
圧力制御式流量基準器を構成する基準圧力式流量制御器用の耐食性圧力式流量制御器。
【課題】腐食性ガスを対象とする流量制御器の流量校正を簡単に行え、安価で、流量制御精度が高く、耐食性を有する基準圧力式流量制御器を提供する。
【解決手段】オリフィスの上流側に設けたコントロール弁と,コントロール弁とオリフィス間に設けた圧力検出器と,圧力検出器の検出圧力から流量を演算すると共に、流量指令信号と前記演算した流量信号との差を制御信号として前記コントロール弁の駆動部へ出力する演算制御装置とから構成され、オリフィスの上流側圧力と下流側圧力との比を被制御流体の臨界圧比以下に保持した状態で前記コントロール弁の開閉によりオリフィス上流側圧力を調整してオリフィス下流側の流体流量を制御するようにした、圧力制御式流量基準器に用いる基準圧力式流量制御器に於いて、当該基準圧力式流量制御器の内部の流体が接する部分の全面に金メッキ皮膜を形成し、基準圧力式流量制御器を耐食性圧力式流量制御器9とする。
【解決手段】オリフィスの上流側に設けたコントロール弁と,コントロール弁とオリフィス間に設けた圧力検出器と,圧力検出器の検出圧力から流量を演算すると共に、流量指令信号と前記演算した流量信号との差を制御信号として前記コントロール弁の駆動部へ出力する演算制御装置とから構成され、オリフィスの上流側圧力と下流側圧力との比を被制御流体の臨界圧比以下に保持した状態で前記コントロール弁の開閉によりオリフィス上流側圧力を調整してオリフィス下流側の流体流量を制御するようにした、圧力制御式流量基準器に用いる基準圧力式流量制御器に於いて、当該基準圧力式流量制御器の内部の流体が接する部分の全面に金メッキ皮膜を形成し、基準圧力式流量制御器を耐食性圧力式流量制御器9とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体製造装置や薬品製造装置、化学品製造装置等で使用する各種流量制御器の校正に用いる圧力制御式流量基準器を構成する基準圧力式流量制御器の改良に関するものであり、流量制御精度の大幅な向上と安定化を可能にした基準圧力式流量制御器用の耐食性圧力式流量制御器に関するものである。
【背景技術】
【0002】
半導体製造装置等に於いては、各種プロセスガスの流量制御器として、所謂熱量式流量制御器(MFC)と圧力式流量制御器(FCS)とが多く利用されている。中でも後者の圧力式流量制御器は構造が簡単で応答性、測定精度、耐用年数、保守性等の点で優れた特性を備えており、広く利用に供されている。
【0003】
ところで、これ等の熱式流量制御器や圧力式流量制御器は、通常1台ずつ流量基準器を用いて流量校正を行ったあと、市場へ出荷されて行く。
一方、流量校正を行うために用いる流量基準器には、後述するように、イ.チャンバー内へガスを送り込み、チャンバー内に溜まったガスの圧力から送り込まれたガスの流量を演算する方法(ビルドアップ法やROR法)、ロ.チャンバー内に貯めたガスを放出して、チャンバー重量の変化から放出されたガスの流量を演算する方法(ガス流量減量法)及びハ.チャンバー内へガスを送り込み、チャンバーの重量の変化から送り込まれたガスの流量を演算する法(重量法)等を用いた各種の基準器が開発されており、流量制御器の各メーカは、夫々のメーカが独自に選定した流量基準器を用いて自社の製造に係る流量制御器の流量校正を行ったあと、最終ユーザへ出荷するようにしている。
【0004】
そのため、流量制御器を用いた生産用設備等にあっては、設備の設置時に流量制御器のメーカが決まれば、設備の改修や一部更新においても同じメーカの流量制御器を使わざるを得なくなり、別の新たなメーカの流量制御器を簡単に適用することができないため、設備費等の引下げを図れないと云う問題を生ずることになる。何故なら、メーカ毎に校正用に使用する流量基準器が異なるため、同一仕様であっても現実の流量値には若干ばらつきを生ずることになり、半導体製造装置等のように高精度な流量制御を必要とする設備にあっては、異なるメーカの流量制御器を混在せしめて使用することが困難だからである。
【0005】
また、流量制御器の流量校正に関しては、使用されている流量基準器そのものに起因する様々な問題が存在する。
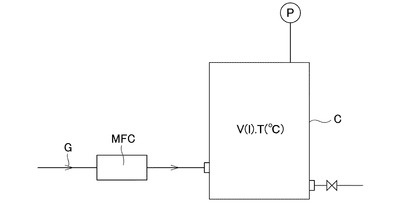
即ち、これ等の流量基準器は、前述の通り通常ビルドアップ法や重量法を用いて構成されている。例えば、前者のビルドアップ法は、図8に示すように、先ず、所定の内容積V(l)のチャンバC内へ、流量校正をする流量制御器MFCを通して設定流量のガスGを供給し、圧力計Pの読みから供給時間Tとチャンバ内圧Pとの関係を求める。
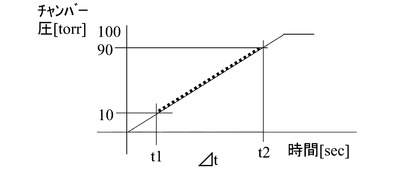
次に、当該供給時間Tと内圧Pとの図9に示す如き測定結果から、チャンバ内圧の圧力上昇率ΔP/Δtを求め、この圧力上昇率ΔP/Δtを用いて、次の(1)式から流量制御器MFCの流量Q(sccm)を演算し、この演算値を基準にして、流量制御器MFCの読取値を校正するようにしたものである。
【数1】

【0006】
しかし、このビルドアップ法にも多くの問題が残されており、その中でも、チャンバC内のガス温度Tを正確に計測することが、困難なことが第1の問題点である。
即ち、チャンバC内の中央部でガス温度Tを測定するのと、チャンバCの壁面近傍でガス温度Tを測定するのとでは、ガス温度Tの測定値が相当に異なることになり、且つガス温度Tが1℃変ると、流量Q(sccm)が約0.33%S.P.変化することになるからである。
【0007】
第2の問題は、圧力計(バラトロン)Pの測定精度が低く、測定毎に圧力上昇率ΔP/Δtが変動すると云う点である。即ち、圧力計(バラトロン)Pには夫々固有の温度特性や圧力上昇特性(直線性)が存在する。そのため、圧力上昇範囲(圧力上昇のスパン)や圧力測定条件が異なることにより、図9の測定結果を示す曲線の形態が異なったものになり、結果として、圧力上昇率ΔP/Δtが大きく変動することになる。また、流量測定器の流量が大きくなると大型のチャンバCが必要になり、また逆に、チャンバCを小さくすると、測定に長時間を必要とする等の問題が生ずることになる。
【0008】
第3の問題は、現実に前記(1)式により算定した流量値(校正流量)が、測定毎に異なった値になると云う点である。即ち、実験系、流量、測定時間、測定圧力範囲等が全く同一である場合でも、現実には、流量制御器の流量レンジが変るだけで校正流量値が変動することになり、結果として高精度な流量校正が行えないと云う難点がある。
【0009】
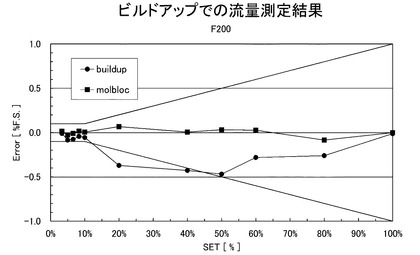
図10は、ビルドアップ法による流量制御器の流量校正試験結果の一例を示すものであり、流量設定100%に於いて流量誤差が零となるように校正流量を合わせたとしても、流量設定値SET(%)が変ると、誤差(%F.S.)が大きくなると云う結果が示されている。
【0010】
