
固定砥粒ワイヤソーによる加工方法及びウエハ
【課題】固定砥粒ワイヤソーを用いた被加工物の切断において、切断位置でのワイヤ張力を適切に制御することが可能な固定砥粒ワイヤソーによる加工方法及び該加工方法によって作製されたウエハを提供する。
【解決手段】1本の固定砥粒ワイヤ10を、メインローラ18A,18Bに一定ピッチで複数回巻き掛けて構成したワイヤ列20をその長手方向に往復走行させ、往復走行するワイヤ列20に被加工物50を押し当てることで、被加工物50を複数箇所で同時に切断して複数枚のウエハへと加工する固定砥粒ワイヤソー1において、往復走行の走行方向の反転タイミングを、ワイヤ繰り出し側における予め設定した基準位置にあるワイヤ部位の移動する距離が、メインローラ18A,18Bに巻き回されているワイヤの長さ以上となる時点とした。
【解決手段】1本の固定砥粒ワイヤ10を、メインローラ18A,18Bに一定ピッチで複数回巻き掛けて構成したワイヤ列20をその長手方向に往復走行させ、往復走行するワイヤ列20に被加工物50を押し当てることで、被加工物50を複数箇所で同時に切断して複数枚のウエハへと加工する固定砥粒ワイヤソー1において、往復走行の走行方向の反転タイミングを、ワイヤ繰り出し側における予め設定した基準位置にあるワイヤ部位の移動する距離が、メインローラ18A,18Bに巻き回されているワイヤの長さ以上となる時点とした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表面に複数の砥粒が固定された固定砥粒ワイヤをその長手方向に往復走行させ、往復走行させた固定砥粒ワイヤで被加工物を切断する固定砥粒ワイヤソーに関する。
【背景技術】
【0002】
従来、複数の溝を有する一対のローラに巻掛けされ、表面に砥粒が固着された固定砥粒ワイヤを軸方向に往復走行させ、ワークを往復走行する固定砥粒ワイヤに押し当てて切り込み送りし、ワークをウエハ状に切断するワイヤソーによるワークの切断技術が開示されている(特許文献1参照)。かかる切断技術において、固定砥粒ワイヤの切断位置での張力は、両端側においてワイヤ張力付与機構を用いて制御している(段落0005参照)。
【0003】
ところで、固定砥粒ワイヤへの被加工物の押し当ては一定速度で行われ、時間の経過に応じて固定砥粒ワイヤが押し当て方向に撓んでいく。この被加工物が固定砥粒ワイヤを押圧する力の反作用の力(以下、背力と称す)によって被加工物が切断される。しかしながら、被加工物の切断が安定するまでの移行段階では、固定砥粒ワイヤの切断位置での張力が弱く撓み易い。従って、移行段階においては、切断方向に働く力(即ち、背力)に対して、切断方向に対して交差する横方向に働く力が大きくなる。このため、移行段階では、被加工物における被切断の方向が不安定となり易い。特に、被加工物が、多結晶シリコンインゴット等の多結晶の半導体材料から形成された物である場合、多結晶シリコンの結晶粒は大きさにバラツキがあり局所的に硬さが異なる。そのため、移行段階では、多結晶シリコンの結晶粒が障害となって、切断位置の固定砥粒ワイヤは横方向に押され易くなり、ワイヤにうねりが生じ易くなる。このワイヤのうねりによって、ウエハへの加工途中での意図しない切断(ウエハの脱落)等が生じる。なお、ワイヤのうねりは、切断位置での固定砥粒ワイヤの張力を制御することで低減することができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2011−20197号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来から、固定砥粒ワイヤの両端側において、ローラに巻き掛けられていないワイヤ部分に対してワイヤに張力を付与したり、付与された張力を開放したりすることで切断位置のワイヤの張力を制御している。そのため、ローラへのワイヤの総巻き掛け長等の条件が同じ状態で、ワイヤ走行方向の反転周期を短い時間にしてしまうと、反転周期が短くなればなるほど、切断位置にあるワイヤ部分(ワイヤ列)が張力制御を受ける前にワイヤ走行方向が変化してしまい、切断位置にあるワイヤ部分の張力制御を十分に行えない可能性があった。
【0006】
そこで、本発明は、このような従来の技術の有する未解決の課題に着目してなされたものであって、固定砥粒ワイヤソーを用いた被加工物の切断において、切断位置でのワイヤ張力を適切に制御することが可能な固定砥粒ワイヤソーによる加工方法及び該加工方法によって作製されたウエハを提供することを目的としている。
【課題を解決するための手段】
【0007】
〔態様1〕 上記目的を達成するために、態様1に記載の固定砥粒ワイヤソーによる加工方法は、表面に複数の砥粒が固定された1本の固定砥粒ワイヤを、軸平行に対向配置した複数のローラに一定ピッチで複数回巻き回して構成されたワイヤ列を有し、前記ワイヤ列を長手方向に往復走行させ、往復走行させた前記ワイヤ列に被加工物を押し当てて当該被加工物を切断する固定砥粒ワイヤソーによる加工方法であって、前記固定砥粒ワイヤの両端において、前記固定砥粒ワイヤに予め設定した所定の張力を付与し、前記固定砥粒ワイヤを往復走行させる際、前記固定砥粒ワイヤにおける予め設定された基準位置にある部位の移動する距離が、前記複数のローラに巻き回されているワイヤの長さ以上となるように前記固定砥粒ワイヤの走行方向の反転タイミングを制御する。
【0008】
このような構成であれば、ワイヤ列へと繰り出される固定砥粒ワイヤの予め設定された基準位置にある部位の移動距離が、少なくとも複数のローラに巻き回されているワイヤの長さ以上となってから、固定砥粒ワイヤの走行方向を反転することが可能となる。
これにより、前記複数のローラに巻き回されているワイヤのすべてが一旦、ローラから出てから走行方向が反転することになるので、被加工物を切断時において、ワイヤ列が、張力制御部による張力制御を十分に受けることができる。従って、ワイヤ列の各ワイヤ部分の背力を安定させることができ、切断速度のバラツキを低減することができる。
【0009】
〔態様2〕 更に、態様2に記載の固定砥粒ワイヤソーは、態様1の構成に対して、前記走行制御部は、前記被加工物を切断時のワイヤ走行速度Vwを、100[m/min]<Vw<400[m/min]の範囲内の速度に制御する。
このような構成であれば、例えば、被加工物が半導体インゴット、特に多結晶半導体インゴットである場合に、従来の400[m/min]以上のワイヤ走行速度で切断した場合と比較して、ウエハの脱落数を低減することが可能となる。
【0010】
〔態様3〕 一方、上記目的を達成するために、態様3に記載のウエハは、態様1又は2に記載の加工方法により作製されたことを特徴としている。
上記態様3のウエハは、上記態様1又は2の加工方法によって、張力制御を十分に受けたワイヤ列によって加工されたウエハとなる。そのため、固定砥粒ワイヤの予め設定された基準位置にある部位の移動距離が、上記複数のローラに巻き回されているワイヤの長さ未満の移動距離で走行方向を反転する加工方法を用いて作製されたウエハと比較して、寸法等の精度の高いウエハとなる。
【発明の効果】
【0011】
本発明に係る固定砥粒ワイヤソーによる加工方法によれば、固定砥粒ワイヤの走行方向の反転タイミングを、ワイヤ列の張力制御を十分に行うことができる反転タイミングとしたので、ワイヤ列の切断に寄与する各ワイヤ部分の背力を安定させることができ、切断速度のバラツキを低減することができるという効果が得られる。
【図面の簡単な説明】
【0012】
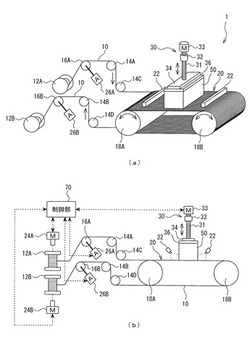
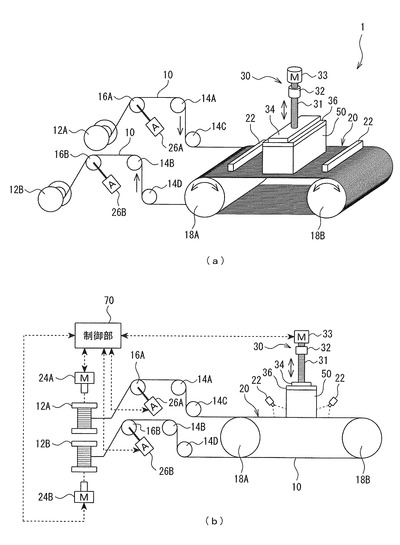
【図1】(a)及び(b)は、固定砥粒ワイヤソーの主要構成の一例を模式的に示すものである。
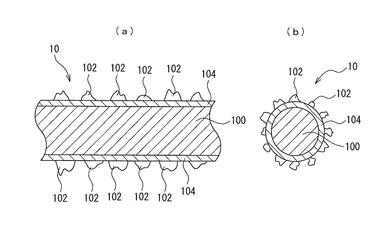
【図2】(a)は、固定砥粒ワイヤ10を長手方向に沿って切断した場合の断面図であり、(b)は長手方向と直交する方向に沿って切断した場合の断面図である。
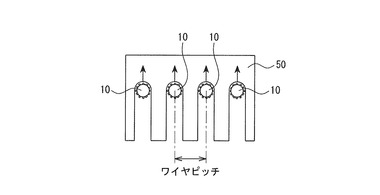
【図3】ワイヤ列20による、被加工物50の切断の様子を模式化した図である。
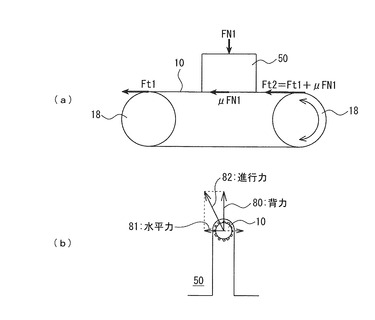
【図4】(a)は、切断時のワイヤ張力増加の仕組みを模式化した図であり、(b)は、切断時に固定砥粒ワイヤに発生する力を説明する図である。
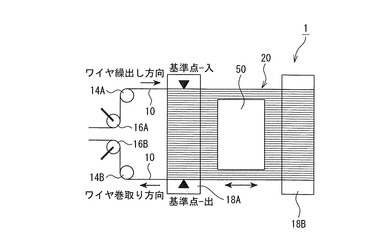
【図5】ワイヤ走行方向の反転周期を決定する基準点の一例を示す図である。
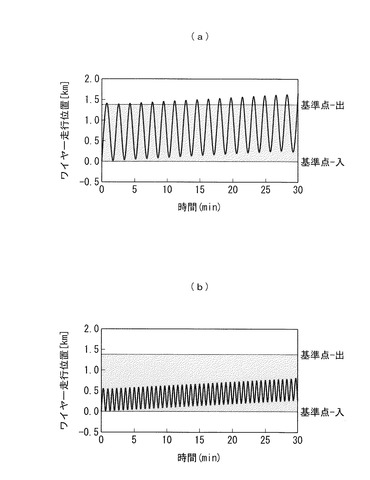
【図6】(a)は、本発明に係るワイヤ固定部位の反転周期の一例を示す図であり、(b)は、反転周期が短周期である場合の一例を示す図である。
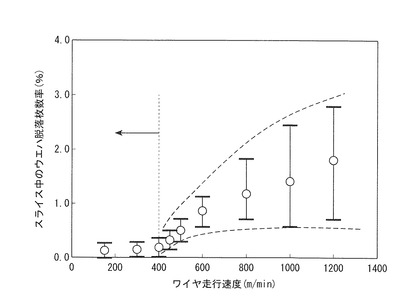
【図7】実施例に係る切断試験に基づくワイヤ走行速度とウエハの脱落枚数率との関係を示す図である。
【発明を実施するための形態】
