軸を合わせて設置する工程と、単一焦点から放射線を照射することにより標点を放射線用TVカメラで撮像する工程と、前記モデル型設置台を放射線用TVカメラの撮像面の縦方向を軸方向としモデル型中心軸を軸中心として視差を形成する角度だけ回転させる工程と、前記回転させた位置にて単一焦点から放射線を照射することにより標点を放射線用TVカメラで撮像する工程と、前記モデル型設置台を前記回転する前の位置まで逆回転させる工程と、加工開始から加工終了までを所定の逐次加工段階に分け、1回分の逐次加工段階の加工量だけ工具で前記モデル材料を逐次塑性加工する工程と、前記撮像する工程及び前記回転する工程及び前記撮像する工程及び前記逆回転する工程及び前記逐次塑性加工する工程の各工程をこの順番に加工終了まで繰り返す工程と、各逐次塑性加工段階における録画映像から標点の2次元座標を演算する工程と、各逐次塑性加工段階における視差を形成する標点の2次元座標から3次元座標を演算する工程と、前記3次元座標を持つ標点データとモデル型の形状データとを重ね合わせて表示する工程とからなることとした。
【0010】
また、前記撮像及び前記回転及び前記逐次塑性加工の手順について、撮像する工程及び回転する工程及び撮像する工程及び逐次塑性加工する工程及び撮像する工程及び逆回転する工程及び撮像する工程及び逐次塑性加工する工程をこの順番に加工終了まで繰り返す工程とすることで、撮像時間を短縮することができる。
【0011】
本発明の回転視差による材料内部変形の3次元可視化方法は、放射線の波長が1pmから10nmであることとした。これにより、モデル材料内部の非破壊検査が可能となる。
【0012】
本発明の回転視差による材料内部変形の3次元可視化方法は、モデル材料及びモデル型が実際の金型及び被加工材料の形状と実質的に同一または相似の形状を有してなることとした。これにより、モデル型とモデル材料のシミュレーション実験にて得られる標点の動きは、実際の金型と被加工材料として金属材料を用いた塑性加工における材料内部の変形と類似となる。
【0013】
本発明の回転視差による材料内部変形の3次元可視化方法は、標点がモデル材料及びモデル型より密度が高い物質とし、標点とモデル材料及び標点とモデル型との密度差が12グラム毎立方センチメートル以上であることとした。これにより、コントラストの良い標点の放射線透過映像を得ることができる。
【0014】
本発明の回転視差による材料内部変形の3次元可視化装置は、金属材料の変形特性と類似したモデル材料と、前記モデル材料に埋め込む標点と、前記モデル材料を塑性加工するための円筒形のモデル型及び円柱形の工具と、前記モデル材料を塑性加工する加圧装置と、前記加圧装置と一体となったモデル型設置台と、前記モデル型設置台が移動するためのモデル型設置台用レールと、塑性加工に伴う標点の動きを放射線により撮像するための単一焦点の放射線発生器と、前記放射線発生器を設置するための放射線発生器設置台と、標点の放射線透過像を光学像に変換するイメージインテンシファイアと、前記イメージインテンシファイアにより得られた光学像を所定の大きさの光学映像に変換する光学系と、前記光学系により変換された所定の大きさの光学映像をアナログ映像信号に変換する放射線用TVカメラと、前記アナログ映像信号を記録するためのビデオキャプチャーと、放射線用TVカメラの撮像面の縦方向を軸方向とし、モデル型中心を軸中心としてモデル型設