
固化したインプリンティング材料からモールドを分離する方法
本発明は、モールド(136)を含むテンプレート(214)内に変形を形成することを含む、固化したインプリンティング材料からモールドを分離する方法を提供する。変形(P2)は、固化したインプリンティング材料とモールドの間の接着力よりも大きな戻り力を生み出すのに十分なものである。例えば変形は、ポンプ・システム(546)によって、モールドと、モールドとは反対側のテンプレートの側面との間に生み出される圧力差から生じ得る。このようにして、歪みが、上に固化したインプリンティング材料が配設された基板に接触するのに十分な大きさの、テンプレート内の起伏になることができる。

【発明の詳細な説明】
【技術分野】
【0001】
発明の分野は一般に、構造のナノ・ファブリケーションに関する。より詳細には、本発明は、インプリント・リソグラフィ・プロセスで使用されるコンタクト・インプリンティングを改善する方法を対象とする。
【背景技術】
【0002】
ナノ・スケール・ファブリケーションは、例えば1ナノメートル以上の程度のフィーチャを有する、非常に小さな構造を製作するものである。ナノ・スケール・ファブリケーションで使用するのに有望なプロセスは、インプリント・リソグラフィとして知られる。例示的なインプリント・リソグラフィ・プロセスが、本発明の譲受人にその全てが譲渡された、米国特許出願10/264960として出願された、「Method and a Mold to Arrange Features on a Substrate to Replicate Features having Minimal Dimensional Variability」という名称の米国公開特許出願2004/0065976、米国特許出願10/264926として出願された、「Method of Forming a Layer on a Substrate to Facilitate Fabrication of Metrology Standards」という名称の米国公開特許出願2004−0065252、および「Method and a Mold to Arrange Features on a Substrate to Replicate Features having Minimal Dimensions Variability」という名称の米国特許第6936194号など、多数の公報に詳細に記載されている。
【0003】
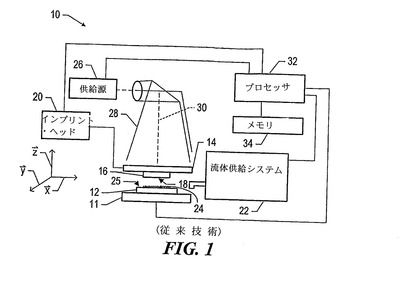
図1を参照すると、インプリント・リソグラフィの背景にある基本的な概念は、基板上にとりわけエッチング・マスクとして機能することができるレリーフ・パターンを、レリーフ・パターンに対応するパターンが基板内に形成され得るように形成することである。レリーフ・パターンの形成に使用されるシステム10が、基板12を支持するステージ11とテンプレート14とを含み、そのテンプレート14はパターン形成面18を有する。パターン形成面18は、実質的に平滑および/または平坦であっても、パターン形成されてその中に1つまたは複数の凹部が形成されるようにされてもよい。テンプレート14は、それの移動のためにインプリント・ヘッド20に結合される。流体供給システム22が、基板12に選択的に流体を通じさせ得る状態に置かれ、それによって重合可能材料24を基板12上に付着させるように結合される。エネルギー28の供給源26が、エネルギー28を経路30に沿って向けるように結合される。インプリント・ヘッド20およびステージ11は、モールド16および基板12を重なり合うようにして経路30内に配設するように構成される。インプリント・ヘッド20、ステージ11のいずれか、またはその両方が、モールド16と基板12との間の距離を変化させて、重合可能材料24で充填する所望の容積がそれらの間に画定されるようにする。基板12とステージ11との相対位置が、標準的なチャッキング技法を使用して維持される。ステージ11は、例えば、真空供給源(図示せず)に結合されたピン・チャック(図示せず)などの真空チャックを含む。
【0004】
一般には、重合可能材料24は、モールド16と基板12の間に所望の容積が画定される前に、基板12上に配設される。しかし、重合可能材料24は、所望の容積が得られた後で、その容積を充填することもできる。所望の容積が重合可能材料24で充填された後、供給源26がエネルギー28を発生させ、それにより、基板表面25およびモールド表面18の形状がもたらされる。このプロセスの制御はプロセッサ32によって調節され、そのプロセッサ32は、ステージ11、インプリント・ヘッド20、流体供給システム22、および、供給源26とデータ通信する。
【0005】
重合可能材料24におけるパターンの正確な形成に伴う重要な特性は、重合可能材料24に形成されるフィーチャの寸法を、確実に制御することである。そうでないと、基板にエッチングされるフィーチャにおける歪みが生じてしまう恐れがある。
【発明の開示】
【発明が解決しようとする課題】
【0006】
したがって、コンタクト・リソグラフィ・プロセスで使用されるインプリンティング の方法を改善する必要がある。
【課題を解決するための手段】
【0007】
本発明は、固化したインプリンティング材料からモールドを分離する方法であって、モールドの含まれるテンプレート内に変形を生成させることを含む方法を提供する。この変形は、固化したインプリンティング材料とモールドとの間の接着力よりも大きな戻り力を生み出すのに十分なものである。例えば変形は、モールドと、モールドとは反対側のテンプレート側面との間の圧力差から生じさせ得る。このようにして、歪みは、テンプレートにおける起伏であって、固化したインプリンティング材料の配設される基板に接触するのに十分な大きさの起伏とすることができる。上記および他の実施形態が、本明細書に記載される。
【発明を実施するための最良の形態】
【0008】
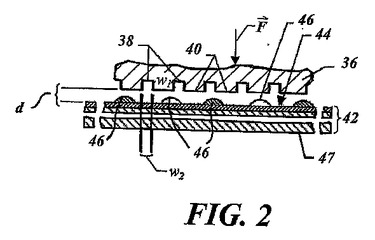
図1および2を参照すると、本発明によるモールド36をシステム10で使用することができ、モールド36は、実質的に平滑または平坦な(図示しない)形状(すなわちプロファイル)を有する表面を画定することができる。あるいは、モールド36は、複数の離隔された凹部38および凸部40によって画定されるフィーチャを含んでもよい。複数のフィーチャが、基板42内に転写すべき元パターン(すなわちオリジナル・パターン)を画定する。基板42は、ベア・ウエハ又は、1層ないし複数の層を上層として有するウエハから構成することができる。このために、モールド36と基板42の間の距離「d」が低減される。このようにして、モールド36上のフィーチャを、実質的に平坦な形状を呈する表面44の一部分上に付着させた、重合可能材料24などのインプリンティング材料にインプリントすることができる。基板42は、ベア・シリコン・ウエハ48のままか又は、下塗層45として示す、自然酸化物層若しくは1層〜複数の層を含んでいてもよい。本例では、基板42が、下塗層45を含むものとして説明される。下塗層45および重合可能材料24を形成することのできる例示的組成が、2005年7月22日出願の、COMPOSITION FOR ADHERING MATERIALS TOGETHERという名称の、Frank Xuが発明者として列挙された、本発明の譲受人に譲渡され、参照により本明細書に組み込まれる米国特許出願第11/187406号で論じられている。
【0009】
図2および図3を参照して、インプリンティング材料は、任意の既知の技法、例えばスピン・コーティング(回転塗布)、ディップ・コーティング(浸漬塗布)などを使用して付着させることができる。しかし、本例では、インプリンティング材料は、基板42上に、複数の離隔された離散液滴46として付着される。インプリンティング材料は、その中に元パターンが記録されるように選択的に重合および架橋し得る組成から成り、記録されたパターンを画定する。
【0010】
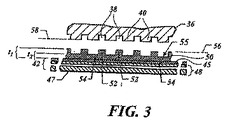
具体的には、インプリンティング材料中に記録されるパターンは、モールド36との相互作用によって、例えば電気的相互作用、磁気的相互作用、熱的相互作用、機械的相互作用などによって、部分的に生成される。本例では、モールド36がインプリンティング材料と機械的接触をして液滴46を広げ、それによって表面44を覆うインプリンティング材料の連続層が生成され、この連続層が固化して形成物50になる。形成物50は、凸部52および凹所領域34を含む。形成物50の高さ厚さt1が、凸部52によって画定される。凹所領域54が、形成物50の残留厚さt2を画定する。一実施形態では、インプリンティング材料が凹部38に侵入して、そこを充填するのを可能にするために、距離「d」が低減される。凹部38の充填を容易にするために、モールド36と液滴46の間の接触前に、モールド36と液滴46の間の雰囲気が、ヘリウムで飽和されるか、または完全に真空排気されるか、または部分的に真空排気されたヘリウム雰囲気とされる。
【0011】
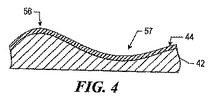
図2、図3および図4を参照して、本発明において対処する問題は、所望の距離dに達した後に、t1およびt2の厚さを制御することに関する。具体的には、モールド36のフィーチャの例示的寸法、例えば凸部40の幅W1、および凹部38の幅W2は、30〜100ナノメートルの範囲内であり得る。厚さt1の高さは、400ナノメートル〜1マイクロメートル±20〜80ナノメートルの範囲内であり得る。残留厚さt2は、400ナノメートル〜1マイクロメートル±20〜80ナノメートルの範囲内であり得る。それ故、最下面55から測定した凸部52の高さは、40〜140ナノメートルの範囲内となる。その結果、表面44が平坦でない形状を呈し、例えば丘部56および谷部57のような起伏がある。この起伏が、厚さt1およびt2の制御を困難にする。
【0012】
図3、図4および図5を参照すると、厚さt1を形成物150の面積全体にわたって実質的に等しくし、厚さt2を形成物150の面積全体にわたって実質的に等しくなるようにすることが、起伏のために困難となっている。例えば、インプリンティング材料を固化させた後、形成物150が形成され、形成物150全体にわたる形成物150の領域内で、厚さt1および厚さt2が変化(不均一化)してしまう。例えば、領域58内のフィーチャは、全高厚さt’1±δt’1、および残留厚さt’2±δt’2を有する(ここで、δt’1およびδt’2はそれぞれ、領域58と重なり合った表面44の湾曲に起因する、厚さt’1およびt’2の変化から生じる)。同様に、領域60内のフィーチャは、高さ厚さt’’1±δt’’1、および残留厚さt’’2±δt’’2を有する(ここで、δt’’1およびδt’’2はそれぞれ、領域60と重なり合った表面44の湾曲に起因する、厚さt’’1およびt’’2の変化に対応する)。
【0013】
図5、図6および図7を参照すると、残留厚さt’2±δt’2とt’’2±δt’’2との差がt’1±δt’1よりも大きければ、基板42内に形成されるパターンに歪みが生じる。このことは、形成物150が、基板42の領域62および64および66を露出させるためにブレーク・スルー・エッチングを受けた後に見ることができる。領域62、64および66のエッチングを開始したい場合、結果として、凹部68、70および72と、基板42がブレーク・スルー・エッチング中に露出されないことから生じる、パターン形成されない広い領域74があることになる。これは望ましくない。基板42の領域74をパターン形成したい場合、形成物150のエッチングが、領域60内のブレーク・スルーが生じるまで行われる。これにより、領域58の実質的に全てのフィーチャが除去されてしまうことになる。その結果、基板42の広い領域が、とりわけマスキング材料がないことにより、パターン形成されないままとなる。
