
固定型等速自在継手
【課題】極寒地において使用されても、潤滑不足によるスティックスリップの発生、冷時異音を抑えることができる固定型等速自在継手を提供する。
【解決手段】内径面に複数のトラック溝22が形成された外側継手部材23と、外径面に複数のトラック溝25が形成された内側継手部材26と、外側継手部材23のトラック溝22と内側継手部材26のトラック溝25との間に介在してトルクを伝達する複数のボール27と、このボール27を保持するケージ28とを備え、継手内部にグリースを封入した固定式等速自在継手において、前記外側継手部材23の内表面、内側継手部材26の外表面、およびケージ28の内外表面のうち、少なくとも外側継手部材23のトラック溝22に多数の微少くぼみを形成し、このくぼみ形成面の表面粗さをRa0.8以上とすると共に表面粗さのパラメータのRsk値を負の値とし、冷時異音を抑制した。
【解決手段】内径面に複数のトラック溝22が形成された外側継手部材23と、外径面に複数のトラック溝25が形成された内側継手部材26と、外側継手部材23のトラック溝22と内側継手部材26のトラック溝25との間に介在してトルクを伝達する複数のボール27と、このボール27を保持するケージ28とを備え、継手内部にグリースを封入した固定式等速自在継手において、前記外側継手部材23の内表面、内側継手部材26の外表面、およびケージ28の内外表面のうち、少なくとも外側継手部材23のトラック溝22に多数の微少くぼみを形成し、このくぼみ形成面の表面粗さをRa0.8以上とすると共に表面粗さのパラメータのRsk値を負の値とし、冷時異音を抑制した。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、自動車等の車両の動力伝達系に使用されるもので、駆動側と従動側の二軸間で角度変位のみを許容する固定型等速自在継手であって、特に極寒地で使用されても、潤滑不足によるスティックスリップの発生を抑制した固定型等速自在継手に関する。
【背景技術】
【0002】
固定型等速自在継手であるツェッパ型等速自在継手は、図6に示すように、外側継手部材3、内側継手部材6、ボール7およびケージ8からなる。外側継手部材3の球状内径面1には複数のトラック溝2が円周方向等間隔に、かつ軸方向に沿って形成されている。内側継手部材6の球状外径面4には、外側継手部材3のトラック溝2と対向するトラック溝5が円周方向等間隔に、かつ軸方向に沿って形成されている。外側継手部材3のトラック溝2と内側継手部材6のトラック溝5との間にトルクを伝達する複数のボール7が介在されている。外側継手部材3の球状内径面1と内側継手部材6の球状外径面4の間に、ボール7を保持するケージ8が配置されている。外側継手部材3の外周と、内側継手部材6に連結されたシャフトの外周とをブーツで覆い、継手内部には、潤滑剤としてグリースが封入されている(図示省略)。
【0003】
図6に示すように、外側継手部材3の球状内径面1と内側継手部材6の球状外径面4の曲率中心は、いずれも、継手の中心Oに形成されている。これに対して、外側継手部材3のトラック溝2の曲率中心Aと、内側継手部材6のトラック溝5の曲率中心Bとは、継手の中心Oに対して軸方向に等距離Lオフセットされている。これにより、継手が作動角をとった場合、外側継手部材3と内側継手部材6の両軸線がなす角度を二等分する平面上にボール7が常に案内され、二軸間で等速に回転トルクが伝達されることになる。
【0004】
ところで、極寒地に長時間放置された自動車では、その前輪を駆動するために使用される固定型等速自在継手も外気温と同等の低温(例えば、−20℃以下)となり、その固定型等速自在継手に封入されているグリースも同様の低温になっている。
【0005】
このような場合に、固定型等速自在継手が高作動角状態で、この継手にトルクが入力されると、トルク入力した直後に、継手内部のトラック溝と、このトラック溝に案内されるボールとの間で、一時的な潤滑不足によるスティックスリップが発生することがある。このようなスティックスリップが発生すれば異音として運転者に聴こえる場合がある。この異音のことを冷時異音という。この冷時異音はジョイントが回転すれば、その発熱によりジョイント内部温度が上昇しすぐに消えるため、長期に低温環境下に置かれた車両で発進する際のみ問題となり、発進直後以外は問題とならない。
【0006】
上記のような冷時異音の問題ではないが、従来、等速自在継手の異音の発生を抑えるものがある(特許文献1〜3)。特許文献1に記載のものは、摺動型等速自在継手であって、保持器ポケットの継手軸方向に対向するポケット壁面の周方向中央部を中高として、この中高部において所望のボール締め代にして、異音発生を防止したものである。
【0007】
特許文献2に記載のものは、固定型等速自在継手の保持器のポケットとボールとの間の隙間を0〜30μmとすると共に、トラック溝に摩擦係数0.13以下のグリースを付着させて、打音の発生を抑えたものである。
【0008】
特許文献3に記載のものは、8個のボールを使用した固定型等速自在継手において、ボールの表面に微少凹部をランダムに多数形成し、ボールの表面粗さをRa0.03〜Ra0.6、ボールの表面粗さパラメータRsk値を−1.0以下に設定したことで、摩擦を低減させてトルク伝達効率を向上したものである。
【特許文献1】実公昭61−19212号公報
【特許文献2】実開平5−75525号公報
【特許文献3】特開2008−190596号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
従来技術は、前述したような極寒地に長時間放置された自動車における固定型等速自在継手のトラック溝とボールとの間で、一時的な潤滑不足によるスティックスリップ、冷時異音という特殊な環境で発生する異音に着目したものではない。
【0010】
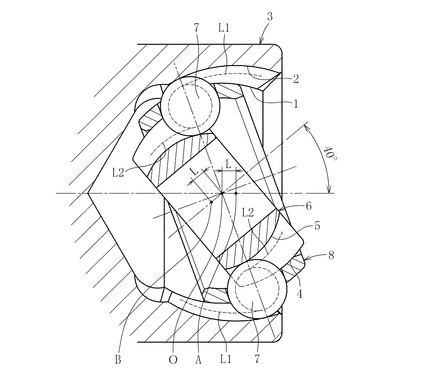
本願の発明者らは、上記のスティックスリップの原因を究明するために固定型等速自在継手の作動状態を検討した。図6に示す固定型等速自在継手は、ボールが6個のツェッパ型等速自在継手が作動角40°をとった状態を示す。ラインL1は外側継手部材3のトラック溝2とボール7との接触点の軌跡であり、ラインL2は内側継手部材6のトラック溝5とボール7との接触点の軌跡である。両トラック溝2、5とボール7とは、接触角をもって接触しているので、ラインL1およびラインL2は各トラック溝2、5の溝底から離れた位置で接触する。ラインL1およびラインL2の接触点軌跡の長さを表1に記載した。ラインL1の接触点軌跡の長さは、ラインL2接触点の軌跡の長さの1.57倍の長さであり、外側継手部材3のトラック溝2とボール7との接触点の移動量が大きいことがわかる。
【0011】
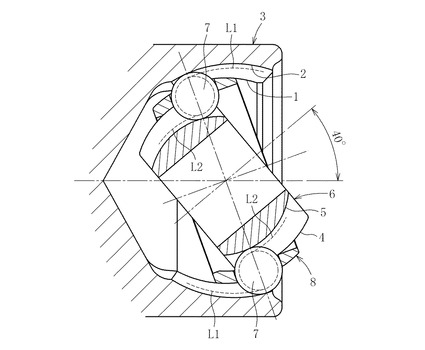
図7に示す固定型等速自在継手は、ボールが8個のツェッパ型等速自在継手が作動角40°をとった状態を示す。図6と同様に、ラインL1は外側継手部材3のトラック溝2とボール7との接触点の軌跡であり、ラインL2は内側継手部材6のトラック溝5とボール7との接触点の軌跡である。表1に記載したように、ボールが8個のツェッパ型等速自在継手の場合は、ラインL1の接触点軌跡の長さは、ラインL2接触点の軌跡の長さの1.53倍の長さであり、外側継手部材3のトラック溝2とボール7との接触点の移動量が大きいことがわかる。
【表1】

【0012】
上記の結果、外側継手部材3のトラック溝2とボール7との接触点と内側継手部材6のトラック溝5とボール7との接触点との間に周速差が発生し、滑りが生じる。固定型等速自在継手の内部が極低温になると、グリースが流動しにくい状態になり、上記の滑り接触部に一時的な潤滑不足によるスティックスリップが発生すると考えられる。
【0013】
上記のスティックスリップは、固定型等速自在継手が回転すると、ボールとトラック溝間やケージと内側継手部材および外側継手部材の球面接触部での発熱により、極短時間で固定型等速自在継手の内部に封入されたグリースの温度が上昇するため、スティックスリップは発生しなくなる。また、固定型等速自在継手の内部温度が−20℃まで低くならない場合や、−20℃以下でも固定型等速自在継手の作動角が小さい場合にはスティックスリップは発生しないことが分かった。作動角が小さい場合には、トラック溝とボール間の相対変位が小さく、外側継手部材のトラック溝とボールとの接触点と内側継手部材のトラック溝とボールとの接触点との間に発生する周速差による滑り量が少ないためと考えられる。
