
圧潰前処理用切断機
【課題】 ストリンガ材と環状のフレーム材とを主な構造とするセミモノコック構造であっても、良好に圧縮させることができる圧潰前処理用切断機を得る。
【解決手段】 長手軸に沿って複数並設された環状のフレーム材と、隣接するフレーム材を連結する複数のストリンガ材と、フレーム材とストリンガ材とを覆う外板材とで構成されるセミモノコック構造の金属スクラップ材の圧潰処理を行う前処理用の切断機であって、フレーム材の環を塑性変形するフレーム材変形手段を備えるもの。
【解決手段】 長手軸に沿って複数並設された環状のフレーム材と、隣接するフレーム材を連結する複数のストリンガ材と、フレーム材とストリンガ材とを覆う外板材とで構成されるセミモノコック構造の金属スクラップ材の圧潰処理を行う前処理用の切断機であって、フレーム材の環を塑性変形するフレーム材変形手段を備えるもの。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、長尺の金属スクラップ材を長尺方向に直交する断面方向に圧潰処理する前処理として、前記スクラップ材を長手方向に直交する断面方向に切断する切断機及びこの切断機を備えたスクラップ剪断装置に関するものである。
【背景技術】
【0002】
比較的大型で長尺且つ堅牢な金属スクラップ材、特に貨車や客車を含む鉄道車両或いはバスや大型トラックを含む陸上車両などの廃棄車両を複数の短尺スクラップ片に剪断するスクラップ剪断装置は公知である(特許文献1)。これは金属を含む長尺のスクラップ材を油圧ラムで圧潰しつつギロチン式の直刃剪断機に導入するスクラップ剪断装置である。
【0003】
一方、比較的大型で長尺且つ堅牢な金属スクラップ材としては、新幹線車両や航空機等のものも含まれ、これらの機体構造はモノコック構造又はセミモノコック構造と呼ばれる。特に多くの航空機には、胴体の長手方向の曲げ荷重を主に受け持つストリンガ材と、ストリンガ材と直交する部材で胴体形状を保つフレーム材との縦横に組み合わせた骨組の表面にアルミ合金や繊維強化プラスチック製の薄い外板材を張ったセミモノコック構造が主流となっている。
【0004】
この航空機におけるセミモノコック構造は、新幹線等の鉄道車両のものとは相違して、胴部の床面側と天井面側との構造上の相違が殆ど無い。これは新幹線等の鉄道車両はレール上を移動する台車に取付けられているのに対して、航空機では1万mを越える高度の減圧環境下に対して、与圧されたキャビンを内部に実現するために、胴体形状を保つフレーム材は環状のリングフレーム材を主とし、例えばボーイング747の胴体では、Z型断面のフレームが20インチ(2.54cm×20=50.8cm)間隔で並べられている。
【0005】
また、ストリンガ材の断面はL型、J型、Z型、ハット型(つば付き帽子の断面)などがあり、例えばボーイング747の胴体では、Z型あるいはハット型のものが、周方向に約8インチ(2.54cm×8=20.32cm)間隔で入れられている。このストリンガ材と外板とは多くの鋲で結合されている。また、フレーム材は重ね板(ストラップ材)を介して外板と鋲で結合されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開第WO2009/008483号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0007】