【0014】
図3、図4および図8を参照すると、起伏によってもたらされる問題を、なくすのではないにしても低減するために、モールド136を含むテンプレート114が、表面44に合致する形状に形成される。このようにして、モールド136を、起伏の存在に応じて合致する形状にし、それによって、厚さt1における変化、および厚さt2における変化を、形成物50の面積全体にわたって最小限に抑えることができる。この目的のために、テンプレート114は、石英ガラス(溶融シリカ)からなる比較的薄いシート(両側面115および116から測定して、厚み113が、最大1.5ミリメートルので、約0.7ミリメートルであるのが好ましい)から形成される。0.7ミリメートルの厚さの場合、テンプレート114の面積を約4225平方ミリメートルになるように構成することによって、可撓性が与えられる。モールド136の面積は、任意の所望の面積、例えば625平方ミリメートルから基板42の面積に対する広がりをもつまでの面積とすることができる。
【0015】
図8〜12を参照すると、テンプレート114の合致形状性により、起伏があるにもかかわらず厚さt1およびt2の制御を達成することができるような機能性が、モールド136に与えられる。具体的には、モールド136が、インプリンティング材料に、形成物250が形成され得るように接触する。形成物250は、基板42に載置され、また起伏の存在下で基板42の表面44の形状に整合する形状を有する、第1の表面252を有する。しかし、可撓性モールド136によって示される困難は、モールド136と液滴46としての重合可能材料との間における毛管力の発生に由来する。モールド136が重合可能材料の第1の一部分(例えば領域158内の液滴46)と接触するとすぐに、モールド136と重合可能材料の間の毛管力が発生する。しかし、重合可能材料の残りの部分(例えば領域160および161内の液滴)には、毛管力は実質的に発生しない。形成物250を形成するために、テンプレート114、したがってモールド136を変形させるように、流体圧力が側面115に印加され、その結果、モールド136が領域160および161内の液滴46に接触する。
【0016】
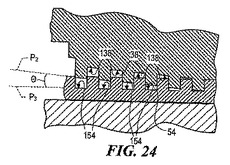
モールド136が可撓性である結果、厚さt1およびt2の制御が、厚さt1が実質的に均一であると言われる指定の公差±δt1以内にあるように達成される。同様に、厚さt2が指定の公差±δt2以内にある点で、厚さt2は実質的に均一となる。この公差は、表面44に合致形状のモールド136から生じる、フィーチャ内の歪みに起因する。しかし、δt1およびδt2が、25ミリメートルの区域全体にわたって5ナノメール以下になるように維持することによって、モールド136の合致形状性から生じる歪みが許容可能になることが明らかになった。具体的には、形成物250のブレーク・スルー・エッチングの後、基板42の全域にわたる領域162が露出される。その後、凹部164として示される、基板の表面全体のパターン形成を行うことができる。このようにして、基板42全体をパターン形成し、それによって、パターン形成すべき基板42の面積全体にわたってばらつくことのある厚さt1ならびに厚さt2に関連する問題を克服することができる。
【0017】
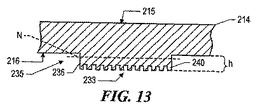
図8および図13を参照して、テンプレート114は、図では凸部が表面116と共に共通面P内にあるモールド136を有しているが、他のテンプレートを使用することができる。例えば、テンプレート214は、モールド236を具体化するメサ235を含むことができる。一般に、メサ235の高さhは、表面216から凸部240の上面まで測定して、約15マイクロメートルである。
【0018】
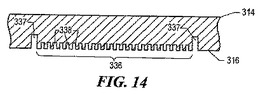
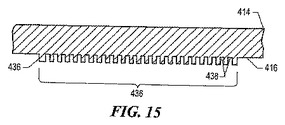
図8および図14を参照して、別の実施形態では、テンプレート314は、モールド336がエントレインメント溝(チャネル)337によって取り囲まれていることを除いて、テンプレート114と実質的に同一である。エントレインメント溝337は、側面316から、凹部338よりも深く延びる。別の実施形態では、図15に示すテンプレート414は、モールド436の外側にある側面416の領域が凹部438と同一平面にあることを除いて、図8に示すテンプレート114と実質的に同一である。
【0019】
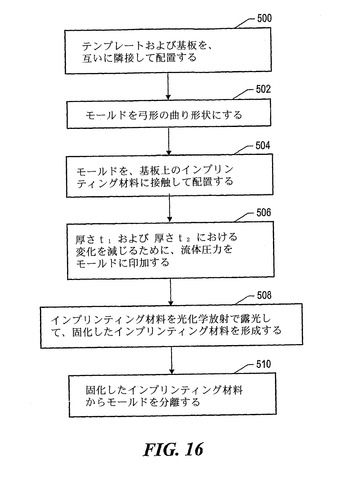
図4、図13および図16を参照して、例示的操作中に、ステップ500で、テンプレート214および基板42を、互いに隣接して、例えば1ミリメートル以内に配置する。ステップ502で、基板42に面する側面216としたがってモールド236と(何れも凸形状を有する)が弓形に曲がったテンプレートを画定するように、テンプレート214を弓形に曲げる。具体的には、モールド236の中立軸Nを、中央部分が中立軸Nから350〜400マイクロメートル遠ざかり、それによって湾曲した形状を有するように弓形に曲げる。ステップ504で、弓形に曲がったテンプレートと基板42の間の相対距離が狭められ、その結果、弓形に曲がったモールド236は、インプリンティング材料の1つまたは複数の液滴46に接触して置かれ、その後、モールド236と基板42の間におかれて圧縮を受けるインプリンティング材料の形状に、合致する形状になる。一般に、モールド236を、インプリンティング材料への接触前に、基板42に対して中央に配置する。モールド236の中央部分233を、パターン形成される基板42の面積に対して中央に配置する。本例では、基板44の表面44のほぼ全体がパターン形成される。パターン形成される基板42の面積の寸法は、形成物250の厚さと、液滴46としての重合可能材料の総量とによって決定される。その結果、モールド236の面積は、より広く、基板42の面積以下とすることができる。一般に、モールド236の中央部分233が、この面積(図示せず)の中央に接触し、インプリンティング面積の残りの部分が後に、モールド236の非中央部分から接触を受ける。
【0020】
ステップ506で、形成物150の面積の厚さt1の間の変化、および形成物150の面積全体にわたる厚さt2の間の変化、なくすのではないにしても減じるために、側面115に流体圧力を印加する。具体的には、側面115が、モールド236と基板42の間のインプリンティング材料を圧縮するのに十分な大きさの流体圧力を、インプリンティング材料が圧縮され得ない状態まで受ける。この状態では、インプリンティング材料は、固体として振る舞う粘弾性特性を示す。さらに、粘弾性状態では、インプリンティング材料が表面44に完全に合致し、その結果、モールド236に面するインプリンティング材料の側面が、表面44と同じ形状を有する。モールド236は、粘弾性状態にあるインプリンティング材料よりもコンプライアント(柔軟)に作られ、したがってモールド236に面するインプリンティング材料の側面の形状に完全に合致する形状を呈する。ステップ508で、インプリンティング材料を光化学放射で露光して、それを固化させ、それによってインプリンティング材料が、モールド236、および、基板42の表面44の形状に合致する。ステップ510で、モールド236を、固化したインプリンティング材料から分離する。
【0021】
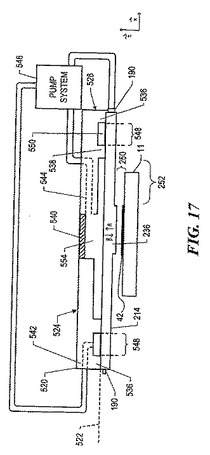
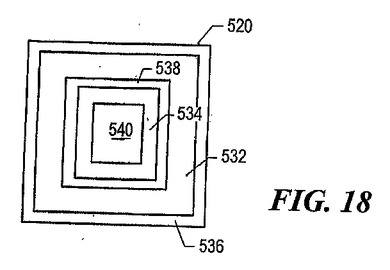
図12、図17および図18を参照すると、モールド236とは反対側の、テンプレート214の側面215にかける圧力の制御を容易にするために、チャック本体520が、テンプレート214を真空技法を使用して保持するようにされる。この目的のために、チャック本体520は、相互に対向する第1および第2の側面522および524を含む。側面または縁面526が、第1の側面520と第2の側面524との間に広がる。第1の側面522は、第1の凹部532、その凹部532から離隔された第2の凹部534を含み、第1および第2の離隔された支持領域536および538を画定する。第1の支持領域536が、第2の支持領域538、および、第1の凹部532と第2の凹部534を、取り囲む。第2の支持領域538が、第2の凹部534を取り囲む。第2の凹部534と重なり合ったチャック本体520の部分540が、上述の重合可能材料を固化させるのに使用される光化学線エネルギーの波長など、所定の波長を有するエネルギーに対して透過である。この目的のために、部分540は、広帯域紫外線エネルギーに対して透過な材料の薄い層、例えばガラスから形成される。しかし、部分540を形成する材料は、図1に示す供給源26によって発生されるエネルギーの波長に応じて決められる。
【0022】
図17および図18を再度参照すると、部分540が、第2の側面524から延びて、第2の凹部534に隣接して終端し、その部分540は、モールド236が部分540と重なり合うように、モールド236の面積と少なくとも同程度の大きさの面積とすべきである。チャック本体520内には、542および544として示す1つまたは複数の貫通路(スルーウェイ)が形成される。貫通路542などの貫通路の1つが、第1の凹部532を側面526と流体連通する状態に置く。貫通路542など、残りの貫通路が、第2の凹部532を側面526と流体連通する状態に置く。
【0023】
貫通路542は、第2の側面524と第1の凹部532との間にも延びることができることを理解されたい。同様に、貫通路544は、第2の側面524と第2の凹部534との間に延びることができる。貫通路542および544により、それぞれ凹部532および534が、ポンプ・システム546などの圧力制御システムと流体連通する状態に置かれることが容易になるのが望ましい。
【0024】
ポンプ・システム546は、凹部532および534に隣接の圧力を個別に制御するための、1つまたは複数のポンプを含むことができる。具体的には、テンプレート236は、チャック本体520に取り付けられると、第1の支持領域536および第2の支持領域538に載り、第1の凹部532および第2の凹部534を覆う。第1の凹部532と、それに重なるテンプレート236の一部分548とが、第1のチャンバ550を画定する。第2の凹部534と、それに重なるテンプレート236の一部分552とが、第2のチャンバ554を画定する。ポンプ・システム546が、第1のチャンバ550および第2のチャンバ554内の圧力を制御するように動作する。具体的には、第1のチャンバ550内の圧力が、チャック本体520に対するテンプレート214の位置を維持するように、そしてテンプレート214が、重力(→)gの下でチャック本体520から分離するのを、回避するのではないにしても低減するように確立される。(訳注: (→)gは、→が上に付されたgの意である。)
【0025】
