
圧力容器の製造方法

【課題】プリプレグの乗り上げやプリプレグ間の隙間の発生を抑えて圧力容器の強度を安定させる。
【解決手段】ライナ20と、該ライナ20の外周を包むFRP層とを有する圧力容器を製造する際、所定の繊維数で成形された平板部を備えるプリプレグ70を幅方向に折り畳みあるいは巻くことによってひも状にし、ライナ20の外周に巻き付ける。プリプレグ70をひも状にした後、その断面を四角に成形してからライナ20の外周に巻き付けることも好ましい。
【解決手段】ライナ20と、該ライナ20の外周を包むFRP層とを有する圧力容器を製造する際、所定の繊維数で成形された平板部を備えるプリプレグ70を幅方向に折り畳みあるいは巻くことによってひも状にし、ライナ20の外周に巻き付ける。プリプレグ70をひも状にした後、その断面を四角に成形してからライナ20の外周に巻き付けることも好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、圧力容器の製造方法に関する。さらに詳述すると、本発明は、ライナ外周のFRP層がプリプレグによって形成される圧力容器の製造方法の改良に関する。
【背景技術】
【0002】
水素等の高圧ガスの貯蔵に利用される高圧タンクのような圧力容器として、ライナの外周にFRPの補強層を備えるものが利用されている。FRPの補強層は、例えばプリプレグと呼ばれるリボン状の材料をライナの周囲にFW(フィラメントワインディング)することによって形成される(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−184223号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
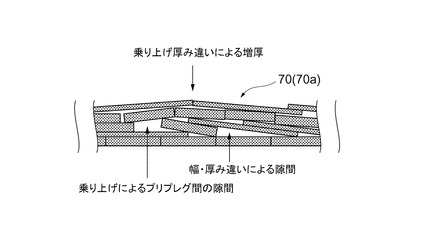
しかしながら、従来、ライナの周囲に巻き付けられるプリプレグの端部が隣接するプリプレグに乗り上げることにより部分的な増厚が生じたり、プリプレグ間にできる隙間により均一な断面とならなかったりすることがあり、これによってFRP層ひいては容器全体の強度が低下するおそれがあった。
【0005】
そこで、本発明は、プリプレグの乗り上げやプリプレグ間の隙間の発生を抑えて強度を安定させた圧力容器の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
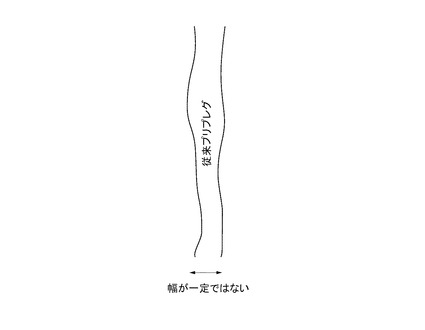
かかる課題を解決するべく本発明者は種々の検討をした。従来のプリプレグの一般的な断面形状は長方形であり、このような断面形状のプリプレグの側面を付き合わせるようにして隙間無く巻き付けていくことは、生産速度も求められる状況下においては困難なことである。特に、FW機の給糸口の送り速度は通常一定でありながら、従来のプリプレグのように幅が一定でないと(図12参照)、厚い部分や薄い部分が一部に集中する結果、プリプレグの側部が隣接するプリプレグの側部に乗り上げて隙間を生じさせたり、あるいは側部と側部の間に隙間を生じさせたりすることがある(図3、図13参照)。これらが断面均一なFRPの形成を阻害し、圧力容器の強度低下の原因になっているという現状についてさらに検討を重ねた本発明者は、通常、プリプレグは一定の繊維数および樹脂量(樹脂比率)となるように成形されていることからその断面積は一様であるべき点に着目し、かかる課題の解決に結び付く新たな知見を得るに至った。
【0007】
本発明はかかる知見に基づくもので、ライナと、該ライナの外周を包むFRP層とを有する圧力容器の製造方法であって、所定の繊維数で成形された平板部を備えるプリプレグを幅方向に折り畳みあるいは巻くことによってひも状にし、ライナの外周に巻き付ける、というものである。
【0008】
本発明においては、シート状プリプレグの厚みと幅が一定でなくても、当該プリプレグを幅方向に折り畳みあるいは巻き、均一の径のひも状としてからライナに巻き付けるので、プリプレグ等の乗り上げが生じ難く、したがって乗り上げに起因する隙間が生じ難い。また、プリプレグには引っ張りテンションが作用するため、巻き付け時に多少ずれたとしても、当該プリプレグを既に巻き付けられているプリプレグ間の谷間に収まるようにすることができる。本発明によれば、このようにプリプレグの乗り上げやプリプレグ間の隙間の発生を抑えることにより、圧力容器の強度を安定させることができる。
【0009】
