
固定管の円周溶接方法
【課題】先行トーチの溶接速度を変化させた場合でも、後行トーチによる溶着高さが常に一定になるように制御可能とする。
【解決手段】固定管の突合せ端部に沿って円周方向に配置された走行レール上を移動する台車に搭載された先行トーチ及び後行トーチを備えた溶接ヘッドにより、前記台車を走行レールに沿って円周方向に移動させながら、単位溶接長さ当りの溶着量が一定になるように、所定の溶接速度で前記突合せ端部をアーク溶接する際、外乱位置で前記先行トーチの溶接速度を変化させる場合、前記後行トーチでは単位溶接長さ当りの溶着量が、変更前と同一になるようにワイヤ送給速度を変更し、溶接電流が変更前と同一になるように、トーチ13先端からのワイヤ突出長さLを制御する。
【解決手段】固定管の突合せ端部に沿って円周方向に配置された走行レール上を移動する台車に搭載された先行トーチ及び後行トーチを備えた溶接ヘッドにより、前記台車を走行レールに沿って円周方向に移動させながら、単位溶接長さ当りの溶着量が一定になるように、所定の溶接速度で前記突合せ端部をアーク溶接する際、外乱位置で前記先行トーチの溶接速度を変化させる場合、前記後行トーチでは単位溶接長さ当りの溶着量が、変更前と同一になるようにワイヤ送給速度を変更し、溶接電流が変更前と同一になるように、トーチ13先端からのワイヤ突出長さLを制御する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、固定管の円周溶接方法に係り、特に消耗電極式ガスシールドアーク自動溶接機を用いて端部どうしが互いに当接もしくは近接するように突き合せ配置されたパイプライン固定管の円周溶接方法に関する。
【背景技術】
【0002】
従来から、パイプラインでは複数の管をその長さ方向端部どうしを互いに当接または近接して突き合せ、自動溶接機を用いてその端部どうしを円周溶接する施工方法が採用されている。消耗電極式ガスシールドアーク自動溶接機を用いて固定管の突合せ端部を溶接する状況を図1に模式的に示す。
【0003】
2本の固定管10、10は、その端部どうしが互いに突き合された状態に配置される。その突合せ端部の外周に沿って自動溶接装置1を構成する環状の走行レール11が装着され、この走行レール11上を溶接ヘッド12が走行(移動)する。
【0004】
この溶接ヘッド12には走行レール上を移動する台車にトーチ13が搭載されており、このトーチ13に、リール14に巻回された溶接用金属ワイヤ16が供給され、この溶接用金属ワイヤ16がアーク放電時に発生する熱により溶解し溶接が行われる。その際に、このトーチ13は、上下左右に移動するように構成されており、所定の速度、幅で円周方向に対して揺動するウィービングも行われる。
【0005】
この自動溶接装置1には、溶接ヘッド12の台車移動方向や移動速度、トーチ13のウィービング条件、溶接用金属ワイヤ16のトーチ13への送給速度等を制御するための制御盤(制御装置)20が備えられており、制御ケーブル23を介して溶接ヘッド12と接続されている。また、この自動溶接装置1には、アーク放電発生のための溶接電源ユニット21が備えられており、電源ケーブル22を介して溶接ヘッド12と接続されている。さらに、この自動溶接装置1には、ガスボンベ24が備えられおり、シールドガスがガスホース27を介して溶接ヘッド12に供給される。
【0006】
このような自動溶接装置1を用いて、固定管10、10の突合せ端部どうしが円周溶接されるが、溶接ヘッド12の1回の走行で得られる溶接厚みは薄い。そのため、肉厚の厚い管どうしを溶接する場合には、溶接ヘッド12を同一部分に複数回円周方向に沿って移動させる、多層盛り溶接を行う必要がある。
【0007】
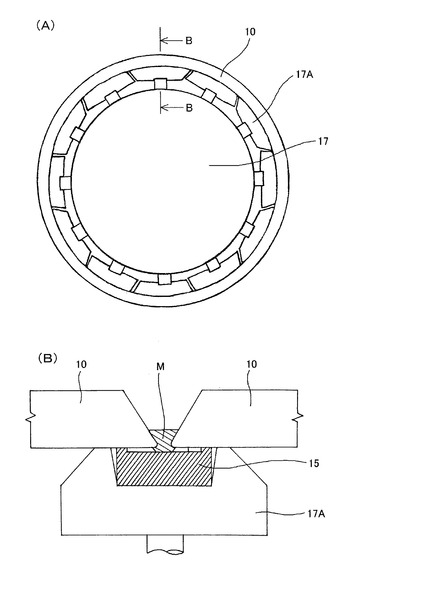
また、このような円周溶接を行う場合、固定管の突合せ端部では、図2(A)に溶接部近傍の管全体の横断面を、同図(B)にその一部の縦断面(B−B断面)を拡大して示すように、周方向の内周面に複数の銅板からなる裏当材15をそれぞれインナークランプ17のバッキングヘッド17Aで、全周に亘って押さえつける裏当てをすることにより、特に一層目の溶接時に溶けた金属Mが漏出することを防止している。
【0008】
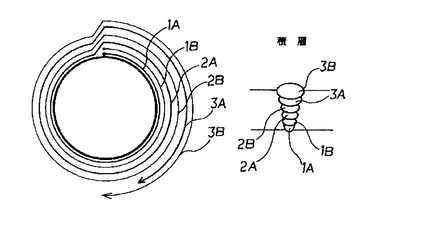
ところで、前記のような多層盛り溶接を効率よく行うために有効な技術として、特許文献1には、円周方向に沿った溶接方向に一定の間隔を隔てた先行トーチAと後行トーチBを備えたデュアルトーチ式の溶接ヘッドを用い、該溶接ヘッドを溶接方向に所定の移動速度(溶接速度)で移動させることにより、図3に積層イメージを示すように、先行トーチAでビードを形成しながら、該ビードの上に一定間隔離れた後行トーチBによるビードが積層されるようにして、6層を(1A+1B)(2A+2B)(3A+3B)の3周の走行で積層できるようにし、単一トーチの溶接ヘッドによる場合に比べて2倍の速度で溶接することができるようにしたものが開示されている。
【0009】