さて、鉄道車両では、正置状態における金属スクラップ材の圧縮強度分布は幅方向に関しては左右対称で比較的均一な強度分布であるが、高さ方向に関しては上部が弱く下部が強いという不均一な分布となっている。このため、特許文献1に示すようなスクラップ剪断装置で長尺の金属スクラップ材を複数の短尺スクラップ片に剪断する際には、先に供給チャンネルの内幅と同じ幅寸法を有する下向き油圧ラムによって金属スクラップ材を上から押し潰す。その後、この全幅に亘り上から押し潰されて高さ寸法が圧縮された金属スクラップ材を側方油圧ラムによって幅方向に押し潰す構成となっている。
【0008】
しかしながら、前述の通り、航空機の胴体は、ストリンガ材と環状のフレーム材とを主な構造材としており、特に環状のフレーム材により、軽量でありながらも、強度分布が均一で、胴体形状を保つ強度が高いため、特許文献1に示すようなスクラップ剪断装置で長尺の金属スクラップ材を複数の短尺スクラップ片に剪断する際に、下向き油圧ラムや側方油圧ラムでの押潰しに大きな力が必要となる。
【0009】
本発明は、特に長尺の金属スクラップ材を前後の長手方向に搬送させながら上下左右に圧潰させつつ、複数の短尺スクラップ片に剪断するためのスクラップ剪断装置の上流側に配して、航空機等のストリンガ材と環状のフレーム材とを主な構造とするセミモノコック構造であっても、良好に圧縮させることができる圧潰前処理用切断機を得ることを目的とする。更に、この切断機を備えたスクラップ剪断装置を得ることを目的とする。
【課題を解決するための手段】
【0010】
請求項1に記載された発明に係る圧潰前処理用切断機は、長手軸に沿って複数並設された環状のフレーム材と、隣接するフレーム材を連結する複数のストリンガ材と、フレーム材とストリンガ材とを覆う外板材とで構成されるセミモノコック構造の金属スクラップ材の圧潰処理を行う前処理用の切断機であって、
前記フレーム材の環を塑性変形するフレーム材変形手段を備えることを特徴とするものである。
【0011】
請求項2に記載された発明に係る圧潰前処理用切断機は、請求項1に記載のフレーム材変形手段が、前記外板材で覆われた環状のフレーム材の外側から内側に沿って駆動される切断刃を備え、
この切断刃の切断線が、前記環状のフレーム材の周方向に対して斜め方向を向くように配置されていることを特徴とするものである。
【0012】
請求項3に記載された発明に係る圧潰前処理用切断機は、請求項1又は2に記載のフレーム材変形手段が、外周に鋸状切断部を備えた回転刃と、この回転刃を回転駆動する駆動手段とを備え、
前記回転刃の切断線が、環状のフレーム材の周方向に対して斜め方向であり、尚且つ、長手軸に沿って傾いて配置されていることを特徴とするものである。
【0013】
請求項4に記載された発明に係る圧潰前処理用切断機は、請求項1又は2に記載のフレーム材変形手段が、前記金属スクラップ材の外周を包囲する支持体と、この支持体の対向位置に配された少なくとも一組の破断刃と、この一組の破断刃の少なくとも一方を駆動してフレーム材の環を破断する破断刃駆動手段とを備えることを特徴とするものである。