【0013】
以下、本発明の実施形態を図面に基づき説明する。図1〜図6は、本発明に係る固定砥粒ワイヤソーによる加工方法の実施形態を示す図である。
(構成)
以下、本発明に係る固定砥粒ワイヤソーの構成及びこの固定砥粒ワイヤソーによる加工方法を図1〜図6に基づき説明する。図1(a)及び(b)は、固定砥粒ワイヤソーの主要構成の一例を模式的に示すものである。図2(a)は、固定砥粒ワイヤ10を長手方向に沿って切断した場合の断面図であり、(b)は長手方向と直交する方向に沿って切断した場合の断面図である。図3は、ワイヤ列20による、被加工物50の切断の様子を模式化した図である。図4(a)は、切断時のワイヤ張力増加の仕組みを模式化した図であり、(b)は、被加工物50を切断時に固定砥粒ワイヤに発生する力を説明する図である。
【0014】
図1(a)及び(b)に示す固定砥粒ワイヤソー1は、単結晶又は多結晶シリコンインゴットや化合物半導体インゴット等の被加工物50を、薄く切断(即ち、スライス)してウエハを製造する装置である。
この固定砥粒ワイヤソー1は、図1(a)及び(b)に示すように、固定砥粒ワイヤ10と、ワイヤボビン12A,12Bと、メインローラ18A,18Bと、テンションローラ16A,16Bと、ガイドローラ14A〜14Dと、モータ24A,24Bとを備える。
【0015】
固定砥粒ワイヤ10は、表面に砥粒の固定されたワイヤであり、長さL(例えば、数[km]〜数十[km])の1本のワイヤから構成されている。
本実施形態では、固定砥粒ワイヤ10は、図2(a)及び(b)に示すように、高張力線材等の素材によるワイヤ素線100と、ダイヤモンド、CBN、SiC、GC、アルミナ等の材質による砥粒102と、ワイヤ素線100と砥粒102とを固着している固着材104(バインダ)とから構成されている。なお、砥粒の固着方法については、電着、有機材料または無機材料による固着(熱硬化等)の樹脂固定等が用いられているが、本発明はこれらに限定されるものではない。また、素線の材質は、ピアノ線や高抗張力非金属繊維線(ファイバ等を含む)でもよい。
【0016】
図1に戻って、メインローラ18A,18Bは、水平方向に所定間隔を空けて軸平行に並設されていると共に、それぞれ回転可能に支持されている。更に、メインローラ18A,18Bは、それぞれ、ローラ表面に一定ピッチ(例えば、325[μm])で軸方向に並んで形成された、ローラ回転方向(円周方向)に沿った複数の溝(不図示)を有している。
【0017】
固定砥粒ワイヤ10は、ローラ表面に形成された複数の溝におけるメインローラ18A,18Bのそれぞれ対向位置にある溝に沿って巻き掛けられていると共に、メインローラ18A,18Bの軸方向の一端側から他端側へと順次溝をシフトしながら巻き掛けられている。これにより、各対向位置にある溝に掛け回されたワイヤ部分は、その長手方向がメインローラ18A,18Bの軸方向(長手方向)と直交する。加えて、これら軸方向と直交する複数のワイヤ部分によって、メインローラ18A,18Bの軸方向に一定ピッチで並ぶワイヤ列20を構成している。
【0018】
また、固定砥粒ワイヤ10の巻き掛け開始側から延びる一端側は、ガイドローラ14A,14C、テンションローラ16Aを介して、ワイヤボビン12Aに巻き付けられている。一方、固定砥粒ワイヤ10の巻き掛け終了側から延びる他端側は、ガイドローラ14B,14D、テンションローラ16Bを介して、ワイヤボビン12Bに巻き付けられている。
【0019】
また、ワイヤボビン12Aは、モータ24Aから付与される回転駆動力によって回転可能に設けられている。この構成により、モータ24Aの順回転又は逆回転のいずれか一方の回転駆動力の付与に応じて、ワイヤボビン12Aが回転し、ワイヤボビン12Aに巻き付けられている固定砥粒ワイヤ10がメインローラ18A,18bへと繰り出される。更に、モータ24Aの順回転又は逆回転のいずれか他方の回転駆動力の付与に応じて、ワイヤボビン12Aが回転し、固定砥粒ワイヤ10をワイヤボビン12Aに巻き取る。
【0020】
また、ワイヤボビン12Bは、モータ24Bから付与される回転駆動力によって回転可能に設けられている。この構成により、モータ24Bの順回転又は逆回転のいずれか一方の回転駆動力の付与に応じて、ワイヤボビン12Bが回転し、ワイヤボビン12Bに巻き付けられている固定砥粒ワイヤ10がメインローラ18A,18bへと繰り出される。更に、モータ24Bの順回転又は逆回転のいずれか他方の回転駆動力の付与に応じて、ワイヤボビン12Bが回転し、固定砥粒ワイヤ10をワイヤボビン12Bに巻き取る。
【0021】
また、メインローラ18Aは、駆動ローラとなっており、不図示の駆動モータから付与される回転駆動力によって回転する。一方、メインローラ18Bは、従動ローラとなっており(駆動ローラとしてもよい)、メインローラ18A及び固定砥粒ワイヤ10を介して付与される回転駆動力によってメインローラ18Aと同じ回転方向に回転する。
テンションローラ16Aは、アクチュエータ26Aから付与される押圧力によって、固定砥粒ワイヤ10に張力を付与する。また、テンションローラ16Bは、アクチュエータ26Bから付与される押圧力によって、固定砥粒ワイヤ10に張力を付与する。
【0022】
図1(a)及び(b)に示すように、固定砥粒ワイヤソー1は、更に、ワイヤ列20の上方に配設された、2つのクーラントノズル22と、ボールねじ30と、モータ33と、ワークフィードテーブル34と、スライスベース36とを備える。
クーラントノズル22は、被加工物50の切断時において、ワイヤ列20と被加工物50との接触部分に対して、不図示の電動ポンプによって所定水圧で供給されるクーラントを噴射するためのノズルである。
ここで、クーラントは、例えば、上記接触部分で発生する熱を冷却するための冷却性、切断抵抗を低減するための潤滑性付与、加工後のウエハの洗浄性、金属部品に対する防錆性、水と被加工物との反応抑制性などの性質を有するように構成された水系の液体である。
【0023】
ボールねじ30は、ねじ軸31と、ナット32と、図示しないが、ねじ軸31の外径面に形成された第1転動溝と、ナット32の内径面に形成されたねじ軸31の第1転動溝と対向する第2転動溝と、第1転動溝と第2転動溝との間に形成された転動体転動路と、転動体転動路に装填された複数の転動体(ボール)とを備えている。ねじ軸31の下端は、ワークフィードテーブル34の上面に固定されている。更に、ねじ軸31には、ねじ軸31を回転可能にモータ33が連結されている。ナット32はその外径面が不図示のブラケットに固定されている。そして、モータ33から付与される回転駆動力によってねじ軸31を回転させると、転動体の転動を介してねじ軸31が鉛直方向に往復移動(上下動)し、ワークフィードテーブル34が不図示の案内装置に沿って往復移動(上下動)する。
【0024】
本実施形態において、被加工物50は、接着部材によって、スライスベース36に固定されている。そして、被加工物50は、このスライスベース36を介してワークフィードテーブル34の下部に着脱自在に装着される。
固定砥粒ワイヤソー1は、更に、図1(b)に示すように、各種モータ、アクチュエータ、電動ポンプ等の動作を制御する制御部70を備える。
【0025】
制御部70は、設定されたワイヤ走行速度Vwに応じて、モータ24A,24B及び駆動ローラ18Aの駆動モータを制御する。本実施形態では、設定されたワイヤ走行速度Vwを目標速度とし、固定砥粒ワイヤ10の現在の走行速度や、各モータの状態(回転速度等)を検出する不図示の検出器からの検出情報に基づき各モータをフィードバック制御する。これにより、被加工物50を切断時のワイヤ走行速度が、設定された目標速度Vwを維持するように制御される。
【0026】
また、制御部70は、予め設定されたワイヤ張力Fに応じて、アクチュエータ26A,26Bを制御する。本実施形態では、設定されたワイヤ張力Fを目標張力とし、固定砥粒ワイヤ10の現在の張力や、アクチュエータの状態(押圧量、回転量等)を検出する不図示の検出器からの検出情報に基づき各アクチュエータをフィードバック制御する。これにより、被加工物50を切断時の切断位置(ワイヤ列20)でのワイヤ張力が、設定された目標張力Fになるように制御される。なお、アクチュエータ26A,26Bは、ソレノイド等の直動アクチュエータであってもよいし、トルクモータ等の回転アクチュエータであってもよい。
【0027】
ここで、被加工物50を切断時のワイヤ列20の張力は、ワイヤ列20に被加工物50を一定速度で押し当てていくことに応じて、下式(1)に従って変化していく。
Ftn=Ft1+μFN1+μFN2+・・・μFN(n−1)+μFNn (1)
上式(1)において、Ftnは、ワイヤ列20のn巻目の張力である。Ft1は、被加工物50を押し当てる前の初期張力である。μFN1,μFN2,・・・μFN(n−1),μFNnは、それぞれ、ワイヤ列20を、1,2,・・・,(n−1),n巻目の被加工物50の一定速度の押し当てによって増加する張力である。
【0028】
