
圧延制御方法、圧延制御装置及びタンデム圧延機
【課題】ミル剛性制御とAGC制御との干渉から生ずる過制御を防止して板厚変動を抑制する。
【解決手段】板厚変動量が許容範囲内に収まるチューニング率の限界範囲を予測荷重変動量に基づいて導出する限界値導出手段91と、ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、前記限界範囲とに基づいて荷重限界値を導出する荷重限界導出手段92と、ミル剛性制御及びAGC制御に基づく圧延荷重値が前記荷重限界値を超えないようにロールギャップ制御する操作制御手段93とを備えている。
【解決手段】板厚変動量が許容範囲内に収まるチューニング率の限界範囲を予測荷重変動量に基づいて導出する限界値導出手段91と、ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、前記限界範囲とに基づいて荷重限界値を導出する荷重限界導出手段92と、ミル剛性制御及びAGC制御に基づく圧延荷重値が前記荷重限界値を超えないようにロールギャップ制御する操作制御手段93とを備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、圧延制御方法、圧延制御装置及びタンデム圧延機に関するものである。
【背景技術】
【0002】
従来、圧延時に板厚を制御する方法として、出側の板厚偏差を計測器によって計測してロールギャップを変化させるAGC制御が知られているが、このAGC制御では、圧延開始直後や圧延速度が低い場合での制御が困難なため、このような場合にミル剛性制御が行われている。ミル剛性制御では、板厚変動を荷重変動に伴う成分とロールギャップの操作量による成分とによって表し、板厚変動をゼロに近づける制御が行われる。すなわち、荷重変動量をΔP、ミル定数をM、ロールギャップの変動量をΔSとすると、板厚変動量Δhは、以下の関係式(1)により、
Δh=(ΔP/M)+ΔS ・・・・・(1)
と表すことができる。ここで、(ΔP/M)は、荷重変動に伴う見かけ上のロールギャップ変化量に相当する。そして、下記式(2)
ΔS=−(ΔP/M) ・・・・・(2)
を満足するようにロールギャップの変動量ΔSを規定すれば、理論上板厚変動をゼロにすることができるが、比例ゲインであるチューニング率αを用いて、以下の式(3)
ΔS=−α(ΔP/M) ・・・・・(3)
に基づいてロールギャップを調整する制御を行っている。このとき、ミル定数Mの同定誤差や定常時のAGC制御との干渉による過応答を防止すべく、チューニング率αは1.0以下の値が採用される。
【0003】
このようにチューニング率αを用いたミル剛性制御は、例えば特許文献1,2に開示されている。特許文献1に開示された圧延方法では、チューニング率αを1よりも大きくすることにより、推定されたミル伸び量よりも大きくロールギャップを変動させるようにしている。これにより硬度むらに起因する板厚変動を抑制することができると記載されている。また特許文献2に開示された圧延方法では、出側での板厚変化量と圧延荷重変動量との相関係数を求め、この相関係数に応じてチューニング率αを補正するようにしている。この圧延方法では硬度むらなどの長手方向の板厚変動を抑制する効果が極めて大きいことが記載されている。
【特許文献1】特開2004−230407号公報
【特許文献2】特開2003−136116号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ミル剛性制御のみでは板厚の絶対値制御ができないため通常AGC制御が併用される。しかしながら、特許文献1のようにミル剛性制御のチューニング率αを1.0よりも大きくして制御する場合にAGC制御を併用しようとすると、ミル剛性制御とAGC制御との干渉によってロールギャップ変動が大きくなる場合があると考えられ(この場合、チューニング率が見かけ上大きくなっている)、この場合にはチューニング率αの調整のみで過制御を防止できないという状況に陥る。
【0005】
一方、特許文献2の制御では、圧延荷重変動量と出側での板厚変動との相関を取ってチューニング率を自動的に調整することにより、材料やパススケジュールによる塑性定数の変化を自動的に認識し、過制御が抑制できるようになっている。また、AGC制御との干渉が生じた場合には、出側の板厚を計測することにより適切なチューニング率の設定が可能とされている。しかしながら、板の硬度変化は急激であるため、たとえ圧延荷重変動量と出側での板厚変化量との相関を取っていたとしても、実際にはこの急激な変化に対応できるものではなく、この結果、板厚変動を抑制することは困難である。つまり、相関係数を算出して適切なチューニング率に設定するまでにある程度の時間を要するため、ある程度の長さ範囲に亘り、板厚変動が抑えられることなく圧延が行われてしまう。このような問題は、硬度変化が顕著に現れる板の先端部や後端部で発生しやすい。
【0006】
そこで、本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、ミル剛性制御とAGC制御との干渉によって過制御が生じたとしても、それに基づいてロールギャップ制御されるのを未然に防止することによって板厚変動を抑制することにある。
【課題を解決するための手段】
【0007】
前記の目的を達成するため、本発明は、ミル定数と荷重偏差とを用いるミル剛性制御によって導出される第1ロールギャップ操作量と、出側の板厚変動量を用いるAGC制御によって導出される第2ロールギャップ操作量とに応じてロールギャップ操作量を制御する圧延制御方法を前提として、板厚変動量が許容範囲内に収まるチューニング率の限界範囲を予測荷重変動量に基づいて導出し、前記ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、前記限界範囲とに基づいて荷重限界値を導出し、前記ミル剛性制御及びAGC制御に基づく圧延荷重値が前記荷重限界値を超えないようにロールギャップ操作量を制御する。
【0008】
チューニング率の限界範囲を導出するのに用いられる予測荷重変動量は、予め得られているものなので、チューニング率の限界範囲は予め導出しておくことができる。しかも、本発明では、ミル剛性制御及びAGC制御に基づいてロールギャップ制御したときの圧延荷重値が前記チューニング率の限界範囲に基づいて導出される荷重限界値に収まるようにロールギャップ操作量が制御されるので、ミル剛性制御とAGC制御とが干渉して板厚変動量が許容範囲を超えるようなロールギャップ操作量を導出することがあったとしても、その場合にはロールギャップ操作が制限される。このため、ミル剛性制御とAGC制御との干渉によって過制御が生じたとしても、それに基づいて過剰にロールギャップ制御されるのを未然に防止することができる。したがって、板厚変動量を許容範囲内に収め易くすることができる。また、実際にロールギャップ操作したときの圧延荷重変化をリアルタイムで監視し、それに基づいてロールギャップ制御するので、被圧延材の急激な硬度変化等にも対応することができる。この結果、被圧延材に急激な硬度変化等が生ずる場合にも板厚変動量を許容範囲内に収め易くすることができる。
【0009】
また、本発明は、ミル定数と荷重偏差とを用いるミル剛性制御によって導出される第1ロールギャップ操作量と、出側の板厚変動量を用いるAGC制御によって導出される第2ロールギャップ操作量とに応じてロールギャップ操作量を制御する圧延制御方法を前提として、板厚変動量が許容範囲内に収まるチューニング率の限界範囲を予測荷重変動量に基づいて導出し、前記ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、基準荷重に対する荷重偏差とから見かけ上のチューニング率を導出し、前記見かけ上のチューニング率が前記チューニング率の限界範囲を超えないようにロールギャップ操作量を制御する。
【0010】
チューニング率の限界範囲を導出するのに用いられる予測荷重変動量は、予め得られるものなので、チューニング率の限界範囲を予め導出しておくことができる。しかも、見かけ上のチューニング率を導出するのに用いられる荷重偏差については圧延中に常時測定できるために、見かけ上のチューニング率をリアルタイムで取得することができる。このため、本発明によれば、チューニング率の限界範囲を予め導出するとともに、圧延中にリアルタイムで得られる見かけ上のチューニング率が前記限界範囲内を超えない範囲でミル剛性制御及びAGC制御に基づくロールギャップ操作を行うため、ミル剛性制御とAGC制御とが干渉して板厚変動量が許容範囲を超えるようなロールギャップ操作量を導出することがあったとしても、その場合にはロールギャップ操作が制限される。このため、板厚変動量を許容範囲内に収め易くすることができる。また、圧延中にリアルタイムで得られる見かけ上のチューニング率を用いて、それに基づいてロールギャップ制御するため、被圧延材の急激な硬度変化等にも対応することができる。この結果、被圧延材に急激な硬度変化等が生ずる場合にも板厚変動量を許容範囲内に収め易くすることができる。