置台を回転させるモデル型設置台回転制御装置と、前記モデル型設置台の回転を制御するプログラムと、モデル型設置台の回転前後で撮像された放射線による標点の透過映像を視差方向ごとに1コマごと切り分け静止画像として保存するプログラムと、前記静止画像から逐次塑性加工ごとに標点の2次元座標を演算処理するプログラムと、視差を形成する前記2次元座標から標点の3次元座標を演算処理するプログラムと、前記プログラムが収納された演算処理装置と、標点の3次元座標データとモデル型の形状データを重ね合わせて表示する表示装置とからなることとすることにより前記課題を解決したものである。なお、前記加圧装置とは、油圧あるいは電動プレス機である。
【発明の効果】
【0015】
本発明によると次のような優れた効果がある。
(1)3次元的に塑性変形する複雑形状部品の加工において、成形品内部変形の3次元可視化ができるため、金属材料が金型に充満しない欠肉や、材料流動の不安定に起因する加工品表面の巻き込み等欠陥の発生原因を解明できる。
(2)2台の放射線発生器で視差画像を得る方法も考えられるが、その方法では複数の標点が重なった時にそれぞれの標点を区別することができないが、本発明では被撮像物を回転させることで視認性を確保し、標点を区別することが可能となる。
【発明を実施するための最良の形態】
【0016】
本発明による回転視差による材料内部変形の3次元可視化装置を図1、図2に示して説明する。本発明による回転視差による材料内部変形の3次元可視化装置40は、
(a)単一焦点の放射線発生器11と、放射線発生器11を設置するための放射線発生器設置台12とを備える放射線機構部10と、
(b)モデル材料で作製した素材21と、素材21を塑性加工するための樹脂製のモデル型22と、プレス機能を果たす加圧装置23と、放射線の撮像対象となる金属製の標点24と、モデル型22を設置する回転可能なモデル型設置台25と、モデル型設置台25を回転させるためのモデル型設置台用回転制御装置26と、素材21を加圧するパンチ27とを備える加圧機構部20と、
(c)標点24の放射線映像を光学像に変換するイメージインテンシファイア31と、イメージインテンシファイア31により得られた光学像を所定の大きさの光学映像に変換する光学系32と、光学系32により変換された所定の大きさの光学映像をアナログ映像信号に変換する放射線用TVカメラ33と、映像を記録するためのビデオキャプチャー34と、各種プログラム35と、各種プログラムが収納された演算処理装置36と、演算処理結果とモデル型22の形状データを重ね合わせて表示する表示装置37とを備えるデータ処理機構部30とからなる。(放射線の被曝を防御する防御壁は図示せず)
【0017】
本発明による回転視差による材料内部変形の3次元可視化装置40を使用して、金型設計の段階で、金属材料の変形特性(応力−ひずみ曲線の傾き、すなわちN値)を再現(N値を同一とする)できる市販のプラスチシン(油粘土)、カラークレイ(油粘土)、Filia(ワックス)をモデル材料として用いることにより、素材形状の検討や成形性の検討を容易に、安価に、短期間で行うことができる。
【0018】
本発明による回転視差による材料内部変形の3次元可視化方法における放射線による撮像は、図3の(1)〜(5)あるいは図4の(1)〜(8)に示される過程により行われる。
【0019】
図3において、
