
圧延材のオンライン加速冷却装置
【課題】熱間圧延された圧延材の上面と下面とを、互いの冷却を均一にしつつ更にそれらの長手方向でも温度偏差が起こらないようにする。
【解決手段】冷却室内にあって冷却水用の水切り位置に配されるテーブルロール11A、11Bに対し、圧延材W下面の上下挙動に追従させるための上下追従手段16を設ける。
【解決手段】冷却室内にあって冷却水用の水切り位置に配されるテーブルロール11A、11Bに対し、圧延材W下面の上下挙動に追従させるための上下追従手段16を設ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱間圧延されて搬送ラインを搬送されつつある圧延材を、冷却水によってオンラインで冷却するためのオンライン加速冷却装置に関するものである。
【背景技術】
【0002】
熱間圧延後の圧延材をオンラインで冷却する方法として、スリットジェット冷却装置を採用した加速冷却方法が知られている(例えば、特許文献1や特許文献2等参照)。
このスリットジェット冷却装置は、搬送ラインを走行する圧延材に対し、その上面へ向けて冷却水を吹き付ける上部スリットジェットノズル及びその下流方向に所定間隔をおいて設けられた上部水切りロールと、圧延材の下面へ向けて冷却水を吹き付ける下部スリットジェットノズル及びその下流方向に所定間隔をおいて設けられた下部水切りロールとを有したものである。
【0003】
上部スリットジェットノズルから圧延材の上面へ吹き付けられる冷却水は、一旦、鋼板上面を流れて下流へと向かい、上部水切りロールによって鋼板上面側で堰き止められるようになって撹拌流を生じつつ圧延材の幅方向両側からこぼれ落ちるようになる。また同じように、下部スリットジェットノズルから圧延材の下面へ吹き付けられる冷却水についても一旦は鋼板下面に沿った流れとなり、下部水切りロールによって鋼板下面側で堰き止められるようになり、ここで撹拌流を生じつつ圧延材から離れ、落流するようになる。
【特許文献1】特開昭62−289315号公報(第1頁〜第3頁、図1)
【特許文献2】特開平11−169941号公報(第11頁〜第13頁、図3)
【発明の開示】
【発明が解決しようとする課題】
【0004】
スリットジェット冷却装置では、多くの場合、圧延材に反りが生じていたときの対策として、上部水切りロールが上下動自在とされ、必要に応じて所定範囲内で圧延材に油圧などによる圧下を加えられるようにしてある。これにより上部水切りロールと圧延材との間に隙間が発生するのを防止して冷却水の漏洩を防止する。
しかしながら、下部水切りロールについては、搬送ラインを形成するテーブルロールによって兼ねられているのが普通であるから、この下部水切りロール(テーブルロール)は昇降しないもの(高さ固定)とされていた。
【0005】
そのため、圧延材に反りが発生していた場合、圧延材と下部水切りロールとの間に隙間が発生し、次の冷却バンクに冷却水が流れ込み(冷却水が漏洩し)、当該冷却バンクの水膜厚さが減少するようになり、冷却能が大きく変化していた。
なお、スリットジェット冷却装置の上流側にプレレベラーを設置して鋼板平坦度を改善するようなこともあったが、圧延材の板厚が比較的薄い場合などでは反りの発生率や発生度合いも高いことから、プレレベラーを経た後でも、程度的には小さくされているものの、まだ反りが残っている(10mm前後)ということがある。
【0006】
従って、下部水切りロール(テーブルロール)と圧延材との間にできる隙間からの冷却水漏洩は、重要な改善課題となっている。
本発明は、上記事情に鑑みてなされたものであって、熱間圧延された圧延材の上面と下面とを、互いの冷却を均一にし、またそれらの長手方向でも温度偏差が起こらないようにできる圧延材のオンライン加速冷却装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
前記目的を達成するために、本発明は次の手段を講じた。
また、本発明における課題解決のための技術的手段は、熱間圧延された圧延材を上部水切りロール及び下部水切りロールにより狭持して冷却水の水切りを行いつつ前記圧延材を搬送するオンライン加速冷却装置において、前記下部水切りロールには、該下部水切りロールを圧延材下面の上下挙動に追従させるための上下追従手段が設けられていることを特徴とする。
また、本発明における課題解決のための技術的手段は、複数本のテーブルロールが並設された搬送ラインの中途部に設けられ、且つ該搬送ラインで搬送される熱間圧延中の圧延材を冷却水により冷却する冷却室を有する圧延材のオンライン加速冷却装置において、上記搬送ライン中で冷却水用の水切り位置に配されるテーブルロールには、該テーブルロールを圧延材下面の上下挙動に追従させるための上下追従手段が設けられていることを特徴とする。
【0008】
このように冷却水用の水切り位置に配されるテーブルロール(即ち、下部水切りロール)を上下追従手段によって上下動させる構成であれば、このテーブルロールと圧延材との間で隙間が発生するのを防止できる。そのため、冷却水の漏洩を防止して、圧延材の上面と下面とを、互いの冷却を均一にし、またそれらの長手方向でも温度偏差が起こらないようにできる。
