
回転軸連結継手調整支援装置および回転軸連結継手調整方法
【課題】回転機を一定速度の回転状態にする必要がなく、回転軸の手回しにより連結部の偏芯および偏角状態を計測し、精度良くまた効率良く調整する。
【解決手段】 二つの回転軸を結合する連結継手の結合状態を調整するための回転軸連結継手調整支援装置である。回転軸に取り付けてその回転軸の端面に対向させて配置されて当該端面の対向部分との距離を計測できるレーザ変位計102と、レーザ変位計102を端面に対向させながら端面に対してほぼ平行に移動させるX−Yステージ103とを有する。X−Yステージ103は、回転軸の側面外周、回転軸の側面にある溝、溝に取り付けられた治具の端面のうちのいずれかに取り付けられている。
【解決手段】 二つの回転軸を結合する連結継手の結合状態を調整するための回転軸連結継手調整支援装置である。回転軸に取り付けてその回転軸の端面に対向させて配置されて当該端面の対向部分との距離を計測できるレーザ変位計102と、レーザ変位計102を端面に対向させながら端面に対してほぼ平行に移動させるX−Yステージ103とを有する。X−Yステージ103は、回転軸の側面外周、回転軸の側面にある溝、溝に取り付けられた治具の端面のうちのいずれかに取り付けられている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は回転軸を連結する連結継手(カップリング)の調整支援装置および連結継手の調整方法に関し、特に、モータ軸とポンプ軸の連結部の調整に好適な回転軸連結継手調整支援装置および回転軸連結継手調整方法に関する。
【背景技術】
【0002】
一般に、モータ軸とポンプ軸のように連結継手で結合される回転機においては、運転時の軸振動を低減させるように連結部の偏芯や偏角の方向と量の調整が必要である。連結部の偏芯や偏角の方向と量の調整が不十分な場合、回転時に偏芯や偏角により過大な軸振動値となり、再度、連結部の調整を行なう必要がある。
【0003】
この調整方法としては、計測器にダイヤルゲージを用い、連結部の軸振れ量の計測を行ない、軸振れ量の許容値以内に収まるよう、連結部を調整する方法がある。この方法は、回転軸にダイヤルゲージを設置し、手回し等により回転軸を回転させ、周方向に数箇所から軸振れ量を計測する方法である。
【0004】
また、計測器として軸方向あるいは周方向に複数の非接触変位計を用いて、連結部の偏芯や偏角の方向と量を計測する方法がある。(たとえば特許文献1および特許文献2参照)。この方法は、非接触変位計により軸振れ量を計測するとともに、位相差を計測することにより、回転軸の偏芯や偏角を計測する方法である。特許文献1は、一定回転時における軸振れ量計測値と位相差から、振動ベクトルを算出し、回転軸の偏芯や偏角の方向および量を算出するものである。特許文献2は、一定回転時における軸振れ量計測値と位相差から、振動ベクトルを算出し、回転軸の偏角の方向および量を算出するものである。
【0005】
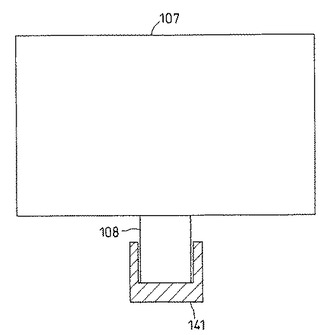
また、偏角を防止するためにはモータ軸端面の偏角を極力小さくする必要がある。このために行なわれている作業について以下に説明する。図21に、発電プラント等で用いられる縦型ポンプにおける軸連結継手のモータ軸の一例を示す。この種のポンプは、モータ軸とポンプ軸とをスペーサ連結継手で連結される構造である。運転中は、運転条件の違いにより、ポンプ軸をモータ軸側に押し上げる軸方向荷重が変化し、モータ軸端面とスペーサ連結継手が接触する場合と離反する場合がある。接触する場合は、モータ軸端面の偏角がそのままポンプ軸の偏角となるため、回転軸の振動増加の原因となる。そこで従来では、図21に示すようにモータ軸108の外径に端面当たり治具141をモータ軸108に装着して、光明丹などで当たり状態を確認して、軸端面の偏角度および平面度を計測している。当たり状況が悪い場合は、軸偏角度を極力零とするよう軸端面を研削する。端面当たり治具141はモータ軸108の外形に精度良く装着され、軸端面が当たる底面の偏角がなく精度良く平面を保っている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第2848720号公報
【特許文献2】特開2001−153757号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述した回転軸の連結継手調整方法および装置おいて、まず、ダイヤルゲージを用いた測定の場合、一般的に周方向に直交する2方向、軸方向に数箇所の計測が行なわれ、軸振れ量の最大値と最小値を計測し許容値以内になるよう連結部を調整されている。この場合、計測位置の軸振れの方向と量は明らかとなるが、ポンプ軸とモータ軸がどちらの方向にどの程度の量、偏芯あるいは偏角しているかを把握することが難しいため、精度良く調整することが困難である。また、計測点を増やすことにより、軸振れの方向と量の計測精度を向上することも可能であるが、計測する方向に回転軸を固定し、軸振れ量を読み取り、次の方向に回転、固定して軸振れ量を読み取り、といった作業を繰り返す必要がある。この場合、作業時間が増加してしまう問題と、計測する周方向位置を精度良く設定することが難しいという課題がある。
【0008】
特許文献1および特許文献2の方法では、計測した軸振動値と位相情報から、連結部の偏芯あるいは偏角の方向および量を算出しているが、位相情報から偏芯あるいは偏角の方位を算出するためには、回転機が一定速度の回転状態にある必要がある。この場合、調整作業を行なった後、回転機を運転し、そして計測作業、良否確認を行ない、否の場合は再度調整作業という流れとなる。しかしこの場合、回転機を運転状態とする必要があるため、調整作業を連続して行なうことができず、作業効率が悪くなるという課題がある。
【0009】
モータ軸端面の偏角状態の計測および修正作業は、端面当たり治具141の重量が約30Kgと重く、軸とのはめあい公差が約20μmと小さいので、取り外し作業が困難であり、作業時間も1日以上かかるという課題がある。
【0010】
また、偏角状態を定量的に把握することが困難であり、偏角状態の改善のための研削量を把握することが困難である。このため、計測および修正作業を繰り返す必要がある場合がある。
【0011】
本発明は上述した課題を解決するためになされたものであり、回転機を一定速度の回転状態にする必要がなく、回転軸の手回しにより回転軸連結部の偏芯および偏角状態を計測し、精度良くまた効率良く調整することを可能とするとともに、回転軸端面の偏角状態の調整作業を精度良くかつ効率良く実施することを可能とする回転軸連結継手調整方法およびそのための回転軸連結継手調整支援装置を提供することを目的とする。
【課題を解決するための手段】
【0012】
この発明は上記目的を達成するものであって、本発明は、二つの回転軸を結合する連結継手の結合状態を調整するための回転軸連結継手調整支援装置において、回転軸に取り付けてその回転軸の端面に対向させて配置されて当該端面の対向部分との距離を計測できる変位計と、前記変位計を前記端面に対向させながら前記端面に対してほぼ平行に移動させる移動機構とを有し、これら変位計と移動機構とにより、前記端面の直角度および形状を計測できるように構成されていること、を特徴とする。
【0013】