このような圧力容器の製造方法においては、プリプレグをひも状にした後、その断面を四角に成形してからライナの外周に巻き付けることが好ましい。このように断面を四角にすることにより、巻き付け時におけるプリプレグ間の隙間を減少させることができる。
【0010】
また、この製造方法において、ひも状プリプレグをローラに通してその断面を四角形に成形することができる。
【0011】
さらに、ひも状プリプレグの断面を菱形または平行四辺形に成形することも好ましい。
【0012】
また、本発明にかかるプリプレグは、ライナと、該ライナの外周を包むFRP層とを有する圧力容器の製造に用いられるプリプレグであって、所定の繊維数で平板状に成形された後、幅方向に折り畳まれあるいは巻かれることによってひも状とされたものである。
【発明の効果】
【0013】
本発明によれば、プリプレグの乗り上げやプリプレグ間の隙間の発生を抑えて圧力容器の強度を安定させることができる。
【図面の簡単な説明】
【0014】
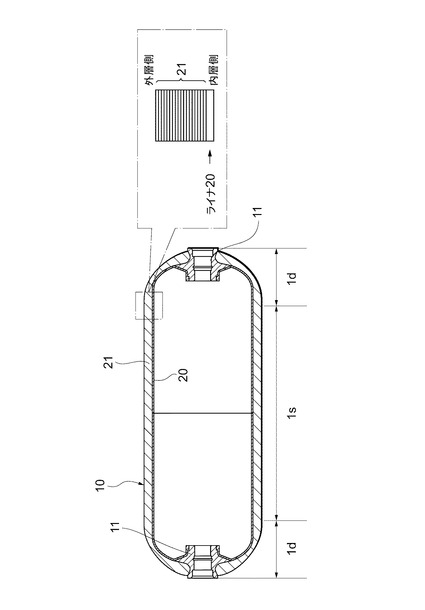
【図1】高圧タンク(圧力容器)の断面構造の簡略を示す図である。
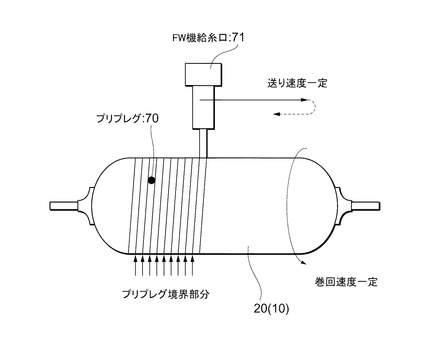
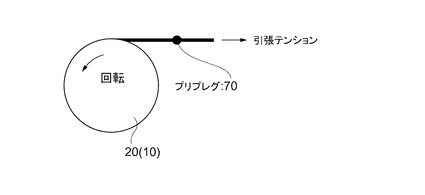
【図2】FW機によりタンク本体にプリプレグを巻き付ける様子を示す図である。
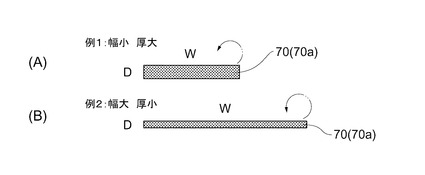
【図3】プリプレグの平板部の形状例を示す図で、(A)幅小で厚みが大きい例、(B)幅大で厚みが小さい例である。
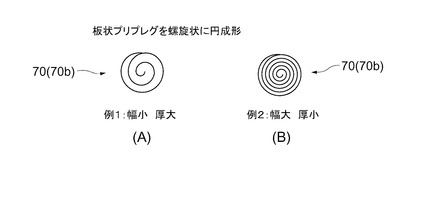
【図4】平板部を幅方向に巻いてひも状に成形したプリプレグを示す図で、(A)平板部が幅小で厚みが大きい場合のひも状プリプレグ、(B)平板部が幅大で厚みが小さい場合のひも状プリプレグである。
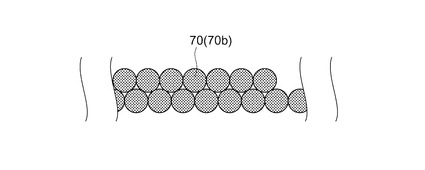
【図5】ライナの周囲に巻き付けられたひも状プリプレグを示す断面図である。
【図6】引張テンションを作用させながらひも状プリプレグをライナの外周に巻き付ける様子を示す図である。
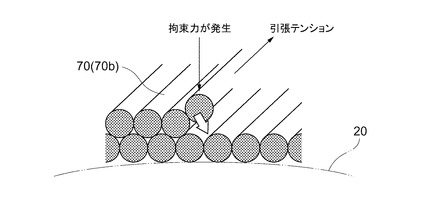
【図7】引張テンションが作用したひも状プリプレグに拘束力が発生している様子を示す図である。
【図8】ライナの周囲に隙間なく巻き付けられた断面菱形のプリプレグを示す断面図である。
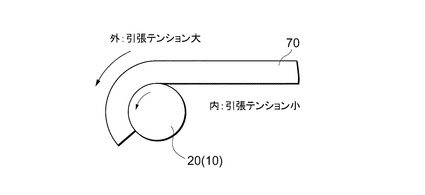
【図9】ライナの外周に巻き付けられる際におけるプリプレグの内外周のテンション差を説明する図である。
【図10】二対のローラ間にひも状プリプレグを順次通過させて断面四角に成形する様子を示す図である。
【図11】ひも状プリプレグの他の例として断面が楕円状であるものを示す断面図である。
【図12】幅が一定でない従来のプリプレグを参考として示す図である。
【図13】プリプレグを巻き付ける際に乗り上げや隙間を生じさせていた従来技術を参考として示す図である。
【発明を実施するための形態】
【0015】
以下、本発明の構成を図面に示す実施の形態の一例に基づいて詳細に説明する。
【0016】
図1〜図7に本発明にかかる圧力容器の製造方法の実施形態を示す。以下では、例えば燃料電池車において利用される水素燃料供給源としての圧力容器(以下、高圧タンクともいう)1を例に挙げ、当該高圧タンク1の構造を例示しつつ説明する。
【0017】
高圧タンク1は、例えば両端が略半球状である円筒形状のタンク本体10、当該タンク本体10の長手方向端部に配置される口金11、該口金11に取り付けられる主止弁(図示省略)等によって構成される(図1参照)。なお、図1では、高圧タンク1の略半球状部分であるドーム部を符号1d、筒状胴体部分であるストレート部を符号1sでそれぞれ表している。
【0018】
タンク本体10は、例えば二層構造の壁層を有し、内壁層であるライナ20とその外側の外壁層である樹脂繊維層(補強層)としてのFRP層21を有している。FRP層21は、例えばCFRP層のみにより、あるいは該CFRP層およびGFRP層の組み合わせにより形成することができる。
【0019】
