
固体酸化物形燃料電池セル用無アルカリガラス系シール材
【課題】固体酸化物形燃料電池セル用無アルカリガラス系シール材を提供する。
【解決手段】700〜1200℃程度のSOFC12の作動温度域で軟化或いは溶融し難い高融点或いは高軟化点とするようにバリウムシリケート結晶BaSi4O9、Ba2Si3O8、およびBa3Si5O13の少なくとも1つをガラスマトリックス中に有し、且つ、アルカリ成分を含まないで9〜13×10−6/Kの熱膨張係数を有し且つ700〜900℃程度の接合温度でSOFC12とその周辺部材であるガス管24などとを接合可能な接合可能となるように、無アルカリガラス系シール材10は、50〜85wt%のBaOと4〜20wt%のSiO2と1〜15wt%のAl2O3とを必須構成要素として含み、且つ、0〜20wt%のB2O3と0〜30wt%のTiO2との少なくとも一方を含むガラス組成物を備えている。
【解決手段】700〜1200℃程度のSOFC12の作動温度域で軟化或いは溶融し難い高融点或いは高軟化点とするようにバリウムシリケート結晶BaSi4O9、Ba2Si3O8、およびBa3Si5O13の少なくとも1つをガラスマトリックス中に有し、且つ、アルカリ成分を含まないで9〜13×10−6/Kの熱膨張係数を有し且つ700〜900℃程度の接合温度でSOFC12とその周辺部材であるガス管24などとを接合可能な接合可能となるように、無アルカリガラス系シール材10は、50〜85wt%のBaOと4〜20wt%のSiO2と1〜15wt%のAl2O3とを必須構成要素として含み、且つ、0〜20wt%のB2O3と0〜30wt%のTiO2との少なくとも一方を含むガラス組成物を備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、固体酸化物形燃料電池セルの構成部品の接合に用いられるシール材に関し、特にアルカリ成分を含有しない固体酸化物形燃料電池セル用無アルカリガラス系シール材に関するものである。
【背景技術】
【0002】
固体酸化物形燃料電池(SOFC:Solid Oxide Fuel Cell)は、固体電解質燃料電池とも称され、比較的高温で作動させられるために触媒のような反応促進材を必要とせず、コストを低減でき、高温の排出ガスを再利用できるので、全体の効率が高くでき、出力密度が高いので小型化が可能となるという特徴を備えている。
【0003】
固体酸化物形燃料電池セルは、酸化物イオン伝導体として機能する酸素イオン伝導性のセラミック体から成る緻密な固体電解質と、その一面に設けられてカソードとして機能する空気極( 多孔質層) と、その他面に設けられてアノードとして機能する燃料極( 多孔質層) とを備えている。この燃料極側には水素を含む燃料ガスが供給され、空気極側には酸素を含むガスが供給される。これにより、電池セル内において、カソードでは酸素が電気化学的に還元されて酸素イオンとされ、電解質膜を通してアノードに到達し、アノードでは水素が酸素イオンにより酸化されて外部負荷に電子が放出され電気エネルギが出力される。すなわち、燃料ガスが電気化学的に酸化されることにより、燃料ガスの化学エネルギーが直接電気エネルギーに変換されて取り出されるものである。そのため、理論効率が高く、静粛性に優れると共に、大気汚染の原因となるNOX、SOX、粒子状物質(PM)等の排出量が少ないことから、近年、クリーンな電気エネルギー供給源として注目されている。例えば、住宅用等の分散型電源や熱電供給システムとしての利用が期待されている。
【0004】
このように構成された固体酸化物形燃料電池セルでは、固体電解質膜として、たとえば、イオン伝導性、安定性、価格のバランスが良好なイットリア安定化ジルコニア( YSZ) が広く用いられている。また、固体電解質膜は、薄くなるほどイオン透過速度が増大して性能が向上する傾向にある。このため、近年では、、アノードとして機能する燃料極の上に固体電解質膜を薄膜として形成したアノード支持形固体酸化物形燃料電池セルの開発が進展している。アノードとして機能する燃料極は、一般に、NiOとYSZとの混合物が用いられ、Niの導電性を活かしながら固体電解質膜との熱膨張差を小さくするために、使用時において還元処理されてNi+YSZとされる。
【0005】
ところで、固体酸化物形燃料電池セルの実用化研究が進むに伴って、耐久性、信頼性、効率の向上のために、ガスリークを可及的に少なくすることが要請されるようになってきた。従来の小規模評価では、固体酸化物形燃料電池セルにおいてガスリークが発生しても、燃料ガスと空気中の酸素が反応するため、基礎データの取得には問題がなかった。しかし、ガスリークは燃料ガスの利用効率低下や、局部的な熱分布ムラの原因になることから、長時間の実用的使用に際しては大きな影響を与えるものとなってきた。そこで、燃料ガスのリーク防止として、固体酸化物形燃料電池セル同士の間、および、固体酸化物形燃料電池セルとガス配管との間の燃料ガスの封止の問題が着目されるようになった。
【0006】
これに対し、特許文献1および2では、ガラスマトリックス中にリューサイトやクリストバライト結晶を析出させたシール材が提案されている。このようなガラス系シール材は、熱膨張係数が固体酸化物形燃料電池セルやセラミックス製のガス配管と近く、且つ、たとえば800〜1000℃の使用温度で流動し難く、従来困難であった高いシール性能が得られるようになった。しかし、このようなガラス系シール材では、燃料電池のスタック評価が可能となってきたが、ガラスマトリックス中にNa、Kなどのアルカリ金属成分を含むため、接合構造によっては、接合界面での固体酸化物形燃料電池セルや金属製ガス配管と反応し易く、劣化の原因となる可能性があった。
【0007】
上記のガラスマトリックス中にリューサイトやクリストバライト結晶を析出させたガラス系シール材の他にも、熱膨張係数を9〜13×10−6/Kとしたシール材が、特許文献3、4、5にも提案されているが、金属製ガス管と反応しやすいNa、Kなどのアルカリ金属成分が必須の成分として含まれるとともに、その反応が生じるとその反応部分の熱膨張係数が他の部分と相違してヒートサイクル時の剥離劣化の要因となるだけでなく、ステンレス鋼に含まれるクロムとアルカリ金属成分との反応によって、ニクロム酸カリウム等の環境負荷の大きい反応物が生成される危惧がある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2009−199970号公報
【特許文献2】特開2009−127804号公報
【特許文献3】特開2004−039573号公報
【特許文献4】特表2008−527680号公報
【特許文献5】特表2008−529256号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
これに対して、反応耐久性の高い特殊なステンレス合金が、セパレータ或いはインターコネクタなどのガス配管に用いることが考えられるが、このような特殊なステンレス合金は、高価格で実用が困難であるとともに、長時間の使用によって反応が進行するという問題は十分には解決されていない。従って、比較的安価で汎用的に使用されているたとえばSUS430に代表されるフェライト系ステンレスに対して反応性が低い無アルカリガラス系シール材が望まれる。すなわち、熱膨張係数が9〜13×10−6/Kであって、Na、Kなどのアルカリ金属成分を含まず、700〜900℃程度の接合温度で好適に接合可能な無アルカリガラス系シール材が望まれる。
【0010】
本発明は、以上の事情を背景として為されたものであって、その目的とするところは、熱膨張係数が9〜13×10−6/Kであって、Na、Kなどのアルカリ金属成分を含まず、700〜900℃程度の接合温度で好適に接合可能な固体酸化物形燃料電池セル用無アルカリガラス系シール材を提供することにある。
【課題を解決するための手段】
【0011】
斯かる目的を達成するため、第1発明の要旨とするところは、(a) 固体酸化物形燃料電池セルを気密に接合するための固体酸化物形燃料電池セル用無アルカリガラス系シール材であって、(b) 50〜85wt%( 重量%) のBaOと4〜20wt%のSiO2と1〜15wt%のAl2O3とを必須構成要素として有し、且つ、0〜20wt%のB2O3および0〜30wt%のTiO2の少なくとも一方を有する組成のガラスを含むことを特徴とする。
【0012】
また、第2発明の要旨とするところは、第1発明において、(c) 前記ガラスのガラスマトリックス中には、バリウムシリケート結晶を含むことを特徴とする。
【0013】
また、第3発明の要旨とするところは、第1または第2発明において、(d) 前記ガラスは、9〜13×10−6/Kの熱膨張係数を有することを特徴とする。
【0014】
また、第4発明の要旨とするところは、前記第1発明乃至第3発明のいずれか1の無アルカリガラス系シール材を用いて、前記固体酸化物形燃料電池セルとその固体酸化物形燃料電池セルの周辺部材とが接合されていることを特徴とする固体酸化物形燃料電池であることにある。
【0015】
また、第5発明の要旨とするところは、前記第1発明乃至第3発明のいずれか1のシール材を用いて、前記固体酸化物形燃料電池セルとその固体酸化物形燃料電池セルの周辺部材を接合することを特徴とする固体酸化物形燃料電池の製造方法であることにある。
【発明の効果】
【0016】
第1発明の固体酸化物形燃料電池セル用無アルカリガラス系シール材によれば、50〜85wt%のBaOと4〜20wt%のSiO2と1〜15wt%のAl2O3とを必須構成要素として有し、且つ、20wt%以下のB2O3および0〜30wt%のTiO2の少なくとも一方を有する組成のBa系無アルカリガラスを構成することから、熱膨張係数が9〜13×10−6/Kであって、Na、Kなどのアルカリ金属成分を含まず、700〜900℃程度の接合温度で、固体酸化物形燃料電池セルとその周辺部材とを接合可能なシール材が得られる。また、Na、Kなどのアルカリ金属成分を含まないため、たとえばステンレス鋼製のガス配管やセパレータなどの周辺部材との反応が抑制される利点がある。
【0017】
また、第2発明によれば、前記無アルカリガラス系シール材に含まれるガラスのガラスマトリックス中には、バリウムシリケート結晶が含まれることから、高熱膨張を維持しつつ、ステンレス鋼製のガス配管やセパレータとの反応が抑制される利点がある。
【0018】
また、第3発明によれば、前記無アルカリガラス系シール材に含まれるガラスは、9〜13×10−6/Kという高い熱膨張係数を有することから、ステンレス鋼製のガス配管との間の熱膨張係数差が小さくなり、固体酸化物形燃料電池セルとその周辺部材との間の接合部における剥離劣化現象が好適に解消される。
【0019】
また、第4発明は、前記第1発明乃至第3発明のいずれか1の無アルカリガラス系シール材を用いて、前記固体酸化物形燃料電池セルとその固体酸化物形燃料電池セルの周辺部材とが接合されている固体酸化物形燃料電池であることから、アルカリ成分を含まない無アルカリガラス系シール材により接合されているため、たとえばステンレス鋼製のガス配管やセパレータなどの周辺部材との間の接合部の反応が抑制される利点がある。
【0020】
また、第5発明は、前記第1発明乃至第3発明のいずれか1のシール材を用いて、前記固体酸化物形燃料電池セルとその固体酸化物形燃料電池セルの周辺部材を接合する固体酸化物形燃料電池の製造方法であることから、Na、Kなどのアルカリ金属成分を含まない無アルカリガラス系シール材により接合されているため、たとえばステンレス鋼製のガス配管やセパレータなどの周辺部材との間の接合部の反応が抑制される利点がある。
【0021】