ワイヤ列20の張力は、被加工物50がワイヤ列20に押し当てられた状態で一定速度で下降し続けるため、上式(1)に従って増加し続ける。従って、図4(a)に示すように、被加工物50を押し当ててから1巻後の張力Ft2は、初期張力Ft1に、増加分のμFN1を加算した張力(Ft2=Ft1+μFN1)となる。
【0029】
また、被加工物50の押し当てに応じて、この力の反作用の力として、図4(b)に示すように、背力80が発生する。この背力80は、被加工物50を押し当ててから切断が安定するまでの間は弱い状態となる。また、ワイヤ列20を構成する各ワイヤは、被加工物50の物性等に応じて、被加工物50を切断時に、背力80と交差する水平方向(ワイヤ長手方向と直交する方向)の力81(以下、水平力81と称す)を受ける。従って、被加工物50を切断時のワイヤの進行方向の力82(以下、進行力82と称す)は、背力80と水平力81との合成力となる。
【0030】
ここで、ワイヤ列20の張力が高いほど、背力80が強くなり、進行力82における背力80の割合が大きくなる。これにより、切断時のワイヤのぶれ幅(うねり)を小さくすることができ、隣接するワイヤとの合体等が起きにくくなる。但し、ワイヤ列20の張力を高くしすぎると、ワイヤの断線が発生する。
その一方で、ワイヤ列20の張力が低いほど、背力80が弱くなり、進行力82における水平力81の割合が大きくなる。そのため、切断時のワイヤのぶれ幅(うねり)が大きくなる。これにより、隣接するワイヤとの合体等が生じ易くなりウエハの脱落数が増加する。
【0031】
本実施形態では、このぶれ幅を考慮して、初期張力Ft1として27[N]以上のワイヤ張力を設定するようにした。そして、制御部70によるアクチュエータ26A,26Bの制御によって、テンションローラ16A,16Bを介してワイヤ列20に付与される張力を制御し、被加工物50を切断時において、設定した27[N]以上の張力を維持するようにした。なお、ワイヤ張力は、ワイヤの強度や装置構成によって上限が決まる。
【0032】
更に、本実施形態では、制御部70において、固定砥粒ワイヤ10の往復走行における走行方向の反転タイミングを次のように制御している。
具体的に、制御部70は、ワイヤ走行方向の反転タイミングを、ワイヤ繰り出し側における予め設定した基準位置にあるワイヤ部位(以下、ワイヤ固定部位と称す)の移動する距離が、メインローラ18A,18Bに巻き回されているワイヤの長さ以上の距離となるように制御する。ここで、基準位置は、固定砥粒ワイヤ10の任意の位置を設定することが可能である。また、テンションローラ16A,16Bによる張力制御は、ワイヤ列20の端部から各ワイヤボビンに延びるワイヤ部分において行われる。そのため、メインローラ18A,18Bに巻き回されている全てのワイヤが一旦、ワイヤ列20の端部から各ワイヤボビン方向に出る必要がある。
【0033】
従って、ワイヤ列20が、確実に張力制御を受けられるように、ワイヤ走行方向の反転タイミングを、ワイヤ固定部位の一方向に移動する距離が、メインローラ18A,18Bへの固定砥粒ワイヤ10の総巻き回し長以上となった時点とすることが好ましい。
また、制御部70は、固定砥粒ワイヤ10を往復走行させる一方で、モータ33を制御し、ボールねじ30のねじ軸31を回転駆動してワークフィードテーブル34を一定速度(例えば、0.8[mm/min])で下降させる。これにより、ワイヤ走行速度320[m/min]で往復走行するワイヤ列20に、スライスベース36を介してワークフィードテーブル34に装着された被加工物50が一定速度で押し当てられていく。ワイヤ列20に押し当てられた被加工物50は、図3に示すように、一定のワイヤピッチ(例えば、325[μm])で並列するワイヤ列20によって同時に複数箇所が切削されていく。このようにして、被加工物50を一定ピッチで複数同時に切断し、複数枚のウエハへと加工する。
【0034】
一方、本実施形態では、被加工物50を、多結晶半導体材料から形成される多結晶半導体インゴット又はこのインゴットから形成される多結晶半導体ブロック(以下、双方を区別せずに多結晶半導体インゴットと称す)とした場合に、ワイヤ走行速度を次のように制御する。
具体的に、制御部70によって、多結晶半導体インゴットの切断時は、ワイヤ走行速度を、100[m/min]<Vw<400[m/min]の範囲内の速度に制御する。
【0035】
ここで、多結晶シリコンインゴット等の多結晶半導体インゴットを切断する場合、多結晶半導体インゴットは、局所的に結晶粒の大きさが変わるために局所的に硬さが変動することが知られている。また、多結晶半導体インゴットは、インゴット成長の際にインゴット内に混入した窒化ケイ素などの介在物の付近において、切断時にワイヤのぶれが発生することも知られている。
【0036】
本発明者らは、実験によって、従来の単結晶シリコンインゴットを切断する際と同じワイヤ走行速度で多結晶シリコンインゴットを切断した場合に、ワイヤ走行速度が高速化していくほどウエハの脱落数が増加する傾向にあることを見いだした。その一方で、ワイヤ走行速度を400[m/min]よりも低速へと低下させていくことで、ウエハの脱落数が減少する傾向にあることを見いだした。但し、ワイヤ走行速度が100[m/min]以下となると切断性能が低下してしまい、必要とする切断能力を得られなかった。
このような経緯から、本実施形態では、多結晶半導体インゴットを切断するにあたって、ワイヤ走行速度Vwを、100[m/min]<Vw<400[m/min]の範囲内の速度に制御するようにした。
【0037】
(動作)
次に、図5〜図6に基づき、本実施形態の加工方法を用いた固定砥粒ワイヤソー1の動作を説明する。
図5は、ワイヤ走行方向の反転周期を決定する基準点の一例を示す図である。図6(a)は、本発明に係るワイヤ固定部位の反転周期の一例を示す図であり、(b)は、反転周期が短周期である場合の一例を示す図である。
以下、被加工物50を、多結晶シリコンインゴットとし、ワイヤ走行速度Vwを、320[m/min]とし、ワイヤ張力を30[N]として動作を説明する。
【0038】
制御部70は、駆動ローラ18Aの駆動モータ、モータ24A及びモータ24Bを制御することで、ワイヤボビン12A、12B、駆動ローラ18Aを同期駆動して、固定砥粒ワイヤ10を、予め設定したワイヤ走行速度320[m/min]で往復走行させる。ここでは、ワイヤボビン12Aをワイヤ供給側とし、ワイヤボビン12Bを巻き取り側として、固定砥粒ワイヤ10の大部分をワイヤボビン12Aに巻き付ける。
【0039】
制御部70は、モータ24Aを制御して、ワイヤボビン12Aに、固定砥粒ワイヤ10を1500[m]繰り出して1490[m]巻き取るといった回転動作をさせる。その一方で、モータ24Bを制御して、ワイヤボビン12Bに、ワイヤボビン12Aの回転動作に同期させて固定砥粒ワイヤ10を1500[m]巻き取って1490[m]繰り出すといった回転動作をさせる。また、駆動モータを制御して、駆動ローラ18Aを、ワイヤボビン12A及び12Bの回転動作に同期させて、同じ回転方向に回転動作させる。これにより、固定砥粒ワイヤ10を速度320[m/min]で往復走行させると共に、新たなワイヤ部分を供給する。つまり、往復走行1回ごとに、切断に寄与するワイヤ列20に10[m]ずつ新たなワイヤ部分が追加され、切断に用いられたワイヤ部分がワイヤボビン12Bに10[m]ずつ巻き取られていく。
【0040】
また、制御部70は、アクチュエータ26A及び26Bを制御することで、固定砥粒ワイヤ10の初期張力が30[N]となるように、テンションローラ16A及び16Bを制御する。
一方、制御部70は、駆動ローラ18Aの駆動モータ、モータ24A及びモータ24Bを制御することで、ワイヤ走行方向の反転周期を制御する。
具体的に、制御部70は、図5に示すように、ワイヤ列20におけるワイヤ繰り出し方向側の端部である「基準点−入」の位置にあるワイヤ部位(ワイヤ固定部位)が、ワイヤ巻き取り方向側の「基準点−出」の位置までの距離以上を走行する時点を反転タイミングとしている。
【0041】
このようにすることで、図6(a)に示すように、図中の網掛け部分である「基準点−入」から「基準点−出」までのワイヤ巻き掛け領域、即ち被加工物50の全体を含む領域に対して、ワイヤ固定部位が、巻き掛け領域全体(全長)以上を走行可能な時間毎に走行方向が反転される。ここで、図6(a)及び(b)において、横軸は時間[min]であり、縦軸は「基準点−入」の位置を0.0[km]とした場合のワイヤ固定部位の走行位置[km]である。ここでは、ワイヤボビン12A,12Bに対して、固定砥粒ワイヤ10を1500[m]繰り出して1490[m]巻き取るといった、新規のワイヤ部分を少しずつ追加していく回転動作をさせている。そのため、ワイヤ固定部位の走行位置は、徐々に(この例では10[m]ずつ)巻き掛け領域から「基準点−出」側へとはみ出していく。
【0042】
このような反転周期とすることで、各ワイヤ固定部位(新規追加分ずつ更新)が、「基準点−入」から「基準点−出」に亘って走行することになり、この走行到達位置(「基準点−出」)において、ワイヤ固定部位の走行方向が反転する。このときの反転タイミングは、図6(a)中の波形の頂点(下突)又は波形の頂点(上突)のいずれかとなる。このような反転タイミングとすることによって、ワイヤ列20は、固定砥粒ワイヤ10の両端部にあるテンションローラ16A,16Bによる張力制御を十分に受けることができる。