ライナ20は、タンク本体10とほぼ同じ形状に形成されている。ライナ20は、例えばポリエチレン樹脂、ポリプロピレン樹脂、またはその他の硬質樹脂などにより形成されている。あるいは、アルミニウムなどで形成された金属ライナをライナ20とすることもできる。ライナ20の長手方向端部には開口部が形成され、口金11が嵌入されている。口金11には、主止弁として機能するバルブアッセンブリが嵌め込まれる。
【0020】
口金11は、略円筒形状を有し、ライナ20の開口部に嵌入されているもので、アルミニウムやアルミニウム合金からなり、例えばダイキャスト法等により所定の形状に製造されている。また、口金11は射出成形された分割ライナに嵌め込まれているが、例えばインサート成形によりライナ20に取り付けられてもよい。
【0021】
FRP層21は、例えばフィラメントワインディング成形(FW成形)により、ライナ20の外周面と口金11の一部に、樹脂を含浸した繊維(補強繊維)を含むプリプレグ70を巻き付け、当該プリプレグ70を硬化させることにより形成されている。FRP層21の樹脂には、例えばエポキシ樹脂、変性エポキシ樹脂、不飽和ポリエステル樹脂等が用いられる。また、プリプレグ70としては、炭素繊維(CF)、金属繊維を含むものなどが用いられる。フィラメントワインディング成形の際には、タンク本体10の中心軸を中心としてライナ20を回転させながらプリプレグ70のガイド(FW機給糸口71)をタンク軸方向に沿って(送り速度一定で)動かすことにより当該ライナ20の外周面にプリプレグ70を巻き付けることができる(図2参照)。
【0022】
次に、FW時におけるプリプレグ70の乗り上げやプリプレグ70間の隙間の発生を抑えて強度を安定させるようにした高圧タンク1の製造方法の一例を説明する(図8等参照)。本実施形態では、平板部を備えるプリプレグ70を巻くことによってひも状にし、該ひも状プリプレグ70をライナ20の外周に巻き付けることとしている。
【0023】
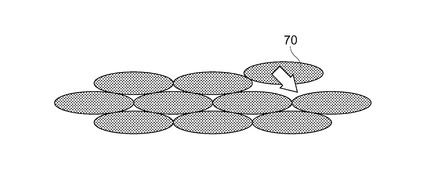
ライナ20に巻き付けられるプリプレグ70は、平板部(図3において符号70aを付して示す)を備えるように所定の繊維数によって成形されているが、例えば幅狭(幅小)で厚みが大きかったり逆に幅広(幅大)で厚みが小さかったり(薄かったり)というように、部位によって厚みや幅が異なることがある(図3参照)。本実施形態では、このようなプリプレグ70を幅方向に丸めるように巻き込むことにより、換言すれば板状のプリプレグ70を長手方向と垂直な方向に巻き回して断面渦巻き状とすることにより、ひも状プリプレグ(図4等において符号70bを付して示す)としている。プリプレグ70が所定の繊維数によって成形されている場合、当該プリプレグ70を中実となるように隙間なく螺旋状に巻き回せば、平板部70aの厚みや幅の大小にかかわらず、略円形となったひも状プリプレグ70bの断面積は略同じとなる(図4参照)。このように、ライナ20に巻き付ける前にプリプレグ70の断面積を略同じとし、また外形を均一(略円形)とすれば、プリプレグ70の乗り上げが生じること、該乗り上げに起因する隙間が生じることを抑制することができる(図5参照)。
【0024】
プリプレグ70を巻き付ける際には、一層目を巻く際のテンションを最も高くして巻き付ける。また、このようにしてひも状のプリプレグ70bを巻き付ける場合、時間的に後から巻き付けられたプリプレグ70が、隣り合うプリプレグ70間の隙間(プリプレグ境界部分の谷)に自然と落ち込みやすい。また、隣り合うプリプレグ70間(プリプレグ境界部分)の内周側の隙間は、該隙間よりも内層側に巻かれたプリプレグ70の一部が入り込んだ状態となる。以上から、プリプレグ70どうしが重なっても互いに乗り上げることがなく、乗り上げによる隙間を生じさせない(図5参照)。
【0025】
しかも、断面略円形のプリプレグ70を用いた場合には、多少ずれたとしても、巻き付け時の引張テンションが、当該ずれをなくすように作用するという利点もある。すなわち、引張テンションが作用している場合、巻き付けられているプリプレグ70には、プリプレグ境界部分の外周面に沿って下側(内周側)に向かおうとする分力が作用する(図6、図7参照)。このような分力は、巻き付け時のプリプレグ70が多少ずれて巻き付けられたとしても当該プリプレグ70をプリプレグ境界部分に向かわせて隙間を少なくするように作用する。要は、タンク本体10の回転と引張テンションとがプリプレグ70間の谷間へ当該プリプレグ70を拘束する方向に作用する。
【0026】