【0014】
このような状態に鑑み、極低温かつ高面圧下での潤滑性を向上する手段として、外側継手部材のトラック溝と球状内径面、内側継手部材のトラック溝と球状外径面、およびケージの球状内外径面の表面粗さに着目したものである。
【0015】
この発明の目的は、極寒地で使用されても、一時的な潤滑不足によるスティックスリップの発生を抑え、冷時異音を抑制した固定型等速自在継手を提供することにある。
【課題を解決するための手段】
【0016】
この発明に係る固定型等速自在継手は、内径面に複数のトラック溝が形成された外側継手部材と、外径面に複数のトラック溝が形成された内側継手部材と、前記外側継手部材のトラック溝と内側継手部材のトラック溝との間に介在してトルクを伝達する複数のボールと、このボールを保持するケージとを備え、継手内部にグリースを封入した固定式等速自在継手において、前記外側継手部材の内表面、内側継手部材の外表面、およびケージの内外表面のうち、少なくとも、外側継手部材のトラック溝に多数の微少くぼみを形成し、このくぼみ形成面の表面粗さをRa0.8以上とすると共に表面粗さのパラメータのRsk値を負の値とし、冷時異音を抑制したことを特徴とするものである。
【0017】
請求項2の発明は、請求項1に記載の固定型等速自在継手において、前記微少くぼみを、外側継手部材の内表面を構成する球状内径面にも形成したものである。
【0018】
請求項3の発明は、請求項1又は請求項2に記載の固定型等速自在継手において、前記微少くぼみを、内側継手部材の外表面を構成するトラック溝および球状外径面にも形成したものである。
【0019】
請求項4の発明は、請求項1〜3のいずれか1項に記載の固定型等速自在継手において、前記微少くぼみを、ケージの内外表面を構成する球状内径面および球状外径面にも形成したものである。
【0020】
請求項5の発明に係る固定型等速自在継手は、内径面に複数のトラック溝が形成された外側継手部材と、外径面に複数のトラック溝が形成された内側継手部材と、前記外側継手部材のトラック溝と内側継手部材のトラック溝との間に介在してトルクを伝達する複数のボールと、このボールを保持するケージとを備え、継手内部にグリースを封入した固定式等速自在継手において、前記外側継手部材の内表面、内側継手部材の外表面およびケージの内外表面のうち、少なくとも内側継手部材の外表面とケージの内外表面に多数の微少くぼみを形成し、この微少くぼみの表面粗さをRa0.8以上とすると共に表面粗さのパラメータのRsk値を負の値とし、冷時異音を抑制したことを特徴とするものである。
【0021】
請求項6の発明は、請求項1〜5のいずれか1項に記載の固定型等速自在継手において、前記微少くぼみの表面粗さをRa0.8以上Ra1.5以下の範囲にしたものである。
【0022】
請求項7の発明は、請求項1〜6のいずれか1項に記載の固定型等速自在継手において、前記グリースの増ちょう剤をウレア化合物とし、ちょう度を0号から2号としたものである。
【0023】
請求項8の発明は、請求項1〜7のいずれか1項に記載の固定型等速自在継手において、前記外側継手部材および内側継手部材の各トラック溝を軸方向において円弧部のみで形成したものである。
【0024】
請求項9の発明は、請求項1〜7のいずれか1項に記載の固定型等速自在継手において、前記外側継手部材および内側継手部材の各トラック溝を軸方向において円弧部とストレート部で構成したものである。
【0025】
請求項10の発明は、請求項1〜9のいずれか1項に記載の固定型等速自在継手において、前記外側継手部材および内側継手部材のトラック溝を6本とし、外側継手部材および内側継手部材の対向するトラック溝に介在するボールを6個としたものである。
【0026】
請求項11の発明は、請求項1〜9のいずれか1項に記載の固定型等速自在継手において、前記外側継手部材および内側継手部材のトラック溝を8本とし、外側継手部材および内側継手部材の対向するトラック溝に介在するボールを8個としたものである。
【0027】
前述のように、外側継手部材のトラック溝とボールとの接触点と内側継手部材のトラック溝とボールとの接触点との周速差が発生し、滑りが生じる。このような固定型等速自在継手の内部が極低温になると、グリースが流動しにくい状態になり、上記の滑り接触部に一時的な潤滑不足が起こり、スティックスリップが発生しやすいという現象をつきとめ、これに着目し、外側継手部材のトラック溝と球状内径面、内側継手部材のトラック溝と球状外径面、およびケージの球状内外径面の表面粗さの新たな設定を見出したものである。本発明はこのような知見に基づくものである。
【発明の効果】
【0028】
この発明の固定型等速自在継手によれば、外側継手部材の内表面、内側継手部材の外表面、およびケージの内外表面のうち、少なくとも外側継手部材のトラック溝に、あるいは内側継手部材の外表面とケージの内外表面に多数の微少くぼみを形成し、このくぼみ形成面の表面粗さをRa0.8以上とすると共に表面粗さのパラメータのRsk値を負の値としたので、このような表面粗さを有するトラック溝表面とボール間や各接触部におけるスティックスリップが起こりにくい接触状態に加えて、潤滑剤であるグリースの高い保持能力により、スティックスリップ、冷時異音の発生を抑制することができる。
【0029】
さらに、上記くぼみ形成面の表面粗さをRa0.8以上Ra1.5以下の範囲にしたことにより、上記の作用に加えて、定常走行における音響抑制も維持しつつ、冷時スティックスリップおよび、これによる冷時異音の発生をより一層抑制することができる。
【発明を実施するための最良の形態】
【0030】
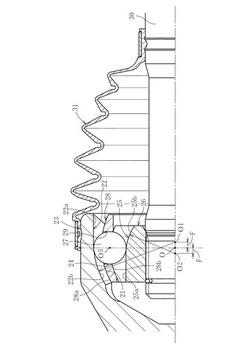
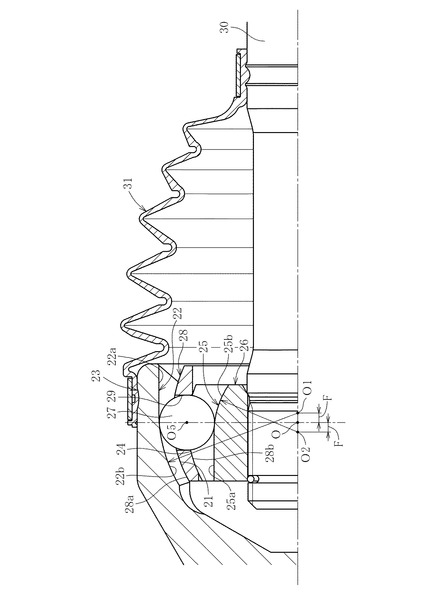
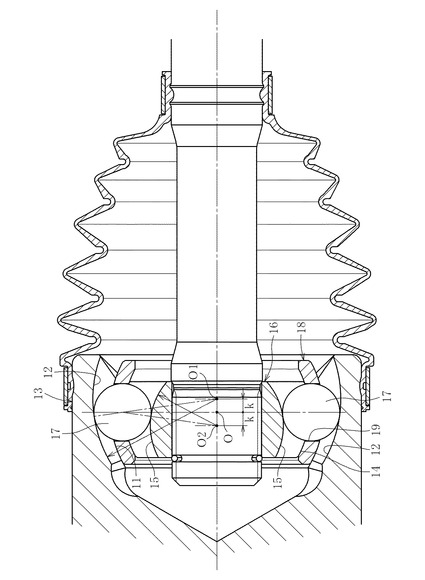
以下、この発明の実施形態を図1〜図4に基づいて説明する。図1は実施形態の固定型等速自在継手を軸線と平行な面で切断した縦断面図、図2は軸線と直交する断面で切断した横断面図である。図3は図2の要部を示す。
【0031】
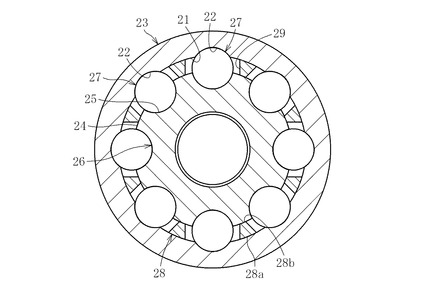
本発明の実施形態の固定型等速自在継手は、図1および図2に示すように、外側継手部材23、内側継手部材26、ボール27およびケージ28からなる。外側継手部材23の球状内径面21には複数のトラック溝22が円周方向等間隔に、かつ軸方向に沿って形成されている。内側継手部材26の球状外径面24には、外側継手部材23のトラック溝22と対向するトラック溝25が円周方向等間隔に、かつ軸方向に沿って形成されている。外側継手部材23のトラック溝22と内側継手部材26のトラック溝25との間にトルクを伝達する複数のボール27が介在されている。外側継手部材23の球状内径面21と内側継手部材26の球状外径面24の間に、ボール27を保持するケージ28が配置されている。ケージ28の球状外径面28aは外側継手部材23の球状内径面21と、ケージ28の球状内径面28bは内側継手部材26の球状外径面24とそれぞれ嵌合している。ここで、外側継手部材23のトラック溝22と球状内径面21を合わせて外側継手部材23の内表面という。また、内側継手部材26のトラック溝25と球状外径面24を合わせて内側継手部材26の外表面といい、ケージ28の球状外径面28aと球状内径面28bを合わせてケージ28の内外表面という。
【0032】