なお、冷却室の上流側にプレレベラを設置して予め圧延材の平坦度調整(改善)を図るようにした場合において、本発明の実施は殊に有益である。
【0009】
好ましくは、上下追従手段は、圧延材に対するテーブルロールの支持圧が所定圧に達するまでテーブルロールを上下方向に昇降させる昇降駆動装置を有していたり、テーブルロールを上方向に付勢する付勢手段を有しているとよい。
また、好ましくは、本発明に係るオンライン加速冷却装置は、スリットジェット冷却装置として構成すればよい。スリットジェット冷却装置は、その冷却室内において、圧延材の上面へ向けて冷却水を吹き付ける上部スリットジェットノズルとその下流方向に所定間隔をおいて設けられた上部水切りロールとを有すると共に、圧延材の下面へ向けて冷却水を吹き付ける下部スリットジェットノズルとその下流方向に所定間隔をおいて設けられた下部水切りロールとが設けられたものを言う。
【0010】
このようなスリットジェット冷却装置において、極めて有益な効果が発揮される。
【発明の効果】
【0011】
本発明に係る圧延材のオンライン加速冷却装置によれば、熱間圧延された圧延材の上面と下面とを、互いの冷却を均一にしつつ更にそれらの長手方向でも温度偏差が起こらないようにできる。
【発明を実施するための最良の形態】
【0012】
以下、本発明の実施の形態を、図面に基づき説明する。
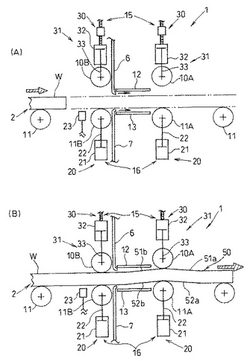
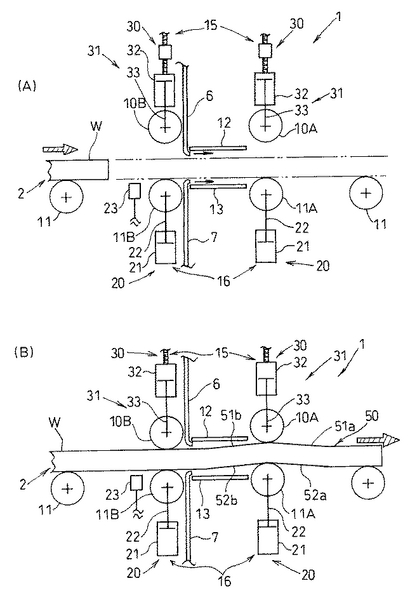
図1は、本発明に係るオンライン加速冷却装置1の第1実施形態を示している。このオンライン加速冷却装置1は、熱間圧延後に搬送ライン2を搬送される圧延材Wについて、これを冷却室内へ走行させつつ冷却水によって冷却するもので、図例ではスリットジェット冷却装置を適用してある。
そのため、このオンライン加速冷却装置1は、圧延材Wの上面へ向けて冷却水を吹き付ける上部スリットジェットノズル6と、圧延材Wの下面へ向けて冷却水を吹き付ける下部スリットジェットノズル7とを有している。これら上下のスリットジェットノズル6,7は、圧延材Wを挟んで上下で対向している。
【0013】
上部スリットジェットノズル6の下流側には、これと所定間隔をおいて上部水切りロール10Aが設けられている。なお、上部スリットジェットノズル6のすぐ上流側にも上部水切りロール10Bが設けられている。
なお、搬送ライン2は互いに所定間隔をおいて複数本のテーブルロール11が並設されたものとなっているが、このうち冷却装置2内では、テーブルロール11の並設間隔が所定に離された区間があり、この区間の両側のテーブルロール11は上記した上部水切りロール10A,10Bと上下対向する位置付けとされている。このように、上部水切りロール10A,10Bと上下対向する2本のテーブルロール11(11A,11B)は、下部水切りロールとしての作用をも兼備している。
【0014】
上部スリットジェットノズル6とその下流側の上部水切りロール10Aとの間には、圧延材Wの上面とほぼ一定間隔となるようにして上部誘導板12が設けられている。また同様に、下部スリットジェットノズル7とその下流側の下部水切りロール11Aとの間には、圧延材Wの下面とほぼ一定間隔となるようにして下部誘導板13が設けられている。
これらのことから、上部スリットジェットノズル6から圧延材Wの上面へ吹き付けられる冷却水は、一旦、圧延材W上面を流れて下流へと向かい、下流側の上部水切りロール10Aによって圧延材W上面側で堰き止められるようになり、ここで撹拌流を生じつつ圧延材Wの幅方向両側からこぼれ落ちるようになる。
【0015】
ここで上部誘導板12は、上部水切りロール10Aで堰き止められ撹拌流を起こす冷却水のうち、余剰の分を圧延材Wの上面から切り離して、結果、圧延材Wの上面に接触する冷却水量を所定に規制する作用を奏する。
また同じように、下部スリットジェットノズル7から圧延材Wの下面へ吹き付けられる冷却水についても一旦は圧延材W下面に沿った流れとなり、下流側の下部水切りロール11Aによって圧延材W下面側で堰き止められるようになり、ここで撹拌流を生じつつ圧延材Wから離れ、落流するようになる。
【0016】
ここで下部誘導板13は、圧延材W下面に沿った冷却水流れをある程度、保水状態とさせる(圧延材W下面からすぐに落水するのを防止する)と共に、下部水切りロール11Aで堰き止められ撹拌流を起こす冷却水のうち、余剰の分を圧延材Wの下面から切り離して、結果、圧延材Wの下面に接触する冷却水量を所定に規制する作用を奏する。
これらのことから、圧延材Wの上下面間で冷却水の接触状態は略等しくなり、圧延材Wの上面と下面とが均一に冷却される。
上記した上部水切りロール10A,10Bには上部上下追従手段15が設けられており、この上部上下追従手段15によって上部水切りロール10A,10Bはそれぞれ上下動可能とされている。またこれに対応して下部水切りロール11A,11Bには下部上下追従手段16が設けられており、この下部上下追従手段16によって下部水切りロール11A,11Bもそれぞれ上下動可能とされている。
【0017】