(1)モデル型22を設置した位置を視差基準位置として、当該位置において単一焦点を持つ放射線により標点24を透過撮像し、映像を記録する。
(2)放射線用TVカメラ33の撮像面の縦方向を軸方向としモデル型22の中心を軸中心として、視差を形成し、かつ撮像面内に収まるような角度だけモデル型設置台25を回転させる。
(3)回転させた位置を視差形成位置として、当該位置において単一焦点を持つ放射線により標点24を透過撮像し、映像を記録する。
(4)モデル型22の中心軸を軸中心として、モデル型設置台25を視差基準位置まで逆回転させる。
(5)モデル材料21を所用の逐次段階まで塑性加工する。
撮像終了の場合は、終了し、否の場合は、(1)〜(5)を繰り返す。
【0020】
また、撮像時間を短縮するためには次の方法でもよい。図4において、
(1)モデル型22を設置した位置を視差基準位置として、当該位置において単一焦点を持つ放射線により標点24を透過撮像し、映像を記録する。
(2)放射線用TVカメラ33の撮像面の縦方向を軸方向としモデル型22の中心軸を軸中心として、視差を形成し、かつ、撮像面内に収まるような角度だけモデル型設置台25を回転させる。
(3)回転させた位置を視差形成位置として、当該位置において単一焦点を持つ放射線により標点24を透過撮像し、映像を記録する。
(4)モデル材料21を所用の逐次段階まで塑性加工する。
(5)視差形成位置にて単一焦点を持つ放射線により標点24を透過撮像し、映像を記録する。
(6)モデル型22の中心軸を軸中心として、モデル型設置台25を視差基準位置まで逆回転させる。
(7)視差基準位置にて単一焦点を持つ放射線により標点24を透過撮像し、映像を記録する。
(8)モデル材料21を所用の逐次段階まで塑性加工する。
撮像終了の場合は、終了し、否の場合は、(1)〜(8)を繰り返す。
【0021】
本発明による回転視差による材料内部変形の3次元可視化方法におけるデータ処理は、図5の(1)〜(4)に示される過程により行われる。
(1)録画された標点24の映像を視差方向別に分け、映像の1コマごとに静止画として保存する。
(2)静止画に対して各逐次塑性加工段階における全標点の2次元座標を演算する。
なお、このとき、画像処理ソフトウエアの重心を特徴点とする特徴点抽出機能を用いてもよい。
(3)視差を形成する標点24の2次元座標から3次元座標を演算する。
(4)表示装置37上に標点24の3次元データとモデル型22の3次元形状データを重ね合わせて時系列で表示する。
【0022】
本発明による回転視差による材料内部変形の3次元可視化方法における標点24の3次元座標を算出するための演算処理を図6および図7にて説明する。この演算では、標点の撮像28a、28bのほか、既知である放射線発生器11の焦点および放射線用TVカメラ33の撮像面38の位置情報を用いる。
【0023】
図6は、回転視差による材料内部変形の3次元可視化装置を上方から見た図(X−Z平面)である。F(0、D)は放射線発生器11の焦点座標であり放射線用TVカメラ33の撮像面38との距離はDである。A(X0、Z0)は求める標点24の座標である。