
固体酸化物形燃料電池の製造方法および該方法に用いる焼成治具
【課題】焼成時に燃料極の表面に電気抵抗層が形成され難く且つ焼成治具の一部が固着・残留し難い耐熱性の高いSOFC焼成用の焼成治具を提供し、そのような焼成治具を用いて焼成時の導電性低下を抑えて集電効率のよいSOFCを製造する方法を提供すること。
【解決手段】燃料極12を構成する多孔質基材と、該基材上に配置された固体電解質14と、該固体電解質上に配置された空気極16とを備える固体酸化物形燃料電池10を製造する方法において、少なくとも前記燃料極を構成する多孔質基材が焼成される際に該多孔質基材と接触して配置される焼成治具として、MFe2O4(ここでMは、Mn、Fe、Ni、Mg、Zn及びCoから成る群から選択される1種又は2種以上の元素である)で示されるフェライト製の焼成治具を使用する。
【解決手段】燃料極12を構成する多孔質基材と、該基材上に配置された固体電解質14と、該固体電解質上に配置された空気極16とを備える固体酸化物形燃料電池10を製造する方法において、少なくとも前記燃料極を構成する多孔質基材が焼成される際に該多孔質基材と接触して配置される焼成治具として、MFe2O4(ここでMは、Mn、Fe、Ni、Mg、Zn及びCoから成る群から選択される1種又は2種以上の元素である)で示されるフェライト製の焼成治具を使用する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は固体酸化物形燃料電池(SOFC)の製造方法に関し、詳しくは、SOFCを構成する燃料極(アノード)の焼成技術に関する。
【背景技術】
【0002】
固体電解質形燃料電池とも呼ばれる固体酸化物形燃料電池(Solid Oxide Fuel Cell:SOFC)は、種々のタイプの燃料電池の中でも発電効率が高く、更に低環境負荷であり、多様な燃料の使用が可能であることから、発電装置として開発が進められている。
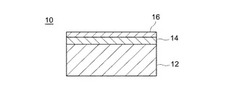
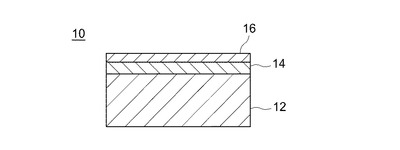
図1に示すように、SOFC(単セル)10の基本構造は、酸化物イオン伝導体から成る緻密な固体電解質(例えば緻密膜層)14の一方の面に多孔質構造の空気極(カソード)16が配置され、他方の面に多孔質構造の燃料極(アノード)12が配置されることにより構成されている。そして、燃料極12側の固体電解質14の表面には燃料ガス(典型的には水素)が供給され、空気極16側の固体電解質14の表面には酸素を含むガス(典型的には空気)が供給される。
SOFC(単セル)の固体電解質は、典型的には、イットリア安定化ジルコニア(YSZ)、スカンジア安定化ジルコニア(SSZ)等のジルコニア系材料から構成される。また、燃料極は、典型的には、酸化ニッケル(NiO)と安定化ジルコニア(例えばYSZやSSZ)等の混合伝導性セラミックスから成る複合材料(例えばNi−YSZやNi−SSZ)から構成される。NiOは還元処理後の使用時には金属Niとなる。また、空気極は、触媒活性、混合伝導性に優れるLaCoO3やLa(Sr)MnO3等のペロブスカイト型複合酸化物材料から構成される。
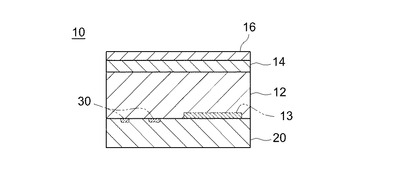
また、SOFCを構成する上記単セル1つのみでは得られる発電量が限られることから、一般には所望する電力を得るために上記単セル構造を複数積層したスタックとして用いられる。スタック構造のSOFCでは、図2に示すように、セル間を隔離し且つ集電するためにセパレータ(インターコネクタとも呼ばれる)20が用いられる。セパレータ形成材料としては、ランタンクロマイト系酸化物(例えばLaCrO3、La0.8Ca0.2CrO3)が好適例として挙げられる。
そして、高い集電効率を実現するためには、セパレータ20と該セパレータ20に対向する固体電解質14の表面との間は高い気密性を確保した状態で密接に接合(シール)される必要がある。
【0003】
固体電解質は、薄膜状に薄くなるほど酸化物イオン伝導速度が増大し、発電性能が向上する。このため、産業上有望なSOFC(単セル)の一形態として、薄い固体電解質膜を燃料極を構成する多孔質基材の表面に形成したいわゆる燃料極支持型セル(anode supported cell)が挙げられる。このタイプのSOFCは、上述した図1に示すように、先ず、シート成形(押出成形)やプレス成形によって多孔質の燃料極(例えばNi−YSZやNi−SSZ)12を形成する。次に、スクリーン印刷やディップコーティング等の湿式法によって燃料極12の表面に膜状の固体電解質14を形成し、さらにその表面にスクリーン印刷やディップコーティング等の湿式法によって多孔質の空気極16を形成する。そして、同時焼成或いは一層毎の逐次焼成によって、焼結された空気極16及び燃料極12と固体電解質14とから成るSOFC(単セル)10が製造される。
【0004】
上記のような燃料極支持型のセルを焼成する場合、典型的には図1に示すように厚みのある燃料極12を下に配置して焼成する。従来、かかる状態で焼成を行う場合に焼成治具と被焼成物(即ち燃料極支持型セルの場合は燃料極)との反応性の高さが問題となっていた。即ち、緻密な膜状の固体電解質を形成する場合は1300℃程度の高温域で被焼成物を焼成する必要がある。このため、耐熱性の高いジルコニア製やアルミナ製の焼成治具(セッター、目砂等)が一般に使用されている。
しかし、これらセラミックス製焼成治具は、1300℃程度の焼成温度域において、被焼成物である燃料極の構成要素と反応し易かった。例えば、NiOと安定化ジルコニア(YSZ、SSZ等)とから成る複合材料(サーメット)で構成される燃料極とアルミナ製焼成治具(セッター等)とが互いに接触した状態で最高温度1300℃程度の焼成が行われた場合、NiOとアルミナが反応し、結果、燃料極中のNi成分が減少する虞がある。例えば、図2に模式的に示すように、燃料極12表面のNi成分が減少した部分(電気抵抗層)13では、当該Ni成分の減少によって当該部分の電気抵抗が大きくなってしまい導電性が低下するため好ましくない。このことに関し、特許文献1には、NiO含有率が全体の40〜90質量%であることを特徴とする焼成治具が記載されている。しかし、NiOは比較的高価な原料であり、NiO含有率が高いセッターを使用することはSOFC(単セル)の製造コスト高の要因となってしまうため好ましくない。
また、上記複合材料(Ni−YSZ、Ni−SSZ等)とジルコニア製焼成治具との組み合わせの場合は、アルミナ製焼成治具を使用した場合のようなNiOとの反応は抑制できるものの、ジルコニア製焼成治具が燃料極のジルコニア成分と結合して燃料極表面に強固(手で除去できない程度)に固着し易いという問題がある。図2に模式的に示すように、焼成治具の一部(例えばセッター破片や目砂)30が固着して燃料極表面に残留すると、当該燃料極12とセパレータ20とが密接に接合することを阻害し、さらに非導電性ジルコニアの固着によって燃料極の導電性(集電効率)が部分的に著しく低下する虞があるため好ましくない。上述の特許文献1に記載される高NiO含有焼成治具も、かかる焼成治具の燃料極表面への固着・残留に関する問題を解消するものではない。その他、焼成治具に関する従来技術として、例えば特許文献2〜4が挙げられる。
【0005】
【特許文献1】国際公開第WO99/59936号パンフレット
【特許文献2】特公昭62−27344号公報
【特許文献3】特公昭62−48159号公報
【特許文献4】特開平8−128788号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
