
圧密処理木材の製造方法及び圧密処理木材並びに化粧板

【課題】節があっても、圧密処理を行うことができる圧密処理木材の製造方法及び節を有する圧密処理木材並びにそういった圧密処理木材によって化粧単板が形成された化粧板を提供する。
【解決手段】木表側に節部kを有する厚さ9mmの杉製材品の裏面(木裏側)に、節部kを平面的に取り囲むように、節部kよりも一回り大きい深さ3mmの凹部2を形成し、これを、密閉熱盤加熱装置に入れ、厚さが3mmになるように、熱盤温度200℃、加圧圧力30kgf/cm2で10分間熱圧した後、熱盤に冷却水を通して熱盤冷却を行い、熱盤温度が80℃となったところで、圧密処理木材を取り出した。
【解決手段】木表側に節部kを有する厚さ9mmの杉製材品の裏面(木裏側)に、節部kを平面的に取り囲むように、節部kよりも一回り大きい深さ3mmの凹部2を形成し、これを、密閉熱盤加熱装置に入れ、厚さが3mmになるように、熱盤温度200℃、加圧圧力30kgf/cm2で10分間熱圧した後、熱盤に冷却水を通して熱盤冷却を行い、熱盤温度が80℃となったところで、圧密処理木材を取り出した。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、節部分を有する圧密処理木材の製造方法及び圧密処理木材並びにその圧密処理木材によって化粧単板が形成された化粧板に関する。
【背景技術】
【0002】
例えば、広葉樹の代替材料としての針葉樹は、広葉樹に比較して一般的に柔らかく、建築用あるいは家具用材料として用いるには、表面硬度や表面の耐磨耗性等の表面特性、水分や熱に対する耐久性や強度等に問題があるので、こういった針葉樹等の柔らかい木材については、表面特性や耐久性及び強度等を改善するために、水蒸気処理を施して軟化させた後、平盤プレス機で熱圧して最初の厚みの20〜70%程度の厚みにまで圧密化する、所謂、圧密処理が行われている。
【0003】
具体的には、圧密化された木材が元の状態に戻らないように固定する方法によって、以下に示すような方法が採用されている。1)平盤プレス機によって木材を圧縮した状態で、オーブン内に木材を入れ、180℃で16時間〜24時間程度加熱処理したり、2)平盤プレス機によって木材を圧縮した状態でオートクレーブ内に入れ、180℃〜220℃の高圧水蒸気で数分間処理したり、3)熱盤を持つ平盤プレス機の熱盤間に処理すべき木材を配置し、さらにその周囲に弾性シリコン材等の弾性密封材料とさらにその周囲にステンレス材等の所要の厚さ規制治具とを配置した後、熱盤により木材を熱圧し、木材そのものが有する水分を高圧水蒸気化して、2)と同様の高圧水蒸気処理を行う、所謂、密閉圧密処理等が採用されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第3062368号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、節を有する木材の場合、上述した圧密処理を行うと、
1)節部を圧密しきれないので、節部表面が膨れた状態となり、平滑にならない
2)節部に割れや亀裂が発生する
3)節部から溶出したヤニ等の樹脂分が平板プレス機の熱盤に付着し、圧密木材を熱盤 から容易に取り出すことができなくなる
4)節部が黒褐色となり、意匠感を損なう
5)圧密する際に、平板プレス機の熱盤の表面を窪ませてしまう
等の問題が発生するので、実際に圧密処理を行える木材としては、節が全くないか、あってもごく小さなものしかない木材に限られることになり、歩留りが悪く、材料費が高くついていた。
【0006】
そこで、この発明の課題は、節があっても、圧密処理を行うことができる圧密処理木材の製造方法及び節を有する圧密処理木材並びにそういった圧密処理木材によって化粧単板が形成された化粧板を提供することにある。
【課題を解決するための手段】
【0007】
上記の課題を解決するため、請求項1に係る発明は、節部分を有する圧密処理木材の製造方法であって、節部分を取り囲むように、木材の裏面側に、所定深さの凹部を形成した後、その木材に圧密処理を施したことを特徴とする圧密処理木材の製造方法を提供するものである。なお、ここでいう「木材の裏面側」とは、化粧面として使用しないほうの面を意味しており、木表側、木裏側のいずれであってもよい。また、圧密処理については、密閉圧密処理、開放圧密処理、ロール圧密処理等、従来から行われているいずれの方法を採用してもよい。
【0008】
本発明の圧密処理木材の製造方法は、木材を、元の厚みの1/2〜1/3程度に圧密する場合に有効であり、木材の裏面側に形成する凹部の深さは、圧密前の木材の厚みの1/3〜2/3程度に設定することが望ましい。
【0009】
また、凹部の平面形状は、円形状、楕円形状、矩形状、長方形状等、特に限定されるものではなく、凹部の平面サイズも、節部を取り囲む大きさであれば、特に限定されない。ただし、凹部の平面サイズを必要以上に大きくすると、強度不足(密度不足)の面積が大きくなり、木材全体として必要な強度を確保することができなくなるおそれがあるので、節部よりも一回り(片側2.5mm、両側で5mm程度)大きく設定しておくことが望ましい。
【0010】
また、上記の課題を解決するため、請求項2に係る発明は、請求項1に係る発明の製造方法によって製造された圧密処理木材を提供するものである。
【0011】