第2のチャンバ554内の圧力は、インプリント中にテンプレート214により発生させられるパターン内の歪みを、テンプレート214の形状の変更によって低減するために、第1のチャンバ548内の圧力とは異ならせ得る。例えば、ポンプ・システム546は、上記で論じた理由から、チャンバ554内に正の圧力を印加することができる。ポンプ・システム546は、図1に示すプロセッサ32の制御の下で作動される。
【0026】
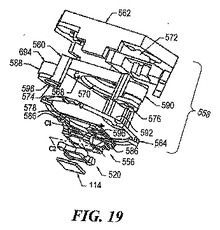
図1、図17および図19を参照して、テンプレート214のインプリント・ヘッド20への結合は、チャック本体520を、方向付けシステム558に結合された屈曲部556に結合することによって、行われる。方向付けシステム558は、テンプレート214を運動させる。屈曲部556は、本発明の譲受人に譲渡され、参照により本明細書に組み込まれる、2005年6月1日出願の、「Compliant Device for Nano−Scale Manufacturing」という名称の米国特許出願第11/142838号に開示および記載されている。方向付けシステム558は、本発明の譲受人に譲渡され、参照により本明細書に組み込まれる、2005年6月1日出願の、「Method and System to Control Movement of a Body for Nano−Scale Manufacturing」という名称の米国特許出願11/142825に開示されている。
【0027】
図19および図20を参照すると、方向付けシステム558は、図では、外枠562に隣接して配設された内枠560、および以下により詳細に論じる屈曲リング564を有している。本体520が、屈曲部556を通じて方向付けシステム558に結合される。具体的には、本体520は、屈曲部556に結合される。屈曲部556への結合は、本体520の4つの隅部に位置し、それらの隅部に最も近い屈曲部556の4つの隅部に結合できるねじ部品(図示せず)などの任意の適切な手段を使用して、行われる。内枠560の表面568に最も近い屈曲部556の4つの隅部566が、表面568に、図示していない、ねじ部品など、任意の適切な手段を使用して行われる。
【0028】
内枠560は、中央貫通路570を有し、外枠562は、中央貫通路570と重なる中央開口572を有する。屈曲リング564は、例えば円形または楕円形の環状形状を有し、内枠560および外枠562に結合され、中央貫通路570と中央開口572の両方の外側にある。具体的には、屈曲リング564は、内枠560に領域574、576および578のところで、また外枠562に領域580、582および584のところで、ねじ部品(図示せず)など、任意の適切な手段を使用して結合される。領域580は、領域574と576の間に位置され、それらから等距離のところに位置れる。領域582は、領域576と58の間に位置され、それらから等距離のところに位置される。領域584は、領域574と58の間に、それらから等距離のところに配置される。このようにして、屈曲リング564が、屈曲部556、本体520およびテンプレート214を取り囲み、内枠560を外枠562に固着する。
【0029】
方向付けシステム558および屈曲部556の構成部品は、任意の適切な材料、例えば、アルミニウム、ステンレス鋼などから形成できることを理解されたい。さらに、屈曲部556を方向付けシステム558に、任意の適切な手段を使用して結合することもできる。本例では、屈曲部556が表面45に、4つの隅部586にあるねじ部品(図示せず)を使用して結合される。
【0030】
図17および図19を参照すると、システム558は、テンプレート214の運動を制御するように、そしてテンプレート214を、ステージ11上に位置した基板42などの基準面に対して所望の空間的関係で配置するように構成されている。この目的のために、複数のアクチュエータ588、590および592が、方向付けシステム558の周りに離隔されるように、外枠562と内枠560の間に接続される。アクチュエータ588、590および592はそれぞれ、第1の端部594および第2の端部596を有する。第1の端部594は外枠562に面し、第2の端部596は、外枠562から離れた方に向く。
【0031】
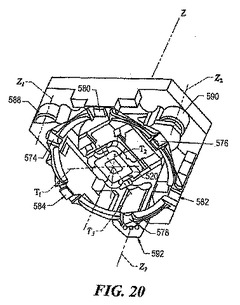
図19と図20を参照すると、アクチュエータ588、590および592が、3つの軸Z1、Z2およびZ3に沿った内枠560の並進運動を助けることによって、内枠560を外枠562に対して傾斜させる。方向付けシステム558は、軸Z1、Z2およびZ3の周りで約±1.2mmの運動範囲を与えることができる。このようにして、アクチュエータ588、590および592により、内枠560が、屈曲部556にも、したがってテンプレート214および本体520にも、角運動を複数の軸T1、T2およびT3のうち1つまたは複数の周りで付与する。具体的には、内枠560と外枠562の間の距離を軸Z2およびZ3に沿って低減させ、それらの間の距離を軸Z1に沿って増大させることによって、傾斜軸T2の周りの角運動が第1の方向に発生する。
【0032】
内枠560と外枠562の間の距離を、軸Z2およびZ3に沿って増大させ、それらの間の距離を軸Z1に沿って低減させると、傾斜軸T2の周りの角運動が、第1の方向とは反対の第2の方向に発生する。同じようにして、内枠560と外枠562の間の距離を、内枠560を軸Z1およびZ2に沿って同じ方向に同じ大きさで運動させるとともに、内枠560を軸Z3に沿って、軸Z1およびZ2に沿った運動とは反対の方向にその運動に対して2倍運動させることによって変化させることにより、軸T1の周りの角運動を発生させることができる。同様に、内枠560と外枠562の間の距離を、内枠560を軸Z1およびZ3に沿って同じ方向に同じ大きさで運動させるとともに、内枠560を軸Z2に沿って、軸Z1およびZ3に沿った運動とは反対の方向にその運動に対して2倍運動させることによって変化させることにより、軸T3の周りの角運動を発生させることができる。アクチュエータ588、590および592は、±200Nの最大動作力を有することができる。方向付けシステム558は、軸T1、T2およびT3の周りで、約±0.15°の運動範囲を与えることができる。
【0033】
アクチュエータ588、590および592は、機械部品を最小限に抑えるものが、したがって不均一な機械コンプライアンス、ならびに微粒子を生じる恐れがある摩擦を最小限に抑えるものが選択される。アクチュエータ588、590および592の例には、ボイス・コイル・アクチュエータ、圧電アクチュエータ、および直線アクチュエータがある。アクチュエータ588、590および592についての例示的な具体的実例が、カリフォルニア州シルマーのBEI Technologiesから、LA24−20−000Aという商品名で入手可能であり、それらのアクチュエータは内枠560に、任意の適切な手段、例えばねじ部品を使用して結合される。さらに、アクチュエータ588、590および592は、内枠560および外枠562の周りに対称的に配設され、かつ中央貫通路570および中央開口572の外側にあるように、内枠560と外枠562の間に結合される。この構成を用いて、外枠562と屈曲部556の間に、遮られることのない貫通路が構成される。さらに、この対称的な配置により、動的振動および一様でない熱ドリフトが最小限に抑えられ、それによって、内枠560の細かな運動補正が可能になる。
【0034】
内枠560、外枠562、屈曲リング564、ならびにアクチュエータ588、590および592の組合せにより、屈曲部556、したがって本体520およびテンプレート214の角運動が、傾斜軸T1、T2およびT3の周りで与えられる。しかし、並進運動がテンプレート214に、軸Z1、Z2およびZ3に対して直交してではないにしても交差するように延びる平面にある軸に沿って付与されることが望ましい。これは、傾斜軸T1、T2およびT3から離隔され、テンプレート、テンプレート・チャック、およびコンプライアント・デバイスが組み立てられたときにテンプレートの表面上にある、C1およびC2として示す複数のコンプライアンス軸のうち1つまたは複数の周りで、テンプレート214に対して角運動を付与するための機能性を、屈曲部556に備えることによって達成される。
【0035】
本発明の別の実施形態は、例えば形成物50を形成する、固化したインプリンティング材料からのモールド236の分離を容易にする。これは、モールド236と固化したインプリンティング材料との間の境界面の比較的狭い区域へと初期の分離を局所化することによって、方向付けシステム558からモールド236へと与えられる分離の達成に必要な上向きの力の大きさが、低減される、という発見に基づくものである。望ましい結果は、基板42とステージ11の間が分離する確率が低減されることである。
【0036】
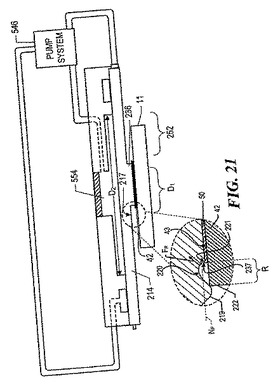
図21を参照すると、本発明が回避しようとする有害な状況は、形成物50からモールド236を分離すると同時に、ステージ11から基板42が分離してしまうことである。インプリント・ヘッド20が、モールド236と形成物50の間の引力に打ち勝つのに十分な力を印加する。モールド236の面積が、基板42の面積と実質的に同一の広がりをもつ状況、例えばウエハ全体のインプリンティングでは、形成物50からモールド236を分離するのに必要な力がしばしば、基板42とステージ11の間の引力、例えば基板42とステージ11の間の真空または静電引力よりもずっと大きい。したがって、テンプレート214に印加する、形成物50からのモールド236の分離を達成するのに必要な力を、低減することが望ましい。具体的には、形成物50からテンプレート114を分離するのに必要な上向きの力が、基板42をステージ11上に維持するためにステージ11により基板42に下向きに印加されるもの未満であることを確実にすることが望ましい。
【0037】
形成物50からのテンプレート214の分離に必要な上向きの力は、モールド236と形成物50の間のモールド236の周辺部に隣接した領域に、局所化された分離を形成することによって低減される。この目的のためには、基板42と実質的に同一の広がりをもつ面積を有するモールド236の場合、モールド236が、その周辺部237が基板42の縁部222から、距離Rとして示す約1ミリメートルだけ離隔されることを確実にする最大の面積を有することになる。局所化された分離は、固化したインプリンティング材料からのモールド236の分離を、ポンプ・システム546を使用し、チャンバ554を約20kPaまで加圧して開始することによって得られる。こうすることにより、モールド236を取り囲むテンプレート214の領域217の形状が歪む。領域217内の表面テンプレート214の第1の部分219が、下向きに中立位置NPから離れて基板42の方に変位され、部分219の最下点が、基板42の表面43より約1マイクロメートルだけ下になる。その結果、ポンプ・システム546によってテンプレート214に与えられた歪みは、最下点部分219が中立位置NPから、図3に示す厚さt1、および図13に示す高さhを上回る大きさだけ延びるのを可能にするのに十分となるはずである。
【0038】
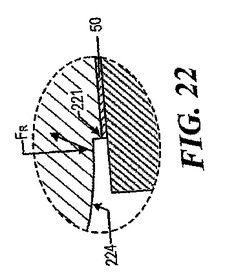