【0011】
この圧延制御方法において、前記見かけ上のチューニング率が前記チューニング率の限界範囲を超えるときには、ロールギャップ操作を禁止するのが好ましい。
【0012】
この態様では、見かけ上のチューニング率が前記チューニング率の限界範囲を超えるときにロールギャップ操作を行わないため、そのような場合にはロールギャップ操作量を予測する必要がなくなる。この結果、制御を簡素化することができる。
【0013】
また、本発明は、ミル定数と荷重偏差とを用いるミル剛性制御によって導出される第1ロールギャップ操作量と、出側の板厚変動量を用いるAGC制御によって導出される第2ロールギャップ操作量とに応じてロールギャップ操作量を制御する圧延制御装置を前提として、板厚変動量が許容範囲内に収まるチューニング率の限界範囲を予測荷重変動量に基づいて導出する限界値導出手段と、前記ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、前記限界範囲とに基づいて荷重限界値を導出する荷重限界導出手段と、前記ミル剛性制御及びAGC制御に基づく圧延荷重値が前記荷重限界値を超えないようにロールギャップ操作量を制御する操作制御手段とを備えている。
【0014】
また、本発明は、ミル定数と荷重偏差とを用いるミル剛性制御によって導出される第1ロールギャップ操作量と、出側の板厚変動量を用いるAGC制御によって導出される第2ロールギャップ操作量とに応じてロールギャップ操作量を制御する圧延制御装置を前提として、板厚変動量が許容範囲内に収まるチューニング率の限界範囲を予測荷重変動量に基づいて導出する限界値導出手段と、前記ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、基準荷重に対する荷重偏差とに基づいて、見かけ上のチューニング率を導出する見かけチューニング率導出手段と、前記見かけ上のチューニング率が前記チューニング率の限界範囲を超えないようにロールギャップ操作量を制御する操作制御手段とを備えている。
【0015】
この圧延制御装置において、前記操作制御手段は、前記見かけ上のチューニング率が前記チューニング率の限界範囲を超えるときには、ロールギャップ操作を禁止するのが好ましい。
【0016】
また、本発明は、被圧延材が流れる方向に間隔をおいて配置される複数の圧延機と、前記圧延機に応じて配置される複数の荷重計と、前記圧延機に応じて配置される複数の板厚計と、前記圧延制御装置とを備えているタンデム圧延機である。
【0017】
この発明では、タンデム圧延機による圧延において、板厚変動量を許容範囲内に収め易くすることができる。
【発明の効果】
【0018】
以上説明したように、本発明によれば、ミル剛性制御とAGC制御との干渉によって過制御が生じたとしても、それに基づいてロールギャップ制御されるのを未然に防止することができ、これにより板厚変動を抑制することができる。
【発明を実施するための最良の形態】
【0019】
以下、本発明を実施するための最良の形態について図面を参照しながら詳細に説明する。
【0020】
(実施形態1)
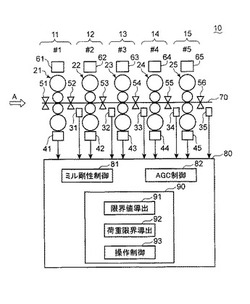
図1は、本発明に係る圧延制御装置の一実施形態が適用されたタンデム圧延機10を概略的に示している。本タンデム圧延機10は、冷間圧延機として構成されるものであり、複数台(#1〜#5の5台)の圧延スタンド11〜15が被圧延材70の流れる方向に間隔をおいて配設されている。本タンデム圧延機10では、図1中に矢印Aで示す方向に送り出された被圧延材70が各圧延スタンド11〜15において冷間圧延される。
【0021】
各圧延スタンド11〜15は、被圧延材70を圧延する圧延機21〜25と、被圧延材70の出側での板厚を測定する板厚計31〜35と、圧延荷重を測定する荷重計41〜45とを備えている。各圧延スタンド11〜15間には、被圧延材70の張力を測定する張力計51〜56が配設されている。
【0022】
またタンデム圧延機10は、前記圧延機21〜25のロールギャップを調整する圧下機構61〜65を各圧延スタンド11〜15ごとに備え、各圧下機構61〜65を駆動制御する制御器80が設けられている。この制御器80には、その機能としてミル剛性制御手段81とAGC制御手段82とが含まれている。なお、制御器80は、タンデム圧延機10全体として統合して制御するものであってもよく、あるいは各圧延スタンド11〜15毎に個別に設けられて各制御器80が個別に圧延スタンド11〜15を制御するものであってもよい。
【0023】
前記ミル剛性制御手段81は、ミル剛性制御を行うものであり、前記式(1)〜(3)を用いて説明したように、荷重偏差ΔPとミル定数Mとの比に比例ゲインであるチューニング率αを乗じて得られる第1ロールギャップ操作量ΔS1を出力し、この出力に基づいてロールギャップ操作されることにより、板厚調整が行なわれる。
【0024】
前記AGC制御手段82は、AGC制御を行うものであり、出側の板厚変動量に基づいて得られる第2ロールギャップ操作量ΔS2を出力し、この出力に基づいてロールギャップ操作されることにより、板厚調整が行なわれる。
【0025】
本タンデム圧延機10には、圧延制御装置90が設けられている。この圧延制御装置90は、制御器80に設けられており、ミル剛性制御及びAGC制御によるロールギャップ操作量が所定範囲に収まるように制御するものである。この圧延制御装置90は、記憶された所定のプログラムを実行することにより、その機能として限界値導出手段91と、荷重限界導出手段92と、操作制御手段93とが実現される。
【0026】
前記限界値導出手段91は、板厚変動量が許容範囲内に収まるようなチューニング率の限界範囲を予測荷重変動量に基づいて導出する。この予測荷重変動量とは、被圧延材70の製造条件から決まる硬度変動によって生じる荷重変動量を意味している。すなわち、被圧延材70の製造条件によって予測荷重変動量が得られるため、この予測荷重変動量は圧延前に予め得られるものである。予測荷重変動量に基づいてチューニング率の限界範囲を導出する手順の詳細については、後述する。
【0027】
前記荷重限界導出手段92は、ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、前記チューニング率の限界範囲とに基づいて荷重限界値を導出する。すなわち、チューニング率αの上限値α’1と下限値α’2とを用いて荷重限界値を導出する。
【0028】
前記操作制御手段93は、ミル剛性制御及びAGC制御によって導出されたロールギャップ操作量で操作された場合の圧延荷重値が前記荷重限界値を超えないようにロールギャップ制御する。具体的には、ミル剛性制御による第1ロールギャップ操作量ΔS1と、AGC制御による第2ロールギャップ操作量ΔS2とを加算した操作量でロールギャップ操作したときに、その操作時に測定される圧延荷重値Pが前記過重限界値を超えないようにロールギャップの操作が行われるようになっている。
【0029】
ここで、チューニング率の限界範囲をどのように規定したかについて説明する。まず式(3)の荷重変動量ΔPを出側での板厚変動の項とそれ以外の項とに分けて考えると、以下の式(4)
ΔP=−K・Δh+ΔPo ・・・・・(4)
のように表すことができる。ここで、Kは被圧延材70の材料の塑性定数であり、ΔPoは硬度変動による荷重変動量である。この式(4)を式(3)に代入し、それをさらに式(1)に代入して出側での板厚変動量Δhと荷重変動量ΔPoとの関係式(5)を導出する。
【0030】
【数1】

【0031】
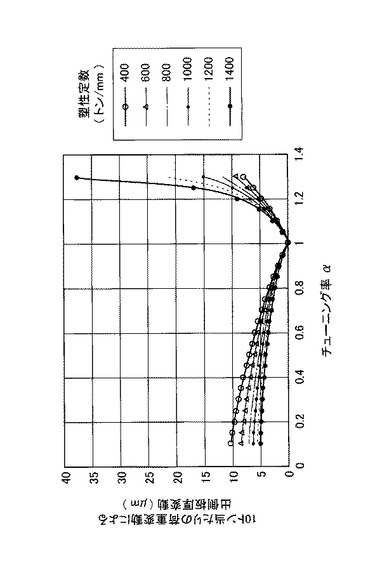
この関係式(5)を用いて、ミル定数Mが500トン/mmの場合における所定荷重変動による出側板厚変動量Δh/ΔPoを表したものを図2に示す。この図2は、種々の塑性定数Kの材料でのチューニング率αに対する荷重変動による出側板厚変動量Δh/ΔPoの絶対値を表している。同図から明らかなように、チューニング率が1.0のときに板厚変動が解消し、チューニング率αが1.0から外れると板厚変動が発生する。特に、チューニング率αが1.0よりも大きな場合に板厚変動が大きく、しかも塑性定数Kの高い材料(例えば変形抵抗が大きな材料、板幅の広いもの等)ほど急激に板厚変動が大きくなることが分かる。