そこで、本発明は、上述したSOFC(典型的にはNiOとジルコニア系材料とから構成される燃料極を備える燃料極支持型SOFC)を焼成する際の上記問題点を解消するべく創出されたものであり、本発明の目的は、焼成時に燃料極の表面に電気抵抗層が形成され難い(さらに好ましくは焼成治具の一部がそのままの状態で固着・残留し難い)耐熱性の高いSOFC焼成用の焼成治具を提供することである。また、そのような焼成治具を用いて焼成時の導電性低下を抑えて集電効率のよいSOFCを製造する方法を提供することを他の目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するべく、本発明によって、燃料極を構成する多孔質基材と、該基材上に配置された固体電解質と、該固体電解質上に配置された空気極とを備える固体酸化物形燃料電池(別称:固体電解質形燃料電池)を製造する方法が提供される。
ここで開示される固体酸化物形燃料電池製造方法は、少なくとも上記燃料極を構成する多孔質基材が焼成される際(逐次的焼成である場合と同時焼成である場合を包含する。)に該多孔質基材と接触して配置される焼成治具として、以下の式:
MFe2O4
ここでMは、Mn、Fe、Ni、Mg、Zn及びCoから成る群から選択される1種又は2種以上の元素である;
で示されるフェライト製の焼成治具を使用することを特徴とする。
なお、本明細書において「焼成治具」とは、被焼成物を焼成する際に用いられる道具をいう。例えば、焼成炉内において被焼成物を所定の状態に保持するために用いられるセッター(支持部材)、目砂(即ち、熔着防止のために使用する粉末状焼成治具)は、ここでいう焼成治具の典型例である。
【0008】
上記構成の本発明の製造方法では、少なくとも燃料極を構成する組成の多孔質基材(例えばNiO粉末と安定化ジルコニア粉末とから形成される複合材料)を焼成する際に、上述のフェライト製焼成治具を使用する。
このことによって、高温域(例えば1300℃程度)で焼成を実施した場合でも、セッター、目砂等の焼成治具が燃料極に固着し難い。また、万一何らかの物理的原因により焼成治具の一部が燃料極に付着(残留)した場合であっても、当該治具自体がフェライト製で導電性を有するため、燃料極の導電性(集電効率)の低下を抑制することができる。さらに、燃料極を構成する多孔質基材がNiOを含む組成の場合には、焼成時に当該基材(燃料極)からのNiOの減少を抑え、上述したような電気抵抗層13(図2)の生成を抑制することができる。また、焼成時にNiOの一部が焼成治具と反応した場合であっても、その生成物(例えばNiFe2O4)が比較的高い導電性を有するため、セル自体の導電性の著しい低下を抑止し得る。
従って、ここで開示される本発明の製造方法によると、上述した固着に起因する導電性の低下を防いで集電効率の良い燃料極を備えたSOFC(典型的には燃料極支持型セル)を製造することができる。例えば、本発明の製造方法によって得られる固体酸化物形燃料電池の一例として、MFe2O4(ここでMは、Mn、Fe、Ni、Mg、Zn及びCoから成る群から選択される1種又は2種以上の元素である、例えばNiFe2O4)で示されるフェライトが少なくとも一部(例えばセル(典型的には燃料極)の底面の一部)に付着したことを特徴とする固体酸化物形燃料電池が挙げられる。
【0009】
好ましくは、上記焼成治具として、少なくとも上記式中のMとしてMnを含むフェライト製の焼成治具を使用することを特徴とする。マンガンを含むフェライト(典型的にはマンガンフェライト:MnFe2O4)製の焼成治具は、耐熱性、化学的安定性に優れるため、例えばセッターや目砂としてマンガン系フェライト製焼成治具を使用することによって、強固な固着(例えば手動では容易に除去できないような固着)の発生をより高レベルに防止し、導電性に優れる燃料極を備えたSOFCを製造することができる。
【0010】
また、本発明は上記目的を実現するため、ここで開示される本発明の製造方法の焼成工程において使用するための焼成治具を提供する。即ち、ここで開示されるSOFC製造用焼成治具は、燃料極を構成する多孔質基材(例えばNiO粉末と安定化ジルコニア粉末とから形成される複合材料)と、該基材上に配置された固体電解質と、該固体電解質上に配置された空気極とを備える固体酸化物形燃料電池(典型的には燃料極支持型SOFC)を製造するための焼成治具である。
ここで開示される焼成治具は、以下の式:
MFe2O4
ここでMは、Mn、Fe、Ni、Mg、Zn及びCoから成る群から選択される1種又は2種以上の元素である;
で示されるフェライトにより構成されていることを特徴とする。
【0011】
ここで開示される焼成治具(例えばセッター或いは目砂)は、焼成時に燃料極に固着し難い。また、万一何らかの物理的原因により焼成治具の一部が燃料極に付着(残留)した場合であっても、当該治具自体がフェライト製で導電性を有するため、燃料極の導電性(集電効率)の低下を抑制することができる。さらには燃料極を構成する多孔質基材がNiOを含む組成の場合には、当該基材(燃料極)からのNiOの減少を抑え、上述したような電気抵抗層13(図2)の生成を抑制することができる。例えば、本発明の焼成治具を用いて焼成して得られる固体酸化物形燃料電池の一例として、MFe2O4(ここでMは、Mn、Fe、Ni、Mg、Zn及びCoから成る群から選択される1種又は2種以上の元素である、例えばNiFe2O4)で示されるフェライトが少なくとも一部(例えばセル(典型的には燃料極)の底面の一部)に付着したことを特徴とする固体酸化物形燃料電池が挙げられる。
ここで開示される焼成治具を用いることによって、導電性に優れる燃料極支持型のSOFCを安定的に製造(焼成)することができる。耐熱性、化学的安定性に優れるマンガン系フェライト(例えばMnFe2O4)製の焼成治具が特に好ましい。
【発明を実施するための最良の形態】
【0012】
以下、本発明の好適な実施形態を説明する。なお、本明細書において特に言及している事項(例えば、焼成治具の組成)以外の事柄であって本発明の実施に必要な事柄(例えば、燃料極支持型SOFCの一般的な構築プロセス)は、当該分野における従来技術に基づく当業者の設計事項として把握され得る。本発明は、本明細書に開示されている内容と当該分野における技術常識とに基づいて実施することができる。
【0013】
本発明のSOFC製造方法は、少なくとも燃料極を構成する多孔質基材が焼成される際に使用される焼成治具の構造(組成)によって特徴付けられる方法であり、他の材料や工程は、特に限定されない。典型的には、ここで開示される焼成治具は、燃料極を構成する多孔質基材上に配置(形成)された固体電解質(典型的には膜状に形成された固体電解質)を該基材ごと焼成する工程において使用される。
例えば、SOFC(典型的には燃料極支持型SOFC)を構成するものである限り、燃料極(アノード)、空気極(カソード)、固体電解質の形状や組成は、種々の基準に照らして任意に決定することができる。また、ここで開示される製造方法によって製造されたSOFC(例えば燃料極支持型SOFC)を単セルとして、該セルをセパレータとともに複数積層した形態のSOFCスタックを従来と同様の種々の手法により構築することができる。
【0014】
ここで開示される製造方法によって製造され得るSOFC(典型的には燃料極支持型SOFC)に備えられる固体電解質(典型的には厚みが1mm以下(特には0.1mm以下)の固体電解質膜)としては、ジルコニア系固体電解質が好適である。例えば、好適な例として、イットリア(Y2O3)で安定化したジルコニア(YSZ)が挙げられる。その他、好適なジルコニア系固体電解質として、カルシア(CaO)で安定化したジルコニア(CSZ)、スカンジア(Sc2O3)で安定化したジルコニア(SSZ)等が挙げられる。
