
圧延制御方法および圧延制御装置
【課題】制御能力を低下させずに装置寿命を延ばすことが可能な圧延制御方法および圧延制御装置の提供。
【解決手段】圧延機Fn,Fn+1における鋼板Pの蛇行量を蛇行センサ3により検出し、C1級関数の状態フィードバックによるスライディングモード制御により、鋼板Pの蛇行量から圧延機Fn,Fn+1の圧下レベリング操作量をスライディングモード制御コントローラ4により算出し、算出された圧下レベリング操作量に基づいて油圧制御装置5により圧延機Fn,Fn+1の圧下装置24の圧下レベリングを操作する。
【解決手段】圧延機Fn,Fn+1における鋼板Pの蛇行量を蛇行センサ3により検出し、C1級関数の状態フィードバックによるスライディングモード制御により、鋼板Pの蛇行量から圧延機Fn,Fn+1の圧下レベリング操作量をスライディングモード制御コントローラ4により算出し、算出された圧下レベリング操作量に基づいて油圧制御装置5により圧延機Fn,Fn+1の圧下装置24の圧下レベリングを操作する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、圧延機において板の蛇行抑制を行う圧延制御方法および圧延制御装置に関する。
【背景技術】
【0002】
圧延機において、圧延材の板幅中心がワークロールの中心からずれて横流れする、いわゆる蛇行現象の抑制は、圧延材の歩留向上やワークロールの損傷防止のために重要である。この圧延機における板の蛇行現象は、一般的に2階積分特性を持つといわれている。そこで、例えば特許文献1に記載のように、この2階積分特性を持つプロセスに適していると言われているスライディングモード制御理論を蛇行制御に適用することが試みられている。
【0003】
ところが、このスライディングモード制御理論では、同理論がオン−オフ制御理論の発展形であるため、制御系を安定させる際に入力が振動することが知られている。そこで、特許文献1に記載の技術では、この入力の振動を抑制するために、入力を決定する関数内部の符号関数(sgn関数)に不感帯(δ)を設けることで、急激な入力の振動を抑えようとしている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−275812号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の技術では、符号関数を使用する以上、入力の振動は避けられない。また、不感帯を大きくすれば、振動は抑制される方向に働くが、スライディングモード制御の基本概念である超平面への状態変数の拘束力が弱く、制御能力自体を低下させるという問題がある。
【0006】
そこで、本発明においては、制御能力を低下させずに入力を振動させないことで装置寿命を延ばすことが可能な圧延制御方法および圧延制御装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の圧延制御方法は、圧延機における板の蛇行量を検出すること、C1級関数の状態フィードバックによるスライディングモード制御により、板の蛇行量から圧延機の圧下レベリング操作量を算出すること、圧下レベリング操作量に基づいて圧延機の圧下レベリングを操作することを含む。
【0008】
また、本発明の圧延制御装置は、圧延機における板の蛇行量を検出する蛇行量検出装置と、C1級関数の状態フィードバックによるスライディングモード制御により、板の蛇行量から圧延機の圧下レベリング操作量を算出する演算装置と、圧下レベリング操作量に基づいて圧延機の圧下レベリングを操作する圧下位置制御装置とを含むものである。
【0009】
これらの発明によれば、1回微分が一様連続な関数であるC1級関数を用いた状態フィードバックによるスライディングモード制御を行うことで、超平面への状態変数の拘束力を保ちつつ、かつ入力を振動させることなく圧延機の圧下レベリングを操作することができる。
【発明の効果】
【0010】
本発明によれば、スライディングモード制御の基本概念である超平面への状態変数の拘束力を保ちつつ、かつ入力を振動させることなく圧延機の圧下レベリングを操作することができるため、制御能力を低下させずに装置寿命を延ばすことが可能となる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施の形態における圧延設備の概略構成図である。