また、請求項3に係る発明の圧密処理木材は、節部を通過する縦断面には、節部の外側に木目の不連続部が形成されており、この不連続部を境に、節部側は木目の本数が少なく、節部の外側は木目の本数が多くなっていることを特徴としている。
【0012】
また、請求項4に係る発明の圧密処理木材は、裏面側には、節部を取り囲む不連続線が形成されており、前記不連続線の内側と外側とは、連続した同一の表面ではないことを特徴としている。
【0013】
また、請求項5に係る発明は、請求項2、3または4に係る発明の圧密処理木材によって形成された化粧単板を基材に貼着してなる化粧板を提供するものである。なお、前記基材としては、合板、パーティクルボード、配向性ストランドボード、その他中質繊維板、硬質繊維板等が挙げられる。
【発明の効果】
【0014】
以上のように、請求項1に係る発明の圧密処理木材の製造方法では、圧密処理を行う前に、節部分を取り囲むように、木材の裏面側に、所定深さの凹部を形成しているので、圧密処理を行う際、節部分がほとんど圧縮されないか、圧縮されたとしても、その圧縮率が小さいので、圧密処理を行うことによって、1)節部表面が膨れた状態となったり、2)節部に割れや亀裂が発生したり、3)節部から溶出したヤニ等の樹脂分が平板プレス機の熱盤に付着し、圧密木材を熱盤から容易に取り出すことができなくなったり、4)節部が黒褐色となって意匠感を損ねたり、5)圧密する際に、平板プレス機の熱盤の表面を窪ませてしまうといった種々の問題が発生することがない。従って、節を有する木材であっても、圧密処理を行うことが可能となるので、材料費の低減を図ることができ、歩留りが向上する。特に、元の木材の厚さの1/2〜1/3に圧密する場合に有効である。
【0015】
このような方法によって製造された請求項2に係る発明の圧密処理木材は、請求項3に係る発明のように、節部分を通過する縦断面には、節部分の外側に木目の不連続部が形成されており、この不連続部を境に、節部分側は木目の本数が少なく、節部分の外側は木目の本数が多くなっていることを特徴としていると共に、請求項4に係る発明のように、裏面側には、節部分を取り囲む不連続線が形成されており、不連続線の内側と外側とは、連続した同一の表面ではないことを特徴としているので、こういった特徴的な構成を備えた圧密処理木材は、請求項1に係る発明の方法によって製造された圧密処理木材であることを認定することができる。
【0016】
また、請求項5に係る発明の化粧板は、安価に製造することができる、節を有する圧密処理木材によって形成された化粧単板を使用しているので、従来のように、節のない木材をのみを圧密処理してなる圧密処理木材によって形成された化粧単板を貼着してなる化粧板に比べて安価に製造することができる。
【図面の簡単な説明】
【0017】
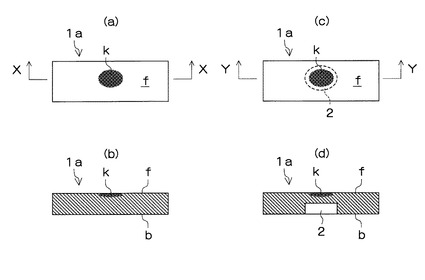
【図1】(a)は節部を有する木材の一例を示す平面図、(b)は(a)のX−X線に沿った断面図、(c)はこの発明に係る圧密処理木材の製造方法に従って同上の木材の裏面に凹部を形成した状態を示す平面図、(d)は(c)のY−Y線に沿った断面図である。
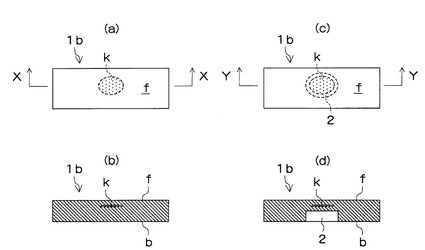
【図2】(a)は節部の形成状態が異なる木材の他の例を示す平面図、(b)は(a)のX−X線に沿った断面図、(c)はこの発明に係る圧密処理木材の製造方法に従って同上の木材の裏面に凹部を形成した状態を示す平面図、(d)は(c)のY−Y線に沿った断面図である。
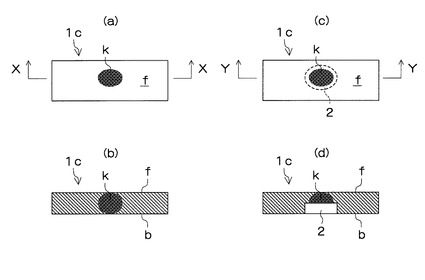
【図3】(a)は節部の形成状態が異なる木材の他の例を示す平面図、(b)は(a)のX−X線に沿った断面図、(c)はこの発明に係る圧密処理木材の製造方法に従って同上の木材の裏面に凹部を形成した状態を示す平面図、(d)は(c)のY−Y線に沿った断面図である。
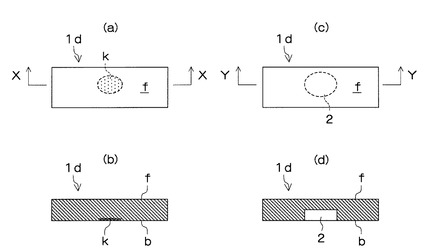
【図4】(a)は節部の形成状態が異なる木材の他の例を示す平面図、(b)は(a)のX−X線に沿った断面図、(c)はこの発明に係る圧密処理木材の製造方法に従って同上の木材の裏面に凹部を形成した状態を示す平面図、(d)は(c)のY−Y線に沿った断面図である。
【図5】(a)は節部の形成状態が異なる木材の他の例を示す平面図、(b)は(a)のX−X線に沿った断面図、(c)はこの発明に係る圧密処理木材の製造方法に従って同上の木材の裏面に凹部を形成した状態を示す平面図、(d)は(c)のY−Y線に沿った断面図である。
【図6】同上の製造方法によって製造された圧密処理木材の裏面図である。
【図7】同上の圧密処理木材の節部を示す縦断面図である。
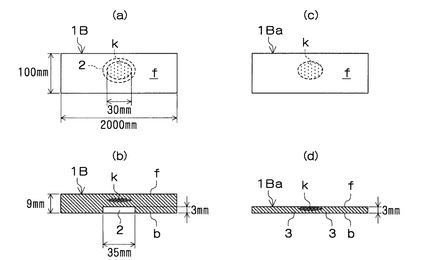
【図8】(a)は実施例1で使用した節部を有する木材の裏面に凹部を形成した状態を示す平面図、(b)は同上の木材の節部部分の縦断面図、(c)は同上の木材から製造された圧密処理木材を示す平面図、(d)は同上の圧密処理木材の節部部分の縦断面図である。
【図9】(a)は実施例2で使用した節部を有する木材の裏面に凹部を形成した状態を示す平面図、(b)は同上の木材の節部部分の縦断面図、(c)は同上の木材から製造された圧密処理木材を示す平面図、(d)は同上の圧密処理木材の節部部分の縦断面図である。