【0043】
一方、ワイヤ走行方向の反転タイミングを、図6(b)に示すように、ワイヤ固定部位が、巻き掛け領域全体の約1/3の距離を走行した時点とした場合は、走行距離が短いことから、ワイヤ列20が、テンションローラ16A,16Bによる張力制御を受ける前にワイヤ固定部位の走行方向が反転してしまう。そのため、この反転タイミングでは、ワイヤ列20が、十分な張力制御を受けることができない。
【0044】
また、制御部70は、固定砥粒ワイヤ10を往復走行させる一方で、モータ33を制御して、ワークフィードテーブル34を一定速度で下降させる。これにより、ワイヤ走行速度320[m/min]で往復走行するワイヤ列20に、スライスベース36を介してワークフィードテーブル34に装着された多結晶シリコンインゴットが一定速度で押し当てられていく。ワイヤ列20に押し当てられた多結晶シリコンインゴットは、一定のワイヤピッチで同時に複数箇所が切削され、多結晶シリコンインゴットを、複数枚のウエハへと加工する。
【0045】
以上、本実施形態に係る固定砥粒ワイヤソー1による加工方法によれば、ワイヤ走行方向の反転タイミングを、ワイヤ繰り出し側における予め設定した基準位置にあるワイヤ部位の移動する距離が、メインローラ18A,18Bに巻き回された固定砥粒ワイヤ10の総巻き回し長以上となるように制御する。即ち、ワイヤ走行方向の反転タイミングを、ワイヤ列20が、固定砥粒ワイヤ10の両端部にあるテンションローラ16A,16Bによる張力制御を十分に受けることができる範囲を走行するように制御する。これにより、反転周期毎にワイヤ列20の張力が設定した張力Fを維持するように制御されるため、固定砥粒ワイヤ10の切断時の背力80が安定し、切断速度のバラツキを低減することができる。
【0046】
また、被加工物50として多結晶半導体インゴットを切断時のワイヤ走行速度Vwを、100[m/min]<Vw<400[m/min]の範囲内の速度に制御するようにした。これにより、従来の400[m/min]以上の速度で切断する場合と比較して、ウエハの脱落数を低減することができる。
また、被加工物50を切断時の固定砥粒ワイヤソー1の切断位置(ワイヤ列20)での張力を27[N]以上に制御するようにした。これにより、27[N]未満に制御した場合と比較して、進行力82における背力80の割合を水平力81に対して十分に大きくすることが可能となる。これにより、切断時のワイヤのぶれ幅を低減することができる。
ここで、テンションローラ16A,16B、アクチュエータ26A,26B、制御部70は、張力制御部を構成する。また、制御部70は、走行制御部を構成する。また、「基準点−入」は、第1基準位置に対応し、「基準点−出」は、第2基準位置に対応する。
【0047】
(変形例)
なお、上記実施形態において、被加工物50をワイヤ列20の上方から鉛直方向に下降して押し当てる構成を例に挙げて説明したが、この構成に限らない。ワイヤ列20の向きを別の方向にし、その方向に合わせて、被加工物50を別の方向から移動するようにして、押し当てる構成としてもよい。
また、上記実施形態において、ワークフィードテーブル34を、ボールねじ30をモータで駆動して上下動する構成を例に挙げて説明したが、この構成に限らない。
【0048】
例えば、リニアアクチュエータを用いて、ワークフィードテーブル34を直進運動させて、被加工物50をワイヤ列20に押し当てる構成など、他の構成としてもよい。
また、上記実施形態において、ワイヤ列20を構成するメインローラを2つとしたが、この構成に限らず、メインローラを3つ以上とする構成としてもよい。
【0049】
また、上記実施形態において、2つのメインローラ18A,18Bのうち、18Aを駆動ローラとして、モータで回転駆動する構成を例に挙げて説明したが、この構成に限らない。
例えば、メインローラはいずれも回転自在に設けておき、ワイヤボビン12A,12Bを回転駆動するモータだけで回転駆動する構成や、メインローラの全てをモータで回転駆動する構成など他の構成としてもよい。
【0050】
また、上記実施形態は、本発明の好適な具体例であり、技術的に好ましい種々の限定が付されているが、本発明の範囲は、上記の説明において特に本発明を限定する旨の記載がない限り、これらの形態に限られるものではない。また、上記の説明で用いる図面は、図示の便宜上、部材ないし部分の縦横の縮尺は実際のものとは異なる模式図である。
また、本発明は上記実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
【実施例】
【0051】
以下、図7に基づき、上記実施形態の固定砥粒ワイヤソー1による加工方法と同様の加工方法を用いた実施例を説明する。
図7は、実施例に係る切断試験に基づくワイヤ走行速度とウエハの脱落枚数率との関係を示す図である。
本実施例においては、被加工物50として、太陽電池用の多結晶シリコンインゴット(W:156[mm]×H:156[mm]×L:210[mm])を採用した。また、固定砥粒ワイヤ10として、旭ダイヤモンド工業製のワイヤ(線径φ130[mm]、平均砥粒径12〜25[μm]、線長30[km])を使用した。そして、ワイヤ走行方向を往復走行とし、ワイヤ走行速度を200[m/min]〜1400[m/min]の範囲で、100[m/min]刻みで設定し、かつ切断位置でのワイヤ張力を32[N]に設定して、各設定速度における切断試験を実施した。加えて、ワイヤ走行方向の反転タイミングを、上記実施形態で説明したように、ワイヤ列が張力制御を十分に受けることができるよう、ワイヤ固定部位の走行距離が図1における、メインローラ18A,18Bへの固定砥粒ワイヤ10の総巻き回し長以上となるようにした。また、切断時のワークフィードテーブル34の下降速度を0.8[mm/min]に設定した。また、加工液として、ユシロ化学工業製のクーラントを使用した。また、同じワイヤ走行速度に対して3回ずつ切断を行った。
【0052】
このような測定条件において切断試験を行った結果、ワイヤ走行速度とウエハの脱落枚数率(試験3回の平均値)との関係として図7に示す試験結果が得られた。図7において、「○」は各測定速度における平均値を示し、「エ」字状の縦に伸びる棒線は各測定速度におけるウエハ脱落枚数率のばらつきの範囲を示す。
なお、脱落枚数率は、以下により求める。まず、1または複数のシリコンインゴットを切断する場合、1回の切断(1ショット)当たりのスライス枚数は、
スライス枚数=[(インゴットのワイヤと直交する方向の長さ)×(1ショット当たりのインゴット数)]/[ワイヤピッチ]
で求められ、ウエハ脱落枚数率は、
ウエハ脱落枚数率=[スライス中に脱落したウエハ枚数]/[スライス枚数]
で求められる。
【0053】
図7に示すように、単結晶シリコンインゴットの切断に一般的に用いられている600[m/min]〜800[m/min]の速度帯では、脱落枚数率が約0.5〜2.0[%]となっていると共に、同じ走行速度での脱落枚数率にばらつきがあることが解る。一方、本発明に係る400[m/min]未満の速度帯では、ウエハの脱落枚数率が約1.1[%]以下で安定しており、600[m/min]〜800[m/min]の速度帯と比較して、ウエハの脱落枚数率が低くなっていることが解る。加えて、脱落枚数率がばらけずに安定していることも解る。
【0054】
また、ワイヤ走行速度を800[m/min]よりも高速化した場合、1200[m/min]の速度帯までは、ウエハの脱落枚数率が約1.1〜3.7[%]となっており、400[m/min]未満の速度帯と比較して、ウエハの脱落枚数率のばらつきが大きくかつ脱落枚数率が高くなっている。
以上、実施例にて判明したように、固定砥粒ワイヤソー1による、多結晶半導体インゴットの切断加工において、ワイヤ走行速度Vwを、100[m/min]<Vw<400[m/min]にすれば、従来の400[m/min]以上のワイヤ走行速度での加工時と比較して、ウエハの脱落枚数率を低減することができる。
【符号の説明】
【0055】
1 固定砥粒ワイヤソー
10 固定砥粒ワイヤ
12A,12B ワイヤボビン
14A〜14D ガイドローラ
16A,16B テンションローラ
18A,18B メインローラ
20 ワイヤ列
22 クーラントノズル
24A,24B,33 モータ
26A,26B アクチュエータ
30 ボールねじ
34 ワークフィードテーブル
36 スライスベース
50 被加工物
70 制御部
80 背力
81 水平力
82 進行力
【技術分野】
【0001】
本発明は、表面に複数の砥粒が固定された固定砥粒ワイヤをその長手方向に往復走行させ、往復走行させた固定砥粒ワイヤで被加工物を切断する固定砥粒ワイヤソーに関する。
【背景技術】
【0002】
従来、複数の溝を有する一対のローラに巻掛けされ、表面に砥粒が固着された固定砥粒ワイヤを軸方向に往復走行させ、ワークを往復走行する固定砥粒ワイヤに押し当てて切り込み送りし、ワークをウエハ状に切断するワイヤソーによるワークの切断技術が開示されている(特許文献1参照)。かかる切断技術において、固定砥粒ワイヤの切断位置での張力は、両端側においてワイヤ張力付与機構を用いて制御している(段落0005参照)。