B(XB、ZB)は放射線用TVカメラ33の撮像面38に対して縦方向を軸方向としモデル型22の中心軸を軸中心としてモデル型22を角度θだけ回転させた標点24の座標、J(X1、0)は放射線発生器10から照射された放射線により撮像された標点22の放射線用TVカメラ33の撮像面38における点Aの透過画像の座標、K(X2、0)は放射線発生器10から照射された放射線により撮像された点Bの放射線用TVカメラ33の撮像面38における透過画像の座標、C(X0、0)は、点Aから放射線用TVカメラ33の撮像面38に垂線を下ろしたときの交点、D(XB、0)は、点Bから放射線用TVカメラ33の撮像面38に垂線を下ろしたときの交点、Oは原点(0、0)、O1はモデル型22の原点(RX、RZ)を示している。なお、装置構造上の位置関係と回転角は入力条件であるからD、RZ、RX、θは既知であり撮像結果から2次元座標を求めるとX1、X2は既知となる。
【0024】
ここで、点Bを点Aを原点O1の回りに角度θだけ回転するのでXBは次の式で表される。
【数1】
同様にZBは次の式で表される。
【数2】
図6のX−Z平面において、三角形FOJと三角形ACKより次の比が成り立つ。
【数3】
よってZ0は次の式で表される。
【数4】
また、三角形FOKと三角形BDKより次の比が成り立つ。
【数5】
上記比を整理すると次の式が成り立つ。
【数6】
(1)、(2)を(4)へ代入し、Z0で整理すると次の式となる。
【数7】
(3)と(5)からX0について整理すると次の式となる。
【数8】
(6)を(5)へ代入すると次の式となる。
【数9】
【0025】
図7は、回転視差による材料内部変形の3次元可視化装置を側方から見た図(Z−Y平面)である。F(0、D)は放射線発生器11の焦点座標であり放射線用TVカメラ33の撮像面38との距離はDである。A(Z0、Y0)は求める標点24の座標である。J(0、Y1)は、放射線発生器11から照射された放射線により撮像された標点24の放射線用TVカメラ33の撮像面38における透過画像の座標、M(Z0、0)は、点Aから線分OZに垂線を下ろしたときの交点、Oは原点(0、0)を示している。なお、装置の構造上の位置関係からDは既知であり撮像結果から2次元座標を求めるとY1は既知となる。
【0026】
図7のZ−Y平面において、三角形FMAと三角形FOJより次の比が成り立つ。
【数10】
以上よりY0は次の式で表される。
【数11】
以上の結果より、標点24の3次元座標(X0、Y0、Z0)が求まる。
【実施例】
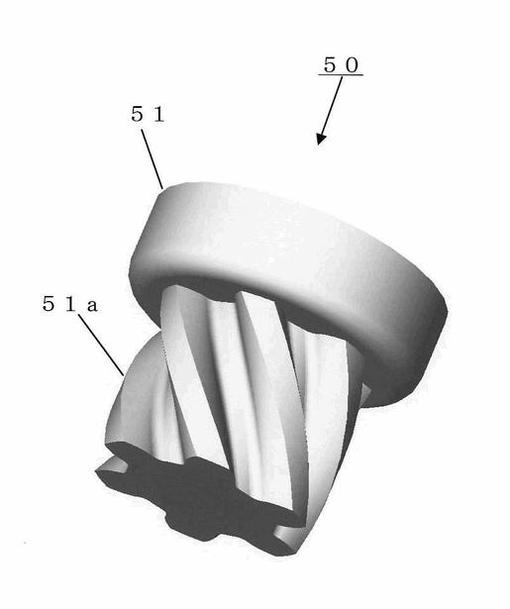
【0027】
本発明による回転視差による材料内部変形の3次元可視化方法の実施例として、ヘリカルギヤの鍛造加工現象を可視化した結果について説明する。加工対象は、図8に示したヘリカルギヤ50で、円柱部51と3次元的に変形するギヤ部51aを有する。
【0028】
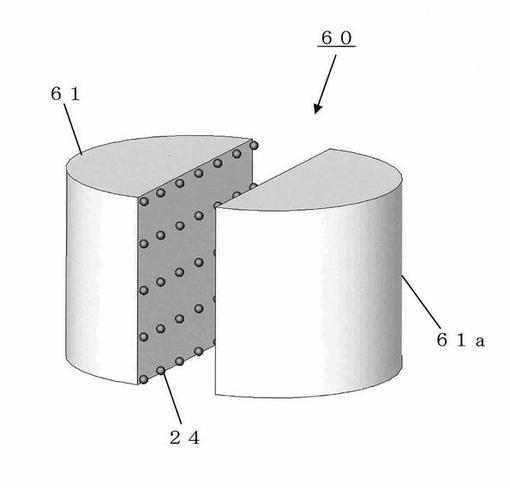
シミュレーション実験は、モデル材料として金属材料の変形特性(応力−ひずみ曲線の傾き、すなわちN値)を再現(N値を同一とする)できる市販のFilia(ワックス)を用いた。なお、その他のモデル材料であるプラスチシン(油粘土)やカラークレイ(油粘土)を用いてもよい。図9に加工前のFilia(ワックス)製素材を示す。素材の製作は、次の(1)〜(6)の手順で行った。
(1)溶融したFilia(ワックス)をよく混練し、素材の形状に応じて作製された金属製の円筒型枠の中空部へFilia(ワックス)を流し込む。
(2)円筒型枠に振動を与え、Filia(ワックス)内の気泡を除去する。
