
圧壊特性に優れるアルミニウム合金押出材
【課題】バンパー補強材等に適する圧壊特性に優れるアルミニウム合金押出材を得る。
【解決手段】Mg:0.5〜1.8%(質量%、以下同じ)、Zn:4.0〜8.0%、Ti:0.005〜0.3%、Cu:0.05〜0.6%を含有し、さらに、Mn:0.1〜0.7%、Cr:0.03〜0.3%、Zr:0.05〜0.25%のうち1種又は2種以上を含有し、残部Al及び不可避不純物からなり、繊維状組織を有し、かつJIS5号引張試験片にて引張試験を実施したときの破断面の肉厚減少率が20%以上であるアルミニウム合金押出材。
【解決手段】Mg:0.5〜1.8%(質量%、以下同じ)、Zn:4.0〜8.0%、Ti:0.005〜0.3%、Cu:0.05〜0.6%を含有し、さらに、Mn:0.1〜0.7%、Cr:0.03〜0.3%、Zr:0.05〜0.25%のうち1種又は2種以上を含有し、残部Al及び不可避不純物からなり、繊維状組織を有し、かつJIS5号引張試験片にて引張試験を実施したときの破断面の肉厚減少率が20%以上であるアルミニウム合金押出材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば自動車用のエネルギー吸収部材として好適な圧壊特性に優れるアルミニウム合金押出材に関する。
【背景技術】
【0002】
自動車の衝突安全性の向上のため、エネルギー吸収部材が用いられている。例えば軽衝突時の車体の損傷を緩和するためのエネルギー吸収部材として、自動車用バンパー補強材があり、これには、軽量化の観点からアルミニウム合金押出材の使用が検討されている(特許文献1〜4等)。このバンパー補強材は、例えば断面矩形の中空押出材として成形されるもので、いわゆるクラッシャブル材であり、衝突などにより外部からエネルギーが与えられたとき、その衝突エネルギーを中空部分の変形(潰れ)により吸収し、他の部材が極力破損しないようにするものである。
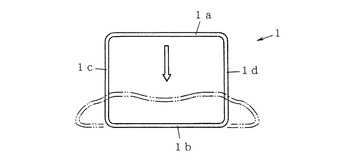
図1は中空矩形断面(フランジ部1a、1b及びウエブ部1c、1d)を有するバンパー補強材1の変形過程を示すもので、バンパー補強材1の外側フランジ部1a側に対し垂直に圧縮荷重が加えられると、主として対向するウエブ部1c、1dが変形することにより中空矩形断面が変形し(仮想線参照)、その変形の過程で荷重によるエネルギーが吸収される。
【0003】
このようなバンパー補強材が吸収すべきエネルギーの大きさ(最小値)は法規格などによって決まっており、一方、バンパー補強材により吸収可能なエネルギーの大きさが余りに大きいと、過剰設計となって重量が過大となってしまう。従って、バンパー補強材は必要なエネルギーを吸収することができるように、しかも過剰設計となって重量が過大とならないように設計される。
【0004】
【特許文献1】特開平7−70688号公報
【特許文献2】特開平8−170139号公報
【特許文献3】特開平8−144031号公報
【特許文献4】特開平9−268342号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
このように、エネルギー吸収部材を代表するバンパー補強材には、エネルギー吸収量が大きく、かつ軽量であることが要求される。この要求に対処するため、最近では、バンパー補強材を構成するアルミニウム合金押出材の材料強度を高くすることが試みられている。しかし、前記公報に記載された7000系(Al−Mg−Zn系)アルミニウム合金のように、高強度化した材料を用いた場合、ウエブ部に割れが生じやすくなり、割れが生じたときは逆にエネルギー吸収力が低下する。
すなわち、アルミニウム合金押出材のエネルギー吸収力と軽量化のための高強度化は相矛盾する課題であり、これまで、これを合金成分、組織等、冶金的に解決することは難しかった。
【0006】