また、本発明は、二つの回転軸を結合する連結継手の結合状態を調整する回転軸連結継手調整方法において、回転軸の端面の一部に変位計を対向させて、前記端面の部分と変位計の距離を計測する計測ステップと、前記変位計を前記端面の他の部分に対向させるように前記変位計を端面に対してほぼ平行に移動させる移動ステップと、を繰り返して、前記端面の直角度および形状を計測すること、を特徴とする。
【発明の効果】
【0014】
本発明によれば、回転機を一定速度の回転状態にする必要がなく、たとえば回転軸の手回しにより回転軸連結部の偏芯および偏角状態を計測し、精度良くまた効率良く調整することができる。また、偏角状態を改善するため、軸端面の偏角状態を効率よく精度良く計測することができる。
【図面の簡単な説明】
【0015】
【図1】本発明に係る回転軸連結継手調整支援装置の第1の実施の形態を示す模式的立面図を含むブロック図。
【図2】本発明の第1の実施の形態におけるモータ軸固定治具を取り付けた状態を示す図であって、(a)は正面図、(b)は側面図。
【図3】本発明の第1の実施の形態におけるモータ軸固定治具にセンサ治具を取り付けた状態を示す図であって、(a)は正面図、(b)は側面図。
【図4】本発明の第1の実施の形態における連結継手調整の処理手順を示すフロー図。
【図5】本発明の第1の実施の形態における軸周方向位置検出手段の構造を示す図であって、(a)は平断面図、(b)は正面図。
【図6】本発明の第1の実施の形態における軸振れ量の抽出方法を示す図であって、(a)は軸振動データのタイムチャート、(b)は第1のパルス信号のタイムチャート、(c)は第2のパルス信号のタイムチャート。
【図7】本発明の第1の実施の形態における軸振れ量の抽出結果を示す図。
【図8】本発明の第1の実施の形態における偏芯および偏角の方向および量の算出方法を示す斜視図。
【図9】本発明の第1の実施の形態における位置情報入力画面の一例を示す図。
【図10】本発明の第1の実施の形態における調整支援画面の一例を示す図。
【図11】本発明の第1の実施の形態における軸周方向位置検出手段の構造の図5とは異なる例を示す図であって、(a)は平断面図、(b)は正面図、(c)は凹凸構造の模式的拡大展開断面図。
【図12】図11の軸周方向位置検出手段を用いた軸振れ量の抽出方法を示す図であって、(a)は軸振動データのタイムチャート、(b)は第1のパルス信号のタイムチャート。
【図13】本発明に係る回転軸連結継手調整支援装置の第2の実施の形態を示す立面図を含む模式的ブロック図。
【図14】本発明の第2の実施の形態によって測定された回転軸端面の3次元形状図の例。
【図15】本発明の第2の実施の形態の回転軸連結継手調整支援装置の平面図を含む模式的ブロック図。
【図16】本発明の第2の実施の形態の回転軸連結継手調整支援装置の立断面図。
【図17】図16のA−A線矢視平断面図。
【図18】本発明の第2の実施の形態の回転軸連結継手調整支援装置におけるタイロッドを1本取り出して示す立面図。
【図19】本発明の第2の実施の形態の回転軸連結継手調整支援装置を実際に装置を取り付けて計測している状態を示す立断面図。
【図20】本発明の第2の実施の形態の回転軸連結継手調整方法における偏角校正時の装置の立断面図。
【図21】従来の回転軸連結継手調整方法における模式的立断面図。
【発明を実施するための形態】
【0016】
以下、本発明に係る回転軸連結継手調整方法およびそのための回転軸連結継手調整支援装置の実施の形態について、図面を参照して説明する。
【0017】
[第1の実施の形態]
まず、図1〜図10を用いて第1の実施の形態を説明する。本実施の形態は、図1に示すように、連結部を持つ回転体の例として、モータ軸1とポンプ軸2を、モータ側連結継手3とポンプ側連結継手4とよって連結する構造を示している。軸振れ量を計測する軸振動計測手段として、非接触変位計5a〜5eを軸方向に配置し、センサ治具6、7により固定する。センサ治具6,7は、たとえばマグネットにより、モータ下部面50やポンプ上部面51に固定する。また、マグネットによる固定では、接触による位置ずれや取り付け位置の再現性の確保が難しいこともあるので、モータ下部面50やポンプ上部面51に回転機本体あるいは部品取り付け用のボルト穴やはめあい構造を利用して、強固に固定することが望ましい。
【0018】
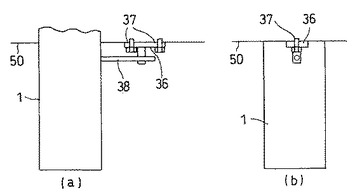
モータ軸1のセンタリング等の調整作業においては、図2に示すようにモータ軸固定治具36とモータ軸固定ボルト38を使用してモータ軸1を移動あるいは固定する。モータ軸固定治具36は、固定ボルト37によりモータ下部面に強固に固定されている。
【0019】
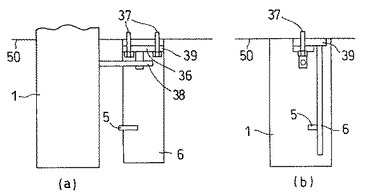
図3は、モータ下部面50にあるボルト穴を利用してセンサ治具6を取り付けた例を示している。センサ治具6を取り付け板39に固定し、取り付け板39は、固定ボルト37によりモータ下部面50に固定する。このような構造とすることにより、センサ治具6を強固に固定できる。また、回転機に予め設置されているボルト穴等構造やモータ軸固定治具36およびモータ軸固定ボルト38等の通常の調整作業で使用する治具を利用できるため、新たな加工や治具製作が必要ないという効果がある。
【0020】
非接触変位計5をモータ軸1に2ヶ所、ポンプ側連結継手4に2ヶ所設置することにより、モータ軸1とポンプ軸2の偏芯および偏角をそれぞれ計測することが可能となる。なお、ここで示す連結部の構造は、ポンプ軸2とポンプ側連結継手4の間では偏芯および偏角が生じない構造であり、このポンプ軸2とポンプ側連結継手4の間で偏芯および偏角が生じる構造の場合は、ポンプ軸2の軸方向2ヶ所に非接触変位計5を配置する。ここで、非接触変位計5として、たとえば渦電流式変位計やレーザ変位計を使用するが、軸の磁化特性の影響を受けにくいレーザ変位計を使用するのが望ましい。
【0021】
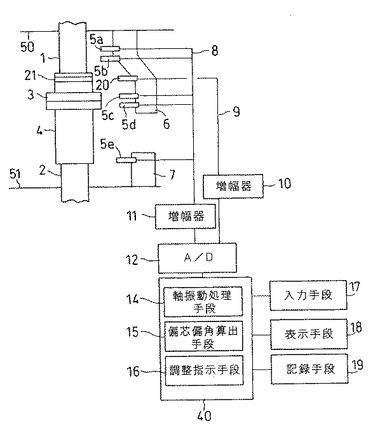
図1に示すように、モータ側連結継手3には、回転軸の軸方向位置検出するための反射箔21を設置し、光電式パルス計20により反射箔21位置において、パルス状の電圧信号を計測する。反射箔21は、モータ側連結継手3の周方向に複数箇所均等に配置することにより、周方向等間隔の位置でパルス信号が発生する。
【0022】
非接触変位計5およびパルス計20は、それぞれ変位計信号線8およびパルス計信号線9と増幅器10と増幅器11に接続され電圧信号を出力する。さらにAD変換器12によりディジタル信号に変換され、処理部分40に取り込まれる。処理部分40は、連続した軸振動信号から回転軸の周方向位置での軸振れ量を算出する軸振動処理手段14と、各軸振れ量からモータ軸1とポンプ軸2の偏芯および偏角の方向および量を算出する偏芯偏角算出手段15と、偏芯偏角量が許容値異常の場合、連結継手の調整方向と調整量を指示する調整指示手段16からなる。処理部分40には、偏芯偏角算出手段15に必要な非接触変位計5やパルス計20の設置位置に関する情報を入力する入力手段17と、入力画面や調整支援の画面を表示する表示手段18と、入力情報や測定データや算出結果を記録する記録手段19が接続されている。
【0023】
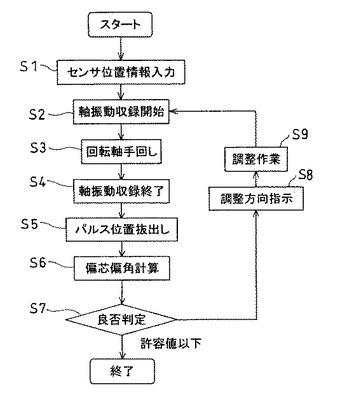