以上のごとき製造方法によると、プリプレグ70の巻き付け時に生じうる隙間を減少させ、より均一な断面を有するFRP層21を形成することが可能となる。したがって、これによれば高圧タンク1の強度をより安定したものとすることができる。
【0027】
なお、上述の実施形態は本発明の好適な実施の一例ではあるがこれに限定されるものではなく本発明の要旨を逸脱しない範囲において種々変形実施可能である。例えば、上述した実施形態では断面略円形のひも状に成形されたプリプレグ70bをライナ20に巻き付けたが、ひも状に成形したプリプレグ70をさらに断面四角に成形してからライナ20に巻き付けることも好ましい。このようにプリプレグ70の断面を四角にすることにより、巻き付け時におけるプリプレグ70間の隙間をさらに減少させることができる(図8参照)。より具体的には、プリプレグ70の断面形状は菱形や平行四辺形であることが好ましい。例えば断面菱形のプリプレグ70を用いた場合には、プリプレグ70どうしが重なっても互いに乗り上げることがなく、乗り上げによる隙間を生じさせ難い。また、隣り合うプリプレグ70間の隙間を、該隙間よりも内層側に巻かれたプリプレグ70と外層側に巻かれたプリプレグ70とにより埋めることができる。これによれば、均一な断面を形成することが可能となるため、圧力容器の強度の一層の安定化を図ることができる。
【0028】
また、プリプレグ70を、その厚みが少なくなるように成形することも好ましい。一般に、プリプレグ70などのFW対象物においては、プリプレグ70の厚みに対するライナ20の中心径が細くなるほど内外周のテンション差が大きくなることから、繊維破断する可能性が高まる(図9参照)。したがって、上述のように断面四角とする場合には、例えば幅広の菱形として厚みを少なくすれば、内外周のテンション差が大きくなるのを抑えることが可能である。
【0029】
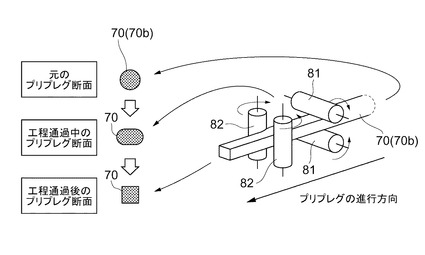
上述のようにひも状プリプレグ70bを断面四角に成形するための手法の一例としては、二対のローラの間を順次通過させることによって成形することが挙げられる。具体例を示せば、ひも状プリプレグ70bをまずは上下一対のローラ81の間を通す工程によって上下を平坦にし、次に左右一対のローラ82の間を通す工程によって左右を平坦にして断面四角に成形することができる(図10参照)。
【0030】
また、ここまで説明した実施形態においては、平板状のプリプレグ70を幅方向に巻き回すことによってひも状に成形したが(図4等参照)、これは、プリプレグ70の断面を均一(一様)にするための好適例にすぎない。要は、プリプレグ70の断面を均一にすることができればその具体的手段は限定されることはなく、例えば平板状プリプレグ70を折り畳むことによって断面を均一にしても構わない。また、その際の断面形状は、均一であれば円形等には限られない。
【0031】
また、FW時におけるプリプレグ70どうしの乗り上げを抑止するという観点からすれば、プリプレグ70の断面形状を楕円状などとすることもできる。こうした場合、断面が菱形の場合と同様、回転と引張テンションとがプリプレグ70間の谷間へ当該プリプレグ70を拘束する方向に作用する(図11参照)。
【0032】
なお、上述の実施形態では断面が菱形である場合を例示して説明したが、ここでいう菱形は幾何学上の厳密な意味での菱形には限られない。要は、上述の実施形態において断面菱形のプリプレグ70を用いることとした趣旨が、プリプレグ70どうしが重なっても互いに乗り上げることのないようにして隙間をなくす点にあることからすれば、同様の作用を奏しうる限り、厳密には菱形でない菱形状の断面形状(菱形に準じる形状で、厳密には各辺が直線でないもの、各辺の長さが均等でないもの(例えば平行四辺形状のもの)等を含む)のプリプレグは本発明の好適な適用範囲内に含まれると解釈すべきである。
【産業上の利用可能性】
【0033】
本発明は、ライナ外周のFRP層がプリプレグによって形成される圧力容器の製造に適用して好適なものである。
【符号の説明】
【0034】
1…高圧タンク(圧力容器)、20…ライナ、21…FRP層、70…プリプレグ、70a…平板部、70b…ひも状プリプレグ
【技術分野】
【0001】
本発明は、圧力容器の製造方法に関する。さらに詳述すると、本発明は、ライナ外周のFRP層がプリプレグによって形成される圧力容器の製造方法の改良に関する。
【背景技術】
【0002】