本発明は、このような現状に鑑みてなされたもので、Al−Mg−Zn系アルミニウム合金の高強度材を用いて強度を高め、同時に圧壊時の割れを防止して高いエネルギー吸収量を確保することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、このような圧壊特性に優れるアルミニウム合金押出材を開発すべく種々実験研究を行う過程で、押出材から採取したJIS5号引張試験片を引張試験した場合の試験片の破断面の肉厚減少率が、押出材の圧壊特性と密接な関係にあることを見いだし、それをもとに本発明を得ることができた。
【0008】
すなわち、本発明に係るアルミニウム合金押出材は、Mg:0.5〜1.8%、Zn:4.0〜8.0%、Ti:0.005〜0.3%、Cu:0.05〜0.6%を含有しさらに、Mn:0.1〜0.7%、Cr:0.03〜0.3%、Zr:0.05〜0.25%のうち1種又は2種以上を含有し、残部Al及び不可避不純物からなるアルミニウム合金押出材であり、これが繊維状組織を有し、かつJIS5号引張試験片にて引張試験を実施したときの破断面の肉厚減少率が20%以上であることを特徴とする。ここで、破断面の肉厚減少率(以下、絞りという)とは、引張試験片の破断面を正面からみたときの当該破断面の中央部の肉厚(試験片の板面に対し垂直に測定した肉厚)をa(図1参照)とし、引張試験片の元の肉厚をa0としたとき、(1−a/a0)×100で表されるものとする。
このアルミニウム合金押出材は圧壊特性に優れ、特に横方向の圧縮荷重を受けるバンパー補強材、フレーム、ドアビーム等の自動車用部材として好適である。
【発明の効果】
【0009】
本発明によれば、高強度アルミニウム合金を使用することで強度を高め、同時に衝突の圧縮荷重を受けたときの圧壊特性、特に横圧壊に対する耐割れ性に優れるアルミニウム合金押出材を得ることができる。
本発明に係るアルミニウム合金押出材は、例えば、バンパー補強材、ドアビーム(ドア内の前後方向等に配置され、側方からの衝撃荷重を受け止めるエネルギー吸収部材)、インパクトビーム(ドアの前後方向に配置され、軸方向の衝撃荷重を受け止めるエネルギー吸収部材)、ステアリングメンバー(車体幅方向に配置されるインストルメントパネルの補強材)、自動車フレーム(サイドメンバー、クロスメンバー、バンパーステイ、サイドフレーム等)、鉄道車両、船舶等のフレーム等の用途に用いることができる。
【発明を実施するための最良の形態】
【0010】
続いて、本発明に係るアルミニウム合金押出材の各成分の添加理由及び組成限定理由について説明する。
Zn
ZnはMgと共存して合金に時効性を与え、人工時効により強度を向上させる作用を有する。Znの含有量が4.0%未満では強度の向上が十分でなく、エネルギー吸収量が少なくなる。一方、8.0%を超えると押出性が低下するとともに、伸び及び曲げ加工性が低下する。さらに耐SCC性及び一般耐食性が低下する。従って、Znの含有量は4.0〜8.0%とし、なかでも6.0〜7.0%がより好ましい。
【0011】
Mg
Mgはアルミニウム合金の強度を高める主要な元素である。しかし、Mgの含有量が0.5%未満では強度を向上させる効果を十分に得ることができず、エネルギー吸収量が少なくなる。一方、1.8%を超えると押出性が低下するとともに伸びも低下する。さらに耐SCC性、曲げ加工性が低下する。従って、Mgの含有量は0.5〜1.8%とし、0.6〜1.0%がより好ましく、さらに0.7〜0.9%がより好ましい。
【0012】
Ti
Tiはアルミニウム合金鋳塊中の結晶粒を微細化する効果がある。しかし、含有量が0.005%未満ではその効果を十分得ることができず、また0.3%を超えると結晶粒微細化効果が飽和して巨大化合物が発生してしまう。従って、Tiの含有量は0.005〜0.3%とする。
Cu