図21および22を再度参照すると、テンプレート214の表面の第2の部分220が、上向きに基板42から離れて移動し、その頂点が、表面43から約15マイクロメートル離隔される。第2の部分220と最下点部分219の間に配置されたテンプレートの一部分が、基板42の縁部222に接触する。テンプレート214に関連するヤング率により、領域217を中立位置NPに戻すのを促進し、その過程において、最下点部分219および第2の部分として示される起伏が減衰して、弓形表面224が形成される戻り力FRが生じる。戻り力FRは、応力が低減された、かつ/または歪みが低減された状態に戻るための動きを受けているテンプレート214の材料から生じる。
【0039】
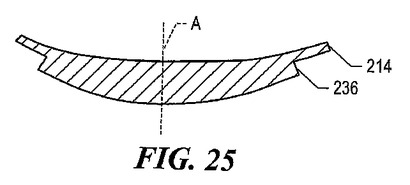
図21、図24と図25を参照すると、戻り力FRが、領域217に隣接するモールド236の区域221を、基板42から分離させるとともに、部分227が、基板42を下向きにステージ11に押し付けて、それらを一緒にしっかりと固定するように機能する。このようにして、形成物50からのモールド236の分離が、テンプレート214を基板42に対して片持ち梁のようにすることによって起こる。具体的には、部分227が、基板42の縁部222に接触して、それをステージ11に押し付け、それにより、テンプレート214にかかる、基板からモールド236を分離するのに必要な上向きの力が低減し、基板42がステージ11から分離するのが防止される。したがって、戻り力FRが、方向付けシステム558からモールド236に与えられる、分離を達成するのに必要な上向きの力の大きさを低減させると言うことができる。その結果、戻り力FRは、区域221と形成物50の間の接着力よりも大きくなければならない。戻り力FRは、例えば凹部38の最下面138がある平面P2と、凹所領域54の最下面154がある平面P3との間で測定される、形成物50に対して形成される斜角θをもたらす。後方圧力および戻り力FRに角度θが加わることにより、テンプレート214、したがってモールド236は、領域221が、領域221から離れて配設されたモールド236の領域、すなわち中央軸Aに隣接して配置されたモールド236の中央部分に比べて形成物50からさらに遠くなった弓形を有する。一般に、角度θはマイクロラジアン程度となり、したがって、固化した層50内のフィーチャのせん断は、ピコメートル程度である。形成物50から分離されるモールド236の残りの部分は、図19に示すアクチュエータ588、590および592の動作によって制御することができる。
【0040】
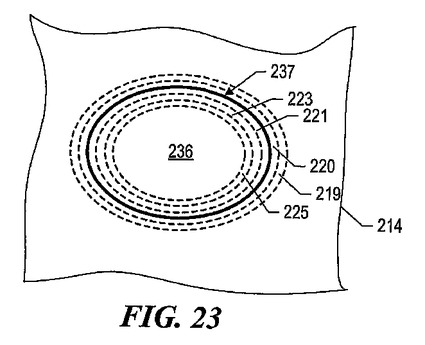
図19と図25を参照すると、アクチュエータ588、590および592をほぼ同じ速度で運動させることによって、中央軸Aに隣接する領域より前に、領域221に隣接するモールド236の末部が形成物50から分離されるように、モールド236が形成物から分離される。このようにして、軸Aの周りに径方向対称に配設されたモールド236の領域が形成物50から、例えば領域221が分離し、次いで領域223、次いで領域225など、順次分離される。しかし、領域221、223および225は、モールド236の形状により、軸Aの周りに径方向対称に配設されていることを理解されたい。モールド236が長方形または正方形を有することが、完全に可能である。その結果、形成物50から順次取り外される領域の形状は、周辺部237の形状と相補的になる。その結果、周辺部237に対して同心のモールド236の領域が、形成物50から順次分離される。しかし、アクチュエータ588、590および592を、形成物50からのモールド236の引きはがし分離をもたらすように作動させることができることを理解されたい。これは、モールド236を傾斜軸T1、T2およびT3の周りで運動させることによって達成することができる。
【0041】
図21および22を参照すると、テンプレート214の局所化された分離を達成するための別の態様は、モールド236に隣接するテンプレートの弓形表面224を形成することを含む。具体的には、ポンプ・システム546が、加圧チャンバ554内に、弓形表面224を弓形に曲げて、弓形表面224に実質的に一定の曲率半径を備えるのに十分な圧力を生み出す。戻り力FRが、上記で論じたように、局所化された分離を、モールド236と形成物50の間に領域221に隣接して誘発させる。その後、形成物50からモールド236を、上記で論じた技法を使用して分離することができる。傾斜のある表面を形成することは、モールド236が基板42の面積よりもずっと狭くなるようにサイズ設定され、例えばモールド236が625平方ミリメートルの面積を有するようにサイズ設定されて、片持ち梁のようになることが起こらない場合に、特に有利である。
【0042】
上述の本発明の実施形態は例示的である。本発明の範囲内にありながら、多くの変更および修正を上述の開示に対して行うことができる。したがって、本発明の範囲は、上述したことに限定すべきではなく、添付の請求の範囲、ならびにその均等物の全範囲に関して決定すべきである。
【図面の簡単な説明】
【0043】
【図1】従来技術によるリソグラフィ・システムの簡略平面図である。
【図2】本発明によるテンプレート、および基板上に配設されたインプリンティング材料の簡略平面図である。
【図3】インプリンティング材料が基板上でパターン形成され、固化したものとして示された、図2に示すテンプレートおよび基板の簡略平面図である。
【図4】本発明による、図2および3に示す基板の詳細図である。
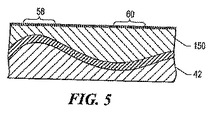
【図5】図4に示す基板に、インプリンティング材料からなる固化した形成物が上に配設された詳細図である。
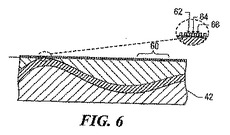
【図6】図5に示す基板が、基板の領域を露出させるためにエッチング化学作用を受けた後の詳細図である。
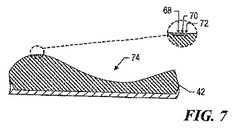
【図7】図6に示す基板が、エッチングおよび固化したインプリンティング材料の除去を受けた後の詳細図である。
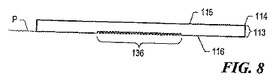
【図8】本発明による可撓性テンプレートの断面図である。
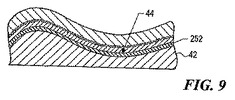
【図9】本発明による、図8に示すモールド、および図4に示す基板上に配設されたインプリンティング重合可能材料の断面図である。
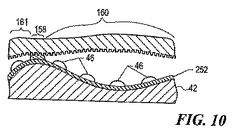
【図10】図9に示すモールドが基板の形状に合致する前の、モールドの詳細図である。
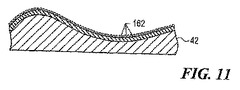
【図11】図9に示す基板が、基板の領域を露出させるためにエッチング化学作用を受けた後の詳細図である。
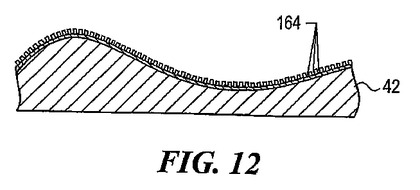
【図12】図9に示す基板が、エッチングおよび固化したインプリンティング材料の除去を受けた後の詳細図である。
【図13】図8に示す可撓性テンプレートの、本発明の一代替実施形態による断面図である。
【図14】図8に示す可撓性テンプレートの、本発明の第2の代替実施形態による断面図である。
【図15】図8に示す可撓性テンプレートの、本発明の第3の代替実施形態による断面図である。
【図16】本発明による、図12に示すテンプレートを使用した例示的なインプリンティング操作を示す流れ図である。
【図17】図13に示すテンプレートを、テンプレートが基板に隣接して配設された状態で保持するために使用されるチャッキング・システムの簡略平面図である。
【図18】図17に示すチャック本体を逆さにした図である。
【図19】本発明による、図1に示すインプリント・ヘッドに含まれる構成部品の分解斜視図である。
【図20】図19に示す構成部品の斜視底面図である。
【図21】基板上にある固化したインプリンティング材料からのテンプレートの分離を容易にするためにテンプレートが変形を受けた状態の、図17に示すチャッキング・システムの簡略平面図である。
【図22】一代替実施形態による、図21に示す領域217の詳細図である。
【図23】図21に示すテンプレート214の簡略平面図である。
【図24】図21のテンプレートが形成物50から分離される様子を示す詳細断面図である。
【図25】図21に示すテンプレートの簡略断面図である。
【技術分野】
【0001】
発明の分野は一般に、構造のナノ・ファブリケーションに関する。より詳細には、本発明は、インプリント・リソグラフィ・プロセスで使用されるコンタクト・インプリンティングを改善する方法を対象とする。
【背景技術】
【0002】
ナノ・スケール・ファブリケーションは、例えば1ナノメートル以上の程度のフィーチャを有する、非常に小さな構造を製作するものである。ナノ・スケール・ファブリケーションで使用するのに有望なプロセスは、インプリント・リソグラフィとして知られる。例示的なインプリント・リソグラフィ・プロセスが、本発明の譲受人にその全てが譲渡された、米国特許出願10/264960として出願された、「Method and a Mold to Arrange Features on a Substrate to Replicate Features having Minimal Dimensional Variability」という名称の米国公開特許出願2004/0065976、米国特許出願10/264926として出願された、「Method of Forming a Layer on a Substrate to Facilitate Fabrication of Metrology Standards」という名称の米国公開特許出願2004−0065252、および「Method and a Mold to Arrange Features on a Substrate to Replicate Features having Minimal Dimensions Variability」という名称の米国特許第6936194号など、多数の公報に詳細に記載されている。
【0003】
図1を参照すると、インプリント・リソグラフィの背景にある基本的な概念は、基板上にとりわけエッチング・マスクとして機能することができるレリーフ・パターンを、レリーフ・パターンに対応するパターンが基板内に形成され得るように形成することである。レリーフ・パターンの形成に使用されるシステム10が、基板12を支持するステージ11とテンプレート14とを含み、そのテンプレート14はパターン形成面18を有する。パターン形成面18は、実質的に平滑および/または平坦であっても、パターン形成されてその中に1つまたは複数の凹部が形成されるようにされてもよい。テンプレート14は、それの移動のためにインプリント・ヘッド20に結合される。流体供給システム22が、基板12に選択的に流体を通じさせ得る状態に置かれ、それによって重合可能材料24を基板12上に付着させるように結合される。エネルギー28の供給源26が、エネルギー28を経路30に沿って向けるように結合される。インプリント・ヘッド20およびステージ11は、モールド16および基板12を重なり合うようにして経路30内に配設するように構成される。インプリント・ヘッド20、ステージ11のいずれか、またはその両方が、モールド16と基板12との間の距離を変化させて、重合可能材料24で充填する所望の容積がそれらの間に画定されるようにする。基板12とステージ11との相対位置が、標準的なチャッキング技法を使用して維持される。ステージ11は、例えば、真空供給源(図示せず)に結合されたピン・チャック(図示せず)などの真空チャックを含む。
