
固定金属フランジおよびその金属フランジを作製する方法
【課題】フランジ付き金属物品を作製する方法を提供すること。
【解決手段】本発明はフランジ付き金属物品を作製する方法を提供する。その方法は、(a)第1のろう付け化合物を金属物品の第1の部分に付着するステップと、(b)金属物品の第1の部分をある長さの拘束用金属部材で巻くステップと、(c)金属物品、拘束用金属部材および第1のろう付け化合物の組立体を第1のろう付け化合物の固相線温度を超える温度、典型的には約300℃から約2500℃の範囲の温度まで加熱して、フランジ付き金属物品を製造するステップとを含み、その方法では金属物品が熱膨張係数CTE1を有し、拘束用金属部材が熱膨張係数CTE2を有し、CTE1がCTE2よりも大きい。本発明はさらに、高膨張金属と低膨張脆弱材料の間の熱膨張の不一致を最小化する金属フランジを提供する。
【解決手段】本発明はフランジ付き金属物品を作製する方法を提供する。その方法は、(a)第1のろう付け化合物を金属物品の第1の部分に付着するステップと、(b)金属物品の第1の部分をある長さの拘束用金属部材で巻くステップと、(c)金属物品、拘束用金属部材および第1のろう付け化合物の組立体を第1のろう付け化合物の固相線温度を超える温度、典型的には約300℃から約2500℃の範囲の温度まで加熱して、フランジ付き金属物品を製造するステップとを含み、その方法では金属物品が熱膨張係数CTE1を有し、拘束用金属部材が熱膨張係数CTE2を有し、CTE1がCTE2よりも大きい。本発明はさらに、高膨張金属と低膨張脆弱材料の間の熱膨張の不一致を最小化する金属フランジを提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高膨張の金属物品を低膨張の材料に接合することができる固定金属フランジを製造する方法に関する。さらに、本発明は、セラミック構成要素に接合されたフランジ付き金属構成要素を含む、フランジ付き金属物品およびフランジ付き物品に関する。
【背景技術】
【0002】
異種の材料で作製された2つの構成要素を接合するために現在使用される組立技術の中で、従来の機械的な組立てを見出すことができるが、それは容積、重量、費用の理由からおよび/または動的挙動が不十分であるという理由から不適切であろうとしばしば考えられている。ろう付けの使用は、2つの異種の材料片を一体に組み立てるために知られている。しかし、そのような技術はセラミック構成要素を金属構成要素に接合する際に適用することがしばしば困難である。というのは、2つの材料の熱機械特性および物理化学特性が非常に異なるからである。例えば、セラミックと金属の熱膨張係数が大きく異なることにより、金属構成要素に接合されたセラミック構成要素を含む物品内で望ましくない残留応力を生成することがある。これらの応力は低減された強度、または非密封接合の原因となり、接合破損を引き起こすことがある。
【0003】
セラミックは一般に脆く、急激な温度変化および他の機械的応力源に耐えることがほとんどできない。金属材料に直接接合されたセラミック構成要素を含む物品を形成するには、一般に使用される接合技術では、両方の材料の熱膨張特性が適切に適合することが必要である。金属対セラミックのろう付け接合の進歩は当分野で知られている。典型的には、そのような手法は、セラミックの熱膨張係数(CTE:coefficient of thermal expansion)に非常に近い熱膨張係数を有する金属構成要素を必要とする。この要求により、使用可能な材料選択は厳密に制限される。CTEが十分に適合した材料は、困難な加工、高い費用、不十分な化学的適合性、不十分な環境抵抗性および加工中の化学的汚染に対する感受性などの望ましくない特性を示すことがある。
【0004】
したがって、セラミックなど脆い低膨張材料を、金属など高強度の高膨張材料に接合することを可能にする新規な技術を発見することが非常に望ましいはずである。さらに、そのような新規な技術が広範囲の金属を広範囲のセラミック材料に接合するために応用可能であることが望ましく、接合されている物品間の熱膨張特性の大きな相違による悪影響が最小になることが望ましいはずである。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】米国特許出願公開第2008/0304959号公報
【発明の概要】
【0006】
本発明の一態様によれば、フランジ付き金属物品を作成する方法が提供され、その方法は、(a)第1のろう付け化合物を金属物品の第1の部分に付着するステップと、(b)金属物品の第1の部分をある長さの拘束用金属部材で巻くステップと、(c)金属物品、拘束用金属部材および第1のろう付け化合物の組立体を第1のろう付け化合物の固相線温度を超える温度まで加熱して、フランジ付き金属物品を製造するステップとを含み、その方法では、金属物品が熱膨張係数CTE1を有し、拘束用金属部材が熱膨張係数CTE2を有し、CTE1がCTE2よりも大きい。
【0007】
本発明の別の態様によれば、(a)ある長さの拘束用金属部材を含む金属物品の巻かれた第1の部分と、(b)拘束用金属部材および金属物品の巻かれた第1の部分の面に接触する第1のろう付け化合物とを含むフランジ付き金属物品が提供され、金属物品が熱膨張係数CTE1を有し、拘束用金属部材が熱膨張係数CTE2を有し、CTE1がCTE2よりも大きい。
【0008】
本発明の別の態様によれば、(a)セラミック構成要素に接合されたフランジ付き金属構成要素であって、フランジ付き金属構成要素がモリブデン線で巻かれており、フランジ付き金属構成要素がニッケル、鉄、コバルト、およびクロムの1つまたは複数を含むフランジ付き金属構成要素と、(b)フランジ付き金属構成要素およびモリブデン線の面に接触する第1のろう付け化合物とを含むフランジ付き物品が提供され、フランジ付き金属構成要素が熱膨張係数CTE1を有し、モリブデン線が熱膨張係数CTE2を有し、CTE1がCTE2よりも少なくとも100%大きい。
【0009】
本発明の別の態様によれば、セラミック構成要素に接合されたフランジ付き金属構成要素を含む物品を作製する方法が提供され、その方法は、(a)第1のろう付け化合物を金属物品の第1の部分に付着するステップと、(b)金属物品の第1の部分をある長さの拘束用金属部材で巻くステップと、(c)金属物品、拘束用金属部材および第1のろう付け化合物の組立体を第1のろう付け化合物の固相線温度を超える温度まで加熱して、フランジ付き金属物品を製造するステップであって、金属物品が熱膨張係数CTE1を有し、拘束用金属部材が熱膨張係数CTE2を有し、CTE1がCTE2よりも大きいステップと、(d)フランジ付き金属物品のフランジ付き部分を第2のろう付け化合物およびセラミック物品に接触させるステップであって、第2のろう付け化合物が金属物品のフランジ付き部分とセラミック物品の間に配置されるようになっているステップと、(e)フランジ付き金属物品、第2のろう付け化合物およびセラミック物品の組立体を第2のろう付け化合物の固相線温度を超える温度まで加熱して、セラミック構成要素に接合されたフランジ付き金属構成要素を含む物品を製造するステップとを含む。
【0010】
本発明の他の実施形態、態様、特徴および利点が、以下の詳細な説明、添付の図面および添付の特許請求の範囲から当業者にとって明らかになるであろう。
【0011】
以下の詳細な説明が添付の図面を参照して読まれると、本発明のこれらのおよび他の特徴、態様および利点がよりよく理解されるであろう。添付の図面では、図面全体を通して同じ符号が同じ部品を表す。
【図面の簡単な説明】
【0012】
【図1】本発明の金属フランジを作製するための工程の流れ図である。
【図2】熱処理前の本発明の組立体の概略横断面図である。
【図3】熱処理およびフランジ形成前の、円筒形金属物品、第1のろう付け化合物および拘束用金属部材を含む本発明の組立体の概略図である。
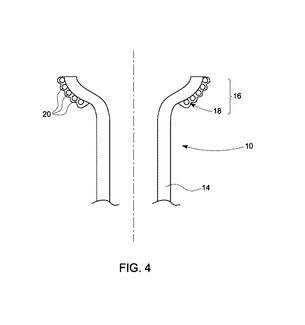
【図4】熱処理後の本発明の金属フランジの概略横断面図である。
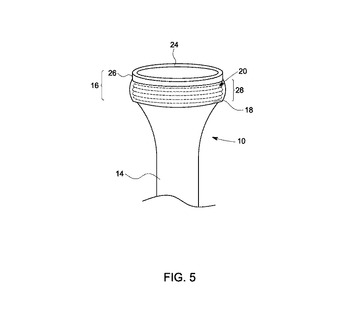
【図5】熱処理後の本発明の円筒形金属フランジの概略図である。
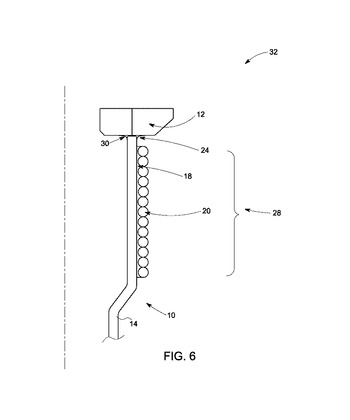
【図6】単一の層の拘束用金属部材を含む、本発明のセラミック物品および金属フランジの組立体の概略図である。
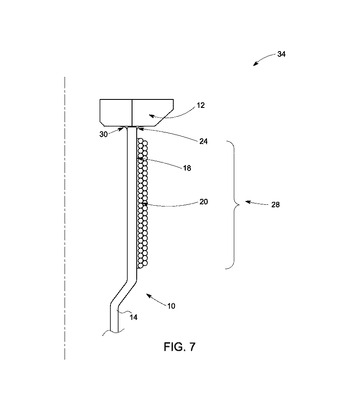
【図7】複数の層の拘束用金属部材を含む、本発明のセラミック物品および金属フランジの組立体の概略図である。
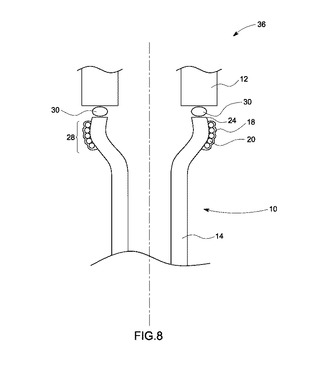
【図8】熱処理後の本発明のセラミック物品および金属フランジの組立体の概略図である。
【発明を実施するための形態】
【0013】
単数形の「1つの(a)」、「1つの(an)」および「その(the)」は、文脈から明確にそうではないと指示しない限り、複数の参照対象を含む。
【0014】
本明細書で使用されると、「ろう付け化合物」という用語は、例えば、金地金、銀地金およびパラジウム地金などの純粋材料、ならびに例えば、銀−銅ろう付け合金、金−ニッケルろう付け合金および銀−銅−亜鉛ろう付け合金などの多組成ろう付け材料の両方を含む。
【0015】
一実施形態では、本発明は、フランジ付き金属物品を作製する方法を提供し、その方法は、(a)第1のろう付け化合物を金属物品の第1の部分に付着するステップと、(b)金属物品の第1の部分をある長さの拘束用金属部材で巻くステップと、(c)金属物品、拘束用金属部材および第1のろう付け化合物の組立体を第1のろう付け化合物の固相線温度を超える温度まで加熱して、フランジ付き金属物品を製造するステップとを含み、その方法では、金属物品が熱膨張係数CTE1を有し、拘束用金属部材が熱膨張係数CTE2を有し、CTE1がCTE2よりも大きい。
【0016】
本発明の方法によって製造されたフランジは、様々な用途に使用され得るが、より低い熱膨張係数(CTE)を有する材料をより高い熱膨張係数を有する材料に接合することが所望されるとき、例えば、金属をセラミックに接合するとき、特に有益である。本発明の方法によって製造されたフランジは、フランジの熱膨張特性が金属物品出発材料に対して拘束用金属部材によって制限されるという意味で、「固定」金属フランジである。
【0017】
本発明のフランジ付き金属物品を準備するための出発材料として使用される金属物品は、フランジを形成することが所望される任意の金属物品であってよい。適切な金属物品の制限されない例には、金属パイプ、金属棒、金属板および金属容器が含まれる。言及したように、金属物品は本発明によって提供されるフランジ付き金属物品を準備するための出発点である。金属物品の適切な構築材料の制限されない例には、金、ニッケル、チタニウム、銀、銅、プラチナ、パラジウム、ニオブ、タンタル、モリブデン、合金625、ジルコニウム、コバルト、クロム、ステンレス鋼およびこれらの材料の組合せが含まれる。一実施形態では、フランジ付き金属物品を製造するために使用される金属物品は、ニッケルを含む合金、鉄を含む合金、コバルトを含む合金、銅を含む合金およびアルミニウムを含む合金の少なくとも1つを含む。したがって、一実施形態では、金属物品出発材料はニッケルを含む合金を有する。別の実施形態では、金属物品出発材料は鉄を含む合金を含む。別の実施形態では、金属物品はニッケルおよび鉄を含む合金を含む。いくつかの実施形態では、金属物品はニオブを含む。一実施形態では、金属物品はニオブ基合金から作製される。別の実施形態では、金属物品は本質的にニオブからなる。様々な実施形態では、金属物品は、炭素鋼、ニッケル合金、マルテンサイトステンレス鋼、オーステナイトステンレス鋼、銅合金またはアルミニウム合金を含むことができる。
【0018】
いくつかの実施形態では、金属物品は1つまたは複数の超合金を含む。多様な超合金は、当業者に知られており、本発明の1つまたは複数の実施形態による使用に適する。一実施形態では、金属物品は、ニッケル基超合金、鉄基超合金、コバルト基超合金およびそれらの2つ以上の組合せからなる群から選択される1つまたは複数の超合金を含む。ニッケル基超合金は、Astroloy、Hastelloy、INCONEL、Nimonic、Pyromet、Rene、UdimetおよびWaspaloyによって例示される。鉄基超合金は、DiscaloyおよびIncoloyによって例示される。コバルト基超合金は、AirResist、エルジロイ(Elgiloy)、MP35Nおよびステライト(Stellite)によって例示される。
【0019】