(3)Filia(ワックス)を−20℃の環境下で1時間程度保持し、Filia(ワックス)が収縮したところで円柱状になったFilia(ワックス)を円筒型枠から取り出す。
(4)円柱状Filia(ワックス)を中心軸を含む面で半分割して、2つの円柱素材61、61aとする。
(5)半分割した半円柱素材61の分割面に等間隔に直径1mmの超硬合金製の球形の標点24を複数配置する。なお、標点24の配置は、溶融時にFilia(ワックス)と標点を同時に混練し、モデル材料内部の任意の位置に埋め込んでもよい。
(6)半円柱素材61、61aの分割面を合わせてヘリカルギヤの加工前素材60とする。
【0029】
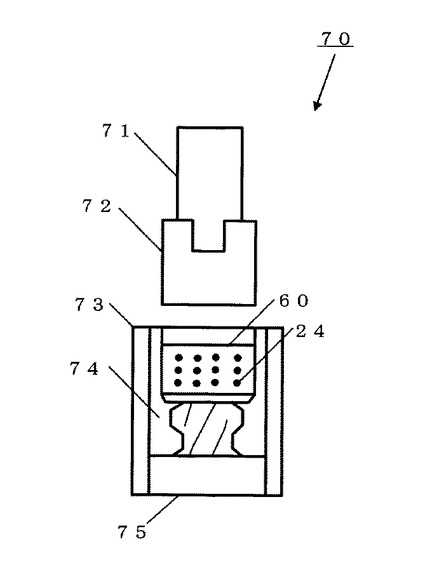
シミュレーション実験に使用したモデル型を図10に示す。モデル型の製作は、2液のエポキシ樹脂を型枠へ注型し、硬化させた後、型枠から取り出し、所定寸法に削り出した。樹脂製のヘリカルギヤ成形用モデル型74を樹脂製のケース73に挿入し、樹脂製の受圧板75をヘリカルギヤ成形用モデル型74の下方に置く。
【0030】
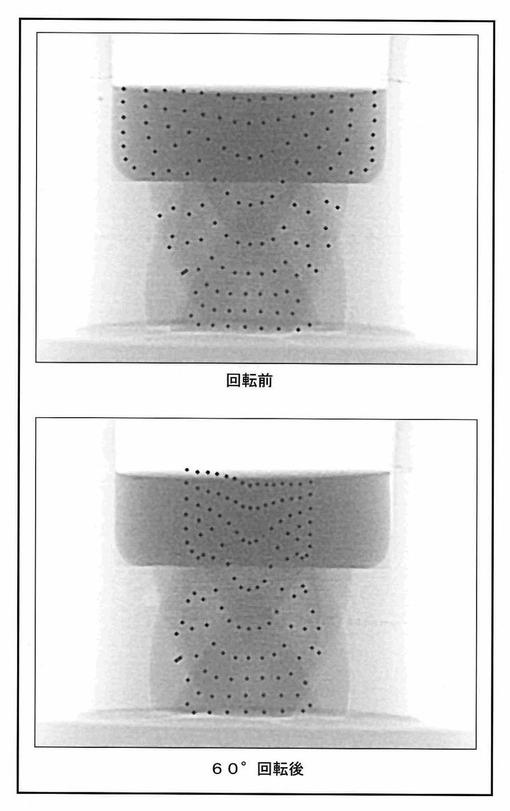
加工前素材60をヘリカルギヤ成形用モデル型74に装填して、最大荷重が9.8kNの加圧装置のラム71に設置したパンチ72により加工した。加工は、加工開始から加工終了まで加圧速度1mm/sの条件で実施した。なお、潤滑剤としてワセリンをヘリカルギヤ成形用モデル型74に薄く一様に塗布した。可視化実験は、1mm間隔で逐次加工し、軟X線を線源とする放射線発生器11にて90kV、80μAで放射線を照射し、逐次加工ごとにモデル型の回転前後で標点24の透過映像を撮像し、得られた視差画像データより標点24の3次元座標を演算した。
【0031】
シミュレーション実験で得た標点の放射線透過画像例を図11に示す。図より視差画像が得られたことが分かる。
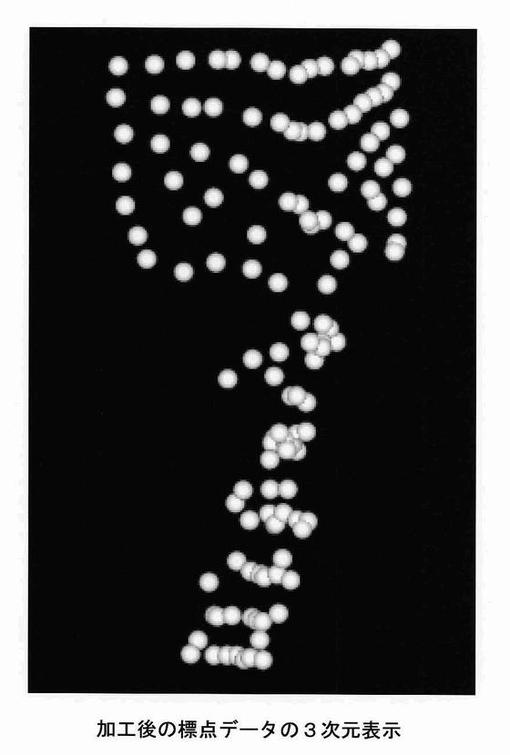
【0032】
シミュレーション実験で得た透過放射線画像を基に標点24の三次元座標を演算し、表示装置に表示した結果を図12に示す。図12から材料内部の3次元的な様子が明確に確認できる。
【産業上の利用可能性】
【0033】
上述の発明は、鍛造加工、押出し加工等の塑性加工において、3次元的に変形する複雑形状部品の加工プロセス設計または金型設計または加工欠陥対策等の基礎データを得るために利用可能である。
【図面の簡単な説明】
【0034】
【図1】回転視差による材料内部変形の3次元可視化装置の上面図
【図2】回転視差による材料内部変形の3次元可視化装置の加圧機構部の側面図
【図3】標点を撮像するための手順説明図
【図4】標点の撮像を時間短縮するための手順説明図
【図5】回転視差による材料内部変形の3次元可視化データ処理フロー図
【図6】標点の3次元座標演算のための装置上面から見た説明図
【図7】標点の3次元座標演算のための装置側面から見た説明図
【図8】実施例で用いたヘリカルギヤ
【図9】実施例で用いた加工前のワックス製素材
【図10】実施例で用いたモデル型
【図11】実施例で撮像した標点の放射線透過視差画像
【図12】実施例で演算した標点の3次元データを表示装置へ表示した結果
【符号の説明】
【0035】
10 放射線機構部
11 放射線発生器
12 放射線発生器設置台