水素等の高圧ガスの貯蔵に利用される高圧タンクのような圧力容器として、ライナの外周にFRPの補強層を備えるものが利用されている。FRPの補強層は、例えばプリプレグと呼ばれるリボン状の材料をライナの周囲にFW(フィラメントワインディング)することによって形成される(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−184223号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来、ライナの周囲に巻き付けられるプリプレグの端部が隣接するプリプレグに乗り上げることにより部分的な増厚が生じたり、プリプレグ間にできる隙間により均一な断面とならなかったりすることがあり、これによってFRP層ひいては容器全体の強度が低下するおそれがあった。
【0005】
そこで、本発明は、プリプレグの乗り上げやプリプレグ間の隙間の発生を抑えて強度を安定させた圧力容器の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
かかる課題を解決するべく本発明者は種々の検討をした。従来のプリプレグの一般的な断面形状は長方形であり、このような断面形状のプリプレグの側面を付き合わせるようにして隙間無く巻き付けていくことは、生産速度も求められる状況下においては困難なことである。特に、FW機の給糸口の送り速度は通常一定でありながら、従来のプリプレグのように幅が一定でないと(図12参照)、厚い部分や薄い部分が一部に集中する結果、プリプレグの側部が隣接するプリプレグの側部に乗り上げて隙間を生じさせたり、あるいは側部と側部の間に隙間を生じさせたりすることがある(図3、図13参照)。これらが断面均一なFRPの形成を阻害し、圧力容器の強度低下の原因になっているという現状についてさらに検討を重ねた本発明者は、通常、プリプレグは一定の繊維数および樹脂量(樹脂比率)となるように成形されていることからその断面積は一様であるべき点に着目し、かかる課題の解決に結び付く新たな知見を得るに至った。
【0007】
本発明はかかる知見に基づくもので、ライナと、該ライナの外周を包むFRP層とを有する圧力容器の製造方法であって、所定の繊維数で成形された平板部を備えるプリプレグを幅方向に折り畳みあるいは巻くことによってひも状にし、ライナの外周に巻き付ける、というものである。
【0008】
本発明においては、シート状プリプレグの厚みと幅が一定でなくても、当該プリプレグを幅方向に折り畳みあるいは巻き、均一の径のひも状としてからライナに巻き付けるので、プリプレグ等の乗り上げが生じ難く、したがって乗り上げに起因する隙間が生じ難い。また、プリプレグには引っ張りテンションが作用するため、巻き付け時に多少ずれたとしても、当該プリプレグを既に巻き付けられているプリプレグ間の谷間に収まるようにすることができる。本発明によれば、このようにプリプレグの乗り上げやプリプレグ間の隙間の発生を抑えることにより、圧力容器の強度を安定させることができる。
【0009】
このような圧力容器の製造方法においては、プリプレグをひも状にした後、その断面を四角に成形してからライナの外周に巻き付けることが好ましい。このように断面を四角にすることにより、巻き付け時におけるプリプレグ間の隙間を減少させることができる。
【0010】
また、この製造方法において、ひも状プリプレグをローラに通してその断面を四角形に成形することができる。
【0011】
さらに、ひも状プリプレグの断面を菱形または平行四辺形に成形することも好ましい。
【0012】
また、本発明にかかるプリプレグは、ライナと、該ライナの外周を包むFRP層とを有する圧力容器の製造に用いられるプリプレグであって、所定の繊維数で平板状に成形された後、幅方向に折り畳まれあるいは巻かれることによってひも状とされたものである。
【発明の効果】
【0013】
本発明によれば、プリプレグの乗り上げやプリプレグ間の隙間の発生を抑えて圧力容器の強度を安定させることができる。
【図面の簡単な説明】
【0014】
【図1】高圧タンク(圧力容器)の断面構造の簡略を示す図である。
【図2】FW機によりタンク本体にプリプレグを巻き付ける様子を示す図である。
【図3】プリプレグの平板部の形状例を示す図で、(A)幅小で厚みが大きい例、(B)幅大で厚みが小さい例である。
【図4】平板部を幅方向に巻いてひも状に成形したプリプレグを示す図で、(A)平板部が幅小で厚みが大きい場合のひも状プリプレグ、(B)平板部が幅大で厚みが小さい場合のひも状プリプレグである。