Cuはアルミニウム合金の強度を高める作用があり、目標とする高強度を得るため添加される。また、Cuは耐SCC性を改善する作用がある。しかし、Cu含有量が0.05%未満ではその効果が不十分で、エネルギー吸収量が少なく、耐SCC性に劣るようになる。一方、0.6%を超えると押出性が悪くなり、さらに焼入れ感受性を高め強度低下を招くとともに、曲げ加工性及び一般耐食性を劣化させる。また、溶接性も悪くなる。従って、Cuの含有量は0.05〜0.6%、望ましくは0.1〜0.2%である。
【0013】
Mn、Cr、Zr
これらの元素はアルミニウム合金押出材に繊維状組織を形成し、合金を強化する作用があるため、1種又は2種以上が添加される。しかし、それぞれ、0.1%、0.03%、0.05%未満ではその効果が不十分であり、一方、それぞれ0.7%、0.3%、0.25%を超えると押出性が悪くなり、さらに焼入れ感受性を高め強度低下を招く。従って、Mn:0.1〜0.7%、Cr:0.03〜0.3%、Zr:0.05〜0.25%の範囲とする。Zrは0.1〜0.2%が望ましい。繊維状組織を形成するためには1種又は2種以上を合計で0.1%以上含有することが望ましく、特に空冷によるプレス焼入れを行う場合、焼入れ感受性の低下を防ぐため合計で0.4%以下が望ましい。
【0014】
不可避不純物
不可避不純物のうちFeはアルミニウム地金に最も多く含まれる不純物であり、0.35%を超えて合金中に存在すると鋳造時に粗大な金属間化合物を晶出し、合金の機械的性質を損なう。従って、Feの含有量は0.35%以下に規制する。また、アルミニウム合金を鋳造する際には地金、添加元素の中間合金等様々な経路より不純物が混入する。混入する元素は様々であるが、Fe以外の不純物は単体で0.05%以下、総量で0.15%以下であれば合金の特性にほとんど影響を及ぼさない。従って、これらの不純物は単体で0.05%以下、総量で0.15%以下とする。なお、不純物のうちBについてはTiの添加に伴い合金中にTiの1/5程度の量で混入するが、より望ましい範囲は0.02%以下、さらに0.01%以下が望ましい。
【0015】
絞り
Al−Mg−Si系アルミニウム合金押出材において、本発明で定義された絞りの値が20%以上のとき圧壊割れ特性に優れる理由については、絞りの値は材料の局部的な変形能を示す1つの指標であり、一方、押出材が圧壊変形する場合、材料のごく表面に発生する伸びは30%程度に達し、このような領域では材料は絞りのような局部的な変形をしていると考えられることから、絞りの値が所定値以上の場合に割れの発生が抑制されたものと推測される。
上記組成範囲内において絞りの値を20%以上とするには、例えば空冷によるプレス焼入れであれば焼入れ時の冷却速度を上げることが有効である。下記実施例に示すように、時効処理により高強度化したもので20%以上の絞りを得ることができた。
【0016】
なお、本発明に係るエネルギー吸収部材において、アルミニウム合金押出材の結晶組織は繊維状組織を有するものとする。ここで、繊維状組織とは、押出材にみられる熱間加工組織で、押し出し方向に長く伸ばされた結晶粒組織のことであり、等軸再結晶組織に比べて強度を高め、高い絞りを得て押出材の圧壊割れ性を向上させる。表面再結晶組織が形成された場合でも、押出材断面厚さの1/2程度以上の厚さで形成されている必要がある。また、アルミニウム合金押出材の断面形状は特に限定されるわけではないが、適宜の閉断面形状、例えば荷重方向にほぼ垂直に向く前後のフランジ部、及びそれらを連結し荷重方向にほぼ平行に向く一対のウエブ部からなる略矩形断面とされる。
【実施例】
【0017】
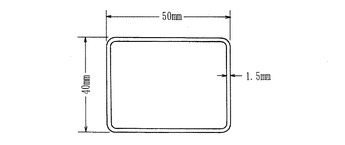
表1に示す化学成分のAl−Mg−Zn系合金を常法により溶解し、半連続鋳造法により直径200mmの鋳塊に鋳造した。この鋳塊を均質化処理した後、図2に示す断面形状に押し出し、押出加工時の高温状態(460℃)から空冷により焼入れ(プレス焼入れ)した。空冷はノズルから噴射される高速の冷却空気を押出材の表面に直接噴射して行われ、その冷却速度は約300℃/minであった。これは、プレス焼入れに用いられる通常のファン空冷よりかなり大きい冷却速度である。ただし、No.11、12については、プレス焼入れを通常のファン空冷(冷却速度;約200℃/min)により行った。続いて、この押出材を短尺に切断し、同じく表1に示す時効処理を施して供試材とした。