下部上下追従手段16は昇降駆動装置20を備えている。この昇降駆動装置20は、例えば単動型油圧シリンダ等の流体圧シリンダ21を、その伸縮ロッド22が上向きに伸縮する状態にしてその上端側で下部水切りロール11A,11Bを支持するように用いたものである。伸縮ロッド22は油圧回路(図示略)によって駆動伸出(上昇)したり、自由収縮(下降)したりする。
そして、この流体圧シリンダ21は、伸縮ロッド22が最も収縮したときに、下部水切りロール11A,11Bの上面が搬送ライン2の搬送支持レベルと同レベル、もしくはそれ以下となるように設定されている。すなわち、下部水切りロール11A,11Bは、圧延材Wに生じた反りを原因とする圧延材W下面の上下挙動に追従して上下動しつつ、所定範囲内で圧延材Wに圧下を加えられる。
【0018】
この油圧回路には、下部スリットジェットノズル7よりも上流側、好ましくは上流側配置の下部水切りロール11Bより更に上流側に、圧延材Wの下面レベルを検出するためのセンサ23が設けられており、このセンサ23からの検出信号に基づいて流体圧シリンダ21へ駆動伸出用の油圧が供給されるようになっている。
またこの油圧回路には、伸縮ロッド22に作用する負荷圧を検出できるように油面計等の圧力検出手段(図示略)が設けられており、検出した負荷圧を所定値に制限することで、圧延材Wに対する下部水切りロール11A,11Bの支持圧を所定範囲内に保持して、圧延材Wに傷、凹み、曲がりなどの不具合を発生させるのを防止できるようになっている。なお、この負荷圧をセンシングし、負荷圧が急激に減少した場合には、圧延材Wの下面とテーブルロール11Aとが離反し隙間が生じたとして、かかる隙間をなくすように伸縮ロッド22を突出させるようにしてもよい。
【0019】
上部上下追従手段15は、早送り機構30と昇降駆動装置31とを有している。昇降駆動装置31については、上記した下部上下追従手段16と上下関係が逆になっている点が異なるだけで、構造そのものは略同じものである。すなわち、流体圧シリンダ32を、その伸縮ロッド33が下向きに伸縮する状態にしてその下端側で上部水切りロール10A,10Bを支持するように用いたものである。伸縮ロッド33は油圧回路(図示略)によって駆動伸出(下降)したり、自由収縮(上昇)したりする。
そのため、上部水切りロール10A,10Bは、圧延材Wに生じた反りを原因とする圧延材W上面の上下挙動に追従して上下動しつつ、所定範囲内で圧延材Wに圧下を加えられる。
【0020】
早送り機構30は、ボールねじ、流体圧シリンダ、巻掛け伝動、リンク機構等の適宜駆動具や機構によって形成されたもので、昇降駆動装置31の流体圧シリンダー32をそのまま上下動させるようになっている。
このような構成とされた第1実施形態のオンライン加速冷却装置1では、熱間圧延された後、予め、プレレベラによる平坦度調整(改善)が図られるなどした圧延材Wが、圧延材W搬送ライン2により当該オンライン加速冷却装置1の冷却室内へ搬送されると、それまで上方待機状態にあった上部水切りロール10A,10Bが上部上下追従手段15の早送り機構30の動作で予め決められた所定の位置(例えば、圧延材厚−5mm)まで下降し、圧延材W上面に略当接状態となる。
【0021】
また、このとき圧延材Wは、当然のことながら搬送ライン2を形成するテーブルロール11としての作用をも奏する下部水切りロール11A,11Bが圧延材W下面に当接状態にある。
このように上部水切りロール10A,10Bと下部水切りロール11A,11Bとで上下を挟まれるかたちで圧延材Wが冷却室内を搬送されつつ、上部スリットジェットノズル6及び下部スリットジェットノズル7から吹き出される冷却水によって冷却が行われるが、ここで例えば、図1(B)に示すように圧延材Wに上方へ山なりに盛り上がるような反り50が生じていたとする。
【0022】
この場合、上部上下追従手段15の昇降駆動装置31に備えられた流体圧シリンダ32(流体ダンパー)は、次のように働く。すなわち、圧延材Wの反り50のうち、上面側の初めの上がり傾斜51aが進行してきた場合、その傾斜に倣って伸縮ロッド33が流体圧シリンダ32内に自由収縮し、上部水切りロール10A,10Bは、当該上がり傾斜51aに対して所定圧下荷重を保持しつつ上昇するようになる。その後、反り50の下り傾斜51bに倣って伸縮ロッド33は自由伸出し、上部水切りロール10A,10Bは、当該下り傾斜51bに対して所定圧下荷重を保持しつつ下降し、常に、上部水切りロール10A,10Bは圧延材W上面に接する状態で上下動をするようになる。
【0023】
一方、下部上下追従手段16の昇降駆動装置20に関しては、流体圧シリンダ21を制御することにより、反り50の下面側の上がり傾斜52aに倣って伸縮ロッド22を伸出させ、下部水切りロール11A,11Bを上がり傾斜52aにほぼ接する状態で上昇させる。その後、反り50の下り傾斜52bに倣って伸縮ロッド22を制御収縮させることで、下部水切りロール11A,11Bを下り傾斜52bにほぼ接するように下降させる。すなわち、流体圧シリンダ21を制御駆動することで、下部水切りロール11A,11Bを上下動させるようにしている。
【0024】