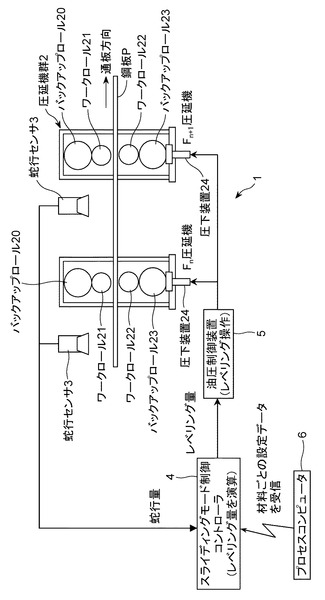
【図2】本発明の実施の形態におけるC1級関数tan-1(σ)、従来の符号関数sgn(σ)、および、従来の飽和関数sat(σ)を示す図である。σは切替関数の入力領域を示す。
【図3】本発明の実施の形態における圧延設備の板蛇行モデルのブロック図である。
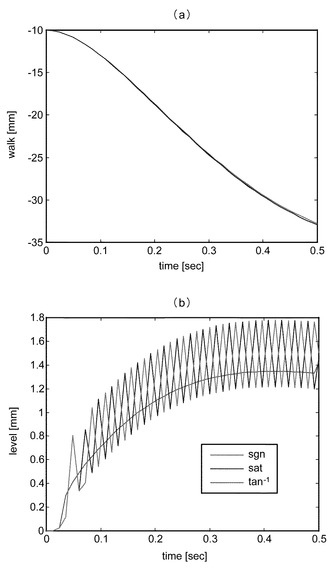
【図4】本発明の実施の形態におけるC1級関数tan-1(σ)、従来の符号関数sgn(σ)、および、従来の飽和関数sat(σ)の状態フィードバックによるスライディングモード制御のシミュレーション結果を示す図であり、(a)は蛇行量[mm]を示す図、(b)はレベリング量[mm]を示す図である。
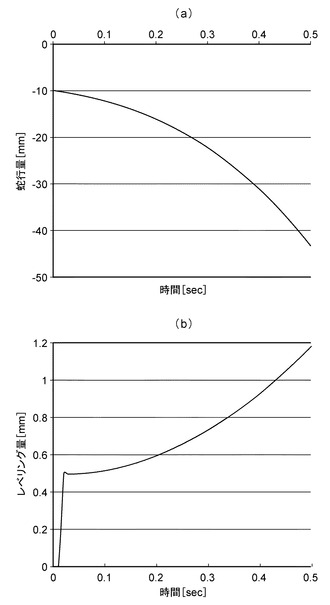
【図5】本発明の別の実施形態を示すC1級関数tanh(σ)の状態フィードバックによるスライディングモード制御のシミュレーション結果を示す図であり、(a)は蛇行量[mm]を示す図、(b)はレベリング量[mm]を示す図である。
【発明を実施するための形態】
【0012】
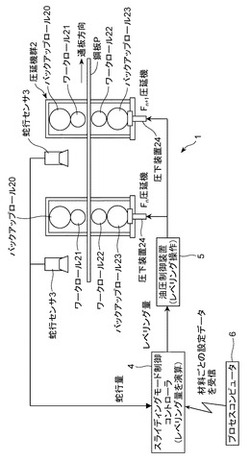
図1は本発明の実施の形態における圧延設備の概略構成図である。
図1において、本発明の実施の形態における圧延設備1は、圧延機Fn,Fn+1等の圧延機群2を有する。また、この圧延設備1には、圧延制御装置として、鋼板Pの蛇行量を検出する蛇行センサ3と、圧延機群2の圧下レベリング操作量を算出する演算装置としてのスライディングモード制御装置としてのスライディングモード制御コントローラ4と、圧延機群2の圧下レベリングを操作する圧下位置制御装置としての油圧制御装置5と、圧延材料の設定データを入力するプロセスコンピュータ6とを有している。
【0013】
各圧延機Fn,Fn+1等は、それぞれ鋼板Pを噛み込み圧延するための上下のワークロール21,22と、この上下のワークロール21,22を上下から挟み込み加圧するための上下のバックアップロール20,23とを有する圧延機である。バックアップロール23のロールチョックには、圧延荷重を付加するための圧下装置24が設けられている。
【0014】
蛇行センサ3は、それぞれの圧延機Fn,Fn+1等の間に設けられている。各蛇行センサ3により検出された鋼板Pの蛇行量は、スライディングモード制御コントローラ4によりそれぞれの前後の圧延機Fn,Fn+1等の圧下レベリング操作量の算出に利用される。なお、本実施形態においては、蛇行センサ3はカメラ式であり、鋼板Pの蛇行量を直接検出できるものであるが、鋼板Pの蛇行量を検出できれば検出方式は問われない。
【0015】
スライディングモード制御コントローラ4は、C1級関数の状態フィードバックによるスライディングモード制御により、前述の蛇行センサ3により検出される鋼板Pの蛇行量から圧延機の圧下レベリング操作量を算出するものである。
【0016】
上記圧延設備1では、スライディングモード制御コントローラ4は、鋼板Pの通板前にプロセスコンピュータ6から材料の設定データを受信する。そして、鋼板Pの通板が開始すると、スライディングモード制御コントローラ4は、この受信した設定データと、圧延機Fn−Fn+1間に設置された蛇行センサ3で検出された蛇行量とから、各圧延機Fn,Fn+1のレベリング操作量(圧延ロールの傾斜)を算出し、油圧制御装置5へ出力する。油圧制御装置5は、このレベリング操作量に基づいて各圧延機Fn,Fn+1の圧下装置24により圧下レベリングを制御する。
【0017】
ここで、スライディングモード制御理論について説明する。
1.スライディングモード制御の可解条件
n入力、m出力の一般的な線形系のシステム
【数1】

を考える。ただし、x,u,σ,yは、それぞれ状態ベクトル、入力ベクトル、切換関数ベクトル、観測量ベクトルである。また、Aは状態行列、Bは入力行列である。いま、状態ベクトルxが拘束平面上にあるならば、dσ/dt=0となり、det(SB)が0でないとき、等価入力は、