金属物品は任意の所望の形状を有することができ、例えば、円筒形状、円錐形状、球形状、矩形形状、立方体形状または不規則形状でもよい。いくつかの実施形態では、金属物品は円筒である。一実施形態では、円筒形金属物品は、約0.005インチから約0.10インチの範囲の厚さを有する。具体的な実施形態では、円筒形金属物品は、約0.035インチの厚さを有する。一実施形態では、金属物品はパイプであり、例えば、金属物品はニッケル合金パイプである。別の実施形態では金属物品は棒である。
【0020】
言及したように、本発明によって提供されるフランジ付き金属物品を準備するための出発点である金属物品は、第1のろう付け化合物が付着され得る第1の部分を有する。一実施形態では、金属物品の第1の部分は端部である。別の実施形態では、金属物品の第1の部分は端部ではない部分、例えばパイプの中央区域である。
【0021】
言及したように、本発明によって提供されるフランジ付き金属物品を準備するための出発材料の1つである第1のろう付け化合物は、金属物品の第1の部分および拘束用金属部材の両方に接触するように配置される。一実施形態では、第1のろう付け化合物は、拘束用金属部材を金属物品の第1の部分の周りに巻く前に、金属物品の第1の部分上に付着される。別の実施形態では、第1のろう付け化合物は、拘束用金属部材を金属物品の第1の部分の周りに巻いた後に金属物品の第1の部分に付着される。
【0022】
第1のろう付け化合物は、当業者に知られている様々な要因、例えば、ろう付け性能特性(例えば、ろう付け温度)および費用などに基づき選択されることができる。多様なろう付け化合物が当業者に知られており、単一組成のろう付け化合物、例えば、金、銀、およびパラジウムなどの比較的純粋な金属、ならびに多組成ろう付け化合物、例えば、銀−銅ろう付け合金、銀−亜鉛ろう付け合金、銅−亜鉛ろう付け合金、銀−銅−亜鉛ろう付け合金、銀−銅−亜鉛−カドミウムろう付け合金、銅−リンろう付け合金、銀−銅−リンろう付け合金、金−銀ろう付け合金、金−銅ろう付け合金、金−ニッケルろう付け合金、金−パラジウムろう付け合金、パラジウム基ろう付け合金、ニッケル基ろう付け合金、コバルト基ろう付け合金、アルミニウム基ろう付け合金(例えば、アルミニウム、シリコンろう付け合金)および1つまたは複数の反応性金属構成要素を含む活性ろう付け合金であってよい。具体的な実施形態では、第1のろう付け化合物は比較的純粋な金である。一実施形態では、第1のろう付け化合物は、金基ろう付け化合物、銅基ろう付け化合物、銀基ろう付け化合物、プラチナ基ろう付け化合物、パラジウム基ろう付け化合物、チタニウム基ろう付け化合物、バナジウム基ろう付け化合物、ニッケル基ろう付け化合物およびそれらの組合せからなる群から選択される。いくつかの他の実施形態では、第1のろう付け化合物は、本明細書で時々活性ろう付け合金と言及される、活性ろう付け化合物である。多様なろう付け化合物および活性ろう付け化合物が当業者に知られており、市販で入手可能である。
【0023】
言及したように、ある長さの拘束用金属部材は、第1のろう付け化合物と併せて使用されて、フランジ付き金属物品を形成する。その名前が示すように、拘束用金属部材は、熱処理およびそれに続く冷却の間、金属物品を制約する。限定するわけではないが、拘束用金属部材には、撚線、線条、ワイヤ、多線条ケーブル、線状拘束用鋼帯、小片、テープ、穿孔テープおよび箔が含まれてよい。一実施形態では、拘束用金属部材は単一線条ワイヤである。別の実施形態では、拘束用金属部材は多線条ワイヤである。
【0024】
一実施形態では、拘束用金属部材は長さおよび幅の寸法を有する線状物品であり、高い縦横比を特徴とする。線状というのは、拘束用金属部材が金属物品の周りに巻きやすく、または包みやすいということを意味する。本明細書で使用されると、「縦横比」という用語は、採用される各拘束用金属部材の長さ対幅の比率を指す。例えば、単一線条ワイヤの縦横比は、単一線条ワイヤの長さ対単一線条ワイヤの幅(または厚さ)の比率を指す。いくつかの実施形態では、拘束用金属部材は金属物品の第1の部分の周りに部分的または完全に巻かれる。例えば、拘束用金属部材は金属物品の第1の部分の周りに巻かれたワイヤであってよい。様々な実施形態では、拘束用金属部材は、金属物品の第1の部分の周りに複数のターンを作製することにより金属物品の周りに巻かれる。拘束用金属部材のターン数は、金属物品の大きさ、拘束用金属部材の長さおよび金属物品の熱膨張特性に応じて可変である。いくつかの実施形態では、金属物品は、拘束用金属部材が金属物品の第1の部分の面上に1つまたは複数の層を形成するように拘束用金属部材で巻かれる。いくつかの実施形態では、金属物品は2つ以上の拘束用金属部材で相互に重ねて巻かれて、金属物品上に拘束用金属部材の複数の層を含む組立体を形成することができる。様々な実施形態では、拘束用金属部材の縦横比は、約10から約10,000の範囲である。一実施形態では、拘束用金属部材の縦横比は、約10から約1000の範囲である。別の実施形態では、拘束用金属部材の縦横比は、約10から約100の範囲である。一実施形態では、拘束用金属部材は一定の長さおよび可変の幅(または厚さ)を有し、その場合、拘束用金属部材の縦横比は、拘束用金属部材の長さ対その平均の幅(または厚さ)の比率によって決定することができる。
【0025】
拘束用金属部材は、低い熱膨張係数および高温度で大きな弾性率を有するように選択されることがある。拘束用金属部材は、加熱の際に金属物品の第1の部分が膨張して拘束用金属部材と密着嵌合ができるような方法で、金属物品の第1の部分の周りに巻かれることができる。様々な実施形態では、製造されたフランジの寸法は、拘束用金属部材が最初に金属物品の周りにどれくらいしっかりと巻かれるかによって制御することができる。金属物品の組立体として、拘束用金属部材およびろう付け化合物は加熱され、金属物品は拘束用金属部材よりも大きく膨張し、言及したように、拘束用金属部材と密着嵌合する。冷却すると、金属物品と拘束用金属部材との密着により、拘束用金属部材と密着嵌合している金属物品の部分および第1のろう付け化合物の収縮が阻止される。言及したように、拘束用金属部材は、典型的には、拘束用金属部材として使用されるために適切に成形され得る(例えば、箔またはワイヤに形成され得る)、比較的低いCTEを有する材料からなる。一実施形態では、拘束用金属部材は、モリブデン、タングステン、シリコン、カーバイド、溶融水晶、黒鉛またはガラスの少なくとも1つを含む。一実施形態では、拘束用金属部材は、ハフニウム部材、ジルコニウム部材、クロム部材、ニッケル部材、鉄部材、モリブデン部材、ニオブ部材およびそれらの2つ以上の組合せからなる群から選択される。本明細書で使用されると、ハフニウム部材、ジルコニウム部材、クロム部材、ニッケル部材、鉄部材、モリブデン部材およびニオブ部材という用語は、1つまたは複数の上記に挙げた要素を含む拘束用金属部材を指す。したがって、ハフニウム部材はハフニウムを含み、ジルコニウム部材はジルコニウムを含み、クロム部材はクロムを含み、ニッケル部材はニッケルを含み、鉄部材は鉄を含み、モリブデン部材はモリブデンを含み、ニオブ部材はニオブを含む。当業者は、拘束用金属部材が元素形態の金属、金属合金、または元素形態の金属とも金属合金とも見なされない金属物質を含むことができることを理解するであろう。具体的な実施形態では、拘束用金属部材はモリブデン部材であり、元素モリブデンを含む。別の実施形態では、拘束用金属部材はモリブデン合金を含むモリブデン部材である。一実施形態では、拘束用金属部材はランタン化モリブデン(lanthanated molybdenum)を含む。ランタン化モリブデンは、他のモリブデン基材料の有益な代替材料になることがある。一実施形態では、拘束用金属部材は約0.875%のLa2O3を含むランタン化モリブデンから構成される。
【0026】
具体的な実施形態では、拘束用金属部材はモリブデン線である。モリブデンは、金属物品出発材料の構築材料として適切な様々なニッケル基超合金の熱膨張係数よりも低い熱膨張係数を有する。いくつかの例示的金属材料のCTEは以下の表1に示される。表から分かるように、モリブデン金属は、拘束用金属部材として使用するのに適しているが、金属物品として使用するのに適する材料、インコネル625(INCONEL625)よりもかなり低いCTEを有する。
【0027】
【表1】

モリブデンの追加の性質は、様々なニッケル基超合金の弾性率よりもかなり高い弾性率を有することである。言及したように、一実施形態では、拘束用金属部材はモリブデン合金からなる。モリブデンおよびその合金は、典型的には高温度で有益な機械的特性を保持する。モリブデンおよびその合金の熱的および機械的特性のために、モリブデンおよび/またはその合金を含む拘束用金属部材の使用が特に有利であることがある。ある実施形態では、タングステンおよびシリコンカーバイドも拘束用金属部材用の構築材料として有利に働くことがある。
【0028】
一実施形態では、薄いモリブデン線をニッケル合金パイプ(金属物品の第1の部分)の端部の周りに複数回巻くことができ、ニッケル合金パイプの外側面上には、金ろう付け化合物がパイプの外側面およびモリブデン線の両方に接触するように、金ろう付け化合物が配置される。次いでこの組立体は加熱され、続いて冷却されて、フランジ付き金属物品を製造する。別の実施形態では、薄いモリブデン線をニッケル合金パイプ上に巻くことができ、金ろう付け化合物がモリブデン線と接触するように、金ろう付け化合物はパイプの巻かれた部分に付着される。次いでこの組立体は加熱され、続いて冷却されて、フランジ付き金属物品を製造することができる。
【0029】
拘束用金属部材の幅は、製造されるフランジの大きさおよび形状を制御するために金属物品の膨張特性および収縮特性に応じて適切に調整することができる。いくつかの実施形態では、拘束用金属部材は比較的均一の寸法のワイヤであり、約0.005インチから約0.025インチの範囲の直径を有し、「薄い」ワイヤを例示する。具体的な実施形態では、拘束用金属部材の直径は約0.012インチである。例えば、拘束用金属部材は約0.005インチから約0.025インチの範囲の直径を有するモリブデン線であってよく、具体的な実施形態では、拘束用金属部材は約0.012インチの直径を有するモリブデン線である。典型的には、拘束用金属部材は金属物品の第1の部分の周りに複数回巻かれるが、ある実施形態では、例えば、拘束用金属部材がテープの形態である場合、複数回の巻回は必要ではないことがある。しかし、典型的には、拘束用金属部材は金属物品の第1の部分の周りに2回以上巻かれる。一実施形態では、拘束用金属部材は、金属物品、拘束用金属部材および第1のろう付け化合物の組立体が5回から1000回の巻回を含むように巻かれる。別の実施形態では、拘束用金属部材は、金属物品、拘束用金属部材および第1のろう付け化合物の組立体が10回から100回の巻回を含むように巻かれる。別の実施形態では、拘束用金属部材は、金属物品、拘束用金属部材および第1のろう付け化合物の組立体が10回から25回の巻回を含むように巻かれる。
【0030】
言及したように、本発明のフランジ付き金属物品を準備するために使用される金属物品は、拘束用金属部材の熱膨張係数CTE2よりも大きな熱膨張係数CTE1を有する。様々な実施形態では、CTE1は、拘束用金属部材がその機能を果たすために、CTE2よりも大きくなければならず、それにより加熱および冷却中の金属物品の膨張および収縮を制限するようになる。一実施形態では、CTE1はCTE2よりも少なくとも10%大きい。別の実施形態では、CTE1はCTE2よりも約10%から約300%大きい。別の実施形態では、CTE1はCTE2よりも約50%から約250%大きい。別の実施形態では、CTE1はCTE2よりも約35%から約225%大きい。具体的な実施形態では、CTE1はCTE2よりも約200%大きい。一実施形態では、金属物品は、モリブデンを含む拘束用金属部材のCTE(CTE2)よりも約200%大きいCTE(CTE1)を有するニッケル合金を含む。
【0031】
言及したように、本発明の一実施形態は、(a)ある長さの拘束用金属部材を含む金属物品の巻かれた第1の部分と、(b)拘束用金属部材および金属物品の巻かれた第1の部分の面に接触する第1のろう付け化合物とを含むフランジ付き金属物品を提供し、金属物品が熱膨張係数CTE1を有し、拘束用金属部材が熱膨張係数CTE2を有し、CTE1がCTE2よりも大きい。
【0032】
本発明の別の実施形態によれば、フランジ付き金属物品が、(a)セラミック構成要素に接合されたフランジ付き金属構成要素であって、フランジ付き金属構成要素がモリブデン線で巻かれており、フランジ付き金属構成要素がニッケル、鉄、コバルト、およびクロムの1つまたは複数を含むフランジ付き金属構成要素と、(b)フランジ付き金属構成要素およびモリブデン線の面に接触する第1のろう付け化合物とを含み、フランジ付き金属構成要素が熱膨張係数CTE1を有し、モリブデン線が熱膨張係数CTE2を有し、CTE1がCTE2よりも少なくとも100%大きい。
【0033】