20 加圧機構部
21 モデル材料
22 モデル型
23 加圧装置
24 標点
25 モデル型設置台
26 モデル型設置台回転制御装置
27 パンチ
28a 標点の撮像(回転前)
28b 標点の撮像(回転後)
30 データ処理機構部
31 イメージインテンシファイア
32 光学系
33 放射線用TVカメラ
34 ビデオキャプチャー
35 各種プログラム
36 演算処理装置
37 表示装置
38 放射線用TVカメラの撮像面
40 回転視差による材料内部変形の3次元可視化装置
50 ヘリカルギヤ
51 ヘリカルギヤの円柱部
51a ヘリカルギヤのギヤ部
60 加工前素材
61 標点を配置した半円柱素材
61a 半円柱素材
70 シミュレーション実験で使用したモデル型
71 プレスのラム
72 パンチ
73 ケース
74 ヘリカルギヤ成形用モデル型
75 受圧板
【特許請求の範囲】
【請求項1】
金属材料の変形特性と類似したモデル材料と円筒形のモデル型を用いて、前記モデル材料内部に標点を埋め込む工程と、前記モデル材料を前記モデル型に装填する工程と、前記モデル型を円柱状のモデル型設置台にそれぞれの中心軸を合わせて設置する工程と、単一焦点から放射線を照射することにより標点を放射線用TVカメラで撮像する工程と、前記モデル型設置台を放射線用TVカメラの撮像面の縦方向を軸方向とし、モデル型中心軸を軸中心として視差を形成する角度だけ回転させる工程と、前記回転位置にて単一焦点から放射線を照射することにより標点を放射線用TVカメラで撮像する工程と、前記モデル型設置台を前記回転する前の位置まで逆回転させる工程と、加工開始から加工終了までを所定の逐次加工段階に分け、1回分の逐次加工段階の加工量だけ工具で前記モデル材料を逐次塑性加工する工程と、前記撮像する工程及び前記回転する工程及び前記撮像する工程及び前記逆回転する工程及び前記逐次塑性加工する工程の各工程をこの順番に加工終了まで繰り返す工程と、各逐次塑性加工段階における録画映像から標点の2次元座標を演算する工程と、各逐次塑性加工段階における視差を形成する標点の2次元座標から3次元座標を演算する工程と、前記3次元座標を持つ標点データとモデル型の形状データとを重ね合わせて表示する工程とを有することを特徴とする回転視差による材料内部変形の3次元可視化方法。
【請求項2】
前記撮像及び前記回転及び前記逐次塑性加工の手順について、撮像する工程及び回転する工程及び撮像する工程及び逐次塑性加工する工程及び撮像する工程及び逆回転する工程及び撮像する工程及び逐次塑性加工する工程をこの順番に加工終了まで繰り返す工程とすることを特徴とする請求項1に記載の回転視差による材料内部変形の3次元可視化方法。
【請求項3】
放射線の波長が1pmから10nmであることを特徴とする請求項1に記載の回転視差による材料内部変形の3次元可視化方法。
【請求項4】
標点がモデル材料及びモデル型より密度が高い物質からなることを特徴とする請求項1に記載の回転視差による材料内部変形の3次元可視化方法。
【請求項5】
標点とモデル材料及びモデル型の密度差が12グラム毎立方センチメートル以上であることを特徴とする請求項1に記載の回転視差による材料内部変形の3次元可視化方法。
【請求項6】
モデル材料及びモデル型が、実際の金型及び被加工材料の形状と実質的に同一または相似の形状を有してなることを特徴とする請求項1に記載の回転視差による材料内部変形の3次元可視化方法。