前記従来のデュアルトーチ式の溶接ヘッドを備えた溶接機では、先行トーチと後行トーチが溶接方向(円周方向)に一定間隔を隔てて同じ溶接ヘッドの台車に搭載されているため、該溶接ヘッド(台車)を円周方向に所定の速度で移動させながら溶接する場合には、両トーチは常に同一の溶接速度で移動することになるため、両トーチともそれぞれ溶接電流やワイヤ送給速度等の他の溶接条件が安定していれば、所定の厚さからなる高精度な多層溶接が容易に実現できる。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平11−129067号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、前述した固定管の突合せ端部の内周面に全周に亘って裏当てした複数の裏当材に、それぞれ隣接する裏当材との間に隙間が存在すると、その隙間位置ではビード高さ(溶着高さ)が低くなることから、それまでの標準高さを確保するためには、その位置での溶接金属の必要量が変化する(この場合は増大する)ことになるため、溶接制御の上からは外乱となる。
【0012】
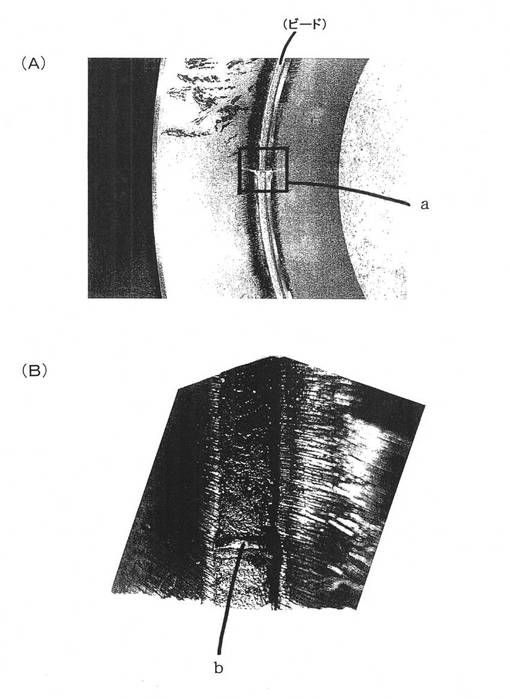
図4(A)には、溶接後に裏当材を外した固定管の内周面の一部を斜め方向から撮影した写真を、同図(B)にはその中の裏当材の隙間があった位置(矩形aの内側)のビードを拡大した写真を示す。後者にbで示す裏当材の隙間があった位置では図面からは判り難いが、ビードが裏側に凸状態になっていることから、これに対応する表側のビードは凹状態になっており、これが円周溶接の制御の上では外乱となる。
【0013】
そのため、固定管の円周溶接を前記デュアルトーチ式の溶接ヘッドで実施する際に、先行トーチが裏当材の隙間等の外乱位置で、ビード高さが均一になるように部分的に溶接速度を変化させるときは、後行トーチも同じ台車に搭載されていることから同期して溶接速度が変化することになるため、対応する位置の溶接部に対する後行トーチによる単位溶接長さ当りの溶着量が変化し、ビード高さが不均一になるという問題がある。
【0014】
本発明は、前記従来の問題点を解消すべくなされたもので、裏当材の隙間等の外乱位置で台車の移動速度を変更して先行トーチの溶接速度を変化させる場合でも、後行トーチによる溶着高さを常に速度変更前の標準状態(高さ)を保つように制御することを課題とする。
【課題を解決するための手段】
【0015】
本発明は、固定管の突合せ端部に沿って円周方向に配置された走行レール上を移動する台車と、該台車に円周に沿った溶接方向に離間して配設され、前記突合せ端部に対して進退動可能な先行トーチ及び後行トーチと、各トーチの先端から溶接用ワイヤをそれぞれ任意の送給速度で前記突合せ端部へ送給するワイヤ送供機構とを備えた溶接ヘッドにより、前記台車を走行レールに沿って円周方向に移動させながら、単位溶接長さ当りの溶着量が一定になるように、所定の溶接速度で前記突合せ端部をアーク溶接することにより、前記課題を解決したものである。
【0016】
本発明においては、外乱位置で前記台車の円周方向の移動速度を変更して前記先行トーチの溶接速度を変化させる場合、前記後行トーチでは変更後の移動速度の下で単位溶接長さ当りの溶着量が、変更前と同一になるようにワイヤ送給速度を変更し、変更後のワイヤ送給速度の下で溶接電流が変更前と同一になるようにしてもよい。又、前記突合せ端部に対する後行トーチ位置を変更してトーチ先端からのワイヤ突出長さを制御してもよい。
【発明の効果】
【0017】
本発明によれば、固定管を円周溶接する際、裏当材の隙間等の外乱位置で先行トーチによる溶接速度を変更したとしても、後行トーチにより常に一定のビード高さに溶接することが可能となる。
【0018】
その際、後行トーチによる溶接ワイヤの送給速度を適切に変更すると共に、後行トーチによる溶接電流を変更後の送給速度の下でも一定値に制御できるようにすることにより、確実に後行トーチにより常に一定のビード高さに溶接することが可能となる。
【図面の簡単な説明】
【0019】
【図1】自動溶接機による固定管の円周溶接状況の概略を示す斜視図
【図2】裏当材の隙間を説明するための溶接部近傍の固定管の横断面図と一つの裏当材を軸方向に切断した位置の拡大断面図
【図3】円周溶接による多層盛り溶接のイメージを示す説明図
【図4】裏当材の隙間位置におけるビードを示す管内面の一部を斜め方向から写した写真とその一部を拡大した写真
【図5】本実施形態に適用される自動溶接機の概要を示す説明図
【図6】本実施形態に適用されるデュアルトーチ式の溶接ヘッドと固定管の関係の概要を示す説明図
【図7】アーク放電を行うトーチとその先端からのワイヤの突出長さの関係を示す説明図
【図8】溶接台車の概要を示す平面図と正面図
【図9】溶接台車のZ軸機構の概要を示す模式図
【図10】溶接台車の概要を示す要部背面図
【図11】ワイヤ送給機構の構成を示す正面図と側面図
【図12】X軸機構の構成を示す説明図
【図13】溶接ヘッドが備えている各軸機構の係合関係を示すブロック図
【図14】本実施形態に適用される自動溶接機が備えている制御対象軸と制御系からの制御信号との関係を示すブロック図
【図15】後行トーチの制御に適用される制御ブロック図
【発明を実施するための形態】
【0020】
以下、図面を参照して本発明の実施形態を詳細に説明する。
【0021】
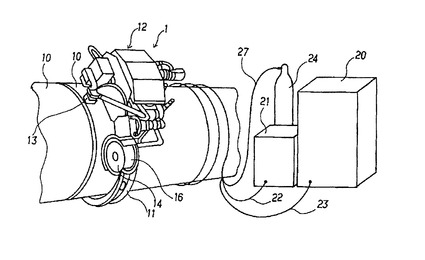
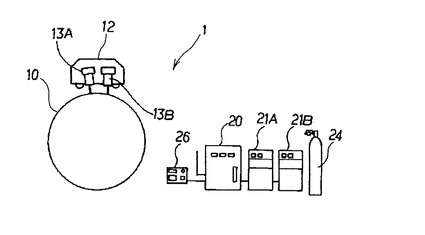
本実施形態の固定管の円周溶接方法には、図5に全体の構成を示す自動溶接装置1が適用される。