一実施形態では、本発明は、セラミック構成要素に接合されたフランジ付き金属構成要素を含む物品を作製する方法を提供し、その方法は、(a)第1のろう付け化合物を金属物品の第1の部分に付着するステップと、(b)金属物品の第1の部分をある長さの拘束用金属部材で巻くステップと、(c)金属物品、拘束用金属部材および第1のろう付け化合物の組立体を第1のろう付け化合物の固相線温度を超える温度、典型的には約300℃から約2500℃の範囲の温度まで加熱して、フランジ付き金属物品を製造するステップであって、金属物品が熱膨張係数CTE1を有し、拘束用金属部材が熱膨張係数CTE2を有し、CTE1がCTE2よりも大きいステップと、(d)フランジ付き金属物品のフランジ付き部分を第2のろう付け化合物およびセラミック物品に接触させるステップであって、第2のろう付け化合物が金属物品のフランジ付き部分とセラミック物品の間に配置されるようになっているステップと、(e)フランジ付き金属物品、第2のろう付け化合物およびセラミック物品の組立体を第2のろう付け化合物の固相線温度を超える温度、典型的には約300℃から約2500℃の範囲の温度まで加熱して、セラミック構成要素に接合されたフランジ付き金属構成要素を含む物品を製造するステップとを含む。当業者なら、上記の加熱ステップ(c)および(e)は時々本明細書で「ろう付け」ステップとして言及され、ステップ(c)は第1のろう付けステップを表し、ステップ(e)は第2のろう付けステップを表し、各ステップは、第1のろう付け化合物の固相線温度および第2のろう付け化合物の固相線温度をそれぞれ超えるろう付け温度を特徴とすることを理解するであろう。典型的には、第2のろう付けステップが実行される温度(第2のろう付け温度)は、第1のろう付けステップが実行される温度(第1のろう付け温度)よりも低い。この事前注意は、第2のろう付けステップの熱処理の結果として、第1のろう付けステップで形成されたろう付け接合の望ましくない変化を防止するのに役立つことがある。
【0034】
当業者なら理解するであろうが、本発明の方法によってセラミック物品に接合されるフランジ付き金属物品のフランジ付き部分は端部フランジまたは端部フランジではないフランジであってもよい。一実施形態では、第2のろう付け化合物がフランジ付き金属物品の端部で形成されたフランジに付着され、次いで、フランジはセラミック物品に接合される。第2のろう付け化合物は第1のろう付け化合物と同じであっても、または異なってもよいが、言及したように、典型的には、第1のろう付け化合物とは異なる。第2のろう付け化合物として採用され得る適切なろう付け化合物には、第1のろう付け化合物として例証したものが含まれる。一実施形態では、第2のろう付け化合物は、金、金ろう付け合金、銅ろう付け合金、銀、銀ろう付け合金、パラジウム、パラジウムろう付け合金、チタニウムろう付け合金、バナジウムろう付け合金、ニッケルろう付け合金および前述のろう付け化合物の2つ以上の組合せからなる群から選択される。いくつかの実施形態では、第2のろう付け化合物は、セラミック面のぬれを促進する活性ろう付け化合物である。一実施形態では、活性ろう付け化合物は、チタニウム、ジルコニウム、クロムおよびイットリウムからなる群から選択される1つまたは複数の反応性元素を含む。別の実施形態では、活性ろう付け化合物は1つまたは複数の希土元素を含む。
【0035】
フランジ付き金属物品、第2のろう付け化合物およびセラミック物品の組立体を第2のろう付け化合物の固相線温度を超える温度まで加熱し、続いて組立体を冷却すると、フランジ付き金属構成要素(フランジ付き金属物品)とセラミック構成要素(セラミック物品)の間に強固な接合が生成される。フランジ付き金属物品のフランジ部分(フランジ)は、拘束用金属部材によって依然として制約を受けており、したがって、フランジを形成した金属物品またはフランジが接合されているセラミック物品に対して比較的小さい、加熱中の膨張(または冷却中の収縮)を示す。したがって、様々な実施形態で、拘束用金属部材は、金属物品出発材料と取付けることが所望されるセラミック構成要素との間の熱膨張特性の不一致を補償する。セラミック物品に接合されているフランジ付き金属物品のフランジ付き部分の中および周りの熱膨張特性を制御することによって、フランジ付き金属物品およびセラミック物品を接合することができ、セラミック物品に対する損傷を加熱中および冷却サイクル中に回避することができる。
【0036】
一実施形態では、本発明の方法によってセラミック構成要素に接合されたフランジ付き金属構成要素を含む物品を組み立てる間に、拘束用金属部材の幅は、フランジ付き金属構成要素の熱膨張特性とセラミック構成要素の熱膨張特性との間の一致を最適化するように調節することができる。
【0037】
当業者によって理解されるであろうが、採用されるろう付け化合物の量は、第1のろう付け化合物の場合は金属物品と拘束用金属部材の間の強力な結合を生成するために十分であるべきであり、第2のろう付け化合物の場合にはフランジ付き金属物品のフランジ付き部分とセラミック物品の間の強力な結合を生成するために十分であるべきである。いくつかの実施形態では、金属物品またはフランジ付き金属物品に付着される第1のろう付け化合物または第2のろう付け化合物は、約0.0001インチから約0.05インチの範囲の厚さを有する。例えば、金ろう付け化合物は金属物品に付着されることができ、約0.001インチから約0.005インチの範囲の厚さを有する。別の実施形態では、金属物品に付着される金ろう付け化合物は約0.002インチの厚さを有する。ろう付け化合物は様々な物理的形態で付着することができる。例えば、ろう付け化合物は、特に、箔、リボン、ワイヤ、クリーム、プリフォームまたはペーストとして付着することができる。
【0038】
一実施形態では、ろう付け化合物は一時的な液相(TLP:transient liquid phase)ろう付け化合物である。一実施形態では、本発明は第1および第2のろう付け化合物を採用し、そのそれぞれがTLPろう付け化合物である。TLPろう付け化合物の使用は、複数のろう付け接合が本発明によって提供される物品内に生成されなければならない場合に有利なことがあり、その場合、ろう付け接合は、同じまたは同様のろう付け温度で個々のろう付けステップで生成される。別の実施形態では、本発明は、単一の加熱サイクルで形成される複数のろう付け接合を含むフランジ付き金属物品を準備する方法を提供する。
【0039】
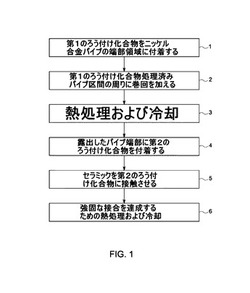
本発明の金属フランジを作製するための工程流れ図(ステップ1〜3)を示す図1を参照すると、図1は第1のろう付け化合物をニッケル合金パイプの外側端部に付着するステップ1を含む。次いでステップ2では、モリブデン線がステップ1で第1のろう付け化合物で処理されたパイプの区間の周りに巻かれる。次いで、パイプ、第1のろう付け化合物およびモリブデン線の組立体がステップ3で熱処理され、冷却されて金属フランジを形成する。その図はさらに、セラミック構成要素に接合されたフランジ付き金属構成要素を含む物品を準備するための方法(ステップ1〜6)を図示する。したがって、ステップ1〜3の後に、ステップ4で第2のろう付け化合物が露出されたパイプ端部(フランジ付き金属物品のフランジ付き部分)に配置され、ステップ5でセラミック物品が第2のろう付け化合物に接触するようになり、金属フランジとセラミック物品の間の接触を形成する。最後に、ステップ6ではフランジ付き金属物品、第2のろう付け化合物およびセラミック物品の組立体が熱処理され、冷却されて、それらの間の強固な接合を達成し、セラミック構成要素に接合されたフランジ付き金属構成要素を含む製造物品を提供する。
【0040】
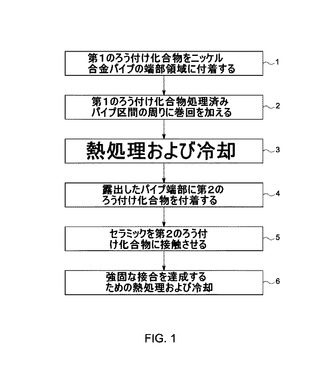
図2は、本発明によって提供される組立体8の概略横断面図である。図2は加熱前の組立体を示すのでフランジは存在しない。組立体8は、金属物品14、金属物品14の端部16上に配置された第1のろう付け化合物18および金属物品の端部の周りに巻かれ、第1のろう付け化合物と接触する、ある長さの拘束用金属部材20を含む。
【0041】
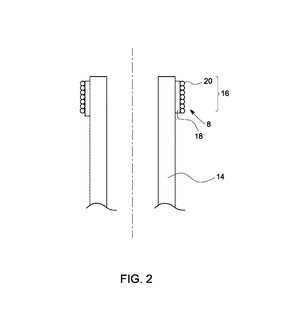
図3は、フランジ付き金属物品を製造するために本発明の方法を使用して修正すべき金属円筒の概略図を示す。図2のように、この図は熱処理前およびフランジ形成前の本発明の組立体を表すので、フランジは存在しない。いくつかの実施形態では、金属物品14はニッケル合金パイプであり、第1のろう付け化合物18は金ろう付け化合物であり、拘束用金属部材20はモリブデン線であり、モリブデン線は内側面22およびパイプ上面24を有するパイプの周りに巻かれる。図3に示す実施形態では、間隙26がパイプ上面24と拘束用金属部材20を含む組立体の巻かれた部分の頂部の間に存在する。ある実施形態では、間隙26は、拘束用金属部材およびろう付け化合物と接触しないパイプの部分を最小にするためにできるだけ小さく保たれる。間隙26を最小にすることにより、パイプの頂部をセラミック物品に接合するとき、変形および/または割れ目形成を低減するのに役立つことがある。
【0042】
図4は、本発明によって提供されるフランジ付き円筒金属物品10の横断面図を示す概略図である。拘束用金属部材20は、金属物品14の端部16の周りに複数回巻かれた状態で示され、第1のろう付け化合物18は、第1のろう付け化合物18が物品14の外側面および拘束用金属部材20の両方に接触するように端部上に配置される。
【0043】
次に、図5を参照すると、この図はフランジ付き金属物品を製造するために本発明の方法を使用して修正された金属円筒14から作製されたフランジ付き金属物品10を表す。拘束用金属部材20で巻かれ、第1のろう付け化合物18と接触する円筒14の端部16は、フランジ付き部分がない金属円筒、第1のろう付け化合物18および拘束用金属部材20の組立体に熱処理をすると形成されるフランジ28を含む。言及したように、金属円筒は、拘束用金属部材20よりも大きく膨張し、加熱ステップ中に拘束用金属部材と密着嵌合するようになる。冷却すると、金属円筒と拘束用金属部材20との密着により、第1のろう付け化合物および拘束用金属部材と接触する金属円筒の部分の収縮が阻止され、フレア状端部28とも言及されるフランジ28の形成をもたらす。
【0044】
次に、図6を参照すると、この図はセラミック構成要素12に接合されたフランジ付き金属構成要素10を含む、本発明によって提供される物品32の概略横断面図を示す。図示の実施形態では、フランジ付き金属物品は、フランジ付き金属物品の上面24とセラミック物品12の間に第2のろう付け化合物30を付着することにより、セラミック物品12に接合される。フランジ付き金属物品10は、セラミック物品12に接合するために適合性のある形状および大きさを有することができる。1つの例示的実施形態では、フランジ付き金属物品10は同心のセラミック円筒との組合せで存在する。
【0045】
図7は、セラミック構成要素12に接合されたフランジ付き金属構成要素10を含む、本発明によって提供される物品34の概略横断面図を示す。図示の実施形態では、複数の層の拘束用金属部材20を含むフランジ付き部分を含むフランジ付き金属物品が、フランジ付き金属物品の上面24とセラミック構成要素12の間に配置された第2のろう付け化合物30を介してセラミック物品12に接合されている。
【0046】
図8は、セラミック物品12に接合されたフランジ付き金属物品10を含む本発明によって提供される物品36を図示する。図7で図示された実施形態では、フランジ付き金属物品10が、フランジ28、第1のろう付け化合物18、および出発金属物品14の第1の部分の周りに巻かれた拘束用金属部材20を含み、出発金属物品14は、本発明の1つまたは複数の実施形態によって熱処理およびフランジ形成を受けたものである。
【0047】
一実施形態では、第1のろう付け化合物18および第2のろう付け化合物30は金基ろう付け材料を含むことができ、ろう付けに採用される1つまたは複数の接合技術によって金属物品14に接合することができる。ろう付け化合物は、金属物品14の面上に、被覆、貼合、溶接、めっき、蒸着、鋳造、機械的取付けまたは熱溶射技術などの様々な方法で直接配置されてよい。第2のろう付け化合物30は、フランジ付き金属構成要素10をセラミック構成要素12に接合するために使用され、フランジ付き金属構成要素、第2のろう付け化合物およびセラミック構成要素の組立体の熱処理によって生じる機械的変形に対処するのに役立つことがある。第1のろう付け化合物18および第2のろう付け化合物30は同一または異なる材料であってもよい。一実施形態では、第1のろう付け化合物18および第2のろう付け化合物30は、厳しい環境、例えば、ろう付け接合が同時に1つまたは複数の腐食性化学種(例えば、水と硫化水素ガスのガス状混合物)および高温(例えば、500℃)にさらされる環境で機能することができる。そのような環境は本明細書では時々、厳しい熱化学環境と言及される。