【請求項7】
金属材料の変形特性と類似したモデル材料と、前記モデル材料に埋め込む標点と、前記モデル材料を塑性加工するための円筒形のモデル型及び円柱形の工具と、前記モデル材料を塑性加工する加圧装置と、前記加圧装置と一体となったモデル型設置台と、前記モデル型設置台が移動するためのモデル型設置台用レールと、塑性加工に伴う標点の動きを放射線により撮像するための単一焦点の放射線発生器と、前記放射線発生器を設置するための放射線発生器設置台と、標点の放射線透過像を光学像に変換するイメージインテンシファイアと、前記イメージインテンシファイアにより得られた光学像を所定の大きさの光学映像に変換する光学系と、前記光学系により変換された所定の大きさの光学映像をアナログ映像信号に変換する放射線用TVカメラと、前記アナログ映像信号を記録するためのビデオキャプチャーと、放射線用TVカメラの撮像面の縦方向を軸方向とし、モデル型中心軸を軸中心としてモデル型設置台を回転させるモデル型設置台回転制御装置と、前記モデル型設置台の回転を制御するプログラムと、モデル型設置台の回転前後で撮像された放射線による標点の透過映像を視差方向ごとに1コマごと切り分け静止画像として保存するプログラムと、前記静止画像から逐次塑性加工ごとに標点の2次元座標を演算処理するプログラムと、視差を形成する前記2次元座標から標点の3次元座標を演算処理するプログラムと、前記プログラムが収納された演算処理装置と、前記演算処理結果とモデル型の形状データを重ね合わせて表示する表示装置とからなることを特徴とする回転視差による材料内部変形の3次元可視化装置。
【請求項1】
金属材料の変形特性と類似したモデル材料と円筒形のモデル型を用いて、前記モデル材料内部に標点を埋め込む工程と、前記モデル材料を前記モデル型に装填する工程と、前記モデル型を円柱状のモデル型設置台にそれぞれの中心軸を合わせて設置する工程と、単一焦点から放射線を照射することにより標点を放射線用TVカメラで撮像する工程と、前記モデル型設置台を放射線用TVカメラの撮像面の縦方向を軸方向とし、モデル型中心軸を軸中心として視差を形成する角度だけ回転させる工程と、前記回転位置にて単一焦点から放射線を照射することにより標点を放射線用TVカメラで撮像する工程と、前記モデル型設置台を前記回転する前の位置まで逆回転させる工程と、加工開始から加工終了までを所定の逐次加工段階に分け、1回分の逐次加工段階の加工量だけ工具で前記モデル材料を逐次塑性加工する工程と、前記撮像する工程及び前記回転する工程及び前記撮像する工程及び前記逆回転する工程及び前記逐次塑性加工する工程の各工程をこの順番に加工終了まで繰り返す工程と、各逐次塑性加工段階における録画映像から標点の2次元座標を演算する工程と、各逐次塑性加工段階における視差を形成する標点の2次元座標から3次元座標を演算する工程と、前記3次元座標を持つ標点データとモデル型の形状データとを重ね合わせて表示する工程とを有することを特徴とする回転視差による材料内部変形の3次元可視化方法。
【請求項2】
前記撮像及び前記回転及び前記逐次塑性加工の手順について、撮像する工程及び回転する工程及び撮像する工程及び逐次塑性加工する工程及び撮像する工程及び逆回転する工程及び撮像する工程及び逐次塑性加工する工程をこの順番に加工終了まで繰り返す工程とすることを特徴とする請求項1に記載の回転視差による材料内部変形の3次元可視化方法。