【0003】
ところで、固定砥粒ワイヤへの被加工物の押し当ては一定速度で行われ、時間の経過に応じて固定砥粒ワイヤが押し当て方向に撓んでいく。この被加工物が固定砥粒ワイヤを押圧する力の反作用の力(以下、背力と称す)によって被加工物が切断される。しかしながら、被加工物の切断が安定するまでの移行段階では、固定砥粒ワイヤの切断位置での張力が弱く撓み易い。従って、移行段階においては、切断方向に働く力(即ち、背力)に対して、切断方向に対して交差する横方向に働く力が大きくなる。このため、移行段階では、被加工物における被切断の方向が不安定となり易い。特に、被加工物が、多結晶シリコンインゴット等の多結晶の半導体材料から形成された物である場合、多結晶シリコンの結晶粒は大きさにバラツキがあり局所的に硬さが異なる。そのため、移行段階では、多結晶シリコンの結晶粒が障害となって、切断位置の固定砥粒ワイヤは横方向に押され易くなり、ワイヤにうねりが生じ易くなる。このワイヤのうねりによって、ウエハへの加工途中での意図しない切断(ウエハの脱落)等が生じる。なお、ワイヤのうねりは、切断位置での固定砥粒ワイヤの張力を制御することで低減することができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2011−20197号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来から、固定砥粒ワイヤの両端側において、ローラに巻き掛けられていないワイヤ部分に対してワイヤに張力を付与したり、付与された張力を開放したりすることで切断位置のワイヤの張力を制御している。そのため、ローラへのワイヤの総巻き掛け長等の条件が同じ状態で、ワイヤ走行方向の反転周期を短い時間にしてしまうと、反転周期が短くなればなるほど、切断位置にあるワイヤ部分(ワイヤ列)が張力制御を受ける前にワイヤ走行方向が変化してしまい、切断位置にあるワイヤ部分の張力制御を十分に行えない可能性があった。
【0006】
そこで、本発明は、このような従来の技術の有する未解決の課題に着目してなされたものであって、固定砥粒ワイヤソーを用いた被加工物の切断において、切断位置でのワイヤ張力を適切に制御することが可能な固定砥粒ワイヤソーによる加工方法及び該加工方法によって作製されたウエハを提供することを目的としている。
【課題を解決するための手段】
【0007】
〔態様1〕 上記目的を達成するために、態様1に記載の固定砥粒ワイヤソーによる加工方法は、表面に複数の砥粒が固定された1本の固定砥粒ワイヤを、軸平行に対向配置した複数のローラに一定ピッチで複数回巻き回して構成されたワイヤ列を有し、前記ワイヤ列を長手方向に往復走行させ、往復走行させた前記ワイヤ列に被加工物を押し当てて当該被加工物を切断する固定砥粒ワイヤソーによる加工方法であって、前記固定砥粒ワイヤの両端において、前記固定砥粒ワイヤに予め設定した所定の張力を付与し、前記固定砥粒ワイヤを往復走行させる際、前記固定砥粒ワイヤにおける予め設定された基準位置にある部位の移動する距離が、前記複数のローラに巻き回されているワイヤの長さ以上となるように前記固定砥粒ワイヤの走行方向の反転タイミングを制御する。
【0008】
このような構成であれば、ワイヤ列へと繰り出される固定砥粒ワイヤの予め設定された基準位置にある部位の移動距離が、少なくとも複数のローラに巻き回されているワイヤの長さ以上となってから、固定砥粒ワイヤの走行方向を反転することが可能となる。
これにより、前記複数のローラに巻き回されているワイヤのすべてが一旦、ローラから出てから走行方向が反転することになるので、被加工物を切断時において、ワイヤ列が、張力制御部による張力制御を十分に受けることができる。従って、ワイヤ列の各ワイヤ部分の背力を安定させることができ、切断速度のバラツキを低減することができる。
【0009】
〔態様2〕 更に、態様2に記載の固定砥粒ワイヤソーは、態様1の構成に対して、前記走行制御部は、前記被加工物を切断時のワイヤ走行速度Vwを、100[m/min]<Vw<400[m/min]の範囲内の速度に制御する。
このような構成であれば、例えば、被加工物が半導体インゴット、特に多結晶半導体インゴットである場合に、従来の400[m/min]以上のワイヤ走行速度で切断した場合と比較して、ウエハの脱落数を低減することが可能となる。
【0010】
〔態様3〕 一方、上記目的を達成するために、態様3に記載のウエハは、態様1又は2に記載の加工方法により作製されたことを特徴としている。
上記態様3のウエハは、上記態様1又は2の加工方法によって、張力制御を十分に受けたワイヤ列によって加工されたウエハとなる。そのため、固定砥粒ワイヤの予め設定された基準位置にある部位の移動距離が、上記複数のローラに巻き回されているワイヤの長さ未満の移動距離で走行方向を反転する加工方法を用いて作製されたウエハと比較して、寸法等の精度の高いウエハとなる。
【発明の効果】
【0011】
本発明に係る固定砥粒ワイヤソーによる加工方法によれば、固定砥粒ワイヤの走行方向の反転タイミングを、ワイヤ列の張力制御を十分に行うことができる反転タイミングとしたので、ワイヤ列の切断に寄与する各ワイヤ部分の背力を安定させることができ、切断速度のバラツキを低減することができるという効果が得られる。
【図面の簡単な説明】
【0012】
【図1】(a)及び(b)は、固定砥粒ワイヤソーの主要構成の一例を模式的に示すものである。
【図2】(a)は、固定砥粒ワイヤ10を長手方向に沿って切断した場合の断面図であり、(b)は長手方向と直交する方向に沿って切断した場合の断面図である。
【図3】ワイヤ列20による、被加工物50の切断の様子を模式化した図である。
【図4】(a)は、切断時のワイヤ張力増加の仕組みを模式化した図であり、(b)は、切断時に固定砥粒ワイヤに発生する力を説明する図である。
【図5】ワイヤ走行方向の反転周期を決定する基準点の一例を示す図である。
【図6】(a)は、本発明に係るワイヤ固定部位の反転周期の一例を示す図であり、(b)は、反転周期が短周期である場合の一例を示す図である。
【図7】実施例に係る切断試験に基づくワイヤ走行速度とウエハの脱落枚数率との関係を示す図である。
【発明を実施するための形態】
【0013】
以下、本発明の実施形態を図面に基づき説明する。図1〜図6は、本発明に係る固定砥粒ワイヤソーによる加工方法の実施形態を示す図である。
(構成)
以下、本発明に係る固定砥粒ワイヤソーの構成及びこの固定砥粒ワイヤソーによる加工方法を図1〜図6に基づき説明する。図1(a)及び(b)は、固定砥粒ワイヤソーの主要構成の一例を模式的に示すものである。図2(a)は、固定砥粒ワイヤ10を長手方向に沿って切断した場合の断面図であり、(b)は長手方向と直交する方向に沿って切断した場合の断面図である。図3は、ワイヤ列20による、被加工物50の切断の様子を模式化した図である。図4(a)は、切断時のワイヤ張力増加の仕組みを模式化した図であり、(b)は、被加工物50を切断時に固定砥粒ワイヤに発生する力を説明する図である。
【0014】
図1(a)及び(b)に示す固定砥粒ワイヤソー1は、単結晶又は多結晶シリコンインゴットや化合物半導体インゴット等の被加工物50を、薄く切断(即ち、スライス)してウエハを製造する装置である。
この固定砥粒ワイヤソー1は、図1(a)及び(b)に示すように、固定砥粒ワイヤ10と、ワイヤボビン12A,12Bと、メインローラ18A,18Bと、テンションローラ16A,16Bと、ガイドローラ14A〜14Dと、モータ24A,24Bとを備える。
【0015】
固定砥粒ワイヤ10は、表面に砥粒の固定されたワイヤであり、長さL(例えば、数[km]〜数十[km])の1本のワイヤから構成されている。
本実施形態では、固定砥粒ワイヤ10は、図2(a)及び(b)に示すように、高張力線材等の素材によるワイヤ素線100と、ダイヤモンド、CBN、SiC、GC、アルミナ等の材質による砥粒102と、ワイヤ素線100と砥粒102とを固着している固着材104(バインダ)とから構成されている。なお、砥粒の固着方法については、電着、有機材料または無機材料による固着(熱硬化等)の樹脂固定等が用いられているが、本発明はこれらに限定されるものではない。また、素線の材質は、ピアノ線や高抗張力非金属繊維線(ファイバ等を含む)でもよい。
【0016】
図1に戻って、メインローラ18A,18Bは、水平方向に所定間隔を空けて軸平行に並設されていると共に、それぞれ回転可能に支持されている。更に、メインローラ18A,18Bは、それぞれ、ローラ表面に一定ピッチ(例えば、325[μm])で軸方向に並んで形成された、ローラ回転方向(円周方向)に沿った複数の溝(不図示)を有している。
【0017】