【0048】
様々な追加の層を本発明の1つまたは複数の実施形態によって採用することができる。例えば、追加の金属層が、出発金属物品の端部上、ろう付け化合物上、またはセラミック構成要素に接合されたフランジ付き金属構成要素を含むフランジ付き物品のセラミック構成要素上に配置されてよい。一実施形態では、本発明は、セラミック構成要素に接合されたフランジ付き金属構成要素を含む物品を提供し、その場合、金属性中間層が第2のろう付け化合物とセラミック構成要素の間に配置される。そのような金属性中間層は、フランジ付き金属構成要素をセラミック構成要素に接合することを促進することができる。そのような追加の金属層の適切な原料源には、金属箔、被覆および粉体が含まれる。一実施形態では、追加の金属層はモリブデンおよびマグネシウムを含み、当業者に知られている1つまたは複数の技術によって本発明が提供する物品に組み込まれることができる。一実施形態では、追加の層は、物品の1つまたは複数の面のぬれを促進するために本発明が提供する物品に組み込まれる。例えば、ニッケルを含むぬれ層は第2のろう付け化合物の接合の適合性を高めるために採用されることがある。適切なぬれ層は、例えば、電気めっき技術、および無電解ニッケルめっきなどの無電解めっき技術によって準備され得る。さらに、様々な保護被覆がろう付け化合物を覆って配置されてもよい。一実施形態では、フランジ付き金属構成要素とセラミック構成要素の間の接合を熱化学環境の劣化から保護するために、保護被覆が第2のろう付け化合物30(図8)の露出部分に付着される。
実施例
材料:直径5インチおよび壁厚0.25インチの脆弱な低膨張アルミナチューブがセラミック構成要素として使用された。セラミック構成要素に直接接合される高膨張金属物品は、大体同じ直径(5インチ)の厚さ0.035インチのINCONEL(登録商標)625チューブであった。直径0.015インチを有する長さ30フィートのモリブデン線(Rembar Co.)が拘束用金属部材として使用され、厚さ0.002インチ、幅0.5インチおよび長さ16インチを有する99.99%の金箔(Williams Advanced Materials)が第1のろう付け化合物として使用された。PALCUSIL10(Morgan Technical Ceramics−Wesgo Metals Division)が第2のろう付け化合物として使用された。
【実施例1】
【0049】
フランジ付き金属物品の準備
厚さ約0.035インチを有するINCONEL(登録商標)625シートが円筒形状に巻かれ、継ぎ目が溶接されて直径約4.85インチを有するチューブを製造した。金属プラグがチューブ端部に挿入されて、チューブの丸みを維持し、回転軸の周りの担体をもたらした。金箔の第1のろう付け化合物はチューブ端部の外側面に仮付け溶接された。直径0.015インチを有する長さ30フィートのモリブデン線が、金箔の第1のろう付け化合物の頂部に手で巻かれた。モリブデン線の複数回のターンがチューブの周りに作製され、各ターン(巻回)は隣接するターンに近接または接触し、第1のろう付け化合物に接触した。次いで、モリブデン線の端部は、一体に捩じられてターンを定位置に保持し、結果として生じた組立体が真空炉内に配置され、1107℃の温度で1分間加熱されて、フランジ付き金属物品を形成した。そのような加熱手順は金基ろう付け化合物を使用するときに典型的なものである。フランジ付き金属物品はフランジ領域内とその周辺で均一なろう付け化合物流を示した。
【0050】
熱処理中に、チューブはモリブデン線よりも大きく膨張し、モリブデン線と密着嵌合の状態になった。冷却すると、モリブデン線はチューブの端部を制約し、チューブの端部が元の形状および大きさに収縮して戻ることを防止し、その結果、チューブの端部は、例えば図4に示す金属フランジに変形した。結果として生じたチューブの変形は、座標測定機(CMM)を使用して測定された。座標測定機で得られた結果を分析すると、この実施例で使用された厚さ0,035インチの金属物品と併せて、拘束用金属部材用には厚さ0.04インチのモリブデン線が最適な厚さであると示唆した。さらに、その結果によると、拘束用金属部材として厚さ0.04インチのモリブデン線の使用が、結果として生じたフランジの熱膨張特性とアルミナセラミック構成要素の熱膨張特性の間に良好な適合を可能にすることを示唆した。
【実施例2】
【0051】
金の第1のろう付け化合物で処理された厚さ0.035インチおよび直径約5インチを有する3つのINCONEL(登録商標)625チューブが、厚さ0.04インチのモリブデン線で巻かれ、実施例1のように熱処理をされて、3つのフランジ付き金属物品を提供した。第2のろう付け化合物(PALCUSIL−10)が、3つのフランジ付き金属物品のそれぞれのフランジ付き部分の上面(例えば、図5の要素24参照)に付着された。次いで、フランジ付き金属物品のフランジ付き部分と大体同じ直径および厚さをそれぞれ有する3つのアルミナセラミックチューブを、3つのフランジ付き金属物品のそれぞれと接触させ、第2のろう付け化合物がフランジ付き金属物品およびセラミックチューブの両方に接触するようになった。次いで、フランジ付き金属物品、第2のろう付け化合物およびセラミックチューブの組立体は、以下の加熱手順、725℃で3時間、830℃で1分間、881℃で1分間、真空で加熱されて、セラミックチューブをフランジ付き金属物品に接合し、セラミック構成要素に接合されたフランジ付き金属構成要素を含む製造物品が得られた。モリブデン線とインコネル625チューブの間の金含有ろう付け接合はこの第2の加熱ステップにより阻害されることはなかったが、その理由は、第1のろう付け化合物が第2の加熱手順中に流れないように、第2のろう付け化合物(PALCUSIL−10)が、セラミックチューブをフランジ付き金属物品に十分低い温度で効果的に接合したからである。
【0052】
引張試験が3つの製造物品のそれぞれに実施された。したがって、引張負荷がインコネル625チューブの端部に加えられた。最大3635フィートポンドの引張負荷(物品1)、最大14,898フィートポンドの引張負荷(物品2)および最大14,414フィートポンドの引張負荷(物品3)が表示された。セラミックチューブ構成要素の接合面とフランジ付きインコネル625チューブ構成要素の接合面との間の第2のろう付け化合物による被覆が不十分であるために、第1の部片の損傷がろう付け化合物内に直接観察された。物品2および物品3の場合、PALCUSIL−10ろう付け接合に隣接するセラミックに割れ目が生じたことによる損傷が観察された。あるセラミック材料は損傷後、インコネル625フランジ上に依然として無傷であったが、これにより、ろう付け接合の強度が接合近傍のセラミックチューブの強度を超えることを示した。
比較例1:拘束用金属部材のないろう付け
対照実験として、実施例1および2で採用されたようなインコネル625チューブが拘束用金属部材の存在しないセラミックチューブにろう付けされたが、その結果セラミックチューブはろう付け熱処理中に損傷した。この結果はろう付けステップ中にセラミック内に誘発された応力がセラミックの強度を超えるであろうと予測した分析と一致する。比較例1の結果は実施例2で得られた結果と全く対照的であり、実施例2では、室温での物品のセラミック部分内の残留応力は十分に低かったので、セラミックが損傷する前にかなりの追加の引張負荷を重ねることが可能であった。
【0053】
本発明は実施例、比較例および例示的実施形態を参照して説明されたが、当業者なら、様々な変形形態が作製可能であり、等価の要素が、発明者らによって着想された本発明の範囲から離れずに本発明を説明するために使用される請求項の要素に代替され得ることを理解するであろう。さらに、修正形態が、発明者らによって着想された本発明の範囲から離れずに、特定の出願に本発明を適合させるために本発明の教示に対して作製され得る。したがって、本発明が、本発明を実施するために開示された実施形態に制限されるものではなく、本発明は意図された特許請求の範囲内に収まるすべての実施形態を含むことを意図するものである。本書は、最良の形態を含めて、本発明を開示するために、また任意の装置またはシステムを作製および使用すること、ならびに任意の組み込まれた方法を実行することを含めて、当業者が本発明を実施することができるように例を使用している。本発明の特許性のある範囲は、特許請求の範囲によって定義され、当業者に生じる他の実施例を含むことができる。そのような他の実施例は、それらが特許請求の範囲の文字通りの言語から異ならない構造上の要素を有する場合、またはそれらが特許請求の範囲の文字通りの言語からごくわずかな相違しかない等価の構造上の要素を含む場合、特許請求の範囲内にあるものとする。
【符号の説明】
【0054】
8 加熱前の金属フランジ
10 加熱後の金属フランジ
12 セラミック物品
14 金属物品
16 端部/金属物品の第1の部分
18 第1のろう付け化合物
20 拘束用金属部材
22 インコネルパイプの内側面
24 インコネルパイプの上面
26 パイプ上面24と巻かれた部分の頂部の間の間隙
28 加熱後の円筒のフレア状部分
30 第2のろう付け化合物
32 セラミック構成要素12に接合されたフランジ付き金属構成要素10(拘束用金属部材20の単一の層を含む)を含む物品の部分
34 セラミック構成要素12に接合されたフランジ付き金属構成要素10(拘束用金属部材20の複数の層を含む)を含む物品の部分
36 フランジ付き金属物品/セラミック物品12に接合されたフランジ付き金属物品10を含む物品
【技術分野】
【0001】
本発明は、高膨張の金属物品を低膨張の材料に接合することができる固定金属フランジを製造する方法に関する。さらに、本発明は、セラミック構成要素に接合されたフランジ付き金属構成要素を含む、フランジ付き金属物品およびフランジ付き物品に関する。
【背景技術】
【0002】
異種の材料で作製された2つの構成要素を接合するために現在使用される組立技術の中で、従来の機械的な組立てを見出すことができるが、それは容積、重量、費用の理由からおよび/または動的挙動が不十分であるという理由から不適切であろうとしばしば考えられている。ろう付けの使用は、2つの異種の材料片を一体に組み立てるために知られている。しかし、そのような技術はセラミック構成要素を金属構成要素に接合する際に適用することがしばしば困難である。というのは、2つの材料の熱機械特性および物理化学特性が非常に異なるからである。例えば、セラミックと金属の熱膨張係数が大きく異なることにより、金属構成要素に接合されたセラミック構成要素を含む物品内で望ましくない残留応力を生成することがある。これらの応力は低減された強度、または非密封接合の原因となり、接合破損を引き起こすことがある。
【0003】
セラミックは一般に脆く、急激な温度変化および他の機械的応力源に耐えることがほとんどできない。金属材料に直接接合されたセラミック構成要素を含む物品を形成するには、一般に使用される接合技術では、両方の材料の熱膨張特性が適切に適合することが必要である。金属対セラミックのろう付け接合の進歩は当分野で知られている。典型的には、そのような手法は、セラミックの熱膨張係数(CTE:coefficient of thermal expansion)に非常に近い熱膨張係数を有する金属構成要素を必要とする。この要求により、使用可能な材料選択は厳密に制限される。CTEが十分に適合した材料は、困難な加工、高い費用、不十分な化学的適合性、不十分な環境抵抗性および加工中の化学的汚染に対する感受性などの望ましくない特性を示すことがある。
【0004】
したがって、セラミックなど脆い低膨張材料を、金属など高強度の高膨張材料に接合することを可能にする新規な技術を発見することが非常に望ましいはずである。さらに、そのような新規な技術が広範囲の金属を広範囲のセラミック材料に接合するために応用可能であることが望ましく、接合されている物品間の熱膨張特性の大きな相違による悪影響が最小になることが望ましいはずである。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】米国特許出願公開第2008/0304959号公報
【発明の概要】
【0006】
本発明の一態様によれば、フランジ付き金属物品を作成する方法が提供され、その方法は、(a)第1のろう付け化合物を金属物品の第1の部分に付着するステップと、(b)金属物品の第1の部分をある長さの拘束用金属部材で巻くステップと、(c)金属物品、拘束用金属部材および第1のろう付け化合物の組立体を第1のろう付け化合物の固相線温度を超える温度まで加熱して、フランジ付き金属物品を製造するステップとを含み、その方法では、金属物品が熱膨張係数CTE1を有し、拘束用金属部材が熱膨張係数CTE2を有し、CTE1がCTE2よりも大きい。