【0022】
この自動溶接装置1は、鋼管10を円周溶接する溶接ヘッド12に先行トーチ13Aと後行トーチ13Bを備えていると共に、対応する先行用、後行用溶接電源ユニット21A、21Bを備えている以外は、前記図1に示したものと基本的に同一である。
【0023】
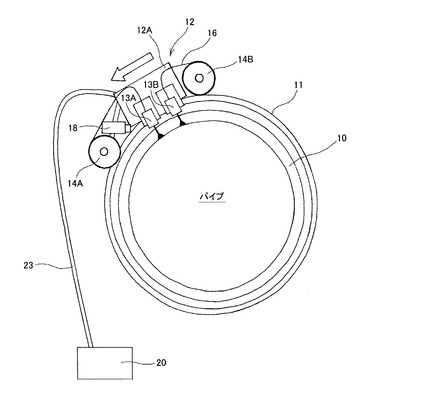
図6には、環状の走行レール11上を走行する台車12Aをベースとする溶接ヘッド12を模式的に示す。この溶接ヘッド12の台車12Aには、矢印で示す溶接方向の台車前方の溶接部(ビード)や外乱位置等をモニタするカメラ18と、前方と後方にそれぞれ先行トーチ13A、後行トーチ13Bへ溶接用金属ワイヤ16を供給する前リール14A、後リール14Bが、それぞれ配設されている。
【0024】
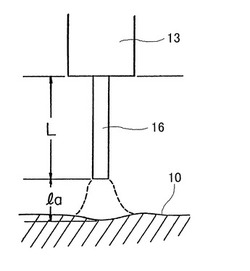
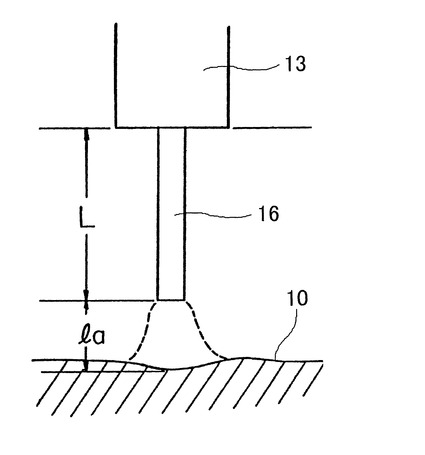
また、先行トーチ13A、後行トーチ13Bは、いずれも図7に先端部分を拡大して示すように、内部を挿通した溶接用金属ワイヤ16を先端から供給可能であると共に、トーチ自体を溶接方向(円周方向)に直交するパイプ厚方向(図中上下方向)に溶接金属ワイヤ16の送給とは独立に進退動可能に前記台車に搭載されている。
【0025】
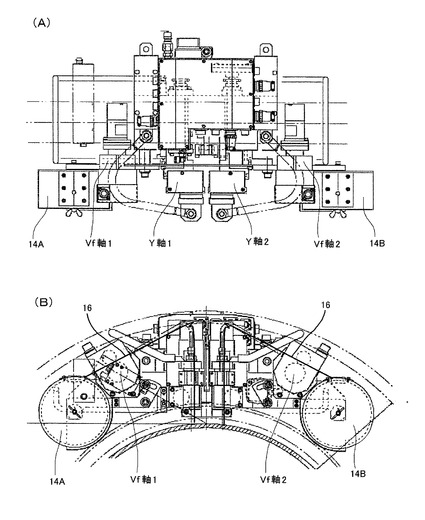
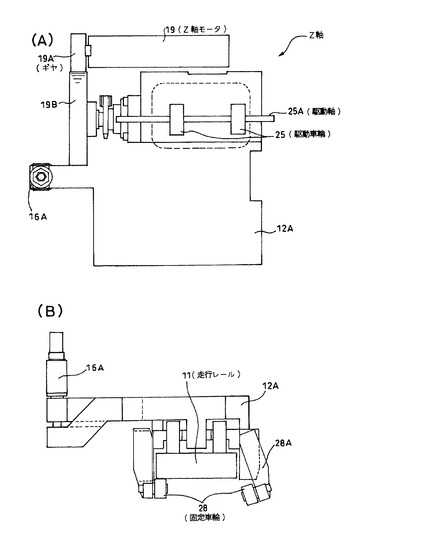
図8(A)、(B)には、溶接ヘッドの平面図と正面図を、図9には、溶接台車を移動する走行軸機構を、図10には、溶接ヘッドの要部背面を、それぞれ示す。
【0026】
この溶接ヘッド12には、先行トーチ13A、後行トーチ13Bに、リール14A、14Bからそれぞれ溶接用ワイヤ16を送給するための送給軸機構(図中、Vf軸1、Vf軸2)が設けられている。又、各トーチ13A、13Bをパイプ厚方向にそれぞれ進退動させる2つのY軸スライドブロック(Y軸機構、図中Y軸1、Y軸2)と、パイプ軸方向にそれぞれ揺動する2つのX軸スライドブロック(X軸機構、図中X軸1、X軸2)とが設けられている。
【0027】
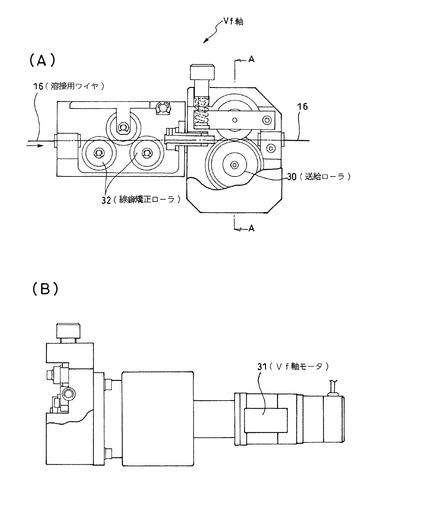
ワイヤ送給用のVf軸は、図11(A)に正面図、同図(B)にA−A方向要部側面図を示すように、送給ローラ30をVfモータ31で回転させることにより、リール14から引き出された溶接用ワイヤ16を線癖矯正ローラ32を通してトーチ13に正確に送給できるようになっている。
【0028】
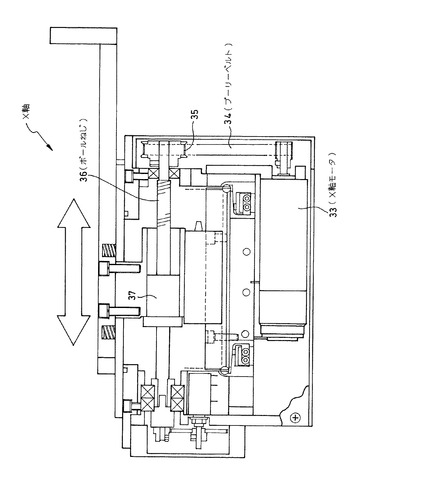
X軸(1、2)は、図12に概略を示すように、X軸モータ33によりプーリベルトを介してプーリ35を回転させ、該プーリ35に固定されているボールねじ36を回転させることにより、ボールナット37に固定されているトーチ13が、矢印で示すX方向に揺動(進退動)可能になっている。
【0029】
Y軸(1、2)は、設置方向、即ち進退動させる方向が異なるだけで、基本的な構成はX軸(1、2)と同一である。
【0030】
前記図9(A)に下から見た状態を、同図(B)に走行方向から見た状態を模式的に示したように、溶接台車走行軸機構(図中、Z軸)は、以上の各軸機構を搭載した台車12Aを、一体的に前記走行レール11上を、Z軸モータ19によりギア19A、19Bを介して駆動軸25Aに支持された駆動車輪25を回転させることにより、任意速度で移動させることが可能となっている。なお、この台車12Aでは、走行レール11に直交する方向に揺動するアーム28Aに支持された固定用車輪28を該レールの下側に当接させ、締込ねじを締めることにより、該レール11に沿って安定して移動できるようにしてある。又、図中、符号16Aはワイヤガイドである。
【0031】
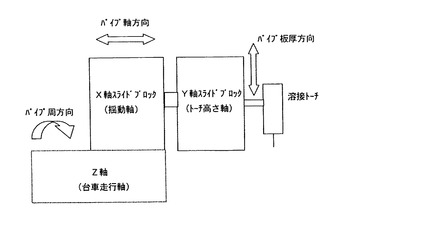
図13には、以上の各軸機構の位置関係と制御方向のイメージを示す。
【0032】
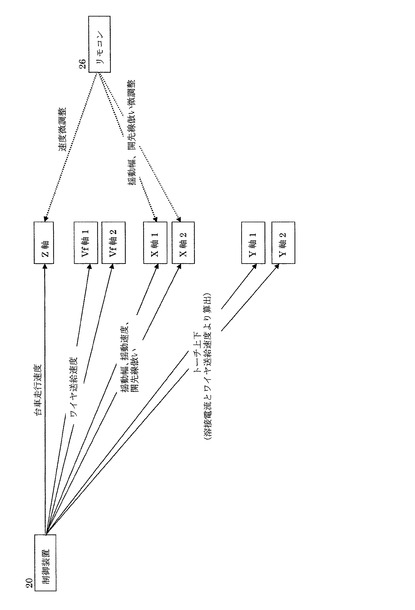
従って、本実施形態に用いられる自動溶接装置1では、図14に制御系の構成を概念的に示すように、溶接ヘッド12を溶接方向に移動させる台車走行速度を制御するZ軸機構と、先行トーチ13A、後行トーチ13Bを介して供給する金属ワイヤ16のワイヤ供給速度をそれぞれ制御するVf軸1、Vf軸2と、各トーチ13A、13Bを溶接方向に対して横方向に揺動させるウィービング時の揺動幅、揺動速度、開先線倣いをそれぞれ制御するX軸1、X軸2と、各トーチ13A、13Bの図7中上下位置をそれぞれ制御するY軸1、Y軸2とからなる合計7軸の駆動機構を、前記制御装置20により制御している。また、図示されているように、Z軸とX軸1、X軸2とは、それぞれ前記リモコンボックス26によって微調整可能になっている。
【0033】
以上、詳述した自動溶接装置1を用いて行う本実施形態の制御原理について説明する。溶接速度、即ち溶接ヘッド12(台車12A)のZ軸による移動速度は、前記図3にイメージを示した各層毎の溶接位置に応じて、前記制御装置20にプリセットデータとして入力され、溶接時にはその数値がZ軸機構に出力される。このプリセットデータとしては、裏当材の隙間等の外乱位置や、その位置での速度変化量等も含まれる。