このように圧延材Wに反り50が発生している場合であっても、上部水切りロール10A,10Bと圧延材Wとの間だけでなく、下部水切りロール11A,11Bと圧延材Wとの間でも隙間が発生するのを防止できる。そのため、冷却水の漏洩を防止することができ、圧延材Wはその上面であろうと下面であろうと同じ条件で冷却水が供給され、同一攪拌状態となる形となる。
従って、熱間圧延された圧延材Wは、その上面と下面とが互いに均一に冷却され、更に上面の長手方向及び下面の長手方向でも温度偏差は起こらない。
【0025】
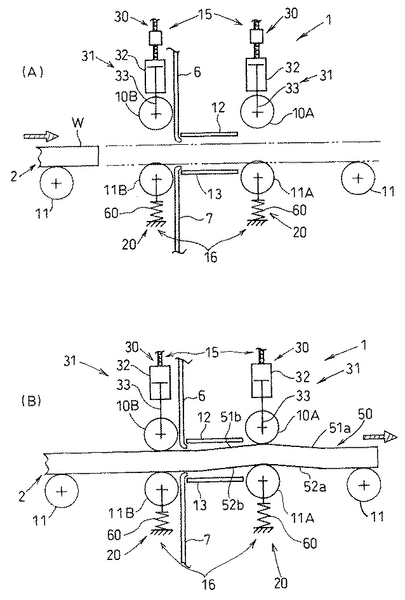
図2は、本発明に係るオンライン加速冷却装置1の第2実施形態を示している。この第2実施形態のオンライン加速冷却装置1が、上記第1実施形態と最も異なっているところは、下部上下追従手段16が上昇付勢力を生起する付勢手段60(バネ)を有している点にある。すなわち、第1実施形態で採用していた昇降駆動装置20を不要となっているので、この下部上下追従手段16は油圧回路も不要になり、非常にシンプル構成である。
バネ60は、下部水切りロール11A,11Bが圧延材Wによる負荷を受けていない状態にあるときに、各ロール上面が搬送ライン2の搬送支持レベルより若干(10mm以下程度)浮き上がるように設定しておくのが好適である。
【0026】
その他の構成や作用効果は第1実施形態と略同様である。
ところで、本発明は、上記した各実施形態に限定されるものではなく、実施の形態に応じて適宜変更可能である。
例えば、下部上下追従手段16は、少なくとも下部スリットジェットノズル7に対して下流側となる下部水切りロール11Aに対してだけ設けるものとしてもよい。
第1実施形態において、下部上下追従手段16の昇降駆動装置20に採用する流体圧シリンダ21は、油圧以外(水圧、空気圧など)のものでもよい。この流体圧シリンダ21に代えて、モータ駆動による機械式のものとしてもよい。
【0027】
第2実施形態において、下部上下追従手段16の付勢手段60は、コイルバネや板バネなどの他、流体バネ(空気バネ等)などを採用してもよい。
第1実施形態及び第2実施形態の両方において、テーブルロール11の1つを水切りロールとして利用し、圧延材Wの下面に接触可能なように上下動自在としていたが、テーブルロール11Aとは別に水切りロールを設け、該水切りロールを上下動自在にするようにしても何ら問題はない。すなわち、別途設けた水切りロールに上下追従手段16を備えるようにするとよい。
【図面の簡単な説明】
【0028】
【図1】本発明に係るオンライン加速冷却装置の第1実施形態を示した側面図であって、(A)は作動前、(B)は作動時である。
【図2】本発明に係るオンライン加速冷却装置の第2実施形態を示した側面図であって、(A)は作動前、(B)は作動時である。
【符号の説明】
【0029】
1 オンライン加速冷却装置
2 搬送ライン
6 上部スリットジェットノズル
7 下部スリットジェットノズル
10A 上部水切りロール
10B 上部水切りロール
11 テーブルロール
11A 下部水切りロール
11B 下部水切りロール
16 上下追従手段
20 昇降駆動装置
60 付勢手段
【技術分野】
【0001】
本発明は、熱間圧延されて搬送ラインを搬送されつつある圧延材を、冷却水によってオンラインで冷却するためのオンライン加速冷却装置に関するものである。
【背景技術】
【0002】
熱間圧延後の圧延材をオンラインで冷却する方法として、スリットジェット冷却装置を採用した加速冷却方法が知られている(例えば、特許文献1や特許文献2等参照)。
このスリットジェット冷却装置は、搬送ラインを走行する圧延材に対し、その上面へ向けて冷却水を吹き付ける上部スリットジェットノズル及びその下流方向に所定間隔をおいて設けられた上部水切りロールと、圧延材の下面へ向けて冷却水を吹き付ける下部スリットジェットノズル及びその下流方向に所定間隔をおいて設けられた下部水切りロールとを有したものである。
【0003】
上部スリットジェットノズルから圧延材の上面へ吹き付けられる冷却水は、一旦、鋼板上面を流れて下流へと向かい、上部水切りロールによって鋼板上面側で堰き止められるようになって撹拌流を生じつつ圧延材の幅方向両側からこぼれ落ちるようになる。また同じように、下部スリットジェットノズルから圧延材の下面へ吹き付けられる冷却水についても一旦は鋼板下面に沿った流れとなり、下部水切りロールによって鋼板下面側で堰き止められるようになり、ここで撹拌流を生じつつ圧延材から離れ、落流するようになる。
【特許文献1】特開昭62−289315号公報(第1頁〜第3頁、図1)
【特許文献2】特開平11−169941号公報(第11頁〜第13頁、図3)
【発明の開示】
【発明が解決しようとする課題】
【0004】
スリットジェット冷却装置では、多くの場合、圧延材に反りが生じていたときの対策として、上部水切りロールが上下動自在とされ、必要に応じて所定範囲内で圧延材に油圧などによる圧下を加えられるようにしてある。これにより上部水切りロールと圧延材との間に隙間が発生するのを防止して冷却水の漏洩を防止する。