【0018】
【表1】

【0019】
この供試材のウエブ部(幅40mmの側)から長さ方向にJIS5号試験片を採取して引張試験を行い、各供試材の機械的性質を測定した。また、30ton万能試験機を用い、図3に示すように、専用ステイ2(供試材取付面:長さ方向80mm×幅方向50mm)に両面テープで固定した供試材3の上面より剛体4を押し付け、横圧壊試験を行った(変位量35mm=有効ストロークまで)。各供試材の機械的性質、横圧壊試験による各供試材の最大荷重、有効ストローク内の吸収エネルギーとその圧壊割れ性を表2に示す。表2に示す圧壊割れ性は、ウエブ部の割れ性を3段階で評価したもので、◎:割れなし、○:微小割れあり、肉厚を貫通する分断割れなし、×:分断割れあり、である。
なお、No.1(No.3、11も同じ)については押出速度を7m/分とし、その他はNo.1と同等の表面品質が得られる限界押出速度を測定し、この押出速度がNo.1に対し同等のもの(No.1の90%以上の場合)を○、70〜89%の場合を△、69%以下の場合を×と評価した。その結果を同じく表2に示す。
【0020】
【表2】
【0021】
さらに、表1に示す化学成分のAl−Mg−Zn系合金鋳塊を、前記の押出材と同じ製造条件で押出成形−プレス焼入れし、2mm×150mmの押出材(フラットバー)を得、これに同じ熱処理を施して供試材とした。各供試材について、耐SCC性を下記要領にて測定した。
クロム酸水溶液(純水1リットル中、無水クロム酸36g、重クロム酸カリ30g、塩化ナトリウム3g)を試験液として用い、各供試材から押出直角方向(LT方向)に応力がかかるように試験片を採取し、試験温度95℃、3点曲げの要領で材料耐力の100%及び75%の負荷を与える条件で実施した。評価基準は、360分浸漬後、拡大鏡にて25倍で観察し、材料表面の亀裂の有無で評価した。亀裂のないものを○、100%負荷試験片のみ亀裂発生の場合は△、75%負荷試験片にも亀裂発生の場合は×と評価した。
【0022】
表2に示すように、組成が本発明の範囲内で絞りが20%以上であるNo.1、2は、最大荷重、吸収エネルギー及び耐割れ性など、横圧壊特性に優れ、押出性、耐SCC性にも優れる。
一方、組成が本発明の範囲内であるが、絞りが20%未満であるNo.3、4、11、12は耐割れ性に劣る。No.3については時効時間が不足したこと、No.4については再結晶組織であること、No.11、12については空冷によるプレス焼入れの冷却速度が低いことが影響した可能性がある。
また、主要成分が本発明の規定を外れるNo.4〜10は、絞りが20%以上で耐割れ性は比較的よいが、押出性(No.5、9)、耐SCC性(No.5、7、10)、強度(No.6、8、9)、最大荷重及び吸収エネルギー(No.6、8、9)のいずれかの特性が劣っている。
【図面の簡単な説明】
【0023】
【図1】バンパー補強材の変形前(実線)及び変形過程の一形態(仮想線)を示す図である。
【図2】実施例に使用したエネルギー吸収部材の断面形状を示す図である。
【図3】実施例の横圧壊試験方法を示す図である。
【符号の説明】
【0024】
2 ステイ
3 供試材
4 剛体
【技術分野】
【0001】
本発明は、例えば自動車用のエネルギー吸収部材として好適な圧壊特性に優れるアルミニウム合金押出材に関する。
【背景技術】
【0002】
