
圧延パススケジュールの決定方法

【課題】ロールシフト機能を有する圧延機で、ロールシフトを極力行わず且つ圧延材の平坦度を満たすような圧延パススケジュールを決定する。
【解決手段】nパスでの圧延荷重及びロールシフト量を設定した上で、該nパスから逆上して、ロールシフト量の変更量がゼロ又は最小となるようにnー1パスの圧延荷重を決定する。
【解決手段】nパスでの圧延荷重及びロールシフト量を設定した上で、該nパスから逆上して、ロールシフト量の変更量がゼロ又は最小となるようにnー1パスの圧延荷重を決定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、圧延機で圧延材を圧延する際に用いられる圧延パススケジュールの決定方法に関する。
【背景技術】
【0002】
圧延機で圧延材を圧延して厚板を製造する際に、圧延パススケジュール、すなわち各パスでの圧延条件(圧延荷重やワークロールのシフト量等)を適正に設定することは、圧延材の出側板クラウンや仕上げ形状の確保のために極めて重要なことである。かかる圧延パススケジュールを決定する方法は、従来より数々開発されている。
例えば、特許文献1には、最終パスから逆上して、板クラウン比率の変化が所定値となるように各パスの圧延荷重と出側板厚とを決定してそれらを形状調整パスとし、該形状調整パスの圧延荷重が圧延機の許容最大圧延荷重を越えた時点で、圧延荷重を許容最大圧延荷重に置き換えて得られるパスを継ぎパスとし、圧延機の許容最大圧延荷重の制約を満足するように圧延荷重と出側板厚とを決定して得られるパスをミル能力最大パスとし、継ぎパスに隣接する形状調整パスの圧延荷重と許容最大圧延荷重との差を求め、該求めた圧延荷重差が所定値以下の場合、前記継ぎパスに隣接する形状調整パスの圧延荷重を所定値引き下げて当該パスの圧延荷重とするような圧延パススケジュールの決定方法が開示されている。
【0003】
一方、圧延材の平坦度、特に出側平坦度が目標値と一致するように圧延を行うことは、厚板圧延等においては非常に重要な事項であり、かかる平坦度を確保するために、圧延荷重に加え、ワークロールのロールクラウンが可変となる圧延機が用いられている。該圧延機でロールクラウンを可変とする手段は数々提案されているが、ワークロールをその軸芯方向にシフト(移動)させるロールシフトがよく用いられるものとなっている。
特許文献2には、前述のようなロールシフト機能を有する圧延機において、出側目標板厚、出側目標板クラウン、目標平坦度を入力として目標メカニカルクラウンを決定し、決定された目標メカニカルクラウンと、圧延機の最大圧延荷重の範囲内で与えられた目標圧延荷重とから、クラウン制御操作量を決定する手法が開示されており、かかるクラウン制御操作量の決定手法を、最終nパスからはじめて1パスまで繰り返すことによって、製品の目標板クラウン・平坦度が良好となるような圧延パススケジュールの決定方法が開示されている(図7参照)。具体的には、該圧延パススケジュールで決定されたクラウン制御量を基に、圧延機の上下ワークロールを互いに軸方向に相対移動させて、板形状制御を行うようにしている。
【特許文献1】特許第3406429号公報(第1頁〜第3頁、図1)
【特許文献2】特許第2524672号公報(第1頁〜第5頁、図1)
【発明の開示】
【発明が解決しようとする課題】
【0004】
特許文献1の技術は、板クラウンや平坦度が所定値となるように、各パスの圧延荷重と出側板厚とを決定するものであるが、ロールシフト量の制御については全く述べられいない。したがって、ロールシフト機能を有する圧延機で圧延を行うにあたっては、当該技術は適用できない。
また、現場の実績として、ロールシフト機能を有する圧延機で平坦度制御を行うに際しては、ロールシフト量と圧延荷重との両者を的確に制御することが重要であることがわかっており、特許文献1の技術の如く、ロールシフト量を勘案しないで圧延荷重を決定したとしても的確な平坦度制御は困難であると予想される。
【0005】
特許文献2の技術は、各パスにおいて予め設定されている目標圧延荷重を基に、上下ワークロールを互いに軸方向に相対移動させて板クラウン形状の制御を行うものであり、ロールシフト機能を有する圧延機で板クラウン制御を積極的に行うものとなっている。その反面、各パスごとに圧延機のロールシフト量を変更する必要性が生じるものとなっている。一般的に、ロールシフト量の変更は圧延荷重の変更に比べて時間を要するものであって、各パス毎のロールシフト量変更を行うようにすると、切り替え作業が繁雑になるばかりか生産能率が著しく低下する原因となっていた。
【0006】
そこで、本発明は、上記問題点に鑑み、ロールシフト機能を有する圧延機で、ワークロールのロールシフトを極力行わないで圧延材の平坦度を目標値に一致させることのできる圧延パススケジュールの決定方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
前記目的を達成するため、本発明においては以下の技術的手段を講じた。
すなわち、本発明における課題解決のための技術的手段は、ロールシフト機能を有する圧延機で圧延材を圧延するに際し、圧延機の圧延荷重とロールシフト量とを各パス毎に決定する圧延パススケジュールの決定方法において、nパスでの圧延荷重及びロールシフト量を設定した上で、該nパスから逆上して、ロールシフト量の変更量がゼロ又は最小となるようにnー1パス〜1パスの圧延荷重を決定することを特徴とする。
この技術的手段により決定された圧延パススケジュールに基づいて圧延を行うと、前パス(n−1パス)→現パス(nパス)間におけるロールシフト量の大幅な変更を行う必要がなくなり、生産能率を向上させることが可能となる。
【0008】
好ましくは、前記圧延パススケジュール決定方法は、出側板クラウンと出側板厚と目標平坦度とに基づいて、入側板クラウンを算出する入側板クラウン算出工程と、該入側板クラウン算出工程で算出された入側板クラウンを実現するための圧延荷重とロールシフト位置とを算出する圧延条件算出工程とを有しており、前記圧延条件算出工程は、予め設定された圧延荷重の基でnパスのロールシフト位置を決定するシフト位置決定工程と、各パス間でロールシフト量の変更量がゼロ又は最小となる条件の基でn−1パス〜1パスの圧延荷重を決定する圧延荷重決定工程とを有するとよい。
【0009】
さらに好ましくは、前記圧延荷重決定工程は、入力されたnパスのロールシフト量をn−1パスのロールシフト量とすると共に、該ロールシフト量の基でn−1パスの入側板クラウンを実現するようなn−1パスの圧延荷重を算出して、該算出された圧延荷重及びロールシフト量を出力する逆上工程と、前記逆上工程の出力を当該逆上工程の入力に置き換える置き換え工程とを有し、前記逆上工程と置き換え工程とを繰り返すことで、n−1パス〜1パスの各圧延条件を求めるとよい。