固定砥粒ワイヤ10は、ローラ表面に形成された複数の溝におけるメインローラ18A,18Bのそれぞれ対向位置にある溝に沿って巻き掛けられていると共に、メインローラ18A,18Bの軸方向の一端側から他端側へと順次溝をシフトしながら巻き掛けられている。これにより、各対向位置にある溝に掛け回されたワイヤ部分は、その長手方向がメインローラ18A,18Bの軸方向(長手方向)と直交する。加えて、これら軸方向と直交する複数のワイヤ部分によって、メインローラ18A,18Bの軸方向に一定ピッチで並ぶワイヤ列20を構成している。
【0018】
また、固定砥粒ワイヤ10の巻き掛け開始側から延びる一端側は、ガイドローラ14A,14C、テンションローラ16Aを介して、ワイヤボビン12Aに巻き付けられている。一方、固定砥粒ワイヤ10の巻き掛け終了側から延びる他端側は、ガイドローラ14B,14D、テンションローラ16Bを介して、ワイヤボビン12Bに巻き付けられている。
【0019】
また、ワイヤボビン12Aは、モータ24Aから付与される回転駆動力によって回転可能に設けられている。この構成により、モータ24Aの順回転又は逆回転のいずれか一方の回転駆動力の付与に応じて、ワイヤボビン12Aが回転し、ワイヤボビン12Aに巻き付けられている固定砥粒ワイヤ10がメインローラ18A,18bへと繰り出される。更に、モータ24Aの順回転又は逆回転のいずれか他方の回転駆動力の付与に応じて、ワイヤボビン12Aが回転し、固定砥粒ワイヤ10をワイヤボビン12Aに巻き取る。
【0020】
また、ワイヤボビン12Bは、モータ24Bから付与される回転駆動力によって回転可能に設けられている。この構成により、モータ24Bの順回転又は逆回転のいずれか一方の回転駆動力の付与に応じて、ワイヤボビン12Bが回転し、ワイヤボビン12Bに巻き付けられている固定砥粒ワイヤ10がメインローラ18A,18bへと繰り出される。更に、モータ24Bの順回転又は逆回転のいずれか他方の回転駆動力の付与に応じて、ワイヤボビン12Bが回転し、固定砥粒ワイヤ10をワイヤボビン12Bに巻き取る。
【0021】
また、メインローラ18Aは、駆動ローラとなっており、不図示の駆動モータから付与される回転駆動力によって回転する。一方、メインローラ18Bは、従動ローラとなっており(駆動ローラとしてもよい)、メインローラ18A及び固定砥粒ワイヤ10を介して付与される回転駆動力によってメインローラ18Aと同じ回転方向に回転する。
テンションローラ16Aは、アクチュエータ26Aから付与される押圧力によって、固定砥粒ワイヤ10に張力を付与する。また、テンションローラ16Bは、アクチュエータ26Bから付与される押圧力によって、固定砥粒ワイヤ10に張力を付与する。
【0022】
図1(a)及び(b)に示すように、固定砥粒ワイヤソー1は、更に、ワイヤ列20の上方に配設された、2つのクーラントノズル22と、ボールねじ30と、モータ33と、ワークフィードテーブル34と、スライスベース36とを備える。
クーラントノズル22は、被加工物50の切断時において、ワイヤ列20と被加工物50との接触部分に対して、不図示の電動ポンプによって所定水圧で供給されるクーラントを噴射するためのノズルである。
ここで、クーラントは、例えば、上記接触部分で発生する熱を冷却するための冷却性、切断抵抗を低減するための潤滑性付与、加工後のウエハの洗浄性、金属部品に対する防錆性、水と被加工物との反応抑制性などの性質を有するように構成された水系の液体である。
【0023】
ボールねじ30は、ねじ軸31と、ナット32と、図示しないが、ねじ軸31の外径面に形成された第1転動溝と、ナット32の内径面に形成されたねじ軸31の第1転動溝と対向する第2転動溝と、第1転動溝と第2転動溝との間に形成された転動体転動路と、転動体転動路に装填された複数の転動体(ボール)とを備えている。ねじ軸31の下端は、ワークフィードテーブル34の上面に固定されている。更に、ねじ軸31には、ねじ軸31を回転可能にモータ33が連結されている。ナット32はその外径面が不図示のブラケットに固定されている。そして、モータ33から付与される回転駆動力によってねじ軸31を回転させると、転動体の転動を介してねじ軸31が鉛直方向に往復移動(上下動)し、ワークフィードテーブル34が不図示の案内装置に沿って往復移動(上下動)する。
【0024】
本実施形態において、被加工物50は、接着部材によって、スライスベース36に固定されている。そして、被加工物50は、このスライスベース36を介してワークフィードテーブル34の下部に着脱自在に装着される。
固定砥粒ワイヤソー1は、更に、図1(b)に示すように、各種モータ、アクチュエータ、電動ポンプ等の動作を制御する制御部70を備える。
【0025】
制御部70は、設定されたワイヤ走行速度Vwに応じて、モータ24A,24B及び駆動ローラ18Aの駆動モータを制御する。本実施形態では、設定されたワイヤ走行速度Vwを目標速度とし、固定砥粒ワイヤ10の現在の走行速度や、各モータの状態(回転速度等)を検出する不図示の検出器からの検出情報に基づき各モータをフィードバック制御する。これにより、被加工物50を切断時のワイヤ走行速度が、設定された目標速度Vwを維持するように制御される。
【0026】
また、制御部70は、予め設定されたワイヤ張力Fに応じて、アクチュエータ26A,26Bを制御する。本実施形態では、設定されたワイヤ張力Fを目標張力とし、固定砥粒ワイヤ10の現在の張力や、アクチュエータの状態(押圧量、回転量等)を検出する不図示の検出器からの検出情報に基づき各アクチュエータをフィードバック制御する。これにより、被加工物50を切断時の切断位置(ワイヤ列20)でのワイヤ張力が、設定された目標張力Fになるように制御される。なお、アクチュエータ26A,26Bは、ソレノイド等の直動アクチュエータであってもよいし、トルクモータ等の回転アクチュエータであってもよい。
【0027】
ここで、被加工物50を切断時のワイヤ列20の張力は、ワイヤ列20に被加工物50を一定速度で押し当てていくことに応じて、下式(1)に従って変化していく。
Ftn=Ft1+μFN1+μFN2+・・・μFN(n−1)+μFNn (1)
上式(1)において、Ftnは、ワイヤ列20のn巻目の張力である。Ft1は、被加工物50を押し当てる前の初期張力である。μFN1,μFN2,・・・μFN(n−1),μFNnは、それぞれ、ワイヤ列20を、1,2,・・・,(n−1),n巻目の被加工物50の一定速度の押し当てによって増加する張力である。
【0028】
ワイヤ列20の張力は、被加工物50がワイヤ列20に押し当てられた状態で一定速度で下降し続けるため、上式(1)に従って増加し続ける。従って、図4(a)に示すように、被加工物50を押し当ててから1巻後の張力Ft2は、初期張力Ft1に、増加分のμFN1を加算した張力(Ft2=Ft1+μFN1)となる。
【0029】
また、被加工物50の押し当てに応じて、この力の反作用の力として、図4(b)に示すように、背力80が発生する。この背力80は、被加工物50を押し当ててから切断が安定するまでの間は弱い状態となる。また、ワイヤ列20を構成する各ワイヤは、被加工物50の物性等に応じて、被加工物50を切断時に、背力80と交差する水平方向(ワイヤ長手方向と直交する方向)の力81(以下、水平力81と称す)を受ける。従って、被加工物50を切断時のワイヤの進行方向の力82(以下、進行力82と称す)は、背力80と水平力81との合成力となる。
【0030】
ここで、ワイヤ列20の張力が高いほど、背力80が強くなり、進行力82における背力80の割合が大きくなる。これにより、切断時のワイヤのぶれ幅(うねり)を小さくすることができ、隣接するワイヤとの合体等が起きにくくなる。但し、ワイヤ列20の張力を高くしすぎると、ワイヤの断線が発生する。
その一方で、ワイヤ列20の張力が低いほど、背力80が弱くなり、進行力82における水平力81の割合が大きくなる。そのため、切断時のワイヤのぶれ幅(うねり)が大きくなる。これにより、隣接するワイヤとの合体等が生じ易くなりウエハの脱落数が増加する。
【0031】
本実施形態では、このぶれ幅を考慮して、初期張力Ft1として27[N]以上のワイヤ張力を設定するようにした。そして、制御部70によるアクチュエータ26A,26Bの制御によって、テンションローラ16A,16Bを介してワイヤ列20に付与される張力を制御し、被加工物50を切断時において、設定した27[N]以上の張力を維持するようにした。なお、ワイヤ張力は、ワイヤの強度や装置構成によって上限が決まる。
【0032】
更に、本実施形態では、制御部70において、固定砥粒ワイヤ10の往復走行における走行方向の反転タイミングを次のように制御している。
具体的に、制御部70は、ワイヤ走行方向の反転タイミングを、ワイヤ繰り出し側における予め設定した基準位置にあるワイヤ部位(以下、ワイヤ固定部位と称す)の移動する距離が、メインローラ18A,18Bに巻き回されているワイヤの長さ以上の距離となるように制御する。ここで、基準位置は、固定砥粒ワイヤ10の任意の位置を設定することが可能である。また、テンションローラ16A,16Bによる張力制御は、ワイヤ列20の端部から各ワイヤボビンに延びるワイヤ部分において行われる。そのため、メインローラ18A,18Bに巻き回されている全てのワイヤが一旦、ワイヤ列20の端部から各ワイヤボビン方向に出る必要がある。
【0033】