自動車の衝突安全性の向上のため、エネルギー吸収部材が用いられている。例えば軽衝突時の車体の損傷を緩和するためのエネルギー吸収部材として、自動車用バンパー補強材があり、これには、軽量化の観点からアルミニウム合金押出材の使用が検討されている(特許文献1〜4等)。このバンパー補強材は、例えば断面矩形の中空押出材として成形されるもので、いわゆるクラッシャブル材であり、衝突などにより外部からエネルギーが与えられたとき、その衝突エネルギーを中空部分の変形(潰れ)により吸収し、他の部材が極力破損しないようにするものである。
図1は中空矩形断面(フランジ部1a、1b及びウエブ部1c、1d)を有するバンパー補強材1の変形過程を示すもので、バンパー補強材1の外側フランジ部1a側に対し垂直に圧縮荷重が加えられると、主として対向するウエブ部1c、1dが変形することにより中空矩形断面が変形し(仮想線参照)、その変形の過程で荷重によるエネルギーが吸収される。
【0003】
このようなバンパー補強材が吸収すべきエネルギーの大きさ(最小値)は法規格などによって決まっており、一方、バンパー補強材により吸収可能なエネルギーの大きさが余りに大きいと、過剰設計となって重量が過大となってしまう。従って、バンパー補強材は必要なエネルギーを吸収することができるように、しかも過剰設計となって重量が過大とならないように設計される。
【0004】
【特許文献1】特開平7−70688号公報
【特許文献2】特開平8−170139号公報
【特許文献3】特開平8−144031号公報
【特許文献4】特開平9−268342号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
このように、エネルギー吸収部材を代表するバンパー補強材には、エネルギー吸収量が大きく、かつ軽量であることが要求される。この要求に対処するため、最近では、バンパー補強材を構成するアルミニウム合金押出材の材料強度を高くすることが試みられている。しかし、前記公報に記載された7000系(Al−Mg−Zn系)アルミニウム合金のように、高強度化した材料を用いた場合、ウエブ部に割れが生じやすくなり、割れが生じたときは逆にエネルギー吸収力が低下する。
すなわち、アルミニウム合金押出材のエネルギー吸収力と軽量化のための高強度化は相矛盾する課題であり、これまで、これを合金成分、組織等、冶金的に解決することは難しかった。
【0006】
本発明は、このような現状に鑑みてなされたもので、Al−Mg−Zn系アルミニウム合金の高強度材を用いて強度を高め、同時に圧壊時の割れを防止して高いエネルギー吸収量を確保することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、このような圧壊特性に優れるアルミニウム合金押出材を開発すべく種々実験研究を行う過程で、押出材から採取したJIS5号引張試験片を引張試験した場合の試験片の破断面の肉厚減少率が、押出材の圧壊特性と密接な関係にあることを見いだし、それをもとに本発明を得ることができた。
【0008】
すなわち、本発明に係るアルミニウム合金押出材は、Mg:0.5〜1.8%、Zn:4.0〜8.0%、Ti:0.005〜0.3%、Cu:0.05〜0.6%を含有しさらに、Mn:0.1〜0.7%、Cr:0.03〜0.3%、Zr:0.05〜0.25%のうち1種又は2種以上を含有し、残部Al及び不可避不純物からなるアルミニウム合金押出材であり、これが繊維状組織を有し、かつJIS5号引張試験片にて引張試験を実施したときの破断面の肉厚減少率が20%以上であることを特徴とする。ここで、破断面の肉厚減少率(以下、絞りという)とは、引張試験片の破断面を正面からみたときの当該破断面の中央部の肉厚(試験片の板面に対し垂直に測定した肉厚)をa(図1参照)とし、引張試験片の元の肉厚をa0としたとき、(1−a/a0)×100で表されるものとする。
このアルミニウム合金押出材は圧壊特性に優れ、特に横方向の圧縮荷重を受けるバンパー補強材、フレーム、ドアビーム等の自動車用部材として好適である。
【発明の効果】
【0009】