【図5】ライナの周囲に巻き付けられたひも状プリプレグを示す断面図である。
【図6】引張テンションを作用させながらひも状プリプレグをライナの外周に巻き付ける様子を示す図である。
【図7】引張テンションが作用したひも状プリプレグに拘束力が発生している様子を示す図である。
【図8】ライナの周囲に隙間なく巻き付けられた断面菱形のプリプレグを示す断面図である。
【図9】ライナの外周に巻き付けられる際におけるプリプレグの内外周のテンション差を説明する図である。
【図10】二対のローラ間にひも状プリプレグを順次通過させて断面四角に成形する様子を示す図である。
【図11】ひも状プリプレグの他の例として断面が楕円状であるものを示す断面図である。
【図12】幅が一定でない従来のプリプレグを参考として示す図である。
【図13】プリプレグを巻き付ける際に乗り上げや隙間を生じさせていた従来技術を参考として示す図である。
【発明を実施するための形態】
【0015】
以下、本発明の構成を図面に示す実施の形態の一例に基づいて詳細に説明する。
【0016】
図1〜図7に本発明にかかる圧力容器の製造方法の実施形態を示す。以下では、例えば燃料電池車において利用される水素燃料供給源としての圧力容器(以下、高圧タンクともいう)1を例に挙げ、当該高圧タンク1の構造を例示しつつ説明する。
【0017】
高圧タンク1は、例えば両端が略半球状である円筒形状のタンク本体10、当該タンク本体10の長手方向端部に配置される口金11、該口金11に取り付けられる主止弁(図示省略)等によって構成される(図1参照)。なお、図1では、高圧タンク1の略半球状部分であるドーム部を符号1d、筒状胴体部分であるストレート部を符号1sでそれぞれ表している。
【0018】
タンク本体10は、例えば二層構造の壁層を有し、内壁層であるライナ20とその外側の外壁層である樹脂繊維層(補強層)としてのFRP層21を有している。FRP層21は、例えばCFRP層のみにより、あるいは該CFRP層およびGFRP層の組み合わせにより形成することができる。
【0019】
ライナ20は、タンク本体10とほぼ同じ形状に形成されている。ライナ20は、例えばポリエチレン樹脂、ポリプロピレン樹脂、またはその他の硬質樹脂などにより形成されている。あるいは、アルミニウムなどで形成された金属ライナをライナ20とすることもできる。ライナ20の長手方向端部には開口部が形成され、口金11が嵌入されている。口金11には、主止弁として機能するバルブアッセンブリが嵌め込まれる。
【0020】
口金11は、略円筒形状を有し、ライナ20の開口部に嵌入されているもので、アルミニウムやアルミニウム合金からなり、例えばダイキャスト法等により所定の形状に製造されている。また、口金11は射出成形された分割ライナに嵌め込まれているが、例えばインサート成形によりライナ20に取り付けられてもよい。
【0021】
FRP層21は、例えばフィラメントワインディング成形(FW成形)により、ライナ20の外周面と口金11の一部に、樹脂を含浸した繊維(補強繊維)を含むプリプレグ70を巻き付け、当該プリプレグ70を硬化させることにより形成されている。FRP層21の樹脂には、例えばエポキシ樹脂、変性エポキシ樹脂、不飽和ポリエステル樹脂等が用いられる。また、プリプレグ70としては、炭素繊維(CF)、金属繊維を含むものなどが用いられる。フィラメントワインディング成形の際には、タンク本体10の中心軸を中心としてライナ20を回転させながらプリプレグ70のガイド(FW機給糸口71)をタンク軸方向に沿って(送り速度一定で)動かすことにより当該ライナ20の外周面にプリプレグ70を巻き付けることができる(図2参照)。
【0022】
次に、FW時におけるプリプレグ70の乗り上げやプリプレグ70間の隙間の発生を抑えて強度を安定させるようにした高圧タンク1の製造方法の一例を説明する(図8等参照)。本実施形態では、平板部を備えるプリプレグ70を巻くことによってひも状にし、該ひも状プリプレグ70をライナ20の外周に巻き付けることとしている。
【0023】