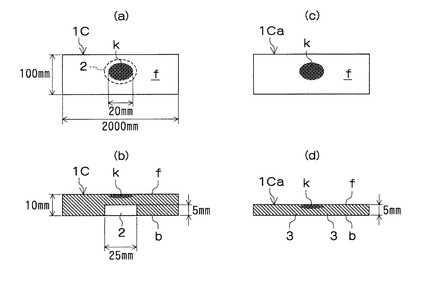
【図10】(a)は実施例3で使用した節部を有する木材の裏面に凹部を形成した状態を示す平面図、(b)は同上の木材の節部部分の縦断面図、(c)は同上の木材から製造された圧密処理木材を示す平面図、(d)は同上の圧密処理木材の節部部分の縦断面図である。
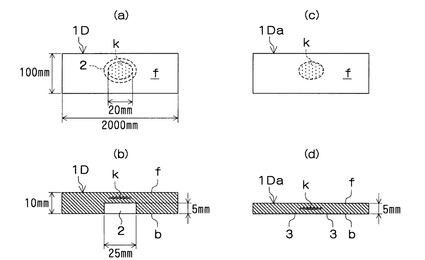
【図11】(a)は実施例4で使用した節部を有する木材の裏面に凹部を形成した状態を示す平面図、(b)は同上の木材の節部部分の縦断面図、(c)は同上の木材から製造された圧密処理木材を示す平面図、(d)は同上の圧密処理木材の節部部分の縦断面図である。
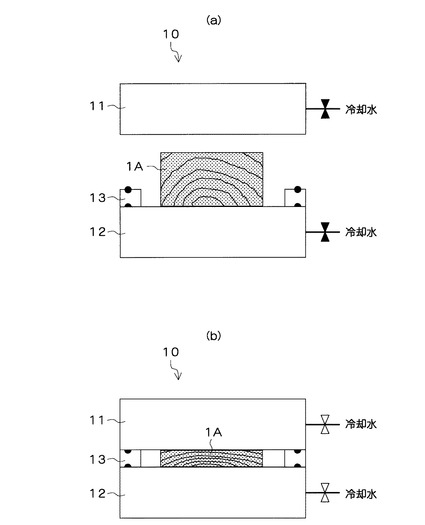
【図12】(a)は裏面に凹部を形成した木材を密閉熱盤加熱装置に入れた状態を示す概略断面図、(b)は同上の密閉熱盤加熱装置によって木材に密閉圧密処理を行っている状態を示す概略断面図である。
【発明を実施するための形態】
【0018】
以下、本発明の圧密処理木材の製造方法について図面を参照して説明する。本発明の圧密処理木材の製造方法は、木材を、元の厚みの1/2〜1/3程度に圧密する場合に有効であり、圧密処理を行う前に、平面的に節部がはみ出さないような状態で、木材の裏面側に、圧密前の木材の厚みの1/3〜2/3程度の深さを有する凹部を形成しておくことを特徴としており、圧密処理については、密閉圧密処理、開放圧密処理、ロール圧密処理等、従来から行われているいずれの方法を採用してもよく、圧密固定化方法も特に限定されるものではない。
【0019】
例えば、図1(a)、(b)及び図2(a)、(b)に示すように、木表f側や厚み方向の中央部に比較的厚みの薄い節部kがあり、木表f側を化粧面として使用する木材1a、1bの場合は、図1(c)、(d)及び図2(c)、(d)に示すように、平面的に節部kがはみ出さないような状態で、節部kよりも一回り(片側2.5mm、両側で5mm程度)大きい、圧密前の木材1a、1bの厚みの1/3〜2/3程度の深さを有する凹部2を木裏b側に形成した後、圧密処理を行うことになる。
【0020】
また、図3(a)、(b)に示すように、木表f側から木裏b側に渡って大きな節部kがあり、木表f側を化粧面として使用する木材1cの場合は、同図(c)、(d)に示すように、平面的に節部kがはみ出さず、節部kを厚み方向に一部切除した状態で、圧密前の木材1cの厚みの1/3〜2/3程度の深さを有する凹部2を木裏b側に形成した後、圧密処理を行うことになる。ただし、この木材1cの場合は、凹部2を形成した状態でも、その凹部2の形成部分は、木表f側から凹部2の底面にわたって節部kが存在しているので、その節部kをなるべく圧縮しないように、凹部2の深さをできるだけ大きく設定しておくほうが望ましい。
【0021】
また、図4(a)、(b)に示すように、木材の木裏b側に比較的厚みの薄い節部kがあり、木表f側を化粧面として使用する木材1dの場合は、同図(c)、(d)に示すように、節部kを完全に切除するような状態で、木裏b側に凹部2を形成することになる。このように、圧密前の木材の厚みの1/3〜2/3程度の深さを有する凹部2を形成すると、節部kが完全に切除されてしまう場合は、凹部2の深さを、そういった寸法に設定する必要はなく、逆に、節部kを完全に切除することに伴う強度低下を考慮すると、節部kを切除することができる最低限の深さに設定しておくことが望ましい。
【0022】
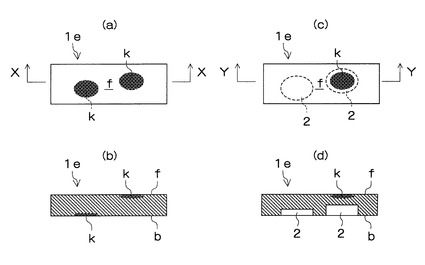
また、図5(a)、(b)に示すように、木材の木表f側及び木裏b側の双方に比較的厚みの薄い節部kがそれぞれあり、木表f側を化粧面として使用する木材1eの場合は、同図(c)、(d)に示すように、平面的にそれぞれの節部kがはみ出さないような状態で、木裏b側に複数の凹部2を形成することになるが、この場合も、節部kを完全に切除してしまうほうの凹部2については、上述したように、節部kを切除することができる最低限の深さに設定しておくことが望ましい。
【0023】
また、通常は、木表側を化粧面として使用するが、あえて、木裏側を化粧面とする場合は、木表側に同様の凹部を形成すればよい。
【0024】
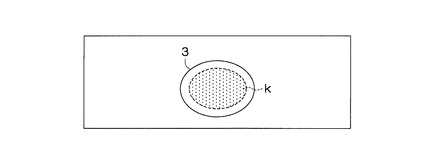
こういった方法で製造された圧密処理木材は、凹部2以外の部分の圧縮量は大きいが、凹部2部分は圧縮量が小さいか、全く圧縮されないので、圧密処理後の木材の裏面には、図6に示すように、凹部2の外形線に対応するように、節部kを取り囲む、浅い細溝状または浅い凹部によって形成される不連続線3が現れることになる。この不連続線3の内側は、凹部2の底面であり、不連続線3の外側は、圧密前の木材の裏面であるので、不連続線3の内側と外側とが略面一になっていても、両者は連続した同一の表面ではない。
【0025】
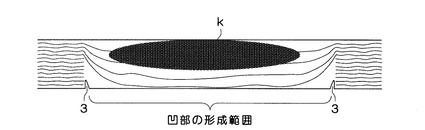
また、本発明の方法で製造された圧密処理木材における、節部kを通過する縦断面には、図7に示すように、凹部2の外周部に対応するように、節部kの外側に木目の不連続部が形成されており、この不連続部を境に、節部k側は木目の本数が少ないが、木目間隔は広く、逆に、節部kの外側は木目の本数は多いが、木目間隔が狭くなっている。