本発明によれば、高強度アルミニウム合金を使用することで強度を高め、同時に衝突の圧縮荷重を受けたときの圧壊特性、特に横圧壊に対する耐割れ性に優れるアルミニウム合金押出材を得ることができる。
本発明に係るアルミニウム合金押出材は、例えば、バンパー補強材、ドアビーム(ドア内の前後方向等に配置され、側方からの衝撃荷重を受け止めるエネルギー吸収部材)、インパクトビーム(ドアの前後方向に配置され、軸方向の衝撃荷重を受け止めるエネルギー吸収部材)、ステアリングメンバー(車体幅方向に配置されるインストルメントパネルの補強材)、自動車フレーム(サイドメンバー、クロスメンバー、バンパーステイ、サイドフレーム等)、鉄道車両、船舶等のフレーム等の用途に用いることができる。
【発明を実施するための最良の形態】
【0010】
続いて、本発明に係るアルミニウム合金押出材の各成分の添加理由及び組成限定理由について説明する。
Zn
ZnはMgと共存して合金に時効性を与え、人工時効により強度を向上させる作用を有する。Znの含有量が4.0%未満では強度の向上が十分でなく、エネルギー吸収量が少なくなる。一方、8.0%を超えると押出性が低下するとともに、伸び及び曲げ加工性が低下する。さらに耐SCC性及び一般耐食性が低下する。従って、Znの含有量は4.0〜8.0%とし、なかでも6.0〜7.0%がより好ましい。
【0011】
Mg
Mgはアルミニウム合金の強度を高める主要な元素である。しかし、Mgの含有量が0.5%未満では強度を向上させる効果を十分に得ることができず、エネルギー吸収量が少なくなる。一方、1.8%を超えると押出性が低下するとともに伸びも低下する。さらに耐SCC性、曲げ加工性が低下する。従って、Mgの含有量は0.5〜1.8%とし、0.6〜1.0%がより好ましく、さらに0.7〜0.9%がより好ましい。
【0012】
Ti
Tiはアルミニウム合金鋳塊中の結晶粒を微細化する効果がある。しかし、含有量が0.005%未満ではその効果を十分得ることができず、また0.3%を超えると結晶粒微細化効果が飽和して巨大化合物が発生してしまう。従って、Tiの含有量は0.005〜0.3%とする。
Cu
Cuはアルミニウム合金の強度を高める作用があり、目標とする高強度を得るため添加される。また、Cuは耐SCC性を改善する作用がある。しかし、Cu含有量が0.05%未満ではその効果が不十分で、エネルギー吸収量が少なく、耐SCC性に劣るようになる。一方、0.6%を超えると押出性が悪くなり、さらに焼入れ感受性を高め強度低下を招くとともに、曲げ加工性及び一般耐食性を劣化させる。また、溶接性も悪くなる。従って、Cuの含有量は0.05〜0.6%、望ましくは0.1〜0.2%である。
【0013】
Mn、Cr、Zr
これらの元素はアルミニウム合金押出材に繊維状組織を形成し、合金を強化する作用があるため、1種又は2種以上が添加される。しかし、それぞれ、0.1%、0.03%、0.05%未満ではその効果が不十分であり、一方、それぞれ0.7%、0.3%、0.25%を超えると押出性が悪くなり、さらに焼入れ感受性を高め強度低下を招く。従って、Mn:0.1〜0.7%、Cr:0.03〜0.3%、Zr:0.05〜0.25%の範囲とする。Zrは0.1〜0.2%が望ましい。繊維状組織を形成するためには1種又は2種以上を合計で0.1%以上含有することが望ましく、特に空冷によるプレス焼入れを行う場合、焼入れ感受性の低下を防ぐため合計で0.4%以下が望ましい。
【0014】
不可避不純物
不可避不純物のうちFeはアルミニウム地金に最も多く含まれる不純物であり、0.35%を超えて合金中に存在すると鋳造時に粗大な金属間化合物を晶出し、合金の機械的性質を損なう。従って、Feの含有量は0.35%以下に規制する。また、アルミニウム合金を鋳造する際には地金、添加元素の中間合金等様々な経路より不純物が混入する。混入する元素は様々であるが、Fe以外の不純物は単体で0.05%以下、総量で0.15%以下であれば合金の特性にほとんど影響を及ぼさない。従って、これらの不純物は単体で0.05%以下、総量で0.15%以下とする。なお、不純物のうちBについてはTiの添加に伴い合金中にTiの1/5程度の量で混入するが、より望ましい範囲は0.02%以下、さらに0.01%以下が望ましい。