【0015】
ここで開示される製造方法によって製造され得るSOFC(典型的には燃料極支持型SOFC)に備えられる燃料極としては、本発明に係る課題と効果を考慮すればジルコニア成分を含む材料から形成されるものが好ましく、特にNiOを含むものが好適である。例えば、YSZ、SSZ等の安定化ジルコニアとNiOとから成る混合材料から形成された燃料極(多孔質基材)が好ましい。また、燃料極の形状は特に限定されず、典型的には厚みが10mm以下(特には2mm以下)の多孔質基材に形成されればよい。
【0016】
ここで開示される製造方法によって製造されるSOFC(典型的には燃料極支持型SOFC)に備えられる空気極としては特に制限はなく、従来のSOFCの空気極を構成する材料を適宜選択・使用して所望する形状の空気極(例えば厚みが1mm〜10mm以下(特には0.1mm以下)の膜状の空気極)を形成することができる。空気極構成材料の好適例として、ランタンコバルトネート(LaCoO3)系やランタンマンガネート(La1−xSrxMnO3;ここで0≦x<1)系のようなペロブスカイト型酸化物が挙げられる。なお、上記式において酸素原子数は3であるように表示されているが、実際には組成比において酸素原子の数は3以下(典型的には3未満)であり得る。
【0017】
上記のような各種材料を使用し、従来と同様のステップによって目的とするSOFC、例えば燃料極支持型SOFCを製造することができる。
例えば、質量割合(合計で100質量%)で30〜70質量%程度のNiO粉末(典型的には平均粒径1μm〜10μm)と、70〜30質量%程度のYSZ、SSZ等の安定化ジルコニア粉末(典型的には平均粒径0.1μm〜10μm)とを適当な溶媒(水等)、バインダー(メチルセルロース、ポリビニルアルコール等)等とともに混合してスラリー状の或いはペースト状の材料を調製する。そして該混合材料を用いて各種の成形法(例えばシート成形その他の押出成形法)によって所望の形状の多孔質基材(燃料極支持体)を形成することができる。
次いで、当該多孔質基材(燃料極材料)を大気条件下で適当な温度域(1000〜1200℃程度)で焼成(仮焼)するか或いは焼成(仮焼)することなく、その表面にディップコーティング或いはスクリーン印刷法等によって、YSZ、SSZ等の固体電解質材料(例えば平均粒径0.1μm〜10μmの安定化ジルコニア粉末と水等の溶媒とメチルセルロース等のバインダーとを含むスラリー状調製物)を付与して固体電解質膜を形成する。次いで、該固体電解質膜が形成された多孔質基材を大気条件下で適当な温度域(1300〜1500℃程度)で焼成する。
その後、焼成された固体電解質膜上に、ディップコーティング或いはスクリーン印刷法等によって、ランタンマンガネート系酸化物のような空気極形成材料(例えば平均粒径0.1μm〜10μmのペロブスカイト型酸化物粉末と水等の溶媒とメチルセルロース等のバインダーとを含むスラリー状調製物)を付与して空気極を形成する。そして、該空気極が形成された固体電解質膜付き多孔質基材(燃料極基材)を大気条件下で適当な温度域(1000〜1200℃程度)で焼成する。なお、焼成工程は固体電解質膜と空気極の両方を形成した後に一度に行ってもよい。
【0018】
上記のようにして製造された燃料極支持型SOFC(単セル)に適当なセパレータを接合してスタックを製造することができる。SOFCスタックを構築するためのセパレータ(インターコネクタ)としては、酸素供給ガス(例えば空気)と燃料ガスとを物理的に遮断し且つ電子伝導性があるランタンクロマイト系酸化物が好適に用いられる。例えば、一般式:La(1−x)Ma(x)Cr(1−y)Mb(y)O3で表される酸化物を使用することができる。式中のMa及びMbは同一か又は相互に異なる1種又は2種以上のアルカリ土類金属であり、x及びyはそれぞれ0≦x<1、0≦y<1である。好適例として、LaCrO3或いはMa又はMbがカルシウムである酸化物(ランタンカルシアクロマイト)、例えばLa0.8Ca0.2CrO3が挙げられる。なお、上記式において酸素原子数は3であるように表示されているが、実際には組成比において酸素原子の数は3以下(典型的には3未満)であり得る。
【0019】
そして、上記と同様の方法によって所定形状のセパレータを作製することができる。例えば、所定の材料(例えば平均粒径0.1μm〜10μm程度のランタンクロマイト系酸化物粉末と水等の溶媒とメチルセルロース等のバインダーとを含む成形材料を用いて押出成形等によって成形された成形体を大気条件下で適当な温度域(例えば1300〜1600℃)で焼成することにより所定形状のセパレータを作製することができる。
そして、作製したセパレータを適当な接合材を使用して単セルに接合することにより、SOFCのスタックを製造することができる。
なお、上述した一連のSOFC単セル及びスタックの製造プロセスは例示にすぎず、本発明を限定するものではない。本発明のSOFC製造方法では、従来のSOFC製造方法で使用・実施されている種々の材料やプロセスをそのまま若しくは適宜変更しつつ適用することができる。後述する焼成治具の使用以外は従来方法をそのまま適用することができる。
【0020】
【表1】

【0021】
次に、本発明に係るSOFC製造用焼成治具について詳細に説明する。ここで開示される焼成治具は、フェライト(即ち、酸化鉄を主成分とするセラミックス)によって形成されていることを特徴とする。スピネル型結晶構造のフェライトが好ましい。表1に好ましいスピネル型結晶構造のフェライトを列記している。
表1に示すように、フェライトは、電気抵抗率(Ω・m)が低い一方、融点が1500℃以上と高いため、SOFC(典型的には燃料極支持型SOFC)を焼成する際に使用する焼成治具の構成要素として好適である。マンガン系のフェライト(MnFe2O4、Mn0.6Zn0.4Fe2O4等)やニッケル系のフェライト(NiFe2O4等)が好ましく、特に耐熱性が高く、構造的に安定しているマンガン系のフェライトが好ましい。
【0022】
表1に列記するようなスピネル型結晶構造のフェライトから構成されるセッター、目砂等の焼成治具を用いて焼成を行うことによって、被焼成物であるSOFC側に使用済みの焼成治具の一部が固着(手で除去不可能な程度に強く付着)するのを防止し、また、万一微量の焼成治具の一部が付着(典型的には容易に手で除去し得る程度の付着)したままの状態でも、導電性の高い(電気抵抗率が低い)性質によって、SOFCの燃料極における導電性(集電効率)の低下を抑制することができる。また、燃料極がNiOを含有する場合であってもフェライトとNi成分との反応性が極めて低いため、燃料極中のNi成分の減少を防止することができる。
【0023】
なお、焼成治具の形態は特に限定されず、焼成対象であるSOFC(単セル)の形態や焼成炉の形状等に応じて決定され得る。典型的には、本発明によって、SOFCを製造(焼成)する際に用いるSOFC製造用焼成治具である目砂、セッターが提供される。目砂の平均粒径は特に限定されないが、1μm〜1000μm(特には5μm〜500μm)程度の平均粒径のフェライト製粉末から成る目砂(粉末状焼成治具)が好ましい。また、所定形状のフェライト製セッターの表面にフェライト製の目砂が付着(コーティング)されていることを特徴とする焼成治具も好適な態様である。また、セッター等の所定形状の焼成治具の場合、水銀圧入法に基づく気孔率が10〜60%程度のものが好ましい。気孔率が60%よりも大きすぎると機械的強度の低下を招くため好ましくない。小さすぎると焼成時にバインダー等の効率的な燃え抜けが妨げられる虞があり好ましくない。また治具自体の重量増ともなる。
【0024】