外側継手部材23の球状内径面21と内側継手部材26の球状外径面24の曲率中心は、それぞれ継手の中心Oに形成されている。外側継手部材23のトラック溝22は、開口側のストレート部22aと、奥側の円弧部22bとからなる。一方、内側継手部材26のトラック溝25は、開口側の円弧部25bと奥側のストレート部25aとからなる。外側継手部材23のトラック溝22の円弧部22bの曲率中心O1と、内側継手部材26のトラック溝25の円弧部25bの曲率中心O2とは、継手の中心Oに対して軸方向に等距離Fオフセットされている。これにより、継手が作動角をとった場合、外側継手部材23と内側継手部材26の両軸線がなす角度を二等する平面上にボール27が常に案内され、二軸間で等速に回転が伝達されることになる。この固定型等速自在継手は、ボールが8個のアンダーカットフリータイプである。尚、この実施形態では、ケージ28の球状外径面28aの曲率中心(図示省略)は継手中心Oより開口側に、ケージ28の球状内径面28bの曲率中心(図示省略)は継手中心Oより奥側にそれぞれ小量オフセットして形成されている。
【0033】
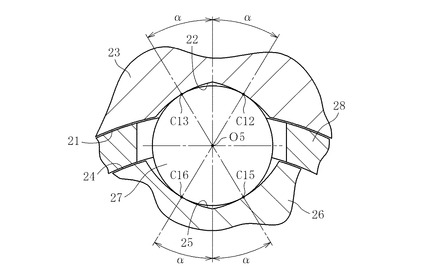
図3は図2の要部であり、詳しくは外側継手部材23と内側継手部材26の対向するトラック溝22、25の横断面である。図3に示すように、ボール27は、外側継手部材23のトラック溝22と2点C12、C13でアンギュラコンタクトし、内側継手部材26のトラック溝25と2点C15、C16でアンギュラコンタクトしている。ボール中心O5と各接点C12、C13、C15、C16を通る直線と、ボール中心O5と継手中心Oを通る直線がなす角度αは30°〜38°に設定することが好ましい。本実施形態の8個ボールの継手は、従来の6個ボールの継手に比べ、そのボール径が小さく形成されているが、従来の継手と同等以上の耐久性が得られる。
【0034】
このアンダーカットフリータイプの固定型等速自在継手の場合も、前述の図7に示すボールが8個のツェッパ型等速自在継手と同様に、外側継手部材23のトラック溝22とボール27との接触点の移動量が、内側継手部材26のトラック溝25とボール27との接触点の移動量より大きい。したがって、外側継手部材23のトラック溝22とボール27との接触点と内側継手部材26のトラック溝25とボール27との接触点との間に周速差が発生し、滑りが生じる。
【0035】
外側継手部材23の外周と、内側継手部材26に連結されるシャフト30の外周とをブーツ31で覆い、継手内部には、潤滑剤としてグリースが封入されている。
【0036】
封入グリースは、基油、増ちょう剤および添加剤からなる。基油としては、鉱物油、エステル系合成油、エーテル系合成油、炭化水素系合成油等の普通に使用される潤滑油又はそれらの混合油が挙げられる。しかしながら、コストや固定型等速自在継手に取り付けられるブーツへの影響を考慮し、鉱物油のみの適用も可能である。
【0037】
増ちょう剤としては、リチウム石けん、リチウムコンプッレクス石けん、カルシウム石けん、カルシウムコンプレックス石けん、アルミニウム石けん、アルミニウムコンプレックス石けん等の石けん類、ジウレア化合物、ポリウレア化合物等のウレア化合物が挙げられるが、特に限定されるものではない。ただし、固定型等速自在継手の耐久性を考慮すると、ジウレア増ちょう剤が望ましい。
【0038】
添加剤としては、固定型等速自在継手の耐久性を考慮し、モリブデン系添加剤や、その他極圧添加剤を0.1〜10質量%添加してもよい。
【0039】
固定型等速自在継手に封入されるグリースは、その使用状態から、ちょう度0〜2号とするのが好ましく、より好ましくは1号とする。
【0040】
外側継手部材23のトラック溝22、球状内径面21、内側継手部材26のトラック溝25、球状外径面24やケージ28の球状外径面28a、球状内径面28bの表面には、多数の微少凹部をランダムに形成してあり、その表面粗さ(算術的平均粗さ)を0.8以上とすると共に、表面粗さのパラメータRsk値を負の値とした。
【0041】
ここで、表面粗さのRaとは、JIS B 0601−2001において規定する表面粗さパラメータの「高さ方向の振幅平均パラメータ」における算術平均粗さRaである。また、本文中に表記のRaの単位はすべて「μm」である。
【0042】
表面粗さのパラメータRsk値とは、JIS B 0601−2001において規定する表面粗さの分布曲線の歪度(SKEWNESS)、すなわち、表面粗さの平均値に対する凹凸の振幅分布曲線の相対性を表す値である。
【0043】
パラメータRsk値は、表面粗さの平均線に対して、振幅分布曲線の山が多いときは正、山と谷が等しいときは零、谷が多いときは負の値となる。したがって、微少凹部を多数形成した外側継手部材23のトラック溝22、球状内径面21、内側継手部材26のトラック溝25、球状外径面24やケージ28の球状外径面28a、球状内径面28bの表面粗さのパラメータRsk値は負の値となる。
【0044】
表面粗さの測定箇所は、内側継手部材26および外側継手部材23のいずれも次のとおりである。トラック溝22、25は、一つのトラック溝底の継手中心Oの位置で、軸方向および周方向の2方向の測定結果の平均値とする。球状内径面21、球状外径面24は、球面幅中心(継手中心Oの位置)の一箇所で、軸方向および周方向の2方向の測定結果の平均値とする。ケージ28については次のとおりである。球状外径面28a、球状内径面28bのいずれも、一箇所の柱部中央の継手中心Oの位置で、軸方向および周方向の2方向の測定結果の平均値とする。
【0045】
Ra値およびRsk値の測定には、測定器フォームタリサーフ(テーラーホブソン製)で測定する。測定条件として、カットオフ種別:ガウシアン、測定長さ:5λで、カットオフ数:6、カットオフ波長:0.25mm、測定倍率:10000倍、測定速度:0.30mm/Sとした。
【0046】
微少くぼみを多数形成する方法としては、例えば、特殊バレル研磨があるが、それ以外にショットピーニング処理等により表面加工を行ってもよい。バレル研磨は、バレル容器に研磨対象物であるワークと研磨材(メディア)を入れ、バレル運動により発生するワークとメディアとの相対摩擦のより表面加工を行う。バレル研磨においてRsk値のコントロールは、バレル研磨機の回転速度、加工時間、ワーク投入量、チップの種類と大きさ等を選ぶことにより行える。
【0047】
ショットピーニングは、処理対象物の表面に小粒子を投射する処理であり、最表面を塑性変形させる条件で行われる。
【実施例】
【0048】
以下に本発明の実施例および比較例を説明する。表2に示すように各実施例および比較例の固定型等速自在継手は、両継手部材、ケージに種々レベルの表面粗さおよびRsk値を有する処理を施した。各実施例および比較例は、いずれも実施形態で説明したボールが8個のアンダーカットフリータイプの固定型等速自在継手である。
【0049】
各実施例および比較例には実績のある同じグリースを封入し、その組成は、次のとおりである。
基油:ナフテン系鉱物油30質量%、パラフィン系鉱物油70質量%(基油として含まれる潤滑成分の全質量に対する質量%)
増ちょう剤:脂肪式ジウレア化合物と芳香族ジウレア化合物の混合14質量%(グリース組成成分(基油と増ちょう剤と添加剤)の全質量に対する質量%)
添加剤:二硫化モリブデン(MoS2)、モリブデンジチオカーバメイト(MODTC)、モリブデンジチオフォスフェート(MODTP)、S系極圧添加剤、SN系極圧添加剤
しかし、封入グリースはこれに限るものではない。
【0050】
各実施例および比較例は、表2に示す表面粗さを有する。具体的には、各実施例および比較例として、微少くぼみを形成した部位、そのくぼみ形成面の表面粗さRa、Rskを表2に示すように種々異ならせたものを準備した。
【0051】
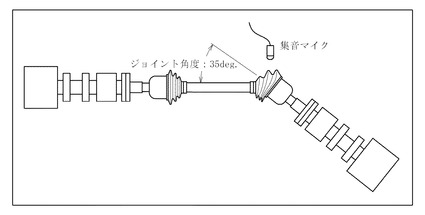
冷時異音の評価試験
冷時異音を計測する試験機を図5に示す。冷時異音の試験条件は、各実施例および比較例ともに次のとおりである。
ジョイント作動角:35°
回転数:200rpm
負荷トルク:500Nm、
冷蔵温度:−40℃で6時間以上冷蔵
内側継手部材に貼り付けた熱電対により、試験直前の継手内部温度を計測し、継手内部温度が−30℃のときの異音レベルを集音マイクにて計測した。その測定結果を表2に示す。
表中の評価基準は次のとおりである。
◎:優れる、○:良好、△:やや劣る、×:不良
また、表中の表面処理実施部位の欄の記号は次のとおりである。
○:表面処理を実施 −:表面処理を未実施
【表2】
【0052】