【0007】
本発明の別の態様によれば、(a)ある長さの拘束用金属部材を含む金属物品の巻かれた第1の部分と、(b)拘束用金属部材および金属物品の巻かれた第1の部分の面に接触する第1のろう付け化合物とを含むフランジ付き金属物品が提供され、金属物品が熱膨張係数CTE1を有し、拘束用金属部材が熱膨張係数CTE2を有し、CTE1がCTE2よりも大きい。
【0008】
本発明の別の態様によれば、(a)セラミック構成要素に接合されたフランジ付き金属構成要素であって、フランジ付き金属構成要素がモリブデン線で巻かれており、フランジ付き金属構成要素がニッケル、鉄、コバルト、およびクロムの1つまたは複数を含むフランジ付き金属構成要素と、(b)フランジ付き金属構成要素およびモリブデン線の面に接触する第1のろう付け化合物とを含むフランジ付き物品が提供され、フランジ付き金属構成要素が熱膨張係数CTE1を有し、モリブデン線が熱膨張係数CTE2を有し、CTE1がCTE2よりも少なくとも100%大きい。
【0009】
本発明の別の態様によれば、セラミック構成要素に接合されたフランジ付き金属構成要素を含む物品を作製する方法が提供され、その方法は、(a)第1のろう付け化合物を金属物品の第1の部分に付着するステップと、(b)金属物品の第1の部分をある長さの拘束用金属部材で巻くステップと、(c)金属物品、拘束用金属部材および第1のろう付け化合物の組立体を第1のろう付け化合物の固相線温度を超える温度まで加熱して、フランジ付き金属物品を製造するステップであって、金属物品が熱膨張係数CTE1を有し、拘束用金属部材が熱膨張係数CTE2を有し、CTE1がCTE2よりも大きいステップと、(d)フランジ付き金属物品のフランジ付き部分を第2のろう付け化合物およびセラミック物品に接触させるステップであって、第2のろう付け化合物が金属物品のフランジ付き部分とセラミック物品の間に配置されるようになっているステップと、(e)フランジ付き金属物品、第2のろう付け化合物およびセラミック物品の組立体を第2のろう付け化合物の固相線温度を超える温度まで加熱して、セラミック構成要素に接合されたフランジ付き金属構成要素を含む物品を製造するステップとを含む。
【0010】
本発明の他の実施形態、態様、特徴および利点が、以下の詳細な説明、添付の図面および添付の特許請求の範囲から当業者にとって明らかになるであろう。
【0011】
以下の詳細な説明が添付の図面を参照して読まれると、本発明のこれらのおよび他の特徴、態様および利点がよりよく理解されるであろう。添付の図面では、図面全体を通して同じ符号が同じ部品を表す。
【図面の簡単な説明】
【0012】
【図1】本発明の金属フランジを作製するための工程の流れ図である。
【図2】熱処理前の本発明の組立体の概略横断面図である。
【図3】熱処理およびフランジ形成前の、円筒形金属物品、第1のろう付け化合物および拘束用金属部材を含む本発明の組立体の概略図である。
【図4】熱処理後の本発明の金属フランジの概略横断面図である。
【図5】熱処理後の本発明の円筒形金属フランジの概略図である。
【図6】単一の層の拘束用金属部材を含む、本発明のセラミック物品および金属フランジの組立体の概略図である。
【図7】複数の層の拘束用金属部材を含む、本発明のセラミック物品および金属フランジの組立体の概略図である。
【図8】熱処理後の本発明のセラミック物品および金属フランジの組立体の概略図である。
【発明を実施するための形態】
【0013】
単数形の「1つの(a)」、「1つの(an)」および「その(the)」は、文脈から明確にそうではないと指示しない限り、複数の参照対象を含む。
【0014】
本明細書で使用されると、「ろう付け化合物」という用語は、例えば、金地金、銀地金およびパラジウム地金などの純粋材料、ならびに例えば、銀−銅ろう付け合金、金−ニッケルろう付け合金および銀−銅−亜鉛ろう付け合金などの多組成ろう付け材料の両方を含む。
【0015】
一実施形態では、本発明は、フランジ付き金属物品を作製する方法を提供し、その方法は、(a)第1のろう付け化合物を金属物品の第1の部分に付着するステップと、(b)金属物品の第1の部分をある長さの拘束用金属部材で巻くステップと、(c)金属物品、拘束用金属部材および第1のろう付け化合物の組立体を第1のろう付け化合物の固相線温度を超える温度まで加熱して、フランジ付き金属物品を製造するステップとを含み、その方法では、金属物品が熱膨張係数CTE1を有し、拘束用金属部材が熱膨張係数CTE2を有し、CTE1がCTE2よりも大きい。
【0016】
本発明の方法によって製造されたフランジは、様々な用途に使用され得るが、より低い熱膨張係数(CTE)を有する材料をより高い熱膨張係数を有する材料に接合することが所望されるとき、例えば、金属をセラミックに接合するとき、特に有益である。本発明の方法によって製造されたフランジは、フランジの熱膨張特性が金属物品出発材料に対して拘束用金属部材によって制限されるという意味で、「固定」金属フランジである。
【0017】
本発明のフランジ付き金属物品を準備するための出発材料として使用される金属物品は、フランジを形成することが所望される任意の金属物品であってよい。適切な金属物品の制限されない例には、金属パイプ、金属棒、金属板および金属容器が含まれる。言及したように、金属物品は本発明によって提供されるフランジ付き金属物品を準備するための出発点である。金属物品の適切な構築材料の制限されない例には、金、ニッケル、チタニウム、銀、銅、プラチナ、パラジウム、ニオブ、タンタル、モリブデン、合金625、ジルコニウム、コバルト、クロム、ステンレス鋼およびこれらの材料の組合せが含まれる。一実施形態では、フランジ付き金属物品を製造するために使用される金属物品は、ニッケルを含む合金、鉄を含む合金、コバルトを含む合金、銅を含む合金およびアルミニウムを含む合金の少なくとも1つを含む。したがって、一実施形態では、金属物品出発材料はニッケルを含む合金を有する。別の実施形態では、金属物品出発材料は鉄を含む合金を含む。別の実施形態では、金属物品はニッケルおよび鉄を含む合金を含む。いくつかの実施形態では、金属物品はニオブを含む。一実施形態では、金属物品はニオブ基合金から作製される。別の実施形態では、金属物品は本質的にニオブからなる。様々な実施形態では、金属物品は、炭素鋼、ニッケル合金、マルテンサイトステンレス鋼、オーステナイトステンレス鋼、銅合金またはアルミニウム合金を含むことができる。
【0018】
いくつかの実施形態では、金属物品は1つまたは複数の超合金を含む。多様な超合金は、当業者に知られており、本発明の1つまたは複数の実施形態による使用に適する。一実施形態では、金属物品は、ニッケル基超合金、鉄基超合金、コバルト基超合金およびそれらの2つ以上の組合せからなる群から選択される1つまたは複数の超合金を含む。ニッケル基超合金は、Astroloy、Hastelloy、INCONEL、Nimonic、Pyromet、Rene、UdimetおよびWaspaloyによって例示される。鉄基超合金は、DiscaloyおよびIncoloyによって例示される。コバルト基超合金は、AirResist、エルジロイ(Elgiloy)、MP35Nおよびステライト(Stellite)によって例示される。
【0019】
金属物品は任意の所望の形状を有することができ、例えば、円筒形状、円錐形状、球形状、矩形形状、立方体形状または不規則形状でもよい。いくつかの実施形態では、金属物品は円筒である。一実施形態では、円筒形金属物品は、約0.005インチから約0.10インチの範囲の厚さを有する。具体的な実施形態では、円筒形金属物品は、約0.035インチの厚さを有する。一実施形態では、金属物品はパイプであり、例えば、金属物品はニッケル合金パイプである。別の実施形態では金属物品は棒である。
【0020】
言及したように、本発明によって提供されるフランジ付き金属物品を準備するための出発点である金属物品は、第1のろう付け化合物が付着され得る第1の部分を有する。一実施形態では、金属物品の第1の部分は端部である。別の実施形態では、金属物品の第1の部分は端部ではない部分、例えばパイプの中央区域である。
【0021】
言及したように、本発明によって提供されるフランジ付き金属物品を準備するための出発材料の1つである第1のろう付け化合物は、金属物品の第1の部分および拘束用金属部材の両方に接触するように配置される。一実施形態では、第1のろう付け化合物は、拘束用金属部材を金属物品の第1の部分の周りに巻く前に、金属物品の第1の部分上に付着される。別の実施形態では、第1のろう付け化合物は、拘束用金属部材を金属物品の第1の部分の周りに巻いた後に金属物品の第1の部分に付着される。
【0022】
第1のろう付け化合物は、当業者に知られている様々な要因、例えば、ろう付け性能特性(例えば、ろう付け温度)および費用などに基づき選択されることができる。多様なろう付け化合物が当業者に知られており、単一組成のろう付け化合物、例えば、金、銀、およびパラジウムなどの比較的純粋な金属、ならびに多組成ろう付け化合物、例えば、銀−銅ろう付け合金、銀−亜鉛ろう付け合金、銅−亜鉛ろう付け合金、銀−銅−亜鉛ろう付け合金、銀−銅−亜鉛−カドミウムろう付け合金、銅−リンろう付け合金、銀−銅−リンろう付け合金、金−銀ろう付け合金、金−銅ろう付け合金、金−ニッケルろう付け合金、金−パラジウムろう付け合金、パラジウム基ろう付け合金、ニッケル基ろう付け合金、コバルト基ろう付け合金、アルミニウム基ろう付け合金(例えば、アルミニウム、シリコンろう付け合金)および1つまたは複数の反応性金属構成要素を含む活性ろう付け合金であってよい。具体的な実施形態では、第1のろう付け化合物は比較的純粋な金である。一実施形態では、第1のろう付け化合物は、金基ろう付け化合物、銅基ろう付け化合物、銀基ろう付け化合物、プラチナ基ろう付け化合物、パラジウム基ろう付け化合物、チタニウム基ろう付け化合物、バナジウム基ろう付け化合物、ニッケル基ろう付け化合物およびそれらの組合せからなる群から選択される。いくつかの他の実施形態では、第1のろう付け化合物は、本明細書で時々活性ろう付け合金と言及される、活性ろう付け化合物である。多様なろう付け化合物および活性ろう付け化合物が当業者に知られており、市販で入手可能である。
【0023】
言及したように、ある長さの拘束用金属部材は、第1のろう付け化合物と併せて使用されて、フランジ付き金属物品を形成する。その名前が示すように、拘束用金属部材は、熱処理およびそれに続く冷却の間、金属物品を制約する。限定するわけではないが、拘束用金属部材には、撚線、線条、ワイヤ、多線条ケーブル、線状拘束用鋼帯、小片、テープ、穿孔テープおよび箔が含まれてよい。一実施形態では、拘束用金属部材は単一線条ワイヤである。別の実施形態では、拘束用金属部材は多線条ワイヤである。
【0024】
一実施形態では、拘束用金属部材は長さおよび幅の寸法を有する線状物品であり、高い縦横比を特徴とする。線状というのは、拘束用金属部材が金属物品の周りに巻きやすく、または包みやすいということを意味する。本明細書で使用されると、「縦横比」という用語は、採用される各拘束用金属部材の長さ対幅の比率を指す。例えば、単一線条ワイヤの縦横比は、単一線条ワイヤの長さ対単一線条ワイヤの幅(または厚さ)の比率を指す。いくつかの実施形態では、拘束用金属部材は金属物品の第1の部分の周りに部分的または完全に巻かれる。例えば、拘束用金属部材は金属物品の第1の部分の周りに巻かれたワイヤであってよい。様々な実施形態では、拘束用金属部材は、金属物品の第1の部分の周りに複数のターンを作製することにより金属物品の周りに巻かれる。拘束用金属部材のターン数は、金属物品の大きさ、拘束用金属部材の長さおよび金属物品の熱膨張特性に応じて可変である。いくつかの実施形態では、金属物品は、拘束用金属部材が金属物品の第1の部分の面上に1つまたは複数の層を形成するように拘束用金属部材で巻かれる。いくつかの実施形態では、金属物品は2つ以上の拘束用金属部材で相互に重ねて巻かれて、金属物品上に拘束用金属部材の複数の層を含む組立体を形成することができる。様々な実施形態では、拘束用金属部材の縦横比は、約10から約10,000の範囲である。一実施形態では、拘束用金属部材の縦横比は、約10から約1000の範囲である。別の実施形態では、拘束用金属部材の縦横比は、約10から約100の範囲である。一実施形態では、拘束用金属部材は一定の長さおよび可変の幅(または厚さ)を有し、その場合、拘束用金属部材の縦横比は、拘束用金属部材の長さ対その平均の幅(または厚さ)の比率によって決定することができる。
【0025】