以下、本発明に関する実施例を説明するが、本発明を以下の実施例に示すものに限定することを意図したものではない。
【0025】
<燃料極成形体の作製>
3〜8mol%のスカンジアで安定化させたジルコニア粉末(平均粒径:約0.6μm)と、酸化ニッケル粉末(平均粒径:約3μm)とを、SSZ:NiO=6:4(質量比)で混合した。次いで、この混合粉末に一般的なバインダー(ここではポリブチルアルコールを使用した。)、可塑剤(ここではフタル酸ジブチルを使用した。)及び溶媒(ここでは水を使用した。)を添加して充分に混練した。次いで、この混練物を用いてシート成形(押出成形)を行い、300mm×1000mm×厚み1mmのシート状の成形体を得た。乾燥後、このシート状成形体から打ち抜きを行い、直径30mmの円形状の燃料極成形体を得た。
【0026】
<焼成治具の作製>
MnFe2O4粉末(純度99.9%以上、平均粒径:約10μm)に、バインダー(ここではポリビニルアルコール(PVA)を使用した。)を添加して造粒し、平均粒径が約80μmのMnFe2O4粉末を作製した。次いで、この造粒粉末を使用し、150MPaの圧でプレスすることによって直径50mmで厚みが5mmの円形状に成形した。この成形体を大気雰囲気中において1400℃で6時間焼成し、水銀圧入法に基づく気孔率が約30%である緻密な構造のマンガンフェライト製焼結体を得た。
さらに該焼結体の表面を機械研磨することによって、厚み3mmの円板(セッター)を形成した。本実施例では、さらに該円板の表面に、目砂として上記MnFe2O4粉末(純度99.9%以上、平均粒径:約10μm)を塗布した。目砂の塗布量は概ね300mg/cm2とした。かかるマンガンフェライト製の目砂コーティング円板部材を実施例1に係る焼成治具とした。
【0027】
また、比較例1として、上述の実施例1と同様の処理をしてアルミナ粉末(純度99.9%以上、平均粒径:約10μm)から実施例1と同じ円板形状のアルミナ製セッター(水銀圧入法に基づく気孔率:約30%)を作製した。さらに該円板の表面に、目砂として上記アルミナ粉末を塗布した。目砂の塗布量は概ね300mg/cm2とした。かかるアルミナ製の目砂コーティング円板部材を比較例1に係る焼成治具とした。
また、比較例2として、上述の実施例1及び比較例1と同様の処理をしてジルコニア粉末(純度99.9%以上、平均粒径:約10μm)から実施例1及び比較例1と同じ円板形状のジルコニア製セッター(水銀圧入法に基づく気孔率:約30%)を作製した。さらに該円板の表面に、目砂として上記ジルコニア粉末を塗布した。目砂の塗布量は概ね300mg/cm2とした。かかるジルコニア製の目砂コーティング円板部材を比較例2に係る焼成治具とした。
【0028】
<燃料極の作製と導電率の測定>
上記のようにして作製した組成の異なる3種類の円板状焼成治具(実施例1、比較例1及び比較例2)の上面に、それぞれ、上記燃料極成形体を載置した。そして、大気雰囲気中、1300℃で2時間焼成した。
かかる焼成工程の終了後、得られた焼結体(燃料極)の表面を観察した。実施例1(マンガンフェライト製焼成治具)及び比較例1(アルミナ製焼成治具)の焼成治具を用いた場合では、微量の目砂が焼結体の表面に付着していたが、その付着の程度は手で簡単に除去可能なレベルであった。一方、比較例2(ジルコニア製焼成治具)の焼成治具を用いた場合では、多量の目砂が焼結体の表面に強固に固着しており、手で除去することは不可能であった。また、実施例1の焼成治具を用いた場合には、燃料極のNiOの一部が焼成治具と反応してNiFe2O4が生成され、該燃料極の底面の一部に付着していた。しかし、焼成治具自体の導電性が高く、還元処理によってNi及びFe系金属になることから燃料極の電気抵抗の原因とはならない。
【0029】
次に、各実施例及び比較例の焼成治具を用いて得られた焼結体を、4mol%の水素ガス(残部は窒素ガス)を含む還元雰囲気中において800℃で1時間の還元処理した。これにより、還元されたニッケルと安定化ジルコニアから成る燃料極が得られた。
得られた各燃料極(試料)に対して、一般的な直流4端子法により導電率(S/cm)を測定した。各試料に対して電極取り付け位置を異ならせつつ合計10ポイントで測定し、その平均値、最小値及び最大値を表2に示す。
【0030】
【表2】
【0031】
表2に示すように、実施例1のマンガンフェライト製焼成治具を使用した場合は、他と比較して高い導電率を示した。このことは、実施例1の焼成治具を用いて焼成することによって、燃料極に電気抵抗層(上述の図2参照)が形成されるのを防止し、また、焼成治具の固着を抑制し、万一焼成治具の一部(目砂等)が付着したままであっても治具自体が高い導電性を有するために燃料極の電気的性能を低下させないことを示すものである。
一方、アルミナ製焼成治具である比較例1の焼成治具を用いて焼成した燃料極では、導電率が顕著に低下していた。このことは、燃料極中のNiOがアルミナと反応してNi成分が燃料極から失われた結果を示すものである。また、ジルコニア製焼成治具である比較例2の焼成治具を用いて焼成した燃料極では、導電率の平均値はアルミナ製焼成治具である比較例1の焼成治具を用いて焼成した場合よりも良好であったものの、導電率の最小値と最大値との幅が広い。さらに導電率の最低値およびそれに近い低導電率が多くの測定ポイントで計測された。このことは、燃料極表面にジルコニア製焼成治具が固着することにより、当該非導電性のジルコニア固着部分が燃料極におけるスポット的な電気抵抗部分を形成することを示すものである。
【0032】
以上の試験結果から明らかなように、フェライトで構成された本発明の焼成治具を用いることによって、導電性の高い(即ち集電効率の良い)燃料極を製造(焼成)することができる。そして、本発明の焼成治具を用いて焼成した燃料極を使用することによって集電効率の高い、電気的特性に優れるSOFC(典型的には燃料極支持型のSOFC)を製造することができる。また、上記実施例の記載からも明らかなように、本発明の製造方法により製造されるSOFCの一態様として、燃料極の一部にMFe2O4(Mは、Mn、Fe、Ni、Mg、Zn及びCoから成る群から選択される1種又は2種以上の元素)で示されるフェライト、例えばNiFe2O4若しくはMnFe2O4が付着していることを特徴とするSOFC(典型的には燃料極支持型SOFC)を提供することができる。
【図面の簡単な説明】
【0033】
【図1】典型的な燃料極支持型のSOFC(単セル)を模式的に示す断面図である。
【図2】さらにセパレータを備える燃料極支持型のSOFCを模式的に示す断面図である。
【符号の説明】
【0034】
10 SOFC
12 燃料極
13 電気抵抗層
14 固体電解質
16 空気極
20 セパレータ
30 目砂
【技術分野】
【0001】
本発明は固体酸化物形燃料電池(SOFC)の製造方法に関し、詳しくは、SOFCを構成する燃料極(アノード)の焼成技術に関する。
【背景技術】
【0002】
固体電解質形燃料電池とも呼ばれる固体酸化物形燃料電池(Solid Oxide Fuel Cell:SOFC)は、種々のタイプの燃料電池の中でも発電効率が高く、更に低環境負荷であり、多様な燃料の使用が可能であることから、発電装置として開発が進められている。
図1に示すように、SOFC(単セル)10の基本構造は、酸化物イオン伝導体から成る緻密な固体電解質(例えば緻密膜層)14の一方の面に多孔質構造の空気極(カソード)16が配置され、他方の面に多孔質構造の燃料極(アノード)12が配置されることにより構成されている。そして、燃料極12側の固体電解質14の表面には燃料ガス(典型的には水素)が供給され、空気極16側の固体電解質14の表面には酸素を含むガス(典型的には空気)が供給される。