以下、本発明の解決原理を説明する。
【0010】
本発明は、ロールシフト機能を有する圧延機で圧延材を圧延するに際し、圧延機の圧延荷重とロールシフト量とをnパス〜1パスの各パス毎に決定するものである。
特に、nパスの圧延荷重及びロールシフト量は、入側板クラウン算出工程とシフト位置決定工程とを用いて、ロールシフトを積極的に行う観点から決定する。一方、n−1パス〜1パスの圧延荷重とロールシフト量とは、既算出のnパス圧延条件から逆上することにより、入側板クラウン算出工程と圧延荷重決定工程とを用いて、ロールシフト量の変更量がゼロ又は最小となるような条件下で算出する。
【0011】
詳しくは、まず、ある圧延パス(nパス)で、入側板クラウン算出工程により、出側板クラウンと出側板厚と目標平坦度とに基づいて、入側板クラウンを算出するようにする。
次に、算出されたnパスの入側板クラウンを実現するべく、圧延条件算出工程でnパスの圧延荷重とロールシフト位置とを算出する。つまり、圧延条件算出工程に備えられたシフト位置決定工程で、予め設定されたnパスの圧延荷重を記憶テーブルなどから読み込んだ上で、圧延モデル等を用いてnパスのロールシフト位置を決定する。
次に、再度、入側板クラウン算出工程を用いることで、nー1パスにおける出側板クラウンと出側板厚と目標平坦度とに基づき、nー1パスの入側板クラウンを算出するようにする。
【0012】
その後、圧延条件算出工程に備えられた圧延荷重決定工程により、各パス間でのロールシフト位置を変更しない条件の基でn−1パス〜1パスの圧延荷重を決定する。具体的には、既算出であるnパスの圧延条件を逆上工程に入力する。この逆上工程では、入力されたnパスのロールシフト量をn−1パスのロールシフト量とすると共に、該ロールシフト量の基で、既算出のn−1パス入側板クラウンを実現するような圧延荷重を算出し、算出されたn−1パスの圧延荷重及びロールシフト量を出力する。
その後、置き換え工程でnー1をnと読みかえて再帰的に逆上工程を行うことで、n−1パス〜1パスの各圧延条件を求めるようにする。
【0013】
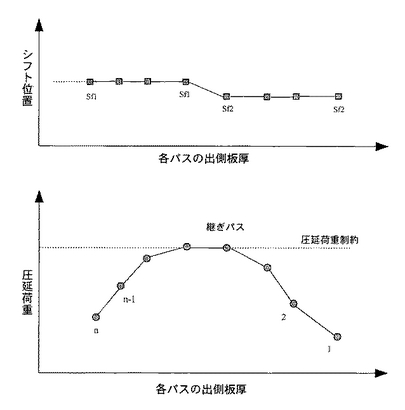
このようにして求められた圧延パススケジュールは、各パス間でのロールシフト量が据え置きであってその変更量はゼロとなっているため、図2に示すように、圧延荷重は変動するものの、ロールのシフト位置は全く変更しないもの(Sf1やSf2)となっている。
なお、圧延材の圧延波を防止しつつ入側板クラウンを目標値とするためには、次式で求められる目標平坦度(板クラウン比率変化)εがゼロとなるように圧延条件を設定する必要がある。
【0014】
ε=CH2/H2ーCH1/H1 ・・・(1)
CH1:入側板クラウン
CH2:出側板クラウン
H1 :入側板厚
H2 :出側板厚
【0015】
つまり、圧延材の目標平坦度を一定範囲内に納めるためには、入側の板クラウン比率と出側の板クラウン比率を略同一にする必要があり、そのために、各圧延パスにおいて、出側板クラウン及び入側板クラウンをそれぞれ所定の目標範囲内に納めるとよい。
【0016】
かかる板クラウンの制御に関しては、(i)ワークロールのシフト量を変更する、(ii)圧延機における圧延荷重を変更する、の2方法があり、圧延荷重が過大の場合、ロールのたわみが大きくなり鼓型の板クラウン形状となり、圧延荷重が過小の場合、ロールのたわみが小さく樽型の板クラウン形状となることは周知事項である。
また、前記nパスは、最終パスであるとよい。
これにより、最終パスから開始パス(1パス)までの各パスにおける圧延条件を算出することができるようになる。
【0017】
更に好ましくは、前述の技術的手段で決定された圧延荷重を圧延機に採用できない場合には、該圧延荷重に代えて、圧延材の平坦度が目標値を満たすようなロールシフト量の変更量を決定するとよい。
前述した圧延パススケジュールの決定方法に基づいて、各パスでの圧延荷重を決定する際に、圧延機の設備制約等により設定不可能な圧延荷重を算出する場合がある。そのような時には、圧延荷重を圧延機の制限値とした上でロールシフト量を算出することで、現パスでの圧延機の入側板板クラウンが目標値を満たすようなパススケジュールを決定することが可能となる。
【0018】
なお、本技術的手段でロールシフトを行う場合は、圧延荷重が圧延機の設備制約等により設定不可能な時に限定されるため、毎パスごとの頻繁なロールシフトは行われず、生産性を低下させる等の不都合を生じることはない。
【発明の効果】
【0019】
本発明によれば、ロールシフト機能を有する圧延機で、ワークロールのロールシフトを極力行わない圧延パススケジュールを決定することが可能となる。
【発明を実施するための最良の形態】
【0020】
以下、本発明にかかる圧延パススケジュールの決定方法を、厚板鋼板のリバース圧延を例示して説明する。
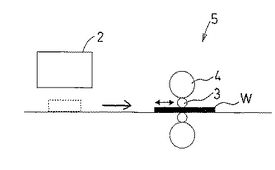
図1には、リバース圧延を行う厚板圧延装置1の概略を示している。当該厚板圧延装置1は、その上流側に圧延材Wを加熱する加熱炉2を有し、加熱炉2の下流側には一対のワークロール3,3と一対のバックアップロール4,4とを備える圧延機5が備えられている。該圧延機5は、圧延荷重や板厚を調整するためにワークロール3間の隙間であるロールギャップを調整できるようになっていると共に、板クラウンを制御するために、ワークロール3がその軸芯方向に移動するシフト機能を有している。
【0021】
前記加熱炉2で所定の温度に加熱された圧延材Wは、圧延機5に導入され、予め決められたパススケジュールに基づいてリバース圧延されるものとなっている。
図2に示す如く、本発明は、前記圧延機5における圧延スケジュールの決定方法であって、ロールシフト機能を有する圧延機5で、ワークロール3のロールシフトを極力行わない圧延パススケジュールを組むものである。
以下、本発明にかかる圧延パススケジュールの決定方法の第1実施形態を図2、図3に基づいて説明する。
【0022】
本実施形態の決定方法は、ロールシフト機能を有する圧延機において、nパスでの圧延荷重及びロールシフト量を設定した上で、該nパスから逆上して、ロールシフト量の変更量がゼロ又は最小となるようにnー1パスの圧延荷重を決定するものである。
詳しくは、本圧延スケジュールの決定方法は、出側板クラウンと出側板厚と目標平坦度とに基づいて、入側板クラウンを算出する入側板クラウン算出工程と、該入側板クラウン算出工程で算出された入側板クラウンを実現するための圧延荷重とロールシフト位置とを算出する圧延条件算出工程とを有している。
【0023】
かかる圧延条件算出工程は、nパスにおける圧延条件を決定する予め設定されたnパスの圧延荷重の基でnパスのロールシフト位置を決定するシフト位置決定工程と、各パス間でロールシフト位置を変更しない条件の基でn−1パス〜1パスの圧延荷重を決定する圧延荷重決定工程とを有している。