【0034】
円周溶接を前記デュアルトーチ式の溶接ヘッドで実施する際、前記カメラ18により先行トーチ13Aが裏当材の隙間等の外乱位置に到達したことが観察されたため、該外乱位置で、ビード高さが均一になるように部分的に溶接速度を変化させたときには、後行トーチ13Bも同期して溶接速度が変化することになるため、後行トーチ13Bの対応する溶接部への溶着量が変化し、ビード高さが不均一になるという問題がある。
【0035】
通常の溶接位置に対する溶接では、金属ワイヤ16の供給が、次式(1)で与えられるワイヤ送給速度Vfで行われる。
【0036】
Vf=AI+BLI2 ・・・(1)
(I:溶接電流 L:ワイヤ突出し長さ A,B:定数)
【0037】
このワイヤ送給に際しては、前記溶接電源ユニット21A、21Bの端子に設けられている電流計で溶接電流を常にモニタリングし、電流値が一定になるように前記図7に示したようにトーチ13の位置をY軸機構により制御し、ワイヤ突出し長さLが一定になるように制御する。なお、図7に示したlaばアーク長さである。
【0038】
前記デュアルトーチ式の溶接ヘッド12で溶接する場合、先行トーチ13Aによる通常位置での溶接速度をVz0とすると、後行トーチ13Bは同一台車に一定距離隔てて搭載されているため、同一の溶接速度Vz0である。
【0039】
前記カメラ18により先行トーチ13Aが裏当材15の隙間等の外乱位置に到達したことがモニタされたため、前記リモコンボックス26のダイヤルを使って手動により溶接速度をΔVz(+も−もある)だけ微調整したとすると、その時点での先行トーチ13A及び後行トーチ13Bの溶接速度は共にVz0+ΔVzとなる。なお、溶接速度の微調整は自動制御で行うこともできる。
【0040】
このように変化させることにより、先行トーチ13Aでは所望の溶接高さが確保されるが、後行トーチ13Bによる溶接位置では溶接高さが乱れることになる。
【0041】
後行トーチ13Bの溶着高さ(ビード高さ)を一定にするためには、後行トーチ13Bのワイヤ送給速度Vfを変更前の標準値がVf0であったとすると、Vf0×(Vz0+ΔVz)にすればよいが、ワイヤ送給速度を変化させると溶接現象に最も影響が大きい溶接電流も変化することになる。
【0042】
そこで、本実施形態では、後行トーチ13Bの溶接速度をVz0からVz(=Vz0+ΔVz)に変更した後に単位溶接長さ当りの溶着量が一定となるようにワイヤ送給速度をVfに変更し、前記(1)式におけるワイヤ突出長さLを自動的に調整することにより、溶接電流Iを一定に維持する制御を行う。
【0043】
具体的には、図15の制御ブロック図に示すように、先行トーチ13Aの溶接速度がVz0からVzに変化した場合、後行トーチ13Bではワイヤ送給速度Vf=Vz/Vz0*Vf0に変更する。
【0044】
その時、溶接電流検出器の検出値がIaになったとすると、図中基準溶接電流設定器で示す制御装置20にプリセットデータとして設定されている変更前の基準電流I0と比較器で比較し、その差分を単位時間ごとに積算し、その積算値ΔIaが0になるように、後行トーチ13BのY軸方向(図中上下軸)にトーチ位置を調整することによりワイヤ突出長さLを変化させる。
【0045】
これを具体的に説明すると、例えば、先行トーチ13A側の溶接位置に銅板の隙間などがあり、溶接速度をΔVz遅くした場合、後行トーチ13Bによる溶着高さを一定にするためには、後行部分の溶着量(ワイヤ送給量)は溶着速度が遅くなった分だけ少なくすることにより単位長さ当りのワイヤ送給量を一定にする必要がある。
【0046】
従って、後行トーチ13B側のワイヤ送給量Vfは、元のVf0にVz/Vz0を乗じた値にする必要がある。ここで、トーチの上下軸が固定、即ちLが固定であれば溶接電流値はワイヤ送給速度に応じて低くなるが、本発明による溶接電流値一定制御を行っていれば、ワイヤ送給量の低下に伴いワイヤ突出し長さはLは短くなり、溶接電流はほぼ一定に保たれる。
【0047】
以上のように溶接速度変更後も、後行トーチ13Bについては溶接電流一定に制御することにより、先行トーチ13Aが裏当材の隙間等の外乱により変化した溶接速度の影響を、後行トーチ13Bの溶着高さに影響を及ぼすことなく均一な溶接ビードを形成することが可能となる。
【0048】
なお、外乱位置としては、裏当材(銅板)の隙間に限られるものではなく、例えば1層目以降のビードの高さの変動部等がある。
【符号の説明】
【0049】
1…自動溶接装置
10…固定管
11…走行レール
12…溶接ヘッド
13、13A、13B…トーチ
14、14A、14B…リール
15…裏当材
16…溶接用金属ワイヤ
17…インナークランパ
18…カメラ
20…制御装置(制御盤)
21、21A、21B…溶接電源ユニット
22…電源ケーブル
23…制御ケーブル
24…ガスボンベ
26…リモコンボックス
27…ガスホース
【技術分野】
【0001】
本発明は、固定管の円周溶接方法に係り、特に消耗電極式ガスシールドアーク自動溶接機を用いて端部どうしが互いに当接もしくは近接するように突き合せ配置されたパイプライン固定管の円周溶接方法に関する。
【背景技術】
【0002】