拘束用金属部材は、低い熱膨張係数および高温度で大きな弾性率を有するように選択されることがある。拘束用金属部材は、加熱の際に金属物品の第1の部分が膨張して拘束用金属部材と密着嵌合ができるような方法で、金属物品の第1の部分の周りに巻かれることができる。様々な実施形態では、製造されたフランジの寸法は、拘束用金属部材が最初に金属物品の周りにどれくらいしっかりと巻かれるかによって制御することができる。金属物品の組立体として、拘束用金属部材およびろう付け化合物は加熱され、金属物品は拘束用金属部材よりも大きく膨張し、言及したように、拘束用金属部材と密着嵌合する。冷却すると、金属物品と拘束用金属部材との密着により、拘束用金属部材と密着嵌合している金属物品の部分および第1のろう付け化合物の収縮が阻止される。言及したように、拘束用金属部材は、典型的には、拘束用金属部材として使用されるために適切に成形され得る(例えば、箔またはワイヤに形成され得る)、比較的低いCTEを有する材料からなる。一実施形態では、拘束用金属部材は、モリブデン、タングステン、シリコン、カーバイド、溶融水晶、黒鉛またはガラスの少なくとも1つを含む。一実施形態では、拘束用金属部材は、ハフニウム部材、ジルコニウム部材、クロム部材、ニッケル部材、鉄部材、モリブデン部材、ニオブ部材およびそれらの2つ以上の組合せからなる群から選択される。本明細書で使用されると、ハフニウム部材、ジルコニウム部材、クロム部材、ニッケル部材、鉄部材、モリブデン部材およびニオブ部材という用語は、1つまたは複数の上記に挙げた要素を含む拘束用金属部材を指す。したがって、ハフニウム部材はハフニウムを含み、ジルコニウム部材はジルコニウムを含み、クロム部材はクロムを含み、ニッケル部材はニッケルを含み、鉄部材は鉄を含み、モリブデン部材はモリブデンを含み、ニオブ部材はニオブを含む。当業者は、拘束用金属部材が元素形態の金属、金属合金、または元素形態の金属とも金属合金とも見なされない金属物質を含むことができることを理解するであろう。具体的な実施形態では、拘束用金属部材はモリブデン部材であり、元素モリブデンを含む。別の実施形態では、拘束用金属部材はモリブデン合金を含むモリブデン部材である。一実施形態では、拘束用金属部材はランタン化モリブデン(lanthanated molybdenum)を含む。ランタン化モリブデンは、他のモリブデン基材料の有益な代替材料になることがある。一実施形態では、拘束用金属部材は約0.875%のLa2O3を含むランタン化モリブデンから構成される。
【0026】
具体的な実施形態では、拘束用金属部材はモリブデン線である。モリブデンは、金属物品出発材料の構築材料として適切な様々なニッケル基超合金の熱膨張係数よりも低い熱膨張係数を有する。いくつかの例示的金属材料のCTEは以下の表1に示される。表から分かるように、モリブデン金属は、拘束用金属部材として使用するのに適しているが、金属物品として使用するのに適する材料、インコネル625(INCONEL625)よりもかなり低いCTEを有する。
【0027】
【表1】
モリブデンの追加の性質は、様々なニッケル基超合金の弾性率よりもかなり高い弾性率を有することである。言及したように、一実施形態では、拘束用金属部材はモリブデン合金からなる。モリブデンおよびその合金は、典型的には高温度で有益な機械的特性を保持する。モリブデンおよびその合金の熱的および機械的特性のために、モリブデンおよび/またはその合金を含む拘束用金属部材の使用が特に有利であることがある。ある実施形態では、タングステンおよびシリコンカーバイドも拘束用金属部材用の構築材料として有利に働くことがある。
【0028】
一実施形態では、薄いモリブデン線をニッケル合金パイプ(金属物品の第1の部分)の端部の周りに複数回巻くことができ、ニッケル合金パイプの外側面上には、金ろう付け化合物がパイプの外側面およびモリブデン線の両方に接触するように、金ろう付け化合物が配置される。次いでこの組立体は加熱され、続いて冷却されて、フランジ付き金属物品を製造する。別の実施形態では、薄いモリブデン線をニッケル合金パイプ上に巻くことができ、金ろう付け化合物がモリブデン線と接触するように、金ろう付け化合物はパイプの巻かれた部分に付着される。次いでこの組立体は加熱され、続いて冷却されて、フランジ付き金属物品を製造することができる。
【0029】
拘束用金属部材の幅は、製造されるフランジの大きさおよび形状を制御するために金属物品の膨張特性および収縮特性に応じて適切に調整することができる。いくつかの実施形態では、拘束用金属部材は比較的均一の寸法のワイヤであり、約0.005インチから約0.025インチの範囲の直径を有し、「薄い」ワイヤを例示する。具体的な実施形態では、拘束用金属部材の直径は約0.012インチである。例えば、拘束用金属部材は約0.005インチから約0.025インチの範囲の直径を有するモリブデン線であってよく、具体的な実施形態では、拘束用金属部材は約0.012インチの直径を有するモリブデン線である。典型的には、拘束用金属部材は金属物品の第1の部分の周りに複数回巻かれるが、ある実施形態では、例えば、拘束用金属部材がテープの形態である場合、複数回の巻回は必要ではないことがある。しかし、典型的には、拘束用金属部材は金属物品の第1の部分の周りに2回以上巻かれる。一実施形態では、拘束用金属部材は、金属物品、拘束用金属部材および第1のろう付け化合物の組立体が5回から1000回の巻回を含むように巻かれる。別の実施形態では、拘束用金属部材は、金属物品、拘束用金属部材および第1のろう付け化合物の組立体が10回から100回の巻回を含むように巻かれる。別の実施形態では、拘束用金属部材は、金属物品、拘束用金属部材および第1のろう付け化合物の組立体が10回から25回の巻回を含むように巻かれる。
【0030】
言及したように、本発明のフランジ付き金属物品を準備するために使用される金属物品は、拘束用金属部材の熱膨張係数CTE2よりも大きな熱膨張係数CTE1を有する。様々な実施形態では、CTE1は、拘束用金属部材がその機能を果たすために、CTE2よりも大きくなければならず、それにより加熱および冷却中の金属物品の膨張および収縮を制限するようになる。一実施形態では、CTE1はCTE2よりも少なくとも10%大きい。別の実施形態では、CTE1はCTE2よりも約10%から約300%大きい。別の実施形態では、CTE1はCTE2よりも約50%から約250%大きい。別の実施形態では、CTE1はCTE2よりも約35%から約225%大きい。具体的な実施形態では、CTE1はCTE2よりも約200%大きい。一実施形態では、金属物品は、モリブデンを含む拘束用金属部材のCTE(CTE2)よりも約200%大きいCTE(CTE1)を有するニッケル合金を含む。
【0031】
言及したように、本発明の一実施形態は、(a)ある長さの拘束用金属部材を含む金属物品の巻かれた第1の部分と、(b)拘束用金属部材および金属物品の巻かれた第1の部分の面に接触する第1のろう付け化合物とを含むフランジ付き金属物品を提供し、金属物品が熱膨張係数CTE1を有し、拘束用金属部材が熱膨張係数CTE2を有し、CTE1がCTE2よりも大きい。
【0032】
本発明の別の実施形態によれば、フランジ付き金属物品が、(a)セラミック構成要素に接合されたフランジ付き金属構成要素であって、フランジ付き金属構成要素がモリブデン線で巻かれており、フランジ付き金属構成要素がニッケル、鉄、コバルト、およびクロムの1つまたは複数を含むフランジ付き金属構成要素と、(b)フランジ付き金属構成要素およびモリブデン線の面に接触する第1のろう付け化合物とを含み、フランジ付き金属構成要素が熱膨張係数CTE1を有し、モリブデン線が熱膨張係数CTE2を有し、CTE1がCTE2よりも少なくとも100%大きい。
【0033】
一実施形態では、本発明は、セラミック構成要素に接合されたフランジ付き金属構成要素を含む物品を作製する方法を提供し、その方法は、(a)第1のろう付け化合物を金属物品の第1の部分に付着するステップと、(b)金属物品の第1の部分をある長さの拘束用金属部材で巻くステップと、(c)金属物品、拘束用金属部材および第1のろう付け化合物の組立体を第1のろう付け化合物の固相線温度を超える温度、典型的には約300℃から約2500℃の範囲の温度まで加熱して、フランジ付き金属物品を製造するステップであって、金属物品が熱膨張係数CTE1を有し、拘束用金属部材が熱膨張係数CTE2を有し、CTE1がCTE2よりも大きいステップと、(d)フランジ付き金属物品のフランジ付き部分を第2のろう付け化合物およびセラミック物品に接触させるステップであって、第2のろう付け化合物が金属物品のフランジ付き部分とセラミック物品の間に配置されるようになっているステップと、(e)フランジ付き金属物品、第2のろう付け化合物およびセラミック物品の組立体を第2のろう付け化合物の固相線温度を超える温度、典型的には約300℃から約2500℃の範囲の温度まで加熱して、セラミック構成要素に接合されたフランジ付き金属構成要素を含む物品を製造するステップとを含む。当業者なら、上記の加熱ステップ(c)および(e)は時々本明細書で「ろう付け」ステップとして言及され、ステップ(c)は第1のろう付けステップを表し、ステップ(e)は第2のろう付けステップを表し、各ステップは、第1のろう付け化合物の固相線温度および第2のろう付け化合物の固相線温度をそれぞれ超えるろう付け温度を特徴とすることを理解するであろう。典型的には、第2のろう付けステップが実行される温度(第2のろう付け温度)は、第1のろう付けステップが実行される温度(第1のろう付け温度)よりも低い。この事前注意は、第2のろう付けステップの熱処理の結果として、第1のろう付けステップで形成されたろう付け接合の望ましくない変化を防止するのに役立つことがある。
【0034】
当業者なら理解するであろうが、本発明の方法によってセラミック物品に接合されるフランジ付き金属物品のフランジ付き部分は端部フランジまたは端部フランジではないフランジであってもよい。一実施形態では、第2のろう付け化合物がフランジ付き金属物品の端部で形成されたフランジに付着され、次いで、フランジはセラミック物品に接合される。第2のろう付け化合物は第1のろう付け化合物と同じであっても、または異なってもよいが、言及したように、典型的には、第1のろう付け化合物とは異なる。第2のろう付け化合物として採用され得る適切なろう付け化合物には、第1のろう付け化合物として例証したものが含まれる。一実施形態では、第2のろう付け化合物は、金、金ろう付け合金、銅ろう付け合金、銀、銀ろう付け合金、パラジウム、パラジウムろう付け合金、チタニウムろう付け合金、バナジウムろう付け合金、ニッケルろう付け合金および前述のろう付け化合物の2つ以上の組合せからなる群から選択される。いくつかの実施形態では、第2のろう付け化合物は、セラミック面のぬれを促進する活性ろう付け化合物である。一実施形態では、活性ろう付け化合物は、チタニウム、ジルコニウム、クロムおよびイットリウムからなる群から選択される1つまたは複数の反応性元素を含む。別の実施形態では、活性ろう付け化合物は1つまたは複数の希土元素を含む。
【0035】
フランジ付き金属物品、第2のろう付け化合物およびセラミック物品の組立体を第2のろう付け化合物の固相線温度を超える温度まで加熱し、続いて組立体を冷却すると、フランジ付き金属構成要素(フランジ付き金属物品)とセラミック構成要素(セラミック物品)の間に強固な接合が生成される。フランジ付き金属物品のフランジ部分(フランジ)は、拘束用金属部材によって依然として制約を受けており、したがって、フランジを形成した金属物品またはフランジが接合されているセラミック物品に対して比較的小さい、加熱中の膨張(または冷却中の収縮)を示す。したがって、様々な実施形態で、拘束用金属部材は、金属物品出発材料と取付けることが所望されるセラミック構成要素との間の熱膨張特性の不一致を補償する。セラミック物品に接合されているフランジ付き金属物品のフランジ付き部分の中および周りの熱膨張特性を制御することによって、フランジ付き金属物品およびセラミック物品を接合することができ、セラミック物品に対する損傷を加熱中および冷却サイクル中に回避することができる。
【0036】
一実施形態では、本発明の方法によってセラミック構成要素に接合されたフランジ付き金属構成要素を含む物品を組み立てる間に、拘束用金属部材の幅は、フランジ付き金属構成要素の熱膨張特性とセラミック構成要素の熱膨張特性との間の一致を最適化するように調節することができる。
【0037】
当業者によって理解されるであろうが、採用されるろう付け化合物の量は、第1のろう付け化合物の場合は金属物品と拘束用金属部材の間の強力な結合を生成するために十分であるべきであり、第2のろう付け化合物の場合にはフランジ付き金属物品のフランジ付き部分とセラミック物品の間の強力な結合を生成するために十分であるべきである。いくつかの実施形態では、金属物品またはフランジ付き金属物品に付着される第1のろう付け化合物または第2のろう付け化合物は、約0.0001インチから約0.05インチの範囲の厚さを有する。例えば、金ろう付け化合物は金属物品に付着されることができ、約0.001インチから約0.005インチの範囲の厚さを有する。別の実施形態では、金属物品に付着される金ろう付け化合物は約0.002インチの厚さを有する。ろう付け化合物は様々な物理的形態で付着することができる。例えば、ろう付け化合物は、特に、箔、リボン、ワイヤ、クリーム、プリフォームまたはペーストとして付着することができる。