ここで、図4に示すフローにより処理の概要を説明する。すなわち、まず、センサ位置情報を入力する(ステップS1)。次に、軸振動収録を開始する(ステップS2)。次に、回転軸を手回しする(ステップS3)。次に、軸振動収録を終了する(ステップS4)。次に、軸振動収録の結果からパルス位置を抜き出す(ステップS5)。次に、偏芯偏角を計算する(ステップS6)。ここで良否判定を行ない(ステップS7)、偏芯偏角が許容値以下の場合は終了する。偏芯偏角が許容値を越えている場合は、調整方向を指示し(ステップS8)、調整作業を行なって(ステップS9)、再び、軸振動収録開始(ステップS2)からの作業を繰り返す。
【0024】
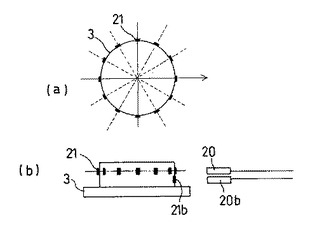
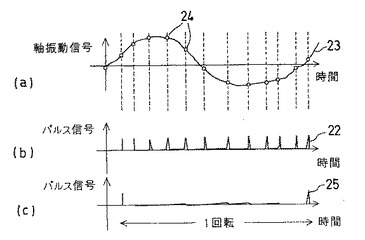
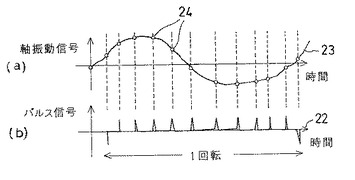
図5および図6を参照して軸振動処理手段14の処理方法について説明する。図5は、第1の反射箔21を周方向に30°刻みでモータ軸の外周上に配置した例である。回転軸を手回しにより回転させる場合、第1のパルス計20により回転軸が30°回転するごとに第1のパルス信号22を計測することが可能である。このときの軸振動データ23も計測されており、第1のパルス信号22が発生している位置での軸振動データ23が周方向30°ごとの軸振れ量となる。このとき、周方向の基準となる点は、回転軸を回し始める位置としてもよいし、前述の第1の反射箔21とは別に回転軸の周方向に一つの第2の反射箔21bを配置し、第2のパルス計20bにより、回転軸の1回転ごとに1回発生する第2のパルス信号25を計測することにより、基準位置を決定する方法もある。
【0025】
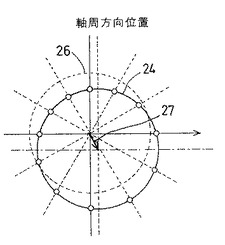
抽出された軸振れ抽出点24の軸振れ量の1回転分を平面的に表示した結果を図7に示す。基準円26は、軸振れが0の状態を示しているものであり、抽出された軸振れ量を30°ごとに表示すると、この軸振動データについては、偏芯ベクトル27で表される方向および量だけ軸振れが生じていることとなる。
【0026】
ダイヤルゲージの計測では、計測する方向に回転軸を固定し、軸振れ量を読み取り、次の方向に回転、固定して軸振れ量を読み取りといった作業が必要であったが、この構成により、回転軸を手回しで1回転することで回転軸の周方向30°ごとの軸振れ量を計測することが可能となり、計測時間の短縮とともに偏芯偏角方向の計測精度を向上させることができる。また、軸振れ量の計測において、モータを一定回転にすることなく回転軸を手回しすることで可能なため、モータの起動準備等が必要なく、調整作業をしながらの計測が可能となり、調整作業全体の時間を短縮することが可能となる。
【0027】
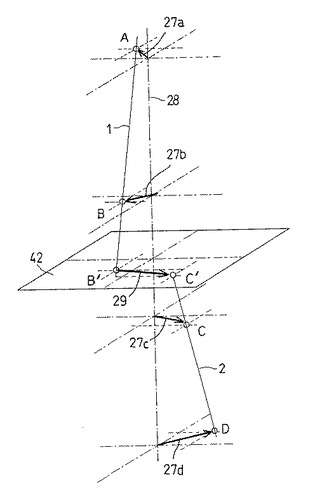
非接触変位計5a,5b、5d、5eの四つの軸振動データについて、前述の軸振動処理を行ない、四つの偏芯ベクトル27を算出する。
【0028】
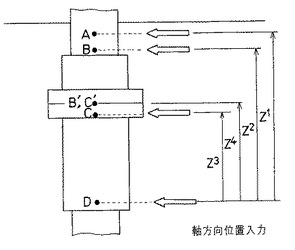
図8により、モータ軸1とポンプ軸2の偏芯および偏角の方向および量の算出方法について説明する。計測位置の情報は図9に示す入力画面により入力する。偏芯および偏角を算出するために必要な寸法情報を入力するものである。図8は四つの偏芯ベクトル27a、27b、27c,27dを基準線28に対して3次元的に表示したものである。モータ軸1はABを結ぶ向きに、ポンプ軸2はCDの向きに傾いていることを意味する。モータ軸1とポンプ軸2の偏芯方向と偏芯量は、モータ側連結継手とポンプ側連結継手が接触する接触面42での値とすると、点Aと点Bを接触面42に外挿した点B’と、点Cと点Dを接触面42に外挿した点C’から算出される。このとき、入力された軸方向の寸法情報が使用される。モータ軸1を基準に考えると、偏芯方向および偏芯量はベクトル29で表されることとなる。次に偏角方向および量は、線分ABと線分CDのなす角度および方向から算出することができる。
【0029】
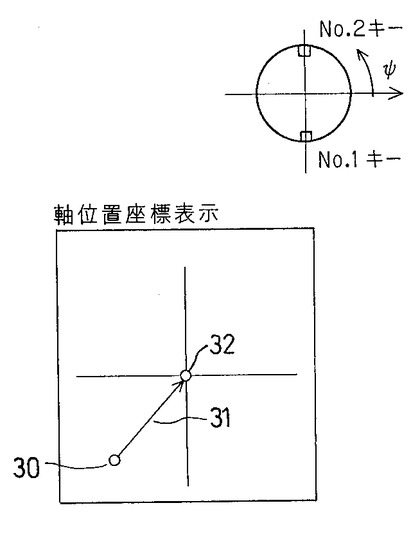
算出された偏芯および偏角の方向および量から、調整の良否判定に使用する軸方向位置での軸振れ量が、許容値以内である場合は、調整作業は終了となる。また、許容値以上である場合は、再度調整作業が必要となるため、調整指示手段16により偏芯および偏角を低減する方向および量を作業員に指示する画面を表示する。画面の例を図10に示す。現状の位置30を調整ベクトル31の方向および量を調整し、目標位置32に調整する画面の例である。
【0030】
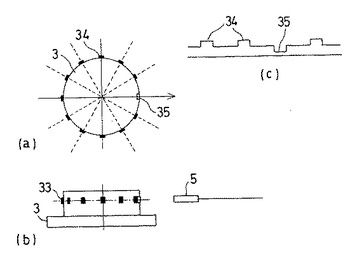
図11および図12には、軸周方向位置を検出する他の方法として、一つの非接触変位計5により検出する例を示す。モータ側連結継手に凹凸構造を30°刻みに配置した例である。ここでは、基準位置を検出する凹部35を1箇所、周方向位置を検出する凸部34を11箇所とし、非接触変位計5により計測される第2のパルス信号25を元にして、軸振動データ23から軸振れ量を抽出するものである。
【0031】
なお、軸周方向検出手段の設置場所は、モータ側連結継手以外の場所でもよい。また、パルス信号22,25の発生間隔も等間隔であれば良く、より精度を必要とする場合、刻みを小さくしてもよい。
【0032】
このように構成された本実施の形態において、回転機を一定速度の回転状態にすることなく、回転軸の手回しにより連結部の偏芯および偏角状態を計測し、精度良くまた効率良く調整することが可能となる。
【0033】
[第2の実施の形態]
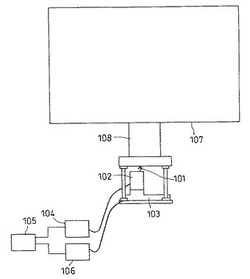
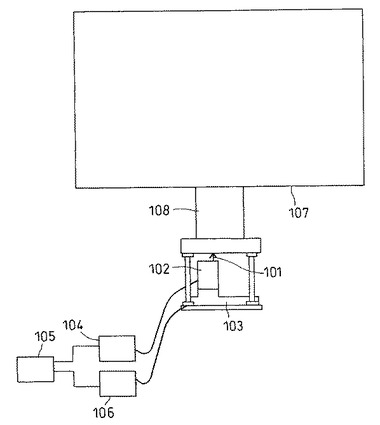
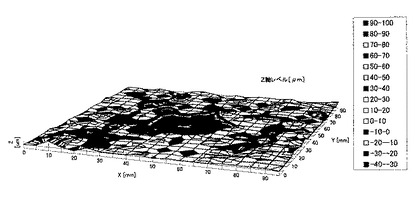
図13は、本発明による第2の実施の形態の装置を縦型ポンプモータのモータ107のモータ軸108に装着した場合を示している。レーザ変位計102を用いてレーザ光101により、モータ軸端面までの距離を変位として精度良く計測する。このレーザ変位計102は、X−Yステージ103に搭載され、計測対象の軸端面領域を移動する。X−Yステージコントローラ106とレーザ変位計信号変換器104の出力をパーソナルコンピュータ105に入力して、図14に示すような、端面の3次元形状を出力する。
【0034】
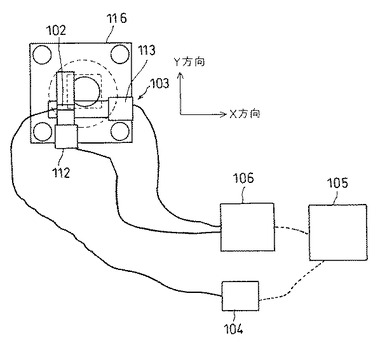
図15は、本装置のレーザ変位計102の上面位置から下方を見た図である。X−Yステージ103はXステージ113とYステージ112とからなり、Xステージ113の上にYステージ112が搭載され、その上にレーザ変位計102が搭載されている。
【0035】
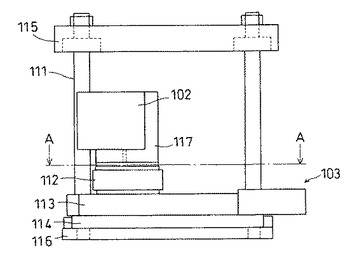
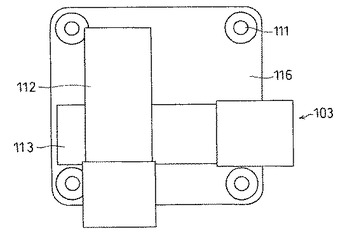