ライナ20に巻き付けられるプリプレグ70は、平板部(図3において符号70aを付して示す)を備えるように所定の繊維数によって成形されているが、例えば幅狭(幅小)で厚みが大きかったり逆に幅広(幅大)で厚みが小さかったり(薄かったり)というように、部位によって厚みや幅が異なることがある(図3参照)。本実施形態では、このようなプリプレグ70を幅方向に丸めるように巻き込むことにより、換言すれば板状のプリプレグ70を長手方向と垂直な方向に巻き回して断面渦巻き状とすることにより、ひも状プリプレグ(図4等において符号70bを付して示す)としている。プリプレグ70が所定の繊維数によって成形されている場合、当該プリプレグ70を中実となるように隙間なく螺旋状に巻き回せば、平板部70aの厚みや幅の大小にかかわらず、略円形となったひも状プリプレグ70bの断面積は略同じとなる(図4参照)。このように、ライナ20に巻き付ける前にプリプレグ70の断面積を略同じとし、また外形を均一(略円形)とすれば、プリプレグ70の乗り上げが生じること、該乗り上げに起因する隙間が生じることを抑制することができる(図5参照)。
【0024】
プリプレグ70を巻き付ける際には、一層目を巻く際のテンションを最も高くして巻き付ける。また、このようにしてひも状のプリプレグ70bを巻き付ける場合、時間的に後から巻き付けられたプリプレグ70が、隣り合うプリプレグ70間の隙間(プリプレグ境界部分の谷)に自然と落ち込みやすい。また、隣り合うプリプレグ70間(プリプレグ境界部分)の内周側の隙間は、該隙間よりも内層側に巻かれたプリプレグ70の一部が入り込んだ状態となる。以上から、プリプレグ70どうしが重なっても互いに乗り上げることがなく、乗り上げによる隙間を生じさせない(図5参照)。
【0025】
しかも、断面略円形のプリプレグ70を用いた場合には、多少ずれたとしても、巻き付け時の引張テンションが、当該ずれをなくすように作用するという利点もある。すなわち、引張テンションが作用している場合、巻き付けられているプリプレグ70には、プリプレグ境界部分の外周面に沿って下側(内周側)に向かおうとする分力が作用する(図6、図7参照)。このような分力は、巻き付け時のプリプレグ70が多少ずれて巻き付けられたとしても当該プリプレグ70をプリプレグ境界部分に向かわせて隙間を少なくするように作用する。要は、タンク本体10の回転と引張テンションとがプリプレグ70間の谷間へ当該プリプレグ70を拘束する方向に作用する。
【0026】
以上のごとき製造方法によると、プリプレグ70の巻き付け時に生じうる隙間を減少させ、より均一な断面を有するFRP層21を形成することが可能となる。したがって、これによれば高圧タンク1の強度をより安定したものとすることができる。
【0027】
なお、上述の実施形態は本発明の好適な実施の一例ではあるがこれに限定されるものではなく本発明の要旨を逸脱しない範囲において種々変形実施可能である。例えば、上述した実施形態では断面略円形のひも状に成形されたプリプレグ70bをライナ20に巻き付けたが、ひも状に成形したプリプレグ70をさらに断面四角に成形してからライナ20に巻き付けることも好ましい。このようにプリプレグ70の断面を四角にすることにより、巻き付け時におけるプリプレグ70間の隙間をさらに減少させることができる(図8参照)。より具体的には、プリプレグ70の断面形状は菱形や平行四辺形であることが好ましい。例えば断面菱形のプリプレグ70を用いた場合には、プリプレグ70どうしが重なっても互いに乗り上げることがなく、乗り上げによる隙間を生じさせ難い。また、隣り合うプリプレグ70間の隙間を、該隙間よりも内層側に巻かれたプリプレグ70と外層側に巻かれたプリプレグ70とにより埋めることができる。これによれば、均一な断面を形成することが可能となるため、圧力容器の強度の一層の安定化を図ることができる。
【0028】
また、プリプレグ70を、その厚みが少なくなるように成形することも好ましい。一般に、プリプレグ70などのFW対象物においては、プリプレグ70の厚みに対するライナ20の中心径が細くなるほど内外周のテンション差が大きくなることから、繊維破断する可能性が高まる(図9参照)。したがって、上述のように断面四角とする場合には、例えば幅広の菱形として厚みを少なくすれば、内外周のテンション差が大きくなるのを抑えることが可能である。
【0029】
上述のようにひも状プリプレグ70bを断面四角に成形するための手法の一例としては、二対のローラの間を順次通過させることによって成形することが挙げられる。具体例を示せば、ひも状プリプレグ70bをまずは上下一対のローラ81の間を通す工程によって上下を平坦にし、次に左右一対のローラ82の間を通す工程によって左右を平坦にして断面四角に成形することができる(図10参照)。
【0030】