【0032】
次に、許容される板厚変動量(板厚変動量の目標範囲)Δhと荷重変動量ΔPoとの比をAとし、前記関係式(5)を変形すると以下の関係式(6)が成立する。すなわち、板厚変動量Δhが許容範囲内に収まるようなチューニング率αの範囲が、比A、塑性定数K及びミル定数Mで表されることになる。
【0033】
【数2】
【0034】
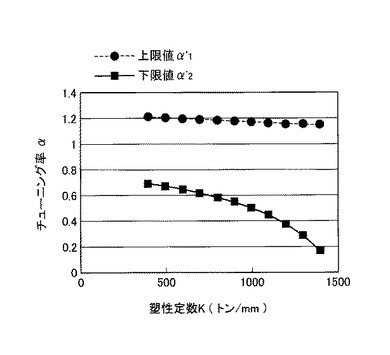
例えば、ミル定数Mが500トン/mm、荷重変動量ΔPoが20トン、目標板厚変動量Δhが10μmの場合におけるチューニング率αの上限値α’1及び下限値α’2を塑性定数Kとの相関で表したものを図3に示す。この場合では、塑性定数Kによらずチューニング率αの上限値α’1はほぼ1.2程度となっており、下限値α’2は塑性定数Kが高いほど下がる傾向にある。このチューニング率αの上限値α’1及び下限値α’2を用いて、前記荷重限界値が導出されることになる。
【0035】
このチューニング率αの上限値α’1及び下限値α’2を規定するミル定数M、荷重変動量ΔPo、板厚変動量Δh及び塑性係数Kは何れも圧延実績等から調整するものではなく、圧延条件としてそのまま用いることができるものである。すなわち、ミル定数Mは圧延機21〜25に固有の定数であり、少なくとも圧延時には得られている。また荷重変動量ΔPoは材料の製造条件によって決まるので、少なくとも圧延時までに得ることができる。またここでの板厚変動量Δhは、目標とされる許容範囲なので、任意に設定することができる。また塑性定数Kは変形抵抗及び圧延条件によって決まるので、少なくとも圧延時には得られている。したがって、これらを用いて導出されるチューニング率αの上限値α’1及び下限値α’2は、圧延開始前又は圧延開始時に予め設定しておくことができる。
【0036】
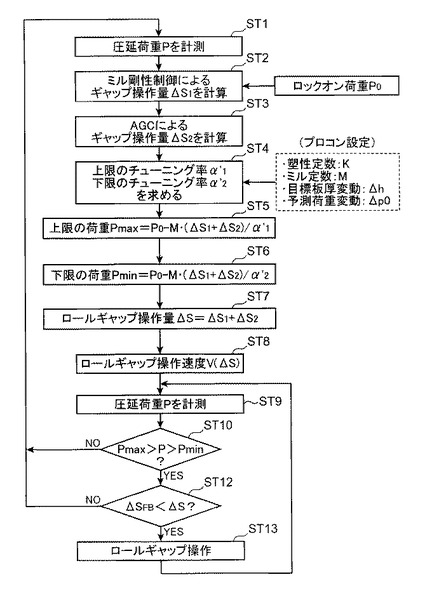
次に、本実施形態1に係る圧延制御装置90の制御動作について図4に示す制御フローを参照しながら説明する。まず圧延を開始する前に設定値である塑性定数K、ミル定数M、目標板厚変動量Δh及び予測荷重変動量ΔPoを読み込む。これらの値は制御器80に記憶されている。なお、塑性定数Kは、変形抵抗及びパススケジュールから計算してもよく、あるいは材質、板幅、製品板厚等によるテーブル値として記憶しておいてもよい。またミル定数Mは、圧延開始前に実測してもよく、あるいは圧延実績から逆算することもできる。ここでは、圧延開始前に実測した固定値を用いることにする。目標板厚変動量Δhは、製品サイズ毎に各スタンド11〜15での変動量がテーブル値として設定されている。予測荷重変動量ΔPoは、テーブル値として設定されている。
【0037】
圧延を開始するとともに、ミル剛性制御のロックオン荷重Poを読み取る。このロックオン荷重Poは、前回の圧延が同一鋼種の場合には、その圧延時に板厚が目標範囲に入ったときの実測荷重が採用されており、前回圧延が異なる剛種の場合は、AGC制御によって板厚が目標範囲に入るまでミル剛性制御を作動させず、板厚が目標範囲に到達したときの圧延荷重が採用される。圧延が開始されると、圧延荷重Pを計測し(ステップST1)、この計測された圧延荷重Pとロックオン荷重Poとの偏差ΔP(=P−Po)を計算して、前記式(3)に従ってミル剛性制御の制御出力(第1ロールギャップ操作量)ΔS1を導出する(ステップST2)。他方、圧延機21〜25で圧延された各出側の板厚計測値に基づいて、各圧延機21〜25におけるAGC制御の制御出力(第2ロールギャップ操作量)ΔS2を導出する(ステップST3)。
【0038】
続いて、記録されている塑性定数K、ミル定数M、目標板厚変動量Δh及び予測荷重変動量ΔPoを用い、前記式(6)にしたがってチューニング率αの許容範囲を導出する。すなわち、式(6)によりチューニング率αの上限値α’1と、チューニング率αの下限値α’2とを導出する(ステップST4)。
【0039】
次に、この上限値α’1に基づいて圧延荷重の上限値Pmaxを導出するとともに(ステップST5)、下限値α’2に基づいて圧延荷重の下限値Pminを導出する(ステップST6)。ここで、圧延荷重の上限値Pmaxは、チューニング率αが上限値α’1にあるときの荷重偏差ΔP(=Pmax−Po)、ミル剛性制御による制御出力ΔS1とAGC制御による制御出力ΔS2との和(ΔS1+ΔS2)を用い、式(3)に従って導出される。一方、圧延荷重の下限値Pminは、チューニング率αが下限値α’2にあるときの荷重偏差ΔP(=Pmin−Po)、ミル剛性制御による制御出力ΔS1とAGC制御による制御出力ΔS2との和(ΔS1+ΔS2)を用い、式(3)に従って導出される。
【0040】
続いて、ミル剛性制御による制御出力ΔS1とAGC制御による制御出力ΔS2との和(ΔS1+ΔS2)をロールギャップ操作量ΔSとし(ステップST7)、このロールギャップ操作量ΔSを実際に操作すべく、ロールギャップ操作速度V(ΔS)が算出され(ステップST8)、圧下機構61〜65の油圧装置(図示省略)に圧下指令が出力される。そして、圧延荷重Pを計測しながら圧下操作を行い(ステップST9)、この計測された圧延荷重Pが制限範囲内か否か、すなわち圧延荷重Pが下限値Pminと上限値Pmaxとの間にあるか否かが判定される(ステップST10)。そして、圧延荷重Pが制限範囲内にあれば、ステップST11に進んで油圧圧下指令が出され、前記導出されたロールギャップ操作量ΔSに達したか否かを判定しながら、ロールギャップ操作が行われる(ステップST12,ST13)。すなわち、この動作は圧下量のFB値が指令のΔSに到達するまで行われる。
【0041】
この圧下動作は、圧延荷重Pを計測しながら行われており(ステップST9〜ST13)、指令のΔSに達するまでに計測荷重Pが制限範囲から外れると、圧下量が前記ロールギャップ操作量ΔSに達していなくてもロールギャップ操作は停止されることとなる。したがって、本実施形態1によれば、ミル剛性制御とAGC制御との干渉が生じて出力されたロールギャップ操作量ΔSが仮に過大なものであった場合であっても、圧延荷重Pが制限範囲に収まる範囲内にロールギャップ操作量ΔSが制限されて、その範囲でロールギャップ操作が行われることとなる。このため、板厚変動量を許容範囲内に収め易くすることができる。しかも、圧延荷重の上限値Pmax及び下限値Pminは圧延前又が圧延開始時に予め得られているため、実際にロールギャップ操作したときの圧延荷重変化をリアルタイムで監視することができるので、被圧延材70の急激な硬度変化等に対応でき、この点からも板厚変動量を許容範囲内に収め易くすることができる。
【0042】
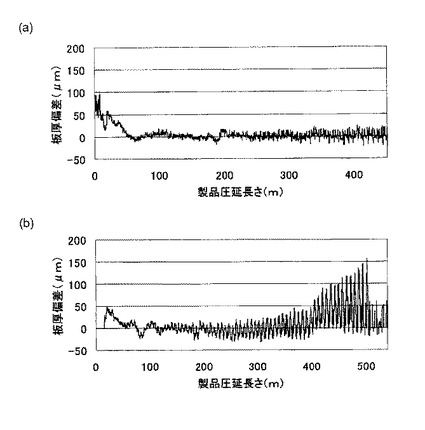
このように本実施形態1では、板厚変動を有効に抑制することができる。例えば、図5(a)には、本実施形態1のタンデム圧延機10によって圧延した圧延結果の一例を示しており、図5(b)に示す従来のタンデム圧延機による圧延結果と比較すると、本実施形態1ではミル剛性制御とAGC制御の干渉を有効に排除でき、板厚変動を効果的に抑制できることを理解することができる。なお、ミル剛性制御とAGC制御との干渉が生じて過大なロールギャップ操作量ΔSが導出される場合としては、以下の場合が該当する。例えば、硬度変動により荷重が増加したときにその分板厚が厚くなり、この厚くなった部位が出側の板厚計で感知されると、AGC制御によってロールギャップ操作されることになるが、このときちょうどロール直下にある被圧延材70の硬度が低下していると、ロールギャップを締め込み過ぎることとなる。この場合には板厚が薄くなり過ぎる。例えばこのような現象が繰り返される場合である。
【0043】
(実施形態2)
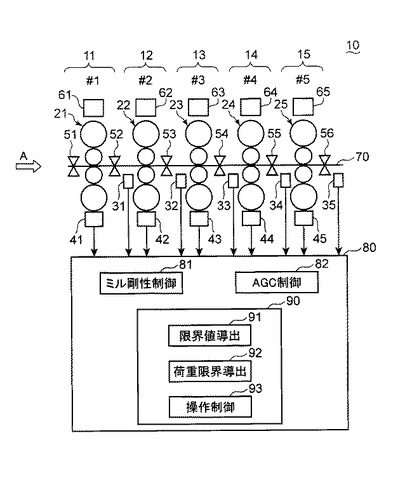
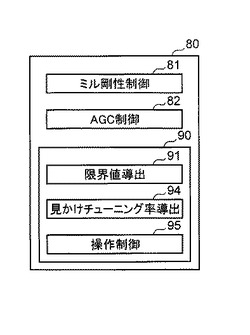
図6は本発明の実施形態2に係るタンデム圧延機10に設けられた制御器80を概念的に示している。なお、ここでは実施形態1と同じ構成要素には同じ符号を付し、その詳細な説明を省略する。
【0044】