SOFC(単セル)の固体電解質は、典型的には、イットリア安定化ジルコニア(YSZ)、スカンジア安定化ジルコニア(SSZ)等のジルコニア系材料から構成される。また、燃料極は、典型的には、酸化ニッケル(NiO)と安定化ジルコニア(例えばYSZやSSZ)等の混合伝導性セラミックスから成る複合材料(例えばNi−YSZやNi−SSZ)から構成される。NiOは還元処理後の使用時には金属Niとなる。また、空気極は、触媒活性、混合伝導性に優れるLaCoO3やLa(Sr)MnO3等のペロブスカイト型複合酸化物材料から構成される。
また、SOFCを構成する上記単セル1つのみでは得られる発電量が限られることから、一般には所望する電力を得るために上記単セル構造を複数積層したスタックとして用いられる。スタック構造のSOFCでは、図2に示すように、セル間を隔離し且つ集電するためにセパレータ(インターコネクタとも呼ばれる)20が用いられる。セパレータ形成材料としては、ランタンクロマイト系酸化物(例えばLaCrO3、La0.8Ca0.2CrO3)が好適例として挙げられる。
そして、高い集電効率を実現するためには、セパレータ20と該セパレータ20に対向する固体電解質14の表面との間は高い気密性を確保した状態で密接に接合(シール)される必要がある。
【0003】
固体電解質は、薄膜状に薄くなるほど酸化物イオン伝導速度が増大し、発電性能が向上する。このため、産業上有望なSOFC(単セル)の一形態として、薄い固体電解質膜を燃料極を構成する多孔質基材の表面に形成したいわゆる燃料極支持型セル(anode supported cell)が挙げられる。このタイプのSOFCは、上述した図1に示すように、先ず、シート成形(押出成形)やプレス成形によって多孔質の燃料極(例えばNi−YSZやNi−SSZ)12を形成する。次に、スクリーン印刷やディップコーティング等の湿式法によって燃料極12の表面に膜状の固体電解質14を形成し、さらにその表面にスクリーン印刷やディップコーティング等の湿式法によって多孔質の空気極16を形成する。そして、同時焼成或いは一層毎の逐次焼成によって、焼結された空気極16及び燃料極12と固体電解質14とから成るSOFC(単セル)10が製造される。
【0004】
上記のような燃料極支持型のセルを焼成する場合、典型的には図1に示すように厚みのある燃料極12を下に配置して焼成する。従来、かかる状態で焼成を行う場合に焼成治具と被焼成物(即ち燃料極支持型セルの場合は燃料極)との反応性の高さが問題となっていた。即ち、緻密な膜状の固体電解質を形成する場合は1300℃程度の高温域で被焼成物を焼成する必要がある。このため、耐熱性の高いジルコニア製やアルミナ製の焼成治具(セッター、目砂等)が一般に使用されている。
しかし、これらセラミックス製焼成治具は、1300℃程度の焼成温度域において、被焼成物である燃料極の構成要素と反応し易かった。例えば、NiOと安定化ジルコニア(YSZ、SSZ等)とから成る複合材料(サーメット)で構成される燃料極とアルミナ製焼成治具(セッター等)とが互いに接触した状態で最高温度1300℃程度の焼成が行われた場合、NiOとアルミナが反応し、結果、燃料極中のNi成分が減少する虞がある。例えば、図2に模式的に示すように、燃料極12表面のNi成分が減少した部分(電気抵抗層)13では、当該Ni成分の減少によって当該部分の電気抵抗が大きくなってしまい導電性が低下するため好ましくない。このことに関し、特許文献1には、NiO含有率が全体の40〜90質量%であることを特徴とする焼成治具が記載されている。しかし、NiOは比較的高価な原料であり、NiO含有率が高いセッターを使用することはSOFC(単セル)の製造コスト高の要因となってしまうため好ましくない。
また、上記複合材料(Ni−YSZ、Ni−SSZ等)とジルコニア製焼成治具との組み合わせの場合は、アルミナ製焼成治具を使用した場合のようなNiOとの反応は抑制できるものの、ジルコニア製焼成治具が燃料極のジルコニア成分と結合して燃料極表面に強固(手で除去できない程度)に固着し易いという問題がある。図2に模式的に示すように、焼成治具の一部(例えばセッター破片や目砂)30が固着して燃料極表面に残留すると、当該燃料極12とセパレータ20とが密接に接合することを阻害し、さらに非導電性ジルコニアの固着によって燃料極の導電性(集電効率)が部分的に著しく低下する虞があるため好ましくない。上述の特許文献1に記載される高NiO含有焼成治具も、かかる焼成治具の燃料極表面への固着・残留に関する問題を解消するものではない。その他、焼成治具に関する従来技術として、例えば特許文献2〜4が挙げられる。
【0005】
【特許文献1】国際公開第WO99/59936号パンフレット
【特許文献2】特公昭62−27344号公報
【特許文献3】特公昭62−48159号公報
【特許文献4】特開平8−128788号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
そこで、本発明は、上述したSOFC(典型的にはNiOとジルコニア系材料とから構成される燃料極を備える燃料極支持型SOFC)を焼成する際の上記問題点を解消するべく創出されたものであり、本発明の目的は、焼成時に燃料極の表面に電気抵抗層が形成され難い(さらに好ましくは焼成治具の一部がそのままの状態で固着・残留し難い)耐熱性の高いSOFC焼成用の焼成治具を提供することである。また、そのような焼成治具を用いて焼成時の導電性低下を抑えて集電効率のよいSOFCを製造する方法を提供することを他の目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するべく、本発明によって、燃料極を構成する多孔質基材と、該基材上に配置された固体電解質と、該固体電解質上に配置された空気極とを備える固体酸化物形燃料電池(別称:固体電解質形燃料電池)を製造する方法が提供される。
ここで開示される固体酸化物形燃料電池製造方法は、少なくとも上記燃料極を構成する多孔質基材が焼成される際(逐次的焼成である場合と同時焼成である場合を包含する。)に該多孔質基材と接触して配置される焼成治具として、以下の式:
MFe2O4
ここでMは、Mn、Fe、Ni、Mg、Zn及びCoから成る群から選択される1種又は2種以上の元素である;
で示されるフェライト製の焼成治具を使用することを特徴とする。
なお、本明細書において「焼成治具」とは、被焼成物を焼成する際に用いられる道具をいう。例えば、焼成炉内において被焼成物を所定の状態に保持するために用いられるセッター(支持部材)、目砂(即ち、熔着防止のために使用する粉末状焼成治具)は、ここでいう焼成治具の典型例である。
【0008】
上記構成の本発明の製造方法では、少なくとも燃料極を構成する組成の多孔質基材(例えばNiO粉末と安定化ジルコニア粉末とから形成される複合材料)を焼成する際に、上述のフェライト製焼成治具を使用する。
このことによって、高温域(例えば1300℃程度)で焼成を実施した場合でも、セッター、目砂等の焼成治具が燃料極に固着し難い。また、万一何らかの物理的原因により焼成治具の一部が燃料極に付着(残留)した場合であっても、当該治具自体がフェライト製で導電性を有するため、燃料極の導電性(集電効率)の低下を抑制することができる。さらに、燃料極を構成する多孔質基材がNiOを含む組成の場合には、焼成時に当該基材(燃料極)からのNiOの減少を抑え、上述したような電気抵抗層13(図2)の生成を抑制することができる。また、焼成時にNiOの一部が焼成治具と反応した場合であっても、その生成物(例えばNiFe2O4)が比較的高い導電性を有するため、セル自体の導電性の著しい低下を抑止し得る。