この圧延荷重決定工程は、入力されたnパスのロールシフト量をn−1パスのロールシフト量とすると共に、該ロールシフト量の基でn−1パスの入側板クラウンを実現するようなn−1パスの圧延荷重を算出して、該算出された圧延荷重及びロールシフト量を出力する逆上工程と、前記逆上工程の出力を当該逆上工程の入力に置き換える置き換え工程とを有し、前記逆上工程と置き換え工程とを繰り返すようにして圧延条件の算出を進める。なお、前記nパスは、最終パスである。
【0024】
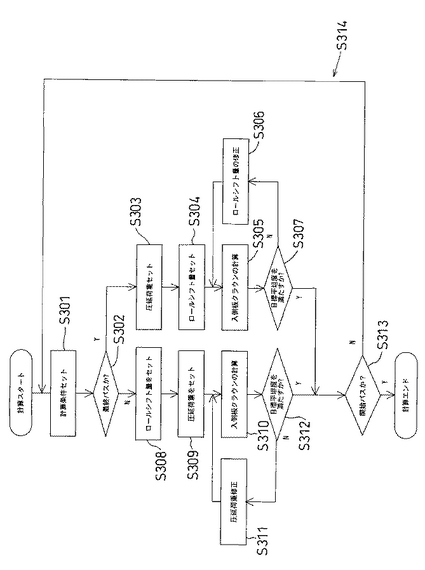
図3は、パススケジュール決定方法の詳細をフローチャートの形で示したものであり、それに従って、パススケジュール決定の手順を述べる。
最初に、計算にあたり必要な計算条件、例えば、圧延材Wの変形抵抗などを初期値として読み込むようにする。(S301)
その後、計算を行うパスが最終パス(nパス)かどうか判定する(S302)。
最終パス(nパス)である場合は、予め設定された圧延荷重とこの圧延荷重から算出されるロールシフト量とをnパスの圧延条件とする。すなわち、予め設定された圧延荷重が記憶されている圧延荷重テーブルなどから、nパスに対応する圧延荷重を読み込むようにし、同時に圧延材Wの出側板厚と出側板クラウンとの目標値も読み込む。(S303)
次に、読み込んだ圧延荷重、出側板厚、出側板クラウンを基に、圧延機5のワークロール3のシフト量(ロールシフト量)を計算する。
【0025】
詳しくは、
(i) ロールクラウン量の初期値を設定する(S304)。
(ii) 式(2)の関係を用いて、圧延材の最終パスにおける入側板クラウンを算出する。この際、出側板クラウン、出側板厚、入側板厚、圧延荷重は既知であるため、式(2)を用いて、一意的に入側板クラウンを決定することができる(S305)。なお、最終パスにおける入側板クラウンは最終パスの1つ前のパスにおける出側板クラウンである。
(iii) 求まった入側板クラウンが予め設定された目標平坦度の範囲内に収まるかどうかどうかを検証し、入側板クラウンが目標平坦度を満たさない場合、圧延荷重はそのままでロールクラウン量すなわちロールシフト位置を変更した上で、(ii)に戻り再計算を進める(S306、シフト位置決定工程)。満たす場合(ε≒0)には最終パスの圧延条件の算出が終了する(S307でYes)。
【0026】
以上述べた(i)〜(iii)の工程を、例えばニュートン法などの収束計算法を用いて行うことで、入側板クラウンが目標平坦度を満たすことのできるロールクラウン量を求めることができるようになる。
【0027】
CH2=f(CH1,H1,H2,Cr,P) ・・・(2)
CH1:入側板クラウン
CH2:出側板クラウン
H1 :入側板厚
H2 :出側板厚
Cr :ロールクラウン量
P :圧延荷重
【0028】
以上のようにして、nパス(最終パス)の圧延条件を算出した後には、かかる圧延条件を用いて逆上し(逆算し)、前パス(n−1パス)の圧延条件を求めるようにする(圧延荷重決定工程)。
【0029】
該圧延荷重決定工程の詳細は、
(i) 最終パス(nパス)での圧延条件である圧延荷重を、n−1パスでの圧延条件を求めるための初期値としてセットする。(S308、S309)。
(ii) 前記シフト位置決定工程で求まったロールシフト量、予め設定されているn−1パスの出側板クラウンや出側板厚を基に、式(2)で示される板クラウンモデルを用いて、n−1パスにおける入側板クラウンを得るように圧延荷重を算出する。(S310、入側板クラウン算出工程)。
(iii) 求まった入側板クラウンが予め設定された目標平坦度の範囲内に収まるかどうかどうかを検証し、入側板クラウンが目標平坦度を満たさない場合、圧延荷重を変更した上で、(ii)に戻り再計算を進める(S311)。満たす場合(ε≒0)には最終パスの圧延条件の算出が終了する(S307でYes)。
【0030】
以上述べた(i)〜(iii)の工程を、例えばニュートン法などの収束計算法を用いて行うことで、入側板クラウンが目標平坦度を満たすことのできる圧延荷重を求めることができるようになる。これにより、n−1パス圧延荷重が求まり、n−1パスにおける圧延パススケジュールが決定される。以上述べたS308〜S312の工程が圧延荷重のみを変更する逆上工程である。
【0031】
前記逆上工程により、n−1パスの圧延条件を算出した後には、算出された圧延条件を用いて逆上し、前々パス(n−2パス)の圧延条件を求めるようにする。すなわち、算出されたn−1パスの圧延条件を前記逆上工程の入力とするとよい(置き換え工程、S314)。
前記逆上工程と置き換え工程とを繰り返すことで、n−1パス〜1パスの各圧延荷重が求まるようになり、圧延パススケジュールが求まるようになる。
このようにして圧延パススケジュールを決めることにより、圧延時における前パス→現パス間におけるロールシフト量の変更を行う必要がなくなり、ひいては各圧延パス毎でのロールシフト作業も不要になって生産能率を向上させることが可能となる。当然、圧延材Wの平坦度は目標値に一致するものとなる。
【0032】
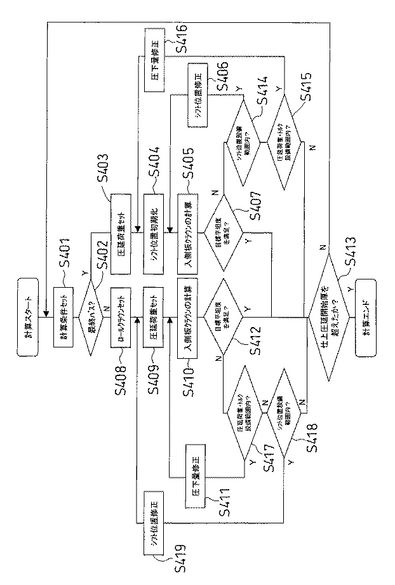
図4には、本発明にかかる圧延パススケジュールの決定方法の第2実施形態を示している。
本実施形態は、第1実施形態を実際の圧延機5に適応する際に問題となる「設備制約」を回避するような技術が盛り込まれているものであり、圧延パススケジュールを決定する基本的な考え方は、第1実施形態と略同様である。すなわち、第1実施形態の圧延パススケジュールの決定方法で圧延機5の圧延荷重を決定できない場合には、該圧延荷重に代えて、圧延材Wの平坦度が目標値を満たすようなロールシフト量を決定するようにしている。
【0033】
詳しくは、第2実施形態(図4)のS401〜S413は、第1実施形態(図3)のS301〜S313の各工程と同一であり、最終パス(nパス)の圧延条件決定において、S407工程で、圧延材Wの入側板クラウンが目標値を満たさない場合は、次に当該圧延機5でワークロール3がまだシフト可能であるかどうか、換言すればロール位置が設備範囲内かどうか確認するようにする。(S414)
シフト可能であれば、S406によりロールシフト量を修正し、再度、式(2)を用いて入側板クラウンを算出するように、繰り返し計算を行う。
【0034】
もし、S414において、ロール位置がロールシフトに関する設備範囲外にあり、ロールシフト量を変更できない状況下にある場合には、S415工程に進み、圧延荷重が変更可能かどうか(設備範囲内にあるかどうか)確認した上で、nパス(最終パス)での入側板クラウンが目標値を満たすように、圧延荷重を変更する。(S415がNo、S416)