従来から、パイプラインでは複数の管をその長さ方向端部どうしを互いに当接または近接して突き合せ、自動溶接機を用いてその端部どうしを円周溶接する施工方法が採用されている。消耗電極式ガスシールドアーク自動溶接機を用いて固定管の突合せ端部を溶接する状況を図1に模式的に示す。
【0003】
2本の固定管10、10は、その端部どうしが互いに突き合された状態に配置される。その突合せ端部の外周に沿って自動溶接装置1を構成する環状の走行レール11が装着され、この走行レール11上を溶接ヘッド12が走行(移動)する。
【0004】
この溶接ヘッド12には走行レール上を移動する台車にトーチ13が搭載されており、このトーチ13に、リール14に巻回された溶接用金属ワイヤ16が供給され、この溶接用金属ワイヤ16がアーク放電時に発生する熱により溶解し溶接が行われる。その際に、このトーチ13は、上下左右に移動するように構成されており、所定の速度、幅で円周方向に対して揺動するウィービングも行われる。
【0005】
この自動溶接装置1には、溶接ヘッド12の台車移動方向や移動速度、トーチ13のウィービング条件、溶接用金属ワイヤ16のトーチ13への送給速度等を制御するための制御盤(制御装置)20が備えられており、制御ケーブル23を介して溶接ヘッド12と接続されている。また、この自動溶接装置1には、アーク放電発生のための溶接電源ユニット21が備えられており、電源ケーブル22を介して溶接ヘッド12と接続されている。さらに、この自動溶接装置1には、ガスボンベ24が備えられおり、シールドガスがガスホース27を介して溶接ヘッド12に供給される。
【0006】
このような自動溶接装置1を用いて、固定管10、10の突合せ端部どうしが円周溶接されるが、溶接ヘッド12の1回の走行で得られる溶接厚みは薄い。そのため、肉厚の厚い管どうしを溶接する場合には、溶接ヘッド12を同一部分に複数回円周方向に沿って移動させる、多層盛り溶接を行う必要がある。
【0007】
また、このような円周溶接を行う場合、固定管の突合せ端部では、図2(A)に溶接部近傍の管全体の横断面を、同図(B)にその一部の縦断面(B−B断面)を拡大して示すように、周方向の内周面に複数の銅板からなる裏当材15をそれぞれインナークランプ17のバッキングヘッド17Aで、全周に亘って押さえつける裏当てをすることにより、特に一層目の溶接時に溶けた金属Mが漏出することを防止している。
【0008】
ところで、前記のような多層盛り溶接を効率よく行うために有効な技術として、特許文献1には、円周方向に沿った溶接方向に一定の間隔を隔てた先行トーチAと後行トーチBを備えたデュアルトーチ式の溶接ヘッドを用い、該溶接ヘッドを溶接方向に所定の移動速度(溶接速度)で移動させることにより、図3に積層イメージを示すように、先行トーチAでビードを形成しながら、該ビードの上に一定間隔離れた後行トーチBによるビードが積層されるようにして、6層を(1A+1B)(2A+2B)(3A+3B)の3周の走行で積層できるようにし、単一トーチの溶接ヘッドによる場合に比べて2倍の速度で溶接することができるようにしたものが開示されている。
【0009】
前記従来のデュアルトーチ式の溶接ヘッドを備えた溶接機では、先行トーチと後行トーチが溶接方向(円周方向)に一定間隔を隔てて同じ溶接ヘッドの台車に搭載されているため、該溶接ヘッド(台車)を円周方向に所定の速度で移動させながら溶接する場合には、両トーチは常に同一の溶接速度で移動することになるため、両トーチともそれぞれ溶接電流やワイヤ送給速度等の他の溶接条件が安定していれば、所定の厚さからなる高精度な多層溶接が容易に実現できる。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平11−129067号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、前述した固定管の突合せ端部の内周面に全周に亘って裏当てした複数の裏当材に、それぞれ隣接する裏当材との間に隙間が存在すると、その隙間位置ではビード高さ(溶着高さ)が低くなることから、それまでの標準高さを確保するためには、その位置での溶接金属の必要量が変化する(この場合は増大する)ことになるため、溶接制御の上からは外乱となる。
【0012】
図4(A)には、溶接後に裏当材を外した固定管の内周面の一部を斜め方向から撮影した写真を、同図(B)にはその中の裏当材の隙間があった位置(矩形aの内側)のビードを拡大した写真を示す。後者にbで示す裏当材の隙間があった位置では図面からは判り難いが、ビードが裏側に凸状態になっていることから、これに対応する表側のビードは凹状態になっており、これが円周溶接の制御の上では外乱となる。
【0013】
そのため、固定管の円周溶接を前記デュアルトーチ式の溶接ヘッドで実施する際に、先行トーチが裏当材の隙間等の外乱位置で、ビード高さが均一になるように部分的に溶接速度を変化させるときは、後行トーチも同じ台車に搭載されていることから同期して溶接速度が変化することになるため、対応する位置の溶接部に対する後行トーチによる単位溶接長さ当りの溶着量が変化し、ビード高さが不均一になるという問題がある。
【0014】
本発明は、前記従来の問題点を解消すべくなされたもので、裏当材の隙間等の外乱位置で台車の移動速度を変更して先行トーチの溶接速度を変化させる場合でも、後行トーチによる溶着高さを常に速度変更前の標準状態(高さ)を保つように制御することを課題とする。