また、ここまで説明した実施形態においては、平板状のプリプレグ70を幅方向に巻き回すことによってひも状に成形したが(図4等参照)、これは、プリプレグ70の断面を均一(一様)にするための好適例にすぎない。要は、プリプレグ70の断面を均一にすることができればその具体的手段は限定されることはなく、例えば平板状プリプレグ70を折り畳むことによって断面を均一にしても構わない。また、その際の断面形状は、均一であれば円形等には限られない。
【0031】
また、FW時におけるプリプレグ70どうしの乗り上げを抑止するという観点からすれば、プリプレグ70の断面形状を楕円状などとすることもできる。こうした場合、断面が菱形の場合と同様、回転と引張テンションとがプリプレグ70間の谷間へ当該プリプレグ70を拘束する方向に作用する(図11参照)。
【0032】
なお、上述の実施形態では断面が菱形である場合を例示して説明したが、ここでいう菱形は幾何学上の厳密な意味での菱形には限られない。要は、上述の実施形態において断面菱形のプリプレグ70を用いることとした趣旨が、プリプレグ70どうしが重なっても互いに乗り上げることのないようにして隙間をなくす点にあることからすれば、同様の作用を奏しうる限り、厳密には菱形でない菱形状の断面形状(菱形に準じる形状で、厳密には各辺が直線でないもの、各辺の長さが均等でないもの(例えば平行四辺形状のもの)等を含む)のプリプレグは本発明の好適な適用範囲内に含まれると解釈すべきである。
【産業上の利用可能性】
【0033】
本発明は、ライナ外周のFRP層がプリプレグによって形成される圧力容器の製造に適用して好適なものである。
【符号の説明】
【0034】
1…高圧タンク(圧力容器)、20…ライナ、21…FRP層、70…プリプレグ、70a…平板部、70b…ひも状プリプレグ
【特許請求の範囲】
【請求項1】
ライナと、該ライナの外周を包むFRP層とを有する圧力容器の製造方法であって、
所定の繊維数で成形された平板部を備えるプリプレグを幅方向に折り畳みあるいは巻くことによってひも状にし、前記ライナの外周に巻き付ける、
圧力容器の製造方法。
【請求項2】
前記プリプレグをひも状にした後、その断面を四角に成形してから前記ライナの外周に巻き付ける、請求項1に記載の圧力容器の製造方法。
【請求項3】
前記ひも状プリプレグをローラに通してその断面を四角形に成形する、請求項2に記載の圧力容器の製造方法。
【請求項4】
前記ひも状プリプレグの断面を菱形または平行四辺形に成形する、請求項3に記載の圧力容器の製造方法。
【請求項5】
ライナと、該ライナの外周を包むFRP層とを有する圧力容器の製造に用いられるプリプレグであって、
所定の繊維数で平板状に成形された後、幅方向に折り畳まれあるいは巻かれることによってひも状とされた、プリプレグ。
【請求項1】
ライナと、該ライナの外周を包むFRP層とを有する圧力容器の製造方法であって、
所定の繊維数で成形された平板部を備えるプリプレグを幅方向に折り畳みあるいは巻くことによってひも状にし、前記ライナの外周に巻き付ける、
圧力容器の製造方法。
【請求項2】
前記プリプレグをひも状にした後、その断面を四角に成形してから前記ライナの外周に巻き付ける、請求項1に記載の圧力容器の製造方法。
【請求項3】
前記ひも状プリプレグをローラに通してその断面を四角形に成形する、請求項2に記載の圧力容器の製造方法。
【請求項4】
前記ひも状プリプレグの断面を菱形または平行四辺形に成形する、請求項3に記載の圧力容器の製造方法。
【請求項5】
ライナと、該ライナの外周を包むFRP層とを有する圧力容器の製造に用いられるプリプレグであって、
所定の繊維数で平板状に成形された後、幅方向に折り畳まれあるいは巻かれることによってひも状とされた、プリプレグ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2012−140997(P2012−140997A)
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願番号】特願2010−292852(P2010−292852)
【出願日】平成22年12月28日(2010.12.28)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願日】平成22年12月28日(2010.12.28)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]