n−1パス〜1パスの圧延条件決定は、第1実施形態と同様の考え方で、S408→S409→S410→S412→S411と処理を繰り返し行うことにより実施されるものとなっているが、S411の圧下量修正へ行く前に、圧延機5で圧延荷重を変更することができるかどうか、換言すれば圧延荷重が設備制約の範囲内にあるかどうかを確認するようにする。(S417)
もし、圧延荷重が設備制約範囲のぎりぎりにあり、これ以上の変更が不可能な場合(S417でNo、図2のA部で継ぎパスと言われる状況)、ワークロール3のシフトが設備的に可能、すなわち、ワークロール3のシフト位置がロール可動範囲内であって現状より更に水平移動可能であれば、圧延材Wの入側板クラウンが目標値を満たすようにロールシフトを行う。(S419)
このようにすることで、様々な圧延条件を有する複数の圧延材Wに対しても、入側板クラウンが目標値と一致するような圧延パススケジュールを決定することができる。この圧延パススケジュールのロールシフトは、圧延荷重が圧延機5の設備制約等により設定不可能な時に限定されるため、毎パスごとの頻繁なロールシフトは行われず、生産性を低下させる等の不都合を生じることはない。
【0035】
なお、本発明は、上記実施の形態に限定されるものではない。
すなわち、実施例において、nパスは最終パスとしていたが、最終パスから少なくとも数パス前、例えば1パス前や2パス前とするようにしてもよい。その場合は、最終パスなどの圧延パススケジュールは従来からある手法を用いて決定するようにするとよい。
【実施例】
【0036】
前述した第2実施形態の技術を、ロールシフト機のを有する圧延機5に適用した場合の結果を以下に述べる。
圧延条件は、以下の通りである。
・圧延サイズ:16mm×3600mm×40000mm
・強度レベル:40キロ鋼
・仕上圧延開始厚:60mm
・目標板クラウン:0.04mm
・圧延荷重制約:5500トン
・最終パスの目標圧延荷重:4500トン
・ワークロールシフト範囲(シフト機能の制約):160〜160mm
圧延における板クラウンの計算方法としては、公知の技術である分割モデル手法を用いており、各パスでの平坦度の目標値としては、「形状不感帯を満足する」ものとしている。
形状不感帯を満足するとは、圧延材Wの板幅中央と端部との圧延方向の伸び歪み差が生じても、圧延波が発生しない状況をいう。
【0037】
圧延結果を図5、図6に示している。
図5は、各パスにおけるワークロール3のシフト位置を示したものであり、横軸は各パスにおける出側板厚を示し、縦軸はワークロール3のシフト位置を示している。圧延パスは全部で8パスあり、8パスが最終パスとなっている。
図6は、各パスにおける圧延荷重を示したものであり、横軸は各パスにおける出側板厚を示し、縦軸は圧延機5の圧延荷重を示している。圧延パスは全部で8パスあり、図5の各データと図6の各データは対応するものである。
【0038】
図5よりわかるように、1パス〜2パスではロールシフト量の変更量はゼロであり、3パス〜8パスまでもロールシフトは固定のままである。2パスから3パスに遷る際にロールのシフト位置が−20mmから50mmまで約70mm移動している。
これは、圧延荷重を修正する手法で計算された3パスの圧延荷重が、圧延機5の許容範囲を超えるため、実際に適用する圧延荷重を設備制約内に入るように小さめに制限しているためである(図6の3パスに対応し約5300トン)。
図5中の×で示されているデータは、図7に示したような従来法で圧延パススケジュールを決定した結果であり、各圧延パスごとにロールシフト位置が異なるものとなっている。これと比較してわかるように、本発明を用いることで、ロールシフトを行うパスは2パス直後の1回のみとなるために、他の圧延パスではロールシフト作業も不要になって、厚板生産能率を向上させることが可能となる。当然、本発明、従来法ともに圧延材Wの平坦度は確保できるものとなっている。
【0039】
図6中の○で示されるデータは、従来法によって決定された圧延パススケジュールの圧延荷重であり、板クラウン調整を圧延荷重で行う本実施例の値とは大きく異なるものとなっている。
【図面の簡単な説明】
【0040】
【図1】厚板圧延装置の概略を示す図である。
【図2】本発明により決定された圧延パススケジュールを示す図である。
【図3】第1実施形態を示すフローチャートである。
【図4】第2実施形態を示すフローチャートである。
【図5】第2実施形態の技術を実機に適用した実施例を示す図である。
【図6】第2実施形態の技術を実機に適用した実施例を示す図である。
【図7】従来技術により決定された圧延パススケジュールを示す図である。
【符号の説明】
【0041】
1 厚板圧延装置
2 加熱炉
3 ワークロール
4 バックアップロール
5 圧延機
6 冷却装置
W 圧延材
【技術分野】
【0001】
本発明は、圧延機で圧延材を圧延する際に用いられる圧延パススケジュールの決定方法に関する。
【背景技術】
【0002】
圧延機で圧延材を圧延して厚板を製造する際に、圧延パススケジュール、すなわち各パスでの圧延条件(圧延荷重やワークロールのシフト量等)を適正に設定することは、圧延材の出側板クラウンや仕上げ形状の確保のために極めて重要なことである。かかる圧延パススケジュールを決定する方法は、従来より数々開発されている。
例えば、特許文献1には、最終パスから逆上して、板クラウン比率の変化が所定値となるように各パスの圧延荷重と出側板厚とを決定してそれらを形状調整パスとし、該形状調整パスの圧延荷重が圧延機の許容最大圧延荷重を越えた時点で、圧延荷重を許容最大圧延荷重に置き換えて得られるパスを継ぎパスとし、圧延機の許容最大圧延荷重の制約を満足するように圧延荷重と出側板厚とを決定して得られるパスをミル能力最大パスとし、継ぎパスに隣接する形状調整パスの圧延荷重と許容最大圧延荷重との差を求め、該求めた圧延荷重差が所定値以下の場合、前記継ぎパスに隣接する形状調整パスの圧延荷重を所定値引き下げて当該パスの圧延荷重とするような圧延パススケジュールの決定方法が開示されている。
【0003】
一方、圧延材の平坦度、特に出側平坦度が目標値と一致するように圧延を行うことは、厚板圧延等においては非常に重要な事項であり、かかる平坦度を確保するために、圧延荷重に加え、ワークロールのロールクラウンが可変となる圧延機が用いられている。該圧延機でロールクラウンを可変とする手段は数々提案されているが、ワークロールをその軸芯方向にシフト(移動)させるロールシフトがよく用いられるものとなっている。
特許文献2には、前述のようなロールシフト機能を有する圧延機において、出側目標板厚、出側目標板クラウン、目標平坦度を入力として目標メカニカルクラウンを決定し、決定された目標メカニカルクラウンと、圧延機の最大圧延荷重の範囲内で与えられた目標圧延荷重とから、クラウン制御操作量を決定する手法が開示されており、かかるクラウン制御操作量の決定手法を、最終nパスからはじめて1パスまで繰り返すことによって、製品の目標板クラウン・平坦度が良好となるような圧延パススケジュールの決定方法が開示されている(図7参照)。具体的には、該圧延パススケジュールで決定されたクラウン制御量を基に、圧延機の上下ワークロールを互いに軸方向に相対移動させて、板形状制御を行うようにしている。