図16は立断面を示し、図17は、図16のA−A断面を示す。レーザ変位計102は、取付け治具117によりYステージ112に取り付けられ、Xステージ113は、偏角調整用プレート114を介して、下部プレート116に取り付けられている。下部プレート116は、タイロッド111を介して上部プレート115を取り付けている。上部プレート115には、測定対象となる回転軸のスペーサリング設置面が設けられている。偏角調整用プレート114は、調整ねじ(図示せず)などにより、スペーサリング設置面に対して平行となるよう偏角調整を行なう。
【0036】
図18にタイロッド111の形状の例を示す。上部プレート115および下部プレート116の接合部分のみ精度良く仕上げたロッドにすれば、上下部プレートを精度良く平行に組立てできる装置にすることができる。
【0037】
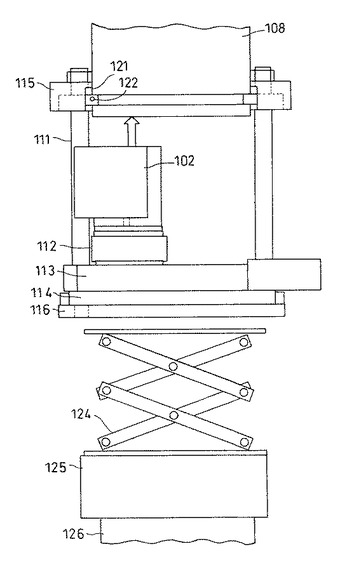
図19に、実際に装置を取り付けて計測しているときの状態の例の立断面図を示している。ポンプ軸126端面の端面保護カバー125に装置昇降機構124を設置して、本発明の装置をその上に搭載して、モータ軸108に挿入して、その後スプリットリング122、スペーサリング121をモータ軸に装着し、装置を装置昇降機構124で降下させて、スペーサリング121上面に設置する。このようにすれば、装置を精度良く容易に設置できる。また、端面修正作業時には、装置昇降機構124を用いて、装置を取り外して、その空いた空間を使って端面修正作業が可能である。このときリングおよび装置の設置方位は、装置据付け精度を向上させるためには、決まった方位に設置するとよい。
【0038】
このように構成された本実施の形態によれば、軸端面の形状を3次元に定量的に表示できるので、端面の修正作業が容易となる。軸に取り付けた装置を人が動かさなくて済むので、測定精度が向上する。スプリットリング溝あるいはスプリットリング122の端面あるいはスプリットリング122に支えられているスペーサリング121の端面の上面に測定装置を置くだけであるので、設置作業が容易であり、スペーサリング121の端面の上面は、精度良く製作されており、面が傷むこともないので、その面を基準とすることにより精度良く計測できる。
【0039】
また、ポンプの運転が大気圧の場合、スペーサリング121端面の上面にモータ連結継手が設置され、スペーサ連結継手が連結されるので、上記の面を基準にすると大気圧の場合と圧力が高い運転時が、同じ軸偏角度となるので運転条件により振動値が変化しない調整ができる。
【0040】
さらに、軸端面にあるスプリットリング122に支えられているスペーサリング121端面に設置する上部プレート115とX−Yステージ103などが搭載されている偏角調整用プレート114を取り付けている下部プレート116をタイロッド111で連結するとよい。この実施の形態によれば、上部プレート115と下部プレート116を3本以上のタイロッド111で連結したことにより、装置重量を軽くすることができる。また、X−Yステージ103が搭載されている偏角調整用プレート114を用いることにより、精度良く設置面に平行にX−Yステージ103を調整ねじなどを用いて調整設置できる。
【0041】
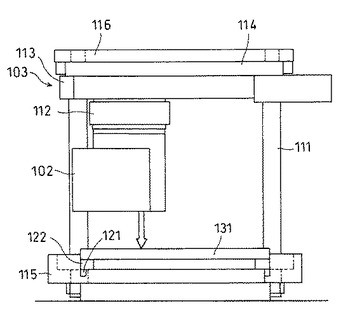
図20に示すように、加えて設置台に上下逆に設置して計測対象の軸端面にあるスプリットリング122とスペーサリング121を装着して上下2平面の平行度が精度良く製作されている偏角検査用プレート131をその上に載せて、その偏角検査用プレート131の偏角を計測し、その偏角が零になるようX−Yステージ103などが搭載されている偏角調整用プレート114を調整ねじ(図示せず)などを用いて調整することができる。このようにすれば、計測対象の軸端面にあるスプリットリング122とスペーサリング121を装着して計測しているので、スプリットリング122に対するスペーサリング121の設置方位を同じにして、偏角調整用プレート114を調整ねじなどを用いて調整すれば、精度良く設置面に平行にX−Yステージを設置できる。
【0042】
また、スペーサリングの設置方位を記録しておけば、大気圧の場合の偏角度が計測されるので、圧力が高い運転時の偏角度を修正したい場合には、前記の設置方位を考慮して軸端面の偏角度を修正すれば可能となる。この方法を用いれば、計測装置の校正を現場で実施できるので、運搬時の計測装置のゆがみなどを心配する必要がなく、上下2平面の平行度が精度良く製作されている偏角検査用プレート131を用意するだけであるので、校正費用がかからず、校正も容易である。以上のように、回転軸の軸端面の偏角度およびその形状を3次元で、数μmの精度で測定でき、修正量が表示できるので、修正作業をする上で作業が容易となり、偏角度を零に近くすることができ、回転機の軸偏角による振動を低減することが可能となる。
【符号の説明】
【0043】
1…モータ軸(回転軸)、2…ポンプ軸(回転軸)、3…モータ側連結継手、4…ポンプ側連結継手、5,5a〜5e…非接触変位計(軸振動計測手段)、6,7…センサ治具、8…変位計信号線、9…パルス計信号線、10,11…増幅器、12…AD変換器、14…軸振動処理手段、15…偏芯偏角算出手段、16…調整指示手段、17…入力手段、18…表示手段、19…記録手段、20,20b…パルス計(周方向位置計測手段)、21,21b…反射箔(周方向位置検出手段)、22,25…パルス信号、23…軸振動データ、24…軸振れ量、26…基準円、27,27a〜27d…偏芯ベクトル、29…ベクトル、31…調整ベクトル、32…目標位置、34…凸部、35…凹部、36…モータ軸固定治具、37…固定ボルト、38…モータ軸固定ボルト、39…取り付け板、40…処理部分、42…接触面、101…レーザ光、102…レーザ変位計、103…X−Yステージ、104…レーザ変位計信号変換器、105…パーソナルコンピュータ、106…X−Yステージコントローラ、107…モータ、108…モータ軸、111…タイロッド、112…Yステージ、113…Xステージ、114…偏角調整用プレート、115…上部プレート、116…下部プレート、121…スペーサリング、122…スプリットリング、124…装置昇降機構、125…端面保護カバー、126…ポンプ軸、131…偏角検査用プレート
【技術分野】
【0001】
この発明は回転軸を連結する連結継手(カップリング)の調整支援装置および連結継手の調整方法に関し、特に、モータ軸とポンプ軸の連結部の調整に好適な回転軸連結継手調整支援装置および回転軸連結継手調整方法に関する。
【背景技術】
【0002】
一般に、モータ軸とポンプ軸のように連結継手で結合される回転機においては、運転時の軸振動を低減させるように連結部の偏芯や偏角の方向と量の調整が必要である。連結部の偏芯や偏角の方向と量の調整が不十分な場合、回転時に偏芯や偏角により過大な軸振動値となり、再度、連結部の調整を行なう必要がある。
【0003】
この調整方法としては、計測器にダイヤルゲージを用い、連結部の軸振れ量の計測を行ない、軸振れ量の許容値以内に収まるよう、連結部を調整する方法がある。この方法は、回転軸にダイヤルゲージを設置し、手回し等により回転軸を回転させ、周方向に数箇所から軸振れ量を計測する方法である。
【0004】