この実施形態2は、見かけ上のチューニング率を監視するようにしたものである。具体的には、圧延制御装置90は、記憶された所定のプログラムを実行することにより、その機能として限界値導出手段91と、見かけチューニング率導出手段94と、操作制御手段95とが実現される。限界値導出手段91は実施形態1と同様である。
【0045】
前記見かけチューニング率導出手段94は、ミル剛性制御及びAGC制御に基づくロールギャップ操作量ΔSと、基準荷重に対する荷重偏差ΔPとから見かけ上のチューニング率α’を導出する。具体的には、ロールギャップ操作量ΔSは、ミル剛性制御による制御出力(第1ロールギャップ操作量)ΔS1とAGC制御による制御出力(第2ロールギャップ操作量)ΔS2との和(ΔS1+ΔS2)として導出され、荷重偏差ΔPは計測された圧延荷重Pとロックオン荷重Poとの偏差ΔP(=P−Po)として導出される。そして、これら操作量ΔS及び荷重偏差ΔPの関係について見かけ上のチューニング率α’を定義すれば、見かけ上のチューニング率α’は下記式(7)
−M・(ΔS/ΔP)=α’ ・・・・・(7)
によって導出することができる。この見かけ上のチューニング率α’は、前記ロールギャップ操作量ΔSまで圧延機21〜25を移動させる際に、リアルタイムで得られるものである。
【0046】
前記操作制御手段95は、圧延中に見かけ上のチューリング率α’を監視することによってロールギャップ操作量が過大にならないように制御するものであり、見かけ上のチューニング率α’が限界範囲を超えないようにロールギャップ制御する。すなわち、見かけ上のチューニング率α’が上限値α’1と下限値α’2との間にある限りは、ロールギャップ操作を行う一方、この範囲から外れるとロールギャップ操作を停止する。
【0047】
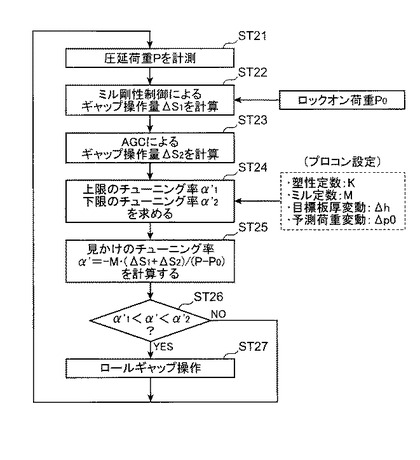
次に、本実施形態2に係る圧延制御装置90の制御動作について図7に示す制御フローを参照しながら説明する。圧延を開始する前の設定値の読み込み等は実施形態1と同様に実行される。また、ステップST21〜ステップST24については、実施形態1におけるステップST1〜ステップST4と同様に実行される。それに続き、見かけ上のチューニング率α’が導出される(ステップST25)。ここでの見かけ上のチューニング率α’の導出は、前記式(7)にしたがって行われる。すなわち、計測された圧延荷重Pとロックオン荷重Poとの偏差を荷重偏差ΔP(=P−Po)として入力し、ミル剛性制御による制御出力ΔS1とAGC制御による制御出力ΔS2との和(ΔS1+ΔS2)をロールギャップ操作量ΔSとして入力する。そして、これらが入力された式(7)から導出された値を見かけ上のチューニング率α’として出力する。このとき荷重偏差ΔPは圧延中に常時測定できるために、見かけ上のチューニング率α’をリアルタイムで取得することができる。
【0048】
そして、この見かけ上のチューニング率α’が上限値α’1と下限値α’2との間にあるか否かを判定し(ステップST26)、それらの間すなわち限界範囲内にあればステップST27に移って、ロールギャップ操作する。このステップST21〜ST26の制御は、ロールギャップ操作する間中繰り返し行われ、その操作中に見かけ上のチューニング率α’の値が前記限界範囲から外れると、ロールギャップ操作が停止される。言い換えると、見かけ上のチューニング率α’が限界範囲から外れるときには、ロールギャップ操作が禁止される。
【0049】
したがって、本実施形態2によれば、ミル剛性制御とAGC制御とが干渉して板厚変動量が許容範囲を超えるようなロールギャップ操作量ΔSを導出することがあったとしても、見かけ上のチューニング率α’が限界範囲内に収まっている範囲でのみロールギャップ操作が行われるため、板厚変動量を許容範囲内に収め易くすることができる。また、圧延中にリアルタイムで得られる見かけ上のチューニング率α’を用いるため、被圧延材70の急激な硬度変化等に対応でき、この点からも板厚変動量を許容範囲内に収め易くすることができる。
【0050】
また本実施形態2では、見かけ上のチューニング率α’が限界範囲を超えるときには、ロールギャップ操作を禁止するようにしているので、限界範囲を超える場合にはロールギャップ操作量を予測する必要がなくなる。この結果、制御を簡素化することができる。
【0051】
なお、その他の構成、作用及び効果はその説明を省略するが前記実施形態1と同様である。
【図面の簡単な説明】
【0052】
【図1】本発明の実施形態1に係る圧延制御装置が適用されたタンデム圧延機の要部を概略的に示す図である。
【図2】チューニング率と10トン当たりの荷重変動による出側板厚変動との相関の一例を示す特性図である。
【図3】チューニング率の上限値及び下限値と塑性定数との相関の一例を示す特性図である。
【図4】前記圧延制御装置による制御の流れを示すフロー図である。
【図5】(a)は、本実施形態1のタンデム圧延機によって圧延したときの板厚偏差の推移の一例を示す図であり、(b)は従来のタンデム圧延機によって圧延したときの板厚偏差の推移の一例を示す図である。
【図6】本発明の実施形態2に係るタンデム圧延機に設けられた制御器が有する機能を概念的に示す図である。
【図7】本発明の実施形態2に係る圧延制御装置による制御の流れを示すフロー図である。
【符号の説明】
【0053】
10 タンデム圧延機
70 被圧延材
80 制御器
81 ミル剛性制御手段
82 制御手段
90 圧延制御装置
91 限界値導出手段
92 荷重限界導出手段
93 操作制御手段
94 チューニング率導出手段
95 操作制御手段
【技術分野】
【0001】
本発明は、圧延制御方法、圧延制御装置及びタンデム圧延機に関するものである。
【背景技術】
【0002】
従来、圧延時に板厚を制御する方法として、出側の板厚偏差を計測器によって計測してロールギャップを変化させるAGC制御が知られているが、このAGC制御では、圧延開始直後や圧延速度が低い場合での制御が困難なため、このような場合にミル剛性制御が行われている。ミル剛性制御では、板厚変動を荷重変動に伴う成分とロールギャップの操作量による成分とによって表し、板厚変動をゼロに近づける制御が行われる。すなわち、荷重変動量をΔP、ミル定数をM、ロールギャップの変動量をΔSとすると、板厚変動量Δhは、以下の関係式(1)により、
Δh=(ΔP/M)+ΔS ・・・・・(1)
と表すことができる。ここで、(ΔP/M)は、荷重変動に伴う見かけ上のロールギャップ変化量に相当する。そして、下記式(2)
ΔS=−(ΔP/M) ・・・・・(2)
を満足するようにロールギャップの変動量ΔSを規定すれば、理論上板厚変動をゼロにすることができるが、比例ゲインであるチューニング率αを用いて、以下の式(3)
ΔS=−α(ΔP/M) ・・・・・(3)
に基づいてロールギャップを調整する制御を行っている。このとき、ミル定数Mの同定誤差や定常時のAGC制御との干渉による過応答を防止すべく、チューニング率αは1.0以下の値が採用される。
【0003】
このようにチューニング率αを用いたミル剛性制御は、例えば特許文献1,2に開示されている。特許文献1に開示された圧延方法では、チューニング率αを1よりも大きくすることにより、推定されたミル伸び量よりも大きくロールギャップを変動させるようにしている。これにより硬度むらに起因する板厚変動を抑制することができると記載されている。また特許文献2に開示された圧延方法では、出側での板厚変化量と圧延荷重変動量との相関係数を求め、この相関係数に応じてチューニング率αを補正するようにしている。この圧延方法では硬度むらなどの長手方向の板厚変動を抑制する効果が極めて大きいことが記載されている。
【特許文献1】特開2004−230407号公報
【特許文献2】特開2003−136116号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ミル剛性制御のみでは板厚の絶対値制御ができないため通常AGC制御が併用される。しかしながら、特許文献1のようにミル剛性制御のチューニング率αを1.0よりも大きくして制御する場合にAGC制御を併用しようとすると、ミル剛性制御とAGC制御との干渉によってロールギャップ変動が大きくなる場合があると考えられ(この場合、チューニング率が見かけ上大きくなっている)、この場合にはチューニング率αの調整のみで過制御を防止できないという状況に陥る。
【0005】