表2に示す比較例4は現状品のサンプルである。外側継手部材の内表面、内側継手部材の外表面およびケージの内外表面は、いずれも微少くぼみを形成しておらず、その表面粗さRa0.5、Rsk0.03である。評価結果として、冷時異音の問題がある。通常異音については当然のことながら問題はない。この比較例4を基準にして、微少くぼみを形成する部位、そのくぼみ形成面の表面粗さRa、Rskを種々異ならせたサンプルを立案、評価して本発明に至った。
【0053】
各比較例の分析経緯は後述することにして、まず、実施例の評価結果を説明する。
実施例1は、外側継手部材の内表面、内側継手部材の外表面およびケージの内外表面のいずれにも表面粗さRa0.8、Rsk−0.12の微少くぼみを形成したもので、優れた冷時異音の抑制効果が認められた。これは、当該表面粗さを有するトラック溝表面とボール間および各接触部におけるスティックスリップが起こりにくい接触面状態に加えて、潤滑剤であるグリースの高い保持能力によるものと考えられる。
【0054】
実施例4は、実施例1に対して表面粗さを粗くしたものであり、外側継手部材の内表面、内側継手部材の外表面およびケージの内外表面のいずれにも表面粗さRa1.5、Rsk−0.5の微少くぼみを形成したものである。実施例4は、同様に優れた冷時異音の抑制効果が認められた。
【0055】
実施例2および実施例5は、微少くぼみを形成する部位を外側継手部材の内表面のみとしたものである。実施例2は、外側継手部材の内表面のみ表面粗さRa0.8、Rsk−0.49の微少くぼみを形成したもので、一方、実施例5は、外側継手部材の内表面のみ表面粗さRa1.5、Rsk−0.5の微少くぼみを形成したものである。実施例2および実施例5は、いずれも冷時異音の抑制効果が優れていた。これは、外側継手部材のトラック溝とボールとの接触点の移動量が大きいことによると考えられる。
【0056】
実施例3および実施例6は、微少くぼみを形成する部位を内側継手部材の外表面とケージの内外表面としたものである。実施例3は、内側継手部材の外表面とケージの内外表面の双方の表面粗さRa0.8、Rsk−0.69の微少くぼみを形成したもので、一方、実施例6は、内側継手部材の外表面とケージの内外表面の双方の表面粗さRa1.5、Rsk−0.74の微少くぼみを形成したものである。実施例3および実施例6は、実施例1、実施例2、実施例4および実施例5に比べて冷時異音の抑制効果は少し劣るが、実用上は問題のないレベルであった。
【0057】
上記の各実施例は、表2に示すように通常異音においても良好な結果であった。また、微少くぼみの表面粗さがRa0.7以下では、通常環境でのグリース保持能力があったとしても、特殊な環境下でのスティックスリップ、冷時異音の発生を抑制できるものではない。一方、微少くぼみの表面粗さがRa1.5を越えると、冷時異音を抑制できるものの、常温での評価において異音が発生する通常異音という別の問題が発生することが評価試験の結果より明らかになった。したがって、微少くぼみを形成した表面の粗さはRa0.8〜Ra1.5が実用的な範囲となる。
【0058】
次に、各比較例の評価結果を説明する。比較例1〜3は、いずれも現状品(比較例4)に対して、表面粗さを良くしたものである(微少くぼみは形成していない)が、冷時異音の評価結果は劣っていた。表面粗さを良好にしても冷時異音の抑制に効果がないことが分かった。
【0059】
比較例5および比較例6は、現状品(比較例4)レベルの表面粗さで、微少くぼみを形成したものである。表面粗さRa0.5で微少くぼみを形成した表面状態では、冷時異音の抑制には十分でないことが判明した。
【0060】
比較例7〜9は、表面粗さRa0.8又は1.5で微少くぼみを形成する部位を内側継手部材の外表面又はケージの内外表面としたものである。比較例7〜9の評価結果より、微少くぼみを形成する部位を内側継手部材の外表面又はケージの内外表面のみとした場合は、冷時異音の抑制効果が十分出ないことが判明した。
【0061】
比較例10〜13は、表面粗さを非常に粗くし、表面粗さRa2.5として微少くぼみを形成したものである。微少くぼみを形成する部位により、冷時異音の抑制効果が良好なものもあるが、このような表面粗さすると、トラック溝とボールとの接触移動に伴う通常異音が大きくなり、実用できないことが判明した。
【0062】
表2の測定結果は、ボールが8個のアンダーカットフリータイプの固定型等速自在継手のものであるが、ボールが6個のアンダーカットフリータイプの固定型等速自在継手においても同様に冷時異音の抑制効果がある。
【0063】
また、図4に示すような、トラック溝が円弧部のみからなるツェッパ型等速自在継手においても、外側継手部材のトラック溝とボールとの接触点と内側継手部材のトラック溝とボールとの接触点との間に発生する周速差による滑り量は、アンダーカットフリータイプの固定型等速自在継手と同様であるので、冷時異音の抑制効果がある。
【図面の簡単な説明】
【0064】
【図1】この発明に係る固定型等速自在継手の縦断面図である。
【図2】前記固定型等速自在継手の横断面図である。
【図3】図2の要部を拡大した横断面図である。
【図4】軸方向において円弧部のみで形成されたトラック溝を有する固定型等速自在 継手の縦断面図である。
【図5】冷時異音を計測する試験機の平面図である。
【図6】従来の6個ボールの固定型等速自在継手が高作動角をとった場合の、トラッ ク溝とボールの接触状態を示す縦断面図である。
【図7】従来の8個ボールの固定型等速自在継手が高作動角をとった場合の、トラッ ク溝とボールの接触状態を示す縦断面図である。
【符号の説明】
【0065】
21 球状内径面
22 トラック溝
22a ストレート部
22b 円弧部
23 外側継手部材
24 球状外径面
25 トラック溝
25a ストレート部
25b 円弧部
26 内側継手部材
27 ボール
28 ケージ
28a 球状外径面
28b 球状内径面
O 継手中心
O1 外側継手部材のトラック溝の円弧部の曲率中心
O2 内側継手部材のトラック溝の円弧部の曲率中心
O5 ボール中心
【技術分野】
【0001】
この発明は、自動車等の車両の動力伝達系に使用されるもので、駆動側と従動側の二軸間で角度変位のみを許容する固定型等速自在継手であって、特に極寒地で使用されても、潤滑不足によるスティックスリップの発生を抑制した固定型等速自在継手に関する。
【背景技術】
【0002】
固定型等速自在継手であるツェッパ型等速自在継手は、図6に示すように、外側継手部材3、内側継手部材6、ボール7およびケージ8からなる。外側継手部材3の球状内径面1には複数のトラック溝2が円周方向等間隔に、かつ軸方向に沿って形成されている。内側継手部材6の球状外径面4には、外側継手部材3のトラック溝2と対向するトラック溝5が円周方向等間隔に、かつ軸方向に沿って形成されている。外側継手部材3のトラック溝2と内側継手部材6のトラック溝5との間にトルクを伝達する複数のボール7が介在されている。外側継手部材3の球状内径面1と内側継手部材6の球状外径面4の間に、ボール7を保持するケージ8が配置されている。外側継手部材3の外周と、内側継手部材6に連結されたシャフトの外周とをブーツで覆い、継手内部には、潤滑剤としてグリースが封入されている(図示省略)。
【0003】
図6に示すように、外側継手部材3の球状内径面1と内側継手部材6の球状外径面4の曲率中心は、いずれも、継手の中心Oに形成されている。これに対して、外側継手部材3のトラック溝2の曲率中心Aと、内側継手部材6のトラック溝5の曲率中心Bとは、継手の中心Oに対して軸方向に等距離Lオフセットされている。これにより、継手が作動角をとった場合、外側継手部材3と内側継手部材6の両軸線がなす角度を二等分する平面上にボール7が常に案内され、二軸間で等速に回転トルクが伝達されることになる。
【0004】
ところで、極寒地に長時間放置された自動車では、その前輪を駆動するために使用される固定型等速自在継手も外気温と同等の低温(例えば、−20℃以下)となり、その固定型等速自在継手に封入されているグリースも同様の低温になっている。
【0005】
このような場合に、固定型等速自在継手が高作動角状態で、この継手にトルクが入力されると、トルク入力した直後に、継手内部のトラック溝と、このトラック溝に案内されるボールとの間で、一時的な潤滑不足によるスティックスリップが発生することがある。このようなスティックスリップが発生すれば異音として運転者に聴こえる場合がある。この異音のことを冷時異音という。この冷時異音はジョイントが回転すれば、その発熱によりジョイント内部温度が上昇しすぐに消えるため、長期に低温環境下に置かれた車両で発進する際のみ問題となり、発進直後以外は問題とならない。