【0014】
請求項5に記載された発明に係る圧潰前処理用切断機は、請求項4に記載の破断刃駆動手段が、一組の切断刃の一方を対向する他方の破断刃に向かって押圧する油圧ラムであり、
前記油圧ラムの押圧力に対抗する対抗圧力を経時的に計測し、該計測値が下回る変化率を計測した際に、油圧ラムの押圧を終了する破断計測手段を更に備えたことを特徴とするものである。
【0015】
請求項6に記載された発明に係るスクラップ剪断装置は、複数個並設された環状のフレーム材と、隣接するフレーム材同士に連結される複数のストリンガ材と、フレーム材とストリンガ材とを覆う外板材とで構成されるセミモノコック構造の金属スクラップ材を圧潰しつつ、複数の短尺スクラップ片に剪断するためのスクラップ剪断装置であって、
ギロチン式の直刃剪断機と、この剪断機の剪断口よりも広い幅を持つ直方体形状の空間を形成する開放型供給チャンネルと、この供給チャンネル内に搬入された金属スクラップ材を下向きに押し潰して限定された長さ部分のみについて金属スクラップ材の高さ寸法を減少させる下向き油圧ラムと、この下向き油圧ラムで押潰された金属スクラップ材を側方から押し潰して該金属スクラップ材の幅寸法を減少させる側方油圧ラムと、供給チャンネル内で幅寸法が減少された金属スクラップ材を剪断機の剪断口内へ送り込むフィーダー機とを備えたものにおいて、
前記開放型供給チャンネル上に、請求項1〜5の何れかに記載のフレーム材変形手段を備えたことを特徴とするものである。
【発明の効果】
【0016】
本発明は、特に長尺の金属スクラップ材を前後の長手方向に搬送させながら上下左右に圧潰させつつ、複数の短尺スクラップ片に剪断するためのスクラップ剪断装置の上流側に配して、航空機等のストリンガ材と環状のフレーム材とを主な構造とするセミモノコック構造であっても、良好に圧縮させることができるという効果がある。
【図面の簡単な説明】
【0017】
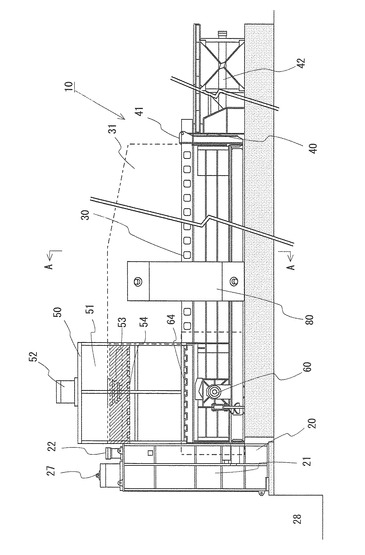
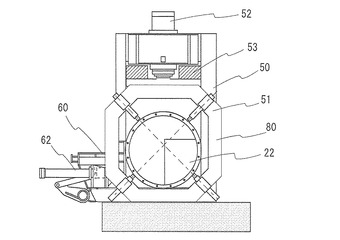
【図1】本発明の圧潰前処理用切断機を備えたスクラップ剪断装置の構成を示す模式正面図である。
【図2】図1のスクラップ剪断装置の模式平面図である。
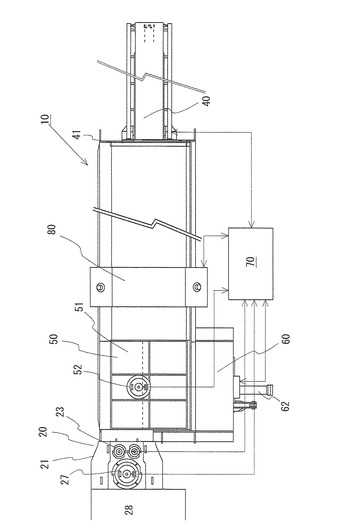
【図3】図1のスクラップ剪断装置の模式左側面図である。
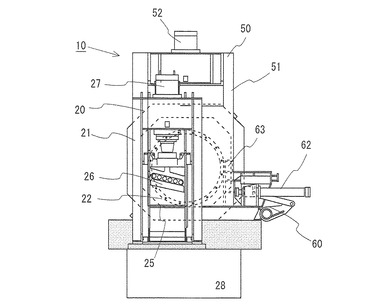
【図4】図1のA−A矢視断面図である。
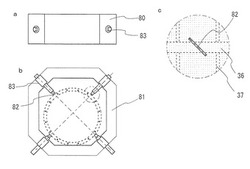
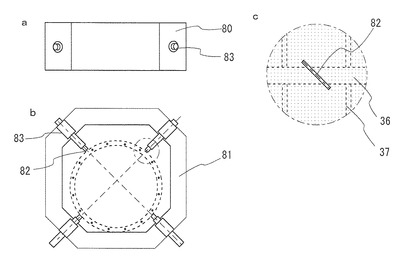
【図5】図1の圧潰前処理用切断機の構成を示す説明図である。a図は平面図、b図は正面図、c図は胴部のフレーム材への破断刃の押圧状態の説明図である。
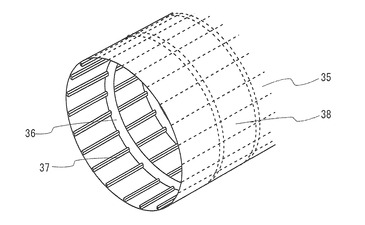
【図6】航空機胴部の構造を示す説明図である。
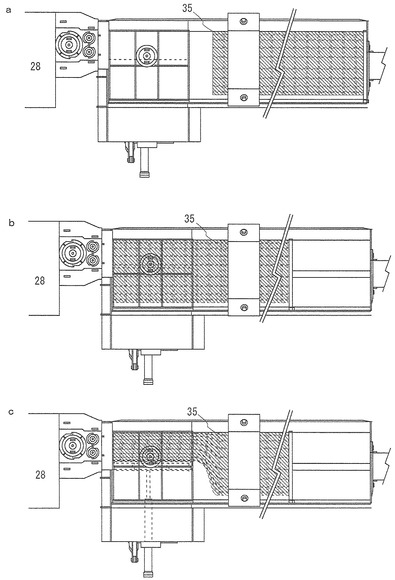
【図7】図1のスクラップ剪断装置の動作を示す模式平面である。a図は切断機の動作開始時、b図は下向き圧縮工程前の搬送時、c図は側方圧縮工程時の動作を示す。