【0026】
従って、圧密処理木材の裏面や縦断面が、こういった特徴的構成を有しているか否かによって、本発明の方法で製造された圧密処理木材か否かを判定することができる。
【0027】
以下、本発明の実施例について説明するが、本発明はこれらの実施例に限定されるものではない。
【0028】
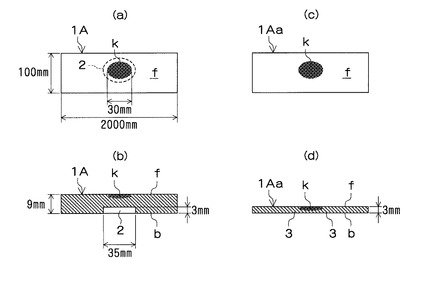
(実施例1)
表1及び図8(a)、(b)に示すように、木表f側に長径約30mm程度の略楕円形状の節部kを有する、密度0.35g/cm3、含水率20%、厚さ9mm、幅100mm、長さ2000mmの杉製材品1Aの裏面(木裏b側)に、節部kを平面的に取り囲むように、節部kよりも一回り大きい、深さ3mm、長径約35mm程度の略楕円形状の凹部2を形成し、これを、図12(a)に示すように、上熱盤11、下熱盤12及び下熱盤12に取り付けた高さ3mmのシールパッキン型枠13を有する密閉熱盤加熱装置10に入れ、熱盤温度200℃、加圧圧力30kgf/cm2で熱圧した。同図(b)に示すように、上熱盤11がシールパッキン型枠13に接してから10分後に、上熱盤11及び下熱盤12に冷却水を通して熱盤冷却を行い、熱盤温度が80℃となったところで、上熱盤11を上昇させて、図8(c)、(d)に示すような、厚さ3mmの圧密処理木材1Aaを取り出した。
【0029】
(実施例2)
表1及び図9(a)、(b)に示すように、節部kが厚み方向の中央部に存在している点を除いて、実施例1と同様の杉製材品1Bを使用し、実施例1と同様の方法で、図9(c)、(d)に示すような、圧密処理木材1Baを製造した。
【0030】
(実施例3)
表1及び図10(a)、(b)に示すように、木表側に長径約20mm程度の略楕円形状の節部kを有する、密度0.45g/cm3、含水率30%、厚さ10mm、幅100mm、長さ2000mmの桧製材品1Cの裏面(木裏側)に、節部kを平面的に取り囲むように、節部kよりも一回り大きい、深さ5mm、長径約25mm程度の略楕円形状の凹部2を形成し、これを、シールパッキン型枠13の高さが5mmに設定された密閉熱盤加熱装置10に入れ、熱盤温度180℃、加圧圧力30kgf/cm2で熱圧した。上熱盤11がシールパッキン型枠13に接してから15分後に、上熱盤11及び下熱盤12に冷却水を通して熱盤冷却を行い、熱盤温度が80℃となったところで、上熱盤11を上昇させて、図10(c)、(d)に示すような、厚さ5mmの圧密処理木材1Caを取り出した。
【0031】
(実施例4)
表1及び図11(a)、(b)に示すように、節部kが厚み方向の中央部に存在している点を除いて、実施例3と同様の桧製材品1Dを使用し、実施例3と同様の方法で、図11(c)、(d)に示すような、圧密処理木材1Daを製造した。
【0032】
(比較例1)
実施例1で使用した杉製材品と同様の杉製材品に凹部を形成することなく、実施例1と同様の方法で、圧密処理木材を製造した。
【0033】
(比較例2)
実施例2で使用した杉製材品と同様の杉製材品に凹部を形成することなく、実施例2と同様の方法で、圧密処理木材を製造した。
【0034】
(比較例3)
実施例3で使用した桧製材品と同様の桧製材品に凹部を形成することなく、実施例3と同様の方法で、圧密処理木材を製造した。
【0035】
(比較例4)
実施例4で使用した桧製材品と同様の桧製材品に凹部を形成することなく、実施例4と同様の方法で、圧密処理木材を製造した。
【0036】
【表1】

【0037】
上述した実施例1〜4及び比較例1〜4で得られたそれぞれの圧密処理木材について、表面平滑状況、部分亀裂発生状況、ヤニ付着発生状況及び意匠感を確認し、それぞれの結果を表2に示した。
【0038】
表2から分かるように、節部kを平面的に取り囲むように、裏面に凹部2を形成した状態で圧密処理を行った実施例1〜4については、表面平滑状況、部分亀裂発生状況、ヤニ付着発生状況及び意匠感の全てについて問題は発生しなかったが、裏面に凹部を形成せずにそのまま圧密処理を行った比較例1〜4については、節部kに対応して表面に凸状の膨れが発生すると共に、熱盤にヤニが付着し、意匠感も好ましいものではなかった。また、厚み方向の中央部に節部kが存在している杉製材品や桧製材品を使用した比較例2、4については、節部周辺に部分亀裂も発生していた。
【0039】
【表2】
【0040】
なお、圧縮率が66.7%の実施例1、2では、凹部2の深さを圧密前の板厚の1/3に設定し、圧縮率50%の実施例3、4では、凹部2の深さを圧密前の板厚の1/2に設定しているが、これに限定されるものではなく、圧縮率と節部の厚み等を考慮して、圧密前の板厚の1/3〜2/3の範囲で適宜設定すればよい。
【産業上の利用可能性】
【0041】
節部を有する木材に圧密処理を行う場合に利用することができる。
【符号の説明】
【0042】
1a、1b、1c、1d、1e 木材
1A、1B 杉製材品
1C、1D 桧製材品
1Aa、1Ba、1Ca、1Da 圧密処理木材
2 凹部
3 不連続線
10 密閉熱盤加熱装置
11 上熱盤
12 下熱盤
13 シールパッキン型枠
b 木裏
f 木表
k 節部
【技術分野】
【0001】