【数2】
であることが知られている。本願では、状態xは後述の図3に示した板蛇行モデルのブロック図においてx1、x2とそれぞれの積分器を介する前(微分した)のものをそれぞれx3、x4とし、これらが直接検出、もしくは状態観測器などで推定できるものする。また、A,Bは(18)式で示されるものであり、Sは(9)式で示される。
【0018】
このとき、拘束平面での等価線形系は次の式で表される。
【数3】
ここで、
とすると、
の固有値が複素左平面にある。すなわち、
【数4】
を満足するすべてのλが負であれば、システムSは安定する。
【0019】
一方、システムSの伝達関数
を用いると、
【数5】
と表すことができ、(4),(5)式から
【数6】
となる。
【0020】
(6)式において、すべてのλが負であるためには、det(SB)-1≠0よりλm=0、または、Z(λ)=0である。λm=0のときは、m個の固有値が0であり、Z(λ)=0のときは、n−m個の固有値が含まれている。このことから、Z(λ)=0を満たすn−m個すべての固有値が負であれば、システムは安定である。
【0021】
<定理>つぎの条件を満たすとき、スライディングモード制御は可解である。
リカッチ(Riccati)方程式
【数7】
を満たす正定値解Pが存在する。ただし、
【数8】
である。
【0022】
以上の条件を満たすとき、スライディングモード制御の解の1つは、
【数9】
で与えられる。また、uは、
【数10】
の形をとる。(10)式のuは、後述の図3に示した板蛇行モデルのブロック図においてレベリングに相当する入力である。
【0023】
ここで、Δuは、一般的には符号関数sgn(σ)を用いて
【数11】
と表される。
【0024】
2.符号関数に代わる新たな関数の採用
前述のように従来のスライディングモード制御では、そのフィードバック内に符号関数が存在する。数学的に符号関数は、無限の切換周波数をもつ関数であり、つぎの(12)式のようなものである。σは切替関数の入力領域を示す。
【数12】
【0025】
この符号関数を用いた場合、その入力は振動し、アクチュエータなどを駆動することを考えると入力の振動は好ましくない。また、これまでの研究においては、符号関数に替わって次の(13)式に示すような飽和関数を採用する例もある。
【数13】
【0026】
しかしながら、(13)式に示した飽和関数は、微分不可能な点が存在するため、なめらかに入力を変化させることができない。そこで、本実施形態における圧延設備1では、これに替わる関数として、連続で、かつ定義域全てにおいて微分可能である関数として、1回微分が一様連続なC1級関数であるアークタンジェント関数例としてtan-1(σ)を符号関数に代えて採用する。実際には、傾きの調整や符号関数との振幅の一致を考えて
【数14】
とする。図2は本発明の実施の形態における(14)式のC1級関数tan-1(σ)、(12)式の従来の符号関数sgn(σ)、および、(13)式の従来の飽和関数sat(σ)の各関数を示している。
【0027】
これにより、(11)式は
【数15】
となる。なお、本実施形態における圧延設備1では、tan-1に代わる他の事例としてハイパボリックタンジェント関数tanh(σ)のような他のC1級関数を用いることも可能である。また、αは調整係数である。
【0028】
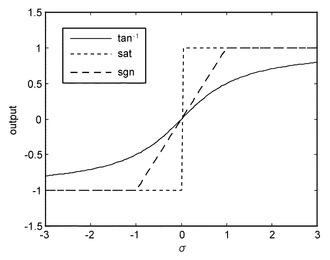
次に、本発明の実施の形態における圧延設備1の板蛇行モデルについて説明する。図3は本発明の実施の形態における圧延設備1の板蛇行モデルのブロック図である。
【0029】
図3において、aは圧下点間距離[mm]、Hは入側板厚[mm]、hは出側板厚[mm]、vは板速[mm/sec]、bは板幅[mm]、mは塑性係数、Eは第1種平行剛性、Dは第2種平行剛性[mm/ton]、ζはモデル内係数である。また、図中に示したx1,x2は、(1)式の状態ベクトルXの要素である状態変数である。
【0030】