【0004】
一般には、重合可能材料24は、モールド16と基板12の間に所望の容積が画定される前に、基板12上に配設される。しかし、重合可能材料24は、所望の容積が得られた後で、その容積を充填することもできる。所望の容積が重合可能材料24で充填された後、供給源26がエネルギー28を発生させ、それにより、基板表面25およびモールド表面18の形状がもたらされる。このプロセスの制御はプロセッサ32によって調節され、そのプロセッサ32は、ステージ11、インプリント・ヘッド20、流体供給システム22、および、供給源26とデータ通信する。
【0005】
重合可能材料24におけるパターンの正確な形成に伴う重要な特性は、重合可能材料24に形成されるフィーチャの寸法を、確実に制御することである。そうでないと、基板にエッチングされるフィーチャにおける歪みが生じてしまう恐れがある。
【発明の開示】
【発明が解決しようとする課題】
【0006】
したがって、コンタクト・リソグラフィ・プロセスで使用されるインプリンティング の方法を改善する必要がある。
【課題を解決するための手段】
【0007】
本発明は、固化したインプリンティング材料からモールドを分離する方法であって、モールドの含まれるテンプレート内に変形を生成させることを含む方法を提供する。この変形は、固化したインプリンティング材料とモールドとの間の接着力よりも大きな戻り力を生み出すのに十分なものである。例えば変形は、モールドと、モールドとは反対側のテンプレート側面との間の圧力差から生じさせ得る。このようにして、歪みは、テンプレートにおける起伏であって、固化したインプリンティング材料の配設される基板に接触するのに十分な大きさの起伏とすることができる。上記および他の実施形態が、本明細書に記載される。
【発明を実施するための最良の形態】
【0008】
図1および2を参照すると、本発明によるモールド36をシステム10で使用することができ、モールド36は、実質的に平滑または平坦な(図示しない)形状(すなわちプロファイル)を有する表面を画定することができる。あるいは、モールド36は、複数の離隔された凹部38および凸部40によって画定されるフィーチャを含んでもよい。複数のフィーチャが、基板42内に転写すべき元パターン(すなわちオリジナル・パターン)を画定する。基板42は、ベア・ウエハ又は、1層ないし複数の層を上層として有するウエハから構成することができる。このために、モールド36と基板42の間の距離「d」が低減される。このようにして、モールド36上のフィーチャを、実質的に平坦な形状を呈する表面44の一部分上に付着させた、重合可能材料24などのインプリンティング材料にインプリントすることができる。基板42は、ベア・シリコン・ウエハ48のままか又は、下塗層45として示す、自然酸化物層若しくは1層〜複数の層を含んでいてもよい。本例では、基板42が、下塗層45を含むものとして説明される。下塗層45および重合可能材料24を形成することのできる例示的組成が、2005年7月22日出願の、COMPOSITION FOR ADHERING MATERIALS TOGETHERという名称の、Frank Xuが発明者として列挙された、本発明の譲受人に譲渡され、参照により本明細書に組み込まれる米国特許出願第11/187406号で論じられている。
【0009】
図2および図3を参照して、インプリンティング材料は、任意の既知の技法、例えばスピン・コーティング(回転塗布)、ディップ・コーティング(浸漬塗布)などを使用して付着させることができる。しかし、本例では、インプリンティング材料は、基板42上に、複数の離隔された離散液滴46として付着される。インプリンティング材料は、その中に元パターンが記録されるように選択的に重合および架橋し得る組成から成り、記録されたパターンを画定する。
【0010】
具体的には、インプリンティング材料中に記録されるパターンは、モールド36との相互作用によって、例えば電気的相互作用、磁気的相互作用、熱的相互作用、機械的相互作用などによって、部分的に生成される。本例では、モールド36がインプリンティング材料と機械的接触をして液滴46を広げ、それによって表面44を覆うインプリンティング材料の連続層が生成され、この連続層が固化して形成物50になる。形成物50は、凸部52および凹所領域34を含む。形成物50の高さ厚さt1が、凸部52によって画定される。凹所領域54が、形成物50の残留厚さt2を画定する。一実施形態では、インプリンティング材料が凹部38に侵入して、そこを充填するのを可能にするために、距離「d」が低減される。凹部38の充填を容易にするために、モールド36と液滴46の間の接触前に、モールド36と液滴46の間の雰囲気が、ヘリウムで飽和されるか、または完全に真空排気されるか、または部分的に真空排気されたヘリウム雰囲気とされる。
【0011】
図2、図3および図4を参照して、本発明において対処する問題は、所望の距離dに達した後に、t1およびt2の厚さを制御することに関する。具体的には、モールド36のフィーチャの例示的寸法、例えば凸部40の幅W1、および凹部38の幅W2は、30〜100ナノメートルの範囲内であり得る。厚さt1の高さは、400ナノメートル〜1マイクロメートル±20〜80ナノメートルの範囲内であり得る。残留厚さt2は、400ナノメートル〜1マイクロメートル±20〜80ナノメートルの範囲内であり得る。それ故、最下面55から測定した凸部52の高さは、40〜140ナノメートルの範囲内となる。その結果、表面44が平坦でない形状を呈し、例えば丘部56および谷部57のような起伏がある。この起伏が、厚さt1およびt2の制御を困難にする。
【0012】
図3、図4および図5を参照すると、厚さt1を形成物150の面積全体にわたって実質的に等しくし、厚さt2を形成物150の面積全体にわたって実質的に等しくなるようにすることが、起伏のために困難となっている。例えば、インプリンティング材料を固化させた後、形成物150が形成され、形成物150全体にわたる形成物150の領域内で、厚さt1および厚さt2が変化(不均一化)してしまう。例えば、領域58内のフィーチャは、全高厚さt’1±δt’1、および残留厚さt’2±δt’2を有する(ここで、δt’1およびδt’2はそれぞれ、領域58と重なり合った表面44の湾曲に起因する、厚さt’1およびt’2の変化から生じる)。同様に、領域60内のフィーチャは、高さ厚さt’’1±δt’’1、および残留厚さt’’2±δt’’2を有する(ここで、δt’’1およびδt’’2はそれぞれ、領域60と重なり合った表面44の湾曲に起因する、厚さt’’1およびt’’2の変化に対応する)。
【0013】
図5、図6および図7を参照すると、残留厚さt’2±δt’2とt’’2±δt’’2との差がt’1±δt’1よりも大きければ、基板42内に形成されるパターンに歪みが生じる。このことは、形成物150が、基板42の領域62および64および66を露出させるためにブレーク・スルー・エッチングを受けた後に見ることができる。領域62、64および66のエッチングを開始したい場合、結果として、凹部68、70および72と、基板42がブレーク・スルー・エッチング中に露出されないことから生じる、パターン形成されない広い領域74があることになる。これは望ましくない。基板42の領域74をパターン形成したい場合、形成物150のエッチングが、領域60内のブレーク・スルーが生じるまで行われる。これにより、領域58の実質的に全てのフィーチャが除去されてしまうことになる。その結果、基板42の広い領域が、とりわけマスキング材料がないことにより、パターン形成されないままとなる。
【0014】
図3、図4および図8を参照すると、起伏によってもたらされる問題を、なくすのではないにしても低減するために、モールド136を含むテンプレート114が、表面44に合致する形状に形成される。このようにして、モールド136を、起伏の存在に応じて合致する形状にし、それによって、厚さt1における変化、および厚さt2における変化を、形成物50の面積全体にわたって最小限に抑えることができる。この目的のために、テンプレート114は、石英ガラス(溶融シリカ)からなる比較的薄いシート(両側面115および116から測定して、厚み113が、最大1.5ミリメートルので、約0.7ミリメートルであるのが好ましい)から形成される。0.7ミリメートルの厚さの場合、テンプレート114の面積を約4225平方ミリメートルになるように構成することによって、可撓性が与えられる。モールド136の面積は、任意の所望の面積、例えば625平方ミリメートルから基板42の面積に対する広がりをもつまでの面積とすることができる。
【0015】
図8〜12を参照すると、テンプレート114の合致形状性により、起伏があるにもかかわらず厚さt1およびt2の制御を達成することができるような機能性が、モールド136に与えられる。具体的には、モールド136が、インプリンティング材料に、形成物250が形成され得るように接触する。形成物250は、基板42に載置され、また起伏の存在下で基板42の表面44の形状に整合する形状を有する、第1の表面252を有する。しかし、可撓性モールド136によって示される困難は、モールド136と液滴46としての重合可能材料との間における毛管力の発生に由来する。モールド136が重合可能材料の第1の一部分(例えば領域158内の液滴46)と接触するとすぐに、モールド136と重合可能材料の間の毛管力が発生する。しかし、重合可能材料の残りの部分(例えば領域160および161内の液滴)には、毛管力は実質的に発生しない。形成物250を形成するために、テンプレート114、したがってモールド136を変形させるように、流体圧力が側面115に印加され、その結果、モールド136が領域160および161内の液滴46に接触する。
【0016】
モールド136が可撓性である結果、厚さt1およびt2の制御が、厚さt1が実質的に均一であると言われる指定の公差±δt1以内にあるように達成される。同様に、厚さt2が指定の公差±δt2以内にある点で、厚さt2は実質的に均一となる。この公差は、表面44に合致形状のモールド136から生じる、フィーチャ内の歪みに起因する。しかし、δt1およびδt2が、25ミリメートルの区域全体にわたって5ナノメール以下になるように維持することによって、モールド136の合致形状性から生じる歪みが許容可能になることが明らかになった。具体的には、形成物250のブレーク・スルー・エッチングの後、基板42の全域にわたる領域162が露出される。その後、凹部164として示される、基板の表面全体のパターン形成を行うことができる。このようにして、基板42全体をパターン形成し、それによって、パターン形成すべき基板42の面積全体にわたってばらつくことのある厚さt1ならびに厚さt2に関連する問題を克服することができる。
【0017】
図8および図13を参照して、テンプレート114は、図では凸部が表面116と共に共通面P内にあるモールド136を有しているが、他のテンプレートを使用することができる。例えば、テンプレート214は、モールド236を具体化するメサ235を含むことができる。一般に、メサ235の高さhは、表面216から凸部240の上面まで測定して、約15マイクロメートルである。
【0018】