ここで、好適には、前記無アルカリガラス系シール材は、固体酸化物形燃料電池セル或いはそれら積層された電池パックにおいて、少なくとも1つの固体酸化物形燃料電池セルとガス管とを気密に接合するためのものであり、ガラスマトリックス中にバリウムシリケート結晶BaSi4O9、Ba2Si3O8、および/またはBa3Si5O13が析出可能な組成のガラス組成物である。このバリウムシリケート結晶の析出量は、ガラス組成中の必須構成成分の含有率( 組成比率) により適宜調整することができる。
【0022】
上記無アルカリガラス系シール材のガラス組成中のBaOとSiO2は、上記バリウムシリケート結晶BaSi4O9、Ba2Si3O8、およびBa3Si5O13を構成する成分であり、ガラスマトリックスの骨格を構成する主成分である。BaOおよびSiO2の含有率が多くなり過ぎると融点或いは軟化点が低くなって好ましくない。反対に、BaOおよびSiO2の含有率が少なすぎるとバリウムシリケート結晶の析出量が低下して耐水性や耐化学性が低下する。BaOは50〜85wt%の含有率、SiO2は4〜20wt%の含有率であることが好ましく、BaOは55〜85wt%の含有率、SiO2は8〜20wt%の含有率であることが更に好ましい。
【0023】
上記無アルカリガラス系シール材のガラス組成中のAl2O3は、ガラス流動性および付着安定性に寄与する成分であり、その含有率が少なすぎるとガラス流動性および付着安定性が低下して均一な厚みのガラス層すなわちガラスマトリックスが形成され難くなる。反対に、多すぎると、接合部の耐化学安定性が損なわれる。結局、Al2O3は、1〜15wt%の含有率が好ましい。
【0024】
上記無アルカリガラス系シール材のガラス組成中のB2O3およびTiO2は、それらのうちの少なくとも一方が含まれる必要があるが、他方は0wt%でもよい任意添加成分である。B2O3は、Al2O3と同様にガラス流動性、付着安定性、或いは濡れ性に寄与するものと考えられ、ガラスマトリックスの多成分化および溶融性の向上に寄与する。このB2O3の含有率が多すぎると耐酸性の低下を招くので、0〜20wt%すなわち20wt%以下の範囲の含有率が好ましい。TiO2の含有率が多すぎると熱膨張率が低下してクラックの発生を招くので、0〜30wt%すなわち30wt%以下の範囲の含有率が好ましい。
【0025】
また、本発明の実施に本質的ではない上記の酸化物成分以外の成分、たとえばZnO、Li2O、Bi2O3、SrO、SnO、SnO2、CuO、Cu2O、ZrO2、La2O3は、必要に応じて適宜添加され得る。好ましくは、上記無アルカリガラス系シール材のガラスの熱膨張係数が、接合対象物、たとえばガス管と固体酸化物形燃料電池セルの燃料極および/または固体電解質膜との熱膨張係数に近似するように、上記の各成分のいずれかの含有率を調節して結晶含有ガラスを調整することができる。たとえば、ガス管および固体電解質がYSZ等のジルコニア系酸化物の緻密体から構成されていて、それらガス管と固体電解質との間を気密に接合する場合には、上記ジルコニア系酸化物の熱膨張係数に近似するように組成を調節すればよい。たとえば、示差膨張方式( TMA)に基づく室温( 25℃) 〜ガラスの軟化点( たとえば450℃)までの間の熱膨張係数の平均値が9〜12×10−6/Kとなるように組成を調整すればよい。
【0026】
上記無アルカリガラス系シール材は、バリウムシリケート結晶を析出させ得る前記各種酸化物成分が所定割合で混合された後溶融され、その粉砕後に所定温度に保持してガラスマトリックス中にバリウムシリケート結晶を析出させる結晶化処理が行われ、次いで粉砕処理および篩処理により要求の所定の平均粒径たとえば0.1〜10μmの粉末状ガラス組成物とされ、さらにボールミルを用いた粉砕および乾燥により細かな粉末状とされることで得られる。そして、このようにして得られた無アルカリガラス系シール材は、バインダーおよび溶媒と混練されて塗布作業に適した所定の粘度を有するペースト化される。
【0027】
上記バインダーは、たとえばセルロースまたはその誘導体から成るものであって、ペースト全体の5〜20wt%の範囲で含まれる。このバインダーは、たとえば、ヒドロキシメチルセルロース、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロース、ヒドロキシプロピルメチルセルロース、カルボキシメチルセルロース、カルボキシエチルセルロース、カルボキシメチルエチルセルロース、セルロース、エチルセルロース、メチルセルロース、エチルヒドロキシエチルセルロース、およびそれらの塩である。
【0028】
また、上記溶媒は、たとえばエーテル系溶剤、エステル系溶剤、ケトン系溶剤、または他の有機溶剤から成るものであって、ペースト全体の1〜40wt%の範囲で含まれる。この溶媒は、たとえば、エチレングリコールおよびジエチレングリコール誘導体、トルエン、キシレン、ターピネオール等の高沸点有機溶媒、またはこれら2種以上の混合液である。
【0029】
上記無アルカリガラス系シール材は、従来の接合材と同様に用いられる。たとえば、接合対象物である固体酸化物形燃料電池セルの固体電解質および/または燃料極とガス管との互いに当接させられた被接合部分に、ペースト状に調整された状態で塗布される。その乾燥後に、固体酸化物形燃料電池セルの使用温度域或いはそれよりも高い温度域であってガラスが流出しない温度域、たとえば使用温度域が700〜1000℃である場合は1200〜1300℃で焼成されることで、上記固体電解質および/または燃料極とガス管との互いに当接させられた被接合部分が気密に接合される。このように接合された接合部では、ガス管内を燃料ガスがリークすることなく固体酸化物形燃料電池セルの燃料極に供給される。また、この接合に用いられた無アルカリガラス系シール材は、固体酸化物形燃料電池セルの使用温度域において柔軟性を示すので、燃料ガスの接触に伴う還元膨張などにより上記接合部に応力が発生したとしても、その接合部の気密性および耐久性が高められる。
【0030】
上記無アルカリガラス系シール材は、種々の構造たとえば平板型、円筒型、或いはフラットチューブラー型の固体酸化物形燃料電池に適用することができ、それらの形状や大きさに拘わらない。この無アルカリガラス系シール材は、加圧シールや拡散接合が困難な接合対象物についても適用できる。たとえば、燃料極を支持基材としてその燃料極上に100μm程度の薄膜状の固体電解質を形成したアノード支持形固体酸化物形燃料電池セルにも好適に適用できる。
【0031】
上記固体電解質としては、酸化雰囲気すなわち空気雰囲気および還元雰囲気すなわち燃料ガス雰囲気のいずれにおいても酸素イオン伝導性が高く、ガス透過性の無い緻密な層を形成できる材料から構成され得、特にジルコニア系酸化物から成るものが好適に用いられる。このようなジルコニア系酸化物として、たとえばイットリア( Y2O3)で安定化したジルコニア( YSZ)、カルシア( CaO)で安定化したジルコニア(CSZ)、スカンジア( Sc2O3)で安定化したジルコニア( SSZ)が代表的に挙げられる。
【0032】
上記燃料極および空気極の材料は、従来の固体酸化物形燃料電池セルと同様であり、特に制限されない。燃料極としては、たとえば、ニッケル( Ni)とジルコニア( YSZ)とのサーメット、ルテニウム( Ru)とジルコニア( YSZ)とのサーメットなどが好適に用いられる。また、空気極としては、ランタンコバルトネート( LaCoO3)系やランタンマンガネート( LaMnO3)系のペロブスカイト形酸化物が好適に用いられる。これらの材料から成るガス透過性を有する層状の多孔質体が燃料極および空気極として用いられる。
【0033】
上記固体酸化物形燃料電池セルおよびそのスタックの製造は、従来の固体酸化物形燃料電池と同様の工程で行われ、特別の工程を必要としない。従来の種々の方法によって、上記の材料から固体電解質、燃料極、および空気極がそれぞれ形成され得る。
【0034】
上記固体酸化物形燃料電池セルに接続されるガス管は、燃料ガスを導くための従来と同様の材質で構成され、燃料極との接合に応じた形状寸法、たとえば直管状、円弧管状などで構成される。そのガス管は、たとえば、接合の容易性を高めるために前記燃料極や固体電解質と同系統材質から成るセラミックス、たとえばYSZ等のジルコニア系酸化物の緻密体から構成される。
【図面の簡単な説明】
【0035】
【図1】本発明の一実施例である無アルカリガラス系シール材が適用された、アノード支持形固体酸化物形燃料電池セルと、そのアノード支持形固体酸化物形燃料電池セルに気密に接合されたガス管とを、模式的に示す斜視図である。
【図2】図1のアノード支持形固体酸化物形燃料電池セルのガス管側から見た側面図である。
【図3】図2のアノード支持形固体酸化物形燃料電池セルの構成を説明する、図2のIII −III 視断面図である。
【図4】本発明の無アルカリガラス系シール材の製造工程を説明する図である。
【図5】本発明の無アルカリガラス系シール材が適用された図1乃至図3のアノード支持形固体酸化物形燃料電池セルの製造工程を説明する図である。
【図6】シール材ペーストの評価のために用いられたアノード支持形固体酸化物形燃料電池セルすなわち評価用SOFCの構成を説明する断面図である。
【図7】図6の評価用SOFCを10種類作成してそれぞれのリーク試験を行ったときの評価を示す図表である。
【図8】本発明の一実施例である無アルカリガラス系シール材が適用された、他のアノード支持形固体酸化物形燃料電池セルと、そのアノード支持形固体酸化物形燃料電池セルに気密に接合されたガス管とを模式的に示す断面図であって、図3に相当する図である。
【図9】本発明の一実施例である無アルカリガラス系シール材が適用された、他のアノード支持形固体酸化物形燃料電池セルと、そのアノード支持形固体酸化物形燃料電池セルに気密に接合されたガス管とを模式的に示す斜視図であって、図1に相当する図である。
【発明を実施するための形態】
【0036】
以下、本発明の一実施例を図面を参照して詳細に説明する。なお、以下の実施例において図は適宜簡略化或いは変形された概略図であって、各部の寸法比および形状等は必ずしも正確に描かれていない。
【実施例】
【0037】
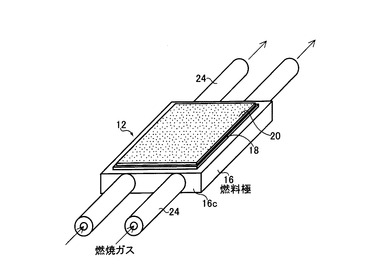
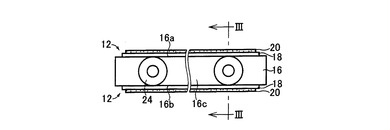
図1は、本発明の一実施例である無アルカリガラス系のシール材10が適用された、固体酸化物形燃料電池セル(以下、「SOFC」という)12の構成を示す斜視図であり、図2はそのSOFC12の構造を説明する断面図である。また、図3は、図2の III−III 視断面図である。なお、図1および図2では、SOFC12の構造を明確に示すためにシール材10の図示が省略されている。
【0038】
SOFC12は、水素ガス、メタンガス、天然ガス、或いはそれらの改質ガス等の良く知られた水素を含む燃料ガスFGを流通させる内部空間14を有する平坦な箱状に成形され、多孔質であってアノードとして機能できる程度の導電性セラミックス体すなわち焼結体から成る燃料極16と、その燃料極16の相反する向きの一対の上面16aおよび下面16b上に焼結によりそれぞれ層状に固着され、酸化物イオン伝導体として機能する酸素イオン伝導性のセラミック体から成る緻密な層状の固体電解質膜18と、それらの固体電解質膜18の上に焼結によりそれぞれ層状に固着され、多孔質であってカソードとして機能できる程度の導電性セラミックス体から成る空気極20とから構成されている。この空気極20は、外部に露出させられ或いは図示しない空気ダクト内に位置させられることにより常時空気と接触させられるようになっている。平坦な箱状を成す燃料極16の一対の上面16aおよび下面16bは矩形を成しており、一対の固体電解質膜18は、その一対の上面16aおよび下面16bよりも少し小さな矩形パターンでその一対の上面16aおよび下面16b上に固着されており、空気極20は、その一対の固体電解質膜18よりも少し小さな矩形パターンでその一対の固体電解質膜18上に固着されている。