この発明は、節部分を有する圧密処理木材の製造方法及び圧密処理木材並びにその圧密処理木材によって化粧単板が形成された化粧板に関する。
【背景技術】
【0002】
例えば、広葉樹の代替材料としての針葉樹は、広葉樹に比較して一般的に柔らかく、建築用あるいは家具用材料として用いるには、表面硬度や表面の耐磨耗性等の表面特性、水分や熱に対する耐久性や強度等に問題があるので、こういった針葉樹等の柔らかい木材については、表面特性や耐久性及び強度等を改善するために、水蒸気処理を施して軟化させた後、平盤プレス機で熱圧して最初の厚みの20〜70%程度の厚みにまで圧密化する、所謂、圧密処理が行われている。
【0003】
具体的には、圧密化された木材が元の状態に戻らないように固定する方法によって、以下に示すような方法が採用されている。1)平盤プレス機によって木材を圧縮した状態で、オーブン内に木材を入れ、180℃で16時間〜24時間程度加熱処理したり、2)平盤プレス機によって木材を圧縮した状態でオートクレーブ内に入れ、180℃〜220℃の高圧水蒸気で数分間処理したり、3)熱盤を持つ平盤プレス機の熱盤間に処理すべき木材を配置し、さらにその周囲に弾性シリコン材等の弾性密封材料とさらにその周囲にステンレス材等の所要の厚さ規制治具とを配置した後、熱盤により木材を熱圧し、木材そのものが有する水分を高圧水蒸気化して、2)と同様の高圧水蒸気処理を行う、所謂、密閉圧密処理等が採用されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第3062368号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、節を有する木材の場合、上述した圧密処理を行うと、
1)節部を圧密しきれないので、節部表面が膨れた状態となり、平滑にならない
2)節部に割れや亀裂が発生する
3)節部から溶出したヤニ等の樹脂分が平板プレス機の熱盤に付着し、圧密木材を熱盤 から容易に取り出すことができなくなる
4)節部が黒褐色となり、意匠感を損なう
5)圧密する際に、平板プレス機の熱盤の表面を窪ませてしまう
等の問題が発生するので、実際に圧密処理を行える木材としては、節が全くないか、あってもごく小さなものしかない木材に限られることになり、歩留りが悪く、材料費が高くついていた。
【0006】
そこで、この発明の課題は、節があっても、圧密処理を行うことができる圧密処理木材の製造方法及び節を有する圧密処理木材並びにそういった圧密処理木材によって化粧単板が形成された化粧板を提供することにある。
【課題を解決するための手段】
【0007】
上記の課題を解決するため、請求項1に係る発明は、節部分を有する圧密処理木材の製造方法であって、節部分を取り囲むように、木材の裏面側に、所定深さの凹部を形成した後、その木材に圧密処理を施したことを特徴とする圧密処理木材の製造方法を提供するものである。なお、ここでいう「木材の裏面側」とは、化粧面として使用しないほうの面を意味しており、木表側、木裏側のいずれであってもよい。また、圧密処理については、密閉圧密処理、開放圧密処理、ロール圧密処理等、従来から行われているいずれの方法を採用してもよい。
【0008】
本発明の圧密処理木材の製造方法は、木材を、元の厚みの1/2〜1/3程度に圧密する場合に有効であり、木材の裏面側に形成する凹部の深さは、圧密前の木材の厚みの1/3〜2/3程度に設定することが望ましい。
【0009】
また、凹部の平面形状は、円形状、楕円形状、矩形状、長方形状等、特に限定されるものではなく、凹部の平面サイズも、節部を取り囲む大きさであれば、特に限定されない。ただし、凹部の平面サイズを必要以上に大きくすると、強度不足(密度不足)の面積が大きくなり、木材全体として必要な強度を確保することができなくなるおそれがあるので、節部よりも一回り(片側2.5mm、両側で5mm程度)大きく設定しておくことが望ましい。
【0010】
また、上記の課題を解決するため、請求項2に係る発明は、請求項1に係る発明の製造方法によって製造された圧密処理木材を提供するものである。
【0011】
また、請求項3に係る発明の圧密処理木材は、節部を通過する縦断面には、節部の外側に木目の不連続部が形成されており、この不連続部を境に、節部側は木目の本数が少なく、節部の外側は木目の本数が多くなっていることを特徴としている。
【0012】
また、請求項4に係る発明の圧密処理木材は、裏面側には、節部を取り囲む不連続線が形成されており、前記不連続線の内側と外側とは、連続した同一の表面ではないことを特徴としている。
【0013】
また、請求項5に係る発明は、請求項2、3または4に係る発明の圧密処理木材によって形成された化粧単板を基材に貼着してなる化粧板を提供するものである。なお、前記基材としては、合板、パーティクルボード、配向性ストランドボード、その他中質繊維板、硬質繊維板等が挙げられる。
【発明の効果】
【0014】
以上のように、請求項1に係る発明の圧密処理木材の製造方法では、圧密処理を行う前に、節部分を取り囲むように、木材の裏面側に、所定深さの凹部を形成しているので、圧密処理を行う際、節部分がほとんど圧縮されないか、圧縮されたとしても、その圧縮率が小さいので、圧密処理を行うことによって、1)節部表面が膨れた状態となったり、2)節部に割れや亀裂が発生したり、3)節部から溶出したヤニ等の樹脂分が平板プレス機の熱盤に付着し、圧密木材を熱盤から容易に取り出すことができなくなったり、4)節部が黒褐色となって意匠感を損ねたり、5)圧密する際に、平板プレス機の熱盤の表面を窪ませてしまうといった種々の問題が発生することがない。従って、節を有する木材であっても、圧密処理を行うことが可能となるので、材料費の低減を図ることができ、歩留りが向上する。特に、元の木材の厚さの1/2〜1/3に圧密する場合に有効である。