一方、前記ビルドアップ法を基本とする流量基準器とは別に、ガス供給源(ガスボンベ)の重量を測定し、重量の減量値からガス流量Q(sccm)を求めるようにしたガス重量減量法を用いる方式や、逆にチャンバー内へガスを供給してチャンバー重量の増加値からガス流量Q(sccm)を求めるようにした重量法を用いる方式の流量基準器が開発されている。
【0011】
しかし、当該ガス重量減量法や重量法を用いた流量基準器は、高精度な秤量装置を必要とするうえ装置が大型となり、更に、測定に長時間を必要とする等の問題がある。
【0012】
上述のように、流量制御器の流量校正に使用する流量基準器が、流量制御器のメーカ毎に夫々異なるうえ、使用されている流量基準器そのものの精度も比較的低いものである。その結果、使用する流量制御器の機種(メーカや型式)が変る毎に流量測定値が変動することになり、例えば半導体製造プロセス等のように、製造プロセスが微細化されている分野においては、これ等の僅かな流量制御器に対する流量校正上の差異(誤差)が、プロセス全体に対して大きな悪影響を及ぼすことになる。
【0013】
また、半導体製造設備等では、プロセスガスに腐食性ガスが多く利用されている。そのため、流量制御器にも腐食に起因する誤差が多発することになり、プロセスに悪影響が及ぶと云う問題がある。このことは、圧力制御式流量基準器で使用する基準圧力式流量制御器(マスター制御器)にも当てはまることであり、流量校正用ガスが腐食性ガスの場合には、前記マスター制御器のオリフィス孔の形態や内径寸法が腐食によって変化したり、或いは、オリフィス孔が腐食生成物によって閉塞され、結果としてマスター制御器としての機能を喪失することになる。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特許第3580645号
【特許文献2】特開平11−63265号
【特許文献3】特開2000−137528号
【発明の開示】
【発明が解決しようとする課題】
【0015】
本願発明は、従前のビルドアップ法やガス重量減量法、重量法に基づく基準流量器に於ける上述の如き問題、即ち、イ.使用されている流量基準器の精度が低いうえ、各流量制御器のメーカ毎に使用する流量基準器の構造や種類が異なるため、各流量制御器間の誤差が半導体製造プロセスに悪影響を及ぼすこと、ロ.腐食性ガスが流通する流量制御器では、その制御精度が早期に低下することになる等の問題を解決せんとするものであり、流量制御精度が高く、しかも作動の安定性に優れた圧力式流量制御器を基準圧力式流量制御器(マスター流量制御器)として圧力制御式流量基準器を構成することにより、流量制御器の流量校正精度の統一を図ることを可能とした圧力制御式流量基準器と、これに用いる基準圧力式流量制御器としての耐食性圧力式流量制御器を提供せんとするものである。
【課題を解決するための手段】
【0016】
請求項1の発明は、オリフィスと,オリフィスの上流側に設けたコントロール弁と,コントロール弁とオリフィス間に設けた圧力検出器と,圧力検出器の検出圧力P1から流量QをQ=KP1(但しKは定数)として演算すると共に、流量指令信号QSと前期演算した流量信号Qとの差を制御信号Qyとして前記コントロール弁の駆動部へ出力する演算制御装置とから構成され、オリフィスの上流側圧力P1と下流側圧力P2との比を被制御流体の臨界圧比以下に保持した状態で前記コントロール弁の開閉によりオリフィス上流側圧力P1を調整し、オリフィス下流側の流体流量Qを制御するようにした圧力制御式流量基準器に用いる基準圧力式流量制御器に於いて、当該基準圧力式流量制御器の内部の流体が接する部分の全面に金メッキ皮膜を形成したことを発明の基本構成とするものである。
【0017】
請求項2の発明は、請求項1の発明において、金メッキ皮膜の厚さを2〜5μmとするようにしたものである。
【0018】
請求項3の発明は、校正用ガス供給源からの校正ガスの圧力を調整する圧力制御器と,圧力制御器の下流側に設けたボリュームと,ボリュームの下流側に設けた被校正流量制御器の接続口と,被校正流量制御器の下流側の接続口に接続した基準圧力式流量制御器と,基準圧力式流量制御器の下流側に設けたボリュームと,ボリュームの下流側に設けた真空引き装置とから構成した圧力制御式流量基準器に用いる基準圧力式流量制御器であって、 オリフィスと,オリフィスの上流側に設けたコントロール弁と,コントロール弁とオリフィス間に設けた圧力検出器と,圧力検出器の検出圧力P1から流量QをQ=KP1(但しKは定数)として演算すると共に、流量指令信号QSと前記演算した流量信号Qとの差を制御信号Qyとして前記コントロール弁の駆動部へ出力する演算制御装置とからなり、オリフィスの上流側圧力P1と下流側圧力P2との比を被制御流体の臨界圧比以下に保持した状態で前記コントロール弁の開閉によりオリフィス上流側圧力P1を調整し、オリフィス下流側の流体流量Qを制御すると共に、内部の流体が接する部分の全面に厚さを2〜5μmの金メッキ皮膜を形成した構成としたことを特徴とするものである。
【0019】
請求項4の発明は、請求項3の発明において、金メッキ皮膜の厚さを1〜3μmとしたものである。
【発明の効果】
【0020】
本発明においては、流量基準器を形成する基準圧力式流量制御器の内部の流体が接する内壁面に金メッキ皮膜を形成して耐食性を高めているため、腐食性ガスであってもその流量校正をより安全且つ高精度で行うことができる。その結果、例えば、半導体製造装置用の流量制御器の流量校正に使用した場合には、半導体製品の大幅な品質向上と製造コストの引き下げが可能となる。
【0021】
また、マスタ用の基準流量制御器として、耐食性圧力式流量制御器から成る基準圧力式流量制御器を1台又は複数台並列状に接続して利用することにより、圧力式流量制御装置の優れた流量制御精度を十分に活用した流量制御精度が±0.25%S.P.以下の流量校正用流量基準器を、極めて安価に製造することができる。
【0022】
更に、流量制御精度の高い耐食性圧力式流量制御器から成る基準圧力式流量制御器をマスター用の基準流量制御器としているため、流体の温度や圧力が変動しても極めて安定した流量制御精度を得ることができ、従前のビルドアップ法やガス重量減量法、重量法に基づく流量基準器に比較して、高精度でしかも安定した流量制御器の流量校正を行うことが可能となる。
【図面の簡単な説明】
【0023】
【図1】本発明に係る耐食性圧力式流量制御器から成る基準圧力式流量制御器を備えた圧力制御式流量基準器の全体構成図である。
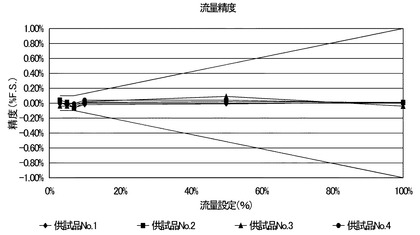
【図2】本発明に係る耐食性圧力式流量制御器から成る基準圧力式流量制御器の流量精度試験(%F.S.)の結果を示す線図である。
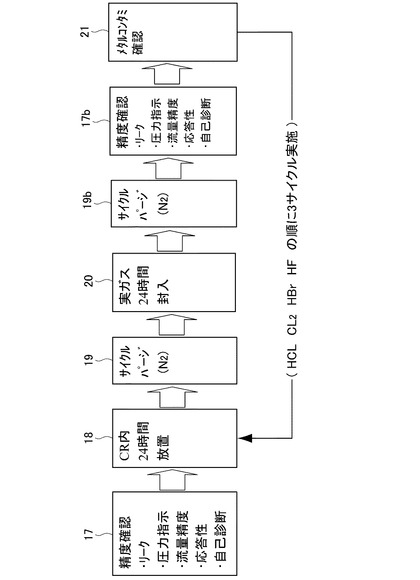
【図3】本発明に係る耐食性圧力式流量制御器から成る基準圧力式流量制御器の耐腐食性試験の説明図である。
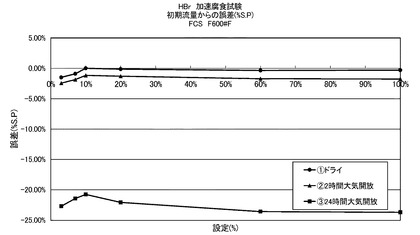