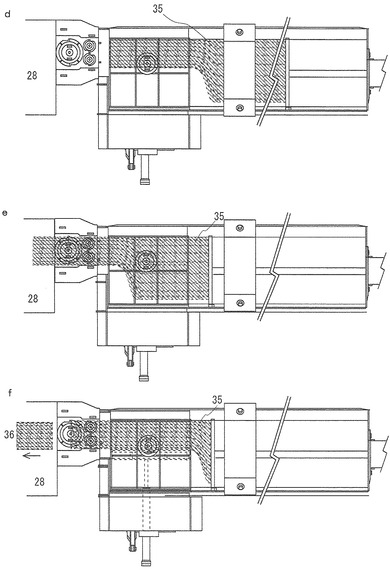
【図8】図1のスクラップ剪断装置の動作を示す模式平面である。d図は供給工程開始時、e図は剪断工程末期の次の下向き圧縮工程開始時、f図は次の側方圧縮工程時の動作を示す。
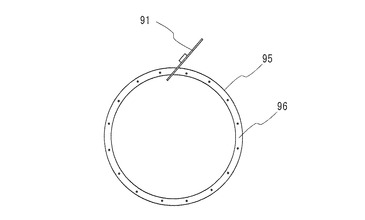
【図9】別の圧潰前処理用切断機の切断状態を示す説明図である。
【発明を実施するための形態】
【0018】
本発明においては、セミモノコック構造の金属スクラップ材の圧潰処理を行う前処理用の切断機であって、金属スクラップ材のフレーム材の環を塑性変形するフレーム材変形手段を備えるものであるため、長尺のセミモノコック構造の金属スクラップ材を前後の長手方向に搬送させながら上下左右に圧潰させつつ、複数の短尺スクラップ片に剪断するためのスクラップ剪断装置の上流側に配して、例えば航空機等の胴部を構成するストリンガ材と環状のフレーム材とを主な構造とするセミモノコック構造の金属スクラップ材であっても、塑性変形させているため、良好に圧縮させることができる。
【0019】
即ち、例えば航空機胴体の長手軸に直交する方向からの力に対抗する環状のフレーム材を予めフレーム材変形手段によって塑性変形させた後に圧潰処理を行うことにより、金属スクラップ材が航空機胴体のようにストリンガ材と環状のフレーム材とを主な構造とするセミモノコック構造のものであっても、圧潰処理を抵抗少なく小出力の圧潰手段によって行うことができる。
【0020】
本発明で言う「塑性変形」とは、加えた力によって変形し、力を抜いた状態に戻しても形が元に戻らない状態を指す。例えば、回転刃による切断状態、破断刃を当てて押圧することによる破断状態のみならず、押圧された箇所が歪んで変形している状態、押圧した箇所に細かなヒビが入った状態を含む。これにより、予め塑性変形を行わない状態よりも、抵抗が少なく小出力の圧潰手段によって行うことができる。
【0021】
本発明で言うセミモノコック構造の金属スクラップ材としては、長手軸に沿って複数並設された環状のフレーム材と、隣接するフレーム材を連結する複数のストリンガ材と、フレーム材とストリンガ材とを覆う外板材とで構成されるものが該当する。具体的には、航空機胴体のように床面側と天井面側との構造上の相違が殆ど無い構造体のスクラップ材の胴部の塑性変形が好適である。
【0022】
本発明で言う圧潰処理に関する設備は、直方体形状の空間を形成する開放型供給チャンネルと、この供給チャンネル内に搬入された金属スクラップ材を下向きに押し潰して金属スクラップ材の高さ寸法を減少させる下向き油圧ラムと、この下向き油圧ラムで押潰された金属スクラップ材を側方から更に押し潰して該金属スクラップ材の幅寸法を減少させる側方油圧ラムとを備えるものであればよい。例えば、特許文献1に示されたスクラップ剪断装置に備えられた供給チャンネルと側方油圧ラムと下向き油圧ラムとが好適である。
【0023】