【課題を解決するための手段】
【0015】
本発明は、固定管の突合せ端部に沿って円周方向に配置された走行レール上を移動する台車と、該台車に円周に沿った溶接方向に離間して配設され、前記突合せ端部に対して進退動可能な先行トーチ及び後行トーチと、各トーチの先端から溶接用ワイヤをそれぞれ任意の送給速度で前記突合せ端部へ送給するワイヤ送供機構とを備えた溶接ヘッドにより、前記台車を走行レールに沿って円周方向に移動させながら、単位溶接長さ当りの溶着量が一定になるように、所定の溶接速度で前記突合せ端部をアーク溶接することにより、前記課題を解決したものである。
【0016】
本発明においては、外乱位置で前記台車の円周方向の移動速度を変更して前記先行トーチの溶接速度を変化させる場合、前記後行トーチでは変更後の移動速度の下で単位溶接長さ当りの溶着量が、変更前と同一になるようにワイヤ送給速度を変更し、変更後のワイヤ送給速度の下で溶接電流が変更前と同一になるようにしてもよい。又、前記突合せ端部に対する後行トーチ位置を変更してトーチ先端からのワイヤ突出長さを制御してもよい。
【発明の効果】
【0017】
本発明によれば、固定管を円周溶接する際、裏当材の隙間等の外乱位置で先行トーチによる溶接速度を変更したとしても、後行トーチにより常に一定のビード高さに溶接することが可能となる。
【0018】
その際、後行トーチによる溶接ワイヤの送給速度を適切に変更すると共に、後行トーチによる溶接電流を変更後の送給速度の下でも一定値に制御できるようにすることにより、確実に後行トーチにより常に一定のビード高さに溶接することが可能となる。
【図面の簡単な説明】
【0019】
【図1】自動溶接機による固定管の円周溶接状況の概略を示す斜視図
【図2】裏当材の隙間を説明するための溶接部近傍の固定管の横断面図と一つの裏当材を軸方向に切断した位置の拡大断面図
【図3】円周溶接による多層盛り溶接のイメージを示す説明図
【図4】裏当材の隙間位置におけるビードを示す管内面の一部を斜め方向から写した写真とその一部を拡大した写真
【図5】本実施形態に適用される自動溶接機の概要を示す説明図
【図6】本実施形態に適用されるデュアルトーチ式の溶接ヘッドと固定管の関係の概要を示す説明図
【図7】アーク放電を行うトーチとその先端からのワイヤの突出長さの関係を示す説明図
【図8】溶接台車の概要を示す平面図と正面図
【図9】溶接台車のZ軸機構の概要を示す模式図
【図10】溶接台車の概要を示す要部背面図
【図11】ワイヤ送給機構の構成を示す正面図と側面図
【図12】X軸機構の構成を示す説明図
【図13】溶接ヘッドが備えている各軸機構の係合関係を示すブロック図
【図14】本実施形態に適用される自動溶接機が備えている制御対象軸と制御系からの制御信号との関係を示すブロック図
【図15】後行トーチの制御に適用される制御ブロック図
【発明を実施するための形態】
【0020】
以下、図面を参照して本発明の実施形態を詳細に説明する。
【0021】
本実施形態の固定管の円周溶接方法には、図5に全体の構成を示す自動溶接装置1が適用される。
【0022】
この自動溶接装置1は、鋼管10を円周溶接する溶接ヘッド12に先行トーチ13Aと後行トーチ13Bを備えていると共に、対応する先行用、後行用溶接電源ユニット21A、21Bを備えている以外は、前記図1に示したものと基本的に同一である。
【0023】
図6には、環状の走行レール11上を走行する台車12Aをベースとする溶接ヘッド12を模式的に示す。この溶接ヘッド12の台車12Aには、矢印で示す溶接方向の台車前方の溶接部(ビード)や外乱位置等をモニタするカメラ18と、前方と後方にそれぞれ先行トーチ13A、後行トーチ13Bへ溶接用金属ワイヤ16を供給する前リール14A、後リール14Bが、それぞれ配設されている。
【0024】
また、先行トーチ13A、後行トーチ13Bは、いずれも図7に先端部分を拡大して示すように、内部を挿通した溶接用金属ワイヤ16を先端から供給可能であると共に、トーチ自体を溶接方向(円周方向)に直交するパイプ厚方向(図中上下方向)に溶接金属ワイヤ16の送給とは独立に進退動可能に前記台車に搭載されている。
【0025】
図8(A)、(B)には、溶接ヘッドの平面図と正面図を、図9には、溶接台車を移動する走行軸機構を、図10には、溶接ヘッドの要部背面を、それぞれ示す。
【0026】
この溶接ヘッド12には、先行トーチ13A、後行トーチ13Bに、リール14A、14Bからそれぞれ溶接用ワイヤ16を送給するための送給軸機構(図中、Vf軸1、Vf軸2)が設けられている。又、各トーチ13A、13Bをパイプ厚方向にそれぞれ進退動させる2つのY軸スライドブロック(Y軸機構、図中Y軸1、Y軸2)と、パイプ軸方向にそれぞれ揺動する2つのX軸スライドブロック(X軸機構、図中X軸1、X軸2)とが設けられている。
【0027】
ワイヤ送給用のVf軸は、図11(A)に正面図、同図(B)にA−A方向要部側面図を示すように、送給ローラ30をVfモータ31で回転させることにより、リール14から引き出された溶接用ワイヤ16を線癖矯正ローラ32を通してトーチ13に正確に送給できるようになっている。
【0028】