【0015】
絞り
Al−Mg−Si系アルミニウム合金押出材において、本発明で定義された絞りの値が20%以上のとき圧壊割れ特性に優れる理由については、絞りの値は材料の局部的な変形能を示す1つの指標であり、一方、押出材が圧壊変形する場合、材料のごく表面に発生する伸びは30%程度に達し、このような領域では材料は絞りのような局部的な変形をしていると考えられることから、絞りの値が所定値以上の場合に割れの発生が抑制されたものと推測される。
上記組成範囲内において絞りの値を20%以上とするには、例えば空冷によるプレス焼入れであれば焼入れ時の冷却速度を上げることが有効である。下記実施例に示すように、時効処理により高強度化したもので20%以上の絞りを得ることができた。
【0016】
なお、本発明に係るエネルギー吸収部材において、アルミニウム合金押出材の結晶組織は繊維状組織を有するものとする。ここで、繊維状組織とは、押出材にみられる熱間加工組織で、押し出し方向に長く伸ばされた結晶粒組織のことであり、等軸再結晶組織に比べて強度を高め、高い絞りを得て押出材の圧壊割れ性を向上させる。表面再結晶組織が形成された場合でも、押出材断面厚さの1/2程度以上の厚さで形成されている必要がある。また、アルミニウム合金押出材の断面形状は特に限定されるわけではないが、適宜の閉断面形状、例えば荷重方向にほぼ垂直に向く前後のフランジ部、及びそれらを連結し荷重方向にほぼ平行に向く一対のウエブ部からなる略矩形断面とされる。
【実施例】
【0017】
表1に示す化学成分のAl−Mg−Zn系合金を常法により溶解し、半連続鋳造法により直径200mmの鋳塊に鋳造した。この鋳塊を均質化処理した後、図2に示す断面形状に押し出し、押出加工時の高温状態(460℃)から空冷により焼入れ(プレス焼入れ)した。空冷はノズルから噴射される高速の冷却空気を押出材の表面に直接噴射して行われ、その冷却速度は約300℃/minであった。これは、プレス焼入れに用いられる通常のファン空冷よりかなり大きい冷却速度である。ただし、No.11、12については、プレス焼入れを通常のファン空冷(冷却速度;約200℃/min)により行った。続いて、この押出材を短尺に切断し、同じく表1に示す時効処理を施して供試材とした。
【0018】
【表1】
【0019】
この供試材のウエブ部(幅40mmの側)から長さ方向にJIS5号試験片を採取して引張試験を行い、各供試材の機械的性質を測定した。また、30ton万能試験機を用い、図3に示すように、専用ステイ2(供試材取付面:長さ方向80mm×幅方向50mm)に両面テープで固定した供試材3の上面より剛体4を押し付け、横圧壊試験を行った(変位量35mm=有効ストロークまで)。各供試材の機械的性質、横圧壊試験による各供試材の最大荷重、有効ストローク内の吸収エネルギーとその圧壊割れ性を表2に示す。表2に示す圧壊割れ性は、ウエブ部の割れ性を3段階で評価したもので、◎:割れなし、○:微小割れあり、肉厚を貫通する分断割れなし、×:分断割れあり、である。
なお、No.1(No.3、11も同じ)については押出速度を7m/分とし、その他はNo.1と同等の表面品質が得られる限界押出速度を測定し、この押出速度がNo.1に対し同等のもの(No.1の90%以上の場合)を○、70〜89%の場合を△、69%以下の場合を×と評価した。その結果を同じく表2に示す。
【0020】
【表2】
【0021】
さらに、表1に示す化学成分のAl−Mg−Zn系合金鋳塊を、前記の押出材と同じ製造条件で押出成形−プレス焼入れし、2mm×150mmの押出材(フラットバー)を得、これに同じ熱処理を施して供試材とした。各供試材について、耐SCC性を下記要領にて測定した。