一方、特許文献2の制御では、圧延荷重変動量と出側での板厚変動との相関を取ってチューニング率を自動的に調整することにより、材料やパススケジュールによる塑性定数の変化を自動的に認識し、過制御が抑制できるようになっている。また、AGC制御との干渉が生じた場合には、出側の板厚を計測することにより適切なチューニング率の設定が可能とされている。しかしながら、板の硬度変化は急激であるため、たとえ圧延荷重変動量と出側での板厚変化量との相関を取っていたとしても、実際にはこの急激な変化に対応できるものではなく、この結果、板厚変動を抑制することは困難である。つまり、相関係数を算出して適切なチューニング率に設定するまでにある程度の時間を要するため、ある程度の長さ範囲に亘り、板厚変動が抑えられることなく圧延が行われてしまう。このような問題は、硬度変化が顕著に現れる板の先端部や後端部で発生しやすい。
【0006】
そこで、本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、ミル剛性制御とAGC制御との干渉によって過制御が生じたとしても、それに基づいてロールギャップ制御されるのを未然に防止することによって板厚変動を抑制することにある。
【課題を解決するための手段】
【0007】
前記の目的を達成するため、本発明は、ミル定数と荷重偏差とを用いるミル剛性制御によって導出される第1ロールギャップ操作量と、出側の板厚変動量を用いるAGC制御によって導出される第2ロールギャップ操作量とに応じてロールギャップ操作量を制御する圧延制御方法を前提として、板厚変動量が許容範囲内に収まるチューニング率の限界範囲を予測荷重変動量に基づいて導出し、前記ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、前記限界範囲とに基づいて荷重限界値を導出し、前記ミル剛性制御及びAGC制御に基づく圧延荷重値が前記荷重限界値を超えないようにロールギャップ操作量を制御する。
【0008】
チューニング率の限界範囲を導出するのに用いられる予測荷重変動量は、予め得られているものなので、チューニング率の限界範囲は予め導出しておくことができる。しかも、本発明では、ミル剛性制御及びAGC制御に基づいてロールギャップ制御したときの圧延荷重値が前記チューニング率の限界範囲に基づいて導出される荷重限界値に収まるようにロールギャップ操作量が制御されるので、ミル剛性制御とAGC制御とが干渉して板厚変動量が許容範囲を超えるようなロールギャップ操作量を導出することがあったとしても、その場合にはロールギャップ操作が制限される。このため、ミル剛性制御とAGC制御との干渉によって過制御が生じたとしても、それに基づいて過剰にロールギャップ制御されるのを未然に防止することができる。したがって、板厚変動量を許容範囲内に収め易くすることができる。また、実際にロールギャップ操作したときの圧延荷重変化をリアルタイムで監視し、それに基づいてロールギャップ制御するので、被圧延材の急激な硬度変化等にも対応することができる。この結果、被圧延材に急激な硬度変化等が生ずる場合にも板厚変動量を許容範囲内に収め易くすることができる。
【0009】
また、本発明は、ミル定数と荷重偏差とを用いるミル剛性制御によって導出される第1ロールギャップ操作量と、出側の板厚変動量を用いるAGC制御によって導出される第2ロールギャップ操作量とに応じてロールギャップ操作量を制御する圧延制御方法を前提として、板厚変動量が許容範囲内に収まるチューニング率の限界範囲を予測荷重変動量に基づいて導出し、前記ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、基準荷重に対する荷重偏差とから見かけ上のチューニング率を導出し、前記見かけ上のチューニング率が前記チューニング率の限界範囲を超えないようにロールギャップ操作量を制御する。
【0010】
チューニング率の限界範囲を導出するのに用いられる予測荷重変動量は、予め得られるものなので、チューニング率の限界範囲を予め導出しておくことができる。しかも、見かけ上のチューニング率を導出するのに用いられる荷重偏差については圧延中に常時測定できるために、見かけ上のチューニング率をリアルタイムで取得することができる。このため、本発明によれば、チューニング率の限界範囲を予め導出するとともに、圧延中にリアルタイムで得られる見かけ上のチューニング率が前記限界範囲内を超えない範囲でミル剛性制御及びAGC制御に基づくロールギャップ操作を行うため、ミル剛性制御とAGC制御とが干渉して板厚変動量が許容範囲を超えるようなロールギャップ操作量を導出することがあったとしても、その場合にはロールギャップ操作が制限される。このため、板厚変動量を許容範囲内に収め易くすることができる。また、圧延中にリアルタイムで得られる見かけ上のチューニング率を用いて、それに基づいてロールギャップ制御するため、被圧延材の急激な硬度変化等にも対応することができる。この結果、被圧延材に急激な硬度変化等が生ずる場合にも板厚変動量を許容範囲内に収め易くすることができる。
【0011】
この圧延制御方法において、前記見かけ上のチューニング率が前記チューニング率の限界範囲を超えるときには、ロールギャップ操作を禁止するのが好ましい。
【0012】
この態様では、見かけ上のチューニング率が前記チューニング率の限界範囲を超えるときにロールギャップ操作を行わないため、そのような場合にはロールギャップ操作量を予測する必要がなくなる。この結果、制御を簡素化することができる。
【0013】
また、本発明は、ミル定数と荷重偏差とを用いるミル剛性制御によって導出される第1ロールギャップ操作量と、出側の板厚変動量を用いるAGC制御によって導出される第2ロールギャップ操作量とに応じてロールギャップ操作量を制御する圧延制御装置を前提として、板厚変動量が許容範囲内に収まるチューニング率の限界範囲を予測荷重変動量に基づいて導出する限界値導出手段と、前記ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、前記限界範囲とに基づいて荷重限界値を導出する荷重限界導出手段と、前記ミル剛性制御及びAGC制御に基づく圧延荷重値が前記荷重限界値を超えないようにロールギャップ操作量を制御する操作制御手段とを備えている。
【0014】
また、本発明は、ミル定数と荷重偏差とを用いるミル剛性制御によって導出される第1ロールギャップ操作量と、出側の板厚変動量を用いるAGC制御によって導出される第2ロールギャップ操作量とに応じてロールギャップ操作量を制御する圧延制御装置を前提として、板厚変動量が許容範囲内に収まるチューニング率の限界範囲を予測荷重変動量に基づいて導出する限界値導出手段と、前記ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、基準荷重に対する荷重偏差とに基づいて、見かけ上のチューニング率を導出する見かけチューニング率導出手段と、前記見かけ上のチューニング率が前記チューニング率の限界範囲を超えないようにロールギャップ操作量を制御する操作制御手段とを備えている。
【0015】
この圧延制御装置において、前記操作制御手段は、前記見かけ上のチューニング率が前記チューニング率の限界範囲を超えるときには、ロールギャップ操作を禁止するのが好ましい。
【0016】
また、本発明は、被圧延材が流れる方向に間隔をおいて配置される複数の圧延機と、前記圧延機に応じて配置される複数の荷重計と、前記圧延機に応じて配置される複数の板厚計と、前記圧延制御装置とを備えているタンデム圧延機である。
【0017】
この発明では、タンデム圧延機による圧延において、板厚変動量を許容範囲内に収め易くすることができる。
【発明の効果】
【0018】
以上説明したように、本発明によれば、ミル剛性制御とAGC制御との干渉によって過制御が生じたとしても、それに基づいてロールギャップ制御されるのを未然に防止することができ、これにより板厚変動を抑制することができる。
【発明を実施するための最良の形態】
【0019】
以下、本発明を実施するための最良の形態について図面を参照しながら詳細に説明する。
【0020】
(実施形態1)
図1は、本発明に係る圧延制御装置の一実施形態が適用されたタンデム圧延機10を概略的に示している。本タンデム圧延機10は、冷間圧延機として構成されるものであり、複数台(#1〜#5の5台)の圧延スタンド11〜15が被圧延材70の流れる方向に間隔をおいて配設されている。本タンデム圧延機10では、図1中に矢印Aで示す方向に送り出された被圧延材70が各圧延スタンド11〜15において冷間圧延される。
【0021】