従って、ワイヤ列20が、確実に張力制御を受けられるように、ワイヤ走行方向の反転タイミングを、ワイヤ固定部位の一方向に移動する距離が、メインローラ18A,18Bへの固定砥粒ワイヤ10の総巻き回し長以上となった時点とすることが好ましい。
また、制御部70は、固定砥粒ワイヤ10を往復走行させる一方で、モータ33を制御し、ボールねじ30のねじ軸31を回転駆動してワークフィードテーブル34を一定速度(例えば、0.8[mm/min])で下降させる。これにより、ワイヤ走行速度320[m/min]で往復走行するワイヤ列20に、スライスベース36を介してワークフィードテーブル34に装着された被加工物50が一定速度で押し当てられていく。ワイヤ列20に押し当てられた被加工物50は、図3に示すように、一定のワイヤピッチ(例えば、325[μm])で並列するワイヤ列20によって同時に複数箇所が切削されていく。このようにして、被加工物50を一定ピッチで複数同時に切断し、複数枚のウエハへと加工する。
【0034】
一方、本実施形態では、被加工物50を、多結晶半導体材料から形成される多結晶半導体インゴット又はこのインゴットから形成される多結晶半導体ブロック(以下、双方を区別せずに多結晶半導体インゴットと称す)とした場合に、ワイヤ走行速度を次のように制御する。
具体的に、制御部70によって、多結晶半導体インゴットの切断時は、ワイヤ走行速度を、100[m/min]<Vw<400[m/min]の範囲内の速度に制御する。
【0035】
ここで、多結晶シリコンインゴット等の多結晶半導体インゴットを切断する場合、多結晶半導体インゴットは、局所的に結晶粒の大きさが変わるために局所的に硬さが変動することが知られている。また、多結晶半導体インゴットは、インゴット成長の際にインゴット内に混入した窒化ケイ素などの介在物の付近において、切断時にワイヤのぶれが発生することも知られている。
【0036】
本発明者らは、実験によって、従来の単結晶シリコンインゴットを切断する際と同じワイヤ走行速度で多結晶シリコンインゴットを切断した場合に、ワイヤ走行速度が高速化していくほどウエハの脱落数が増加する傾向にあることを見いだした。その一方で、ワイヤ走行速度を400[m/min]よりも低速へと低下させていくことで、ウエハの脱落数が減少する傾向にあることを見いだした。但し、ワイヤ走行速度が100[m/min]以下となると切断性能が低下してしまい、必要とする切断能力を得られなかった。
このような経緯から、本実施形態では、多結晶半導体インゴットを切断するにあたって、ワイヤ走行速度Vwを、100[m/min]<Vw<400[m/min]の範囲内の速度に制御するようにした。
【0037】
(動作)
次に、図5〜図6に基づき、本実施形態の加工方法を用いた固定砥粒ワイヤソー1の動作を説明する。
図5は、ワイヤ走行方向の反転周期を決定する基準点の一例を示す図である。図6(a)は、本発明に係るワイヤ固定部位の反転周期の一例を示す図であり、(b)は、反転周期が短周期である場合の一例を示す図である。
以下、被加工物50を、多結晶シリコンインゴットとし、ワイヤ走行速度Vwを、320[m/min]とし、ワイヤ張力を30[N]として動作を説明する。
【0038】
制御部70は、駆動ローラ18Aの駆動モータ、モータ24A及びモータ24Bを制御することで、ワイヤボビン12A、12B、駆動ローラ18Aを同期駆動して、固定砥粒ワイヤ10を、予め設定したワイヤ走行速度320[m/min]で往復走行させる。ここでは、ワイヤボビン12Aをワイヤ供給側とし、ワイヤボビン12Bを巻き取り側として、固定砥粒ワイヤ10の大部分をワイヤボビン12Aに巻き付ける。
【0039】
制御部70は、モータ24Aを制御して、ワイヤボビン12Aに、固定砥粒ワイヤ10を1500[m]繰り出して1490[m]巻き取るといった回転動作をさせる。その一方で、モータ24Bを制御して、ワイヤボビン12Bに、ワイヤボビン12Aの回転動作に同期させて固定砥粒ワイヤ10を1500[m]巻き取って1490[m]繰り出すといった回転動作をさせる。また、駆動モータを制御して、駆動ローラ18Aを、ワイヤボビン12A及び12Bの回転動作に同期させて、同じ回転方向に回転動作させる。これにより、固定砥粒ワイヤ10を速度320[m/min]で往復走行させると共に、新たなワイヤ部分を供給する。つまり、往復走行1回ごとに、切断に寄与するワイヤ列20に10[m]ずつ新たなワイヤ部分が追加され、切断に用いられたワイヤ部分がワイヤボビン12Bに10[m]ずつ巻き取られていく。
【0040】
また、制御部70は、アクチュエータ26A及び26Bを制御することで、固定砥粒ワイヤ10の初期張力が30[N]となるように、テンションローラ16A及び16Bを制御する。
一方、制御部70は、駆動ローラ18Aの駆動モータ、モータ24A及びモータ24Bを制御することで、ワイヤ走行方向の反転周期を制御する。
具体的に、制御部70は、図5に示すように、ワイヤ列20におけるワイヤ繰り出し方向側の端部である「基準点−入」の位置にあるワイヤ部位(ワイヤ固定部位)が、ワイヤ巻き取り方向側の「基準点−出」の位置までの距離以上を走行する時点を反転タイミングとしている。
【0041】
このようにすることで、図6(a)に示すように、図中の網掛け部分である「基準点−入」から「基準点−出」までのワイヤ巻き掛け領域、即ち被加工物50の全体を含む領域に対して、ワイヤ固定部位が、巻き掛け領域全体(全長)以上を走行可能な時間毎に走行方向が反転される。ここで、図6(a)及び(b)において、横軸は時間[min]であり、縦軸は「基準点−入」の位置を0.0[km]とした場合のワイヤ固定部位の走行位置[km]である。ここでは、ワイヤボビン12A,12Bに対して、固定砥粒ワイヤ10を1500[m]繰り出して1490[m]巻き取るといった、新規のワイヤ部分を少しずつ追加していく回転動作をさせている。そのため、ワイヤ固定部位の走行位置は、徐々に(この例では10[m]ずつ)巻き掛け領域から「基準点−出」側へとはみ出していく。
【0042】
このような反転周期とすることで、各ワイヤ固定部位(新規追加分ずつ更新)が、「基準点−入」から「基準点−出」に亘って走行することになり、この走行到達位置(「基準点−出」)において、ワイヤ固定部位の走行方向が反転する。このときの反転タイミングは、図6(a)中の波形の頂点(下突)又は波形の頂点(上突)のいずれかとなる。このような反転タイミングとすることによって、ワイヤ列20は、固定砥粒ワイヤ10の両端部にあるテンションローラ16A,16Bによる張力制御を十分に受けることができる。
【0043】
一方、ワイヤ走行方向の反転タイミングを、図6(b)に示すように、ワイヤ固定部位が、巻き掛け領域全体の約1/3の距離を走行した時点とした場合は、走行距離が短いことから、ワイヤ列20が、テンションローラ16A,16Bによる張力制御を受ける前にワイヤ固定部位の走行方向が反転してしまう。そのため、この反転タイミングでは、ワイヤ列20が、十分な張力制御を受けることができない。
【0044】
また、制御部70は、固定砥粒ワイヤ10を往復走行させる一方で、モータ33を制御して、ワークフィードテーブル34を一定速度で下降させる。これにより、ワイヤ走行速度320[m/min]で往復走行するワイヤ列20に、スライスベース36を介してワークフィードテーブル34に装着された多結晶シリコンインゴットが一定速度で押し当てられていく。ワイヤ列20に押し当てられた多結晶シリコンインゴットは、一定のワイヤピッチで同時に複数箇所が切削され、多結晶シリコンインゴットを、複数枚のウエハへと加工する。
【0045】
以上、本実施形態に係る固定砥粒ワイヤソー1による加工方法によれば、ワイヤ走行方向の反転タイミングを、ワイヤ繰り出し側における予め設定した基準位置にあるワイヤ部位の移動する距離が、メインローラ18A,18Bに巻き回された固定砥粒ワイヤ10の総巻き回し長以上となるように制御する。即ち、ワイヤ走行方向の反転タイミングを、ワイヤ列20が、固定砥粒ワイヤ10の両端部にあるテンションローラ16A,16Bによる張力制御を十分に受けることができる範囲を走行するように制御する。これにより、反転周期毎にワイヤ列20の張力が設定した張力Fを維持するように制御されるため、固定砥粒ワイヤ10の切断時の背力80が安定し、切断速度のバラツキを低減することができる。
【0046】
また、被加工物50として多結晶半導体インゴットを切断時のワイヤ走行速度Vwを、100[m/min]<Vw<400[m/min]の範囲内の速度に制御するようにした。これにより、従来の400[m/min]以上の速度で切断する場合と比較して、ウエハの脱落数を低減することができる。
また、被加工物50を切断時の固定砥粒ワイヤソー1の切断位置(ワイヤ列20)での張力を27[N]以上に制御するようにした。これにより、27[N]未満に制御した場合と比較して、進行力82における背力80の割合を水平力81に対して十分に大きくすることが可能となる。これにより、切断時のワイヤのぶれ幅を低減することができる。