また、計測器として軸方向あるいは周方向に複数の非接触変位計を用いて、連結部の偏芯や偏角の方向と量を計測する方法がある。(たとえば特許文献1および特許文献2参照)。この方法は、非接触変位計により軸振れ量を計測するとともに、位相差を計測することにより、回転軸の偏芯や偏角を計測する方法である。特許文献1は、一定回転時における軸振れ量計測値と位相差から、振動ベクトルを算出し、回転軸の偏芯や偏角の方向および量を算出するものである。特許文献2は、一定回転時における軸振れ量計測値と位相差から、振動ベクトルを算出し、回転軸の偏角の方向および量を算出するものである。
【0005】
また、偏角を防止するためにはモータ軸端面の偏角を極力小さくする必要がある。このために行なわれている作業について以下に説明する。図21に、発電プラント等で用いられる縦型ポンプにおける軸連結継手のモータ軸の一例を示す。この種のポンプは、モータ軸とポンプ軸とをスペーサ連結継手で連結される構造である。運転中は、運転条件の違いにより、ポンプ軸をモータ軸側に押し上げる軸方向荷重が変化し、モータ軸端面とスペーサ連結継手が接触する場合と離反する場合がある。接触する場合は、モータ軸端面の偏角がそのままポンプ軸の偏角となるため、回転軸の振動増加の原因となる。そこで従来では、図21に示すようにモータ軸108の外径に端面当たり治具141をモータ軸108に装着して、光明丹などで当たり状態を確認して、軸端面の偏角度および平面度を計測している。当たり状況が悪い場合は、軸偏角度を極力零とするよう軸端面を研削する。端面当たり治具141はモータ軸108の外形に精度良く装着され、軸端面が当たる底面の偏角がなく精度良く平面を保っている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第2848720号公報
【特許文献2】特開2001−153757号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述した回転軸の連結継手調整方法および装置おいて、まず、ダイヤルゲージを用いた測定の場合、一般的に周方向に直交する2方向、軸方向に数箇所の計測が行なわれ、軸振れ量の最大値と最小値を計測し許容値以内になるよう連結部を調整されている。この場合、計測位置の軸振れの方向と量は明らかとなるが、ポンプ軸とモータ軸がどちらの方向にどの程度の量、偏芯あるいは偏角しているかを把握することが難しいため、精度良く調整することが困難である。また、計測点を増やすことにより、軸振れの方向と量の計測精度を向上することも可能であるが、計測する方向に回転軸を固定し、軸振れ量を読み取り、次の方向に回転、固定して軸振れ量を読み取り、といった作業を繰り返す必要がある。この場合、作業時間が増加してしまう問題と、計測する周方向位置を精度良く設定することが難しいという課題がある。
【0008】
特許文献1および特許文献2の方法では、計測した軸振動値と位相情報から、連結部の偏芯あるいは偏角の方向および量を算出しているが、位相情報から偏芯あるいは偏角の方位を算出するためには、回転機が一定速度の回転状態にある必要がある。この場合、調整作業を行なった後、回転機を運転し、そして計測作業、良否確認を行ない、否の場合は再度調整作業という流れとなる。しかしこの場合、回転機を運転状態とする必要があるため、調整作業を連続して行なうことができず、作業効率が悪くなるという課題がある。
【0009】
モータ軸端面の偏角状態の計測および修正作業は、端面当たり治具141の重量が約30Kgと重く、軸とのはめあい公差が約20μmと小さいので、取り外し作業が困難であり、作業時間も1日以上かかるという課題がある。
【0010】
また、偏角状態を定量的に把握することが困難であり、偏角状態の改善のための研削量を把握することが困難である。このため、計測および修正作業を繰り返す必要がある場合がある。
【0011】
本発明は上述した課題を解決するためになされたものであり、回転機を一定速度の回転状態にする必要がなく、回転軸の手回しにより回転軸連結部の偏芯および偏角状態を計測し、精度良くまた効率良く調整することを可能とするとともに、回転軸端面の偏角状態の調整作業を精度良くかつ効率良く実施することを可能とする回転軸連結継手調整方法およびそのための回転軸連結継手調整支援装置を提供することを目的とする。
【課題を解決するための手段】
【0012】
この発明は上記目的を達成するものであって、本発明は、二つの回転軸を結合する連結継手の結合状態を調整するための回転軸連結継手調整支援装置において、回転軸に取り付けてその回転軸の端面に対向させて配置されて当該端面の対向部分との距離を計測できる変位計と、前記変位計を前記端面に対向させながら前記端面に対してほぼ平行に移動させる移動機構とを有し、これら変位計と移動機構とにより、前記端面の直角度および形状を計測できるように構成されていること、を特徴とする。
【0013】
また、本発明は、二つの回転軸を結合する連結継手の結合状態を調整する回転軸連結継手調整方法において、回転軸の端面の一部に変位計を対向させて、前記端面の部分と変位計の距離を計測する計測ステップと、前記変位計を前記端面の他の部分に対向させるように前記変位計を端面に対してほぼ平行に移動させる移動ステップと、を繰り返して、前記端面の直角度および形状を計測すること、を特徴とする。
【発明の効果】
【0014】
本発明によれば、回転機を一定速度の回転状態にする必要がなく、たとえば回転軸の手回しにより回転軸連結部の偏芯および偏角状態を計測し、精度良くまた効率良く調整することができる。また、偏角状態を改善するため、軸端面の偏角状態を効率よく精度良く計測することができる。
【図面の簡単な説明】
【0015】
【図1】本発明に係る回転軸連結継手調整支援装置の第1の実施の形態を示す模式的立面図を含むブロック図。
【図2】本発明の第1の実施の形態におけるモータ軸固定治具を取り付けた状態を示す図であって、(a)は正面図、(b)は側面図。
【図3】本発明の第1の実施の形態におけるモータ軸固定治具にセンサ治具を取り付けた状態を示す図であって、(a)は正面図、(b)は側面図。
【図4】本発明の第1の実施の形態における連結継手調整の処理手順を示すフロー図。
【図5】本発明の第1の実施の形態における軸周方向位置検出手段の構造を示す図であって、(a)は平断面図、(b)は正面図。
【図6】本発明の第1の実施の形態における軸振れ量の抽出方法を示す図であって、(a)は軸振動データのタイムチャート、(b)は第1のパルス信号のタイムチャート、(c)は第2のパルス信号のタイムチャート。
【図7】本発明の第1の実施の形態における軸振れ量の抽出結果を示す図。
【図8】本発明の第1の実施の形態における偏芯および偏角の方向および量の算出方法を示す斜視図。
【図9】本発明の第1の実施の形態における位置情報入力画面の一例を示す図。
【図10】本発明の第1の実施の形態における調整支援画面の一例を示す図。
【図11】本発明の第1の実施の形態における軸周方向位置検出手段の構造の図5とは異なる例を示す図であって、(a)は平断面図、(b)は正面図、(c)は凹凸構造の模式的拡大展開断面図。
【図12】図11の軸周方向位置検出手段を用いた軸振れ量の抽出方法を示す図であって、(a)は軸振動データのタイムチャート、(b)は第1のパルス信号のタイムチャート。
【図13】本発明に係る回転軸連結継手調整支援装置の第2の実施の形態を示す立面図を含む模式的ブロック図。
【図14】本発明の第2の実施の形態によって測定された回転軸端面の3次元形状図の例。
【図15】本発明の第2の実施の形態の回転軸連結継手調整支援装置の平面図を含む模式的ブロック図。