従って、ここで開示される本発明の製造方法によると、上述した固着に起因する導電性の低下を防いで集電効率の良い燃料極を備えたSOFC(典型的には燃料極支持型セル)を製造することができる。例えば、本発明の製造方法によって得られる固体酸化物形燃料電池の一例として、MFe2O4(ここでMは、Mn、Fe、Ni、Mg、Zn及びCoから成る群から選択される1種又は2種以上の元素である、例えばNiFe2O4)で示されるフェライトが少なくとも一部(例えばセル(典型的には燃料極)の底面の一部)に付着したことを特徴とする固体酸化物形燃料電池が挙げられる。
【0009】
好ましくは、上記焼成治具として、少なくとも上記式中のMとしてMnを含むフェライト製の焼成治具を使用することを特徴とする。マンガンを含むフェライト(典型的にはマンガンフェライト:MnFe2O4)製の焼成治具は、耐熱性、化学的安定性に優れるため、例えばセッターや目砂としてマンガン系フェライト製焼成治具を使用することによって、強固な固着(例えば手動では容易に除去できないような固着)の発生をより高レベルに防止し、導電性に優れる燃料極を備えたSOFCを製造することができる。
【0010】
また、本発明は上記目的を実現するため、ここで開示される本発明の製造方法の焼成工程において使用するための焼成治具を提供する。即ち、ここで開示されるSOFC製造用焼成治具は、燃料極を構成する多孔質基材(例えばNiO粉末と安定化ジルコニア粉末とから形成される複合材料)と、該基材上に配置された固体電解質と、該固体電解質上に配置された空気極とを備える固体酸化物形燃料電池(典型的には燃料極支持型SOFC)を製造するための焼成治具である。
ここで開示される焼成治具は、以下の式:
MFe2O4
ここでMは、Mn、Fe、Ni、Mg、Zn及びCoから成る群から選択される1種又は2種以上の元素である;
で示されるフェライトにより構成されていることを特徴とする。
【0011】
ここで開示される焼成治具(例えばセッター或いは目砂)は、焼成時に燃料極に固着し難い。また、万一何らかの物理的原因により焼成治具の一部が燃料極に付着(残留)した場合であっても、当該治具自体がフェライト製で導電性を有するため、燃料極の導電性(集電効率)の低下を抑制することができる。さらには燃料極を構成する多孔質基材がNiOを含む組成の場合には、当該基材(燃料極)からのNiOの減少を抑え、上述したような電気抵抗層13(図2)の生成を抑制することができる。例えば、本発明の焼成治具を用いて焼成して得られる固体酸化物形燃料電池の一例として、MFe2O4(ここでMは、Mn、Fe、Ni、Mg、Zn及びCoから成る群から選択される1種又は2種以上の元素である、例えばNiFe2O4)で示されるフェライトが少なくとも一部(例えばセル(典型的には燃料極)の底面の一部)に付着したことを特徴とする固体酸化物形燃料電池が挙げられる。
ここで開示される焼成治具を用いることによって、導電性に優れる燃料極支持型のSOFCを安定的に製造(焼成)することができる。耐熱性、化学的安定性に優れるマンガン系フェライト(例えばMnFe2O4)製の焼成治具が特に好ましい。
【発明を実施するための最良の形態】
【0012】
以下、本発明の好適な実施形態を説明する。なお、本明細書において特に言及している事項(例えば、焼成治具の組成)以外の事柄であって本発明の実施に必要な事柄(例えば、燃料極支持型SOFCの一般的な構築プロセス)は、当該分野における従来技術に基づく当業者の設計事項として把握され得る。本発明は、本明細書に開示されている内容と当該分野における技術常識とに基づいて実施することができる。
【0013】
本発明のSOFC製造方法は、少なくとも燃料極を構成する多孔質基材が焼成される際に使用される焼成治具の構造(組成)によって特徴付けられる方法であり、他の材料や工程は、特に限定されない。典型的には、ここで開示される焼成治具は、燃料極を構成する多孔質基材上に配置(形成)された固体電解質(典型的には膜状に形成された固体電解質)を該基材ごと焼成する工程において使用される。
例えば、SOFC(典型的には燃料極支持型SOFC)を構成するものである限り、燃料極(アノード)、空気極(カソード)、固体電解質の形状や組成は、種々の基準に照らして任意に決定することができる。また、ここで開示される製造方法によって製造されたSOFC(例えば燃料極支持型SOFC)を単セルとして、該セルをセパレータとともに複数積層した形態のSOFCスタックを従来と同様の種々の手法により構築することができる。
【0014】
ここで開示される製造方法によって製造され得るSOFC(典型的には燃料極支持型SOFC)に備えられる固体電解質(典型的には厚みが1mm以下(特には0.1mm以下)の固体電解質膜)としては、ジルコニア系固体電解質が好適である。例えば、好適な例として、イットリア(Y2O3)で安定化したジルコニア(YSZ)が挙げられる。その他、好適なジルコニア系固体電解質として、カルシア(CaO)で安定化したジルコニア(CSZ)、スカンジア(Sc2O3)で安定化したジルコニア(SSZ)等が挙げられる。
【0015】
ここで開示される製造方法によって製造され得るSOFC(典型的には燃料極支持型SOFC)に備えられる燃料極としては、本発明に係る課題と効果を考慮すればジルコニア成分を含む材料から形成されるものが好ましく、特にNiOを含むものが好適である。例えば、YSZ、SSZ等の安定化ジルコニアとNiOとから成る混合材料から形成された燃料極(多孔質基材)が好ましい。また、燃料極の形状は特に限定されず、典型的には厚みが10mm以下(特には2mm以下)の多孔質基材に形成されればよい。
【0016】
ここで開示される製造方法によって製造されるSOFC(典型的には燃料極支持型SOFC)に備えられる空気極としては特に制限はなく、従来のSOFCの空気極を構成する材料を適宜選択・使用して所望する形状の空気極(例えば厚みが1mm〜10mm以下(特には0.1mm以下)の膜状の空気極)を形成することができる。空気極構成材料の好適例として、ランタンコバルトネート(LaCoO3)系やランタンマンガネート(La1−xSrxMnO3;ここで0≦x<1)系のようなペロブスカイト型酸化物が挙げられる。なお、上記式において酸素原子数は3であるように表示されているが、実際には組成比において酸素原子の数は3以下(典型的には3未満)であり得る。
【0017】
上記のような各種材料を使用し、従来と同様のステップによって目的とするSOFC、例えば燃料極支持型SOFCを製造することができる。
例えば、質量割合(合計で100質量%)で30〜70質量%程度のNiO粉末(典型的には平均粒径1μm〜10μm)と、70〜30質量%程度のYSZ、SSZ等の安定化ジルコニア粉末(典型的には平均粒径0.1μm〜10μm)とを適当な溶媒(水等)、バインダー(メチルセルロース、ポリビニルアルコール等)等とともに混合してスラリー状の或いはペースト状の材料を調製する。そして該混合材料を用いて各種の成形法(例えばシート成形その他の押出成形法)によって所望の形状の多孔質基材(燃料極支持体)を形成することができる。
次いで、当該多孔質基材(燃料極材料)を大気条件下で適当な温度域(1000〜1200℃程度)で焼成(仮焼)するか或いは焼成(仮焼)することなく、その表面にディップコーティング或いはスクリーン印刷法等によって、YSZ、SSZ等の固体電解質材料(例えば平均粒径0.1μm〜10μmの安定化ジルコニア粉末と水等の溶媒とメチルセルロース等のバインダーとを含むスラリー状調製物)を付与して固体電解質膜を形成する。次いで、該固体電解質膜が形成された多孔質基材を大気条件下で適当な温度域(1300〜1500℃程度)で焼成する。