【0006】
上記のような冷時異音の問題ではないが、従来、等速自在継手の異音の発生を抑えるものがある(特許文献1〜3)。特許文献1に記載のものは、摺動型等速自在継手であって、保持器ポケットの継手軸方向に対向するポケット壁面の周方向中央部を中高として、この中高部において所望のボール締め代にして、異音発生を防止したものである。
【0007】
特許文献2に記載のものは、固定型等速自在継手の保持器のポケットとボールとの間の隙間を0〜30μmとすると共に、トラック溝に摩擦係数0.13以下のグリースを付着させて、打音の発生を抑えたものである。
【0008】
特許文献3に記載のものは、8個のボールを使用した固定型等速自在継手において、ボールの表面に微少凹部をランダムに多数形成し、ボールの表面粗さをRa0.03〜Ra0.6、ボールの表面粗さパラメータRsk値を−1.0以下に設定したことで、摩擦を低減させてトルク伝達効率を向上したものである。
【特許文献1】実公昭61−19212号公報
【特許文献2】実開平5−75525号公報
【特許文献3】特開2008−190596号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
従来技術は、前述したような極寒地に長時間放置された自動車における固定型等速自在継手のトラック溝とボールとの間で、一時的な潤滑不足によるスティックスリップ、冷時異音という特殊な環境で発生する異音に着目したものではない。
【0010】
本願の発明者らは、上記のスティックスリップの原因を究明するために固定型等速自在継手の作動状態を検討した。図6に示す固定型等速自在継手は、ボールが6個のツェッパ型等速自在継手が作動角40°をとった状態を示す。ラインL1は外側継手部材3のトラック溝2とボール7との接触点の軌跡であり、ラインL2は内側継手部材6のトラック溝5とボール7との接触点の軌跡である。両トラック溝2、5とボール7とは、接触角をもって接触しているので、ラインL1およびラインL2は各トラック溝2、5の溝底から離れた位置で接触する。ラインL1およびラインL2の接触点軌跡の長さを表1に記載した。ラインL1の接触点軌跡の長さは、ラインL2接触点の軌跡の長さの1.57倍の長さであり、外側継手部材3のトラック溝2とボール7との接触点の移動量が大きいことがわかる。
【0011】
図7に示す固定型等速自在継手は、ボールが8個のツェッパ型等速自在継手が作動角40°をとった状態を示す。図6と同様に、ラインL1は外側継手部材3のトラック溝2とボール7との接触点の軌跡であり、ラインL2は内側継手部材6のトラック溝5とボール7との接触点の軌跡である。表1に記載したように、ボールが8個のツェッパ型等速自在継手の場合は、ラインL1の接触点軌跡の長さは、ラインL2接触点の軌跡の長さの1.53倍の長さであり、外側継手部材3のトラック溝2とボール7との接触点の移動量が大きいことがわかる。
【表1】
【0012】
上記の結果、外側継手部材3のトラック溝2とボール7との接触点と内側継手部材6のトラック溝5とボール7との接触点との間に周速差が発生し、滑りが生じる。固定型等速自在継手の内部が極低温になると、グリースが流動しにくい状態になり、上記の滑り接触部に一時的な潤滑不足によるスティックスリップが発生すると考えられる。
【0013】
上記のスティックスリップは、固定型等速自在継手が回転すると、ボールとトラック溝間やケージと内側継手部材および外側継手部材の球面接触部での発熱により、極短時間で固定型等速自在継手の内部に封入されたグリースの温度が上昇するため、スティックスリップは発生しなくなる。また、固定型等速自在継手の内部温度が−20℃まで低くならない場合や、−20℃以下でも固定型等速自在継手の作動角が小さい場合にはスティックスリップは発生しないことが分かった。作動角が小さい場合には、トラック溝とボール間の相対変位が小さく、外側継手部材のトラック溝とボールとの接触点と内側継手部材のトラック溝とボールとの接触点との間に発生する周速差による滑り量が少ないためと考えられる。
【0014】
このような状態に鑑み、極低温かつ高面圧下での潤滑性を向上する手段として、外側継手部材のトラック溝と球状内径面、内側継手部材のトラック溝と球状外径面、およびケージの球状内外径面の表面粗さに着目したものである。
【0015】
この発明の目的は、極寒地で使用されても、一時的な潤滑不足によるスティックスリップの発生を抑え、冷時異音を抑制した固定型等速自在継手を提供することにある。
【課題を解決するための手段】
【0016】
この発明に係る固定型等速自在継手は、内径面に複数のトラック溝が形成された外側継手部材と、外径面に複数のトラック溝が形成された内側継手部材と、前記外側継手部材のトラック溝と内側継手部材のトラック溝との間に介在してトルクを伝達する複数のボールと、このボールを保持するケージとを備え、継手内部にグリースを封入した固定式等速自在継手において、前記外側継手部材の内表面、内側継手部材の外表面、およびケージの内外表面のうち、少なくとも、外側継手部材のトラック溝に多数の微少くぼみを形成し、このくぼみ形成面の表面粗さをRa0.8以上とすると共に表面粗さのパラメータのRsk値を負の値とし、冷時異音を抑制したことを特徴とするものである。
【0017】
請求項2の発明は、請求項1に記載の固定型等速自在継手において、前記微少くぼみを、外側継手部材の内表面を構成する球状内径面にも形成したものである。
【0018】
請求項3の発明は、請求項1又は請求項2に記載の固定型等速自在継手において、前記微少くぼみを、内側継手部材の外表面を構成するトラック溝および球状外径面にも形成したものである。
【0019】
請求項4の発明は、請求項1〜3のいずれか1項に記載の固定型等速自在継手において、前記微少くぼみを、ケージの内外表面を構成する球状内径面および球状外径面にも形成したものである。
【0020】
請求項5の発明に係る固定型等速自在継手は、内径面に複数のトラック溝が形成された外側継手部材と、外径面に複数のトラック溝が形成された内側継手部材と、前記外側継手部材のトラック溝と内側継手部材のトラック溝との間に介在してトルクを伝達する複数のボールと、このボールを保持するケージとを備え、継手内部にグリースを封入した固定式等速自在継手において、前記外側継手部材の内表面、内側継手部材の外表面およびケージの内外表面のうち、少なくとも内側継手部材の外表面とケージの内外表面に多数の微少くぼみを形成し、この微少くぼみの表面粗さをRa0.8以上とすると共に表面粗さのパラメータのRsk値を負の値とし、冷時異音を抑制したことを特徴とするものである。
【0021】
請求項6の発明は、請求項1〜5のいずれか1項に記載の固定型等速自在継手において、前記微少くぼみの表面粗さをRa0.8以上Ra1.5以下の範囲にしたものである。
【0022】
請求項7の発明は、請求項1〜6のいずれか1項に記載の固定型等速自在継手において、前記グリースの増ちょう剤をウレア化合物とし、ちょう度を0号から2号としたものである。
【0023】
請求項8の発明は、請求項1〜7のいずれか1項に記載の固定型等速自在継手において、前記外側継手部材および内側継手部材の各トラック溝を軸方向において円弧部のみで形成したものである。
【0024】
請求項9の発明は、請求項1〜7のいずれか1項に記載の固定型等速自在継手において、前記外側継手部材および内側継手部材の各トラック溝を軸方向において円弧部とストレート部で構成したものである。
【0025】
請求項10の発明は、請求項1〜9のいずれか1項に記載の固定型等速自在継手において、前記外側継手部材および内側継手部材のトラック溝を6本とし、外側継手部材および内側継手部材の対向するトラック溝に介在するボールを6個としたものである。
【0026】
請求項11の発明は、請求項1〜9のいずれか1項に記載の固定型等速自在継手において、前記外側継手部材および内側継手部材のトラック溝を8本とし、外側継手部材および内側継手部材の対向するトラック溝に介在するボールを8個としたものである。
【0027】