しかしながら、下部水切りロールについては、搬送ラインを形成するテーブルロールによって兼ねられているのが普通であるから、この下部水切りロール(テーブルロール)は昇降しないもの(高さ固定)とされていた。
【0005】
そのため、圧延材に反りが発生していた場合、圧延材と下部水切りロールとの間に隙間が発生し、次の冷却バンクに冷却水が流れ込み(冷却水が漏洩し)、当該冷却バンクの水膜厚さが減少するようになり、冷却能が大きく変化していた。
なお、スリットジェット冷却装置の上流側にプレレベラーを設置して鋼板平坦度を改善するようなこともあったが、圧延材の板厚が比較的薄い場合などでは反りの発生率や発生度合いも高いことから、プレレベラーを経た後でも、程度的には小さくされているものの、まだ反りが残っている(10mm前後)ということがある。
【0006】
従って、下部水切りロール(テーブルロール)と圧延材との間にできる隙間からの冷却水漏洩は、重要な改善課題となっている。
本発明は、上記事情に鑑みてなされたものであって、熱間圧延された圧延材の上面と下面とを、互いの冷却を均一にし、またそれらの長手方向でも温度偏差が起こらないようにできる圧延材のオンライン加速冷却装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
前記目的を達成するために、本発明は次の手段を講じた。
また、本発明における課題解決のための技術的手段は、熱間圧延された圧延材を上部水切りロール及び下部水切りロールにより狭持して冷却水の水切りを行いつつ前記圧延材を搬送するオンライン加速冷却装置において、前記下部水切りロールには、該下部水切りロールを圧延材下面の上下挙動に追従させるための上下追従手段が設けられていることを特徴とする。
また、本発明における課題解決のための技術的手段は、複数本のテーブルロールが並設された搬送ラインの中途部に設けられ、且つ該搬送ラインで搬送される熱間圧延中の圧延材を冷却水により冷却する冷却室を有する圧延材のオンライン加速冷却装置において、上記搬送ライン中で冷却水用の水切り位置に配されるテーブルロールには、該テーブルロールを圧延材下面の上下挙動に追従させるための上下追従手段が設けられていることを特徴とする。
【0008】
このように冷却水用の水切り位置に配されるテーブルロール(即ち、下部水切りロール)を上下追従手段によって上下動させる構成であれば、このテーブルロールと圧延材との間で隙間が発生するのを防止できる。そのため、冷却水の漏洩を防止して、圧延材の上面と下面とを、互いの冷却を均一にし、またそれらの長手方向でも温度偏差が起こらないようにできる。
なお、冷却室の上流側にプレレベラを設置して予め圧延材の平坦度調整(改善)を図るようにした場合において、本発明の実施は殊に有益である。
【0009】
好ましくは、上下追従手段は、圧延材に対するテーブルロールの支持圧が所定圧に達するまでテーブルロールを上下方向に昇降させる昇降駆動装置を有していたり、テーブルロールを上方向に付勢する付勢手段を有しているとよい。
また、好ましくは、本発明に係るオンライン加速冷却装置は、スリットジェット冷却装置として構成すればよい。スリットジェット冷却装置は、その冷却室内において、圧延材の上面へ向けて冷却水を吹き付ける上部スリットジェットノズルとその下流方向に所定間隔をおいて設けられた上部水切りロールとを有すると共に、圧延材の下面へ向けて冷却水を吹き付ける下部スリットジェットノズルとその下流方向に所定間隔をおいて設けられた下部水切りロールとが設けられたものを言う。
【0010】
このようなスリットジェット冷却装置において、極めて有益な効果が発揮される。
【発明の効果】
【0011】
本発明に係る圧延材のオンライン加速冷却装置によれば、熱間圧延された圧延材の上面と下面とを、互いの冷却を均一にしつつ更にそれらの長手方向でも温度偏差が起こらないようにできる。
【発明を実施するための最良の形態】
【0012】
以下、本発明の実施の形態を、図面に基づき説明する。
図1は、本発明に係るオンライン加速冷却装置1の第1実施形態を示している。このオンライン加速冷却装置1は、熱間圧延後に搬送ライン2を搬送される圧延材Wについて、これを冷却室内へ走行させつつ冷却水によって冷却するもので、図例ではスリットジェット冷却装置を適用してある。
そのため、このオンライン加速冷却装置1は、圧延材Wの上面へ向けて冷却水を吹き付ける上部スリットジェットノズル6と、圧延材Wの下面へ向けて冷却水を吹き付ける下部スリットジェットノズル7とを有している。これら上下のスリットジェットノズル6,7は、圧延材Wを挟んで上下で対向している。
【0013】
上部スリットジェットノズル6の下流側には、これと所定間隔をおいて上部水切りロール10Aが設けられている。なお、上部スリットジェットノズル6のすぐ上流側にも上部水切りロール10Bが設けられている。
なお、搬送ライン2は互いに所定間隔をおいて複数本のテーブルロール11が並設されたものとなっているが、このうち冷却装置2内では、テーブルロール11の並設間隔が所定に離された区間があり、この区間の両側のテーブルロール11は上記した上部水切りロール10A,10Bと上下対向する位置付けとされている。このように、上部水切りロール10A,10Bと上下対向する2本のテーブルロール11(11A,11B)は、下部水切りロールとしての作用をも兼備している。