図3におけるモデル内係数は実圧延中のデータから決定する。なお、シミュレーションは、板最尾端での制御性能を確認するため、圧延機F6メタルオフ以降からF7メタルオフまでのF7単スタンド状態になった場合のものを用いている。また、実際の制御系では板ミドル部からの制御開始を実施しており、その板ミドル部での蛇行制御は、F5−F6間の蛇行センサ3にてF5制御、F5−F6およびF6−F7間の蛇行センサ3にてF6制御、F6−F7間の蛇行センサ3にてF7制御を行っている。この実圧延中のデータに基づいて、モデル内係数ζを決定する。
【0031】
次に、スライディングモード制御コントローラ4の設計について説明する。
まず、状態フィードバック制御でのシミュレーションを行なうため、状態方程式を導出する。状態方程式は、図3に示したように状態変数x1,x2を取ると、(1)式より
【数16】
である。ただし、各要素は次の(17)式に示すものである。
【数17】
なお、状態ベクトルxの要素である状態変数x3,x4は、状態変数x1,x2のそれぞれの積分器を介する前のもの(微分したもの)である。状態ベクトルxの各要素は直接検出または状態観測器などで推定できる。また、入力ベクトルuは、図3に示すレベリングに相当する。
【0032】
ここで、本実施形態におけるスライディングモード制御による状態フィードバックの基本的な式は、前述のC1級関数(14)式を用いて次式のように表される。
【数18】
なお、(18)式において、係数K,Qは任意に設定できるパラメータである。
【0033】
シミュレーションの条件としては、初期値は、制御開始時の蛇行量(圧延機中心と板中心とのずれ)10[mm]、ウエッジ(板断面の左右の板厚差)50[μm]を与え、(18)式で示したレベリングを決定する式におけるK,Qは使用した関数間での変更はない。図4にシミュレーション結果を示す。図4(a)は蛇行量[mm]を示し、同図(b)はレベリング量[mm]を示している。
【0034】
図4に示したシミュレーションでは使用した関数間で応答違いはほぼ見られないものの、その入力(レベリング量)に注目するとtan-1を用いたときのみ入力が振動していないことが見て取れる。このことからtan-1を用いることによって、入力の振動を必須としないスライディングモード制御の実現が可能であることが判明した。
【0035】
次に、符号関数または飽和関数に代わるC1級関数としてハイパボリックタンジェント関数tanh(σ)を用いたシミュレーション結果を図5に示す。図5(a)は蛇行量[mm]を示し、同図(b)はレベリング量[mm]を示している。
【0036】
図5に示すようにtanh(σ)の場合、tan-1(σ)と比較して、0.5sec時点での蛇行量が大きく、制御性能は若干劣っており、tan-1(σ)が33mmに対してtanh(σ)は42mm蛇行している。ただし、ワークロール21,22の損傷原因となる板のたくれ、めくれ等の現象発生の判断基準である50mm以下の蛇行量なので操業上問題はない。
【0037】
以上のように、本実施形態における圧延制御装置では、符号関数または飽和関数に代わるC1級関数を用いた状態フィードバックによるスライディングモード制御を採用することで、スライディングモード制御の基本概念である超平面への状態変数の拘束力を保ちつつ、かつ入力を振動させることなく圧延機の圧下レベリングを操作することが可能となる。これにより、制御能力を低下させずに装置寿命を延ばすことが可能となる。
【産業上の利用可能性】
【0038】
本発明の圧延制御方法および圧延制御装置は、圧延機において板の蛇行抑制を行う方法および装置として有用である。
【符号の説明】
【0039】
1 圧延設備
2 圧延機群
3 蛇行センサ
4 スライディングモード制御コントローラ
5 油圧制御装置
6 プロセスコンピュータ
20,23 バックアップロール
21,22 ワークロール
24 圧下装置
【技術分野】
【0001】
本発明は、圧延機において板の蛇行抑制を行う圧延制御方法および圧延制御装置に関する。
【背景技術】
【0002】
圧延機において、圧延材の板幅中心がワークロールの中心からずれて横流れする、いわゆる蛇行現象の抑制は、圧延材の歩留向上やワークロールの損傷防止のために重要である。この圧延機における板の蛇行現象は、一般的に2階積分特性を持つといわれている。そこで、例えば特許文献1に記載のように、この2階積分特性を持つプロセスに適していると言われているスライディングモード制御理論を蛇行制御に適用することが試みられている。