【0038】
一実施形態では、ろう付け化合物は一時的な液相(TLP:transient liquid phase)ろう付け化合物である。一実施形態では、本発明は第1および第2のろう付け化合物を採用し、そのそれぞれがTLPろう付け化合物である。TLPろう付け化合物の使用は、複数のろう付け接合が本発明によって提供される物品内に生成されなければならない場合に有利なことがあり、その場合、ろう付け接合は、同じまたは同様のろう付け温度で個々のろう付けステップで生成される。別の実施形態では、本発明は、単一の加熱サイクルで形成される複数のろう付け接合を含むフランジ付き金属物品を準備する方法を提供する。
【0039】
本発明の金属フランジを作製するための工程流れ図(ステップ1〜3)を示す図1を参照すると、図1は第1のろう付け化合物をニッケル合金パイプの外側端部に付着するステップ1を含む。次いでステップ2では、モリブデン線がステップ1で第1のろう付け化合物で処理されたパイプの区間の周りに巻かれる。次いで、パイプ、第1のろう付け化合物およびモリブデン線の組立体がステップ3で熱処理され、冷却されて金属フランジを形成する。その図はさらに、セラミック構成要素に接合されたフランジ付き金属構成要素を含む物品を準備するための方法(ステップ1〜6)を図示する。したがって、ステップ1〜3の後に、ステップ4で第2のろう付け化合物が露出されたパイプ端部(フランジ付き金属物品のフランジ付き部分)に配置され、ステップ5でセラミック物品が第2のろう付け化合物に接触するようになり、金属フランジとセラミック物品の間の接触を形成する。最後に、ステップ6ではフランジ付き金属物品、第2のろう付け化合物およびセラミック物品の組立体が熱処理され、冷却されて、それらの間の強固な接合を達成し、セラミック構成要素に接合されたフランジ付き金属構成要素を含む製造物品を提供する。
【0040】
図2は、本発明によって提供される組立体8の概略横断面図である。図2は加熱前の組立体を示すのでフランジは存在しない。組立体8は、金属物品14、金属物品14の端部16上に配置された第1のろう付け化合物18および金属物品の端部の周りに巻かれ、第1のろう付け化合物と接触する、ある長さの拘束用金属部材20を含む。
【0041】
図3は、フランジ付き金属物品を製造するために本発明の方法を使用して修正すべき金属円筒の概略図を示す。図2のように、この図は熱処理前およびフランジ形成前の本発明の組立体を表すので、フランジは存在しない。いくつかの実施形態では、金属物品14はニッケル合金パイプであり、第1のろう付け化合物18は金ろう付け化合物であり、拘束用金属部材20はモリブデン線であり、モリブデン線は内側面22およびパイプ上面24を有するパイプの周りに巻かれる。図3に示す実施形態では、間隙26がパイプ上面24と拘束用金属部材20を含む組立体の巻かれた部分の頂部の間に存在する。ある実施形態では、間隙26は、拘束用金属部材およびろう付け化合物と接触しないパイプの部分を最小にするためにできるだけ小さく保たれる。間隙26を最小にすることにより、パイプの頂部をセラミック物品に接合するとき、変形および/または割れ目形成を低減するのに役立つことがある。
【0042】
図4は、本発明によって提供されるフランジ付き円筒金属物品10の横断面図を示す概略図である。拘束用金属部材20は、金属物品14の端部16の周りに複数回巻かれた状態で示され、第1のろう付け化合物18は、第1のろう付け化合物18が物品14の外側面および拘束用金属部材20の両方に接触するように端部上に配置される。
【0043】
次に、図5を参照すると、この図はフランジ付き金属物品を製造するために本発明の方法を使用して修正された金属円筒14から作製されたフランジ付き金属物品10を表す。拘束用金属部材20で巻かれ、第1のろう付け化合物18と接触する円筒14の端部16は、フランジ付き部分がない金属円筒、第1のろう付け化合物18および拘束用金属部材20の組立体に熱処理をすると形成されるフランジ28を含む。言及したように、金属円筒は、拘束用金属部材20よりも大きく膨張し、加熱ステップ中に拘束用金属部材と密着嵌合するようになる。冷却すると、金属円筒と拘束用金属部材20との密着により、第1のろう付け化合物および拘束用金属部材と接触する金属円筒の部分の収縮が阻止され、フレア状端部28とも言及されるフランジ28の形成をもたらす。
【0044】
次に、図6を参照すると、この図はセラミック構成要素12に接合されたフランジ付き金属構成要素10を含む、本発明によって提供される物品32の概略横断面図を示す。図示の実施形態では、フランジ付き金属物品は、フランジ付き金属物品の上面24とセラミック物品12の間に第2のろう付け化合物30を付着することにより、セラミック物品12に接合される。フランジ付き金属物品10は、セラミック物品12に接合するために適合性のある形状および大きさを有することができる。1つの例示的実施形態では、フランジ付き金属物品10は同心のセラミック円筒との組合せで存在する。
【0045】
図7は、セラミック構成要素12に接合されたフランジ付き金属構成要素10を含む、本発明によって提供される物品34の概略横断面図を示す。図示の実施形態では、複数の層の拘束用金属部材20を含むフランジ付き部分を含むフランジ付き金属物品が、フランジ付き金属物品の上面24とセラミック構成要素12の間に配置された第2のろう付け化合物30を介してセラミック物品12に接合されている。
【0046】
図8は、セラミック物品12に接合されたフランジ付き金属物品10を含む本発明によって提供される物品36を図示する。図7で図示された実施形態では、フランジ付き金属物品10が、フランジ28、第1のろう付け化合物18、および出発金属物品14の第1の部分の周りに巻かれた拘束用金属部材20を含み、出発金属物品14は、本発明の1つまたは複数の実施形態によって熱処理およびフランジ形成を受けたものである。
【0047】
一実施形態では、第1のろう付け化合物18および第2のろう付け化合物30は金基ろう付け材料を含むことができ、ろう付けに採用される1つまたは複数の接合技術によって金属物品14に接合することができる。ろう付け化合物は、金属物品14の面上に、被覆、貼合、溶接、めっき、蒸着、鋳造、機械的取付けまたは熱溶射技術などの様々な方法で直接配置されてよい。第2のろう付け化合物30は、フランジ付き金属構成要素10をセラミック構成要素12に接合するために使用され、フランジ付き金属構成要素、第2のろう付け化合物およびセラミック構成要素の組立体の熱処理によって生じる機械的変形に対処するのに役立つことがある。第1のろう付け化合物18および第2のろう付け化合物30は同一または異なる材料であってもよい。一実施形態では、第1のろう付け化合物18および第2のろう付け化合物30は、厳しい環境、例えば、ろう付け接合が同時に1つまたは複数の腐食性化学種(例えば、水と硫化水素ガスのガス状混合物)および高温(例えば、500℃)にさらされる環境で機能することができる。そのような環境は本明細書では時々、厳しい熱化学環境と言及される。
【0048】
様々な追加の層を本発明の1つまたは複数の実施形態によって採用することができる。例えば、追加の金属層が、出発金属物品の端部上、ろう付け化合物上、またはセラミック構成要素に接合されたフランジ付き金属構成要素を含むフランジ付き物品のセラミック構成要素上に配置されてよい。一実施形態では、本発明は、セラミック構成要素に接合されたフランジ付き金属構成要素を含む物品を提供し、その場合、金属性中間層が第2のろう付け化合物とセラミック構成要素の間に配置される。そのような金属性中間層は、フランジ付き金属構成要素をセラミック構成要素に接合することを促進することができる。そのような追加の金属層の適切な原料源には、金属箔、被覆および粉体が含まれる。一実施形態では、追加の金属層はモリブデンおよびマグネシウムを含み、当業者に知られている1つまたは複数の技術によって本発明が提供する物品に組み込まれることができる。一実施形態では、追加の層は、物品の1つまたは複数の面のぬれを促進するために本発明が提供する物品に組み込まれる。例えば、ニッケルを含むぬれ層は第2のろう付け化合物の接合の適合性を高めるために採用されることがある。適切なぬれ層は、例えば、電気めっき技術、および無電解ニッケルめっきなどの無電解めっき技術によって準備され得る。さらに、様々な保護被覆がろう付け化合物を覆って配置されてもよい。一実施形態では、フランジ付き金属構成要素とセラミック構成要素の間の接合を熱化学環境の劣化から保護するために、保護被覆が第2のろう付け化合物30(図8)の露出部分に付着される。
実施例
材料:直径5インチおよび壁厚0.25インチの脆弱な低膨張アルミナチューブがセラミック構成要素として使用された。セラミック構成要素に直接接合される高膨張金属物品は、大体同じ直径(5インチ)の厚さ0.035インチのINCONEL(登録商標)625チューブであった。直径0.015インチを有する長さ30フィートのモリブデン線(Rembar Co.)が拘束用金属部材として使用され、厚さ0.002インチ、幅0.5インチおよび長さ16インチを有する99.99%の金箔(Williams Advanced Materials)が第1のろう付け化合物として使用された。PALCUSIL10(Morgan Technical Ceramics−Wesgo Metals Division)が第2のろう付け化合物として使用された。
【実施例1】
【0049】
フランジ付き金属物品の準備
厚さ約0.035インチを有するINCONEL(登録商標)625シートが円筒形状に巻かれ、継ぎ目が溶接されて直径約4.85インチを有するチューブを製造した。金属プラグがチューブ端部に挿入されて、チューブの丸みを維持し、回転軸の周りの担体をもたらした。金箔の第1のろう付け化合物はチューブ端部の外側面に仮付け溶接された。直径0.015インチを有する長さ30フィートのモリブデン線が、金箔の第1のろう付け化合物の頂部に手で巻かれた。モリブデン線の複数回のターンがチューブの周りに作製され、各ターン(巻回)は隣接するターンに近接または接触し、第1のろう付け化合物に接触した。次いで、モリブデン線の端部は、一体に捩じられてターンを定位置に保持し、結果として生じた組立体が真空炉内に配置され、1107℃の温度で1分間加熱されて、フランジ付き金属物品を形成した。そのような加熱手順は金基ろう付け化合物を使用するときに典型的なものである。フランジ付き金属物品はフランジ領域内とその周辺で均一なろう付け化合物流を示した。
【0050】
熱処理中に、チューブはモリブデン線よりも大きく膨張し、モリブデン線と密着嵌合の状態になった。冷却すると、モリブデン線はチューブの端部を制約し、チューブの端部が元の形状および大きさに収縮して戻ることを防止し、その結果、チューブの端部は、例えば図4に示す金属フランジに変形した。結果として生じたチューブの変形は、座標測定機(CMM)を使用して測定された。座標測定機で得られた結果を分析すると、この実施例で使用された厚さ0,035インチの金属物品と併せて、拘束用金属部材用には厚さ0.04インチのモリブデン線が最適な厚さであると示唆した。さらに、その結果によると、拘束用金属部材として厚さ0.04インチのモリブデン線の使用が、結果として生じたフランジの熱膨張特性とアルミナセラミック構成要素の熱膨張特性の間に良好な適合を可能にすることを示唆した。
【実施例2】
【0051】
金の第1のろう付け化合物で処理された厚さ0.035インチおよび直径約5インチを有する3つのINCONEL(登録商標)625チューブが、厚さ0.04インチのモリブデン線で巻かれ、実施例1のように熱処理をされて、3つのフランジ付き金属物品を提供した。第2のろう付け化合物(PALCUSIL−10)が、3つのフランジ付き金属物品のそれぞれのフランジ付き部分の上面(例えば、図5の要素24参照)に付着された。次いで、フランジ付き金属物品のフランジ付き部分と大体同じ直径および厚さをそれぞれ有する3つのアルミナセラミックチューブを、3つのフランジ付き金属物品のそれぞれと接触させ、第2のろう付け化合物がフランジ付き金属物品およびセラミックチューブの両方に接触するようになった。次いで、フランジ付き金属物品、第2のろう付け化合物およびセラミックチューブの組立体は、以下の加熱手順、725℃で3時間、830℃で1分間、881℃で1分間、真空で加熱されて、セラミックチューブをフランジ付き金属物品に接合し、セラミック構成要素に接合されたフランジ付き金属構成要素を含む製造物品が得られた。モリブデン線とインコネル625チューブの間の金含有ろう付け接合はこの第2の加熱ステップにより阻害されることはなかったが、その理由は、第1のろう付け化合物が第2の加熱手順中に流れないように、第2のろう付け化合物(PALCUSIL−10)が、セラミックチューブをフランジ付き金属物品に十分低い温度で効果的に接合したからである。