【図16】本発明の第2の実施の形態の回転軸連結継手調整支援装置の立断面図。
【図17】図16のA−A線矢視平断面図。
【図18】本発明の第2の実施の形態の回転軸連結継手調整支援装置におけるタイロッドを1本取り出して示す立面図。
【図19】本発明の第2の実施の形態の回転軸連結継手調整支援装置を実際に装置を取り付けて計測している状態を示す立断面図。
【図20】本発明の第2の実施の形態の回転軸連結継手調整方法における偏角校正時の装置の立断面図。
【図21】従来の回転軸連結継手調整方法における模式的立断面図。
【発明を実施するための形態】
【0016】
以下、本発明に係る回転軸連結継手調整方法およびそのための回転軸連結継手調整支援装置の実施の形態について、図面を参照して説明する。
【0017】
[第1の実施の形態]
まず、図1〜図10を用いて第1の実施の形態を説明する。本実施の形態は、図1に示すように、連結部を持つ回転体の例として、モータ軸1とポンプ軸2を、モータ側連結継手3とポンプ側連結継手4とよって連結する構造を示している。軸振れ量を計測する軸振動計測手段として、非接触変位計5a〜5eを軸方向に配置し、センサ治具6、7により固定する。センサ治具6,7は、たとえばマグネットにより、モータ下部面50やポンプ上部面51に固定する。また、マグネットによる固定では、接触による位置ずれや取り付け位置の再現性の確保が難しいこともあるので、モータ下部面50やポンプ上部面51に回転機本体あるいは部品取り付け用のボルト穴やはめあい構造を利用して、強固に固定することが望ましい。
【0018】
モータ軸1のセンタリング等の調整作業においては、図2に示すようにモータ軸固定治具36とモータ軸固定ボルト38を使用してモータ軸1を移動あるいは固定する。モータ軸固定治具36は、固定ボルト37によりモータ下部面に強固に固定されている。
【0019】
図3は、モータ下部面50にあるボルト穴を利用してセンサ治具6を取り付けた例を示している。センサ治具6を取り付け板39に固定し、取り付け板39は、固定ボルト37によりモータ下部面50に固定する。このような構造とすることにより、センサ治具6を強固に固定できる。また、回転機に予め設置されているボルト穴等構造やモータ軸固定治具36およびモータ軸固定ボルト38等の通常の調整作業で使用する治具を利用できるため、新たな加工や治具製作が必要ないという効果がある。
【0020】
非接触変位計5をモータ軸1に2ヶ所、ポンプ側連結継手4に2ヶ所設置することにより、モータ軸1とポンプ軸2の偏芯および偏角をそれぞれ計測することが可能となる。なお、ここで示す連結部の構造は、ポンプ軸2とポンプ側連結継手4の間では偏芯および偏角が生じない構造であり、このポンプ軸2とポンプ側連結継手4の間で偏芯および偏角が生じる構造の場合は、ポンプ軸2の軸方向2ヶ所に非接触変位計5を配置する。ここで、非接触変位計5として、たとえば渦電流式変位計やレーザ変位計を使用するが、軸の磁化特性の影響を受けにくいレーザ変位計を使用するのが望ましい。
【0021】
図1に示すように、モータ側連結継手3には、回転軸の軸方向位置検出するための反射箔21を設置し、光電式パルス計20により反射箔21位置において、パルス状の電圧信号を計測する。反射箔21は、モータ側連結継手3の周方向に複数箇所均等に配置することにより、周方向等間隔の位置でパルス信号が発生する。
【0022】
非接触変位計5およびパルス計20は、それぞれ変位計信号線8およびパルス計信号線9と増幅器10と増幅器11に接続され電圧信号を出力する。さらにAD変換器12によりディジタル信号に変換され、処理部分40に取り込まれる。処理部分40は、連続した軸振動信号から回転軸の周方向位置での軸振れ量を算出する軸振動処理手段14と、各軸振れ量からモータ軸1とポンプ軸2の偏芯および偏角の方向および量を算出する偏芯偏角算出手段15と、偏芯偏角量が許容値異常の場合、連結継手の調整方向と調整量を指示する調整指示手段16からなる。処理部分40には、偏芯偏角算出手段15に必要な非接触変位計5やパルス計20の設置位置に関する情報を入力する入力手段17と、入力画面や調整支援の画面を表示する表示手段18と、入力情報や測定データや算出結果を記録する記録手段19が接続されている。
【0023】
ここで、図4に示すフローにより処理の概要を説明する。すなわち、まず、センサ位置情報を入力する(ステップS1)。次に、軸振動収録を開始する(ステップS2)。次に、回転軸を手回しする(ステップS3)。次に、軸振動収録を終了する(ステップS4)。次に、軸振動収録の結果からパルス位置を抜き出す(ステップS5)。次に、偏芯偏角を計算する(ステップS6)。ここで良否判定を行ない(ステップS7)、偏芯偏角が許容値以下の場合は終了する。偏芯偏角が許容値を越えている場合は、調整方向を指示し(ステップS8)、調整作業を行なって(ステップS9)、再び、軸振動収録開始(ステップS2)からの作業を繰り返す。
【0024】
図5および図6を参照して軸振動処理手段14の処理方法について説明する。図5は、第1の反射箔21を周方向に30°刻みでモータ軸の外周上に配置した例である。回転軸を手回しにより回転させる場合、第1のパルス計20により回転軸が30°回転するごとに第1のパルス信号22を計測することが可能である。このときの軸振動データ23も計測されており、第1のパルス信号22が発生している位置での軸振動データ23が周方向30°ごとの軸振れ量となる。このとき、周方向の基準となる点は、回転軸を回し始める位置としてもよいし、前述の第1の反射箔21とは別に回転軸の周方向に一つの第2の反射箔21bを配置し、第2のパルス計20bにより、回転軸の1回転ごとに1回発生する第2のパルス信号25を計測することにより、基準位置を決定する方法もある。
【0025】
抽出された軸振れ抽出点24の軸振れ量の1回転分を平面的に表示した結果を図7に示す。基準円26は、軸振れが0の状態を示しているものであり、抽出された軸振れ量を30°ごとに表示すると、この軸振動データについては、偏芯ベクトル27で表される方向および量だけ軸振れが生じていることとなる。
【0026】
ダイヤルゲージの計測では、計測する方向に回転軸を固定し、軸振れ量を読み取り、次の方向に回転、固定して軸振れ量を読み取りといった作業が必要であったが、この構成により、回転軸を手回しで1回転することで回転軸の周方向30°ごとの軸振れ量を計測することが可能となり、計測時間の短縮とともに偏芯偏角方向の計測精度を向上させることができる。また、軸振れ量の計測において、モータを一定回転にすることなく回転軸を手回しすることで可能なため、モータの起動準備等が必要なく、調整作業をしながらの計測が可能となり、調整作業全体の時間を短縮することが可能となる。
【0027】
非接触変位計5a,5b、5d、5eの四つの軸振動データについて、前述の軸振動処理を行ない、四つの偏芯ベクトル27を算出する。
【0028】