図8および図14を参照して、別の実施形態では、テンプレート314は、モールド336がエントレインメント溝(チャネル)337によって取り囲まれていることを除いて、テンプレート114と実質的に同一である。エントレインメント溝337は、側面316から、凹部338よりも深く延びる。別の実施形態では、図15に示すテンプレート414は、モールド436の外側にある側面416の領域が凹部438と同一平面にあることを除いて、図8に示すテンプレート114と実質的に同一である。
【0019】
図4、図13および図16を参照して、例示的操作中に、ステップ500で、テンプレート214および基板42を、互いに隣接して、例えば1ミリメートル以内に配置する。ステップ502で、基板42に面する側面216としたがってモールド236と(何れも凸形状を有する)が弓形に曲がったテンプレートを画定するように、テンプレート214を弓形に曲げる。具体的には、モールド236の中立軸Nを、中央部分が中立軸Nから350〜400マイクロメートル遠ざかり、それによって湾曲した形状を有するように弓形に曲げる。ステップ504で、弓形に曲がったテンプレートと基板42の間の相対距離が狭められ、その結果、弓形に曲がったモールド236は、インプリンティング材料の1つまたは複数の液滴46に接触して置かれ、その後、モールド236と基板42の間におかれて圧縮を受けるインプリンティング材料の形状に、合致する形状になる。一般に、モールド236を、インプリンティング材料への接触前に、基板42に対して中央に配置する。モールド236の中央部分233を、パターン形成される基板42の面積に対して中央に配置する。本例では、基板44の表面44のほぼ全体がパターン形成される。パターン形成される基板42の面積の寸法は、形成物250の厚さと、液滴46としての重合可能材料の総量とによって決定される。その結果、モールド236の面積は、より広く、基板42の面積以下とすることができる。一般に、モールド236の中央部分233が、この面積(図示せず)の中央に接触し、インプリンティング面積の残りの部分が後に、モールド236の非中央部分から接触を受ける。
【0020】
ステップ506で、形成物150の面積の厚さt1の間の変化、および形成物150の面積全体にわたる厚さt2の間の変化、なくすのではないにしても減じるために、側面115に流体圧力を印加する。具体的には、側面115が、モールド236と基板42の間のインプリンティング材料を圧縮するのに十分な大きさの流体圧力を、インプリンティング材料が圧縮され得ない状態まで受ける。この状態では、インプリンティング材料は、固体として振る舞う粘弾性特性を示す。さらに、粘弾性状態では、インプリンティング材料が表面44に完全に合致し、その結果、モールド236に面するインプリンティング材料の側面が、表面44と同じ形状を有する。モールド236は、粘弾性状態にあるインプリンティング材料よりもコンプライアント(柔軟)に作られ、したがってモールド236に面するインプリンティング材料の側面の形状に完全に合致する形状を呈する。ステップ508で、インプリンティング材料を光化学放射で露光して、それを固化させ、それによってインプリンティング材料が、モールド236、および、基板42の表面44の形状に合致する。ステップ510で、モールド236を、固化したインプリンティング材料から分離する。
【0021】
図12、図17および図18を参照すると、モールド236とは反対側の、テンプレート214の側面215にかける圧力の制御を容易にするために、チャック本体520が、テンプレート214を真空技法を使用して保持するようにされる。この目的のために、チャック本体520は、相互に対向する第1および第2の側面522および524を含む。側面または縁面526が、第1の側面520と第2の側面524との間に広がる。第1の側面522は、第1の凹部532、その凹部532から離隔された第2の凹部534を含み、第1および第2の離隔された支持領域536および538を画定する。第1の支持領域536が、第2の支持領域538、および、第1の凹部532と第2の凹部534を、取り囲む。第2の支持領域538が、第2の凹部534を取り囲む。第2の凹部534と重なり合ったチャック本体520の部分540が、上述の重合可能材料を固化させるのに使用される光化学線エネルギーの波長など、所定の波長を有するエネルギーに対して透過である。この目的のために、部分540は、広帯域紫外線エネルギーに対して透過な材料の薄い層、例えばガラスから形成される。しかし、部分540を形成する材料は、図1に示す供給源26によって発生されるエネルギーの波長に応じて決められる。
【0022】
図17および図18を再度参照すると、部分540が、第2の側面524から延びて、第2の凹部534に隣接して終端し、その部分540は、モールド236が部分540と重なり合うように、モールド236の面積と少なくとも同程度の大きさの面積とすべきである。チャック本体520内には、542および544として示す1つまたは複数の貫通路(スルーウェイ)が形成される。貫通路542などの貫通路の1つが、第1の凹部532を側面526と流体連通する状態に置く。貫通路542など、残りの貫通路が、第2の凹部532を側面526と流体連通する状態に置く。
【0023】
貫通路542は、第2の側面524と第1の凹部532との間にも延びることができることを理解されたい。同様に、貫通路544は、第2の側面524と第2の凹部534との間に延びることができる。貫通路542および544により、それぞれ凹部532および534が、ポンプ・システム546などの圧力制御システムと流体連通する状態に置かれることが容易になるのが望ましい。
【0024】
ポンプ・システム546は、凹部532および534に隣接の圧力を個別に制御するための、1つまたは複数のポンプを含むことができる。具体的には、テンプレート236は、チャック本体520に取り付けられると、第1の支持領域536および第2の支持領域538に載り、第1の凹部532および第2の凹部534を覆う。第1の凹部532と、それに重なるテンプレート236の一部分548とが、第1のチャンバ550を画定する。第2の凹部534と、それに重なるテンプレート236の一部分552とが、第2のチャンバ554を画定する。ポンプ・システム546が、第1のチャンバ550および第2のチャンバ554内の圧力を制御するように動作する。具体的には、第1のチャンバ550内の圧力が、チャック本体520に対するテンプレート214の位置を維持するように、そしてテンプレート214が、重力(→)gの下でチャック本体520から分離するのを、回避するのではないにしても低減するように確立される。(訳注: (→)gは、→が上に付されたgの意である。)
【0025】
第2のチャンバ554内の圧力は、インプリント中にテンプレート214により発生させられるパターン内の歪みを、テンプレート214の形状の変更によって低減するために、第1のチャンバ548内の圧力とは異ならせ得る。例えば、ポンプ・システム546は、上記で論じた理由から、チャンバ554内に正の圧力を印加することができる。ポンプ・システム546は、図1に示すプロセッサ32の制御の下で作動される。
【0026】
図1、図17および図19を参照して、テンプレート214のインプリント・ヘッド20への結合は、チャック本体520を、方向付けシステム558に結合された屈曲部556に結合することによって、行われる。方向付けシステム558は、テンプレート214を運動させる。屈曲部556は、本発明の譲受人に譲渡され、参照により本明細書に組み込まれる、2005年6月1日出願の、「Compliant Device for Nano−Scale Manufacturing」という名称の米国特許出願第11/142838号に開示および記載されている。方向付けシステム558は、本発明の譲受人に譲渡され、参照により本明細書に組み込まれる、2005年6月1日出願の、「Method and System to Control Movement of a Body for Nano−Scale Manufacturing」という名称の米国特許出願11/142825に開示されている。
【0027】
図19および図20を参照すると、方向付けシステム558は、図では、外枠562に隣接して配設された内枠560、および以下により詳細に論じる屈曲リング564を有している。本体520が、屈曲部556を通じて方向付けシステム558に結合される。具体的には、本体520は、屈曲部556に結合される。屈曲部556への結合は、本体520の4つの隅部に位置し、それらの隅部に最も近い屈曲部556の4つの隅部に結合できるねじ部品(図示せず)などの任意の適切な手段を使用して、行われる。内枠560の表面568に最も近い屈曲部556の4つの隅部566が、表面568に、図示していない、ねじ部品など、任意の適切な手段を使用して行われる。
【0028】
内枠560は、中央貫通路570を有し、外枠562は、中央貫通路570と重なる中央開口572を有する。屈曲リング564は、例えば円形または楕円形の環状形状を有し、内枠560および外枠562に結合され、中央貫通路570と中央開口572の両方の外側にある。具体的には、屈曲リング564は、内枠560に領域574、576および578のところで、また外枠562に領域580、582および584のところで、ねじ部品(図示せず)など、任意の適切な手段を使用して結合される。領域580は、領域574と576の間に位置され、それらから等距離のところに位置れる。領域582は、領域576と58の間に位置され、それらから等距離のところに位置される。領域584は、領域574と58の間に、それらから等距離のところに配置される。このようにして、屈曲リング564が、屈曲部556、本体520およびテンプレート214を取り囲み、内枠560を外枠562に固着する。
【0029】
方向付けシステム558および屈曲部556の構成部品は、任意の適切な材料、例えば、アルミニウム、ステンレス鋼などから形成できることを理解されたい。さらに、屈曲部556を方向付けシステム558に、任意の適切な手段を使用して結合することもできる。本例では、屈曲部556が表面45に、4つの隅部586にあるねじ部品(図示せず)を使用して結合される。
【0030】
図17および図19を参照すると、システム558は、テンプレート214の運動を制御するように、そしてテンプレート214を、ステージ11上に位置した基板42などの基準面に対して所望の空間的関係で配置するように構成されている。この目的のために、複数のアクチュエータ588、590および592が、方向付けシステム558の周りに離隔されるように、外枠562と内枠560の間に接続される。アクチュエータ588、590および592はそれぞれ、第1の端部594および第2の端部596を有する。第1の端部594は外枠562に面し、第2の端部596は、外枠562から離れた方に向く。
【0031】
図19と図20を参照すると、アクチュエータ588、590および592が、3つの軸Z1、Z2およびZ3に沿った内枠560の並進運動を助けることによって、内枠560を外枠562に対して傾斜させる。方向付けシステム558は、軸Z1、Z2およびZ3の周りで約±1.2mmの運動範囲を与えることができる。このようにして、アクチュエータ588、590および592により、内枠560が、屈曲部556にも、したがってテンプレート214および本体520にも、角運動を複数の軸T1、T2およびT3のうち1つまたは複数の周りで付与する。具体的には、内枠560と外枠562の間の距離を軸Z2およびZ3に沿って低減させ、それらの間の距離を軸Z1に沿って増大させることによって、傾斜軸T2の周りの角運動が第1の方向に発生する。