前述のように、外側継手部材のトラック溝とボールとの接触点と内側継手部材のトラック溝とボールとの接触点との周速差が発生し、滑りが生じる。このような固定型等速自在継手の内部が極低温になると、グリースが流動しにくい状態になり、上記の滑り接触部に一時的な潤滑不足が起こり、スティックスリップが発生しやすいという現象をつきとめ、これに着目し、外側継手部材のトラック溝と球状内径面、内側継手部材のトラック溝と球状外径面、およびケージの球状内外径面の表面粗さの新たな設定を見出したものである。本発明はこのような知見に基づくものである。
【発明の効果】
【0028】
この発明の固定型等速自在継手によれば、外側継手部材の内表面、内側継手部材の外表面、およびケージの内外表面のうち、少なくとも外側継手部材のトラック溝に、あるいは内側継手部材の外表面とケージの内外表面に多数の微少くぼみを形成し、このくぼみ形成面の表面粗さをRa0.8以上とすると共に表面粗さのパラメータのRsk値を負の値としたので、このような表面粗さを有するトラック溝表面とボール間や各接触部におけるスティックスリップが起こりにくい接触状態に加えて、潤滑剤であるグリースの高い保持能力により、スティックスリップ、冷時異音の発生を抑制することができる。
【0029】
さらに、上記くぼみ形成面の表面粗さをRa0.8以上Ra1.5以下の範囲にしたことにより、上記の作用に加えて、定常走行における音響抑制も維持しつつ、冷時スティックスリップおよび、これによる冷時異音の発生をより一層抑制することができる。
【発明を実施するための最良の形態】
【0030】
以下、この発明の実施形態を図1〜図4に基づいて説明する。図1は実施形態の固定型等速自在継手を軸線と平行な面で切断した縦断面図、図2は軸線と直交する断面で切断した横断面図である。図3は図2の要部を示す。
【0031】
本発明の実施形態の固定型等速自在継手は、図1および図2に示すように、外側継手部材23、内側継手部材26、ボール27およびケージ28からなる。外側継手部材23の球状内径面21には複数のトラック溝22が円周方向等間隔に、かつ軸方向に沿って形成されている。内側継手部材26の球状外径面24には、外側継手部材23のトラック溝22と対向するトラック溝25が円周方向等間隔に、かつ軸方向に沿って形成されている。外側継手部材23のトラック溝22と内側継手部材26のトラック溝25との間にトルクを伝達する複数のボール27が介在されている。外側継手部材23の球状内径面21と内側継手部材26の球状外径面24の間に、ボール27を保持するケージ28が配置されている。ケージ28の球状外径面28aは外側継手部材23の球状内径面21と、ケージ28の球状内径面28bは内側継手部材26の球状外径面24とそれぞれ嵌合している。ここで、外側継手部材23のトラック溝22と球状内径面21を合わせて外側継手部材23の内表面という。また、内側継手部材26のトラック溝25と球状外径面24を合わせて内側継手部材26の外表面といい、ケージ28の球状外径面28aと球状内径面28bを合わせてケージ28の内外表面という。
【0032】
外側継手部材23の球状内径面21と内側継手部材26の球状外径面24の曲率中心は、それぞれ継手の中心Oに形成されている。外側継手部材23のトラック溝22は、開口側のストレート部22aと、奥側の円弧部22bとからなる。一方、内側継手部材26のトラック溝25は、開口側の円弧部25bと奥側のストレート部25aとからなる。外側継手部材23のトラック溝22の円弧部22bの曲率中心O1と、内側継手部材26のトラック溝25の円弧部25bの曲率中心O2とは、継手の中心Oに対して軸方向に等距離Fオフセットされている。これにより、継手が作動角をとった場合、外側継手部材23と内側継手部材26の両軸線がなす角度を二等する平面上にボール27が常に案内され、二軸間で等速に回転が伝達されることになる。この固定型等速自在継手は、ボールが8個のアンダーカットフリータイプである。尚、この実施形態では、ケージ28の球状外径面28aの曲率中心(図示省略)は継手中心Oより開口側に、ケージ28の球状内径面28bの曲率中心(図示省略)は継手中心Oより奥側にそれぞれ小量オフセットして形成されている。
【0033】
図3は図2の要部であり、詳しくは外側継手部材23と内側継手部材26の対向するトラック溝22、25の横断面である。図3に示すように、ボール27は、外側継手部材23のトラック溝22と2点C12、C13でアンギュラコンタクトし、内側継手部材26のトラック溝25と2点C15、C16でアンギュラコンタクトしている。ボール中心O5と各接点C12、C13、C15、C16を通る直線と、ボール中心O5と継手中心Oを通る直線がなす角度αは30°〜38°に設定することが好ましい。本実施形態の8個ボールの継手は、従来の6個ボールの継手に比べ、そのボール径が小さく形成されているが、従来の継手と同等以上の耐久性が得られる。
【0034】
このアンダーカットフリータイプの固定型等速自在継手の場合も、前述の図7に示すボールが8個のツェッパ型等速自在継手と同様に、外側継手部材23のトラック溝22とボール27との接触点の移動量が、内側継手部材26のトラック溝25とボール27との接触点の移動量より大きい。したがって、外側継手部材23のトラック溝22とボール27との接触点と内側継手部材26のトラック溝25とボール27との接触点との間に周速差が発生し、滑りが生じる。
【0035】
外側継手部材23の外周と、内側継手部材26に連結されるシャフト30の外周とをブーツ31で覆い、継手内部には、潤滑剤としてグリースが封入されている。
【0036】
封入グリースは、基油、増ちょう剤および添加剤からなる。基油としては、鉱物油、エステル系合成油、エーテル系合成油、炭化水素系合成油等の普通に使用される潤滑油又はそれらの混合油が挙げられる。しかしながら、コストや固定型等速自在継手に取り付けられるブーツへの影響を考慮し、鉱物油のみの適用も可能である。
【0037】
増ちょう剤としては、リチウム石けん、リチウムコンプッレクス石けん、カルシウム石けん、カルシウムコンプレックス石けん、アルミニウム石けん、アルミニウムコンプレックス石けん等の石けん類、ジウレア化合物、ポリウレア化合物等のウレア化合物が挙げられるが、特に限定されるものではない。ただし、固定型等速自在継手の耐久性を考慮すると、ジウレア増ちょう剤が望ましい。
【0038】
添加剤としては、固定型等速自在継手の耐久性を考慮し、モリブデン系添加剤や、その他極圧添加剤を0.1〜10質量%添加してもよい。
【0039】
固定型等速自在継手に封入されるグリースは、その使用状態から、ちょう度0〜2号とするのが好ましく、より好ましくは1号とする。
【0040】
外側継手部材23のトラック溝22、球状内径面21、内側継手部材26のトラック溝25、球状外径面24やケージ28の球状外径面28a、球状内径面28bの表面には、多数の微少凹部をランダムに形成してあり、その表面粗さ(算術的平均粗さ)を0.8以上とすると共に、表面粗さのパラメータRsk値を負の値とした。
【0041】
ここで、表面粗さのRaとは、JIS B 0601−2001において規定する表面粗さパラメータの「高さ方向の振幅平均パラメータ」における算術平均粗さRaである。また、本文中に表記のRaの単位はすべて「μm」である。
【0042】
表面粗さのパラメータRsk値とは、JIS B 0601−2001において規定する表面粗さの分布曲線の歪度(SKEWNESS)、すなわち、表面粗さの平均値に対する凹凸の振幅分布曲線の相対性を表す値である。
【0043】
パラメータRsk値は、表面粗さの平均線に対して、振幅分布曲線の山が多いときは正、山と谷が等しいときは零、谷が多いときは負の値となる。したがって、微少凹部を多数形成した外側継手部材23のトラック溝22、球状内径面21、内側継手部材26のトラック溝25、球状外径面24やケージ28の球状外径面28a、球状内径面28bの表面粗さのパラメータRsk値は負の値となる。
【0044】
表面粗さの測定箇所は、内側継手部材26および外側継手部材23のいずれも次のとおりである。トラック溝22、25は、一つのトラック溝底の継手中心Oの位置で、軸方向および周方向の2方向の測定結果の平均値とする。球状内径面21、球状外径面24は、球面幅中心(継手中心Oの位置)の一箇所で、軸方向および周方向の2方向の測定結果の平均値とする。ケージ28については次のとおりである。球状外径面28a、球状内径面28bのいずれも、一箇所の柱部中央の継手中心Oの位置で、軸方向および周方向の2方向の測定結果の平均値とする。