【0003】
ところが、このスライディングモード制御理論では、同理論がオン−オフ制御理論の発展形であるため、制御系を安定させる際に入力が振動することが知られている。そこで、特許文献1に記載の技術では、この入力の振動を抑制するために、入力を決定する関数内部の符号関数(sgn関数)に不感帯(δ)を設けることで、急激な入力の振動を抑えようとしている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−275812号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の技術では、符号関数を使用する以上、入力の振動は避けられない。また、不感帯を大きくすれば、振動は抑制される方向に働くが、スライディングモード制御の基本概念である超平面への状態変数の拘束力が弱く、制御能力自体を低下させるという問題がある。
【0006】
そこで、本発明においては、制御能力を低下させずに入力を振動させないことで装置寿命を延ばすことが可能な圧延制御方法および圧延制御装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の圧延制御方法は、圧延機における板の蛇行量を検出すること、C1級関数の状態フィードバックによるスライディングモード制御により、板の蛇行量から圧延機の圧下レベリング操作量を算出すること、圧下レベリング操作量に基づいて圧延機の圧下レベリングを操作することを含む。
【0008】
また、本発明の圧延制御装置は、圧延機における板の蛇行量を検出する蛇行量検出装置と、C1級関数の状態フィードバックによるスライディングモード制御により、板の蛇行量から圧延機の圧下レベリング操作量を算出する演算装置と、圧下レベリング操作量に基づいて圧延機の圧下レベリングを操作する圧下位置制御装置とを含むものである。
【0009】
これらの発明によれば、1回微分が一様連続な関数であるC1級関数を用いた状態フィードバックによるスライディングモード制御を行うことで、超平面への状態変数の拘束力を保ちつつ、かつ入力を振動させることなく圧延機の圧下レベリングを操作することができる。
【発明の効果】
【0010】
本発明によれば、スライディングモード制御の基本概念である超平面への状態変数の拘束力を保ちつつ、かつ入力を振動させることなく圧延機の圧下レベリングを操作することができるため、制御能力を低下させずに装置寿命を延ばすことが可能となる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施の形態における圧延設備の概略構成図である。
【図2】本発明の実施の形態におけるC1級関数tan-1(σ)、従来の符号関数sgn(σ)、および、従来の飽和関数sat(σ)を示す図である。σは切替関数の入力領域を示す。
【図3】本発明の実施の形態における圧延設備の板蛇行モデルのブロック図である。
【図4】本発明の実施の形態におけるC1級関数tan-1(σ)、従来の符号関数sgn(σ)、および、従来の飽和関数sat(σ)の状態フィードバックによるスライディングモード制御のシミュレーション結果を示す図であり、(a)は蛇行量[mm]を示す図、(b)はレベリング量[mm]を示す図である。
【図5】本発明の別の実施形態を示すC1級関数tanh(σ)の状態フィードバックによるスライディングモード制御のシミュレーション結果を示す図であり、(a)は蛇行量[mm]を示す図、(b)はレベリング量[mm]を示す図である。
【発明を実施するための形態】
【0012】
図1は本発明の実施の形態における圧延設備の概略構成図である。
図1において、本発明の実施の形態における圧延設備1は、圧延機Fn,Fn+1等の圧延機群2を有する。また、この圧延設備1には、圧延制御装置として、鋼板Pの蛇行量を検出する蛇行センサ3と、圧延機群2の圧下レベリング操作量を算出する演算装置としてのスライディングモード制御装置としてのスライディングモード制御コントローラ4と、圧延機群2の圧下レベリングを操作する圧下位置制御装置としての油圧制御装置5と、圧延材料の設定データを入力するプロセスコンピュータ6とを有している。