X軸(1、2)は、図12に概略を示すように、X軸モータ33によりプーリベルトを介してプーリ35を回転させ、該プーリ35に固定されているボールねじ36を回転させることにより、ボールナット37に固定されているトーチ13が、矢印で示すX方向に揺動(進退動)可能になっている。
【0029】
Y軸(1、2)は、設置方向、即ち進退動させる方向が異なるだけで、基本的な構成はX軸(1、2)と同一である。
【0030】
前記図9(A)に下から見た状態を、同図(B)に走行方向から見た状態を模式的に示したように、溶接台車走行軸機構(図中、Z軸)は、以上の各軸機構を搭載した台車12Aを、一体的に前記走行レール11上を、Z軸モータ19によりギア19A、19Bを介して駆動軸25Aに支持された駆動車輪25を回転させることにより、任意速度で移動させることが可能となっている。なお、この台車12Aでは、走行レール11に直交する方向に揺動するアーム28Aに支持された固定用車輪28を該レールの下側に当接させ、締込ねじを締めることにより、該レール11に沿って安定して移動できるようにしてある。又、図中、符号16Aはワイヤガイドである。
【0031】
図13には、以上の各軸機構の位置関係と制御方向のイメージを示す。
【0032】
従って、本実施形態に用いられる自動溶接装置1では、図14に制御系の構成を概念的に示すように、溶接ヘッド12を溶接方向に移動させる台車走行速度を制御するZ軸機構と、先行トーチ13A、後行トーチ13Bを介して供給する金属ワイヤ16のワイヤ供給速度をそれぞれ制御するVf軸1、Vf軸2と、各トーチ13A、13Bを溶接方向に対して横方向に揺動させるウィービング時の揺動幅、揺動速度、開先線倣いをそれぞれ制御するX軸1、X軸2と、各トーチ13A、13Bの図7中上下位置をそれぞれ制御するY軸1、Y軸2とからなる合計7軸の駆動機構を、前記制御装置20により制御している。また、図示されているように、Z軸とX軸1、X軸2とは、それぞれ前記リモコンボックス26によって微調整可能になっている。
【0033】
以上、詳述した自動溶接装置1を用いて行う本実施形態の制御原理について説明する。溶接速度、即ち溶接ヘッド12(台車12A)のZ軸による移動速度は、前記図3にイメージを示した各層毎の溶接位置に応じて、前記制御装置20にプリセットデータとして入力され、溶接時にはその数値がZ軸機構に出力される。このプリセットデータとしては、裏当材の隙間等の外乱位置や、その位置での速度変化量等も含まれる。
【0034】
円周溶接を前記デュアルトーチ式の溶接ヘッドで実施する際、前記カメラ18により先行トーチ13Aが裏当材の隙間等の外乱位置に到達したことが観察されたため、該外乱位置で、ビード高さが均一になるように部分的に溶接速度を変化させたときには、後行トーチ13Bも同期して溶接速度が変化することになるため、後行トーチ13Bの対応する溶接部への溶着量が変化し、ビード高さが不均一になるという問題がある。
【0035】
通常の溶接位置に対する溶接では、金属ワイヤ16の供給が、次式(1)で与えられるワイヤ送給速度Vfで行われる。
【0036】
Vf=AI+BLI2 ・・・(1)
(I:溶接電流 L:ワイヤ突出し長さ A,B:定数)
【0037】
このワイヤ送給に際しては、前記溶接電源ユニット21A、21Bの端子に設けられている電流計で溶接電流を常にモニタリングし、電流値が一定になるように前記図7に示したようにトーチ13の位置をY軸機構により制御し、ワイヤ突出し長さLが一定になるように制御する。なお、図7に示したlaばアーク長さである。
【0038】
前記デュアルトーチ式の溶接ヘッド12で溶接する場合、先行トーチ13Aによる通常位置での溶接速度をVz0とすると、後行トーチ13Bは同一台車に一定距離隔てて搭載されているため、同一の溶接速度Vz0である。
【0039】
前記カメラ18により先行トーチ13Aが裏当材15の隙間等の外乱位置に到達したことがモニタされたため、前記リモコンボックス26のダイヤルを使って手動により溶接速度をΔVz(+も−もある)だけ微調整したとすると、その時点での先行トーチ13A及び後行トーチ13Bの溶接速度は共にVz0+ΔVzとなる。なお、溶接速度の微調整は自動制御で行うこともできる。
【0040】
このように変化させることにより、先行トーチ13Aでは所望の溶接高さが確保されるが、後行トーチ13Bによる溶接位置では溶接高さが乱れることになる。
【0041】
後行トーチ13Bの溶着高さ(ビード高さ)を一定にするためには、後行トーチ13Bのワイヤ送給速度Vfを変更前の標準値がVf0であったとすると、Vf0×(Vz0+ΔVz)にすればよいが、ワイヤ送給速度を変化させると溶接現象に最も影響が大きい溶接電流も変化することになる。
【0042】
そこで、本実施形態では、後行トーチ13Bの溶接速度をVz0からVz(=Vz0+ΔVz)に変更した後に単位溶接長さ当りの溶着量が一定となるようにワイヤ送給速度をVfに変更し、前記(1)式におけるワイヤ突出長さLを自動的に調整することにより、溶接電流Iを一定に維持する制御を行う。
【0043】
具体的には、図15の制御ブロック図に示すように、先行トーチ13Aの溶接速度がVz0からVzに変化した場合、後行トーチ13Bではワイヤ送給速度Vf=Vz/Vz0*Vf0に変更する。
【0044】