【0039】
上記SOFC12において、固体電解質膜18は、薄くなるほどイオン透過速度が増大して性能が向上する傾向となるため、アノードとして機能する燃料極16の上に、100μm以下たとえば10〜50μm程度の膜厚を有し、薄膜として形成されてその燃料極16に支持されている。すなわち、本実施例のSOFC12は、アノード支持形固体酸化物形燃料電池セルである。
【0040】
上記燃料極16は、たとえばNiOとYSZとの混合物から多孔質に構成され、Niの導電性を活かしながら固体電解質膜18との熱膨張差を小さくするために、使用時において還元処理されてNi+YSZとされる。また、燃料極16としては、たとえば、ニッケル( Ni)とジルコニア( YSZ)とのサーメット、ルテニウム( Ru)とジルコニア( YSZ)とのサーメットなどが好適に用いられる。
【0041】
上記固体電解質膜18としては、酸化雰囲気すなわち空気雰囲気および還元雰囲気すなわち燃料ガス雰囲気のいずれにおいても酸素イオン伝導性が高く、ガス透過性の無い緻密な層を形成できる材料から構成され得、特にジルコニア系酸化物から成り、緻密質でガス透過性が低く且つイオン透過性の高い焼結体が好適に用いられる。たとえば、イオン伝導性、安定性、価格のバランスが良好なイットリア安定化ジルコニア( YSZ) が好適に用いられる。また、上記ジルコニア系酸化物として、たとえばイットリア( Y2O3)で安定化したジルコニア( YSZ)、カルシア( CaO)で安定化したジルコニア(CSZ)、スカンジア( Sc2O3)で安定化したジルコニア( SSZ)が用いられる。
【0042】
上記空気極20は、従来の固体酸化物形燃料電池セルと同様に、ランタンコバルトネート( LaCoO3)系やランタンマンガネート( LaMnO3)系のペロブスカイト形酸化物により構成され、100μm以下たとえば10〜50μm程度の膜厚を有する、ガス透過性を有する層状の多孔質焼結体として用いられる。
【0043】
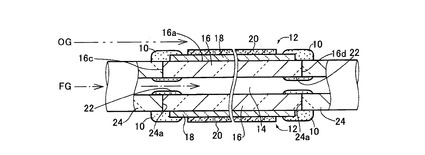
上記燃料極16の相反する向きの一対の側面16cおよび16dには、内部空間14と連通する貫通孔22がそれぞれ形成されており、燃料ガスFGを供給するためのステンレス鋼製或いはセラミックス製のガス管24が、その端面24aを一対の側面16cおよび16dに当接させ且つ貫通孔22を通して燃料極16の内部空間14と連通する状態で、ガス管24の端部と燃料極16の側面16cおよび16dの間に塗布されて溶融された無アルカリガラス系のシール材10により、その側面16cおよび16dにそれぞれ気密に接合されて封止されている。燃料極16の一対の上面16aおよび下面16b上に固着された固体電解質膜18および燃料極16の周縁部と一対の上面16aおよび下面16bとの間は、同様に、そこに塗布されて溶融された無アルカリガラス系のシール材10により封止されている。また、燃料極16の周縁部とその上に固着された空気極20の周縁部との間は、必要に応じて、そこに塗布されて溶融された無アルカリガラス系のシール材10により封止されてもよいし、燃料極16の他の表面は、必要に応じて、そこに塗布されて溶融された無アルカリガラス系のシール材10により封止されてもよい。
【0044】
以上のようにして構成されたSOFC12では、700〜1200℃程度好ましくは800〜1000℃の作動温度域において、ガス管24を通して水素を含む燃料ガスFGが燃料極16の内部空間14へ供給され、空気極20側には酸素を含むガスOGが供給されると、カソードとして機能する空気極20では酸素が電気化学的に還元されて酸素イオンとされ、電解質膜18を通してアノードとして機能する燃料極16に到達し、そこで水素が酸素イオンにより酸化されて外部負荷に電子が放出され電気エネルギが出力される。すなわち、燃料ガスFGが電気化学的に酸化されることにより、燃料ガスFGの化学エネルギーが直接電気エネルギーに変換されて取り出される。
【0045】
図3に示される無アルカリガラス系のシール材10は、焼成後に残存した溶融ガラスで示されているが、焼成前ではペースト状である。このシール材10に含まれるガラスは、700〜1200℃程度のSOFC12の作動温度域で軟化或いは溶融し難い高融点或いは高軟化点とするようにバリウムシリケート結晶BaSi4O9、Ba2Si3O8、およびBa3Si5O13の少なくとも1つをガラスマトリックス中に有し、アルカリ成分を含まないで9〜13×10−6/Kの熱膨張係数を有し且つ700〜900℃程度の接合温度でSOFC12とその周辺部材であるガス管24などとを接合可能な接合可能となるように、50〜85wt%( 重量%) のBaOと4〜20wt%のSiO2と1〜15wt%のAl2O3とを必須構成要素として含み、且つ、20wt%以下のB2O3と30wt%以下のTiO2との少なくとも一方を含む組成を備えている。
【0046】
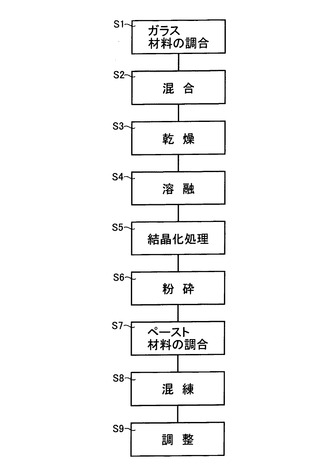
以下において、図4を用いて上記シール材10の製造方法を説明し、図5を用いて上記SOFC12の製造方法を説明する。
【0047】
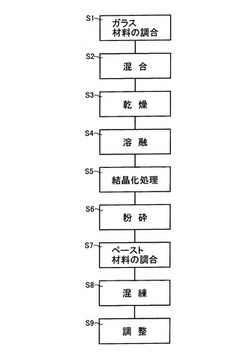
図4において、ガラス材料の調合工程S1では、50〜85wt%のBaO、4〜20wt%のSiO2粉体、および1〜15wt%のAl2O3粉体と、20wt%以下のB2O3粉体および30wt%以下のTiO2粉体の少なくとも一方とを、秤量して混ぜ合わせる。次いで、混合工程S2において、ガラス材料の調合工程S1で調合されたガラス材料を湿式ボールミルを用いて数時間乃至十数時間混合し、乾燥工程S3において、混合工程S2で混合されたガラス材料を乾燥させる。溶融工程S4では、乾燥工程S3を経たガラス材料を坩堝内で1000〜1500℃に加熱して溶解或いは溶融させる。
【0048】
次いで、結晶化処理工程S5では、溶融工程S4で溶融されたガラス材料を、室温から100℃の間では1〜5℃/分の昇温速度で極めて緩やかに加熱し、続いて800〜1000℃の最高温度域で30〜60分保持し、次いで緩やかに冷却する結晶化処理を行う。これにより、ガラスマトリックス中に、バリウムシリケート結晶BaSi4O9、Ba2Si3O8、およびBa3Si5O13の少なくとも1つが析出させられる。続く粉砕工程S6では、結晶化処理工程S5において得られた結晶含有ガラスを、乾式ボールミルを用いて粉砕するとともに篩を用いて分級し、0.1〜10μmの平均粒径を有する粉末状結晶含有ガラス組成物を得る。さらに、必要に応じて、湿式ボールミルを用いてさらに粉砕することにより、粉末状結晶含有ガラス組成物をペーストに適用可能な平均粒径とし、無アルカリガラス系シール材10の基本組成とする。
【0049】
ペースト材料の調合工程S7では、ペースト化された無アルカリガラス系シール材10を得るために、40〜94wt%の粉末状結晶含有ガラス組成物と、たとえばヒドロキシセルロース、エチルセルロースなどのセルロース及び/又はその誘導体から成る5〜20wt%のバインダと、たとえばエチレングリコールおよびジエチレングリコール誘導体、トルエン、ターピネオールなどの高沸点有機溶媒またはそれらの組合せから成る1〜40wt%の溶媒と、適量の分散剤とを秤量して混ぜ合わせる。混練工程S8では、たとえば3本ローラ装置などのペースト混練機を用いて、ペースト材料の調合工程S7で調合されたペースト材料を所定時間混練して均一化し、ペースト化された無アルカリガラス系シール材10を得る。次いで、調整工程S9では、良く知られた方法でペースト粘度などが調整される。
【0050】
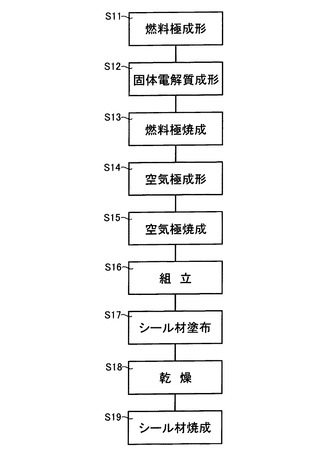
図5は、図1乃至図3に示すアノード支持形固体酸化物形燃料電池セルであるSOFC12の製造工程を説明する図である。燃料極成形工程S11では、たとえば0.1〜10μm程度の平均粒径を有するジルコニア( YSZ)粉末、1〜10μm程度の平均粒径を有するNiO粉末、バインダー、分散剤、溶媒が所定割合で混合されたスラリー状燃料極形成材料を調整する。そして、このスラリー状燃料極形成材料からフィルタプレスによる脱水を経た押出成形により、所定厚みの平板を成形しその平板を組み立てて中空箱形状の成形体とするか、或いは鋳込み成形により、直接中空箱形状の成形体を成形する。そして、必要に応じてこの成形体を乾燥する。
【0051】
次いで、固体電解質膜成形工程S12では、たとえば0.1〜10μm程度の平均粒径を有するジルコニア( YSZ)粉末、バインダー、分散剤、溶媒が混合されたスラリー状固体電解質形成材料を調整する。このスラリー状固体電解質形成材料を、上記所定形状の燃料極の表面に、100μm以下たとえば10〜50μm程度の膜厚で上記中空箱状の成形体の上面および下面上に塗布或いは印刷することにより未焼成の固体電解質膜を所定の面積で層状に形成する。そして、必要に応じてこの未焼成の固体電解質膜を乾燥する。続いて、燃料極焼成工程S13では、上記燃料極の成形体およびその成形体の上に膜状に形成された未焼成の固体電解質膜を、所定の焼成温度、たとえば1200〜1400℃程度の温度で大気中で焼成する。これにより、多孔質の燃料極16の上面16aおよび下面16b上に緻密な固体電解質膜18が形成される。
【0052】
続く空気極成形工程S14では、たとえば1〜10μm程度の平均粒径を有するランタンマンガネート( LaMnO3)粉末、バインダー、分散剤、溶媒が所定割合で混合されたスラリー状の空気極形成材料を調整する。このスラリー状空気極形成材料を、上記焼成後の固体電解質膜18上に、100μm以下たとえば10〜50μm程度の膜厚で塗布或いは印刷することにより未焼成の空気極を固体電解質膜18と同等又はそれよりもやや小さい面積で層状に形成する。空気極焼成工程S15では、そのようにして固体電解質膜18上に形成された空気極を、所定の乾燥後に、固体電解質膜の焼成温度よりも低い焼成温度たとえば1000〜1200℃程度の温度で大気中で焼成する。これにより、緻密質の固体電解質膜18上に多孔質且つ導電性の空気極20が形成され、図1乃至図3に示すアノード支持形固体酸化物形燃料電池セルであるSOFC12が基本的に構成される。
【0053】
組立工程S16では、燃料ガスFGを導くためのガス管24の端面24aが、上記SOFC12の燃料極16の一対の側面16cおよび16dに当接させ且つ貫通孔22を通して燃料極16の内部空間14と連通する状態となるように、図示しない組立治具を適宜用いることにより位置決めされ、組み立てられる。上記ガス管24は、接合の容易性を高めるために前記燃料極や固体電解質と同系統材質から成るセラミックス、たとえばYSZ等のジルコニア系酸化物の緻密体から構成されるが、ステンレス鋼製などの他の材質であってもよい。
【0054】
シール材塗布工程S17では、そのようにして組立てられた組立体のうち、ガス管24の端部とその端面24aが当接している燃料極16の側面16cおよび16dとの間に、図4の工程により製造されたペースト化された無アルカリガラス系シール材10がディスペンサなどの塗布装置を用いて所定厚みで塗布され、乾燥工程S18において60〜100℃、工程には80±10℃の温度でそのペースト化された無アルカリガラス系シール材10が乾燥される。これにより、ペースト化された無アルカリガラス系シール材10中から揮発温度の低い物質たとえば溶媒が除去される。
【0055】