【0013】
各圧延機Fn,Fn+1等は、それぞれ鋼板Pを噛み込み圧延するための上下のワークロール21,22と、この上下のワークロール21,22を上下から挟み込み加圧するための上下のバックアップロール20,23とを有する圧延機である。バックアップロール23のロールチョックには、圧延荷重を付加するための圧下装置24が設けられている。
【0014】
蛇行センサ3は、それぞれの圧延機Fn,Fn+1等の間に設けられている。各蛇行センサ3により検出された鋼板Pの蛇行量は、スライディングモード制御コントローラ4によりそれぞれの前後の圧延機Fn,Fn+1等の圧下レベリング操作量の算出に利用される。なお、本実施形態においては、蛇行センサ3はカメラ式であり、鋼板Pの蛇行量を直接検出できるものであるが、鋼板Pの蛇行量を検出できれば検出方式は問われない。
【0015】
スライディングモード制御コントローラ4は、C1級関数の状態フィードバックによるスライディングモード制御により、前述の蛇行センサ3により検出される鋼板Pの蛇行量から圧延機の圧下レベリング操作量を算出するものである。
【0016】
上記圧延設備1では、スライディングモード制御コントローラ4は、鋼板Pの通板前にプロセスコンピュータ6から材料の設定データを受信する。そして、鋼板Pの通板が開始すると、スライディングモード制御コントローラ4は、この受信した設定データと、圧延機Fn−Fn+1間に設置された蛇行センサ3で検出された蛇行量とから、各圧延機Fn,Fn+1のレベリング操作量(圧延ロールの傾斜)を算出し、油圧制御装置5へ出力する。油圧制御装置5は、このレベリング操作量に基づいて各圧延機Fn,Fn+1の圧下装置24により圧下レベリングを制御する。
【0017】
ここで、スライディングモード制御理論について説明する。
1.スライディングモード制御の可解条件
n入力、m出力の一般的な線形系のシステム
【数1】
を考える。ただし、x,u,σ,yは、それぞれ状態ベクトル、入力ベクトル、切換関数ベクトル、観測量ベクトルである。また、Aは状態行列、Bは入力行列である。いま、状態ベクトルxが拘束平面上にあるならば、dσ/dt=0となり、det(SB)が0でないとき、等価入力は、
【数2】
であることが知られている。本願では、状態xは後述の図3に示した板蛇行モデルのブロック図においてx1、x2とそれぞれの積分器を介する前(微分した)のものをそれぞれx3、x4とし、これらが直接検出、もしくは状態観測器などで推定できるものする。また、A,Bは(18)式で示されるものであり、Sは(9)式で示される。
【0018】
このとき、拘束平面での等価線形系は次の式で表される。
【数3】
ここで、
とすると、
の固有値が複素左平面にある。すなわち、
【数4】
を満足するすべてのλが負であれば、システムSは安定する。
【0019】
一方、システムSの伝達関数
を用いると、
【数5】
と表すことができ、(4),(5)式から
【数6】
となる。
【0020】
(6)式において、すべてのλが負であるためには、det(SB)-1≠0よりλm=0、または、Z(λ)=0である。λm=0のときは、m個の固有値が0であり、Z(λ)=0のときは、n−m個の固有値が含まれている。このことから、Z(λ)=0を満たすn−m個すべての固有値が負であれば、システムは安定である。
【0021】
<定理>つぎの条件を満たすとき、スライディングモード制御は可解である。
リカッチ(Riccati)方程式
【数7】
を満たす正定値解Pが存在する。ただし、
【数8】
である。
【0022】
以上の条件を満たすとき、スライディングモード制御の解の1つは、
【数9】
で与えられる。また、uは、
【数10】
の形をとる。(10)式のuは、後述の図3に示した板蛇行モデルのブロック図においてレベリングに相当する入力である。
【0023】
ここで、Δuは、一般的には符号関数sgn(σ)を用いて
【数11】
と表される。
【0024】
2.符号関数に代わる新たな関数の採用
前述のように従来のスライディングモード制御では、そのフィードバック内に符号関数が存在する。数学的に符号関数は、無限の切換周波数をもつ関数であり、つぎの(12)式のようなものである。σは切替関数の入力領域を示す。