【図4】金メッキ皮膜が無い場合のHBrガス24時間封入後の流量制御誤差の変化状態を示す線図である。
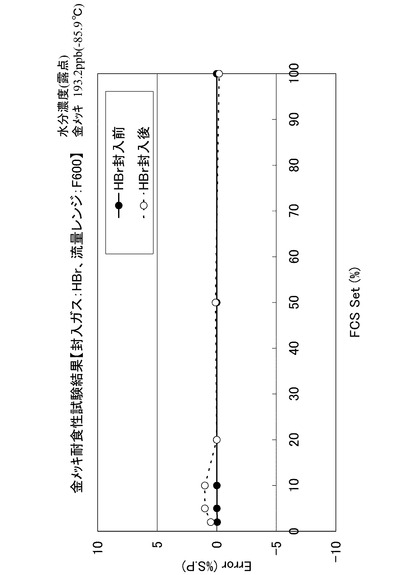
【図5】金メッキ皮膜を形成した場合のHBrガス24時間封入後の流量制御精度の変化状態を示す線図である。
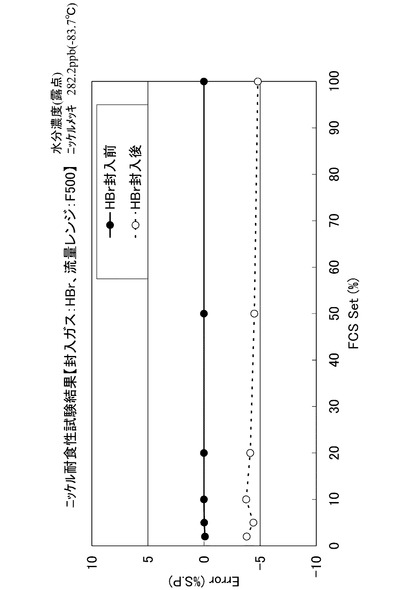
【図6】ニッケルメッキ皮膜を形成した場合のHBrガス24時間封入後の流量制御精度の変化状態を示す線図である。
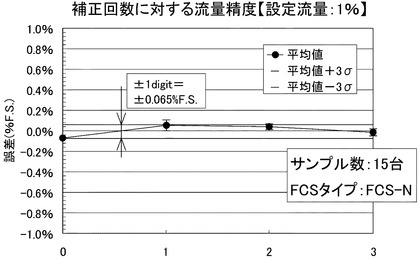
【図7】基準圧力式流量制御器の補正回数と流量制御精度の関係を示す線図である。
【図8】ビルドアップ法に基づく流量校正方法の説明図である。
【図9】ビルドアップ法に於けるチャンバ圧力上昇率の一例を示す線図である。
【図10】ビルドアップ法に基づく流量測定精度の一例を示す線図である。
【図11】圧力式流量制御器の基本構成を示すものである。
【図12】圧力式流量制御器の縦断面概要図である。
【発明を実施するための形態】
【0024】
以下、図面に基づいて本発明の実施形態を説明する。
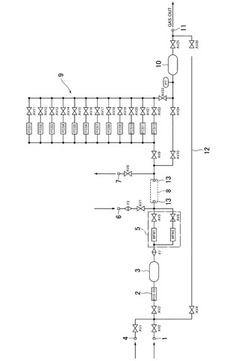
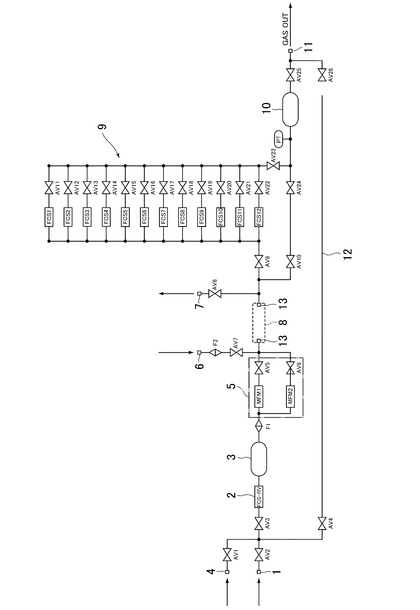
図1は本発明に係る耐食性圧力式流量制御器から成る基準圧力式流量制御器を備えた圧力制御式流量基準器の全体構成図であり、図1に於いて、1は校正用ガス供給口、2は圧力制御器、3はボリューム、4はN2ガス供給口、5は熱式質量流量計、6はパージガス供給口、7はパージガス放出口、8は被校正流量制御器、9は耐食性圧力式流量制御器から成る基準圧力式流量制御器(以下、基準圧力式流量制御器(マスター圧力式流量制御器)と呼ぶ)、10はボリューム、11は真空引き装置の接続口、12はバイパス回路、13は被校正流量制御器の接続口、AV1〜AV26は開閉弁、F1、F2はフィルタ、PTは圧力検出器である。
【0025】
前記ボリューム3・10は、被校正流量制御器8の一次側供給圧力の不足や基準圧力式流量制御器(マスター圧力式流量制御器)9の2次側圧力の上昇を防止するために設けられており、本実施形態では容量1〜3lのタンクが使用されている。
【0026】
前記熱式質量流量計5は基準圧力式流量制御器(マスター圧力式流量制御器)9に大幅なトラブルが存在しないか否かを確認するための予備流量制御器であり、本実施形態においては10SLMと200SCCMの熱式質量流量計を2台並列に使用している。
【0027】
前記基準圧力式流量制御器(マスター圧力式流量制御器)9は複数台の圧力式流量制御器を並列状に組み合わせたものであり、10SLMまでの流量を12台の基準圧力式流量制御器9でもってカバーする構成とされている。
【0028】
被校正流量制御器8の流量校正を行う場合には、先ず、真空引き装置、例えば真空ポンプや真空チャンバ(図示省略)を真空引き装置接続口11へ接続し、基準圧力式流量制御器9の2次側を真空引きすると共に、被校正流量制御器8の定格流量に近い流量となるように基準圧力式流量制御器(マスター圧力式流量制御器)9の流量を選定し、その開閉弁AV11〜AV22を適宜に開放する。
【0029】
次に、校正用ガス供給源1から圧力制御器2、ボリューム3、熱式質量流量計5を介して、被校正流量制御器8の定格流量に略近い流量の校正用ガスを被校正流量制御器8へ流通させ、基準圧力式流量制御器(マスター圧力式流量制御器)9の読みと被校正流量制御器8の読みとを対比して、被校正流量制御器8の流量校正を行う。
【0030】
上記100%F.Sに於ける流量校正が終われば、校正用ガス供給口1からの供給流量を調整し、所定の設定流量(%F.S)に於いて、夫々前記と同様に両流量制御器8、9の流量対比を行い、被校正流量制御器8の流量校正を行う。
尚、流量校正の間、基準圧力式流量制御器(マスター圧力式流量制御器)9の2次側圧力P2は、その上流側圧力P1の1/2以下に保持されており、基準圧力式流量制御器9のオリフィス(図示省略)を流通する校正用ガスは臨界状態下におかれている。
【0031】
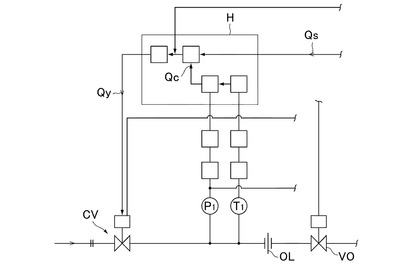
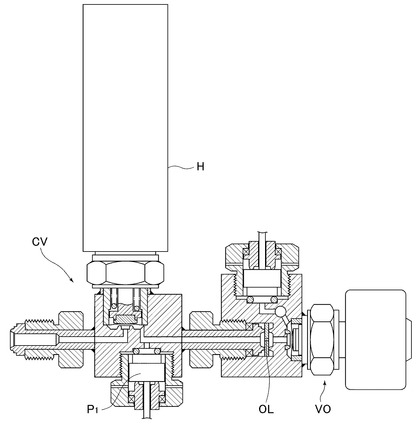
図11及び図12は、前記基準圧力式流量制御器(マスター圧力式流量制御器)9の全体構成を示すものであり、圧力式流量制御器として特許3580645号や特開平11−63265号等により公知のものである。即ち、オリフィスOLの1次側圧力P1と1次側ガス温度T1から演算制御装置H内で流量QC=KP1(KはオリフィスQLにより定まる定数)を演算し、設定流量Qsと差Qy=Qs−Qcが零となるように流量制御弁CVの開度調整を行うように構成されている。尚、圧力式流量制御器としては、図12に示すように、各部材CV、H、P、T、OL等が一体的に組み付けられている。
また、当該圧力式流量制御器には、流量出力信号の出力端やオリフィスOLの詰まりを自動的に検出して所謂流量の自己診断を行う機構等が付設されている(特開2000−137528号)。
尚、前述のとおり、圧力式流量制御器そのものは公知であるため、ここではその詳細な説明を省略する。
また、圧力式流量制御器は、他の型式の流量制御器例えば熱式流量制御器に比較して温度及び圧力の変動に対する測定温度及び圧力の変動に対する測定誤差が相対的に小さいうえ、制御器自体が小型であり、しかも同一の制御器でもって各種のガスに対応することが可能なものであるため、流量制御基準器としての使用に最適のものである。
【0032】
而して、本発明で使用する基準圧力式流量制御器(マスター圧力式流量制御器)9に於いては、その接ガス部の全外表面に厚さ2〜5μmの金メッキ皮膜が形成されている。
当該金メッキ皮膜の形成方法は如何なる方法であってもよいが、本発明に於いては所謂化学メッキ法により厚さ1〜3μmの金メッキ皮膜が形成されている。
【0033】
ところで、金メッキ皮膜等が耐食性を保持するものであることは公知の事項である。そこで、本願発明者等はこの公知の事項を、オリフィスを必須構成要素とする圧力式流量制御器へ適用してその接ガス部分の全表面部に金メッキを施すことにより、あらゆる腐食性ガスに対する耐食性を高め、これによって、腐食によるオリフィス孔の詰まりやオリフィスの口径寸法、孔の形態等の変化を防止することにより、腐食性ガスが流通する場合に於いても、常に流量制御精度を高い状態下に維持し得ることを着想した。
【0034】
本願発明に係る基準圧力式流量制御器(マスター圧力式流量制御器)9は、上記の着想に基づく多くの耐食性試験や流量制御精度試験の結果を基礎として開発されたものであり、接ガス部分の全てに厚さ2〜5μmの金メッキ皮膜を形成したことを特徴とするものである。
【0035】
表1は、本発明に係る基準圧力式流量制御器(マスター圧力式流量制御器)9に対して実施した主な試験項目とその判定基準の一例を示すものである。