図8により、モータ軸1とポンプ軸2の偏芯および偏角の方向および量の算出方法について説明する。計測位置の情報は図9に示す入力画面により入力する。偏芯および偏角を算出するために必要な寸法情報を入力するものである。図8は四つの偏芯ベクトル27a、27b、27c,27dを基準線28に対して3次元的に表示したものである。モータ軸1はABを結ぶ向きに、ポンプ軸2はCDの向きに傾いていることを意味する。モータ軸1とポンプ軸2の偏芯方向と偏芯量は、モータ側連結継手とポンプ側連結継手が接触する接触面42での値とすると、点Aと点Bを接触面42に外挿した点B’と、点Cと点Dを接触面42に外挿した点C’から算出される。このとき、入力された軸方向の寸法情報が使用される。モータ軸1を基準に考えると、偏芯方向および偏芯量はベクトル29で表されることとなる。次に偏角方向および量は、線分ABと線分CDのなす角度および方向から算出することができる。
【0029】
算出された偏芯および偏角の方向および量から、調整の良否判定に使用する軸方向位置での軸振れ量が、許容値以内である場合は、調整作業は終了となる。また、許容値以上である場合は、再度調整作業が必要となるため、調整指示手段16により偏芯および偏角を低減する方向および量を作業員に指示する画面を表示する。画面の例を図10に示す。現状の位置30を調整ベクトル31の方向および量を調整し、目標位置32に調整する画面の例である。
【0030】
図11および図12には、軸周方向位置を検出する他の方法として、一つの非接触変位計5により検出する例を示す。モータ側連結継手に凹凸構造を30°刻みに配置した例である。ここでは、基準位置を検出する凹部35を1箇所、周方向位置を検出する凸部34を11箇所とし、非接触変位計5により計測される第2のパルス信号25を元にして、軸振動データ23から軸振れ量を抽出するものである。
【0031】
なお、軸周方向検出手段の設置場所は、モータ側連結継手以外の場所でもよい。また、パルス信号22,25の発生間隔も等間隔であれば良く、より精度を必要とする場合、刻みを小さくしてもよい。
【0032】
このように構成された本実施の形態において、回転機を一定速度の回転状態にすることなく、回転軸の手回しにより連結部の偏芯および偏角状態を計測し、精度良くまた効率良く調整することが可能となる。
【0033】
[第2の実施の形態]
図13は、本発明による第2の実施の形態の装置を縦型ポンプモータのモータ107のモータ軸108に装着した場合を示している。レーザ変位計102を用いてレーザ光101により、モータ軸端面までの距離を変位として精度良く計測する。このレーザ変位計102は、X−Yステージ103に搭載され、計測対象の軸端面領域を移動する。X−Yステージコントローラ106とレーザ変位計信号変換器104の出力をパーソナルコンピュータ105に入力して、図14に示すような、端面の3次元形状を出力する。
【0034】
図15は、本装置のレーザ変位計102の上面位置から下方を見た図である。X−Yステージ103はXステージ113とYステージ112とからなり、Xステージ113の上にYステージ112が搭載され、その上にレーザ変位計102が搭載されている。
【0035】
図16は立断面を示し、図17は、図16のA−A断面を示す。レーザ変位計102は、取付け治具117によりYステージ112に取り付けられ、Xステージ113は、偏角調整用プレート114を介して、下部プレート116に取り付けられている。下部プレート116は、タイロッド111を介して上部プレート115を取り付けている。上部プレート115には、測定対象となる回転軸のスペーサリング設置面が設けられている。偏角調整用プレート114は、調整ねじ(図示せず)などにより、スペーサリング設置面に対して平行となるよう偏角調整を行なう。
【0036】
図18にタイロッド111の形状の例を示す。上部プレート115および下部プレート116の接合部分のみ精度良く仕上げたロッドにすれば、上下部プレートを精度良く平行に組立てできる装置にすることができる。
【0037】
図19に、実際に装置を取り付けて計測しているときの状態の例の立断面図を示している。ポンプ軸126端面の端面保護カバー125に装置昇降機構124を設置して、本発明の装置をその上に搭載して、モータ軸108に挿入して、その後スプリットリング122、スペーサリング121をモータ軸に装着し、装置を装置昇降機構124で降下させて、スペーサリング121上面に設置する。このようにすれば、装置を精度良く容易に設置できる。また、端面修正作業時には、装置昇降機構124を用いて、装置を取り外して、その空いた空間を使って端面修正作業が可能である。このときリングおよび装置の設置方位は、装置据付け精度を向上させるためには、決まった方位に設置するとよい。
【0038】
このように構成された本実施の形態によれば、軸端面の形状を3次元に定量的に表示できるので、端面の修正作業が容易となる。軸に取り付けた装置を人が動かさなくて済むので、測定精度が向上する。スプリットリング溝あるいはスプリットリング122の端面あるいはスプリットリング122に支えられているスペーサリング121の端面の上面に測定装置を置くだけであるので、設置作業が容易であり、スペーサリング121の端面の上面は、精度良く製作されており、面が傷むこともないので、その面を基準とすることにより精度良く計測できる。
【0039】
また、ポンプの運転が大気圧の場合、スペーサリング121端面の上面にモータ連結継手が設置され、スペーサ連結継手が連結されるので、上記の面を基準にすると大気圧の場合と圧力が高い運転時が、同じ軸偏角度となるので運転条件により振動値が変化しない調整ができる。
【0040】
さらに、軸端面にあるスプリットリング122に支えられているスペーサリング121端面に設置する上部プレート115とX−Yステージ103などが搭載されている偏角調整用プレート114を取り付けている下部プレート116をタイロッド111で連結するとよい。この実施の形態によれば、上部プレート115と下部プレート116を3本以上のタイロッド111で連結したことにより、装置重量を軽くすることができる。また、X−Yステージ103が搭載されている偏角調整用プレート114を用いることにより、精度良く設置面に平行にX−Yステージ103を調整ねじなどを用いて調整設置できる。
【0041】
図20に示すように、加えて設置台に上下逆に設置して計測対象の軸端面にあるスプリットリング122とスペーサリング121を装着して上下2平面の平行度が精度良く製作されている偏角検査用プレート131をその上に載せて、その偏角検査用プレート131の偏角を計測し、その偏角が零になるようX−Yステージ103などが搭載されている偏角調整用プレート114を調整ねじ(図示せず)などを用いて調整することができる。このようにすれば、計測対象の軸端面にあるスプリットリング122とスペーサリング121を装着して計測しているので、スプリットリング122に対するスペーサリング121の設置方位を同じにして、偏角調整用プレート114を調整ねじなどを用いて調整すれば、精度良く設置面に平行にX−Yステージを設置できる。
【0042】
また、スペーサリングの設置方位を記録しておけば、大気圧の場合の偏角度が計測されるので、圧力が高い運転時の偏角度を修正したい場合には、前記の設置方位を考慮して軸端面の偏角度を修正すれば可能となる。この方法を用いれば、計測装置の校正を現場で実施できるので、運搬時の計測装置のゆがみなどを心配する必要がなく、上下2平面の平行度が精度良く製作されている偏角検査用プレート131を用意するだけであるので、校正費用がかからず、校正も容易である。以上のように、回転軸の軸端面の偏角度およびその形状を3次元で、数μmの精度で測定でき、修正量が表示できるので、修正作業をする上で作業が容易となり、偏角度を零に近くすることができ、回転機の軸偏角による振動を低減することが可能となる。