【数12】
【0025】
この符号関数を用いた場合、その入力は振動し、アクチュエータなどを駆動することを考えると入力の振動は好ましくない。また、これまでの研究においては、符号関数に替わって次の(13)式に示すような飽和関数を採用する例もある。
【数13】
【0026】
しかしながら、(13)式に示した飽和関数は、微分不可能な点が存在するため、なめらかに入力を変化させることができない。そこで、本実施形態における圧延設備1では、これに替わる関数として、連続で、かつ定義域全てにおいて微分可能である関数として、1回微分が一様連続なC1級関数であるアークタンジェント関数例としてtan-1(σ)を符号関数に代えて採用する。実際には、傾きの調整や符号関数との振幅の一致を考えて
【数14】
とする。図2は本発明の実施の形態における(14)式のC1級関数tan-1(σ)、(12)式の従来の符号関数sgn(σ)、および、(13)式の従来の飽和関数sat(σ)の各関数を示している。
【0027】
これにより、(11)式は
【数15】
となる。なお、本実施形態における圧延設備1では、tan-1に代わる他の事例としてハイパボリックタンジェント関数tanh(σ)のような他のC1級関数を用いることも可能である。また、αは調整係数である。
【0028】
次に、本発明の実施の形態における圧延設備1の板蛇行モデルについて説明する。図3は本発明の実施の形態における圧延設備1の板蛇行モデルのブロック図である。
【0029】
図3において、aは圧下点間距離[mm]、Hは入側板厚[mm]、hは出側板厚[mm]、vは板速[mm/sec]、bは板幅[mm]、mは塑性係数、Eは第1種平行剛性、Dは第2種平行剛性[mm/ton]、ζはモデル内係数である。また、図中に示したx1,x2は、(1)式の状態ベクトルXの要素である状態変数である。
【0030】
図3におけるモデル内係数は実圧延中のデータから決定する。なお、シミュレーションは、板最尾端での制御性能を確認するため、圧延機F6メタルオフ以降からF7メタルオフまでのF7単スタンド状態になった場合のものを用いている。また、実際の制御系では板ミドル部からの制御開始を実施しており、その板ミドル部での蛇行制御は、F5−F6間の蛇行センサ3にてF5制御、F5−F6およびF6−F7間の蛇行センサ3にてF6制御、F6−F7間の蛇行センサ3にてF7制御を行っている。この実圧延中のデータに基づいて、モデル内係数ζを決定する。
【0031】
次に、スライディングモード制御コントローラ4の設計について説明する。
まず、状態フィードバック制御でのシミュレーションを行なうため、状態方程式を導出する。状態方程式は、図3に示したように状態変数x1,x2を取ると、(1)式より
【数16】
である。ただし、各要素は次の(17)式に示すものである。
【数17】
なお、状態ベクトルxの要素である状態変数x3,x4は、状態変数x1,x2のそれぞれの積分器を介する前のもの(微分したもの)である。状態ベクトルxの各要素は直接検出または状態観測器などで推定できる。また、入力ベクトルuは、図3に示すレベリングに相当する。
【0032】
ここで、本実施形態におけるスライディングモード制御による状態フィードバックの基本的な式は、前述のC1級関数(14)式を用いて次式のように表される。
【数18】
なお、(18)式において、係数K,Qは任意に設定できるパラメータである。
【0033】
シミュレーションの条件としては、初期値は、制御開始時の蛇行量(圧延機中心と板中心とのずれ)10[mm]、ウエッジ(板断面の左右の板厚差)50[μm]を与え、(18)式で示したレベリングを決定する式におけるK,Qは使用した関数間での変更はない。図4にシミュレーション結果を示す。図4(a)は蛇行量[mm]を示し、同図(b)はレベリング量[mm]を示している。
【0034】
図4に示したシミュレーションでは使用した関数間で応答違いはほぼ見られないものの、その入力(レベリング量)に注目するとtan-1を用いたときのみ入力が振動していないことが見て取れる。このことからtan-1を用いることによって、入力の振動を必須としないスライディングモード制御の実現が可能であることが判明した。