【特許文献1】特許第3406429号公報(第1頁〜第3頁、図1)
【特許文献2】特許第2524672号公報(第1頁〜第5頁、図1)
【発明の開示】
【発明が解決しようとする課題】
【0004】
特許文献1の技術は、板クラウンや平坦度が所定値となるように、各パスの圧延荷重と出側板厚とを決定するものであるが、ロールシフト量の制御については全く述べられいない。したがって、ロールシフト機能を有する圧延機で圧延を行うにあたっては、当該技術は適用できない。
また、現場の実績として、ロールシフト機能を有する圧延機で平坦度制御を行うに際しては、ロールシフト量と圧延荷重との両者を的確に制御することが重要であることがわかっており、特許文献1の技術の如く、ロールシフト量を勘案しないで圧延荷重を決定したとしても的確な平坦度制御は困難であると予想される。
【0005】
特許文献2の技術は、各パスにおいて予め設定されている目標圧延荷重を基に、上下ワークロールを互いに軸方向に相対移動させて板クラウン形状の制御を行うものであり、ロールシフト機能を有する圧延機で板クラウン制御を積極的に行うものとなっている。その反面、各パスごとに圧延機のロールシフト量を変更する必要性が生じるものとなっている。一般的に、ロールシフト量の変更は圧延荷重の変更に比べて時間を要するものであって、各パス毎のロールシフト量変更を行うようにすると、切り替え作業が繁雑になるばかりか生産能率が著しく低下する原因となっていた。
【0006】
そこで、本発明は、上記問題点に鑑み、ロールシフト機能を有する圧延機で、ワークロールのロールシフトを極力行わないで圧延材の平坦度を目標値に一致させることのできる圧延パススケジュールの決定方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
前記目的を達成するため、本発明においては以下の技術的手段を講じた。
すなわち、本発明における課題解決のための技術的手段は、ロールシフト機能を有する圧延機で圧延材を圧延するに際し、圧延機の圧延荷重とロールシフト量とを各パス毎に決定する圧延パススケジュールの決定方法において、nパスでの圧延荷重及びロールシフト量を設定した上で、該nパスから逆上して、ロールシフト量の変更量がゼロ又は最小となるようにnー1パス〜1パスの圧延荷重を決定することを特徴とする。
この技術的手段により決定された圧延パススケジュールに基づいて圧延を行うと、前パス(n−1パス)→現パス(nパス)間におけるロールシフト量の大幅な変更を行う必要がなくなり、生産能率を向上させることが可能となる。
【0008】
好ましくは、前記圧延パススケジュール決定方法は、出側板クラウンと出側板厚と目標平坦度とに基づいて、入側板クラウンを算出する入側板クラウン算出工程と、該入側板クラウン算出工程で算出された入側板クラウンを実現するための圧延荷重とロールシフト位置とを算出する圧延条件算出工程とを有しており、前記圧延条件算出工程は、予め設定された圧延荷重の基でnパスのロールシフト位置を決定するシフト位置決定工程と、各パス間でロールシフト量の変更量がゼロ又は最小となる条件の基でn−1パス〜1パスの圧延荷重を決定する圧延荷重決定工程とを有するとよい。
【0009】
さらに好ましくは、前記圧延荷重決定工程は、入力されたnパスのロールシフト量をn−1パスのロールシフト量とすると共に、該ロールシフト量の基でn−1パスの入側板クラウンを実現するようなn−1パスの圧延荷重を算出して、該算出された圧延荷重及びロールシフト量を出力する逆上工程と、前記逆上工程の出力を当該逆上工程の入力に置き換える置き換え工程とを有し、前記逆上工程と置き換え工程とを繰り返すことで、n−1パス〜1パスの各圧延条件を求めるとよい。
以下、本発明の解決原理を説明する。
【0010】
本発明は、ロールシフト機能を有する圧延機で圧延材を圧延するに際し、圧延機の圧延荷重とロールシフト量とをnパス〜1パスの各パス毎に決定するものである。
特に、nパスの圧延荷重及びロールシフト量は、入側板クラウン算出工程とシフト位置決定工程とを用いて、ロールシフトを積極的に行う観点から決定する。一方、n−1パス〜1パスの圧延荷重とロールシフト量とは、既算出のnパス圧延条件から逆上することにより、入側板クラウン算出工程と圧延荷重決定工程とを用いて、ロールシフト量の変更量がゼロ又は最小となるような条件下で算出する。
【0011】
詳しくは、まず、ある圧延パス(nパス)で、入側板クラウン算出工程により、出側板クラウンと出側板厚と目標平坦度とに基づいて、入側板クラウンを算出するようにする。
次に、算出されたnパスの入側板クラウンを実現するべく、圧延条件算出工程でnパスの圧延荷重とロールシフト位置とを算出する。つまり、圧延条件算出工程に備えられたシフト位置決定工程で、予め設定されたnパスの圧延荷重を記憶テーブルなどから読み込んだ上で、圧延モデル等を用いてnパスのロールシフト位置を決定する。
次に、再度、入側板クラウン算出工程を用いることで、nー1パスにおける出側板クラウンと出側板厚と目標平坦度とに基づき、nー1パスの入側板クラウンを算出するようにする。
【0012】
その後、圧延条件算出工程に備えられた圧延荷重決定工程により、各パス間でのロールシフト位置を変更しない条件の基でn−1パス〜1パスの圧延荷重を決定する。具体的には、既算出であるnパスの圧延条件を逆上工程に入力する。この逆上工程では、入力されたnパスのロールシフト量をn−1パスのロールシフト量とすると共に、該ロールシフト量の基で、既算出のn−1パス入側板クラウンを実現するような圧延荷重を算出し、算出されたn−1パスの圧延荷重及びロールシフト量を出力する。
その後、置き換え工程でnー1をnと読みかえて再帰的に逆上工程を行うことで、n−1パス〜1パスの各圧延条件を求めるようにする。
【0013】
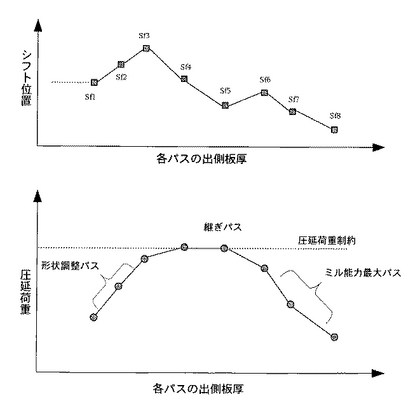
このようにして求められた圧延パススケジュールは、各パス間でのロールシフト量が据え置きであってその変更量はゼロとなっているため、図2に示すように、圧延荷重は変動するものの、ロールのシフト位置は全く変更しないもの(Sf1やSf2)となっている。
なお、圧延材の圧延波を防止しつつ入側板クラウンを目標値とするためには、次式で求められる目標平坦度(板クラウン比率変化)εがゼロとなるように圧延条件を設定する必要がある。
【0014】
ε=CH2/H2ーCH1/H1 ・・・(1)
CH1:入側板クラウン