本発明の好適な一実施形態によるフレーム材変形手段は、外側から径方向に沿って駆動される切断刃を備え、この切断刃の切断線は、前記環状のフレーム材の周方向に対して、斜め方向を向くように配置されている。これにより、その後の圧潰処理において、金属スクラップ材の内側へ押潰される際に、斜めに切断された切断面が擦れ合って互いに逃げるように縮径する。このため、切断面同士が正対状態が衝合して圧潰時の押圧の妨げとなることを防止する。
【0024】
即ち、切断刃の駆動により切断面の端縁が内側に湾曲されて、この湾曲部を圧潰処理の際により曲げつつ圧潰されるが、切断面同士が正対していると大きな力で圧潰処理を行わざるを得ない場合もあった。本発明のように切断刃の切断線が、前記環状のフレーム材の周方向に対して、斜め方向を向いている場合には、斜めに向かい合う切断面同士が擦れ合って互いに逃げるように縮径するため、切断面同士が正対状態で衝合することによる押圧の妨げが防止される。
【0025】
フレーム材変形手段としては、フレーム材の環を切断するものであれば良い。一つの好ましいフレーム材変形手段としては、外周に鋸状切断部を備えた回転刃と、この回転刃を回転駆動する駆動手段とを備え、この回転刃の切断線が、環状のフレーム材の周方向に対して斜め方向であり、尚且つ、長手軸に沿って傾いて配置されている。これにより、金属スクラップ材が長手軸に沿って搬送される際に、連続して環状のフレーム材の周方向に対して、斜め方向に切断することができる。
【0026】
また、別の好ましいフレーム材変形手段としては、金属スクラップ材の外周を包囲する支持体と、この支持体の対向位置に配された少なくとも一組の破断刃と、この一組の破断刃の少なくとも一方を駆動してフレーム材の環を破断する破断刃駆動手段とを備える。この破断刃による切断では鋸状の回転刃とは相違して鋸屑等の切屑が排出され難い利点がある。
【0027】
尚、これらの破断刃の傾斜は全て同じ方向に傾斜させても良いし、隣り合う切断面が「八」の字になるように配置してもよい。前者では、圧潰処理により螺旋状に圧潰され、また、後者では、圧潰処理により、分断されたフレーム材が前後に並ぶように圧潰される。尚、前者の場合には、切断箇所が1カ所であってもフレーム材自体が螺旋状に旋回しながら径が小さくなる。
【0028】
この場合の破断刃としては、金属スクラップ材を挟んで対向位置に配される構成であれば良く、金属スクラップ材の外板材越しに環状のフレーム材に一組の破断刃を対向してあてがい、対向する方向に破断刃を破断刃駆動手段を駆動して押圧することにより、環状のフレーム材が切断されるものであればよい。
【0029】
具体的な破断刃としては、刃先が平板状の平刃、「切り出し」のように刃先が傾斜した平板状の印刃、刃先がジグザグ状の鋸刃、銛や槍の先端のように刃先の先端部から二つの対称な傾斜刃が形成された三角錐状の刃等が挙げられる。
【0030】
破断刃駆動手段としては、一組の破断刃の少なくとも一方を駆動してフレーム材の環を切断するものであれば良い。好ましくは、一組の破断刃の一方を対向する他方の破断刃に向かって押圧する油圧ラムであり、油圧ラムの押圧力に対抗する対抗圧力を経時的に計測し、該計測値が下回る変化率を計測した際に、油圧ラムの押圧を終了する破断段計測手段を更に備える。これにより、複数個並設された環状のフレーム材を暫時連続して切断することが可能となる。
【0031】