【0035】
次に、符号関数または飽和関数に代わるC1級関数としてハイパボリックタンジェント関数tanh(σ)を用いたシミュレーション結果を図5に示す。図5(a)は蛇行量[mm]を示し、同図(b)はレベリング量[mm]を示している。
【0036】
図5に示すようにtanh(σ)の場合、tan-1(σ)と比較して、0.5sec時点での蛇行量が大きく、制御性能は若干劣っており、tan-1(σ)が33mmに対してtanh(σ)は42mm蛇行している。ただし、ワークロール21,22の損傷原因となる板のたくれ、めくれ等の現象発生の判断基準である50mm以下の蛇行量なので操業上問題はない。
【0037】
以上のように、本実施形態における圧延制御装置では、符号関数または飽和関数に代わるC1級関数を用いた状態フィードバックによるスライディングモード制御を採用することで、スライディングモード制御の基本概念である超平面への状態変数の拘束力を保ちつつ、かつ入力を振動させることなく圧延機の圧下レベリングを操作することが可能となる。これにより、制御能力を低下させずに装置寿命を延ばすことが可能となる。
【産業上の利用可能性】
【0038】
本発明の圧延制御方法および圧延制御装置は、圧延機において板の蛇行抑制を行う方法および装置として有用である。
【符号の説明】
【0039】
1 圧延設備
2 圧延機群
3 蛇行センサ
4 スライディングモード制御コントローラ
5 油圧制御装置
6 プロセスコンピュータ
20,23 バックアップロール
21,22 ワークロール
24 圧下装置
【特許請求の範囲】
【請求項1】
圧延機における板の蛇行量を検出すること、
C1級関数の状態フィードバックによるスライディングモード制御により、前記板の蛇行量から前記圧延機の圧下レベリング操作量を算出すること、
前記圧下レベリング操作量に基づいて前記圧延機の圧下レベリングを操作すること
を含む圧延制御方法。
【請求項2】
前記C1級関数は、tan-1またはtanhである請求項1記載の圧延制御方法。
【請求項3】
圧延機における板の蛇行量を検出する蛇行量検出装置と、
C1級関数の状態フィードバックによるスライディングモード制御により、前記板の蛇行量から前記圧延機の圧下レベリング操作量を算出する演算装置と、
前記圧下レベリング操作量に基づいて前記圧延機の圧下レベリングを操作する圧下位置制御装置と
を含む圧延制御装置。
【請求項4】
前記C1級関数は、tan-1またはtanhである請求項1記載の圧延制御装置。
【請求項1】
圧延機における板の蛇行量を検出すること、
C1級関数の状態フィードバックによるスライディングモード制御により、前記板の蛇行量から前記圧延機の圧下レベリング操作量を算出すること、
前記圧下レベリング操作量に基づいて前記圧延機の圧下レベリングを操作すること
を含む圧延制御方法。
【請求項2】
前記C1級関数は、tan-1またはtanhである請求項1記載の圧延制御方法。
【請求項3】
圧延機における板の蛇行量を検出する蛇行量検出装置と、
C1級関数の状態フィードバックによるスライディングモード制御により、前記板の蛇行量から前記圧延機の圧下レベリング操作量を算出する演算装置と、
前記圧下レベリング操作量に基づいて前記圧延機の圧下レベリングを操作する圧下位置制御装置と
を含む圧延制御装置。
【請求項4】
前記C1級関数は、tan-1またはtanhである請求項1記載の圧延制御装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−177776(P2011−177776A)
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願番号】特願2010−46920(P2010−46920)
【出願日】平成22年3月3日(2010.3.3)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願日】平成22年3月3日(2010.3.3)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]