【0014】
上部スリットジェットノズル6とその下流側の上部水切りロール10Aとの間には、圧延材Wの上面とほぼ一定間隔となるようにして上部誘導板12が設けられている。また同様に、下部スリットジェットノズル7とその下流側の下部水切りロール11Aとの間には、圧延材Wの下面とほぼ一定間隔となるようにして下部誘導板13が設けられている。
これらのことから、上部スリットジェットノズル6から圧延材Wの上面へ吹き付けられる冷却水は、一旦、圧延材W上面を流れて下流へと向かい、下流側の上部水切りロール10Aによって圧延材W上面側で堰き止められるようになり、ここで撹拌流を生じつつ圧延材Wの幅方向両側からこぼれ落ちるようになる。
【0015】
ここで上部誘導板12は、上部水切りロール10Aで堰き止められ撹拌流を起こす冷却水のうち、余剰の分を圧延材Wの上面から切り離して、結果、圧延材Wの上面に接触する冷却水量を所定に規制する作用を奏する。
また同じように、下部スリットジェットノズル7から圧延材Wの下面へ吹き付けられる冷却水についても一旦は圧延材W下面に沿った流れとなり、下流側の下部水切りロール11Aによって圧延材W下面側で堰き止められるようになり、ここで撹拌流を生じつつ圧延材Wから離れ、落流するようになる。
【0016】
ここで下部誘導板13は、圧延材W下面に沿った冷却水流れをある程度、保水状態とさせる(圧延材W下面からすぐに落水するのを防止する)と共に、下部水切りロール11Aで堰き止められ撹拌流を起こす冷却水のうち、余剰の分を圧延材Wの下面から切り離して、結果、圧延材Wの下面に接触する冷却水量を所定に規制する作用を奏する。
これらのことから、圧延材Wの上下面間で冷却水の接触状態は略等しくなり、圧延材Wの上面と下面とが均一に冷却される。
上記した上部水切りロール10A,10Bには上部上下追従手段15が設けられており、この上部上下追従手段15によって上部水切りロール10A,10Bはそれぞれ上下動可能とされている。またこれに対応して下部水切りロール11A,11Bには下部上下追従手段16が設けられており、この下部上下追従手段16によって下部水切りロール11A,11Bもそれぞれ上下動可能とされている。
【0017】
下部上下追従手段16は昇降駆動装置20を備えている。この昇降駆動装置20は、例えば単動型油圧シリンダ等の流体圧シリンダ21を、その伸縮ロッド22が上向きに伸縮する状態にしてその上端側で下部水切りロール11A,11Bを支持するように用いたものである。伸縮ロッド22は油圧回路(図示略)によって駆動伸出(上昇)したり、自由収縮(下降)したりする。
そして、この流体圧シリンダ21は、伸縮ロッド22が最も収縮したときに、下部水切りロール11A,11Bの上面が搬送ライン2の搬送支持レベルと同レベル、もしくはそれ以下となるように設定されている。すなわち、下部水切りロール11A,11Bは、圧延材Wに生じた反りを原因とする圧延材W下面の上下挙動に追従して上下動しつつ、所定範囲内で圧延材Wに圧下を加えられる。
【0018】
この油圧回路には、下部スリットジェットノズル7よりも上流側、好ましくは上流側配置の下部水切りロール11Bより更に上流側に、圧延材Wの下面レベルを検出するためのセンサ23が設けられており、このセンサ23からの検出信号に基づいて流体圧シリンダ21へ駆動伸出用の油圧が供給されるようになっている。
またこの油圧回路には、伸縮ロッド22に作用する負荷圧を検出できるように油面計等の圧力検出手段(図示略)が設けられており、検出した負荷圧を所定値に制限することで、圧延材Wに対する下部水切りロール11A,11Bの支持圧を所定範囲内に保持して、圧延材Wに傷、凹み、曲がりなどの不具合を発生させるのを防止できるようになっている。なお、この負荷圧をセンシングし、負荷圧が急激に減少した場合には、圧延材Wの下面とテーブルロール11Aとが離反し隙間が生じたとして、かかる隙間をなくすように伸縮ロッド22を突出させるようにしてもよい。
【0019】
上部上下追従手段15は、早送り機構30と昇降駆動装置31とを有している。昇降駆動装置31については、上記した下部上下追従手段16と上下関係が逆になっている点が異なるだけで、構造そのものは略同じものである。すなわち、流体圧シリンダ32を、その伸縮ロッド33が下向きに伸縮する状態にしてその下端側で上部水切りロール10A,10Bを支持するように用いたものである。伸縮ロッド33は油圧回路(図示略)によって駆動伸出(下降)したり、自由収縮(上昇)したりする。
そのため、上部水切りロール10A,10Bは、圧延材Wに生じた反りを原因とする圧延材W上面の上下挙動に追従して上下動しつつ、所定範囲内で圧延材Wに圧下を加えられる。
【0020】
早送り機構30は、ボールねじ、流体圧シリンダ、巻掛け伝動、リンク機構等の適宜駆動具や機構によって形成されたもので、昇降駆動装置31の流体圧シリンダー32をそのまま上下動させるようになっている。