次いで、シール材焼成工程S19では、無アルカリガラス系シール材10が塗布された上記組立体が、SOFC12の使用温度域すなわち作動温度域において軟化し難くなるように、そのSOFC12の使用温度域すなわち作動温度域と同等かそれよりも高い温度域で焼成される。たとえば、SOFC12が700〜1000℃の比較的低い温度作動域で使用される場合はたとえば800〜1200℃で焼成し、SOFC12が1200℃までの比較的高い作動温度域で使用される場合はたとえば1200〜1300℃で焼成する。これにより、燃料ガスFGを供給するためのステンレス鋼製或いはセラミックス製のガス管24が、その端面24aを一対の側面16cおよび16dに当接させ且つ貫通孔22を通して燃料極16の内部空間14と連通する状態で、ガス管24の端部と燃料極16の側面16cおよび16dの間に塗布されて溶融された無アルカリガラス系のシール材10により、その側面16cおよび16dにそれぞれ気密に接合される。
【0056】
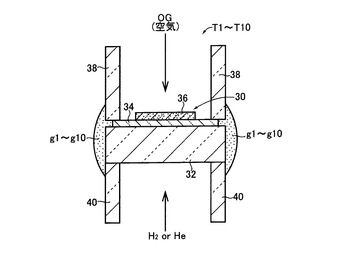
ここで、上記無アルカリガラス系のシール材10のシール性能を確認するために行ったリーク試験およびその結果を以下に説明する。図6は、このリーク試験のための作成した評価用SOFC30を示す断面図である。先ず、1μm程度の平均粒径を有するイットリア安定化ジルコニア( YSZ)の粉末と3μm程度の平均粒径を有するNiOの粉末とに、バインダー、分散剤、および溶媒を添加して混合したスラリー状燃料極形成材料を、たとえばメタルマスクに形成された円形パターン内に注入し乾燥することにより、20mmφ×1mmの厚みの円形シート状の燃料極成形体を成形し乾燥した。次いで、1μm程度の平均粒径を有するイットリア安定化ジルコニア( YSZ)の粉末にバインダー、分散剤、および溶媒を添加して混合したスラリー状固体電解質形成材料を、上記円形シート状の燃料極成形体の上に、16mmφ×100μm以下たとえば10〜50μmの厚みの円形パターンで印刷し、乾燥後に、1200〜1400℃の温度で焼成した。これにより、円板状の燃料極32の上に固体電解質膜34が固着されたものが得られる。次いで、1〜10μm程度の平均粒径を有するランタンマンガネートLa0.5Sr0.5CoO3の粉末にバインダー、分散剤、および溶媒を添加して混合したスラリー状空気極形成材料を、上記焼成後の固体電解質膜34の上に10mmφ×100μm以下たとえば10〜50μmの厚みの円形パターンで印刷し、乾燥後に、固体電解質膜の焼成温度よりも低い焼成温度たとえば1000〜1200℃程度の温度で大気中で焼成した。これにより、SOFC12と同様の基本構造を有する、円板状の燃料極32の上に固体電解質膜34および空気極36が順次積層された焼結体から成るアノード支持形固体酸化物形燃料電池セルである評価用SOFC30が得られる。
【0057】
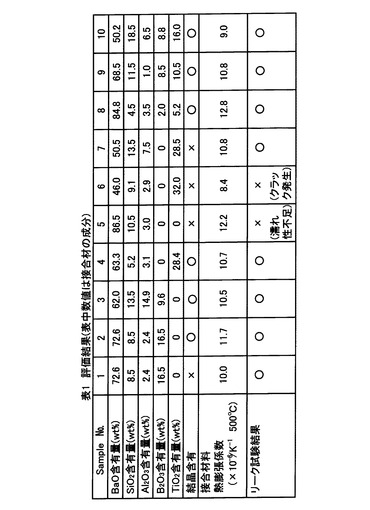
次に、図7のサンプル番号1乃至10に対応する組成を有する10種類の試験用シール材g1乃至g10を、図4に示すものと同様の工程を経て作成してペースト状とした。そして、図6に示すように、円板状の燃料極32と同様の外径を有し且つステンレス鋼SUS430製の一対の円筒状ガス管38および40の相対向する端面で燃料極32および固体電解質膜34の周縁部を挟持した状態で、上記ペースト状の試験用シール材g1乃至g10を用いて円筒状ガス管38および40の端部間を塗布し、80℃にて乾燥後に、850℃の加熱による溶融封止を行って、図7に代表して示す10種類の試験サンプルT1乃至T10を作成した。そして、それらの10種類の試験サンプルT1乃至T10について以下に示すリーク試験を行った。
【0058】
リーク試験は、上記試験サンプルT1乃至T10毎に、800℃に加熱した状態で燃料極32側の円筒状ガス管40内に3体積%の燃料ガス(メタンガス) FGを含む窒素ガスを一時間供給することにより上記燃料極32を還元処理し、次いで、空気極36側の円筒状ガス管38内に空気( 酸化ガス )OGを0.2Paの圧力下で100ml/分の流量で供給するとともに、燃料極32側の円筒状ガス管40内に燃料ガスとしてのヘリウムガスHeを0.2Paの圧力下で100ml/分の流量で供給したとき、ガスクロマトグラフィを用いて燃料極32側からのHe排ガスの組成を測定し、そのHe排ガスに含まれる窒素ガスN2の量から、接合部から空気中の窒素ガスN2がリークしているか否かを評価した。その評価結果を図7に示している。図7において、窒素ガスN2のリーク率が1%以下のものを○と表示して、実用的な気密性を満足していることを示す。窒素ガスN2のリーク率が1%を超えるものを×と表示して、実用的な気密性を満足していないことを示す。
【0059】
図7のサンプル番号1乃至10に対応する10種類の試験サンプルT1乃至T10のうち、試験サンプルT1〜T4およびT7〜T10は、十分な気密性を有しているとともに、ステンレス鋼SUS430製の一対の円筒状ガス管38および40との間の接合界面においてCrの拡散による化合物の生成がなかった。このことから、それら試験サンプルT1〜T4およびT7〜T10にそれぞれ用いられているシール材g1〜g4およびg7〜g10は、50〜85wt%のBaOと4〜20wt%のSiO2と1〜15wt%のAl2O3とを必須構成要素として含み、且つ、20wt%以下のB2O3と30wt%以下のTiO2との少なくとも一方を含む組成を備えており、9〜13×10−6/Kの熱膨張係数を有している。また、それらシール材g2〜g4およびg8〜g10はガラスマトリックス中にバリウムシリケート結晶BaSi4O9、Ba2Si3O8、およびBa3Si5O13のいずれかを含んでいるが、シール材g1およびg7はガラスマトリックス中にバリウムシリケート結晶を含んでいない。この点は、特にシール材g1とg2との比較から明らかなように、ガラスマトリックス中にバリウムシリケート結晶を含むことが必須ではないことを示している。
【0060】
窒素リーク率が1%を超える試験サンプルT5およびT6に用いられたシール材g5およびg6のうち、シール材g5には濡れ性不足が見られ、シール材g6にはクラックの発生が見られた。シール材g5はそのガラス組成のうちのBaOが85wt%を超え且つB2O3およびTiO2を含んでいない。シール材g6はそのガラス組成のうちのBaOが50wt%を下回っており、TiO2が30wt%を超えている。
【0061】
上述したように、本実施例の固体酸化物形燃料電池セル用無アルカリガラス系シール材10によれば、50〜85wt%のBaOと4〜20wt%のSiO2と1〜15wt%のAl2O3とを必須構成要素として有し、且つ、20wt%以下のB2O3および0〜30wt%のTiO2の少なくとも一方を有する組成のBa系無アルカリガラスを構成することから、熱膨張係数が9〜13×10−6/Kであって、Na、Kなどのアルカリ金属成分を含まず、700〜900℃程度の接合温度で、固体酸化物形燃料電池セルとその周辺部材とを接合可能なシール材が得られる。また、Na、Kなどのアルカリ金属成分を含まないため、たとえばステンレス鋼製のガス配管やセパレータなどの周辺部材との反応が抑制される利点がある。
【0062】
また、本実施例のSOFC12用無アルカリガラス系シール材10によれば、それに含まれるガラスのガラスマトリックス中には、バリウムシリケート結晶BaSi4O9、Ba2Si3O8、およびBa3Si5O13のいずれかが含まれることから、高熱膨張を維持しつつ、ステンレス鋼製のガス配管やセパレータとの反応が抑制される利点がある。
【0063】
また、本実施例のSOFC12用無アルカリガラス系シール材10によれば、それに含まれるガラスは、9〜13×10−6/Kという高い熱膨張係数を有することから、ステンレス鋼製のガス配管との間の熱膨張係数差が小さくなり、固体酸化物形燃料電池セルとその周辺部材との間の接合部における剥離劣化現象が好適に解消される。
【0064】
また、本実施例のSOFC12用無アルカリガラス系シール材10をSOFC12とそれの周辺部材であるガス管24との接合に用いた固体酸化物形燃料電池が構成されていることから、その固体酸化物形燃料電池により、アルカリ成分を含まない無アルカリガラス系シール材10により接合されているため、たとえばステンレス鋼製のガス配管やセパレータなどの周辺部材との間の接合部の反応が抑制される利点がある。
【0065】
また、本実施例のSOFC12用無アルカリガラス系シール材10を用いて、SOFC12とそれの周辺部材であるガス管24とを接合した固体酸化物形燃料電池が製造されるので、その製造方法により、Na、Kなどのアルカリ金属成分を含まない無アルカリガラス系シール材により接合されているため、たとえばステンレス鋼製のガス配管やセパレータなどの周辺部材との間の接合部の反応が抑制される利点がある。
【0066】
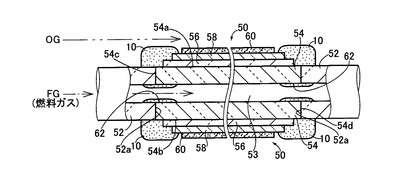
図8は、無アルカリガラス系シール材10が適用された、他のアノード支持形SOFC( 固体酸化物形燃料電池セル) 50と、そのSOFC50に気密に接合されたガス管52とを模式的に示す断面図である。このSOFC50は、たとえばジルコニア系酸化物またはマグネシア等の多孔質体から構成された絶縁性の支持基材であって燃料ガスを流通させる内部空間53を備えた中空箱型支持基材54と、その支持基材54の上面54aおよび下面54b上に層状に形成された燃料極層56と、その燃料極層56上に積層された固体電解質膜58と、その固体電解質膜58上に積層された空気極層60とから構成されている。それら燃料極層56、固体電解質膜58、空気極層60は、図3の実施例に示される燃料極16、固体電解質膜18、空気極20と同様の材質から同様の工程により構成された焼結体である。そして、中空箱型支持基材54の相反する向きの一対の側面54cおよび54dには、内部空間53と連通する貫通孔62がそれぞれ形成されており、燃料ガスFGを供給するためのステンレス鋼製或いはセラミックス製のガス管52が、その端面52aを一対の側面54cおよび54dに当接させ且つ貫通孔62を通して中空箱型支持基材54の内部空間53と連通する状態で、ガス管52の端部と中空箱型支持基材54の側面54cおよび54dの間に塗布されて溶融された無アルカリガラス系のシール材10により、その側面54cおよび54dにそれぞれ気密に接合されて封止されている。中空箱型支持基材54の一対の上面54aおよび下面54b上に固着された固体電解質膜58の周縁部と燃料極層56と一対の上面54aおよび下面54bとの間は、同様に、そこに塗布されて溶融された無アルカリガラス系のシール材10により封止されている。
【0067】
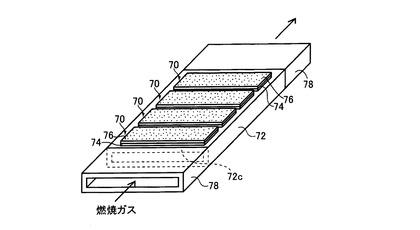
図9は、複数個のアノード支持形SOFC( 固体酸化物形燃料電池セル) 70が一体的に連ねられて構成された例が示されている。すなわち、角筒形状の燃料極72と、その燃料極72の一面上の4箇所において、固体電解質膜74と空気極層76とが順次積層されることで、共通の燃料極72の上に4個のSOFC70が形成されている。それら燃料極72、固体電解質膜74、空気極層76は、図3の実施例に示される燃料極16、固体電解質膜18、空気極20と同様の材質から同様の工程により構成された焼結体である。そして、燃料極72と同様の角筒形状のガス管78がその燃料極72の端面72cに当接させられた状態で、無アルカリガラス系シール材10により、それら燃料極72とガス管78とが気密に接合されている。
【0068】
以上、本発明の一実施例を図面に基づいて詳細に説明したが、これはあくまでも一実施形態であり、本発明は当業者の知識に基づいて種々の変更、改良を加えた態様で実施することができる。
【符号の説明】
【0069】
10:SOFC12用無アルカリガラス系シール材
12、50、70:SOFC(固体酸化物形燃料電池セル)
24、52、78:ガス管( 周辺部材)
【技術分野】
【0001】
本発明は、固体酸化物形燃料電池セルの構成部品の接合に用いられるシール材に関し、特にアルカリ成分を含有しない固体酸化物形燃料電池セル用無アルカリガラス系シール材に関するものである。
【背景技術】
【0002】