各圧延スタンド11〜15は、被圧延材70を圧延する圧延機21〜25と、被圧延材70の出側での板厚を測定する板厚計31〜35と、圧延荷重を測定する荷重計41〜45とを備えている。各圧延スタンド11〜15間には、被圧延材70の張力を測定する張力計51〜56が配設されている。
【0022】
またタンデム圧延機10は、前記圧延機21〜25のロールギャップを調整する圧下機構61〜65を各圧延スタンド11〜15ごとに備え、各圧下機構61〜65を駆動制御する制御器80が設けられている。この制御器80には、その機能としてミル剛性制御手段81とAGC制御手段82とが含まれている。なお、制御器80は、タンデム圧延機10全体として統合して制御するものであってもよく、あるいは各圧延スタンド11〜15毎に個別に設けられて各制御器80が個別に圧延スタンド11〜15を制御するものであってもよい。
【0023】
前記ミル剛性制御手段81は、ミル剛性制御を行うものであり、前記式(1)〜(3)を用いて説明したように、荷重偏差ΔPとミル定数Mとの比に比例ゲインであるチューニング率αを乗じて得られる第1ロールギャップ操作量ΔS1を出力し、この出力に基づいてロールギャップ操作されることにより、板厚調整が行なわれる。
【0024】
前記AGC制御手段82は、AGC制御を行うものであり、出側の板厚変動量に基づいて得られる第2ロールギャップ操作量ΔS2を出力し、この出力に基づいてロールギャップ操作されることにより、板厚調整が行なわれる。
【0025】
本タンデム圧延機10には、圧延制御装置90が設けられている。この圧延制御装置90は、制御器80に設けられており、ミル剛性制御及びAGC制御によるロールギャップ操作量が所定範囲に収まるように制御するものである。この圧延制御装置90は、記憶された所定のプログラムを実行することにより、その機能として限界値導出手段91と、荷重限界導出手段92と、操作制御手段93とが実現される。
【0026】
前記限界値導出手段91は、板厚変動量が許容範囲内に収まるようなチューニング率の限界範囲を予測荷重変動量に基づいて導出する。この予測荷重変動量とは、被圧延材70の製造条件から決まる硬度変動によって生じる荷重変動量を意味している。すなわち、被圧延材70の製造条件によって予測荷重変動量が得られるため、この予測荷重変動量は圧延前に予め得られるものである。予測荷重変動量に基づいてチューニング率の限界範囲を導出する手順の詳細については、後述する。
【0027】
前記荷重限界導出手段92は、ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、前記チューニング率の限界範囲とに基づいて荷重限界値を導出する。すなわち、チューニング率αの上限値α’1と下限値α’2とを用いて荷重限界値を導出する。
【0028】
前記操作制御手段93は、ミル剛性制御及びAGC制御によって導出されたロールギャップ操作量で操作された場合の圧延荷重値が前記荷重限界値を超えないようにロールギャップ制御する。具体的には、ミル剛性制御による第1ロールギャップ操作量ΔS1と、AGC制御による第2ロールギャップ操作量ΔS2とを加算した操作量でロールギャップ操作したときに、その操作時に測定される圧延荷重値Pが前記過重限界値を超えないようにロールギャップの操作が行われるようになっている。
【0029】
ここで、チューニング率の限界範囲をどのように規定したかについて説明する。まず式(3)の荷重変動量ΔPを出側での板厚変動の項とそれ以外の項とに分けて考えると、以下の式(4)
ΔP=−K・Δh+ΔPo ・・・・・(4)
のように表すことができる。ここで、Kは被圧延材70の材料の塑性定数であり、ΔPoは硬度変動による荷重変動量である。この式(4)を式(3)に代入し、それをさらに式(1)に代入して出側での板厚変動量Δhと荷重変動量ΔPoとの関係式(5)を導出する。
【0030】
【数1】
【0031】
この関係式(5)を用いて、ミル定数Mが500トン/mmの場合における所定荷重変動による出側板厚変動量Δh/ΔPoを表したものを図2に示す。この図2は、種々の塑性定数Kの材料でのチューニング率αに対する荷重変動による出側板厚変動量Δh/ΔPoの絶対値を表している。同図から明らかなように、チューニング率が1.0のときに板厚変動が解消し、チューニング率αが1.0から外れると板厚変動が発生する。特に、チューニング率αが1.0よりも大きな場合に板厚変動が大きく、しかも塑性定数Kの高い材料(例えば変形抵抗が大きな材料、板幅の広いもの等)ほど急激に板厚変動が大きくなることが分かる。
【0032】
次に、許容される板厚変動量(板厚変動量の目標範囲)Δhと荷重変動量ΔPoとの比をAとし、前記関係式(5)を変形すると以下の関係式(6)が成立する。すなわち、板厚変動量Δhが許容範囲内に収まるようなチューニング率αの範囲が、比A、塑性定数K及びミル定数Mで表されることになる。
【0033】
【数2】
【0034】
例えば、ミル定数Mが500トン/mm、荷重変動量ΔPoが20トン、目標板厚変動量Δhが10μmの場合におけるチューニング率αの上限値α’1及び下限値α’2を塑性定数Kとの相関で表したものを図3に示す。この場合では、塑性定数Kによらずチューニング率αの上限値α’1はほぼ1.2程度となっており、下限値α’2は塑性定数Kが高いほど下がる傾向にある。このチューニング率αの上限値α’1及び下限値α’2を用いて、前記荷重限界値が導出されることになる。
【0035】
このチューニング率αの上限値α’1及び下限値α’2を規定するミル定数M、荷重変動量ΔPo、板厚変動量Δh及び塑性係数Kは何れも圧延実績等から調整するものではなく、圧延条件としてそのまま用いることができるものである。すなわち、ミル定数Mは圧延機21〜25に固有の定数であり、少なくとも圧延時には得られている。また荷重変動量ΔPoは材料の製造条件によって決まるので、少なくとも圧延時までに得ることができる。またここでの板厚変動量Δhは、目標とされる許容範囲なので、任意に設定することができる。また塑性定数Kは変形抵抗及び圧延条件によって決まるので、少なくとも圧延時には得られている。したがって、これらを用いて導出されるチューニング率αの上限値α’1及び下限値α’2は、圧延開始前又は圧延開始時に予め設定しておくことができる。
【0036】
次に、本実施形態1に係る圧延制御装置90の制御動作について図4に示す制御フローを参照しながら説明する。まず圧延を開始する前に設定値である塑性定数K、ミル定数M、目標板厚変動量Δh及び予測荷重変動量ΔPoを読み込む。これらの値は制御器80に記憶されている。なお、塑性定数Kは、変形抵抗及びパススケジュールから計算してもよく、あるいは材質、板幅、製品板厚等によるテーブル値として記憶しておいてもよい。またミル定数Mは、圧延開始前に実測してもよく、あるいは圧延実績から逆算することもできる。ここでは、圧延開始前に実測した固定値を用いることにする。目標板厚変動量Δhは、製品サイズ毎に各スタンド11〜15での変動量がテーブル値として設定されている。予測荷重変動量ΔPoは、テーブル値として設定されている。
【0037】
圧延を開始するとともに、ミル剛性制御のロックオン荷重Poを読み取る。このロックオン荷重Poは、前回の圧延が同一鋼種の場合には、その圧延時に板厚が目標範囲に入ったときの実測荷重が採用されており、前回圧延が異なる剛種の場合は、AGC制御によって板厚が目標範囲に入るまでミル剛性制御を作動させず、板厚が目標範囲に到達したときの圧延荷重が採用される。圧延が開始されると、圧延荷重Pを計測し(ステップST1)、この計測された圧延荷重Pとロックオン荷重Poとの偏差ΔP(=P−Po)を計算して、前記式(3)に従ってミル剛性制御の制御出力(第1ロールギャップ操作量)ΔS1を導出する(ステップST2)。他方、圧延機21〜25で圧延された各出側の板厚計測値に基づいて、各圧延機21〜25におけるAGC制御の制御出力(第2ロールギャップ操作量)ΔS2を導出する(ステップST3)。
【0038】
続いて、記録されている塑性定数K、ミル定数M、目標板厚変動量Δh及び予測荷重変動量ΔPoを用い、前記式(6)にしたがってチューニング率αの許容範囲を導出する。すなわち、式(6)によりチューニング率αの上限値α’1と、チューニング率αの下限値α’2とを導出する(ステップST4)。
【0039】