このような構成とされた第1実施形態のオンライン加速冷却装置1では、熱間圧延された後、予め、プレレベラによる平坦度調整(改善)が図られるなどした圧延材Wが、圧延材W搬送ライン2により当該オンライン加速冷却装置1の冷却室内へ搬送されると、それまで上方待機状態にあった上部水切りロール10A,10Bが上部上下追従手段15の早送り機構30の動作で予め決められた所定の位置(例えば、圧延材厚−5mm)まで下降し、圧延材W上面に略当接状態となる。
【0021】
また、このとき圧延材Wは、当然のことながら搬送ライン2を形成するテーブルロール11としての作用をも奏する下部水切りロール11A,11Bが圧延材W下面に当接状態にある。
このように上部水切りロール10A,10Bと下部水切りロール11A,11Bとで上下を挟まれるかたちで圧延材Wが冷却室内を搬送されつつ、上部スリットジェットノズル6及び下部スリットジェットノズル7から吹き出される冷却水によって冷却が行われるが、ここで例えば、図1(B)に示すように圧延材Wに上方へ山なりに盛り上がるような反り50が生じていたとする。
【0022】
この場合、上部上下追従手段15の昇降駆動装置31に備えられた流体圧シリンダ32(流体ダンパー)は、次のように働く。すなわち、圧延材Wの反り50のうち、上面側の初めの上がり傾斜51aが進行してきた場合、その傾斜に倣って伸縮ロッド33が流体圧シリンダ32内に自由収縮し、上部水切りロール10A,10Bは、当該上がり傾斜51aに対して所定圧下荷重を保持しつつ上昇するようになる。その後、反り50の下り傾斜51bに倣って伸縮ロッド33は自由伸出し、上部水切りロール10A,10Bは、当該下り傾斜51bに対して所定圧下荷重を保持しつつ下降し、常に、上部水切りロール10A,10Bは圧延材W上面に接する状態で上下動をするようになる。
【0023】
一方、下部上下追従手段16の昇降駆動装置20に関しては、流体圧シリンダ21を制御することにより、反り50の下面側の上がり傾斜52aに倣って伸縮ロッド22を伸出させ、下部水切りロール11A,11Bを上がり傾斜52aにほぼ接する状態で上昇させる。その後、反り50の下り傾斜52bに倣って伸縮ロッド22を制御収縮させることで、下部水切りロール11A,11Bを下り傾斜52bにほぼ接するように下降させる。すなわち、流体圧シリンダ21を制御駆動することで、下部水切りロール11A,11Bを上下動させるようにしている。
【0024】
このように圧延材Wに反り50が発生している場合であっても、上部水切りロール10A,10Bと圧延材Wとの間だけでなく、下部水切りロール11A,11Bと圧延材Wとの間でも隙間が発生するのを防止できる。そのため、冷却水の漏洩を防止することができ、圧延材Wはその上面であろうと下面であろうと同じ条件で冷却水が供給され、同一攪拌状態となる形となる。
従って、熱間圧延された圧延材Wは、その上面と下面とが互いに均一に冷却され、更に上面の長手方向及び下面の長手方向でも温度偏差は起こらない。
【0025】
図2は、本発明に係るオンライン加速冷却装置1の第2実施形態を示している。この第2実施形態のオンライン加速冷却装置1が、上記第1実施形態と最も異なっているところは、下部上下追従手段16が上昇付勢力を生起する付勢手段60(バネ)を有している点にある。すなわち、第1実施形態で採用していた昇降駆動装置20を不要となっているので、この下部上下追従手段16は油圧回路も不要になり、非常にシンプル構成である。
バネ60は、下部水切りロール11A,11Bが圧延材Wによる負荷を受けていない状態にあるときに、各ロール上面が搬送ライン2の搬送支持レベルより若干(10mm以下程度)浮き上がるように設定しておくのが好適である。
【0026】
その他の構成や作用効果は第1実施形態と略同様である。
ところで、本発明は、上記した各実施形態に限定されるものではなく、実施の形態に応じて適宜変更可能である。
例えば、下部上下追従手段16は、少なくとも下部スリットジェットノズル7に対して下流側となる下部水切りロール11Aに対してだけ設けるものとしてもよい。
第1実施形態において、下部上下追従手段16の昇降駆動装置20に採用する流体圧シリンダ21は、油圧以外(水圧、空気圧など)のものでもよい。この流体圧シリンダ21に代えて、モータ駆動による機械式のものとしてもよい。
【0027】
第2実施形態において、下部上下追従手段16の付勢手段60は、コイルバネや板バネなどの他、流体バネ(空気バネ等)などを採用してもよい。
第1実施形態及び第2実施形態の両方において、テーブルロール11の1つを水切りロールとして利用し、圧延材Wの下面に接触可能なように上下動自在としていたが、テーブルロール11Aとは別に水切りロールを設け、該水切りロールを上下動自在にするようにしても何ら問題はない。すなわち、別途設けた水切りロールに上下追従手段16を備えるようにするとよい。
【図面の簡単な説明】
【0028】
【図1】本発明に係るオンライン加速冷却装置の第1実施形態を示した側面図であって、(A)は作動前、(B)は作動時である。
【図2】本発明に係るオンライン加速冷却装置の第2実施形態を示した側面図であって、(A)は作動前、(B)は作動時である。
【符号の説明】