【請求項3】
放射線の波長が1pmから10nmであることを特徴とする請求項1に記載の回転視差による材料内部変形の3次元可視化方法。
【請求項4】
標点がモデル材料及びモデル型より密度が高い物質からなることを特徴とする請求項1に記載の回転視差による材料内部変形の3次元可視化方法。
【請求項5】
標点とモデル材料及びモデル型の密度差が12グラム毎立方センチメートル以上であることを特徴とする請求項1に記載の回転視差による材料内部変形の3次元可視化方法。
【請求項6】
モデル材料及びモデル型が、実際の金型及び被加工材料の形状と実質的に同一または相似の形状を有してなることを特徴とする請求項1に記載の回転視差による材料内部変形の3次元可視化方法。
【請求項7】
金属材料の変形特性と類似したモデル材料と、前記モデル材料に埋め込む標点と、前記モデル材料を塑性加工するための円筒形のモデル型及び円柱形の工具と、前記モデル材料を塑性加工する加圧装置と、前記加圧装置と一体となったモデル型設置台と、前記モデル型設置台が移動するためのモデル型設置台用レールと、塑性加工に伴う標点の動きを放射線により撮像するための単一焦点の放射線発生器と、前記放射線発生器を設置するための放射線発生器設置台と、標点の放射線透過像を光学像に変換するイメージインテンシファイアと、前記イメージインテンシファイアにより得られた光学像を所定の大きさの光学映像に変換する光学系と、前記光学系により変換された所定の大きさの光学映像をアナログ映像信号に変換する放射線用TVカメラと、前記アナログ映像信号を記録するためのビデオキャプチャーと、放射線用TVカメラの撮像面の縦方向を軸方向とし、モデル型中心軸を軸中心としてモデル型設置台を回転させるモデル型設置台回転制御装置と、前記モデル型設置台の回転を制御するプログラムと、モデル型設置台の回転前後で撮像された放射線による標点の透過映像を視差方向ごとに1コマごと切り分け静止画像として保存するプログラムと、前記静止画像から逐次塑性加工ごとに標点の2次元座標を演算処理するプログラムと、視差を形成する前記2次元座標から標点の3次元座標を演算処理するプログラムと、前記プログラムが収納された演算処理装置と、前記演算処理結果とモデル型の形状データを重ね合わせて表示する表示装置とからなることを特徴とする回転視差による材料内部変形の3次元可視化装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図10】
【図8】
【図9】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図10】
【図8】
【図9】
【図11】
【図12】
【公開番号】特開2008−224293(P2008−224293A)
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願番号】特願2007−60084(P2007−60084)
【出願日】平成19年3月9日(2007.3.9)
【出願人】(591155242)鹿児島県 (56)
【Fターム(参考)】
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願日】平成19年3月9日(2007.3.9)
【出願人】(591155242)鹿児島県 (56)
【Fターム(参考)】
[ Back to top ]