次に、この上限値α’1に基づいて圧延荷重の上限値Pmaxを導出するとともに(ステップST5)、下限値α’2に基づいて圧延荷重の下限値Pminを導出する(ステップST6)。ここで、圧延荷重の上限値Pmaxは、チューニング率αが上限値α’1にあるときの荷重偏差ΔP(=Pmax−Po)、ミル剛性制御による制御出力ΔS1とAGC制御による制御出力ΔS2との和(ΔS1+ΔS2)を用い、式(3)に従って導出される。一方、圧延荷重の下限値Pminは、チューニング率αが下限値α’2にあるときの荷重偏差ΔP(=Pmin−Po)、ミル剛性制御による制御出力ΔS1とAGC制御による制御出力ΔS2との和(ΔS1+ΔS2)を用い、式(3)に従って導出される。
【0040】
続いて、ミル剛性制御による制御出力ΔS1とAGC制御による制御出力ΔS2との和(ΔS1+ΔS2)をロールギャップ操作量ΔSとし(ステップST7)、このロールギャップ操作量ΔSを実際に操作すべく、ロールギャップ操作速度V(ΔS)が算出され(ステップST8)、圧下機構61〜65の油圧装置(図示省略)に圧下指令が出力される。そして、圧延荷重Pを計測しながら圧下操作を行い(ステップST9)、この計測された圧延荷重Pが制限範囲内か否か、すなわち圧延荷重Pが下限値Pminと上限値Pmaxとの間にあるか否かが判定される(ステップST10)。そして、圧延荷重Pが制限範囲内にあれば、ステップST11に進んで油圧圧下指令が出され、前記導出されたロールギャップ操作量ΔSに達したか否かを判定しながら、ロールギャップ操作が行われる(ステップST12,ST13)。すなわち、この動作は圧下量のFB値が指令のΔSに到達するまで行われる。
【0041】
この圧下動作は、圧延荷重Pを計測しながら行われており(ステップST9〜ST13)、指令のΔSに達するまでに計測荷重Pが制限範囲から外れると、圧下量が前記ロールギャップ操作量ΔSに達していなくてもロールギャップ操作は停止されることとなる。したがって、本実施形態1によれば、ミル剛性制御とAGC制御との干渉が生じて出力されたロールギャップ操作量ΔSが仮に過大なものであった場合であっても、圧延荷重Pが制限範囲に収まる範囲内にロールギャップ操作量ΔSが制限されて、その範囲でロールギャップ操作が行われることとなる。このため、板厚変動量を許容範囲内に収め易くすることができる。しかも、圧延荷重の上限値Pmax及び下限値Pminは圧延前又が圧延開始時に予め得られているため、実際にロールギャップ操作したときの圧延荷重変化をリアルタイムで監視することができるので、被圧延材70の急激な硬度変化等に対応でき、この点からも板厚変動量を許容範囲内に収め易くすることができる。
【0042】
このように本実施形態1では、板厚変動を有効に抑制することができる。例えば、図5(a)には、本実施形態1のタンデム圧延機10によって圧延した圧延結果の一例を示しており、図5(b)に示す従来のタンデム圧延機による圧延結果と比較すると、本実施形態1ではミル剛性制御とAGC制御の干渉を有効に排除でき、板厚変動を効果的に抑制できることを理解することができる。なお、ミル剛性制御とAGC制御との干渉が生じて過大なロールギャップ操作量ΔSが導出される場合としては、以下の場合が該当する。例えば、硬度変動により荷重が増加したときにその分板厚が厚くなり、この厚くなった部位が出側の板厚計で感知されると、AGC制御によってロールギャップ操作されることになるが、このときちょうどロール直下にある被圧延材70の硬度が低下していると、ロールギャップを締め込み過ぎることとなる。この場合には板厚が薄くなり過ぎる。例えばこのような現象が繰り返される場合である。
【0043】
(実施形態2)
図6は本発明の実施形態2に係るタンデム圧延機10に設けられた制御器80を概念的に示している。なお、ここでは実施形態1と同じ構成要素には同じ符号を付し、その詳細な説明を省略する。
【0044】
この実施形態2は、見かけ上のチューニング率を監視するようにしたものである。具体的には、圧延制御装置90は、記憶された所定のプログラムを実行することにより、その機能として限界値導出手段91と、見かけチューニング率導出手段94と、操作制御手段95とが実現される。限界値導出手段91は実施形態1と同様である。
【0045】
前記見かけチューニング率導出手段94は、ミル剛性制御及びAGC制御に基づくロールギャップ操作量ΔSと、基準荷重に対する荷重偏差ΔPとから見かけ上のチューニング率α’を導出する。具体的には、ロールギャップ操作量ΔSは、ミル剛性制御による制御出力(第1ロールギャップ操作量)ΔS1とAGC制御による制御出力(第2ロールギャップ操作量)ΔS2との和(ΔS1+ΔS2)として導出され、荷重偏差ΔPは計測された圧延荷重Pとロックオン荷重Poとの偏差ΔP(=P−Po)として導出される。そして、これら操作量ΔS及び荷重偏差ΔPの関係について見かけ上のチューニング率α’を定義すれば、見かけ上のチューニング率α’は下記式(7)
−M・(ΔS/ΔP)=α’ ・・・・・(7)
によって導出することができる。この見かけ上のチューニング率α’は、前記ロールギャップ操作量ΔSまで圧延機21〜25を移動させる際に、リアルタイムで得られるものである。
【0046】
前記操作制御手段95は、圧延中に見かけ上のチューリング率α’を監視することによってロールギャップ操作量が過大にならないように制御するものであり、見かけ上のチューニング率α’が限界範囲を超えないようにロールギャップ制御する。すなわち、見かけ上のチューニング率α’が上限値α’1と下限値α’2との間にある限りは、ロールギャップ操作を行う一方、この範囲から外れるとロールギャップ操作を停止する。
【0047】
次に、本実施形態2に係る圧延制御装置90の制御動作について図7に示す制御フローを参照しながら説明する。圧延を開始する前の設定値の読み込み等は実施形態1と同様に実行される。また、ステップST21〜ステップST24については、実施形態1におけるステップST1〜ステップST4と同様に実行される。それに続き、見かけ上のチューニング率α’が導出される(ステップST25)。ここでの見かけ上のチューニング率α’の導出は、前記式(7)にしたがって行われる。すなわち、計測された圧延荷重Pとロックオン荷重Poとの偏差を荷重偏差ΔP(=P−Po)として入力し、ミル剛性制御による制御出力ΔS1とAGC制御による制御出力ΔS2との和(ΔS1+ΔS2)をロールギャップ操作量ΔSとして入力する。そして、これらが入力された式(7)から導出された値を見かけ上のチューニング率α’として出力する。このとき荷重偏差ΔPは圧延中に常時測定できるために、見かけ上のチューニング率α’をリアルタイムで取得することができる。
【0048】
そして、この見かけ上のチューニング率α’が上限値α’1と下限値α’2との間にあるか否かを判定し(ステップST26)、それらの間すなわち限界範囲内にあればステップST27に移って、ロールギャップ操作する。このステップST21〜ST26の制御は、ロールギャップ操作する間中繰り返し行われ、その操作中に見かけ上のチューニング率α’の値が前記限界範囲から外れると、ロールギャップ操作が停止される。言い換えると、見かけ上のチューニング率α’が限界範囲から外れるときには、ロールギャップ操作が禁止される。
【0049】
したがって、本実施形態2によれば、ミル剛性制御とAGC制御とが干渉して板厚変動量が許容範囲を超えるようなロールギャップ操作量ΔSを導出することがあったとしても、見かけ上のチューニング率α’が限界範囲内に収まっている範囲でのみロールギャップ操作が行われるため、板厚変動量を許容範囲内に収め易くすることができる。また、圧延中にリアルタイムで得られる見かけ上のチューニング率α’を用いるため、被圧延材70の急激な硬度変化等に対応でき、この点からも板厚変動量を許容範囲内に収め易くすることができる。
【0050】
また本実施形態2では、見かけ上のチューニング率α’が限界範囲を超えるときには、ロールギャップ操作を禁止するようにしているので、限界範囲を超える場合にはロールギャップ操作量を予測する必要がなくなる。この結果、制御を簡素化することができる。
【0051】
なお、その他の構成、作用及び効果はその説明を省略するが前記実施形態1と同様である。
【図面の簡単な説明】
【0052】
【図1】本発明の実施形態1に係る圧延制御装置が適用されたタンデム圧延機の要部を概略的に示す図である。
【図2】チューニング率と10トン当たりの荷重変動による出側板厚変動との相関の一例を示す特性図である。
【図3】チューニング率の上限値及び下限値と塑性定数との相関の一例を示す特性図である。
【図4】前記圧延制御装置による制御の流れを示すフロー図である。
【図5】(a)は、本実施形態1のタンデム圧延機によって圧延したときの板厚偏差の推移の一例を示す図であり、(b)は従来のタンデム圧延機によって圧延したときの板厚偏差の推移の一例を示す図である。