CH2:出側板クラウン
H1 :入側板厚
H2 :出側板厚
【0015】
つまり、圧延材の目標平坦度を一定範囲内に納めるためには、入側の板クラウン比率と出側の板クラウン比率を略同一にする必要があり、そのために、各圧延パスにおいて、出側板クラウン及び入側板クラウンをそれぞれ所定の目標範囲内に納めるとよい。
【0016】
かかる板クラウンの制御に関しては、(i)ワークロールのシフト量を変更する、(ii)圧延機における圧延荷重を変更する、の2方法があり、圧延荷重が過大の場合、ロールのたわみが大きくなり鼓型の板クラウン形状となり、圧延荷重が過小の場合、ロールのたわみが小さく樽型の板クラウン形状となることは周知事項である。
また、前記nパスは、最終パスであるとよい。
これにより、最終パスから開始パス(1パス)までの各パスにおける圧延条件を算出することができるようになる。
【0017】
更に好ましくは、前述の技術的手段で決定された圧延荷重を圧延機に採用できない場合には、該圧延荷重に代えて、圧延材の平坦度が目標値を満たすようなロールシフト量の変更量を決定するとよい。
前述した圧延パススケジュールの決定方法に基づいて、各パスでの圧延荷重を決定する際に、圧延機の設備制約等により設定不可能な圧延荷重を算出する場合がある。そのような時には、圧延荷重を圧延機の制限値とした上でロールシフト量を算出することで、現パスでの圧延機の入側板板クラウンが目標値を満たすようなパススケジュールを決定することが可能となる。
【0018】
なお、本技術的手段でロールシフトを行う場合は、圧延荷重が圧延機の設備制約等により設定不可能な時に限定されるため、毎パスごとの頻繁なロールシフトは行われず、生産性を低下させる等の不都合を生じることはない。
【発明の効果】
【0019】
本発明によれば、ロールシフト機能を有する圧延機で、ワークロールのロールシフトを極力行わない圧延パススケジュールを決定することが可能となる。
【発明を実施するための最良の形態】
【0020】
以下、本発明にかかる圧延パススケジュールの決定方法を、厚板鋼板のリバース圧延を例示して説明する。
図1には、リバース圧延を行う厚板圧延装置1の概略を示している。当該厚板圧延装置1は、その上流側に圧延材Wを加熱する加熱炉2を有し、加熱炉2の下流側には一対のワークロール3,3と一対のバックアップロール4,4とを備える圧延機5が備えられている。該圧延機5は、圧延荷重や板厚を調整するためにワークロール3間の隙間であるロールギャップを調整できるようになっていると共に、板クラウンを制御するために、ワークロール3がその軸芯方向に移動するシフト機能を有している。
【0021】
前記加熱炉2で所定の温度に加熱された圧延材Wは、圧延機5に導入され、予め決められたパススケジュールに基づいてリバース圧延されるものとなっている。
図2に示す如く、本発明は、前記圧延機5における圧延スケジュールの決定方法であって、ロールシフト機能を有する圧延機5で、ワークロール3のロールシフトを極力行わない圧延パススケジュールを組むものである。
以下、本発明にかかる圧延パススケジュールの決定方法の第1実施形態を図2、図3に基づいて説明する。
【0022】
本実施形態の決定方法は、ロールシフト機能を有する圧延機において、nパスでの圧延荷重及びロールシフト量を設定した上で、該nパスから逆上して、ロールシフト量の変更量がゼロ又は最小となるようにnー1パスの圧延荷重を決定するものである。
詳しくは、本圧延スケジュールの決定方法は、出側板クラウンと出側板厚と目標平坦度とに基づいて、入側板クラウンを算出する入側板クラウン算出工程と、該入側板クラウン算出工程で算出された入側板クラウンを実現するための圧延荷重とロールシフト位置とを算出する圧延条件算出工程とを有している。
【0023】
かかる圧延条件算出工程は、nパスにおける圧延条件を決定する予め設定されたnパスの圧延荷重の基でnパスのロールシフト位置を決定するシフト位置決定工程と、各パス間でロールシフト位置を変更しない条件の基でn−1パス〜1パスの圧延荷重を決定する圧延荷重決定工程とを有している。
この圧延荷重決定工程は、入力されたnパスのロールシフト量をn−1パスのロールシフト量とすると共に、該ロールシフト量の基でn−1パスの入側板クラウンを実現するようなn−1パスの圧延荷重を算出して、該算出された圧延荷重及びロールシフト量を出力する逆上工程と、前記逆上工程の出力を当該逆上工程の入力に置き換える置き換え工程とを有し、前記逆上工程と置き換え工程とを繰り返すようにして圧延条件の算出を進める。なお、前記nパスは、最終パスである。
【0024】
図3は、パススケジュール決定方法の詳細をフローチャートの形で示したものであり、それに従って、パススケジュール決定の手順を述べる。
最初に、計算にあたり必要な計算条件、例えば、圧延材Wの変形抵抗などを初期値として読み込むようにする。(S301)
その後、計算を行うパスが最終パス(nパス)かどうか判定する(S302)。
最終パス(nパス)である場合は、予め設定された圧延荷重とこの圧延荷重から算出されるロールシフト量とをnパスの圧延条件とする。すなわち、予め設定された圧延荷重が記憶されている圧延荷重テーブルなどから、nパスに対応する圧延荷重を読み込むようにし、同時に圧延材Wの出側板厚と出側板クラウンとの目標値も読み込む。(S303)
次に、読み込んだ圧延荷重、出側板厚、出側板クラウンを基に、圧延機5のワークロール3のシフト量(ロールシフト量)を計算する。
【0025】
詳しくは、
(i) ロールクラウン量の初期値を設定する(S304)。
(ii) 式(2)の関係を用いて、圧延材の最終パスにおける入側板クラウンを算出する。この際、出側板クラウン、出側板厚、入側板厚、圧延荷重は既知であるため、式(2)を用いて、一意的に入側板クラウンを決定することができる(S305)。なお、最終パスにおける入側板クラウンは最終パスの1つ前のパスにおける出側板クラウンである。
(iii) 求まった入側板クラウンが予め設定された目標平坦度の範囲内に収まるかどうかどうかを検証し、入側板クラウンが目標平坦度を満たさない場合、圧延荷重はそのままでロールクラウン量すなわちロールシフト位置を変更した上で、(ii)に戻り再計算を進める(S306、シフト位置決定工程)。満たす場合(ε≒0)には最終パスの圧延条件の算出が終了する(S307でYes)。
【0026】
以上述べた(i)〜(iii)の工程を、例えばニュートン法などの収束計算法を用いて行うことで、入側板クラウンが目標平坦度を満たすことのできるロールクラウン量を求めることができるようになる。
【0027】
CH2=f(CH1,H1,H2,Cr,P) ・・・(2)
CH1:入側板クラウン
CH2:出側板クラウン
H1 :入側板厚
H2 :出側板厚
Cr :ロールクラウン量
P :圧延荷重
【0028】