その後、焼成された固体電解質膜上に、ディップコーティング或いはスクリーン印刷法等によって、ランタンマンガネート系酸化物のような空気極形成材料(例えば平均粒径0.1μm〜10μmのペロブスカイト型酸化物粉末と水等の溶媒とメチルセルロース等のバインダーとを含むスラリー状調製物)を付与して空気極を形成する。そして、該空気極が形成された固体電解質膜付き多孔質基材(燃料極基材)を大気条件下で適当な温度域(1000〜1200℃程度)で焼成する。なお、焼成工程は固体電解質膜と空気極の両方を形成した後に一度に行ってもよい。
【0018】
上記のようにして製造された燃料極支持型SOFC(単セル)に適当なセパレータを接合してスタックを製造することができる。SOFCスタックを構築するためのセパレータ(インターコネクタ)としては、酸素供給ガス(例えば空気)と燃料ガスとを物理的に遮断し且つ電子伝導性があるランタンクロマイト系酸化物が好適に用いられる。例えば、一般式:La(1−x)Ma(x)Cr(1−y)Mb(y)O3で表される酸化物を使用することができる。式中のMa及びMbは同一か又は相互に異なる1種又は2種以上のアルカリ土類金属であり、x及びyはそれぞれ0≦x<1、0≦y<1である。好適例として、LaCrO3或いはMa又はMbがカルシウムである酸化物(ランタンカルシアクロマイト)、例えばLa0.8Ca0.2CrO3が挙げられる。なお、上記式において酸素原子数は3であるように表示されているが、実際には組成比において酸素原子の数は3以下(典型的には3未満)であり得る。
【0019】
そして、上記と同様の方法によって所定形状のセパレータを作製することができる。例えば、所定の材料(例えば平均粒径0.1μm〜10μm程度のランタンクロマイト系酸化物粉末と水等の溶媒とメチルセルロース等のバインダーとを含む成形材料を用いて押出成形等によって成形された成形体を大気条件下で適当な温度域(例えば1300〜1600℃)で焼成することにより所定形状のセパレータを作製することができる。
そして、作製したセパレータを適当な接合材を使用して単セルに接合することにより、SOFCのスタックを製造することができる。
なお、上述した一連のSOFC単セル及びスタックの製造プロセスは例示にすぎず、本発明を限定するものではない。本発明のSOFC製造方法では、従来のSOFC製造方法で使用・実施されている種々の材料やプロセスをそのまま若しくは適宜変更しつつ適用することができる。後述する焼成治具の使用以外は従来方法をそのまま適用することができる。
【0020】
【表1】
【0021】
次に、本発明に係るSOFC製造用焼成治具について詳細に説明する。ここで開示される焼成治具は、フェライト(即ち、酸化鉄を主成分とするセラミックス)によって形成されていることを特徴とする。スピネル型結晶構造のフェライトが好ましい。表1に好ましいスピネル型結晶構造のフェライトを列記している。
表1に示すように、フェライトは、電気抵抗率(Ω・m)が低い一方、融点が1500℃以上と高いため、SOFC(典型的には燃料極支持型SOFC)を焼成する際に使用する焼成治具の構成要素として好適である。マンガン系のフェライト(MnFe2O4、Mn0.6Zn0.4Fe2O4等)やニッケル系のフェライト(NiFe2O4等)が好ましく、特に耐熱性が高く、構造的に安定しているマンガン系のフェライトが好ましい。
【0022】
表1に列記するようなスピネル型結晶構造のフェライトから構成されるセッター、目砂等の焼成治具を用いて焼成を行うことによって、被焼成物であるSOFC側に使用済みの焼成治具の一部が固着(手で除去不可能な程度に強く付着)するのを防止し、また、万一微量の焼成治具の一部が付着(典型的には容易に手で除去し得る程度の付着)したままの状態でも、導電性の高い(電気抵抗率が低い)性質によって、SOFCの燃料極における導電性(集電効率)の低下を抑制することができる。また、燃料極がNiOを含有する場合であってもフェライトとNi成分との反応性が極めて低いため、燃料極中のNi成分の減少を防止することができる。
【0023】
なお、焼成治具の形態は特に限定されず、焼成対象であるSOFC(単セル)の形態や焼成炉の形状等に応じて決定され得る。典型的には、本発明によって、SOFCを製造(焼成)する際に用いるSOFC製造用焼成治具である目砂、セッターが提供される。目砂の平均粒径は特に限定されないが、1μm〜1000μm(特には5μm〜500μm)程度の平均粒径のフェライト製粉末から成る目砂(粉末状焼成治具)が好ましい。また、所定形状のフェライト製セッターの表面にフェライト製の目砂が付着(コーティング)されていることを特徴とする焼成治具も好適な態様である。また、セッター等の所定形状の焼成治具の場合、水銀圧入法に基づく気孔率が10〜60%程度のものが好ましい。気孔率が60%よりも大きすぎると機械的強度の低下を招くため好ましくない。小さすぎると焼成時にバインダー等の効率的な燃え抜けが妨げられる虞があり好ましくない。また治具自体の重量増ともなる。
【0024】
以下、本発明に関する実施例を説明するが、本発明を以下の実施例に示すものに限定することを意図したものではない。
【0025】
<燃料極成形体の作製>
3〜8mol%のスカンジアで安定化させたジルコニア粉末(平均粒径:約0.6μm)と、酸化ニッケル粉末(平均粒径:約3μm)とを、SSZ:NiO=6:4(質量比)で混合した。次いで、この混合粉末に一般的なバインダー(ここではポリブチルアルコールを使用した。)、可塑剤(ここではフタル酸ジブチルを使用した。)及び溶媒(ここでは水を使用した。)を添加して充分に混練した。次いで、この混練物を用いてシート成形(押出成形)を行い、300mm×1000mm×厚み1mmのシート状の成形体を得た。乾燥後、このシート状成形体から打ち抜きを行い、直径30mmの円形状の燃料極成形体を得た。
【0026】
<焼成治具の作製>
MnFe2O4粉末(純度99.9%以上、平均粒径:約10μm)に、バインダー(ここではポリビニルアルコール(PVA)を使用した。)を添加して造粒し、平均粒径が約80μmのMnFe2O4粉末を作製した。次いで、この造粒粉末を使用し、150MPaの圧でプレスすることによって直径50mmで厚みが5mmの円形状に成形した。この成形体を大気雰囲気中において1400℃で6時間焼成し、水銀圧入法に基づく気孔率が約30%である緻密な構造のマンガンフェライト製焼結体を得た。
さらに該焼結体の表面を機械研磨することによって、厚み3mmの円板(セッター)を形成した。本実施例では、さらに該円板の表面に、目砂として上記MnFe2O4粉末(純度99.9%以上、平均粒径:約10μm)を塗布した。目砂の塗布量は概ね300mg/cm2とした。かかるマンガンフェライト製の目砂コーティング円板部材を実施例1に係る焼成治具とした。
【0027】
また、比較例1として、上述の実施例1と同様の処理をしてアルミナ粉末(純度99.9%以上、平均粒径:約10μm)から実施例1と同じ円板形状のアルミナ製セッター(水銀圧入法に基づく気孔率:約30%)を作製した。さらに該円板の表面に、目砂として上記アルミナ粉末を塗布した。目砂の塗布量は概ね300mg/cm2とした。かかるアルミナ製の目砂コーティング円板部材を比較例1に係る焼成治具とした。
また、比較例2として、上述の実施例1及び比較例1と同様の処理をしてジルコニア粉末(純度99.9%以上、平均粒径:約10μm)から実施例1及び比較例1と同じ円板形状のジルコニア製セッター(水銀圧入法に基づく気孔率:約30%)を作製した。さらに該円板の表面に、目砂として上記ジルコニア粉末を塗布した。目砂の塗布量は概ね300mg/cm2とした。かかるジルコニア製の目砂コーティング円板部材を比較例2に係る焼成治具とした。
【0028】
<燃料極の作製と導電率の測定>