【0032】
内枠560と外枠562の間の距離を、軸Z2およびZ3に沿って増大させ、それらの間の距離を軸Z1に沿って低減させると、傾斜軸T2の周りの角運動が、第1の方向とは反対の第2の方向に発生する。同じようにして、内枠560と外枠562の間の距離を、内枠560を軸Z1およびZ2に沿って同じ方向に同じ大きさで運動させるとともに、内枠560を軸Z3に沿って、軸Z1およびZ2に沿った運動とは反対の方向にその運動に対して2倍運動させることによって変化させることにより、軸T1の周りの角運動を発生させることができる。同様に、内枠560と外枠562の間の距離を、内枠560を軸Z1およびZ3に沿って同じ方向に同じ大きさで運動させるとともに、内枠560を軸Z2に沿って、軸Z1およびZ3に沿った運動とは反対の方向にその運動に対して2倍運動させることによって変化させることにより、軸T3の周りの角運動を発生させることができる。アクチュエータ588、590および592は、±200Nの最大動作力を有することができる。方向付けシステム558は、軸T1、T2およびT3の周りで、約±0.15°の運動範囲を与えることができる。
【0033】
アクチュエータ588、590および592は、機械部品を最小限に抑えるものが、したがって不均一な機械コンプライアンス、ならびに微粒子を生じる恐れがある摩擦を最小限に抑えるものが選択される。アクチュエータ588、590および592の例には、ボイス・コイル・アクチュエータ、圧電アクチュエータ、および直線アクチュエータがある。アクチュエータ588、590および592についての例示的な具体的実例が、カリフォルニア州シルマーのBEI Technologiesから、LA24−20−000Aという商品名で入手可能であり、それらのアクチュエータは内枠560に、任意の適切な手段、例えばねじ部品を使用して結合される。さらに、アクチュエータ588、590および592は、内枠560および外枠562の周りに対称的に配設され、かつ中央貫通路570および中央開口572の外側にあるように、内枠560と外枠562の間に結合される。この構成を用いて、外枠562と屈曲部556の間に、遮られることのない貫通路が構成される。さらに、この対称的な配置により、動的振動および一様でない熱ドリフトが最小限に抑えられ、それによって、内枠560の細かな運動補正が可能になる。
【0034】
内枠560、外枠562、屈曲リング564、ならびにアクチュエータ588、590および592の組合せにより、屈曲部556、したがって本体520およびテンプレート214の角運動が、傾斜軸T1、T2およびT3の周りで与えられる。しかし、並進運動がテンプレート214に、軸Z1、Z2およびZ3に対して直交してではないにしても交差するように延びる平面にある軸に沿って付与されることが望ましい。これは、傾斜軸T1、T2およびT3から離隔され、テンプレート、テンプレート・チャック、およびコンプライアント・デバイスが組み立てられたときにテンプレートの表面上にある、C1およびC2として示す複数のコンプライアンス軸のうち1つまたは複数の周りで、テンプレート214に対して角運動を付与するための機能性を、屈曲部556に備えることによって達成される。
【0035】
本発明の別の実施形態は、例えば形成物50を形成する、固化したインプリンティング材料からのモールド236の分離を容易にする。これは、モールド236と固化したインプリンティング材料との間の境界面の比較的狭い区域へと初期の分離を局所化することによって、方向付けシステム558からモールド236へと与えられる分離の達成に必要な上向きの力の大きさが、低減される、という発見に基づくものである。望ましい結果は、基板42とステージ11の間が分離する確率が低減されることである。
【0036】
図21を参照すると、本発明が回避しようとする有害な状況は、形成物50からモールド236を分離すると同時に、ステージ11から基板42が分離してしまうことである。インプリント・ヘッド20が、モールド236と形成物50の間の引力に打ち勝つのに十分な力を印加する。モールド236の面積が、基板42の面積と実質的に同一の広がりをもつ状況、例えばウエハ全体のインプリンティングでは、形成物50からモールド236を分離するのに必要な力がしばしば、基板42とステージ11の間の引力、例えば基板42とステージ11の間の真空または静電引力よりもずっと大きい。したがって、テンプレート214に印加する、形成物50からのモールド236の分離を達成するのに必要な力を、低減することが望ましい。具体的には、形成物50からテンプレート114を分離するのに必要な上向きの力が、基板42をステージ11上に維持するためにステージ11により基板42に下向きに印加されるもの未満であることを確実にすることが望ましい。
【0037】
形成物50からのテンプレート214の分離に必要な上向きの力は、モールド236と形成物50の間のモールド236の周辺部に隣接した領域に、局所化された分離を形成することによって低減される。この目的のためには、基板42と実質的に同一の広がりをもつ面積を有するモールド236の場合、モールド236が、その周辺部237が基板42の縁部222から、距離Rとして示す約1ミリメートルだけ離隔されることを確実にする最大の面積を有することになる。局所化された分離は、固化したインプリンティング材料からのモールド236の分離を、ポンプ・システム546を使用し、チャンバ554を約20kPaまで加圧して開始することによって得られる。こうすることにより、モールド236を取り囲むテンプレート214の領域217の形状が歪む。領域217内の表面テンプレート214の第1の部分219が、下向きに中立位置NPから離れて基板42の方に変位され、部分219の最下点が、基板42の表面43より約1マイクロメートルだけ下になる。その結果、ポンプ・システム546によってテンプレート214に与えられた歪みは、最下点部分219が中立位置NPから、図3に示す厚さt1、および図13に示す高さhを上回る大きさだけ延びるのを可能にするのに十分となるはずである。
【0038】
図21および22を再度参照すると、テンプレート214の表面の第2の部分220が、上向きに基板42から離れて移動し、その頂点が、表面43から約15マイクロメートル離隔される。第2の部分220と最下点部分219の間に配置されたテンプレートの一部分が、基板42の縁部222に接触する。テンプレート214に関連するヤング率により、領域217を中立位置NPに戻すのを促進し、その過程において、最下点部分219および第2の部分として示される起伏が減衰して、弓形表面224が形成される戻り力FRが生じる。戻り力FRは、応力が低減された、かつ/または歪みが低減された状態に戻るための動きを受けているテンプレート214の材料から生じる。
【0039】
図21、図24と図25を参照すると、戻り力FRが、領域217に隣接するモールド236の区域221を、基板42から分離させるとともに、部分227が、基板42を下向きにステージ11に押し付けて、それらを一緒にしっかりと固定するように機能する。このようにして、形成物50からのモールド236の分離が、テンプレート214を基板42に対して片持ち梁のようにすることによって起こる。具体的には、部分227が、基板42の縁部222に接触して、それをステージ11に押し付け、それにより、テンプレート214にかかる、基板からモールド236を分離するのに必要な上向きの力が低減し、基板42がステージ11から分離するのが防止される。したがって、戻り力FRが、方向付けシステム558からモールド236に与えられる、分離を達成するのに必要な上向きの力の大きさを低減させると言うことができる。その結果、戻り力FRは、区域221と形成物50の間の接着力よりも大きくなければならない。戻り力FRは、例えば凹部38の最下面138がある平面P2と、凹所領域54の最下面154がある平面P3との間で測定される、形成物50に対して形成される斜角θをもたらす。後方圧力および戻り力FRに角度θが加わることにより、テンプレート214、したがってモールド236は、領域221が、領域221から離れて配設されたモールド236の領域、すなわち中央軸Aに隣接して配置されたモールド236の中央部分に比べて形成物50からさらに遠くなった弓形を有する。一般に、角度θはマイクロラジアン程度となり、したがって、固化した層50内のフィーチャのせん断は、ピコメートル程度である。形成物50から分離されるモールド236の残りの部分は、図19に示すアクチュエータ588、590および592の動作によって制御することができる。
【0040】
図19と図25を参照すると、アクチュエータ588、590および592をほぼ同じ速度で運動させることによって、中央軸Aに隣接する領域より前に、領域221に隣接するモールド236の末部が形成物50から分離されるように、モールド236が形成物から分離される。このようにして、軸Aの周りに径方向対称に配設されたモールド236の領域が形成物50から、例えば領域221が分離し、次いで領域223、次いで領域225など、順次分離される。しかし、領域221、223および225は、モールド236の形状により、軸Aの周りに径方向対称に配設されていることを理解されたい。モールド236が長方形または正方形を有することが、完全に可能である。その結果、形成物50から順次取り外される領域の形状は、周辺部237の形状と相補的になる。その結果、周辺部237に対して同心のモールド236の領域が、形成物50から順次分離される。しかし、アクチュエータ588、590および592を、形成物50からのモールド236の引きはがし分離をもたらすように作動させることができることを理解されたい。これは、モールド236を傾斜軸T1、T2およびT3の周りで運動させることによって達成することができる。
【0041】
図21および22を参照すると、テンプレート214の局所化された分離を達成するための別の態様は、モールド236に隣接するテンプレートの弓形表面224を形成することを含む。具体的には、ポンプ・システム546が、加圧チャンバ554内に、弓形表面224を弓形に曲げて、弓形表面224に実質的に一定の曲率半径を備えるのに十分な圧力を生み出す。戻り力FRが、上記で論じたように、局所化された分離を、モールド236と形成物50の間に領域221に隣接して誘発させる。その後、形成物50からモールド236を、上記で論じた技法を使用して分離することができる。傾斜のある表面を形成することは、モールド236が基板42の面積よりもずっと狭くなるようにサイズ設定され、例えばモールド236が625平方ミリメートルの面積を有するようにサイズ設定されて、片持ち梁のようになることが起こらない場合に、特に有利である。
【0042】
上述の本発明の実施形態は例示的である。本発明の範囲内にありながら、多くの変更および修正を上述の開示に対して行うことができる。したがって、本発明の範囲は、上述したことに限定すべきではなく、添付の請求の範囲、ならびにその均等物の全範囲に関して決定すべきである。
【図面の簡単な説明】
【0043】
【図1】従来技術によるリソグラフィ・システムの簡略平面図である。
【図2】本発明によるテンプレート、および基板上に配設されたインプリンティング材料の簡略平面図である。