尚、供試品として4基の基準圧力式流量制御器(マスター圧力式流量制御器)9を製作した。
【0036】
【表1】
【0037】
表2〜表5は、前記試験の結果を示すものである。
【0038】
【表2】
【0039】
【表3】
【0040】
【表4】
【0041】
【表5】
【0042】
次に、本発明に係る基準圧力式流量制御器(マスター圧力式流量制御器)の耐腐食性試験方法とその試験結果について述べる。
図3を参照して、先ず、前記表2〜表4の各試験(精度確認試験)17を終えた基準圧力式流量制御器9を、クリーンルーム内に24時間放置18し、その後N2ガスによるサイクルパージ19を行い、更に、実ガスを24時間封入20したあと、再度N2ガスによるサイクルパージ19bを行い、再度精度確認試験17bを行ったあと、供試基準圧力式流量制御器9に実ガスを流してその2次側より流出するガスをウエハーにより受け止め、ウエハー上に存在するメタルコンタミをメタルコンタミ検出装置により検査・確認21する。
【0043】
尚、各前記サイクルパージ19は、圧力0.1MPaのN2ガスを1分間パージしたあと、0.1MPaのN2ガスを封入し、更にその後10sec間真空状態に保持することを10回連続して行い、最後に0.1MPaのN2ガスにより1分間パージすることを意味している。
【0044】
上記図3に示した腐食試験サイクルを、供給する実ガスをHCL、CL2、HBr、HFの順に変化せしめて連続的に行い(4種類の実ガスを用いて4サイクル行うこと)、更に、これと同じ内容の処理操作を3回連続して行った。
【0045】
図4は、金メッキ処理をしていない基準圧力式流量制御器にHBrを24時間封入する腐食試験後の流量制御精度の変化状態を示すものであり、金メッキ皮膜を形成しない場合には、HBrの24時間封入により約20(%S.P.)以上の誤差が、オリフィスへの腐食生成物の詰まり等により発生していることが判る。
【0046】
図5は、厚さ2μmの金メッキ皮膜を形成した場合の、HBrガス24時間封入前・後の流量制御精度の変化状態を示すものであり、前記図4との対比からも明らかなように,厚さ2〜5μmの金メッキ皮膜を形成した場合には、20(%S.P.)以上の流量では、HBrガスによる腐食が流量制御精度に及ぼす影響を殆ど無視できることが判る。
【0047】
尚、前記金メッキは皮膜の厚さは2〜5μm程度で十分であり、5μm以上の厚さとしても、耐食性はあまり上昇せず、逆に経済性が悪化することになる。
従って、金メッキ皮膜の厚さは2〜5μmに選定するのが望ましい。
同様に、金メッキ皮膜の形成方法は如何なる方法であっても良いが、メッキ液を用いる化学メッキ方式が作業工程上好都合であり、この種の流量制御器に広く適用できるものである。
【0048】
また、参考のために、金メッキに代えてニッケルメッキ皮膜(厚さ2μm)を接ガス部に形成した基準圧力式流量制御器について、同じ耐食性試験を行った。図6は、その結果を示すものであり、ニッケルメッキ皮膜では流量誤差(%S.P)が−5%程度しか下降せず、実用に耐え得ないことが判明した。
【0049】
次に、基準圧力式流量制御器9の低流量域における流量精度と補正回数との関係について調査をした。
圧力式流量制御装置は、オリフィスを流れるガス流が臨界条件下にあり、且つオリフィスの形態(口径やガス入口側の形状)に変化が無ければ、オリフィス通過流量はオリフィス1次側の圧力P1のみに関係する値となり、基本的に比較的安定した流量制御精度を得ることが出来る。
しかし、基準圧力式流量制御器(マスター圧力式流量制御器)9としての用途からすれば、より高い制御精度、例えば設定流量1%位の低定流量域に於いても±0.25%S.P以下の制御精度が望まれているため、その実現が補正を繰り返すことにより可能か否かを検討した。
【0050】
表6は、基準圧力式流量制御器9に対する補正回数と設定流量1%S.P.の時の流量精度との試験結果を示すものであり、また、図7はこれを図示したものである。
【0051】
【表6】
【0052】
表6及び図7に於いて、σは標準偏差であり、誤差は%F.S.値である。図7からも明らかなように、補正を繰り返すことにより±1dgit=±0.065%F.S.以内の誤差に抑えることが可能であることが判った。その結果、試験に供した基準圧力式流量制御器9が、±0.25%S.P.の流量制御精度を十分に具備し得ることが確認された。
【産業上の利用可能性】
【0053】
本発明に係る耐食性圧力式流量制御器から成る基準圧力式流量制御器を備えた圧力流量制御式流量基準器は、あらゆる種類の流量制御器の校正用基準器として適用できるものであり、また、本発明に係る耐食性圧力式流量制御器から成る基準圧力式流量制御器は、圧力流量制御式流量基準器のみならず、腐食性ガスを用いる他の機器装置類の流量制御器にも広く適用出来るものである。
【符合の説明】
【0054】
1 校正用ガス供給口
2 圧力制御器
3 ボリューム
4 フィルタ
5 熱式質量流量計
6 パージガス供給口
7 パージガス放出口
8 被校正流量制御器
9 耐食性圧力式流量制御器(基準圧力式流量制御器(マスター圧力式流量制御器))
10 ボリューム
11 真空引き装置の接続口
12 バイパス回路
13 被校正流量制御器の接続口
AV1〜AV26 開閉弁
F1、F2 フィルタ
PT 圧力検出器
【技術分野】
【0001】
本発明は、半導体製造装置や薬品製造装置、化学品製造装置等で使用する各種流量制御器の校正に用いる圧力制御式流量基準器を構成する基準圧力式流量制御器の改良に関するものであり、流量制御精度の大幅な向上と安定化を可能にした基準圧力式流量制御器用の耐食性圧力式流量制御器に関するものである。
【背景技術】
【0002】
半導体製造装置等に於いては、各種プロセスガスの流量制御器として、所謂熱量式流量制御器(MFC)と圧力式流量制御器(FCS)とが多く利用されている。中でも後者の圧力式流量制御器は構造が簡単で応答性、測定精度、耐用年数、保守性等の点で優れた特性を備えており、広く利用に供されている。
【0003】
ところで、これ等の熱式流量制御器や圧力式流量制御器は、通常1台ずつ流量基準器を用いて流量校正を行ったあと、市場へ出荷されて行く。
一方、流量校正を行うために用いる流量基準器には、後述するように、イ.チャンバー内へガスを送り込み、チャンバー内に溜まったガスの圧力から送り込まれたガスの流量を演算する方法(ビルドアップ法やROR法)、ロ.チャンバー内に貯めたガスを放出して、チャンバー重量の変化から放出されたガスの流量を演算する方法(ガス流量減量法)及びハ.チャンバー内へガスを送り込み、チャンバーの重量の変化から送り込まれたガスの流量を演算する法(重量法)等を用いた各種の基準器が開発されており、流量制御器の各メーカは、夫々のメーカが独自に選定した流量基準器を用いて自社の製造に係る流量制御器の流量校正を行ったあと、最終ユーザへ出荷するようにしている。
【0004】