その時、溶接電流検出器の検出値がIaになったとすると、図中基準溶接電流設定器で示す制御装置20にプリセットデータとして設定されている変更前の基準電流I0と比較器で比較し、その差分を単位時間ごとに積算し、その積算値ΔIaが0になるように、後行トーチ13BのY軸方向(図中上下軸)にトーチ位置を調整することによりワイヤ突出長さLを変化させる。
【0045】
これを具体的に説明すると、例えば、先行トーチ13A側の溶接位置に銅板の隙間などがあり、溶接速度をΔVz遅くした場合、後行トーチ13Bによる溶着高さを一定にするためには、後行部分の溶着量(ワイヤ送給量)は溶着速度が遅くなった分だけ少なくすることにより単位長さ当りのワイヤ送給量を一定にする必要がある。
【0046】
従って、後行トーチ13B側のワイヤ送給量Vfは、元のVf0にVz/Vz0を乗じた値にする必要がある。ここで、トーチの上下軸が固定、即ちLが固定であれば溶接電流値はワイヤ送給速度に応じて低くなるが、本発明による溶接電流値一定制御を行っていれば、ワイヤ送給量の低下に伴いワイヤ突出し長さはLは短くなり、溶接電流はほぼ一定に保たれる。
【0047】
以上のように溶接速度変更後も、後行トーチ13Bについては溶接電流一定に制御することにより、先行トーチ13Aが裏当材の隙間等の外乱により変化した溶接速度の影響を、後行トーチ13Bの溶着高さに影響を及ぼすことなく均一な溶接ビードを形成することが可能となる。
【0048】
なお、外乱位置としては、裏当材(銅板)の隙間に限られるものではなく、例えば1層目以降のビードの高さの変動部等がある。
【符号の説明】
【0049】
1…自動溶接装置
10…固定管
11…走行レール
12…溶接ヘッド
13、13A、13B…トーチ
14、14A、14B…リール
15…裏当材
16…溶接用金属ワイヤ
17…インナークランパ
18…カメラ
20…制御装置(制御盤)
21、21A、21B…溶接電源ユニット
22…電源ケーブル
23…制御ケーブル
24…ガスボンベ
26…リモコンボックス
27…ガスホース
【特許請求の範囲】
【請求項1】
固定管の突合せ端部に沿って円周方向に配置された走行レール上を移動する台車と、該台車に円周に沿った溶接方向に離間して配設され、前記突合せ端部に対して進退動可能な先行トーチ及び後行トーチと、各トーチの先端から溶接用ワイヤをそれぞれ任意の送給速度で前記突合せ端部へ送給するワイヤ送供機構とを備えた溶接ヘッドにより、前記台車を走行レールに沿って円周方向に移動させながら、単位溶接長さ当りの溶着量が一定になるように、所定の溶接速度で前記突合せ端部をアーク溶接することを特徴とする固定管の円周溶接方法。
【請求項2】
外乱位置で前記台車の円周方向の移動速度を変更して前記先行トーチの溶接速度を変化させる場合、前記後行トーチでは変更後の移動速度の下で単位溶接長さ当りの溶着量が、変更前と同一になるようにワイヤ送給速度を変更し、変更後のワイヤ送給速度の下で溶接電流が変更前と同一になるようにすることを特徴とする請求項1に記載の固定管の円周溶接方法。
【請求項3】
前記突合せ端部に対する後行トーチ位置を変更してトーチ先端からのワイヤ突出長さを制御することを特徴とする請求項1又は2に記載の固定管の円周溶接方法。
【請求項1】
固定管の突合せ端部に沿って円周方向に配置された走行レール上を移動する台車と、該台車に円周に沿った溶接方向に離間して配設され、前記突合せ端部に対して進退動可能な先行トーチ及び後行トーチと、各トーチの先端から溶接用ワイヤをそれぞれ任意の送給速度で前記突合せ端部へ送給するワイヤ送供機構とを備えた溶接ヘッドにより、前記台車を走行レールに沿って円周方向に移動させながら、単位溶接長さ当りの溶着量が一定になるように、所定の溶接速度で前記突合せ端部をアーク溶接することを特徴とする固定管の円周溶接方法。
【請求項2】
外乱位置で前記台車の円周方向の移動速度を変更して前記先行トーチの溶接速度を変化させる場合、前記後行トーチでは変更後の移動速度の下で単位溶接長さ当りの溶着量が、変更前と同一になるようにワイヤ送給速度を変更し、変更後のワイヤ送給速度の下で溶接電流が変更前と同一になるようにすることを特徴とする請求項1に記載の固定管の円周溶接方法。
【請求項3】
前記突合せ端部に対する後行トーチ位置を変更してトーチ先端からのワイヤ突出長さを制御することを特徴とする請求項1又は2に記載の固定管の円周溶接方法。
【図1】


【図2】
【図3】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】

【図11】
【図12】
【図13】
【図14】
【図15】

【図4】
【図2】
【図3】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図4】
【公開番号】特開2011−11247(P2011−11247A)
【公開日】平成23年1月20日(2011.1.20)
【国際特許分類】
【出願番号】特願2009−159053(P2009−159053)
【出願日】平成21年7月3日(2009.7.3)
【出願人】(000004123)JFEエンジニアリング株式会社 (1,044)
【Fターム(参考)】
【公開日】平成23年1月20日(2011.1.20)
【国際特許分類】
【出願日】平成21年7月3日(2009.7.3)
【出願人】(000004123)JFEエンジニアリング株式会社 (1,044)
【Fターム(参考)】
[ Back to top ]