クロム酸水溶液(純水1リットル中、無水クロム酸36g、重クロム酸カリ30g、塩化ナトリウム3g)を試験液として用い、各供試材から押出直角方向(LT方向)に応力がかかるように試験片を採取し、試験温度95℃、3点曲げの要領で材料耐力の100%及び75%の負荷を与える条件で実施した。評価基準は、360分浸漬後、拡大鏡にて25倍で観察し、材料表面の亀裂の有無で評価した。亀裂のないものを○、100%負荷試験片のみ亀裂発生の場合は△、75%負荷試験片にも亀裂発生の場合は×と評価した。
【0022】
表2に示すように、組成が本発明の範囲内で絞りが20%以上であるNo.1、2は、最大荷重、吸収エネルギー及び耐割れ性など、横圧壊特性に優れ、押出性、耐SCC性にも優れる。
一方、組成が本発明の範囲内であるが、絞りが20%未満であるNo.3、4、11、12は耐割れ性に劣る。No.3については時効時間が不足したこと、No.4については再結晶組織であること、No.11、12については空冷によるプレス焼入れの冷却速度が低いことが影響した可能性がある。
また、主要成分が本発明の規定を外れるNo.4〜10は、絞りが20%以上で耐割れ性は比較的よいが、押出性(No.5、9)、耐SCC性(No.5、7、10)、強度(No.6、8、9)、最大荷重及び吸収エネルギー(No.6、8、9)のいずれかの特性が劣っている。
【図面の簡単な説明】
【0023】
【図1】バンパー補強材の変形前(実線)及び変形過程の一形態(仮想線)を示す図である。
【図2】実施例に使用したエネルギー吸収部材の断面形状を示す図である。
【図3】実施例の横圧壊試験方法を示す図である。
【符号の説明】
【0024】
2 ステイ
3 供試材
4 剛体
【特許請求の範囲】
【請求項1】
Mg:0.5〜1.8%(質量%、以下同じ)、Zn:4.0〜8.0%、Ti:0.005〜0.3%、Cu:0.05〜0.6%を含有し、さらに、Mn:0.1〜0.7%、Cr:0.03〜0.3%、Zr:0.05〜0.25%のうち1種又は2種以上を含有し、残部Al及び不可避不純物からなるアルミニウム合金押出材であり、これが繊維状組織を有し、かつJIS5号引張試験片にて引張試験を実施したときの破断面の肉厚減少率が20%以上であることを特徴とする圧壊特性に優れるアルミニウム合金押出材。
【請求項1】
Mg:0.5〜1.8%(質量%、以下同じ)、Zn:4.0〜8.0%、Ti:0.005〜0.3%、Cu:0.05〜0.6%を含有し、さらに、Mn:0.1〜0.7%、Cr:0.03〜0.3%、Zr:0.05〜0.25%のうち1種又は2種以上を含有し、残部Al及び不可避不純物からなるアルミニウム合金押出材であり、これが繊維状組織を有し、かつJIS5号引張試験片にて引張試験を実施したときの破断面の肉厚減少率が20%以上であることを特徴とする圧壊特性に優れるアルミニウム合金押出材。
【図1】

【図2】
【図3】

【図2】
【図3】
【公開番号】特開2008−274441(P2008−274441A)
【公開日】平成20年11月13日(2008.11.13)
【国際特許分類】
【出願番号】特願2008−148656(P2008−148656)
【出願日】平成20年6月5日(2008.6.5)
【分割の表示】特願2001−133364(P2001−133364)の分割
【原出願日】平成13年4月27日(2001.4.27)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【公開日】平成20年11月13日(2008.11.13)
【国際特許分類】
【出願日】平成20年6月5日(2008.6.5)
【分割の表示】特願2001−133364(P2001−133364)の分割
【原出願日】平成13年4月27日(2001.4.27)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
[ Back to top ]