そのため、流量制御器を用いた生産用設備等にあっては、設備の設置時に流量制御器のメーカが決まれば、設備の改修や一部更新においても同じメーカの流量制御器を使わざるを得なくなり、別の新たなメーカの流量制御器を簡単に適用することができないため、設備費等の引下げを図れないと云う問題を生ずることになる。何故なら、メーカ毎に校正用に使用する流量基準器が異なるため、同一仕様であっても現実の流量値には若干ばらつきを生ずることになり、半導体製造装置等のように高精度な流量制御を必要とする設備にあっては、異なるメーカの流量制御器を混在せしめて使用することが困難だからである。
【0005】
また、流量制御器の流量校正に関しては、使用されている流量基準器そのものに起因する様々な問題が存在する。
即ち、これ等の流量基準器は、前述の通り通常ビルドアップ法や重量法を用いて構成されている。例えば、前者のビルドアップ法は、図8に示すように、先ず、所定の内容積V(l)のチャンバC内へ、流量校正をする流量制御器MFCを通して設定流量のガスGを供給し、圧力計Pの読みから供給時間Tとチャンバ内圧Pとの関係を求める。
次に、当該供給時間Tと内圧Pとの図9に示す如き測定結果から、チャンバ内圧の圧力上昇率ΔP/Δtを求め、この圧力上昇率ΔP/Δtを用いて、次の(1)式から流量制御器MFCの流量Q(sccm)を演算し、この演算値を基準にして、流量制御器MFCの読取値を校正するようにしたものである。
【数1】
【0006】
しかし、このビルドアップ法にも多くの問題が残されており、その中でも、チャンバC内のガス温度Tを正確に計測することが、困難なことが第1の問題点である。
即ち、チャンバC内の中央部でガス温度Tを測定するのと、チャンバCの壁面近傍でガス温度Tを測定するのとでは、ガス温度Tの測定値が相当に異なることになり、且つガス温度Tが1℃変ると、流量Q(sccm)が約0.33%S.P.変化することになるからである。
【0007】
第2の問題は、圧力計(バラトロン)Pの測定精度が低く、測定毎に圧力上昇率ΔP/Δtが変動すると云う点である。即ち、圧力計(バラトロン)Pには夫々固有の温度特性や圧力上昇特性(直線性)が存在する。そのため、圧力上昇範囲(圧力上昇のスパン)や圧力測定条件が異なることにより、図9の測定結果を示す曲線の形態が異なったものになり、結果として、圧力上昇率ΔP/Δtが大きく変動することになる。また、流量測定器の流量が大きくなると大型のチャンバCが必要になり、また逆に、チャンバCを小さくすると、測定に長時間を必要とする等の問題が生ずることになる。
【0008】
第3の問題は、現実に前記(1)式により算定した流量値(校正流量)が、測定毎に異なった値になると云う点である。即ち、実験系、流量、測定時間、測定圧力範囲等が全く同一である場合でも、現実には、流量制御器の流量レンジが変るだけで校正流量値が変動することになり、結果として高精度な流量校正が行えないと云う難点がある。
【0009】
図10は、ビルドアップ法による流量制御器の流量校正試験結果の一例を示すものであり、流量設定100%に於いて流量誤差が零となるように校正流量を合わせたとしても、流量設定値SET(%)が変ると、誤差(%F.S.)が大きくなると云う結果が示されている。
【0010】
一方、前記ビルドアップ法を基本とする流量基準器とは別に、ガス供給源(ガスボンベ)の重量を測定し、重量の減量値からガス流量Q(sccm)を求めるようにしたガス重量減量法を用いる方式や、逆にチャンバー内へガスを供給してチャンバー重量の増加値からガス流量Q(sccm)を求めるようにした重量法を用いる方式の流量基準器が開発されている。
【0011】
しかし、当該ガス重量減量法や重量法を用いた流量基準器は、高精度な秤量装置を必要とするうえ装置が大型となり、更に、測定に長時間を必要とする等の問題がある。
【0012】
上述のように、流量制御器の流量校正に使用する流量基準器が、流量制御器のメーカ毎に夫々異なるうえ、使用されている流量基準器そのものの精度も比較的低いものである。その結果、使用する流量制御器の機種(メーカや型式)が変る毎に流量測定値が変動することになり、例えば半導体製造プロセス等のように、製造プロセスが微細化されている分野においては、これ等の僅かな流量制御器に対する流量校正上の差異(誤差)が、プロセス全体に対して大きな悪影響を及ぼすことになる。
【0013】
また、半導体製造設備等では、プロセスガスに腐食性ガスが多く利用されている。そのため、流量制御器にも腐食に起因する誤差が多発することになり、プロセスに悪影響が及ぶと云う問題がある。このことは、圧力制御式流量基準器で使用する基準圧力式流量制御器(マスター制御器)にも当てはまることであり、流量校正用ガスが腐食性ガスの場合には、前記マスター制御器のオリフィス孔の形態や内径寸法が腐食によって変化したり、或いは、オリフィス孔が腐食生成物によって閉塞され、結果としてマスター制御器としての機能を喪失することになる。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特許第3580645号
【特許文献2】特開平11−63265号
【特許文献3】特開2000−137528号
【発明の開示】
【発明が解決しようとする課題】
【0015】
本願発明は、従前のビルドアップ法やガス重量減量法、重量法に基づく基準流量器に於ける上述の如き問題、即ち、イ.使用されている流量基準器の精度が低いうえ、各流量制御器のメーカ毎に使用する流量基準器の構造や種類が異なるため、各流量制御器間の誤差が半導体製造プロセスに悪影響を及ぼすこと、ロ.腐食性ガスが流通する流量制御器では、その制御精度が早期に低下することになる等の問題を解決せんとするものであり、流量制御精度が高く、しかも作動の安定性に優れた圧力式流量制御器を基準圧力式流量制御器(マスター流量制御器)として圧力制御式流量基準器を構成することにより、流量制御器の流量校正精度の統一を図ることを可能とした圧力制御式流量基準器と、これに用いる基準圧力式流量制御器としての耐食性圧力式流量制御器を提供せんとするものである。
【課題を解決するための手段】
【0016】
請求項1の発明は、オリフィスと,オリフィスの上流側に設けたコントロール弁と,コントロール弁とオリフィス間に設けた圧力検出器と,圧力検出器の検出圧力P1から流量QをQ=KP1(但しKは定数)として演算すると共に、流量指令信号QSと前期演算した流量信号Qとの差を制御信号Qyとして前記コントロール弁の駆動部へ出力する演算制御装置とから構成され、オリフィスの上流側圧力P1と下流側圧力P2との比を被制御流体の臨界圧比以下に保持した状態で前記コントロール弁の開閉によりオリフィス上流側圧力P1を調整し、オリフィス下流側の流体流量Qを制御するようにした圧力制御式流量基準器に用いる基準圧力式流量制御器に於いて、当該基準圧力式流量制御器の内部の流体が接する部分の全面に金メッキ皮膜を形成したことを発明の基本構成とするものである。
【0017】