【0015】
このような方法によって製造された請求項2に係る発明の圧密処理木材は、請求項3に係る発明のように、節部分を通過する縦断面には、節部分の外側に木目の不連続部が形成されており、この不連続部を境に、節部分側は木目の本数が少なく、節部分の外側は木目の本数が多くなっていることを特徴としていると共に、請求項4に係る発明のように、裏面側には、節部分を取り囲む不連続線が形成されており、不連続線の内側と外側とは、連続した同一の表面ではないことを特徴としているので、こういった特徴的な構成を備えた圧密処理木材は、請求項1に係る発明の方法によって製造された圧密処理木材であることを認定することができる。
【0016】
また、請求項5に係る発明の化粧板は、安価に製造することができる、節を有する圧密処理木材によって形成された化粧単板を使用しているので、従来のように、節のない木材をのみを圧密処理してなる圧密処理木材によって形成された化粧単板を貼着してなる化粧板に比べて安価に製造することができる。
【図面の簡単な説明】
【0017】
【図1】(a)は節部を有する木材の一例を示す平面図、(b)は(a)のX−X線に沿った断面図、(c)はこの発明に係る圧密処理木材の製造方法に従って同上の木材の裏面に凹部を形成した状態を示す平面図、(d)は(c)のY−Y線に沿った断面図である。
【図2】(a)は節部の形成状態が異なる木材の他の例を示す平面図、(b)は(a)のX−X線に沿った断面図、(c)はこの発明に係る圧密処理木材の製造方法に従って同上の木材の裏面に凹部を形成した状態を示す平面図、(d)は(c)のY−Y線に沿った断面図である。
【図3】(a)は節部の形成状態が異なる木材の他の例を示す平面図、(b)は(a)のX−X線に沿った断面図、(c)はこの発明に係る圧密処理木材の製造方法に従って同上の木材の裏面に凹部を形成した状態を示す平面図、(d)は(c)のY−Y線に沿った断面図である。
【図4】(a)は節部の形成状態が異なる木材の他の例を示す平面図、(b)は(a)のX−X線に沿った断面図、(c)はこの発明に係る圧密処理木材の製造方法に従って同上の木材の裏面に凹部を形成した状態を示す平面図、(d)は(c)のY−Y線に沿った断面図である。
【図5】(a)は節部の形成状態が異なる木材の他の例を示す平面図、(b)は(a)のX−X線に沿った断面図、(c)はこの発明に係る圧密処理木材の製造方法に従って同上の木材の裏面に凹部を形成した状態を示す平面図、(d)は(c)のY−Y線に沿った断面図である。
【図6】同上の製造方法によって製造された圧密処理木材の裏面図である。
【図7】同上の圧密処理木材の節部を示す縦断面図である。
【図8】(a)は実施例1で使用した節部を有する木材の裏面に凹部を形成した状態を示す平面図、(b)は同上の木材の節部部分の縦断面図、(c)は同上の木材から製造された圧密処理木材を示す平面図、(d)は同上の圧密処理木材の節部部分の縦断面図である。
【図9】(a)は実施例2で使用した節部を有する木材の裏面に凹部を形成した状態を示す平面図、(b)は同上の木材の節部部分の縦断面図、(c)は同上の木材から製造された圧密処理木材を示す平面図、(d)は同上の圧密処理木材の節部部分の縦断面図である。
【図10】(a)は実施例3で使用した節部を有する木材の裏面に凹部を形成した状態を示す平面図、(b)は同上の木材の節部部分の縦断面図、(c)は同上の木材から製造された圧密処理木材を示す平面図、(d)は同上の圧密処理木材の節部部分の縦断面図である。
【図11】(a)は実施例4で使用した節部を有する木材の裏面に凹部を形成した状態を示す平面図、(b)は同上の木材の節部部分の縦断面図、(c)は同上の木材から製造された圧密処理木材を示す平面図、(d)は同上の圧密処理木材の節部部分の縦断面図である。
【図12】(a)は裏面に凹部を形成した木材を密閉熱盤加熱装置に入れた状態を示す概略断面図、(b)は同上の密閉熱盤加熱装置によって木材に密閉圧密処理を行っている状態を示す概略断面図である。
【発明を実施するための形態】
【0018】
以下、本発明の圧密処理木材の製造方法について図面を参照して説明する。本発明の圧密処理木材の製造方法は、木材を、元の厚みの1/2〜1/3程度に圧密する場合に有効であり、圧密処理を行う前に、平面的に節部がはみ出さないような状態で、木材の裏面側に、圧密前の木材の厚みの1/3〜2/3程度の深さを有する凹部を形成しておくことを特徴としており、圧密処理については、密閉圧密処理、開放圧密処理、ロール圧密処理等、従来から行われているいずれの方法を採用してもよく、圧密固定化方法も特に限定されるものではない。
【0019】
例えば、図1(a)、(b)及び図2(a)、(b)に示すように、木表f側や厚み方向の中央部に比較的厚みの薄い節部kがあり、木表f側を化粧面として使用する木材1a、1bの場合は、図1(c)、(d)及び図2(c)、(d)に示すように、平面的に節部kがはみ出さないような状態で、節部kよりも一回り(片側2.5mm、両側で5mm程度)大きい、圧密前の木材1a、1bの厚みの1/3〜2/3程度の深さを有する凹部2を木裏b側に形成した後、圧密処理を行うことになる。