固体酸化物形燃料電池(SOFC:Solid Oxide Fuel Cell)は、固体電解質燃料電池とも称され、比較的高温で作動させられるために触媒のような反応促進材を必要とせず、コストを低減でき、高温の排出ガスを再利用できるので、全体の効率が高くでき、出力密度が高いので小型化が可能となるという特徴を備えている。
【0003】
固体酸化物形燃料電池セルは、酸化物イオン伝導体として機能する酸素イオン伝導性のセラミック体から成る緻密な固体電解質と、その一面に設けられてカソードとして機能する空気極( 多孔質層) と、その他面に設けられてアノードとして機能する燃料極( 多孔質層) とを備えている。この燃料極側には水素を含む燃料ガスが供給され、空気極側には酸素を含むガスが供給される。これにより、電池セル内において、カソードでは酸素が電気化学的に還元されて酸素イオンとされ、電解質膜を通してアノードに到達し、アノードでは水素が酸素イオンにより酸化されて外部負荷に電子が放出され電気エネルギが出力される。すなわち、燃料ガスが電気化学的に酸化されることにより、燃料ガスの化学エネルギーが直接電気エネルギーに変換されて取り出されるものである。そのため、理論効率が高く、静粛性に優れると共に、大気汚染の原因となるNOX、SOX、粒子状物質(PM)等の排出量が少ないことから、近年、クリーンな電気エネルギー供給源として注目されている。例えば、住宅用等の分散型電源や熱電供給システムとしての利用が期待されている。
【0004】
このように構成された固体酸化物形燃料電池セルでは、固体電解質膜として、たとえば、イオン伝導性、安定性、価格のバランスが良好なイットリア安定化ジルコニア( YSZ) が広く用いられている。また、固体電解質膜は、薄くなるほどイオン透過速度が増大して性能が向上する傾向にある。このため、近年では、、アノードとして機能する燃料極の上に固体電解質膜を薄膜として形成したアノード支持形固体酸化物形燃料電池セルの開発が進展している。アノードとして機能する燃料極は、一般に、NiOとYSZとの混合物が用いられ、Niの導電性を活かしながら固体電解質膜との熱膨張差を小さくするために、使用時において還元処理されてNi+YSZとされる。
【0005】
ところで、固体酸化物形燃料電池セルの実用化研究が進むに伴って、耐久性、信頼性、効率の向上のために、ガスリークを可及的に少なくすることが要請されるようになってきた。従来の小規模評価では、固体酸化物形燃料電池セルにおいてガスリークが発生しても、燃料ガスと空気中の酸素が反応するため、基礎データの取得には問題がなかった。しかし、ガスリークは燃料ガスの利用効率低下や、局部的な熱分布ムラの原因になることから、長時間の実用的使用に際しては大きな影響を与えるものとなってきた。そこで、燃料ガスのリーク防止として、固体酸化物形燃料電池セル同士の間、および、固体酸化物形燃料電池セルとガス配管との間の燃料ガスの封止の問題が着目されるようになった。
【0006】
これに対し、特許文献1および2では、ガラスマトリックス中にリューサイトやクリストバライト結晶を析出させたシール材が提案されている。このようなガラス系シール材は、熱膨張係数が固体酸化物形燃料電池セルやセラミックス製のガス配管と近く、且つ、たとえば800〜1000℃の使用温度で流動し難く、従来困難であった高いシール性能が得られるようになった。しかし、このようなガラス系シール材では、燃料電池のスタック評価が可能となってきたが、ガラスマトリックス中にNa、Kなどのアルカリ金属成分を含むため、接合構造によっては、接合界面での固体酸化物形燃料電池セルや金属製ガス配管と反応し易く、劣化の原因となる可能性があった。
【0007】
上記のガラスマトリックス中にリューサイトやクリストバライト結晶を析出させたガラス系シール材の他にも、熱膨張係数を9〜13×10−6/Kとしたシール材が、特許文献3、4、5にも提案されているが、金属製ガス管と反応しやすいNa、Kなどのアルカリ金属成分が必須の成分として含まれるとともに、その反応が生じるとその反応部分の熱膨張係数が他の部分と相違してヒートサイクル時の剥離劣化の要因となるだけでなく、ステンレス鋼に含まれるクロムとアルカリ金属成分との反応によって、ニクロム酸カリウム等の環境負荷の大きい反応物が生成される危惧がある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2009−199970号公報
【特許文献2】特開2009−127804号公報
【特許文献3】特開2004−039573号公報
【特許文献4】特表2008−527680号公報
【特許文献5】特表2008−529256号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
これに対して、反応耐久性の高い特殊なステンレス合金が、セパレータ或いはインターコネクタなどのガス配管に用いることが考えられるが、このような特殊なステンレス合金は、高価格で実用が困難であるとともに、長時間の使用によって反応が進行するという問題は十分には解決されていない。従って、比較的安価で汎用的に使用されているたとえばSUS430に代表されるフェライト系ステンレスに対して反応性が低い無アルカリガラス系シール材が望まれる。すなわち、熱膨張係数が9〜13×10−6/Kであって、Na、Kなどのアルカリ金属成分を含まず、700〜900℃程度の接合温度で好適に接合可能な無アルカリガラス系シール材が望まれる。
【0010】
本発明は、以上の事情を背景として為されたものであって、その目的とするところは、熱膨張係数が9〜13×10−6/Kであって、Na、Kなどのアルカリ金属成分を含まず、700〜900℃程度の接合温度で好適に接合可能な固体酸化物形燃料電池セル用無アルカリガラス系シール材を提供することにある。
【課題を解決するための手段】
【0011】
斯かる目的を達成するため、第1発明の要旨とするところは、(a) 固体酸化物形燃料電池セルを気密に接合するための固体酸化物形燃料電池セル用無アルカリガラス系シール材であって、(b) 50〜85wt%( 重量%) のBaOと4〜20wt%のSiO2と1〜15wt%のAl2O3とを必須構成要素として有し、且つ、0〜20wt%のB2O3および0〜30wt%のTiO2の少なくとも一方を有する組成のガラスを含むことを特徴とする。
【0012】
また、第2発明の要旨とするところは、第1発明において、(c) 前記ガラスのガラスマトリックス中には、バリウムシリケート結晶を含むことを特徴とする。
【0013】
また、第3発明の要旨とするところは、第1または第2発明において、(d) 前記ガラスは、9〜13×10−6/Kの熱膨張係数を有することを特徴とする。
【0014】
また、第4発明の要旨とするところは、前記第1発明乃至第3発明のいずれか1の無アルカリガラス系シール材を用いて、前記固体酸化物形燃料電池セルとその固体酸化物形燃料電池セルの周辺部材とが接合されていることを特徴とする固体酸化物形燃料電池であることにある。
【0015】
また、第5発明の要旨とするところは、前記第1発明乃至第3発明のいずれか1のシール材を用いて、前記固体酸化物形燃料電池セルとその固体酸化物形燃料電池セルの周辺部材を接合することを特徴とする固体酸化物形燃料電池の製造方法であることにある。
【発明の効果】
【0016】
第1発明の固体酸化物形燃料電池セル用無アルカリガラス系シール材によれば、50〜85wt%のBaOと4〜20wt%のSiO2と1〜15wt%のAl2O3とを必須構成要素として有し、且つ、20wt%以下のB2O3および0〜30wt%のTiO2の少なくとも一方を有する組成のBa系無アルカリガラスを構成することから、熱膨張係数が9〜13×10−6/Kであって、Na、Kなどのアルカリ金属成分を含まず、700〜900℃程度の接合温度で、固体酸化物形燃料電池セルとその周辺部材とを接合可能なシール材が得られる。また、Na、Kなどのアルカリ金属成分を含まないため、たとえばステンレス鋼製のガス配管やセパレータなどの周辺部材との反応が抑制される利点がある。
【0017】
また、第2発明によれば、前記無アルカリガラス系シール材に含まれるガラスのガラスマトリックス中には、バリウムシリケート結晶が含まれることから、高熱膨張を維持しつつ、ステンレス鋼製のガス配管やセパレータとの反応が抑制される利点がある。
【0018】
また、第3発明によれば、前記無アルカリガラス系シール材に含まれるガラスは、9〜13×10−6/Kという高い熱膨張係数を有することから、ステンレス鋼製のガス配管との間の熱膨張係数差が小さくなり、固体酸化物形燃料電池セルとその周辺部材との間の接合部における剥離劣化現象が好適に解消される。
【0019】
また、第4発明は、前記第1発明乃至第3発明のいずれか1の無アルカリガラス系シール材を用いて、前記固体酸化物形燃料電池セルとその固体酸化物形燃料電池セルの周辺部材とが接合されている固体酸化物形燃料電池であることから、アルカリ成分を含まない無アルカリガラス系シール材により接合されているため、たとえばステンレス鋼製のガス配管やセパレータなどの周辺部材との間の接合部の反応が抑制される利点がある。
【0020】
また、第5発明は、前記第1発明乃至第3発明のいずれか1のシール材を用いて、前記固体酸化物形燃料電池セルとその固体酸化物形燃料電池セルの周辺部材を接合する固体酸化物形燃料電池の製造方法であることから、Na、Kなどのアルカリ金属成分を含まない無アルカリガラス系シール材により接合されているため、たとえばステンレス鋼製のガス配管やセパレータなどの周辺部材との間の接合部の反応が抑制される利点がある。
【0021】
ここで、好適には、前記無アルカリガラス系シール材は、固体酸化物形燃料電池セル或いはそれら積層された電池パックにおいて、少なくとも1つの固体酸化物形燃料電池セルとガス管とを気密に接合するためのものであり、ガラスマトリックス中にバリウムシリケート結晶BaSi4O9、Ba2Si3O8、および/またはBa3Si5O13が析出可能な組成のガラス組成物である。このバリウムシリケート結晶の析出量は、ガラス組成中の必須構成成分の含有率( 組成比率) により適宜調整することができる。
【0022】
上記無アルカリガラス系シール材のガラス組成中のBaOとSiO2は、上記バリウムシリケート結晶BaSi4O9、Ba2Si3O8、およびBa3Si5O13を構成する成分であり、ガラスマトリックスの骨格を構成する主成分である。BaOおよびSiO2の含有率が多くなり過ぎると融点或いは軟化点が低くなって好ましくない。反対に、BaOおよびSiO2の含有率が少なすぎるとバリウムシリケート結晶の析出量が低下して耐水性や耐化学性が低下する。BaOは50〜85wt%の含有率、SiO2は4〜20wt%の含有率であることが好ましく、BaOは55〜85wt%の含有率、SiO2は8〜20wt%の含有率であることが更に好ましい。
【0023】
上記無アルカリガラス系シール材のガラス組成中のAl2O3は、ガラス流動性および付着安定性に寄与する成分であり、その含有率が少なすぎるとガラス流動性および付着安定性が低下して均一な厚みのガラス層すなわちガラスマトリックスが形成され難くなる。反対に、多すぎると、接合部の耐化学安定性が損なわれる。結局、Al2O3は、1〜15wt%の含有率が好ましい。
【0024】
上記無アルカリガラス系シール材のガラス組成中のB2O3およびTiO2は、それらのうちの少なくとも一方が含まれる必要があるが、他方は0wt%でもよい任意添加成分である。B2O3は、Al2O3と同様にガラス流動性、付着安定性、或いは濡れ性に寄与するものと考えられ、ガラスマトリックスの多成分化および溶融性の向上に寄与する。このB2O3の含有率が多すぎると耐酸性の低下を招くので、0〜20wt%すなわち20wt%以下の範囲の含有率が好ましい。TiO2の含有率が多すぎると熱膨張率が低下してクラックの発生を招くので、0〜30wt%すなわち30wt%以下の範囲の含有率が好ましい。