【図6】本発明の実施形態2に係るタンデム圧延機に設けられた制御器が有する機能を概念的に示す図である。
【図7】本発明の実施形態2に係る圧延制御装置による制御の流れを示すフロー図である。
【符号の説明】
【0053】
10 タンデム圧延機
70 被圧延材
80 制御器
81 ミル剛性制御手段
82 制御手段
90 圧延制御装置
91 限界値導出手段
92 荷重限界導出手段
93 操作制御手段
94 チューニング率導出手段
95 操作制御手段
【特許請求の範囲】
【請求項1】
ミル定数と荷重偏差とを用いるミル剛性制御によって導出される第1ロールギャップ操作量と、出側の板厚変動量を用いるAGC制御によって導出される第2ロールギャップ操作量とに応じてロールギャップ操作量を制御する圧延制御方法であって、
板厚変動量が許容範囲内に収まるチューニング率の限界範囲を予測荷重変動量に基づいて導出し、
前記ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、前記限界範囲とに基づいて荷重限界値を導出し、
前記ミル剛性制御及びAGC制御に基づく圧延荷重値が前記荷重限界値を超えないようにロールギャップ操作量を制御する圧延制御方法。
【請求項2】
ミル定数と荷重偏差とを用いるミル剛性制御によって導出される第1ロールギャップ操作量と、出側の板厚変動量を用いるAGC制御によって導出される第2ロールギャップ操作量とに応じてロールギャップ操作量を制御する圧延制御方法であって、
板厚変動量が許容範囲内に収まるチューニング率の限界範囲を予測荷重変動量に基づいて導出し、
前記ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、基準荷重に対する荷重偏差とから見かけ上のチューニング率を導出し、
前記見かけ上のチューニング率が前記チューニング率の限界範囲を超えないようにロールギャップ操作量を制御する圧延制御方法。
【請求項3】
前記見かけ上のチューニング率が前記チューニング率の限界範囲を超えるときには、ロールギャップ操作を禁止する請求項2に記載の圧延制御方法。
【請求項4】
ミル定数と荷重偏差とを用いるミル剛性制御によって導出される第1ロールギャップ操作量と、出側の板厚変動量を用いるAGC制御によって導出される第2ロールギャップ操作量とに応じてロールギャップ操作量を制御する圧延制御装置であって、
板厚変動量が許容範囲内に収まるチューニング率の限界範囲を予測荷重変動量に基づいて導出する限界値導出手段と、
前記ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、前記限界範囲とに基づいて荷重限界値を導出する荷重限界導出手段と、
前記ミル剛性制御及びAGC制御に基づく圧延荷重値が前記荷重限界値を超えないようにロールギャップ操作量を制御する操作制御手段とを備えている圧延制御装置。
【請求項5】
ミル定数と荷重偏差とを用いるミル剛性制御によって導出される第1ロールギャップ操作量と、出側の板厚変動量を用いるAGC制御によって導出される第2ロールギャップ操作量とに応じてロールギャップ操作量を制御する圧延制御装置であって、
板厚変動量が許容範囲内に収まるチューニング率の限界範囲を予測荷重変動量に基づいて導出する限界値導出手段と、
前記ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、基準荷重に対する荷重偏差とに基づいて、見かけ上のチューニング率を導出する見かけチューニング率導出手段と、
前記見かけ上のチューニング率が前記チューニング率の限界範囲を超えないようにロールギャップ操作量を制御する操作制御手段とを備えている圧延制御装置。
【請求項6】
前記操作制御手段は、前記見かけ上のチューニング率が前記チューニング率の限界範囲を超えるときには、ロールギャップ操作を禁止する請求項5に記載の圧延制御装置。
【請求項7】
被圧延材が流れる方向に間隔をおいて配置される複数の圧延機と、
前記圧延機に応じて配置される複数の荷重計と、
前記圧延機に応じて配置される複数の板厚計と、
請求項4から6の何れか1項に記載の圧延制御装置とを備えているタンデム圧延機。
【請求項1】
ミル定数と荷重偏差とを用いるミル剛性制御によって導出される第1ロールギャップ操作量と、出側の板厚変動量を用いるAGC制御によって導出される第2ロールギャップ操作量とに応じてロールギャップ操作量を制御する圧延制御方法であって、
板厚変動量が許容範囲内に収まるチューニング率の限界範囲を予測荷重変動量に基づいて導出し、
前記ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、前記限界範囲とに基づいて荷重限界値を導出し、
前記ミル剛性制御及びAGC制御に基づく圧延荷重値が前記荷重限界値を超えないようにロールギャップ操作量を制御する圧延制御方法。
【請求項2】
ミル定数と荷重偏差とを用いるミル剛性制御によって導出される第1ロールギャップ操作量と、出側の板厚変動量を用いるAGC制御によって導出される第2ロールギャップ操作量とに応じてロールギャップ操作量を制御する圧延制御方法であって、
板厚変動量が許容範囲内に収まるチューニング率の限界範囲を予測荷重変動量に基づいて導出し、
前記ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、基準荷重に対する荷重偏差とから見かけ上のチューニング率を導出し、
前記見かけ上のチューニング率が前記チューニング率の限界範囲を超えないようにロールギャップ操作量を制御する圧延制御方法。
【請求項3】
前記見かけ上のチューニング率が前記チューニング率の限界範囲を超えるときには、ロールギャップ操作を禁止する請求項2に記載の圧延制御方法。
【請求項4】
ミル定数と荷重偏差とを用いるミル剛性制御によって導出される第1ロールギャップ操作量と、出側の板厚変動量を用いるAGC制御によって導出される第2ロールギャップ操作量とに応じてロールギャップ操作量を制御する圧延制御装置であって、
板厚変動量が許容範囲内に収まるチューニング率の限界範囲を予測荷重変動量に基づいて導出する限界値導出手段と、
前記ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、前記限界範囲とに基づいて荷重限界値を導出する荷重限界導出手段と、
前記ミル剛性制御及びAGC制御に基づく圧延荷重値が前記荷重限界値を超えないようにロールギャップ操作量を制御する操作制御手段とを備えている圧延制御装置。
【請求項5】
ミル定数と荷重偏差とを用いるミル剛性制御によって導出される第1ロールギャップ操作量と、出側の板厚変動量を用いるAGC制御によって導出される第2ロールギャップ操作量とに応じてロールギャップ操作量を制御する圧延制御装置であって、
板厚変動量が許容範囲内に収まるチューニング率の限界範囲を予測荷重変動量に基づいて導出する限界値導出手段と、
前記ミル剛性制御及びAGC制御に基づくロールギャップ操作量と、基準荷重に対する荷重偏差とに基づいて、見かけ上のチューニング率を導出する見かけチューニング率導出手段と、
前記見かけ上のチューニング率が前記チューニング率の限界範囲を超えないようにロールギャップ操作量を制御する操作制御手段とを備えている圧延制御装置。
【請求項6】
前記操作制御手段は、前記見かけ上のチューニング率が前記チューニング率の限界範囲を超えるときには、ロールギャップ操作を禁止する請求項5に記載の圧延制御装置。
【請求項7】
被圧延材が流れる方向に間隔をおいて配置される複数の圧延機と、
前記圧延機に応じて配置される複数の荷重計と、
前記圧延機に応じて配置される複数の板厚計と、
請求項4から6の何れか1項に記載の圧延制御装置とを備えているタンデム圧延機。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2007−181859(P2007−181859A)
【公開日】平成19年7月19日(2007.7.19)
【国際特許分類】
【出願番号】特願2006−1578(P2006−1578)
【出願日】平成18年1月6日(2006.1.6)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成19年7月19日(2007.7.19)
【国際特許分類】
【出願日】平成18年1月6日(2006.1.6)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]