【0020】
また、図3(a)、(b)に示すように、木表f側から木裏b側に渡って大きな節部kがあり、木表f側を化粧面として使用する木材1cの場合は、同図(c)、(d)に示すように、平面的に節部kがはみ出さず、節部kを厚み方向に一部切除した状態で、圧密前の木材1cの厚みの1/3〜2/3程度の深さを有する凹部2を木裏b側に形成した後、圧密処理を行うことになる。ただし、この木材1cの場合は、凹部2を形成した状態でも、その凹部2の形成部分は、木表f側から凹部2の底面にわたって節部kが存在しているので、その節部kをなるべく圧縮しないように、凹部2の深さをできるだけ大きく設定しておくほうが望ましい。
【0021】
また、図4(a)、(b)に示すように、木材の木裏b側に比較的厚みの薄い節部kがあり、木表f側を化粧面として使用する木材1dの場合は、同図(c)、(d)に示すように、節部kを完全に切除するような状態で、木裏b側に凹部2を形成することになる。このように、圧密前の木材の厚みの1/3〜2/3程度の深さを有する凹部2を形成すると、節部kが完全に切除されてしまう場合は、凹部2の深さを、そういった寸法に設定する必要はなく、逆に、節部kを完全に切除することに伴う強度低下を考慮すると、節部kを切除することができる最低限の深さに設定しておくことが望ましい。
【0022】
また、図5(a)、(b)に示すように、木材の木表f側及び木裏b側の双方に比較的厚みの薄い節部kがそれぞれあり、木表f側を化粧面として使用する木材1eの場合は、同図(c)、(d)に示すように、平面的にそれぞれの節部kがはみ出さないような状態で、木裏b側に複数の凹部2を形成することになるが、この場合も、節部kを完全に切除してしまうほうの凹部2については、上述したように、節部kを切除することができる最低限の深さに設定しておくことが望ましい。
【0023】
また、通常は、木表側を化粧面として使用するが、あえて、木裏側を化粧面とする場合は、木表側に同様の凹部を形成すればよい。
【0024】
こういった方法で製造された圧密処理木材は、凹部2以外の部分の圧縮量は大きいが、凹部2部分は圧縮量が小さいか、全く圧縮されないので、圧密処理後の木材の裏面には、図6に示すように、凹部2の外形線に対応するように、節部kを取り囲む、浅い細溝状または浅い凹部によって形成される不連続線3が現れることになる。この不連続線3の内側は、凹部2の底面であり、不連続線3の外側は、圧密前の木材の裏面であるので、不連続線3の内側と外側とが略面一になっていても、両者は連続した同一の表面ではない。
【0025】
また、本発明の方法で製造された圧密処理木材における、節部kを通過する縦断面には、図7に示すように、凹部2の外周部に対応するように、節部kの外側に木目の不連続部が形成されており、この不連続部を境に、節部k側は木目の本数が少ないが、木目間隔は広く、逆に、節部kの外側は木目の本数は多いが、木目間隔が狭くなっている。
【0026】
従って、圧密処理木材の裏面や縦断面が、こういった特徴的構成を有しているか否かによって、本発明の方法で製造された圧密処理木材か否かを判定することができる。
【0027】
以下、本発明の実施例について説明するが、本発明はこれらの実施例に限定されるものではない。
【0028】
(実施例1)
表1及び図8(a)、(b)に示すように、木表f側に長径約30mm程度の略楕円形状の節部kを有する、密度0.35g/cm3、含水率20%、厚さ9mm、幅100mm、長さ2000mmの杉製材品1Aの裏面(木裏b側)に、節部kを平面的に取り囲むように、節部kよりも一回り大きい、深さ3mm、長径約35mm程度の略楕円形状の凹部2を形成し、これを、図12(a)に示すように、上熱盤11、下熱盤12及び下熱盤12に取り付けた高さ3mmのシールパッキン型枠13を有する密閉熱盤加熱装置10に入れ、熱盤温度200℃、加圧圧力30kgf/cm2で熱圧した。同図(b)に示すように、上熱盤11がシールパッキン型枠13に接してから10分後に、上熱盤11及び下熱盤12に冷却水を通して熱盤冷却を行い、熱盤温度が80℃となったところで、上熱盤11を上昇させて、図8(c)、(d)に示すような、厚さ3mmの圧密処理木材1Aaを取り出した。
【0029】
(実施例2)
表1及び図9(a)、(b)に示すように、節部kが厚み方向の中央部に存在している点を除いて、実施例1と同様の杉製材品1Bを使用し、実施例1と同様の方法で、図9(c)、(d)に示すような、圧密処理木材1Baを製造した。
【0030】
(実施例3)
表1及び図10(a)、(b)に示すように、木表側に長径約20mm程度の略楕円形状の節部kを有する、密度0.45g/cm3、含水率30%、厚さ10mm、幅100mm、長さ2000mmの桧製材品1Cの裏面(木裏側)に、節部kを平面的に取り囲むように、節部kよりも一回り大きい、深さ5mm、長径約25mm程度の略楕円形状の凹部2を形成し、これを、シールパッキン型枠13の高さが5mmに設定された密閉熱盤加熱装置10に入れ、熱盤温度180℃、加圧圧力30kgf/cm2で熱圧した。上熱盤11がシールパッキン型枠13に接してから15分後に、上熱盤11及び下熱盤12に冷却水を通して熱盤冷却を行い、熱盤温度が80℃となったところで、上熱盤11を上昇させて、図10(c)、(d)に示すような、厚さ5mmの圧密処理木材1Caを取り出した。