【0045】
Ra値およびRsk値の測定には、測定器フォームタリサーフ(テーラーホブソン製)で測定する。測定条件として、カットオフ種別:ガウシアン、測定長さ:5λで、カットオフ数:6、カットオフ波長:0.25mm、測定倍率:10000倍、測定速度:0.30mm/Sとした。
【0046】
微少くぼみを多数形成する方法としては、例えば、特殊バレル研磨があるが、それ以外にショットピーニング処理等により表面加工を行ってもよい。バレル研磨は、バレル容器に研磨対象物であるワークと研磨材(メディア)を入れ、バレル運動により発生するワークとメディアとの相対摩擦のより表面加工を行う。バレル研磨においてRsk値のコントロールは、バレル研磨機の回転速度、加工時間、ワーク投入量、チップの種類と大きさ等を選ぶことにより行える。
【0047】
ショットピーニングは、処理対象物の表面に小粒子を投射する処理であり、最表面を塑性変形させる条件で行われる。
【実施例】
【0048】
以下に本発明の実施例および比較例を説明する。表2に示すように各実施例および比較例の固定型等速自在継手は、両継手部材、ケージに種々レベルの表面粗さおよびRsk値を有する処理を施した。各実施例および比較例は、いずれも実施形態で説明したボールが8個のアンダーカットフリータイプの固定型等速自在継手である。
【0049】
各実施例および比較例には実績のある同じグリースを封入し、その組成は、次のとおりである。
基油:ナフテン系鉱物油30質量%、パラフィン系鉱物油70質量%(基油として含まれる潤滑成分の全質量に対する質量%)
増ちょう剤:脂肪式ジウレア化合物と芳香族ジウレア化合物の混合14質量%(グリース組成成分(基油と増ちょう剤と添加剤)の全質量に対する質量%)
添加剤:二硫化モリブデン(MoS2)、モリブデンジチオカーバメイト(MODTC)、モリブデンジチオフォスフェート(MODTP)、S系極圧添加剤、SN系極圧添加剤
しかし、封入グリースはこれに限るものではない。
【0050】
各実施例および比較例は、表2に示す表面粗さを有する。具体的には、各実施例および比較例として、微少くぼみを形成した部位、そのくぼみ形成面の表面粗さRa、Rskを表2に示すように種々異ならせたものを準備した。
【0051】
冷時異音の評価試験
冷時異音を計測する試験機を図5に示す。冷時異音の試験条件は、各実施例および比較例ともに次のとおりである。
ジョイント作動角:35°
回転数:200rpm
負荷トルク:500Nm、
冷蔵温度:−40℃で6時間以上冷蔵
内側継手部材に貼り付けた熱電対により、試験直前の継手内部温度を計測し、継手内部温度が−30℃のときの異音レベルを集音マイクにて計測した。その測定結果を表2に示す。
表中の評価基準は次のとおりである。
◎:優れる、○:良好、△:やや劣る、×:不良
また、表中の表面処理実施部位の欄の記号は次のとおりである。
○:表面処理を実施 −:表面処理を未実施
【表2】
【0052】
表2に示す比較例4は現状品のサンプルである。外側継手部材の内表面、内側継手部材の外表面およびケージの内外表面は、いずれも微少くぼみを形成しておらず、その表面粗さRa0.5、Rsk0.03である。評価結果として、冷時異音の問題がある。通常異音については当然のことながら問題はない。この比較例4を基準にして、微少くぼみを形成する部位、そのくぼみ形成面の表面粗さRa、Rskを種々異ならせたサンプルを立案、評価して本発明に至った。
【0053】
各比較例の分析経緯は後述することにして、まず、実施例の評価結果を説明する。
実施例1は、外側継手部材の内表面、内側継手部材の外表面およびケージの内外表面のいずれにも表面粗さRa0.8、Rsk−0.12の微少くぼみを形成したもので、優れた冷時異音の抑制効果が認められた。これは、当該表面粗さを有するトラック溝表面とボール間および各接触部におけるスティックスリップが起こりにくい接触面状態に加えて、潤滑剤であるグリースの高い保持能力によるものと考えられる。
【0054】
実施例4は、実施例1に対して表面粗さを粗くしたものであり、外側継手部材の内表面、内側継手部材の外表面およびケージの内外表面のいずれにも表面粗さRa1.5、Rsk−0.5の微少くぼみを形成したものである。実施例4は、同様に優れた冷時異音の抑制効果が認められた。
【0055】
実施例2および実施例5は、微少くぼみを形成する部位を外側継手部材の内表面のみとしたものである。実施例2は、外側継手部材の内表面のみ表面粗さRa0.8、Rsk−0.49の微少くぼみを形成したもので、一方、実施例5は、外側継手部材の内表面のみ表面粗さRa1.5、Rsk−0.5の微少くぼみを形成したものである。実施例2および実施例5は、いずれも冷時異音の抑制効果が優れていた。これは、外側継手部材のトラック溝とボールとの接触点の移動量が大きいことによると考えられる。
【0056】
実施例3および実施例6は、微少くぼみを形成する部位を内側継手部材の外表面とケージの内外表面としたものである。実施例3は、内側継手部材の外表面とケージの内外表面の双方の表面粗さRa0.8、Rsk−0.69の微少くぼみを形成したもので、一方、実施例6は、内側継手部材の外表面とケージの内外表面の双方の表面粗さRa1.5、Rsk−0.74の微少くぼみを形成したものである。実施例3および実施例6は、実施例1、実施例2、実施例4および実施例5に比べて冷時異音の抑制効果は少し劣るが、実用上は問題のないレベルであった。
【0057】
上記の各実施例は、表2に示すように通常異音においても良好な結果であった。また、微少くぼみの表面粗さがRa0.7以下では、通常環境でのグリース保持能力があったとしても、特殊な環境下でのスティックスリップ、冷時異音の発生を抑制できるものではない。一方、微少くぼみの表面粗さがRa1.5を越えると、冷時異音を抑制できるものの、常温での評価において異音が発生する通常異音という別の問題が発生することが評価試験の結果より明らかになった。したがって、微少くぼみを形成した表面の粗さはRa0.8〜Ra1.5が実用的な範囲となる。
【0058】
次に、各比較例の評価結果を説明する。比較例1〜3は、いずれも現状品(比較例4)に対して、表面粗さを良くしたものである(微少くぼみは形成していない)が、冷時異音の評価結果は劣っていた。表面粗さを良好にしても冷時異音の抑制に効果がないことが分かった。
【0059】
比較例5および比較例6は、現状品(比較例4)レベルの表面粗さで、微少くぼみを形成したものである。表面粗さRa0.5で微少くぼみを形成した表面状態では、冷時異音の抑制には十分でないことが判明した。
【0060】
比較例7〜9は、表面粗さRa0.8又は1.5で微少くぼみを形成する部位を内側継手部材の外表面又はケージの内外表面としたものである。比較例7〜9の評価結果より、微少くぼみを形成する部位を内側継手部材の外表面又はケージの内外表面のみとした場合は、冷時異音の抑制効果が十分出ないことが判明した。
【0061】
比較例10〜13は、表面粗さを非常に粗くし、表面粗さRa2.5として微少くぼみを形成したものである。微少くぼみを形成する部位により、冷時異音の抑制効果が良好なものもあるが、このような表面粗さすると、トラック溝とボールとの接触移動に伴う通常異音が大きくなり、実用できないことが判明した。
【0062】
表2の測定結果は、ボールが8個のアンダーカットフリータイプの固定型等速自在継手のものであるが、ボールが6個のアンダーカットフリータイプの固定型等速自在継手においても同様に冷時異音の抑制効果がある。
【0063】
また、図4に示すような、トラック溝が円弧部のみからなるツェッパ型等速自在継手においても、外側継手部材のトラック溝とボールとの接触点と内側継手部材のトラック溝とボールとの接触点との間に発生する周速差による滑り量は、アンダーカットフリータイプの固定型等速自在継手と同様であるので、冷時異音の抑制効果がある。
【図面の簡単な説明】
【0064】
【図1】この発明に係る固定型等速自在継手の縦断面図である。
【図2】前記固定型等速自在継手の横断面図である。