【符号の説明】
【0043】
1…モータ軸(回転軸)、2…ポンプ軸(回転軸)、3…モータ側連結継手、4…ポンプ側連結継手、5,5a〜5e…非接触変位計(軸振動計測手段)、6,7…センサ治具、8…変位計信号線、9…パルス計信号線、10,11…増幅器、12…AD変換器、14…軸振動処理手段、15…偏芯偏角算出手段、16…調整指示手段、17…入力手段、18…表示手段、19…記録手段、20,20b…パルス計(周方向位置計測手段)、21,21b…反射箔(周方向位置検出手段)、22,25…パルス信号、23…軸振動データ、24…軸振れ量、26…基準円、27,27a〜27d…偏芯ベクトル、29…ベクトル、31…調整ベクトル、32…目標位置、34…凸部、35…凹部、36…モータ軸固定治具、37…固定ボルト、38…モータ軸固定ボルト、39…取り付け板、40…処理部分、42…接触面、101…レーザ光、102…レーザ変位計、103…X−Yステージ、104…レーザ変位計信号変換器、105…パーソナルコンピュータ、106…X−Yステージコントローラ、107…モータ、108…モータ軸、111…タイロッド、112…Yステージ、113…Xステージ、114…偏角調整用プレート、115…上部プレート、116…下部プレート、121…スペーサリング、122…スプリットリング、124…装置昇降機構、125…端面保護カバー、126…ポンプ軸、131…偏角検査用プレート
【特許請求の範囲】
【請求項1】
二つの回転軸を結合する連結継手の結合状態を調整するための回転軸連結継手調整支援装置において、
回転軸に取り付けてその回転軸の端面に対向させて配置されて当該端面の対向部分との距離を計測できる変位計と、
前記変位計を前記端面に対向させながら前記端面に対してほぼ平行に移動させる移動機構と
を有し、これら変位計と移動機構とにより、前記端面の直角度あるいは形状を計測できるように構成されていること、を特徴とする回転軸連結継手調整支援装置。
【請求項2】
前記移動機構は、前記回転軸の側面外周、回転軸の側面にある溝、前記溝に取り付けられた治具の端面のうちのいずれかに取り付けられていること、を特徴とする請求項1記載の回転軸連結継手調整支援装置。
【請求項3】
前記回転軸の側面にある溝に取り付けられた治具の端面に設置された上部プレートと、この上部プレートに連結された偏角調整用プレートが取り付けられた下部プレートと、をさらに有し、
前記移動機構が前記偏角調整用プレートに取り付けられていること、
を特徴とする請求項1記載の回転軸連結継手調整支援装置。
【請求項4】
二つの回転軸を結合する連結継手の結合状態を調整する回転軸連結継手調整方法において、
回転軸の端面の一部に変位計を対向させて、前記端面の部分と変位計の距離を計測する計測ステップと、
前記変位計を前記端面の他の部分に対向させるように前記変位計を端面に対してほぼ平行に移動させる移動ステップと、
を繰り返して、前記端面の直角度あるいは形状を計測すること、を特徴とする回転軸連結継手調整方法。
【請求項5】
前記端面の直角度あるいは形状を計測する前に、
前記端面の直角度あるいは形状を計測する状態と上下を反転させた状態で、前記回転軸の側面にある溝に取り付けられた治具を上部プレートに装着し、前記上部プレートを下部プレートに結合し、偏角調整用プレートを介して前記下部プレートに対して移動機構を取り付け、この移動機構に対して前記変位計を固定し、前記治具の上に、上下表面が相互に平行な偏角検査用プレートを配置し、前記移動機構および前記変位計を用いて前記偏角検査用プレートの偏角を計測し、その偏角が十分に小さくなるように前記偏角調整プレートの傾きを調整すること、
を特徴とする請求項4記載の回転軸連結継手調整方法。
【請求項1】
二つの回転軸を結合する連結継手の結合状態を調整するための回転軸連結継手調整支援装置において、
回転軸に取り付けてその回転軸の端面に対向させて配置されて当該端面の対向部分との距離を計測できる変位計と、
前記変位計を前記端面に対向させながら前記端面に対してほぼ平行に移動させる移動機構と
を有し、これら変位計と移動機構とにより、前記端面の直角度あるいは形状を計測できるように構成されていること、を特徴とする回転軸連結継手調整支援装置。
【請求項2】
前記移動機構は、前記回転軸の側面外周、回転軸の側面にある溝、前記溝に取り付けられた治具の端面のうちのいずれかに取り付けられていること、を特徴とする請求項1記載の回転軸連結継手調整支援装置。
【請求項3】
前記回転軸の側面にある溝に取り付けられた治具の端面に設置された上部プレートと、この上部プレートに連結された偏角調整用プレートが取り付けられた下部プレートと、をさらに有し、
前記移動機構が前記偏角調整用プレートに取り付けられていること、
を特徴とする請求項1記載の回転軸連結継手調整支援装置。
【請求項4】
二つの回転軸を結合する連結継手の結合状態を調整する回転軸連結継手調整方法において、
回転軸の端面の一部に変位計を対向させて、前記端面の部分と変位計の距離を計測する計測ステップと、
前記変位計を前記端面の他の部分に対向させるように前記変位計を端面に対してほぼ平行に移動させる移動ステップと、
を繰り返して、前記端面の直角度あるいは形状を計測すること、を特徴とする回転軸連結継手調整方法。
【請求項5】
前記端面の直角度あるいは形状を計測する前に、
前記端面の直角度あるいは形状を計測する状態と上下を反転させた状態で、前記回転軸の側面にある溝に取り付けられた治具を上部プレートに装着し、前記上部プレートを下部プレートに結合し、偏角調整用プレートを介して前記下部プレートに対して移動機構を取り付け、この移動機構に対して前記変位計を固定し、前記治具の上に、上下表面が相互に平行な偏角検査用プレートを配置し、前記移動機構および前記変位計を用いて前記偏角検査用プレートの偏角を計測し、その偏角が十分に小さくなるように前記偏角調整プレートの傾きを調整すること、
を特徴とする請求項4記載の回転軸連結継手調整方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】

【図19】
【図20】
【図21】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【公開番号】特開2010−249842(P2010−249842A)
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願番号】特願2010−171455(P2010−171455)
【出願日】平成22年7月30日(2010.7.30)
【分割の表示】特願2004−157317(P2004−157317)の分割
【原出願日】平成16年5月27日(2004.5.27)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願日】平成22年7月30日(2010.7.30)
【分割の表示】特願2004−157317(P2004−157317)の分割
【原出願日】平成16年5月27日(2004.5.27)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
[ Back to top ]