以上のようにして、nパス(最終パス)の圧延条件を算出した後には、かかる圧延条件を用いて逆上し(逆算し)、前パス(n−1パス)の圧延条件を求めるようにする(圧延荷重決定工程)。
【0029】
該圧延荷重決定工程の詳細は、
(i) 最終パス(nパス)での圧延条件である圧延荷重を、n−1パスでの圧延条件を求めるための初期値としてセットする。(S308、S309)。
(ii) 前記シフト位置決定工程で求まったロールシフト量、予め設定されているn−1パスの出側板クラウンや出側板厚を基に、式(2)で示される板クラウンモデルを用いて、n−1パスにおける入側板クラウンを得るように圧延荷重を算出する。(S310、入側板クラウン算出工程)。
(iii) 求まった入側板クラウンが予め設定された目標平坦度の範囲内に収まるかどうかどうかを検証し、入側板クラウンが目標平坦度を満たさない場合、圧延荷重を変更した上で、(ii)に戻り再計算を進める(S311)。満たす場合(ε≒0)には最終パスの圧延条件の算出が終了する(S307でYes)。
【0030】
以上述べた(i)〜(iii)の工程を、例えばニュートン法などの収束計算法を用いて行うことで、入側板クラウンが目標平坦度を満たすことのできる圧延荷重を求めることができるようになる。これにより、n−1パス圧延荷重が求まり、n−1パスにおける圧延パススケジュールが決定される。以上述べたS308〜S312の工程が圧延荷重のみを変更する逆上工程である。
【0031】
前記逆上工程により、n−1パスの圧延条件を算出した後には、算出された圧延条件を用いて逆上し、前々パス(n−2パス)の圧延条件を求めるようにする。すなわち、算出されたn−1パスの圧延条件を前記逆上工程の入力とするとよい(置き換え工程、S314)。
前記逆上工程と置き換え工程とを繰り返すことで、n−1パス〜1パスの各圧延荷重が求まるようになり、圧延パススケジュールが求まるようになる。
このようにして圧延パススケジュールを決めることにより、圧延時における前パス→現パス間におけるロールシフト量の変更を行う必要がなくなり、ひいては各圧延パス毎でのロールシフト作業も不要になって生産能率を向上させることが可能となる。当然、圧延材Wの平坦度は目標値に一致するものとなる。
【0032】
図4には、本発明にかかる圧延パススケジュールの決定方法の第2実施形態を示している。
本実施形態は、第1実施形態を実際の圧延機5に適応する際に問題となる「設備制約」を回避するような技術が盛り込まれているものであり、圧延パススケジュールを決定する基本的な考え方は、第1実施形態と略同様である。すなわち、第1実施形態の圧延パススケジュールの決定方法で圧延機5の圧延荷重を決定できない場合には、該圧延荷重に代えて、圧延材Wの平坦度が目標値を満たすようなロールシフト量を決定するようにしている。
【0033】
詳しくは、第2実施形態(図4)のS401〜S413は、第1実施形態(図3)のS301〜S313の各工程と同一であり、最終パス(nパス)の圧延条件決定において、S407工程で、圧延材Wの入側板クラウンが目標値を満たさない場合は、次に当該圧延機5でワークロール3がまだシフト可能であるかどうか、換言すればロール位置が設備範囲内かどうか確認するようにする。(S414)
シフト可能であれば、S406によりロールシフト量を修正し、再度、式(2)を用いて入側板クラウンを算出するように、繰り返し計算を行う。
【0034】
もし、S414において、ロール位置がロールシフトに関する設備範囲外にあり、ロールシフト量を変更できない状況下にある場合には、S415工程に進み、圧延荷重が変更可能かどうか(設備範囲内にあるかどうか)確認した上で、nパス(最終パス)での入側板クラウンが目標値を満たすように、圧延荷重を変更する。(S415がNo、S416)
n−1パス〜1パスの圧延条件決定は、第1実施形態と同様の考え方で、S408→S409→S410→S412→S411と処理を繰り返し行うことにより実施されるものとなっているが、S411の圧下量修正へ行く前に、圧延機5で圧延荷重を変更することができるかどうか、換言すれば圧延荷重が設備制約の範囲内にあるかどうかを確認するようにする。(S417)
もし、圧延荷重が設備制約範囲のぎりぎりにあり、これ以上の変更が不可能な場合(S417でNo、図2のA部で継ぎパスと言われる状況)、ワークロール3のシフトが設備的に可能、すなわち、ワークロール3のシフト位置がロール可動範囲内であって現状より更に水平移動可能であれば、圧延材Wの入側板クラウンが目標値を満たすようにロールシフトを行う。(S419)
このようにすることで、様々な圧延条件を有する複数の圧延材Wに対しても、入側板クラウンが目標値と一致するような圧延パススケジュールを決定することができる。この圧延パススケジュールのロールシフトは、圧延荷重が圧延機5の設備制約等により設定不可能な時に限定されるため、毎パスごとの頻繁なロールシフトは行われず、生産性を低下させる等の不都合を生じることはない。
【0035】
なお、本発明は、上記実施の形態に限定されるものではない。
すなわち、実施例において、nパスは最終パスとしていたが、最終パスから少なくとも数パス前、例えば1パス前や2パス前とするようにしてもよい。その場合は、最終パスなどの圧延パススケジュールは従来からある手法を用いて決定するようにするとよい。
【実施例】
【0036】
前述した第2実施形態の技術を、ロールシフト機のを有する圧延機5に適用した場合の結果を以下に述べる。
圧延条件は、以下の通りである。
・圧延サイズ:16mm×3600mm×40000mm
・強度レベル:40キロ鋼
・仕上圧延開始厚:60mm
・目標板クラウン:0.04mm
・圧延荷重制約:5500トン
・最終パスの目標圧延荷重:4500トン
・ワークロールシフト範囲(シフト機能の制約):160〜160mm
圧延における板クラウンの計算方法としては、公知の技術である分割モデル手法を用いており、各パスでの平坦度の目標値としては、「形状不感帯を満足する」ものとしている。
形状不感帯を満足するとは、圧延材Wの板幅中央と端部との圧延方向の伸び歪み差が生じても、圧延波が発生しない状況をいう。
【0037】
圧延結果を図5、図6に示している。
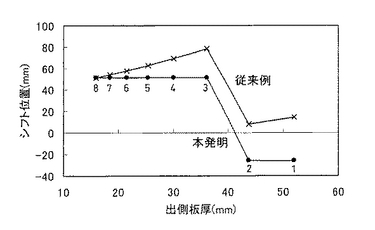
図5は、各パスにおけるワークロール3のシフト位置を示したものであり、横軸は各パスにおける出側板厚を示し、縦軸はワークロール3のシフト位置を示している。圧延パスは全部で8パスあり、8パスが最終パスとなっている。
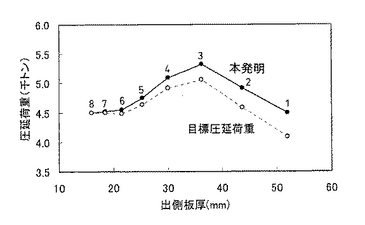
図6は、各パスにおける圧延荷重を示したものであり、横軸は各パスにおける出側板厚を示し、縦軸は圧延機5の圧延荷重を示している。圧延パスは全部で8パスあり、図5の各データと図6の各データは対応するものである。