【0031】
(実施例4)
表1及び図11(a)、(b)に示すように、節部kが厚み方向の中央部に存在している点を除いて、実施例3と同様の桧製材品1Dを使用し、実施例3と同様の方法で、図11(c)、(d)に示すような、圧密処理木材1Daを製造した。
【0032】
(比較例1)
実施例1で使用した杉製材品と同様の杉製材品に凹部を形成することなく、実施例1と同様の方法で、圧密処理木材を製造した。
【0033】
(比較例2)
実施例2で使用した杉製材品と同様の杉製材品に凹部を形成することなく、実施例2と同様の方法で、圧密処理木材を製造した。
【0034】
(比較例3)
実施例3で使用した桧製材品と同様の桧製材品に凹部を形成することなく、実施例3と同様の方法で、圧密処理木材を製造した。
【0035】
(比較例4)
実施例4で使用した桧製材品と同様の桧製材品に凹部を形成することなく、実施例4と同様の方法で、圧密処理木材を製造した。
【0036】
【表1】
【0037】
上述した実施例1〜4及び比較例1〜4で得られたそれぞれの圧密処理木材について、表面平滑状況、部分亀裂発生状況、ヤニ付着発生状況及び意匠感を確認し、それぞれの結果を表2に示した。
【0038】
表2から分かるように、節部kを平面的に取り囲むように、裏面に凹部2を形成した状態で圧密処理を行った実施例1〜4については、表面平滑状況、部分亀裂発生状況、ヤニ付着発生状況及び意匠感の全てについて問題は発生しなかったが、裏面に凹部を形成せずにそのまま圧密処理を行った比較例1〜4については、節部kに対応して表面に凸状の膨れが発生すると共に、熱盤にヤニが付着し、意匠感も好ましいものではなかった。また、厚み方向の中央部に節部kが存在している杉製材品や桧製材品を使用した比較例2、4については、節部周辺に部分亀裂も発生していた。
【0039】
【表2】
【0040】
なお、圧縮率が66.7%の実施例1、2では、凹部2の深さを圧密前の板厚の1/3に設定し、圧縮率50%の実施例3、4では、凹部2の深さを圧密前の板厚の1/2に設定しているが、これに限定されるものではなく、圧縮率と節部の厚み等を考慮して、圧密前の板厚の1/3〜2/3の範囲で適宜設定すればよい。
【産業上の利用可能性】
【0041】
節部を有する木材に圧密処理を行う場合に利用することができる。
【符号の説明】
【0042】
1a、1b、1c、1d、1e 木材
1A、1B 杉製材品
1C、1D 桧製材品
1Aa、1Ba、1Ca、1Da 圧密処理木材
2 凹部
3 不連続線
10 密閉熱盤加熱装置
11 上熱盤
12 下熱盤
13 シールパッキン型枠
b 木裏
f 木表
k 節部
【特許請求の範囲】
【請求項1】
節部分を有する圧密処理木材の製造方法であって、
節部分を取り囲むように、木材の裏面側に、所定深さの凹部を形成した後、
その木材に圧密処理を施したことを特徴とする圧密処理木材の製造方法。
【請求項2】
請求項1に記載の製造方法によって製造された圧密処理木材。
【請求項3】
節部分を通過する縦断面には、節部の外側に木目の不連続部が形成されており、
この不連続部を境に、節部側は木目の本数が少なく、節部の外側は木目の本数が多くなっていることを特徴とする圧密処理木材。
【請求項4】
裏面側には、節部を取り囲む不連続線が形成されており、
前記不連続線の内側と外側とは、連続した同一の表面ではないことを特徴とする圧密処理木材。
【請求項5】
請求項2、3または4に記載の圧密処理木材によって形成された化粧単板を基材に貼着してなる化粧板。
【請求項1】
節部分を有する圧密処理木材の製造方法であって、
節部分を取り囲むように、木材の裏面側に、所定深さの凹部を形成した後、
その木材に圧密処理を施したことを特徴とする圧密処理木材の製造方法。
【請求項2】
請求項1に記載の製造方法によって製造された圧密処理木材。
【請求項3】
節部分を通過する縦断面には、節部の外側に木目の不連続部が形成されており、
この不連続部を境に、節部側は木目の本数が少なく、節部の外側は木目の本数が多くなっていることを特徴とする圧密処理木材。
【請求項4】
裏面側には、節部を取り囲む不連続線が形成されており、
前記不連続線の内側と外側とは、連続した同一の表面ではないことを特徴とする圧密処理木材。
【請求項5】
請求項2、3または4に記載の圧密処理木材によって形成された化粧単板を基材に貼着してなる化粧板。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−35507(P2012−35507A)
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願番号】特願2010−177731(P2010−177731)
【出願日】平成22年8月6日(2010.8.6)
【出願人】(000000413)永大産業株式会社 (243)
【Fターム(参考)】
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願日】平成22年8月6日(2010.8.6)
【出願人】(000000413)永大産業株式会社 (243)
【Fターム(参考)】
[ Back to top ]