【図3】図2の要部を拡大した横断面図である。
【図4】軸方向において円弧部のみで形成されたトラック溝を有する固定型等速自在 継手の縦断面図である。
【図5】冷時異音を計測する試験機の平面図である。
【図6】従来の6個ボールの固定型等速自在継手が高作動角をとった場合の、トラッ ク溝とボールの接触状態を示す縦断面図である。
【図7】従来の8個ボールの固定型等速自在継手が高作動角をとった場合の、トラッ ク溝とボールの接触状態を示す縦断面図である。
【符号の説明】
【0065】
21 球状内径面
22 トラック溝
22a ストレート部
22b 円弧部
23 外側継手部材
24 球状外径面
25 トラック溝
25a ストレート部
25b 円弧部
26 内側継手部材
27 ボール
28 ケージ
28a 球状外径面
28b 球状内径面
O 継手中心
O1 外側継手部材のトラック溝の円弧部の曲率中心
O2 内側継手部材のトラック溝の円弧部の曲率中心
O5 ボール中心
【特許請求の範囲】
【請求項1】
内径面に複数のトラック溝が形成された外側継手部材と、外径面に複数のトラック溝が形成された内側継手部材と、前記外側継手部材のトラック溝と内側継手部材のトラック溝との間に介在してトルクを伝達する複数のボールと、このボールを保持するケージとを備え、継手内部にグリースを封入した固定式等速自在継手において、前記外側継手部材の内表面、内側継手部材の外表面およびケージの内外表面のうち、少なくとも外側継手部材のトラック溝に多数の微少くぼみを形成し、この微少くぼみの表面粗さをRa0.8以上とすると共に表面粗さのパラメータのRsk値を負の値とし、冷時異音を抑制したことを特徴とする固定式等速自在継手。
【請求項2】
前記微少くぼみを、外側継手部材の内表面を構成する球状内径面にも形成したことを特徴とする請求項1に記載の固定式等速自在継手。
【請求項3】
前記微少くぼみを、内側継手部材の外表面を構成するトラック溝および球状外径面にも形成したことを特徴とする請求項1又は請求項2に記載の固定式等速自在継手。
【請求項4】
前記微少くぼみを、ケージの内外表面を構成する球状内径面および球状外径面にも形成したことを特徴とする請求項1から3のいずれか1項に記載の固定式等速自在継手。
【請求項5】
内径面に複数のトラック溝が形成された外側継手部材と、外径面に複数のトラック溝が形成された内側継手部材と、前記外側継手部材のトラック溝と内側継手部材のトラック溝との間に介在してトルクを伝達する複数のボールと、このボールを保持するケージとを備え、継手内部にグリースを封入した固定式等速自在継手において、前記外側継手部材の内表面、内側継手部材の外表面およびケージの内外表面のうち、少なくとも内側継手部材の外表面とケージの内外表面に多数の微少くぼみを形成し、この微少くぼみの表面粗さをRa0.8以上とすると共に表面粗さのパラメータのRsk値を負の値とし、冷時異音を抑制したことを特徴とする固定式等速自在継手。
【請求項6】
前記微少くぼみの表面粗さをRa0.8以上Ra1.5以下の範囲にしたことを特徴とする請求項1〜5のいずれか1項に記載の固定型等速自在継手。
【請求項7】
前記グリースの増ちょう剤をウレア化合物とし、ちょう度を0号から2号としたことを特徴とする請求項1〜6のいずれか1項に記載の固定型等速自在継手。
【請求項8】
前記外側継手部材および内側継手部材の各トラック溝を軸方向において円弧部のみで形成したことを特徴とする請求項1〜7のいずれか1項に記載の固定型等速自在継手。
【請求項9】
前記外側継手部材および内側継手部材の各トラック溝を軸方向において円弧部とストレート部で構成したことを特徴とする請求項1〜7のいずれか1項に記載の固定型等速自在継手。
【請求項10】
前記外側継手部材および内側継手部材のトラック溝を6本とし、外側継手部材および内側継手部材の対向するトラック溝に介在するボールを6個としたことを特徴とする請求項1〜9のいずれか1項に記載の固定型等速自在継手。
【請求項11】
前記外側継手部材および内側継手部材のトラック溝を8本とし、外側継手部材および内側継手部材の対向するトラック溝に介在するボールを8個としたことを特徴とする請求項1〜9のいずれか1項に記載の固定型等速自在継手。
【請求項1】
内径面に複数のトラック溝が形成された外側継手部材と、外径面に複数のトラック溝が形成された内側継手部材と、前記外側継手部材のトラック溝と内側継手部材のトラック溝との間に介在してトルクを伝達する複数のボールと、このボールを保持するケージとを備え、継手内部にグリースを封入した固定式等速自在継手において、前記外側継手部材の内表面、内側継手部材の外表面およびケージの内外表面のうち、少なくとも外側継手部材のトラック溝に多数の微少くぼみを形成し、この微少くぼみの表面粗さをRa0.8以上とすると共に表面粗さのパラメータのRsk値を負の値とし、冷時異音を抑制したことを特徴とする固定式等速自在継手。
【請求項2】
前記微少くぼみを、外側継手部材の内表面を構成する球状内径面にも形成したことを特徴とする請求項1に記載の固定式等速自在継手。
【請求項3】
前記微少くぼみを、内側継手部材の外表面を構成するトラック溝および球状外径面にも形成したことを特徴とする請求項1又は請求項2に記載の固定式等速自在継手。
【請求項4】
前記微少くぼみを、ケージの内外表面を構成する球状内径面および球状外径面にも形成したことを特徴とする請求項1から3のいずれか1項に記載の固定式等速自在継手。
【請求項5】
内径面に複数のトラック溝が形成された外側継手部材と、外径面に複数のトラック溝が形成された内側継手部材と、前記外側継手部材のトラック溝と内側継手部材のトラック溝との間に介在してトルクを伝達する複数のボールと、このボールを保持するケージとを備え、継手内部にグリースを封入した固定式等速自在継手において、前記外側継手部材の内表面、内側継手部材の外表面およびケージの内外表面のうち、少なくとも内側継手部材の外表面とケージの内外表面に多数の微少くぼみを形成し、この微少くぼみの表面粗さをRa0.8以上とすると共に表面粗さのパラメータのRsk値を負の値とし、冷時異音を抑制したことを特徴とする固定式等速自在継手。
【請求項6】
前記微少くぼみの表面粗さをRa0.8以上Ra1.5以下の範囲にしたことを特徴とする請求項1〜5のいずれか1項に記載の固定型等速自在継手。
【請求項7】
前記グリースの増ちょう剤をウレア化合物とし、ちょう度を0号から2号としたことを特徴とする請求項1〜6のいずれか1項に記載の固定型等速自在継手。
【請求項8】
前記外側継手部材および内側継手部材の各トラック溝を軸方向において円弧部のみで形成したことを特徴とする請求項1〜7のいずれか1項に記載の固定型等速自在継手。
【請求項9】
前記外側継手部材および内側継手部材の各トラック溝を軸方向において円弧部とストレート部で構成したことを特徴とする請求項1〜7のいずれか1項に記載の固定型等速自在継手。
【請求項10】
前記外側継手部材および内側継手部材のトラック溝を6本とし、外側継手部材および内側継手部材の対向するトラック溝に介在するボールを6個としたことを特徴とする請求項1〜9のいずれか1項に記載の固定型等速自在継手。
【請求項11】
前記外側継手部材および内側継手部材のトラック溝を8本とし、外側継手部材および内側継手部材の対向するトラック溝に介在するボールを8個としたことを特徴とする請求項1〜9のいずれか1項に記載の固定型等速自在継手。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−106534(P2011−106534A)
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願番号】特願2009−260670(P2009−260670)
【出願日】平成21年11月16日(2009.11.16)
【出願人】(000102692)NTN株式会社 (9,006)
【Fターム(参考)】
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願日】平成21年11月16日(2009.11.16)
【出願人】(000102692)NTN株式会社 (9,006)
【Fターム(参考)】
[ Back to top ]