ここで、テンションローラ16A,16B、アクチュエータ26A,26B、制御部70は、張力制御部を構成する。また、制御部70は、走行制御部を構成する。また、「基準点−入」は、第1基準位置に対応し、「基準点−出」は、第2基準位置に対応する。
【0047】
(変形例)
なお、上記実施形態において、被加工物50をワイヤ列20の上方から鉛直方向に下降して押し当てる構成を例に挙げて説明したが、この構成に限らない。ワイヤ列20の向きを別の方向にし、その方向に合わせて、被加工物50を別の方向から移動するようにして、押し当てる構成としてもよい。
また、上記実施形態において、ワークフィードテーブル34を、ボールねじ30をモータで駆動して上下動する構成を例に挙げて説明したが、この構成に限らない。
【0048】
例えば、リニアアクチュエータを用いて、ワークフィードテーブル34を直進運動させて、被加工物50をワイヤ列20に押し当てる構成など、他の構成としてもよい。
また、上記実施形態において、ワイヤ列20を構成するメインローラを2つとしたが、この構成に限らず、メインローラを3つ以上とする構成としてもよい。
【0049】
また、上記実施形態において、2つのメインローラ18A,18Bのうち、18Aを駆動ローラとして、モータで回転駆動する構成を例に挙げて説明したが、この構成に限らない。
例えば、メインローラはいずれも回転自在に設けておき、ワイヤボビン12A,12Bを回転駆動するモータだけで回転駆動する構成や、メインローラの全てをモータで回転駆動する構成など他の構成としてもよい。
【0050】
また、上記実施形態は、本発明の好適な具体例であり、技術的に好ましい種々の限定が付されているが、本発明の範囲は、上記の説明において特に本発明を限定する旨の記載がない限り、これらの形態に限られるものではない。また、上記の説明で用いる図面は、図示の便宜上、部材ないし部分の縦横の縮尺は実際のものとは異なる模式図である。
また、本発明は上記実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
【実施例】
【0051】
以下、図7に基づき、上記実施形態の固定砥粒ワイヤソー1による加工方法と同様の加工方法を用いた実施例を説明する。
図7は、実施例に係る切断試験に基づくワイヤ走行速度とウエハの脱落枚数率との関係を示す図である。
本実施例においては、被加工物50として、太陽電池用の多結晶シリコンインゴット(W:156[mm]×H:156[mm]×L:210[mm])を採用した。また、固定砥粒ワイヤ10として、旭ダイヤモンド工業製のワイヤ(線径φ130[mm]、平均砥粒径12〜25[μm]、線長30[km])を使用した。そして、ワイヤ走行方向を往復走行とし、ワイヤ走行速度を200[m/min]〜1400[m/min]の範囲で、100[m/min]刻みで設定し、かつ切断位置でのワイヤ張力を32[N]に設定して、各設定速度における切断試験を実施した。加えて、ワイヤ走行方向の反転タイミングを、上記実施形態で説明したように、ワイヤ列が張力制御を十分に受けることができるよう、ワイヤ固定部位の走行距離が図1における、メインローラ18A,18Bへの固定砥粒ワイヤ10の総巻き回し長以上となるようにした。また、切断時のワークフィードテーブル34の下降速度を0.8[mm/min]に設定した。また、加工液として、ユシロ化学工業製のクーラントを使用した。また、同じワイヤ走行速度に対して3回ずつ切断を行った。
【0052】
このような測定条件において切断試験を行った結果、ワイヤ走行速度とウエハの脱落枚数率(試験3回の平均値)との関係として図7に示す試験結果が得られた。図7において、「○」は各測定速度における平均値を示し、「エ」字状の縦に伸びる棒線は各測定速度におけるウエハ脱落枚数率のばらつきの範囲を示す。
なお、脱落枚数率は、以下により求める。まず、1または複数のシリコンインゴットを切断する場合、1回の切断(1ショット)当たりのスライス枚数は、
スライス枚数=[(インゴットのワイヤと直交する方向の長さ)×(1ショット当たりのインゴット数)]/[ワイヤピッチ]
で求められ、ウエハ脱落枚数率は、
ウエハ脱落枚数率=[スライス中に脱落したウエハ枚数]/[スライス枚数]
で求められる。
【0053】
図7に示すように、単結晶シリコンインゴットの切断に一般的に用いられている600[m/min]〜800[m/min]の速度帯では、脱落枚数率が約0.5〜2.0[%]となっていると共に、同じ走行速度での脱落枚数率にばらつきがあることが解る。一方、本発明に係る400[m/min]未満の速度帯では、ウエハの脱落枚数率が約1.1[%]以下で安定しており、600[m/min]〜800[m/min]の速度帯と比較して、ウエハの脱落枚数率が低くなっていることが解る。加えて、脱落枚数率がばらけずに安定していることも解る。
【0054】
また、ワイヤ走行速度を800[m/min]よりも高速化した場合、1200[m/min]の速度帯までは、ウエハの脱落枚数率が約1.1〜3.7[%]となっており、400[m/min]未満の速度帯と比較して、ウエハの脱落枚数率のばらつきが大きくかつ脱落枚数率が高くなっている。
以上、実施例にて判明したように、固定砥粒ワイヤソー1による、多結晶半導体インゴットの切断加工において、ワイヤ走行速度Vwを、100[m/min]<Vw<400[m/min]にすれば、従来の400[m/min]以上のワイヤ走行速度での加工時と比較して、ウエハの脱落枚数率を低減することができる。
【符号の説明】
【0055】
1 固定砥粒ワイヤソー
10 固定砥粒ワイヤ
12A,12B ワイヤボビン
14A〜14D ガイドローラ
16A,16B テンションローラ
18A,18B メインローラ
20 ワイヤ列
22 クーラントノズル
24A,24B,33 モータ
26A,26B アクチュエータ
30 ボールねじ
34 ワークフィードテーブル
36 スライスベース
50 被加工物
70 制御部
80 背力
81 水平力
82 進行力
【特許請求の範囲】
【請求項1】
表面に複数の砥粒が固定された1本の固定砥粒ワイヤを、軸平行に対向配置した複数のローラに一定ピッチで複数回巻き回して構成されたワイヤ列を有し、前記ワイヤ列を長手方向に往復走行させ、往復走行させた前記ワイヤ列に被加工物を押し当てて当該被加工物を切断する固定砥粒ワイヤソーによる加工方法であって、
前記固定砥粒ワイヤの両端において、前記固定砥粒ワイヤに予め設定した所定の張力を付与し、
前記固定砥粒ワイヤを往復走行させる際、
前記固定砥粒ワイヤにおける予め設定された基準位置にある部位の移動する距離が、前記複数のローラに巻き回されているワイヤの長さ以上となるように前記固定砥粒ワイヤの走行方向の反転タイミングを制御することを特徴とする固定砥粒ワイヤソーによる加工方法。
【請求項2】
前記走行制御部は、前記被加工物を切断時のワイヤ走行速度Vwを、100[m/min]<Vw<400[m/min]の範囲内の速度に制御することを特徴とする請求項1に記載の固定砥粒ワイヤソーによる加工方法。
【請求項3】
請求項1又は請求項2に記載の加工方法により作製されたことを特徴とするウエハ。
【請求項1】
表面に複数の砥粒が固定された1本の固定砥粒ワイヤを、軸平行に対向配置した複数のローラに一定ピッチで複数回巻き回して構成されたワイヤ列を有し、前記ワイヤ列を長手方向に往復走行させ、往復走行させた前記ワイヤ列に被加工物を押し当てて当該被加工物を切断する固定砥粒ワイヤソーによる加工方法であって、
前記固定砥粒ワイヤの両端において、前記固定砥粒ワイヤに予め設定した所定の張力を付与し、
前記固定砥粒ワイヤを往復走行させる際、
前記固定砥粒ワイヤにおける予め設定された基準位置にある部位の移動する距離が、前記複数のローラに巻き回されているワイヤの長さ以上となるように前記固定砥粒ワイヤの走行方向の反転タイミングを制御することを特徴とする固定砥粒ワイヤソーによる加工方法。
【請求項2】
前記走行制御部は、前記被加工物を切断時のワイヤ走行速度Vwを、100[m/min]<Vw<400[m/min]の範囲内の速度に制御することを特徴とする請求項1に記載の固定砥粒ワイヤソーによる加工方法。
【請求項3】
請求項1又は請求項2に記載の加工方法により作製されたことを特徴とするウエハ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−111674(P2013−111674A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−257848(P2011−257848)
【出願日】平成23年11月25日(2011.11.25)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【出願人】(000139687)株式会社安永 (23)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月25日(2011.11.25)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【出願人】(000139687)株式会社安永 (23)
【Fターム(参考)】
[ Back to top ]