上記のようにして作製した組成の異なる3種類の円板状焼成治具(実施例1、比較例1及び比較例2)の上面に、それぞれ、上記燃料極成形体を載置した。そして、大気雰囲気中、1300℃で2時間焼成した。
かかる焼成工程の終了後、得られた焼結体(燃料極)の表面を観察した。実施例1(マンガンフェライト製焼成治具)及び比較例1(アルミナ製焼成治具)の焼成治具を用いた場合では、微量の目砂が焼結体の表面に付着していたが、その付着の程度は手で簡単に除去可能なレベルであった。一方、比較例2(ジルコニア製焼成治具)の焼成治具を用いた場合では、多量の目砂が焼結体の表面に強固に固着しており、手で除去することは不可能であった。また、実施例1の焼成治具を用いた場合には、燃料極のNiOの一部が焼成治具と反応してNiFe2O4が生成され、該燃料極の底面の一部に付着していた。しかし、焼成治具自体の導電性が高く、還元処理によってNi及びFe系金属になることから燃料極の電気抵抗の原因とはならない。
【0029】
次に、各実施例及び比較例の焼成治具を用いて得られた焼結体を、4mol%の水素ガス(残部は窒素ガス)を含む還元雰囲気中において800℃で1時間の還元処理した。これにより、還元されたニッケルと安定化ジルコニアから成る燃料極が得られた。
得られた各燃料極(試料)に対して、一般的な直流4端子法により導電率(S/cm)を測定した。各試料に対して電極取り付け位置を異ならせつつ合計10ポイントで測定し、その平均値、最小値及び最大値を表2に示す。
【0030】
【表2】
【0031】
表2に示すように、実施例1のマンガンフェライト製焼成治具を使用した場合は、他と比較して高い導電率を示した。このことは、実施例1の焼成治具を用いて焼成することによって、燃料極に電気抵抗層(上述の図2参照)が形成されるのを防止し、また、焼成治具の固着を抑制し、万一焼成治具の一部(目砂等)が付着したままであっても治具自体が高い導電性を有するために燃料極の電気的性能を低下させないことを示すものである。
一方、アルミナ製焼成治具である比較例1の焼成治具を用いて焼成した燃料極では、導電率が顕著に低下していた。このことは、燃料極中のNiOがアルミナと反応してNi成分が燃料極から失われた結果を示すものである。また、ジルコニア製焼成治具である比較例2の焼成治具を用いて焼成した燃料極では、導電率の平均値はアルミナ製焼成治具である比較例1の焼成治具を用いて焼成した場合よりも良好であったものの、導電率の最小値と最大値との幅が広い。さらに導電率の最低値およびそれに近い低導電率が多くの測定ポイントで計測された。このことは、燃料極表面にジルコニア製焼成治具が固着することにより、当該非導電性のジルコニア固着部分が燃料極におけるスポット的な電気抵抗部分を形成することを示すものである。
【0032】
以上の試験結果から明らかなように、フェライトで構成された本発明の焼成治具を用いることによって、導電性の高い(即ち集電効率の良い)燃料極を製造(焼成)することができる。そして、本発明の焼成治具を用いて焼成した燃料極を使用することによって集電効率の高い、電気的特性に優れるSOFC(典型的には燃料極支持型のSOFC)を製造することができる。また、上記実施例の記載からも明らかなように、本発明の製造方法により製造されるSOFCの一態様として、燃料極の一部にMFe2O4(Mは、Mn、Fe、Ni、Mg、Zn及びCoから成る群から選択される1種又は2種以上の元素)で示されるフェライト、例えばNiFe2O4若しくはMnFe2O4が付着していることを特徴とするSOFC(典型的には燃料極支持型SOFC)を提供することができる。
【図面の簡単な説明】
【0033】
【図1】典型的な燃料極支持型のSOFC(単セル)を模式的に示す断面図である。
【図2】さらにセパレータを備える燃料極支持型のSOFCを模式的に示す断面図である。
【符号の説明】
【0034】
10 SOFC
12 燃料極
13 電気抵抗層
14 固体電解質
16 空気極
20 セパレータ
30 目砂
【特許請求の範囲】
【請求項1】
燃料極を構成する多孔質基材と、該基材上に配置された固体電解質と、該固体電解質上に配置された空気極とを備える固体酸化物形燃料電池を製造する方法であって、
少なくとも前記燃料極を構成する多孔質基材が焼成される際に該多孔質基材と接触して配置される焼成治具として、以下の式:
MFe2O4
ここでMは、Mn、Fe、Ni、Mg、Zn及びCoから成る群から選択される1種又は2種以上の元素である;
で示されるフェライト製の焼成治具を使用することを特徴とする、固体酸化物形燃料電池の製造方法。
【請求項2】
前記焼成治具として、少なくとも前記式中のMとしてMnを含むフェライト製の焼成治具を使用する、請求項1に記載の製造方法。
【請求項3】
固体酸化物形燃料電池であって、以下の式:
MFe2O4
ここでMは、Mn、Fe、Ni、Mg、Zn及びCoから成る群から選択される1種又は2種以上の元素である;
で示されるフェライトが少なくとも一部に付着したことを特徴とする、固体酸化物形燃料電池。
【請求項4】
燃料極を構成する多孔質基材と、該基材上に配置された固体電解質と、該固体電解質上に配置された空気極とを備える固体酸化物形燃料電池を製造するための焼成治具であって、以下の式:
MFe2O4
ここでMは、Mn、Fe、Ni、Mg、Zn及びCoから成る群から選択される1種又は2種以上の元素である;
で示されるフェライトにより構成されていることを特徴とする、固体酸化物形燃料電池製造用焼成治具。
【請求項1】
燃料極を構成する多孔質基材と、該基材上に配置された固体電解質と、該固体電解質上に配置された空気極とを備える固体酸化物形燃料電池を製造する方法であって、
少なくとも前記燃料極を構成する多孔質基材が焼成される際に該多孔質基材と接触して配置される焼成治具として、以下の式:
MFe2O4
ここでMは、Mn、Fe、Ni、Mg、Zn及びCoから成る群から選択される1種又は2種以上の元素である;
で示されるフェライト製の焼成治具を使用することを特徴とする、固体酸化物形燃料電池の製造方法。
【請求項2】
前記焼成治具として、少なくとも前記式中のMとしてMnを含むフェライト製の焼成治具を使用する、請求項1に記載の製造方法。
【請求項3】
固体酸化物形燃料電池であって、以下の式:
MFe2O4
ここでMは、Mn、Fe、Ni、Mg、Zn及びCoから成る群から選択される1種又は2種以上の元素である;
で示されるフェライトが少なくとも一部に付着したことを特徴とする、固体酸化物形燃料電池。
【請求項4】
燃料極を構成する多孔質基材と、該基材上に配置された固体電解質と、該固体電解質上に配置された空気極とを備える固体酸化物形燃料電池を製造するための焼成治具であって、以下の式:
MFe2O4
ここでMは、Mn、Fe、Ni、Mg、Zn及びCoから成る群から選択される1種又は2種以上の元素である;
で示されるフェライトにより構成されていることを特徴とする、固体酸化物形燃料電池製造用焼成治具。
【図1】

【図2】
【図2】
【公開番号】特開2009−134982(P2009−134982A)
【公開日】平成21年6月18日(2009.6.18)
【国際特許分類】
【出願番号】特願2007−309986(P2007−309986)
【出願日】平成19年11月30日(2007.11.30)
【出願人】(000004293)株式会社ノリタケカンパニーリミテド (449)
【Fターム(参考)】
【公開日】平成21年6月18日(2009.6.18)
【国際特許分類】
【出願日】平成19年11月30日(2007.11.30)
【出願人】(000004293)株式会社ノリタケカンパニーリミテド (449)
【Fターム(参考)】
[ Back to top ]