【0029】
1 オンライン加速冷却装置
2 搬送ライン
6 上部スリットジェットノズル
7 下部スリットジェットノズル
10A 上部水切りロール
10B 上部水切りロール
11 テーブルロール
11A 下部水切りロール
11B 下部水切りロール
16 上下追従手段
20 昇降駆動装置
60 付勢手段
【特許請求の範囲】
【請求項1】
熱間圧延された圧延材(W)を上部水切りロール(10A)及び下部水切りロール(11A)により狭持して冷却水の水切りを行いつつ前記圧延材(W)を搬送するオンライン加速冷却装置において、
前記下部水切りロール(11A)には、該下部水切りロール(11A)を圧延材(W)下面の上下挙動に追従させるための上下追従手段(16)が設けられていることを特徴とする圧延材のオンライン加速冷却装置。
【請求項2】
複数本のテーブルロール(11)が並設された搬送ライン(2)の中途部に設けられ、且つ該搬送ライン(2)で搬送される熱間圧延中の圧延材(W)を冷却水により冷却する冷却室を有する圧延材のオンライン加速冷却装置において、
上記搬送ライン(2)中で冷却水用の水切り位置に配されるテーブルロール(11A)には、該テーブルロール(11A)を圧延材(W)下面の上下挙動に追従させるための上下追従手段(16)が設けられていることを特徴とする圧延材のオンライン加速冷却装置。
【請求項3】
前記上下追従手段(16)は、圧延材(W)に対するテーブルロール(11A)の支持圧が所定圧に達するまでテーブルロール(11A)を上下方向に昇降させる昇降駆動装置(20)を有することを特徴とする請求項1又は2に記載の圧延材のオンライン加速冷却装置。
【請求項4】
前記上下追従手段(16)は、テーブルロール(11A)を上方向に付勢する付勢手段(60)を有していることを特徴とする請求項1又は2に記載の圧延材のオンライン加速冷却装置。
【請求項5】
前記冷却室は、圧延材(W)の上面へ向けて冷却水を吹き付ける上部スリットジェットノズル(6)とその下流方向に所定間隔をおいて設けられた上部水切りロール(10A)とを有すると共に、圧延材(W)の下面へ向けて冷却水を吹き付ける下部スリットジェットノズル(7)とその下流方向に所定間隔をおいて設けられた下部水切りロール(11A)とを備えていて、スリットジェット冷却装置として構成されていることを特徴とする請求項1〜4のいずれかに記載の圧延材のオンライン加速冷却装置。
【請求項1】
熱間圧延された圧延材(W)を上部水切りロール(10A)及び下部水切りロール(11A)により狭持して冷却水の水切りを行いつつ前記圧延材(W)を搬送するオンライン加速冷却装置において、
前記下部水切りロール(11A)には、該下部水切りロール(11A)を圧延材(W)下面の上下挙動に追従させるための上下追従手段(16)が設けられていることを特徴とする圧延材のオンライン加速冷却装置。
【請求項2】
複数本のテーブルロール(11)が並設された搬送ライン(2)の中途部に設けられ、且つ該搬送ライン(2)で搬送される熱間圧延中の圧延材(W)を冷却水により冷却する冷却室を有する圧延材のオンライン加速冷却装置において、
上記搬送ライン(2)中で冷却水用の水切り位置に配されるテーブルロール(11A)には、該テーブルロール(11A)を圧延材(W)下面の上下挙動に追従させるための上下追従手段(16)が設けられていることを特徴とする圧延材のオンライン加速冷却装置。
【請求項3】
前記上下追従手段(16)は、圧延材(W)に対するテーブルロール(11A)の支持圧が所定圧に達するまでテーブルロール(11A)を上下方向に昇降させる昇降駆動装置(20)を有することを特徴とする請求項1又は2に記載の圧延材のオンライン加速冷却装置。
【請求項4】
前記上下追従手段(16)は、テーブルロール(11A)を上方向に付勢する付勢手段(60)を有していることを特徴とする請求項1又は2に記載の圧延材のオンライン加速冷却装置。
【請求項5】
前記冷却室は、圧延材(W)の上面へ向けて冷却水を吹き付ける上部スリットジェットノズル(6)とその下流方向に所定間隔をおいて設けられた上部水切りロール(10A)とを有すると共に、圧延材(W)の下面へ向けて冷却水を吹き付ける下部スリットジェットノズル(7)とその下流方向に所定間隔をおいて設けられた下部水切りロール(11A)とを備えていて、スリットジェット冷却装置として構成されていることを特徴とする請求項1〜4のいずれかに記載の圧延材のオンライン加速冷却装置。
【図1】


【図2】
【図2】
【公開番号】特開2006−68793(P2006−68793A)
【公開日】平成18年3月16日(2006.3.16)
【国際特許分類】
【出願番号】特願2004−257549(P2004−257549)
【出願日】平成16年9月3日(2004.9.3)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成18年3月16日(2006.3.16)
【国際特許分類】
【出願日】平成16年9月3日(2004.9.3)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]