【0025】
また、本発明の実施に本質的ではない上記の酸化物成分以外の成分、たとえばZnO、Li2O、Bi2O3、SrO、SnO、SnO2、CuO、Cu2O、ZrO2、La2O3は、必要に応じて適宜添加され得る。好ましくは、上記無アルカリガラス系シール材のガラスの熱膨張係数が、接合対象物、たとえばガス管と固体酸化物形燃料電池セルの燃料極および/または固体電解質膜との熱膨張係数に近似するように、上記の各成分のいずれかの含有率を調節して結晶含有ガラスを調整することができる。たとえば、ガス管および固体電解質がYSZ等のジルコニア系酸化物の緻密体から構成されていて、それらガス管と固体電解質との間を気密に接合する場合には、上記ジルコニア系酸化物の熱膨張係数に近似するように組成を調節すればよい。たとえば、示差膨張方式( TMA)に基づく室温( 25℃) 〜ガラスの軟化点( たとえば450℃)までの間の熱膨張係数の平均値が9〜12×10−6/Kとなるように組成を調整すればよい。
【0026】
上記無アルカリガラス系シール材は、バリウムシリケート結晶を析出させ得る前記各種酸化物成分が所定割合で混合された後溶融され、その粉砕後に所定温度に保持してガラスマトリックス中にバリウムシリケート結晶を析出させる結晶化処理が行われ、次いで粉砕処理および篩処理により要求の所定の平均粒径たとえば0.1〜10μmの粉末状ガラス組成物とされ、さらにボールミルを用いた粉砕および乾燥により細かな粉末状とされることで得られる。そして、このようにして得られた無アルカリガラス系シール材は、バインダーおよび溶媒と混練されて塗布作業に適した所定の粘度を有するペースト化される。
【0027】
上記バインダーは、たとえばセルロースまたはその誘導体から成るものであって、ペースト全体の5〜20wt%の範囲で含まれる。このバインダーは、たとえば、ヒドロキシメチルセルロース、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロース、ヒドロキシプロピルメチルセルロース、カルボキシメチルセルロース、カルボキシエチルセルロース、カルボキシメチルエチルセルロース、セルロース、エチルセルロース、メチルセルロース、エチルヒドロキシエチルセルロース、およびそれらの塩である。
【0028】
また、上記溶媒は、たとえばエーテル系溶剤、エステル系溶剤、ケトン系溶剤、または他の有機溶剤から成るものであって、ペースト全体の1〜40wt%の範囲で含まれる。この溶媒は、たとえば、エチレングリコールおよびジエチレングリコール誘導体、トルエン、キシレン、ターピネオール等の高沸点有機溶媒、またはこれら2種以上の混合液である。
【0029】
上記無アルカリガラス系シール材は、従来の接合材と同様に用いられる。たとえば、接合対象物である固体酸化物形燃料電池セルの固体電解質および/または燃料極とガス管との互いに当接させられた被接合部分に、ペースト状に調整された状態で塗布される。その乾燥後に、固体酸化物形燃料電池セルの使用温度域或いはそれよりも高い温度域であってガラスが流出しない温度域、たとえば使用温度域が700〜1000℃である場合は1200〜1300℃で焼成されることで、上記固体電解質および/または燃料極とガス管との互いに当接させられた被接合部分が気密に接合される。このように接合された接合部では、ガス管内を燃料ガスがリークすることなく固体酸化物形燃料電池セルの燃料極に供給される。また、この接合に用いられた無アルカリガラス系シール材は、固体酸化物形燃料電池セルの使用温度域において柔軟性を示すので、燃料ガスの接触に伴う還元膨張などにより上記接合部に応力が発生したとしても、その接合部の気密性および耐久性が高められる。
【0030】
上記無アルカリガラス系シール材は、種々の構造たとえば平板型、円筒型、或いはフラットチューブラー型の固体酸化物形燃料電池に適用することができ、それらの形状や大きさに拘わらない。この無アルカリガラス系シール材は、加圧シールや拡散接合が困難な接合対象物についても適用できる。たとえば、燃料極を支持基材としてその燃料極上に100μm程度の薄膜状の固体電解質を形成したアノード支持形固体酸化物形燃料電池セルにも好適に適用できる。
【0031】
上記固体電解質としては、酸化雰囲気すなわち空気雰囲気および還元雰囲気すなわち燃料ガス雰囲気のいずれにおいても酸素イオン伝導性が高く、ガス透過性の無い緻密な層を形成できる材料から構成され得、特にジルコニア系酸化物から成るものが好適に用いられる。このようなジルコニア系酸化物として、たとえばイットリア( Y2O3)で安定化したジルコニア( YSZ)、カルシア( CaO)で安定化したジルコニア(CSZ)、スカンジア( Sc2O3)で安定化したジルコニア( SSZ)が代表的に挙げられる。
【0032】
上記燃料極および空気極の材料は、従来の固体酸化物形燃料電池セルと同様であり、特に制限されない。燃料極としては、たとえば、ニッケル( Ni)とジルコニア( YSZ)とのサーメット、ルテニウム( Ru)とジルコニア( YSZ)とのサーメットなどが好適に用いられる。また、空気極としては、ランタンコバルトネート( LaCoO3)系やランタンマンガネート( LaMnO3)系のペロブスカイト形酸化物が好適に用いられる。これらの材料から成るガス透過性を有する層状の多孔質体が燃料極および空気極として用いられる。
【0033】
上記固体酸化物形燃料電池セルおよびそのスタックの製造は、従来の固体酸化物形燃料電池と同様の工程で行われ、特別の工程を必要としない。従来の種々の方法によって、上記の材料から固体電解質、燃料極、および空気極がそれぞれ形成され得る。
【0034】
上記固体酸化物形燃料電池セルに接続されるガス管は、燃料ガスを導くための従来と同様の材質で構成され、燃料極との接合に応じた形状寸法、たとえば直管状、円弧管状などで構成される。そのガス管は、たとえば、接合の容易性を高めるために前記燃料極や固体電解質と同系統材質から成るセラミックス、たとえばYSZ等のジルコニア系酸化物の緻密体から構成される。
【図面の簡単な説明】
【0035】
【図1】本発明の一実施例である無アルカリガラス系シール材が適用された、アノード支持形固体酸化物形燃料電池セルと、そのアノード支持形固体酸化物形燃料電池セルに気密に接合されたガス管とを、模式的に示す斜視図である。
【図2】図1のアノード支持形固体酸化物形燃料電池セルのガス管側から見た側面図である。
【図3】図2のアノード支持形固体酸化物形燃料電池セルの構成を説明する、図2のIII −III 視断面図である。
【図4】本発明の無アルカリガラス系シール材の製造工程を説明する図である。
【図5】本発明の無アルカリガラス系シール材が適用された図1乃至図3のアノード支持形固体酸化物形燃料電池セルの製造工程を説明する図である。
【図6】シール材ペーストの評価のために用いられたアノード支持形固体酸化物形燃料電池セルすなわち評価用SOFCの構成を説明する断面図である。
【図7】図6の評価用SOFCを10種類作成してそれぞれのリーク試験を行ったときの評価を示す図表である。
【図8】本発明の一実施例である無アルカリガラス系シール材が適用された、他のアノード支持形固体酸化物形燃料電池セルと、そのアノード支持形固体酸化物形燃料電池セルに気密に接合されたガス管とを模式的に示す断面図であって、図3に相当する図である。
【図9】本発明の一実施例である無アルカリガラス系シール材が適用された、他のアノード支持形固体酸化物形燃料電池セルと、そのアノード支持形固体酸化物形燃料電池セルに気密に接合されたガス管とを模式的に示す斜視図であって、図1に相当する図である。
【発明を実施するための形態】
【0036】
以下、本発明の一実施例を図面を参照して詳細に説明する。なお、以下の実施例において図は適宜簡略化或いは変形された概略図であって、各部の寸法比および形状等は必ずしも正確に描かれていない。
【実施例】
【0037】
図1は、本発明の一実施例である無アルカリガラス系のシール材10が適用された、固体酸化物形燃料電池セル(以下、「SOFC」という)12の構成を示す斜視図であり、図2はそのSOFC12の構造を説明する断面図である。また、図3は、図2の III−III 視断面図である。なお、図1および図2では、SOFC12の構造を明確に示すためにシール材10の図示が省略されている。
【0038】
SOFC12は、水素ガス、メタンガス、天然ガス、或いはそれらの改質ガス等の良く知られた水素を含む燃料ガスFGを流通させる内部空間14を有する平坦な箱状に成形され、多孔質であってアノードとして機能できる程度の導電性セラミックス体すなわち焼結体から成る燃料極16と、その燃料極16の相反する向きの一対の上面16aおよび下面16b上に焼結によりそれぞれ層状に固着され、酸化物イオン伝導体として機能する酸素イオン伝導性のセラミック体から成る緻密な層状の固体電解質膜18と、それらの固体電解質膜18の上に焼結によりそれぞれ層状に固着され、多孔質であってカソードとして機能できる程度の導電性セラミックス体から成る空気極20とから構成されている。この空気極20は、外部に露出させられ或いは図示しない空気ダクト内に位置させられることにより常時空気と接触させられるようになっている。平坦な箱状を成す燃料極16の一対の上面16aおよび下面16bは矩形を成しており、一対の固体電解質膜18は、その一対の上面16aおよび下面16bよりも少し小さな矩形パターンでその一対の上面16aおよび下面16b上に固着されており、空気極20は、その一対の固体電解質膜18よりも少し小さな矩形パターンでその一対の固体電解質膜18上に固着されている。
【0039】
上記SOFC12において、固体電解質膜18は、薄くなるほどイオン透過速度が増大して性能が向上する傾向となるため、アノードとして機能する燃料極16の上に、100μm以下たとえば10〜50μm程度の膜厚を有し、薄膜として形成されてその燃料極16に支持されている。すなわち、本実施例のSOFC12は、アノード支持形固体酸化物形燃料電池セルである。
【0040】
上記燃料極16は、たとえばNiOとYSZとの混合物から多孔質に構成され、Niの導電性を活かしながら固体電解質膜18との熱膨張差を小さくするために、使用時において還元処理されてNi+YSZとされる。また、燃料極16としては、たとえば、ニッケル( Ni)とジルコニア( YSZ)とのサーメット、ルテニウム( Ru)とジルコニア( YSZ)とのサーメットなどが好適に用いられる。
【0041】
上記固体電解質膜18としては、酸化雰囲気すなわち空気雰囲気および還元雰囲気すなわち燃料ガス雰囲気のいずれにおいても酸素イオン伝導性が高く、ガス透過性の無い緻密な層を形成できる材料から構成され得、特にジルコニア系酸化物から成り、緻密質でガス透過性が低く且つイオン透過性の高い焼結体が好適に用いられる。たとえば、イオン伝導性、安定性、価格のバランスが良好なイットリア安定化ジルコニア( YSZ) が好適に用いられる。また、上記ジルコニア系酸化物として、たとえばイットリア( Y2O3)で安定化したジルコニア( YSZ)、カルシア( CaO)で安定化したジルコニア(CSZ)、スカンジア( Sc2O3)で安定化したジルコニア( SSZ)が用いられる。
【0042】
上記空気極20は、従来の固体酸化物形燃料電池セルと同様に、ランタンコバルトネート( LaCoO3)系やランタンマンガネート( LaMnO3)系のペロブスカイト形酸化物により構成され、100μm以下たとえば10〜50μm程度の膜厚を有する、ガス透過性を有する層状の多孔質焼結体として用いられる。
【0043】