【0052】
引張試験が3つの製造物品のそれぞれに実施された。したがって、引張負荷がインコネル625チューブの端部に加えられた。最大3635フィートポンドの引張負荷(物品1)、最大14,898フィートポンドの引張負荷(物品2)および最大14,414フィートポンドの引張負荷(物品3)が表示された。セラミックチューブ構成要素の接合面とフランジ付きインコネル625チューブ構成要素の接合面との間の第2のろう付け化合物による被覆が不十分であるために、第1の部片の損傷がろう付け化合物内に直接観察された。物品2および物品3の場合、PALCUSIL−10ろう付け接合に隣接するセラミックに割れ目が生じたことによる損傷が観察された。あるセラミック材料は損傷後、インコネル625フランジ上に依然として無傷であったが、これにより、ろう付け接合の強度が接合近傍のセラミックチューブの強度を超えることを示した。
比較例1:拘束用金属部材のないろう付け
対照実験として、実施例1および2で採用されたようなインコネル625チューブが拘束用金属部材の存在しないセラミックチューブにろう付けされたが、その結果セラミックチューブはろう付け熱処理中に損傷した。この結果はろう付けステップ中にセラミック内に誘発された応力がセラミックの強度を超えるであろうと予測した分析と一致する。比較例1の結果は実施例2で得られた結果と全く対照的であり、実施例2では、室温での物品のセラミック部分内の残留応力は十分に低かったので、セラミックが損傷する前にかなりの追加の引張負荷を重ねることが可能であった。
【0053】
本発明は実施例、比較例および例示的実施形態を参照して説明されたが、当業者なら、様々な変形形態が作製可能であり、等価の要素が、発明者らによって着想された本発明の範囲から離れずに本発明を説明するために使用される請求項の要素に代替され得ることを理解するであろう。さらに、修正形態が、発明者らによって着想された本発明の範囲から離れずに、特定の出願に本発明を適合させるために本発明の教示に対して作製され得る。したがって、本発明が、本発明を実施するために開示された実施形態に制限されるものではなく、本発明は意図された特許請求の範囲内に収まるすべての実施形態を含むことを意図するものである。本書は、最良の形態を含めて、本発明を開示するために、また任意の装置またはシステムを作製および使用すること、ならびに任意の組み込まれた方法を実行することを含めて、当業者が本発明を実施することができるように例を使用している。本発明の特許性のある範囲は、特許請求の範囲によって定義され、当業者に生じる他の実施例を含むことができる。そのような他の実施例は、それらが特許請求の範囲の文字通りの言語から異ならない構造上の要素を有する場合、またはそれらが特許請求の範囲の文字通りの言語からごくわずかな相違しかない等価の構造上の要素を含む場合、特許請求の範囲内にあるものとする。
【符号の説明】
【0054】
8 加熱前の金属フランジ
10 加熱後の金属フランジ
12 セラミック物品
14 金属物品
16 端部/金属物品の第1の部分
18 第1のろう付け化合物
20 拘束用金属部材
22 インコネルパイプの内側面
24 インコネルパイプの上面
26 パイプ上面24と巻かれた部分の頂部の間の間隙
28 加熱後の円筒のフレア状部分
30 第2のろう付け化合物
32 セラミック構成要素12に接合されたフランジ付き金属構成要素10(拘束用金属部材20の単一の層を含む)を含む物品の部分
34 セラミック構成要素12に接合されたフランジ付き金属構成要素10(拘束用金属部材20の複数の層を含む)を含む物品の部分
36 フランジ付き金属物品/セラミック物品12に接合されたフランジ付き金属物品10を含む物品
【特許請求の範囲】
【請求項1】
フランジ付き金属物品(10)を作製する方法であって、
(a)第1のろう付け化合物(18)を金属物品(14)の第1の部分(16)に付着するステップと、
(b)前記金属物品の前記第1の部分(16)をある長さの拘束用金属部材(20)で巻くステップと、
(c)前記金属物品(14)、前記拘束用金属部材(20)および前記第1のろう付け化合物(18)の組立体を前記ろう付け化合物の固相線温度を超える温度まで加熱して、フランジ付き金属物品(10)を製造するステップと
を含み、
前記金属物品(14)が熱膨張係数CTE1を有し、前記拘束用金属部材(20)が熱膨張係数CTE2を有し、CTE1がCTE2よりも大きい方法。
【請求項2】
CTE1がCTE2よりも少なくとも10%大きい、請求項1記載の方法。
【請求項3】
前記金属物品が1つまたは複数の超合金を含む、請求項1記載の方法。
【請求項4】
前記超合金が、ニッケル基超合金、鉄基超合金、コバルト基超合金、およびそれらの2つ以上の組合せからなる群から選択される、請求項3記載の方法。
【請求項5】
前記金属物品(10)が円筒である、請求項1記載の方法。
【請求項6】
前記第1のろう付け化合物(18)が、金基ろう付け化合物、銅基ろう付け化合物、銀基ろう付け化合物、プラチナ基ろう付け化合物、パラジウム基ろう付け化合物、チタニウム基ろう付け化合物、バナジウム基ろう付け化合物、ニッケル基ろう付け化合物、およびそれらの組合せからなる群から選択される、請求項1記載の方法。
【請求項7】
前記拘束用金属部材(20)が、ハフニウム部材、ジルコニウム部材、クロム部材、ニッケル部材、鉄部材、モリブデン部材、ニオブ部材、およびそれらの2つ以上の組合せからなる群から選択される、請求項1記載の方法。
【請求項8】
(a)セラミック構成要素(20)に接合されたフランジ付き金属構成要素(10)であり、モリブデン線(20)で巻かれており、ニッケル、鉄、コバルト、およびクロムの1つまたは複数を含む、フランジ付き金属構成要素(10)と、
(b)前記フランジ付き金属構成要素(10)および前記モリブデン線(20)の面に接触する第1のろう付け化合物(18)と
を含むフランジ付き物品(36)であって、
前記フランジ付き金属構成要素(10)が熱膨張係数CTE1を有し、前記モリブデン線が熱膨張係数CTE2を有し、CTE1がCTE2よりも少なくとも100%大きい、フランジ付き物品(36)。
【請求項9】
前記フランジ付き金属構成要素(10)が前記モリブデン線(20)の複数の層を含む、請求項8記載のフランジ付き金属物品(36)。
【請求項10】
セラミック構成要素(12)に接合されたフランジ付き金属構成要素(10)を含む物品(36)を作製する方法であって、
(a)第1のろう付け化合物(18)を金属物品の第1の部分(16)に付着するステップと、
(b)前記金属物品の前記第1の部分をある長さの拘束用金属部材(20)で巻くステップと、
(c)前記金属物品(10)、前記拘束用金属部材(20)および前記第1のろう付け化合物(18)の組立体を前記第1のろう付け化合物(18)の固相線温度を超える温度まで加熱して、フランジ付き金属物品(36)を製造するステップであり、前記金属物品(14)が熱膨張係数CTE1を有し、前記拘束用金属部材(20)が熱膨張係数CTE2を有し、CTE1がCTE2よりも大きいステップと、
(d)前記フランジ付き金属物品(36)のフランジ付き部分(10)を第2のろう付け化合物(30)およびセラミック物品(12)に接触させるステップであり、前記第2のろう付け化合物が前記金属物品の前記フランジ付き部分と前記セラミック物品の間に配置されるようになっているステップと、
(e)前記フランジ付き金属物品、前記第2のろう付け化合物および前記セラミック物品の組立体を前記第2のろう付け化合物の固相線温度を超える温度まで加熱して、前記セラミック構成要素に接合された前記フランジ付き金属構成要素を含む物品を製造するステップと
を含む方法。
【請求項1】
フランジ付き金属物品(10)を作製する方法であって、
(a)第1のろう付け化合物(18)を金属物品(14)の第1の部分(16)に付着するステップと、
(b)前記金属物品の前記第1の部分(16)をある長さの拘束用金属部材(20)で巻くステップと、
(c)前記金属物品(14)、前記拘束用金属部材(20)および前記第1のろう付け化合物(18)の組立体を前記ろう付け化合物の固相線温度を超える温度まで加熱して、フランジ付き金属物品(10)を製造するステップと
を含み、
前記金属物品(14)が熱膨張係数CTE1を有し、前記拘束用金属部材(20)が熱膨張係数CTE2を有し、CTE1がCTE2よりも大きい方法。
【請求項2】
CTE1がCTE2よりも少なくとも10%大きい、請求項1記載の方法。
【請求項3】
前記金属物品が1つまたは複数の超合金を含む、請求項1記載の方法。
【請求項4】
前記超合金が、ニッケル基超合金、鉄基超合金、コバルト基超合金、およびそれらの2つ以上の組合せからなる群から選択される、請求項3記載の方法。
【請求項5】
前記金属物品(10)が円筒である、請求項1記載の方法。
【請求項6】
前記第1のろう付け化合物(18)が、金基ろう付け化合物、銅基ろう付け化合物、銀基ろう付け化合物、プラチナ基ろう付け化合物、パラジウム基ろう付け化合物、チタニウム基ろう付け化合物、バナジウム基ろう付け化合物、ニッケル基ろう付け化合物、およびそれらの組合せからなる群から選択される、請求項1記載の方法。
【請求項7】
前記拘束用金属部材(20)が、ハフニウム部材、ジルコニウム部材、クロム部材、ニッケル部材、鉄部材、モリブデン部材、ニオブ部材、およびそれらの2つ以上の組合せからなる群から選択される、請求項1記載の方法。
【請求項8】
(a)セラミック構成要素(20)に接合されたフランジ付き金属構成要素(10)であり、モリブデン線(20)で巻かれており、ニッケル、鉄、コバルト、およびクロムの1つまたは複数を含む、フランジ付き金属構成要素(10)と、
(b)前記フランジ付き金属構成要素(10)および前記モリブデン線(20)の面に接触する第1のろう付け化合物(18)と
を含むフランジ付き物品(36)であって、
前記フランジ付き金属構成要素(10)が熱膨張係数CTE1を有し、前記モリブデン線が熱膨張係数CTE2を有し、CTE1がCTE2よりも少なくとも100%大きい、フランジ付き物品(36)。
【請求項9】
前記フランジ付き金属構成要素(10)が前記モリブデン線(20)の複数の層を含む、請求項8記載のフランジ付き金属物品(36)。
【請求項10】
セラミック構成要素(12)に接合されたフランジ付き金属構成要素(10)を含む物品(36)を作製する方法であって、
(a)第1のろう付け化合物(18)を金属物品の第1の部分(16)に付着するステップと、
(b)前記金属物品の前記第1の部分をある長さの拘束用金属部材(20)で巻くステップと、
(c)前記金属物品(10)、前記拘束用金属部材(20)および前記第1のろう付け化合物(18)の組立体を前記第1のろう付け化合物(18)の固相線温度を超える温度まで加熱して、フランジ付き金属物品(36)を製造するステップであり、前記金属物品(14)が熱膨張係数CTE1を有し、前記拘束用金属部材(20)が熱膨張係数CTE2を有し、CTE1がCTE2よりも大きいステップと、
(d)前記フランジ付き金属物品(36)のフランジ付き部分(10)を第2のろう付け化合物(30)およびセラミック物品(12)に接触させるステップであり、前記第2のろう付け化合物が前記金属物品の前記フランジ付き部分と前記セラミック物品の間に配置されるようになっているステップと、
(e)前記フランジ付き金属物品、前記第2のろう付け化合物および前記セラミック物品の組立体を前記第2のろう付け化合物の固相線温度を超える温度まで加熱して、前記セラミック構成要素に接合された前記フランジ付き金属構成要素を含む物品を製造するステップと
を含む方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−183585(P2012−183585A)
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−33477(P2012−33477)
【出願日】平成24年2月20日(2012.2.20)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【Fターム(参考)】
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願番号】特願2012−33477(P2012−33477)
【出願日】平成24年2月20日(2012.2.20)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【Fターム(参考)】
[ Back to top ]