請求項2の発明は、請求項1の発明において、金メッキ皮膜の厚さを2〜5μmとするようにしたものである。
【0018】
請求項3の発明は、校正用ガス供給源からの校正ガスの圧力を調整する圧力制御器と,圧力制御器の下流側に設けたボリュームと,ボリュームの下流側に設けた被校正流量制御器の接続口と,被校正流量制御器の下流側の接続口に接続した基準圧力式流量制御器と,基準圧力式流量制御器の下流側に設けたボリュームと,ボリュームの下流側に設けた真空引き装置とから構成した圧力制御式流量基準器に用いる基準圧力式流量制御器であって、 オリフィスと,オリフィスの上流側に設けたコントロール弁と,コントロール弁とオリフィス間に設けた圧力検出器と,圧力検出器の検出圧力P1から流量QをQ=KP1(但しKは定数)として演算すると共に、流量指令信号QSと前記演算した流量信号Qとの差を制御信号Qyとして前記コントロール弁の駆動部へ出力する演算制御装置とからなり、オリフィスの上流側圧力P1と下流側圧力P2との比を被制御流体の臨界圧比以下に保持した状態で前記コントロール弁の開閉によりオリフィス上流側圧力P1を調整し、オリフィス下流側の流体流量Qを制御すると共に、内部の流体が接する部分の全面に厚さを2〜5μmの金メッキ皮膜を形成した構成としたことを特徴とするものである。
【0019】
請求項4の発明は、請求項3の発明において、金メッキ皮膜の厚さを1〜3μmとしたものである。
【発明の効果】
【0020】
本発明においては、流量基準器を形成する基準圧力式流量制御器の内部の流体が接する内壁面に金メッキ皮膜を形成して耐食性を高めているため、腐食性ガスであってもその流量校正をより安全且つ高精度で行うことができる。その結果、例えば、半導体製造装置用の流量制御器の流量校正に使用した場合には、半導体製品の大幅な品質向上と製造コストの引き下げが可能となる。
【0021】
また、マスタ用の基準流量制御器として、耐食性圧力式流量制御器から成る基準圧力式流量制御器を1台又は複数台並列状に接続して利用することにより、圧力式流量制御装置の優れた流量制御精度を十分に活用した流量制御精度が±0.25%S.P.以下の流量校正用流量基準器を、極めて安価に製造することができる。
【0022】
更に、流量制御精度の高い耐食性圧力式流量制御器から成る基準圧力式流量制御器をマスター用の基準流量制御器としているため、流体の温度や圧力が変動しても極めて安定した流量制御精度を得ることができ、従前のビルドアップ法やガス重量減量法、重量法に基づく流量基準器に比較して、高精度でしかも安定した流量制御器の流量校正を行うことが可能となる。
【図面の簡単な説明】
【0023】
【図1】本発明に係る耐食性圧力式流量制御器から成る基準圧力式流量制御器を備えた圧力制御式流量基準器の全体構成図である。
【図2】本発明に係る耐食性圧力式流量制御器から成る基準圧力式流量制御器の流量精度試験(%F.S.)の結果を示す線図である。
【図3】本発明に係る耐食性圧力式流量制御器から成る基準圧力式流量制御器の耐腐食性試験の説明図である。
【図4】金メッキ皮膜が無い場合のHBrガス24時間封入後の流量制御誤差の変化状態を示す線図である。
【図5】金メッキ皮膜を形成した場合のHBrガス24時間封入後の流量制御精度の変化状態を示す線図である。
【図6】ニッケルメッキ皮膜を形成した場合のHBrガス24時間封入後の流量制御精度の変化状態を示す線図である。
【図7】基準圧力式流量制御器の補正回数と流量制御精度の関係を示す線図である。
【図8】ビルドアップ法に基づく流量校正方法の説明図である。
【図9】ビルドアップ法に於けるチャンバ圧力上昇率の一例を示す線図である。
【図10】ビルドアップ法に基づく流量測定精度の一例を示す線図である。
【図11】圧力式流量制御器の基本構成を示すものである。
【図12】圧力式流量制御器の縦断面概要図である。
【発明を実施するための形態】
【0024】
以下、図面に基づいて本発明の実施形態を説明する。
図1は本発明に係る耐食性圧力式流量制御器から成る基準圧力式流量制御器を備えた圧力制御式流量基準器の全体構成図であり、図1に於いて、1は校正用ガス供給口、2は圧力制御器、3はボリューム、4はN2ガス供給口、5は熱式質量流量計、6はパージガス供給口、7はパージガス放出口、8は被校正流量制御器、9は耐食性圧力式流量制御器から成る基準圧力式流量制御器(以下、基準圧力式流量制御器(マスター圧力式流量制御器)と呼ぶ)、10はボリューム、11は真空引き装置の接続口、12はバイパス回路、13は被校正流量制御器の接続口、AV1〜AV26は開閉弁、F1、F2はフィルタ、PTは圧力検出器である。
【0025】
前記ボリューム3・10は、被校正流量制御器8の一次側供給圧力の不足や基準圧力式流量制御器(マスター圧力式流量制御器)9の2次側圧力の上昇を防止するために設けられており、本実施形態では容量1〜3lのタンクが使用されている。
【0026】
前記熱式質量流量計5は基準圧力式流量制御器(マスター圧力式流量制御器)9に大幅なトラブルが存在しないか否かを確認するための予備流量制御器であり、本実施形態においては10SLMと200SCCMの熱式質量流量計を2台並列に使用している。
【0027】
前記基準圧力式流量制御器(マスター圧力式流量制御器)9は複数台の圧力式流量制御器を並列状に組み合わせたものであり、10SLMまでの流量を12台の基準圧力式流量制御器9でもってカバーする構成とされている。
【0028】
被校正流量制御器8の流量校正を行う場合には、先ず、真空引き装置、例えば真空ポンプや真空チャンバ(図示省略)を真空引き装置接続口11へ接続し、基準圧力式流量制御器9の2次側を真空引きすると共に、被校正流量制御器8の定格流量に近い流量となるように基準圧力式流量制御器(マスター圧力式流量制御器)9の流量を選定し、その開閉弁AV11〜AV22を適宜に開放する。
【0029】
次に、校正用ガス供給源1から圧力制御器2、ボリューム3、熱式質量流量計5を介して、被校正流量制御器8の定格流量に略近い流量の校正用ガスを被校正流量制御器8へ流通させ、基準圧力式流量制御器(マスター圧力式流量制御器)9の読みと被校正流量制御器8の読みとを対比して、被校正流量制御器8の流量校正を行う。
【0030】
上記100%F.Sに於ける流量校正が終われば、校正用ガス供給口1からの供給流量を調整し、所定の設定流量(%F.S)に於いて、夫々前記と同様に両流量制御器8、9の流量対比を行い、被校正流量制御器8の流量校正を行う。
尚、流量校正の間、基準圧力式流量制御器(マスター圧力式流量制御器)9の2次側圧力P2は、その上流側圧力P1の1/2以下に保持されており、基準圧力式流量制御器9のオリフィス(図示省略)を流通する校正用ガスは臨界状態下におかれている。
【0031】