上記燃料極16の相反する向きの一対の側面16cおよび16dには、内部空間14と連通する貫通孔22がそれぞれ形成されており、燃料ガスFGを供給するためのステンレス鋼製或いはセラミックス製のガス管24が、その端面24aを一対の側面16cおよび16dに当接させ且つ貫通孔22を通して燃料極16の内部空間14と連通する状態で、ガス管24の端部と燃料極16の側面16cおよび16dの間に塗布されて溶融された無アルカリガラス系のシール材10により、その側面16cおよび16dにそれぞれ気密に接合されて封止されている。燃料極16の一対の上面16aおよび下面16b上に固着された固体電解質膜18および燃料極16の周縁部と一対の上面16aおよび下面16bとの間は、同様に、そこに塗布されて溶融された無アルカリガラス系のシール材10により封止されている。また、燃料極16の周縁部とその上に固着された空気極20の周縁部との間は、必要に応じて、そこに塗布されて溶融された無アルカリガラス系のシール材10により封止されてもよいし、燃料極16の他の表面は、必要に応じて、そこに塗布されて溶融された無アルカリガラス系のシール材10により封止されてもよい。
【0044】
以上のようにして構成されたSOFC12では、700〜1200℃程度好ましくは800〜1000℃の作動温度域において、ガス管24を通して水素を含む燃料ガスFGが燃料極16の内部空間14へ供給され、空気極20側には酸素を含むガスOGが供給されると、カソードとして機能する空気極20では酸素が電気化学的に還元されて酸素イオンとされ、電解質膜18を通してアノードとして機能する燃料極16に到達し、そこで水素が酸素イオンにより酸化されて外部負荷に電子が放出され電気エネルギが出力される。すなわち、燃料ガスFGが電気化学的に酸化されることにより、燃料ガスFGの化学エネルギーが直接電気エネルギーに変換されて取り出される。
【0045】
図3に示される無アルカリガラス系のシール材10は、焼成後に残存した溶融ガラスで示されているが、焼成前ではペースト状である。このシール材10に含まれるガラスは、700〜1200℃程度のSOFC12の作動温度域で軟化或いは溶融し難い高融点或いは高軟化点とするようにバリウムシリケート結晶BaSi4O9、Ba2Si3O8、およびBa3Si5O13の少なくとも1つをガラスマトリックス中に有し、アルカリ成分を含まないで9〜13×10−6/Kの熱膨張係数を有し且つ700〜900℃程度の接合温度でSOFC12とその周辺部材であるガス管24などとを接合可能な接合可能となるように、50〜85wt%( 重量%) のBaOと4〜20wt%のSiO2と1〜15wt%のAl2O3とを必須構成要素として含み、且つ、20wt%以下のB2O3と30wt%以下のTiO2との少なくとも一方を含む組成を備えている。
【0046】
以下において、図4を用いて上記シール材10の製造方法を説明し、図5を用いて上記SOFC12の製造方法を説明する。
【0047】
図4において、ガラス材料の調合工程S1では、50〜85wt%のBaO、4〜20wt%のSiO2粉体、および1〜15wt%のAl2O3粉体と、20wt%以下のB2O3粉体および30wt%以下のTiO2粉体の少なくとも一方とを、秤量して混ぜ合わせる。次いで、混合工程S2において、ガラス材料の調合工程S1で調合されたガラス材料を湿式ボールミルを用いて数時間乃至十数時間混合し、乾燥工程S3において、混合工程S2で混合されたガラス材料を乾燥させる。溶融工程S4では、乾燥工程S3を経たガラス材料を坩堝内で1000〜1500℃に加熱して溶解或いは溶融させる。
【0048】
次いで、結晶化処理工程S5では、溶融工程S4で溶融されたガラス材料を、室温から100℃の間では1〜5℃/分の昇温速度で極めて緩やかに加熱し、続いて800〜1000℃の最高温度域で30〜60分保持し、次いで緩やかに冷却する結晶化処理を行う。これにより、ガラスマトリックス中に、バリウムシリケート結晶BaSi4O9、Ba2Si3O8、およびBa3Si5O13の少なくとも1つが析出させられる。続く粉砕工程S6では、結晶化処理工程S5において得られた結晶含有ガラスを、乾式ボールミルを用いて粉砕するとともに篩を用いて分級し、0.1〜10μmの平均粒径を有する粉末状結晶含有ガラス組成物を得る。さらに、必要に応じて、湿式ボールミルを用いてさらに粉砕することにより、粉末状結晶含有ガラス組成物をペーストに適用可能な平均粒径とし、無アルカリガラス系シール材10の基本組成とする。
【0049】
ペースト材料の調合工程S7では、ペースト化された無アルカリガラス系シール材10を得るために、40〜94wt%の粉末状結晶含有ガラス組成物と、たとえばヒドロキシセルロース、エチルセルロースなどのセルロース及び/又はその誘導体から成る5〜20wt%のバインダと、たとえばエチレングリコールおよびジエチレングリコール誘導体、トルエン、ターピネオールなどの高沸点有機溶媒またはそれらの組合せから成る1〜40wt%の溶媒と、適量の分散剤とを秤量して混ぜ合わせる。混練工程S8では、たとえば3本ローラ装置などのペースト混練機を用いて、ペースト材料の調合工程S7で調合されたペースト材料を所定時間混練して均一化し、ペースト化された無アルカリガラス系シール材10を得る。次いで、調整工程S9では、良く知られた方法でペースト粘度などが調整される。
【0050】
図5は、図1乃至図3に示すアノード支持形固体酸化物形燃料電池セルであるSOFC12の製造工程を説明する図である。燃料極成形工程S11では、たとえば0.1〜10μm程度の平均粒径を有するジルコニア( YSZ)粉末、1〜10μm程度の平均粒径を有するNiO粉末、バインダー、分散剤、溶媒が所定割合で混合されたスラリー状燃料極形成材料を調整する。そして、このスラリー状燃料極形成材料からフィルタプレスによる脱水を経た押出成形により、所定厚みの平板を成形しその平板を組み立てて中空箱形状の成形体とするか、或いは鋳込み成形により、直接中空箱形状の成形体を成形する。そして、必要に応じてこの成形体を乾燥する。
【0051】
次いで、固体電解質膜成形工程S12では、たとえば0.1〜10μm程度の平均粒径を有するジルコニア( YSZ)粉末、バインダー、分散剤、溶媒が混合されたスラリー状固体電解質形成材料を調整する。このスラリー状固体電解質形成材料を、上記所定形状の燃料極の表面に、100μm以下たとえば10〜50μm程度の膜厚で上記中空箱状の成形体の上面および下面上に塗布或いは印刷することにより未焼成の固体電解質膜を所定の面積で層状に形成する。そして、必要に応じてこの未焼成の固体電解質膜を乾燥する。続いて、燃料極焼成工程S13では、上記燃料極の成形体およびその成形体の上に膜状に形成された未焼成の固体電解質膜を、所定の焼成温度、たとえば1200〜1400℃程度の温度で大気中で焼成する。これにより、多孔質の燃料極16の上面16aおよび下面16b上に緻密な固体電解質膜18が形成される。
【0052】
続く空気極成形工程S14では、たとえば1〜10μm程度の平均粒径を有するランタンマンガネート( LaMnO3)粉末、バインダー、分散剤、溶媒が所定割合で混合されたスラリー状の空気極形成材料を調整する。このスラリー状空気極形成材料を、上記焼成後の固体電解質膜18上に、100μm以下たとえば10〜50μm程度の膜厚で塗布或いは印刷することにより未焼成の空気極を固体電解質膜18と同等又はそれよりもやや小さい面積で層状に形成する。空気極焼成工程S15では、そのようにして固体電解質膜18上に形成された空気極を、所定の乾燥後に、固体電解質膜の焼成温度よりも低い焼成温度たとえば1000〜1200℃程度の温度で大気中で焼成する。これにより、緻密質の固体電解質膜18上に多孔質且つ導電性の空気極20が形成され、図1乃至図3に示すアノード支持形固体酸化物形燃料電池セルであるSOFC12が基本的に構成される。
【0053】
組立工程S16では、燃料ガスFGを導くためのガス管24の端面24aが、上記SOFC12の燃料極16の一対の側面16cおよび16dに当接させ且つ貫通孔22を通して燃料極16の内部空間14と連通する状態となるように、図示しない組立治具を適宜用いることにより位置決めされ、組み立てられる。上記ガス管24は、接合の容易性を高めるために前記燃料極や固体電解質と同系統材質から成るセラミックス、たとえばYSZ等のジルコニア系酸化物の緻密体から構成されるが、ステンレス鋼製などの他の材質であってもよい。
【0054】
シール材塗布工程S17では、そのようにして組立てられた組立体のうち、ガス管24の端部とその端面24aが当接している燃料極16の側面16cおよび16dとの間に、図4の工程により製造されたペースト化された無アルカリガラス系シール材10がディスペンサなどの塗布装置を用いて所定厚みで塗布され、乾燥工程S18において60〜100℃、工程には80±10℃の温度でそのペースト化された無アルカリガラス系シール材10が乾燥される。これにより、ペースト化された無アルカリガラス系シール材10中から揮発温度の低い物質たとえば溶媒が除去される。
【0055】
次いで、シール材焼成工程S19では、無アルカリガラス系シール材10が塗布された上記組立体が、SOFC12の使用温度域すなわち作動温度域において軟化し難くなるように、そのSOFC12の使用温度域すなわち作動温度域と同等かそれよりも高い温度域で焼成される。たとえば、SOFC12が700〜1000℃の比較的低い温度作動域で使用される場合はたとえば800〜1200℃で焼成し、SOFC12が1200℃までの比較的高い作動温度域で使用される場合はたとえば1200〜1300℃で焼成する。これにより、燃料ガスFGを供給するためのステンレス鋼製或いはセラミックス製のガス管24が、その端面24aを一対の側面16cおよび16dに当接させ且つ貫通孔22を通して燃料極16の内部空間14と連通する状態で、ガス管24の端部と燃料極16の側面16cおよび16dの間に塗布されて溶融された無アルカリガラス系のシール材10により、その側面16cおよび16dにそれぞれ気密に接合される。
【0056】
ここで、上記無アルカリガラス系のシール材10のシール性能を確認するために行ったリーク試験およびその結果を以下に説明する。図6は、このリーク試験のための作成した評価用SOFC30を示す断面図である。先ず、1μm程度の平均粒径を有するイットリア安定化ジルコニア( YSZ)の粉末と3μm程度の平均粒径を有するNiOの粉末とに、バインダー、分散剤、および溶媒を添加して混合したスラリー状燃料極形成材料を、たとえばメタルマスクに形成された円形パターン内に注入し乾燥することにより、20mmφ×1mmの厚みの円形シート状の燃料極成形体を成形し乾燥した。次いで、1μm程度の平均粒径を有するイットリア安定化ジルコニア( YSZ)の粉末にバインダー、分散剤、および溶媒を添加して混合したスラリー状固体電解質形成材料を、上記円形シート状の燃料極成形体の上に、16mmφ×100μm以下たとえば10〜50μmの厚みの円形パターンで印刷し、乾燥後に、1200〜1400℃の温度で焼成した。これにより、円板状の燃料極32の上に固体電解質膜34が固着されたものが得られる。次いで、1〜10μm程度の平均粒径を有するランタンマンガネートLa0.5Sr0.5CoO3の粉末にバインダー、分散剤、および溶媒を添加して混合したスラリー状空気極形成材料を、上記焼成後の固体電解質膜34の上に10mmφ×100μm以下たとえば10〜50μmの厚みの円形パターンで印刷し、乾燥後に、固体電解質膜の焼成温度よりも低い焼成温度たとえば1000〜1200℃程度の温度で大気中で焼成した。これにより、SOFC12と同様の基本構造を有する、円板状の燃料極32の上に固体電解質膜34および空気極36が順次積層された焼結体から成るアノード支持形固体酸化物形燃料電池セルである評価用SOFC30が得られる。
【0057】