【図3】インプリンティング材料が基板上でパターン形成され、固化したものとして示された、図2に示すテンプレートおよび基板の簡略平面図である。
【図4】本発明による、図2および3に示す基板の詳細図である。
【図5】図4に示す基板に、インプリンティング材料からなる固化した形成物が上に配設された詳細図である。
【図6】図5に示す基板が、基板の領域を露出させるためにエッチング化学作用を受けた後の詳細図である。
【図7】図6に示す基板が、エッチングおよび固化したインプリンティング材料の除去を受けた後の詳細図である。
【図8】本発明による可撓性テンプレートの断面図である。
【図9】本発明による、図8に示すモールド、および図4に示す基板上に配設されたインプリンティング重合可能材料の断面図である。
【図10】図9に示すモールドが基板の形状に合致する前の、モールドの詳細図である。
【図11】図9に示す基板が、基板の領域を露出させるためにエッチング化学作用を受けた後の詳細図である。
【図12】図9に示す基板が、エッチングおよび固化したインプリンティング材料の除去を受けた後の詳細図である。
【図13】図8に示す可撓性テンプレートの、本発明の一代替実施形態による断面図である。
【図14】図8に示す可撓性テンプレートの、本発明の第2の代替実施形態による断面図である。
【図15】図8に示す可撓性テンプレートの、本発明の第3の代替実施形態による断面図である。
【図16】本発明による、図12に示すテンプレートを使用した例示的なインプリンティング操作を示す流れ図である。
【図17】図13に示すテンプレートを、テンプレートが基板に隣接して配設された状態で保持するために使用されるチャッキング・システムの簡略平面図である。
【図18】図17に示すチャック本体を逆さにした図である。
【図19】本発明による、図1に示すインプリント・ヘッドに含まれる構成部品の分解斜視図である。
【図20】図19に示す構成部品の斜視底面図である。
【図21】基板上にある固化したインプリンティング材料からのテンプレートの分離を容易にするためにテンプレートが変形を受けた状態の、図17に示すチャッキング・システムの簡略平面図である。
【図22】一代替実施形態による、図21に示す領域217の詳細図である。
【図23】図21に示すテンプレート214の簡略平面図である。
【図24】図21のテンプレートが形成物50から分離される様子を示す詳細断面図である。
【図25】図21に示すテンプレートの簡略断面図である。
【特許請求の範囲】
【請求項1】
基板上に付着した固化したインプリンティング材料から、テンプレート内に含まれるモールドを分離する方法であって、
前記テンプレート内に、前記固化したインプリンティング材料と前記モールドの間の接着力よりも大きな戻り力を生み出すのに十分な変形を、前記モールドに隣接して形成するステップ
を含む方法。
【請求項2】
前記テンプレートが前記モールドとは反対側の第1の側面を有し、形成するステップが、前記第1の側面と前記モールドの間に圧力差を誘発させることをさらに含む、請求項1に記載の方法。
【請求項3】
形成するステップが、前記基板に接触するのに十分な大きさの起伏を前記モールド内に生成することをさらに含む、請求項1に記載の方法。
【請求項4】
前記モールドが周辺部を含み、前記モールドにおける前記周辺部に同心に位置する領域を、前記固化したインプリンティング材料から分離するステップをさらに含む、請求項1に記載の方法。
【請求項5】
前記モールドが周辺部を含み、前記モールドにおける前記周辺部に同心に位置する複数の領域を順次に、前記固化したインプリンティング材料から分離するステップをさらに含む、請求項1に記載の方法。
【請求項6】
前記モールドの中央を通過する軸の周りに径方向対称に配設された前記モールドの領域を、前記固化したインプリンティング材料から分離することをさらに含む、請求項1に記載の方法。
【請求項7】
前記モールドの中央を通過する軸の周りに径方向対称に配設された前記モールドの複数の領域を順次に、前記固化したインプリンティング材料から分離することをさらに含む、請求項1に記載の方法。
【請求項8】
前記モールドの領域を前記固化したインプリンティング材料から、前記モールドを前記モールドの表面の法線に対して交差するように延びる軸の周りで回転させることによって分離することをさらに含む、請求項1に記載の方法。
【請求項9】
形成するステップには、モールドを囲む前記テンプレートの表面を、一定の曲率半径となるように形成することが含まれる、請求項1に記載の方法。
【請求項10】
基板とモールドを有するテンプレートとの間に形状適合性性材料を広げる方法であって、
前記モールドを、前記基板と重なるようにして、それら間に容積が画定されるように配置し、
前記容積の第1の副部分に前記形状適合性性材料を、前記形状適合性性材料と前記モールドおよび前記基板の一方との間の毛管作用によって装入し、
前記容積の第2の副部分を、前記モールド内に変形を形成することによって充填する
ことを含む方法。
【請求項11】
前記テンプレートが、前記モールドとは反対側の側面を含み、充填するステップが、前記第1の側面と前記モールドの間に圧力差を生み出すことをさらに含む、請求項10に記載の方法。
【請求項12】
前記モールドが中央部分を含み、充填するステップが、形状適合性性材料を前記中央部分に接触させ、後に前記モールドの残りの部分を前記形状適合性性材料に接触させることをさらに含む、請求項10に記載の方法。
【請求項13】
前記モールドが中立軸を含み、装入するステップが、前記形状適合性性材料に接触する前に前記中立軸を弓形に曲げることをさらに含む、請求項10に記載の方法。
【請求項14】
配置するステップが、前記モールドを前記基板に対して中央に配置することをさらに含む、請求項10に記載の方法。
【請求項15】
前記モールドがそれに付随する、前記基板の面積よりも広い面積を有する、請求項10に記載の方法。
【請求項16】
前記テンプレートが前記モールドとは反対側の側面を含み、装入するステップが、実質的に等しい圧力が前記第1の側面と前記モールドにかかるのを維持しながら、前記モールドと前記基板の間の距離を変化させることをさらに含む、請求項10に記載の方法。
【請求項17】
装入するステップが、充填するステップよりも前に行われる、請求項10に記載の方法。
【請求項18】
前記第1および第2の副部分がそれらに関連する、前記容積未満の総容積を有する、請求項10に記載の方法。
【請求項1】
基板上に付着した固化したインプリンティング材料から、テンプレート内に含まれるモールドを分離する方法であって、
前記テンプレート内に、前記固化したインプリンティング材料と前記モールドの間の接着力よりも大きな戻り力を生み出すのに十分な変形を、前記モールドに隣接して形成するステップ
を含む方法。
【請求項2】
前記テンプレートが前記モールドとは反対側の第1の側面を有し、形成するステップが、前記第1の側面と前記モールドの間に圧力差を誘発させることをさらに含む、請求項1に記載の方法。
【請求項3】
形成するステップが、前記基板に接触するのに十分な大きさの起伏を前記モールド内に生成することをさらに含む、請求項1に記載の方法。
【請求項4】
前記モールドが周辺部を含み、前記モールドにおける前記周辺部に同心に位置する領域を、前記固化したインプリンティング材料から分離するステップをさらに含む、請求項1に記載の方法。
【請求項5】
前記モールドが周辺部を含み、前記モールドにおける前記周辺部に同心に位置する複数の領域を順次に、前記固化したインプリンティング材料から分離するステップをさらに含む、請求項1に記載の方法。
【請求項6】
前記モールドの中央を通過する軸の周りに径方向対称に配設された前記モールドの領域を、前記固化したインプリンティング材料から分離することをさらに含む、請求項1に記載の方法。
【請求項7】
前記モールドの中央を通過する軸の周りに径方向対称に配設された前記モールドの複数の領域を順次に、前記固化したインプリンティング材料から分離することをさらに含む、請求項1に記載の方法。
【請求項8】
前記モールドの領域を前記固化したインプリンティング材料から、前記モールドを前記モールドの表面の法線に対して交差するように延びる軸の周りで回転させることによって分離することをさらに含む、請求項1に記載の方法。
【請求項9】
形成するステップには、モールドを囲む前記テンプレートの表面を、一定の曲率半径となるように形成することが含まれる、請求項1に記載の方法。
【請求項10】
基板とモールドを有するテンプレートとの間に形状適合性性材料を広げる方法であって、
前記モールドを、前記基板と重なるようにして、それら間に容積が画定されるように配置し、
前記容積の第1の副部分に前記形状適合性性材料を、前記形状適合性性材料と前記モールドおよび前記基板の一方との間の毛管作用によって装入し、
前記容積の第2の副部分を、前記モールド内に変形を形成することによって充填する
ことを含む方法。
【請求項11】
前記テンプレートが、前記モールドとは反対側の側面を含み、充填するステップが、前記第1の側面と前記モールドの間に圧力差を生み出すことをさらに含む、請求項10に記載の方法。
【請求項12】
前記モールドが中央部分を含み、充填するステップが、形状適合性性材料を前記中央部分に接触させ、後に前記モールドの残りの部分を前記形状適合性性材料に接触させることをさらに含む、請求項10に記載の方法。
【請求項13】
前記モールドが中立軸を含み、装入するステップが、前記形状適合性性材料に接触する前に前記中立軸を弓形に曲げることをさらに含む、請求項10に記載の方法。
【請求項14】
配置するステップが、前記モールドを前記基板に対して中央に配置することをさらに含む、請求項10に記載の方法。
【請求項15】
前記モールドがそれに付随する、前記基板の面積よりも広い面積を有する、請求項10に記載の方法。
【請求項16】
前記テンプレートが前記モールドとは反対側の側面を含み、装入するステップが、実質的に等しい圧力が前記第1の側面と前記モールドにかかるのを維持しながら、前記モールドと前記基板の間の距離を変化させることをさらに含む、請求項10に記載の方法。
【請求項17】
装入するステップが、充填するステップよりも前に行われる、請求項10に記載の方法。
【請求項18】
前記第1および第2の副部分がそれらに関連する、前記容積未満の総容積を有する、請求項10に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【公表番号】特表2009−517882(P2009−517882A)
【公表日】平成21年4月30日(2009.4.30)
【国際特許分類】
【出願番号】特願2008−543272(P2008−543272)
【出願日】平成18年9月22日(2006.9.22)
【国際出願番号】PCT/US2006/037109
【国際公開番号】WO2007/064386
【国際公開日】平成19年6月7日(2007.6.7)
【出願人】(503193362)モレキュラー・インプリンツ・インコーポレーテッド (94)
【Fターム(参考)】
【公表日】平成21年4月30日(2009.4.30)
【国際特許分類】
【出願日】平成18年9月22日(2006.9.22)
【国際出願番号】PCT/US2006/037109
【国際公開番号】WO2007/064386
【国際公開日】平成19年6月7日(2007.6.7)
【出願人】(503193362)モレキュラー・インプリンツ・インコーポレーテッド (94)
【Fターム(参考)】
[ Back to top ]