図11及び図12は、前記基準圧力式流量制御器(マスター圧力式流量制御器)9の全体構成を示すものであり、圧力式流量制御器として特許3580645号や特開平11−63265号等により公知のものである。即ち、オリフィスOLの1次側圧力P1と1次側ガス温度T1から演算制御装置H内で流量QC=KP1(KはオリフィスQLにより定まる定数)を演算し、設定流量Qsと差Qy=Qs−Qcが零となるように流量制御弁CVの開度調整を行うように構成されている。尚、圧力式流量制御器としては、図12に示すように、各部材CV、H、P、T、OL等が一体的に組み付けられている。
また、当該圧力式流量制御器には、流量出力信号の出力端やオリフィスOLの詰まりを自動的に検出して所謂流量の自己診断を行う機構等が付設されている(特開2000−137528号)。
尚、前述のとおり、圧力式流量制御器そのものは公知であるため、ここではその詳細な説明を省略する。
また、圧力式流量制御器は、他の型式の流量制御器例えば熱式流量制御器に比較して温度及び圧力の変動に対する測定温度及び圧力の変動に対する測定誤差が相対的に小さいうえ、制御器自体が小型であり、しかも同一の制御器でもって各種のガスに対応することが可能なものであるため、流量制御基準器としての使用に最適のものである。
【0032】
而して、本発明で使用する基準圧力式流量制御器(マスター圧力式流量制御器)9に於いては、その接ガス部の全外表面に厚さ2〜5μmの金メッキ皮膜が形成されている。
当該金メッキ皮膜の形成方法は如何なる方法であってもよいが、本発明に於いては所謂化学メッキ法により厚さ1〜3μmの金メッキ皮膜が形成されている。
【0033】
ところで、金メッキ皮膜等が耐食性を保持するものであることは公知の事項である。そこで、本願発明者等はこの公知の事項を、オリフィスを必須構成要素とする圧力式流量制御器へ適用してその接ガス部分の全表面部に金メッキを施すことにより、あらゆる腐食性ガスに対する耐食性を高め、これによって、腐食によるオリフィス孔の詰まりやオリフィスの口径寸法、孔の形態等の変化を防止することにより、腐食性ガスが流通する場合に於いても、常に流量制御精度を高い状態下に維持し得ることを着想した。
【0034】
本願発明に係る基準圧力式流量制御器(マスター圧力式流量制御器)9は、上記の着想に基づく多くの耐食性試験や流量制御精度試験の結果を基礎として開発されたものであり、接ガス部分の全てに厚さ2〜5μmの金メッキ皮膜を形成したことを特徴とするものである。
【0035】
表1は、本発明に係る基準圧力式流量制御器(マスター圧力式流量制御器)9に対して実施した主な試験項目とその判定基準の一例を示すものである。
尚、供試品として4基の基準圧力式流量制御器(マスター圧力式流量制御器)9を製作した。
【0036】
【表1】
【0037】
表2〜表5は、前記試験の結果を示すものである。
【0038】
【表2】
【0039】
【表3】
【0040】
【表4】
【0041】
【表5】
【0042】
次に、本発明に係る基準圧力式流量制御器(マスター圧力式流量制御器)の耐腐食性試験方法とその試験結果について述べる。
図3を参照して、先ず、前記表2〜表4の各試験(精度確認試験)17を終えた基準圧力式流量制御器9を、クリーンルーム内に24時間放置18し、その後N2ガスによるサイクルパージ19を行い、更に、実ガスを24時間封入20したあと、再度N2ガスによるサイクルパージ19bを行い、再度精度確認試験17bを行ったあと、供試基準圧力式流量制御器9に実ガスを流してその2次側より流出するガスをウエハーにより受け止め、ウエハー上に存在するメタルコンタミをメタルコンタミ検出装置により検査・確認21する。
【0043】
尚、各前記サイクルパージ19は、圧力0.1MPaのN2ガスを1分間パージしたあと、0.1MPaのN2ガスを封入し、更にその後10sec間真空状態に保持することを10回連続して行い、最後に0.1MPaのN2ガスにより1分間パージすることを意味している。
【0044】
上記図3に示した腐食試験サイクルを、供給する実ガスをHCL、CL2、HBr、HFの順に変化せしめて連続的に行い(4種類の実ガスを用いて4サイクル行うこと)、更に、これと同じ内容の処理操作を3回連続して行った。
【0045】
図4は、金メッキ処理をしていない基準圧力式流量制御器にHBrを24時間封入する腐食試験後の流量制御精度の変化状態を示すものであり、金メッキ皮膜を形成しない場合には、HBrの24時間封入により約20(%S.P.)以上の誤差が、オリフィスへの腐食生成物の詰まり等により発生していることが判る。
【0046】
図5は、厚さ2μmの金メッキ皮膜を形成した場合の、HBrガス24時間封入前・後の流量制御精度の変化状態を示すものであり、前記図4との対比からも明らかなように,厚さ2〜5μmの金メッキ皮膜を形成した場合には、20(%S.P.)以上の流量では、HBrガスによる腐食が流量制御精度に及ぼす影響を殆ど無視できることが判る。
【0047】
尚、前記金メッキは皮膜の厚さは2〜5μm程度で十分であり、5μm以上の厚さとしても、耐食性はあまり上昇せず、逆に経済性が悪化することになる。
従って、金メッキ皮膜の厚さは2〜5μmに選定するのが望ましい。
同様に、金メッキ皮膜の形成方法は如何なる方法であっても良いが、メッキ液を用いる化学メッキ方式が作業工程上好都合であり、この種の流量制御器に広く適用できるものである。
【0048】
また、参考のために、金メッキに代えてニッケルメッキ皮膜(厚さ2μm)を接ガス部に形成した基準圧力式流量制御器について、同じ耐食性試験を行った。図6は、その結果を示すものであり、ニッケルメッキ皮膜では流量誤差(%S.P)が−5%程度しか下降せず、実用に耐え得ないことが判明した。
【0049】
次に、基準圧力式流量制御器9の低流量域における流量精度と補正回数との関係について調査をした。
圧力式流量制御装置は、オリフィスを流れるガス流が臨界条件下にあり、且つオリフィスの形態(口径やガス入口側の形状)に変化が無ければ、オリフィス通過流量はオリフィス1次側の圧力P1のみに関係する値となり、基本的に比較的安定した流量制御精度を得ることが出来る。
しかし、基準圧力式流量制御器(マスター圧力式流量制御器)9としての用途からすれば、より高い制御精度、例えば設定流量1%位の低定流量域に於いても±0.25%S.P以下の制御精度が望まれているため、その実現が補正を繰り返すことにより可能か否かを検討した。
【0050】
表6は、基準圧力式流量制御器9に対する補正回数と設定流量1%S.P.の時の流量精度との試験結果を示すものであり、また、図7はこれを図示したものである。
【0051】
【表6】
【0052】
表6及び図7に於いて、σは標準偏差であり、誤差は%F.S.値である。図7からも明らかなように、補正を繰り返すことにより±1dgit=±0.065%F.S.以内の誤差に抑えることが可能であることが判った。その結果、試験に供した基準圧力式流量制御器9が、±0.25%S.P.の流量制御精度を十分に具備し得ることが確認された。
【産業上の利用可能性】
【0053】