【0038】
図5よりわかるように、1パス〜2パスではロールシフト量の変更量はゼロであり、3パス〜8パスまでもロールシフトは固定のままである。2パスから3パスに遷る際にロールのシフト位置が−20mmから50mmまで約70mm移動している。
これは、圧延荷重を修正する手法で計算された3パスの圧延荷重が、圧延機5の許容範囲を超えるため、実際に適用する圧延荷重を設備制約内に入るように小さめに制限しているためである(図6の3パスに対応し約5300トン)。
図5中の×で示されているデータは、図7に示したような従来法で圧延パススケジュールを決定した結果であり、各圧延パスごとにロールシフト位置が異なるものとなっている。これと比較してわかるように、本発明を用いることで、ロールシフトを行うパスは2パス直後の1回のみとなるために、他の圧延パスではロールシフト作業も不要になって、厚板生産能率を向上させることが可能となる。当然、本発明、従来法ともに圧延材Wの平坦度は確保できるものとなっている。
【0039】
図6中の○で示されるデータは、従来法によって決定された圧延パススケジュールの圧延荷重であり、板クラウン調整を圧延荷重で行う本実施例の値とは大きく異なるものとなっている。
【図面の簡単な説明】
【0040】
【図1】厚板圧延装置の概略を示す図である。
【図2】本発明により決定された圧延パススケジュールを示す図である。
【図3】第1実施形態を示すフローチャートである。
【図4】第2実施形態を示すフローチャートである。
【図5】第2実施形態の技術を実機に適用した実施例を示す図である。
【図6】第2実施形態の技術を実機に適用した実施例を示す図である。
【図7】従来技術により決定された圧延パススケジュールを示す図である。
【符号の説明】
【0041】
1 厚板圧延装置
2 加熱炉
3 ワークロール
4 バックアップロール
5 圧延機
6 冷却装置
W 圧延材
【特許請求の範囲】
【請求項1】
ロールシフト機能を有する圧延機で圧延材を圧延するに際し、圧延機の圧延荷重とロールシフト量とを各パス毎に決定する圧延パススケジュールの決定方法において、
nパスでの圧延荷重及びロールシフト量を設定した上で、該nパスから逆上して、ロールシフト量の変更量がゼロ又は最小となるようにnー1パス〜1パスの圧延荷重を決定することを特徴とする圧延パススケジュールの決定方法。
【請求項2】
出側板クラウンと出側板厚と目標平坦度とに基づいて、入側板クラウンを算出する入側板クラウン算出工程と、該入側板クラウン算出工程で算出された入側板クラウンを実現するための圧延荷重とロールシフト位置とを算出する圧延条件算出工程とを有しており、
前記圧延条件算出工程は、予め設定された圧延荷重の基でnパスのロールシフト位置を決定するシフト位置決定工程と、各パス間でロールシフト量の変更量がゼロ又は最小となる条件の基でn−1パス〜1パスの圧延荷重を決定する圧延荷重決定工程とを有していることを特徴とする請求項1に記載の圧延パススケジュールの決定方法。
【請求項3】
前記圧延荷重決定工程は、入力されたnパスのロールシフト量をn−1パスのロールシフト量とすると共に、該ロールシフト量の基でn−1パスの入側板クラウンを実現するようなn−1パスの圧延荷重を算出して、該算出された圧延荷重及びロールシフト量を出力する逆上工程と、
前記逆上工程の出力を当該逆上工程の入力に置き換える置き換え工程とを有し、
前記逆上工程と置き換え工程とを繰り返すことで、n−1パス〜1パスの各圧延条件を求めることを特徴とする請求項2に記載の圧延パススケジュールの決定方法。
【請求項4】
前記nパスは、最終パスであることを特徴とする請求項1〜3のいずれかに記載の圧延パススケジュールの決定方法。
【請求項5】
請求項1〜4のいずれかに記載された圧延パススケジュールの決定方法で決定された圧延荷重を圧延機に採用できない場合には、該圧延荷重に代えて、圧延材の平坦度が目標値を満たすようなロールシフト量の変更量を決定することを特徴とする圧延パススケジュールの決定方法。
【請求項1】
ロールシフト機能を有する圧延機で圧延材を圧延するに際し、圧延機の圧延荷重とロールシフト量とを各パス毎に決定する圧延パススケジュールの決定方法において、
nパスでの圧延荷重及びロールシフト量を設定した上で、該nパスから逆上して、ロールシフト量の変更量がゼロ又は最小となるようにnー1パス〜1パスの圧延荷重を決定することを特徴とする圧延パススケジュールの決定方法。
【請求項2】
出側板クラウンと出側板厚と目標平坦度とに基づいて、入側板クラウンを算出する入側板クラウン算出工程と、該入側板クラウン算出工程で算出された入側板クラウンを実現するための圧延荷重とロールシフト位置とを算出する圧延条件算出工程とを有しており、
前記圧延条件算出工程は、予め設定された圧延荷重の基でnパスのロールシフト位置を決定するシフト位置決定工程と、各パス間でロールシフト量の変更量がゼロ又は最小となる条件の基でn−1パス〜1パスの圧延荷重を決定する圧延荷重決定工程とを有していることを特徴とする請求項1に記載の圧延パススケジュールの決定方法。
【請求項3】
前記圧延荷重決定工程は、入力されたnパスのロールシフト量をn−1パスのロールシフト量とすると共に、該ロールシフト量の基でn−1パスの入側板クラウンを実現するようなn−1パスの圧延荷重を算出して、該算出された圧延荷重及びロールシフト量を出力する逆上工程と、
前記逆上工程の出力を当該逆上工程の入力に置き換える置き換え工程とを有し、
前記逆上工程と置き換え工程とを繰り返すことで、n−1パス〜1パスの各圧延条件を求めることを特徴とする請求項2に記載の圧延パススケジュールの決定方法。
【請求項4】
前記nパスは、最終パスであることを特徴とする請求項1〜3のいずれかに記載の圧延パススケジュールの決定方法。
【請求項5】
請求項1〜4のいずれかに記載された圧延パススケジュールの決定方法で決定された圧延荷重を圧延機に採用できない場合には、該圧延荷重に代えて、圧延材の平坦度が目標値を満たすようなロールシフト量の変更量を決定することを特徴とする圧延パススケジュールの決定方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−75896(P2006−75896A)
【公開日】平成18年3月23日(2006.3.23)
【国際特許分類】
【出願番号】特願2004−265925(P2004−265925)
【出願日】平成16年9月13日(2004.9.13)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成18年3月23日(2006.3.23)
【国際特許分類】
【出願日】平成16年9月13日(2004.9.13)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]