次に、図7のサンプル番号1乃至10に対応する組成を有する10種類の試験用シール材g1乃至g10を、図4に示すものと同様の工程を経て作成してペースト状とした。そして、図6に示すように、円板状の燃料極32と同様の外径を有し且つステンレス鋼SUS430製の一対の円筒状ガス管38および40の相対向する端面で燃料極32および固体電解質膜34の周縁部を挟持した状態で、上記ペースト状の試験用シール材g1乃至g10を用いて円筒状ガス管38および40の端部間を塗布し、80℃にて乾燥後に、850℃の加熱による溶融封止を行って、図7に代表して示す10種類の試験サンプルT1乃至T10を作成した。そして、それらの10種類の試験サンプルT1乃至T10について以下に示すリーク試験を行った。
【0058】
リーク試験は、上記試験サンプルT1乃至T10毎に、800℃に加熱した状態で燃料極32側の円筒状ガス管40内に3体積%の燃料ガス(メタンガス) FGを含む窒素ガスを一時間供給することにより上記燃料極32を還元処理し、次いで、空気極36側の円筒状ガス管38内に空気( 酸化ガス )OGを0.2Paの圧力下で100ml/分の流量で供給するとともに、燃料極32側の円筒状ガス管40内に燃料ガスとしてのヘリウムガスHeを0.2Paの圧力下で100ml/分の流量で供給したとき、ガスクロマトグラフィを用いて燃料極32側からのHe排ガスの組成を測定し、そのHe排ガスに含まれる窒素ガスN2の量から、接合部から空気中の窒素ガスN2がリークしているか否かを評価した。その評価結果を図7に示している。図7において、窒素ガスN2のリーク率が1%以下のものを○と表示して、実用的な気密性を満足していることを示す。窒素ガスN2のリーク率が1%を超えるものを×と表示して、実用的な気密性を満足していないことを示す。
【0059】
図7のサンプル番号1乃至10に対応する10種類の試験サンプルT1乃至T10のうち、試験サンプルT1〜T4およびT7〜T10は、十分な気密性を有しているとともに、ステンレス鋼SUS430製の一対の円筒状ガス管38および40との間の接合界面においてCrの拡散による化合物の生成がなかった。このことから、それら試験サンプルT1〜T4およびT7〜T10にそれぞれ用いられているシール材g1〜g4およびg7〜g10は、50〜85wt%のBaOと4〜20wt%のSiO2と1〜15wt%のAl2O3とを必須構成要素として含み、且つ、20wt%以下のB2O3と30wt%以下のTiO2との少なくとも一方を含む組成を備えており、9〜13×10−6/Kの熱膨張係数を有している。また、それらシール材g2〜g4およびg8〜g10はガラスマトリックス中にバリウムシリケート結晶BaSi4O9、Ba2Si3O8、およびBa3Si5O13のいずれかを含んでいるが、シール材g1およびg7はガラスマトリックス中にバリウムシリケート結晶を含んでいない。この点は、特にシール材g1とg2との比較から明らかなように、ガラスマトリックス中にバリウムシリケート結晶を含むことが必須ではないことを示している。
【0060】
窒素リーク率が1%を超える試験サンプルT5およびT6に用いられたシール材g5およびg6のうち、シール材g5には濡れ性不足が見られ、シール材g6にはクラックの発生が見られた。シール材g5はそのガラス組成のうちのBaOが85wt%を超え且つB2O3およびTiO2を含んでいない。シール材g6はそのガラス組成のうちのBaOが50wt%を下回っており、TiO2が30wt%を超えている。
【0061】
上述したように、本実施例の固体酸化物形燃料電池セル用無アルカリガラス系シール材10によれば、50〜85wt%のBaOと4〜20wt%のSiO2と1〜15wt%のAl2O3とを必須構成要素として有し、且つ、20wt%以下のB2O3および0〜30wt%のTiO2の少なくとも一方を有する組成のBa系無アルカリガラスを構成することから、熱膨張係数が9〜13×10−6/Kであって、Na、Kなどのアルカリ金属成分を含まず、700〜900℃程度の接合温度で、固体酸化物形燃料電池セルとその周辺部材とを接合可能なシール材が得られる。また、Na、Kなどのアルカリ金属成分を含まないため、たとえばステンレス鋼製のガス配管やセパレータなどの周辺部材との反応が抑制される利点がある。
【0062】
また、本実施例のSOFC12用無アルカリガラス系シール材10によれば、それに含まれるガラスのガラスマトリックス中には、バリウムシリケート結晶BaSi4O9、Ba2Si3O8、およびBa3Si5O13のいずれかが含まれることから、高熱膨張を維持しつつ、ステンレス鋼製のガス配管やセパレータとの反応が抑制される利点がある。
【0063】
また、本実施例のSOFC12用無アルカリガラス系シール材10によれば、それに含まれるガラスは、9〜13×10−6/Kという高い熱膨張係数を有することから、ステンレス鋼製のガス配管との間の熱膨張係数差が小さくなり、固体酸化物形燃料電池セルとその周辺部材との間の接合部における剥離劣化現象が好適に解消される。
【0064】
また、本実施例のSOFC12用無アルカリガラス系シール材10をSOFC12とそれの周辺部材であるガス管24との接合に用いた固体酸化物形燃料電池が構成されていることから、その固体酸化物形燃料電池により、アルカリ成分を含まない無アルカリガラス系シール材10により接合されているため、たとえばステンレス鋼製のガス配管やセパレータなどの周辺部材との間の接合部の反応が抑制される利点がある。
【0065】
また、本実施例のSOFC12用無アルカリガラス系シール材10を用いて、SOFC12とそれの周辺部材であるガス管24とを接合した固体酸化物形燃料電池が製造されるので、その製造方法により、Na、Kなどのアルカリ金属成分を含まない無アルカリガラス系シール材により接合されているため、たとえばステンレス鋼製のガス配管やセパレータなどの周辺部材との間の接合部の反応が抑制される利点がある。
【0066】
図8は、無アルカリガラス系シール材10が適用された、他のアノード支持形SOFC( 固体酸化物形燃料電池セル) 50と、そのSOFC50に気密に接合されたガス管52とを模式的に示す断面図である。このSOFC50は、たとえばジルコニア系酸化物またはマグネシア等の多孔質体から構成された絶縁性の支持基材であって燃料ガスを流通させる内部空間53を備えた中空箱型支持基材54と、その支持基材54の上面54aおよび下面54b上に層状に形成された燃料極層56と、その燃料極層56上に積層された固体電解質膜58と、その固体電解質膜58上に積層された空気極層60とから構成されている。それら燃料極層56、固体電解質膜58、空気極層60は、図3の実施例に示される燃料極16、固体電解質膜18、空気極20と同様の材質から同様の工程により構成された焼結体である。そして、中空箱型支持基材54の相反する向きの一対の側面54cおよび54dには、内部空間53と連通する貫通孔62がそれぞれ形成されており、燃料ガスFGを供給するためのステンレス鋼製或いはセラミックス製のガス管52が、その端面52aを一対の側面54cおよび54dに当接させ且つ貫通孔62を通して中空箱型支持基材54の内部空間53と連通する状態で、ガス管52の端部と中空箱型支持基材54の側面54cおよび54dの間に塗布されて溶融された無アルカリガラス系のシール材10により、その側面54cおよび54dにそれぞれ気密に接合されて封止されている。中空箱型支持基材54の一対の上面54aおよび下面54b上に固着された固体電解質膜58の周縁部と燃料極層56と一対の上面54aおよび下面54bとの間は、同様に、そこに塗布されて溶融された無アルカリガラス系のシール材10により封止されている。
【0067】
図9は、複数個のアノード支持形SOFC( 固体酸化物形燃料電池セル) 70が一体的に連ねられて構成された例が示されている。すなわち、角筒形状の燃料極72と、その燃料極72の一面上の4箇所において、固体電解質膜74と空気極層76とが順次積層されることで、共通の燃料極72の上に4個のSOFC70が形成されている。それら燃料極72、固体電解質膜74、空気極層76は、図3の実施例に示される燃料極16、固体電解質膜18、空気極20と同様の材質から同様の工程により構成された焼結体である。そして、燃料極72と同様の角筒形状のガス管78がその燃料極72の端面72cに当接させられた状態で、無アルカリガラス系シール材10により、それら燃料極72とガス管78とが気密に接合されている。
【0068】
以上、本発明の一実施例を図面に基づいて詳細に説明したが、これはあくまでも一実施形態であり、本発明は当業者の知識に基づいて種々の変更、改良を加えた態様で実施することができる。
【符号の説明】
【0069】
10:SOFC12用無アルカリガラス系シール材
12、50、70:SOFC(固体酸化物形燃料電池セル)
24、52、78:ガス管( 周辺部材)
【特許請求の範囲】
【請求項1】
固体酸化物形燃料電池セルを気密に接合するための固体酸化物形燃料電池セル用無アルカリガラス系シール材であって、
50〜85wt%のBaOと4〜20wt%のSiO2と1〜15wt%のAl2O3とを必須構成要素として有し、且つ、0〜20wt%のB2O3と0〜30wt%のTiO2との少なくとも一方を有する組成のガラスを含むことを特徴とする固体酸化物形燃料電池セル用無アルカリガラス系シール材。
【請求項2】
前記ガラスのガラスマトリックス中には、バリウムシリケート結晶が含まれることを特徴とする請求項1の固体酸化物形燃料電池セル用無アルカリガラス系シール材。
【請求項3】
前記ガラスは、9〜13×10−6/Kの熱膨張係数を有することを特徴とする請求項1または2の固体酸化物形燃料電池セル用無アルカリガラス系シール材。
【請求項4】
請求項1乃至請求項3のいずれか1の無アルカリガラス系シール材を用いて、固体酸化物形燃料電池セルと周辺部材とが接合されていることを特徴とする固体酸化物形燃料電池。
【請求項5】
請求項1乃至請求項3のいずれか1の無アルカリガラス系シール材を用いて、固体酸化物形燃料電池セルと周辺部材を接合することを特徴とする固体酸化物形燃料電池の製造方法。
【請求項1】
固体酸化物形燃料電池セルを気密に接合するための固体酸化物形燃料電池セル用無アルカリガラス系シール材であって、
50〜85wt%のBaOと4〜20wt%のSiO2と1〜15wt%のAl2O3とを必須構成要素として有し、且つ、0〜20wt%のB2O3と0〜30wt%のTiO2との少なくとも一方を有する組成のガラスを含むことを特徴とする固体酸化物形燃料電池セル用無アルカリガラス系シール材。
【請求項2】
前記ガラスのガラスマトリックス中には、バリウムシリケート結晶が含まれることを特徴とする請求項1の固体酸化物形燃料電池セル用無アルカリガラス系シール材。
【請求項3】
前記ガラスは、9〜13×10−6/Kの熱膨張係数を有することを特徴とする請求項1または2の固体酸化物形燃料電池セル用無アルカリガラス系シール材。
【請求項4】
請求項1乃至請求項3のいずれか1の無アルカリガラス系シール材を用いて、固体酸化物形燃料電池セルと周辺部材とが接合されていることを特徴とする固体酸化物形燃料電池。
【請求項5】
請求項1乃至請求項3のいずれか1の無アルカリガラス系シール材を用いて、固体酸化物形燃料電池セルと周辺部材を接合することを特徴とする固体酸化物形燃料電池の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−174674(P2012−174674A)
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願番号】特願2011−39011(P2011−39011)
【出願日】平成23年2月24日(2011.2.24)
【出願人】(000004293)株式会社ノリタケカンパニーリミテド (449)
【Fターム(参考)】
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願日】平成23年2月24日(2011.2.24)
【出願人】(000004293)株式会社ノリタケカンパニーリミテド (449)
【Fターム(参考)】
[ Back to top ]