本発明に係る耐食性圧力式流量制御器から成る基準圧力式流量制御器を備えた圧力流量制御式流量基準器は、あらゆる種類の流量制御器の校正用基準器として適用できるものであり、また、本発明に係る耐食性圧力式流量制御器から成る基準圧力式流量制御器は、圧力流量制御式流量基準器のみならず、腐食性ガスを用いる他の機器装置類の流量制御器にも広く適用出来るものである。
【符合の説明】
【0054】
1 校正用ガス供給口
2 圧力制御器
3 ボリューム
4 フィルタ
5 熱式質量流量計
6 パージガス供給口
7 パージガス放出口
8 被校正流量制御器
9 耐食性圧力式流量制御器(基準圧力式流量制御器(マスター圧力式流量制御器))
10 ボリューム
11 真空引き装置の接続口
12 バイパス回路
13 被校正流量制御器の接続口
AV1〜AV26 開閉弁
F1、F2 フィルタ
PT 圧力検出器
【特許請求の範囲】
【請求項1】
オリフィスと,オリフィスの上流側に設けたコントロール弁と,コントロール弁とオリフィス間に設けた圧力検出器と,圧力検出器の検出圧力P1から流量QをQ=KP1(但しKは定数)として演算すると共に、流量指令信号QSと前記演算した流量信号Qとの差を制御信号Qyとして前記コントロール弁の駆動部へ出力する演算制御装置とから構成され、オリフィスの上流側圧力P1と下流側圧力P2との比を被制御流体の臨界圧比以下に保持した状態で前記コントロール弁の開閉によりオリフィス上流側圧力P1を調整し、オリフィス下流側の流体流量Qを制御するようにした、圧力制御式流量基準器に用いる基準圧力式流量制御器に於いて、当該基準圧力式流量制御器の内部の流体が接する部分の全面に金メッキ皮膜を形成したことを特徴とする圧力制御式流量基準器を構成する基準圧力式流量制御器用の耐食性圧力式流量制御器。
【請求項2】
金メッキ皮膜の厚さを2〜5μmとするようにした請求項1に記載の圧力制御式流量基準器を構成する基準圧力式流量制御器用の耐食性圧力式流量制御器。
【請求項3】
校正用ガス供給源からの校正ガスの圧力を調整する圧力制御器と,圧力制御器の下流側に設けたボリュームと,ボリュームの下流側に設けた被校正流量制御器の接続口と,被校正流量制御器の下流側の接続口に接続した基準圧力式流量制御器と,基準圧力式流量制御器の下流側に設けたボリュームと,ボリュームの下流側に設けた真空引き装置とから構成した圧力制御式流量基準器に用いる基準圧力式流量制御器であって、 オリフィスと,オリフィスの上流側に設けたコントロール弁と,コントロール弁とオリフィス間に設けた圧力検出器と,圧力検出器の検出圧力P1から流量QをQ=KP1(但しKは定数)として演算すると共に、流量指令信号QSと前記演算した流量信号Qとの差を制御信号Qyとして前記コントロール弁の駆動部へ出力する演算制御装置とからなり、オリフィスの上流側圧力P1と下流側圧力P2との比を被制御流体の臨界圧比以下に保持した状態で前記コントロール弁の開閉によりオリフィス上流側圧力P1を調整し、オリフィス下流側の流体流量Qを制御すると共に、内部の流体が接する部分の全面に厚さを2〜5μmの金メッキ皮膜を形成した構成としたことを特徴とする圧力制御式流量基準器を構成する基準圧力式流量制御器用の耐食性圧力式流量制御器。
【請求項4】
金メッキ皮膜の厚さを1〜3μmとした請求項3に記載の圧力制御式流量基準器を構成する基準圧力式流量制御器用の耐食性圧力式流量制御器。
【請求項1】
オリフィスと,オリフィスの上流側に設けたコントロール弁と,コントロール弁とオリフィス間に設けた圧力検出器と,圧力検出器の検出圧力P1から流量QをQ=KP1(但しKは定数)として演算すると共に、流量指令信号QSと前記演算した流量信号Qとの差を制御信号Qyとして前記コントロール弁の駆動部へ出力する演算制御装置とから構成され、オリフィスの上流側圧力P1と下流側圧力P2との比を被制御流体の臨界圧比以下に保持した状態で前記コントロール弁の開閉によりオリフィス上流側圧力P1を調整し、オリフィス下流側の流体流量Qを制御するようにした、圧力制御式流量基準器に用いる基準圧力式流量制御器に於いて、当該基準圧力式流量制御器の内部の流体が接する部分の全面に金メッキ皮膜を形成したことを特徴とする圧力制御式流量基準器を構成する基準圧力式流量制御器用の耐食性圧力式流量制御器。
【請求項2】
金メッキ皮膜の厚さを2〜5μmとするようにした請求項1に記載の圧力制御式流量基準器を構成する基準圧力式流量制御器用の耐食性圧力式流量制御器。
【請求項3】
校正用ガス供給源からの校正ガスの圧力を調整する圧力制御器と,圧力制御器の下流側に設けたボリュームと,ボリュームの下流側に設けた被校正流量制御器の接続口と,被校正流量制御器の下流側の接続口に接続した基準圧力式流量制御器と,基準圧力式流量制御器の下流側に設けたボリュームと,ボリュームの下流側に設けた真空引き装置とから構成した圧力制御式流量基準器に用いる基準圧力式流量制御器であって、 オリフィスと,オリフィスの上流側に設けたコントロール弁と,コントロール弁とオリフィス間に設けた圧力検出器と,圧力検出器の検出圧力P1から流量QをQ=KP1(但しKは定数)として演算すると共に、流量指令信号QSと前記演算した流量信号Qとの差を制御信号Qyとして前記コントロール弁の駆動部へ出力する演算制御装置とからなり、オリフィスの上流側圧力P1と下流側圧力P2との比を被制御流体の臨界圧比以下に保持した状態で前記コントロール弁の開閉によりオリフィス上流側圧力P1を調整し、オリフィス下流側の流体流量Qを制御すると共に、内部の流体が接する部分の全面に厚さを2〜5μmの金メッキ皮膜を形成した構成としたことを特徴とする圧力制御式流量基準器を構成する基準圧力式流量制御器用の耐食性圧力式流量制御器。
【請求項4】
金メッキ皮膜の厚さを1〜3μmとした請求項3に記載の圧力制御式流量基準器を構成する基準圧力式流量制御器用の耐食性圧力式流量制御器。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−146321(P2012−146321A)
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願番号】特願2012−55216(P2012−55216)
【出願日】平成24年3月13日(2012.3.13)
【分割の表示】特願2007−319977(P2007−319977)の分割
【原出願日】平成19年12月11日(2007.12.11)
【出願人】(390033857)株式会社フジキン (148)
【出願人】(000219967)東京エレクトロン株式会社 (5,184)
【Fターム(参考)】
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願日】平成24年3月13日(2012.3.13)
【分割の表示】特願2007−319977(P2007−319977)の分割
【原出願日】平成19年12月11日(2007.12.11)
【出願人】(390033857)株式会社フジキン (148)
【出願人】(000219967)東京エレクトロン株式会社 (5,184)
【Fターム(参考)】
[ Back to top ]