尚、航空機胴体等の金属スクラップ材に複数個並設された環状のフレーム材の位置は、種々のセンサーによって厚さが数mmの外板材の外方から検出することができる。例えば、X線等の透視可能な放射線や、超音波を放出し反射音を検出する超音波検出センサーで位置を決定したりすることもできるが、外板材を叩いて内側にフレーム材が存在する反響音を検出する打音センサー最も安価である。また、破断刃の長手方向の幅を大きくして、一回の破断操作で隣接する複数のフレーム材を同時に変形させるようにすることにより、フレーム材の位置を検出するセンサーを省略することも可能である。
【0032】
本発明は、複数個並設された環状のフレーム材と、隣接するフレーム材を連結する複数のストリンガ材と、フレーム材とストリンガ材とを覆う外板材とで構成されるセミモノコック構造の長尺の金属スクラップ材を圧潰しつつ、複数の短尺スクラップ片に剪断するためのスクラップ剪断装置も提供する。このスクラップ剪断装置は、ギロチン式の直刃剪断機と、この剪断機の剪断口よりも広い幅を持つ直方体形状の空間を形成する開放型供給チャンネルと、この供給チャンネル内に搬入された金属スクラップ材を下向きに押し潰して限定された長さ部分のみについて金属スクラップ材の高さ寸法を減少させる下向き油圧ラムと、この下向き油圧ラムで押潰された金属スクラップ材を側方から押し潰して該金属スクラップ材の幅寸法を減少させる側方油圧ラムと、供給チャンネル内で幅寸法が減少された金属スクラップ材を剪断機の剪断口内へ送り込むフィーダー機とを備えている。特に本発明によるスクラップ剪断装置は、前記開放型供給チャンネルに、下向き油圧ラム及び側方油圧ラムに供給される金属スクラップ材のフレーム材の環を予め切断するフレーム材変形手段を更に備えている。これにより、航空機胴体等のストリンガ材と環状のフレーム材とを主な構造とするセミモノコック構造の金属スクラップ材であっても、良好に圧縮させることができる。
【実施例】
【0033】
図1は本発明の圧潰前処理用切断機を備えたスクラップ剪断装置の構成を示す模式正面図である。図2は図1のスクラップ剪断装置の模式平面図である。図3は図1のスクラップ剪断装置の模式左側面図である。図4は図1のA−A矢視断面図である。図5は図1の圧潰前処理用切断機の構成を示す説明図である。図6は航空機胴部の構造を示す説明図である。図1〜図4に示す通り、スクラップ剪断装置10は、剪断機部分と、供給チャンネル30上に設置された前処理切断機80部分とを備える。
【0034】
剪断装置部分としては、ギロチン式の直刃剪断機20と、この剪断機20の剪断口22よりも広い幅を持つ直方体形状の空間を形成する開放型供給チャンネル30と、金属スクラップ材を下向きに押し潰して限定された長さ部分のみについて金属スクラップ材の高さ寸法を減少させる下向き油圧ラム53と、供給チャンネル30内に搬入された航空機の胴部である金属スクラップ材35を側方から押し潰して金属スクラップ材の幅寸法を減少させる側方油圧ラム63と、供給チャンネル30内で幅寸法が減少された金属スクラップ材35を剪断機20の剪断口22内へ送り込むフィーダー機40と、統括制御装置70とを備える。
【0035】
側方油圧ラム63は剪断口22に近接して位置付けられていると共に、供給チャンネル30の長手方向の全長よりも短い或る限定された長さ部分のみについて金属スクラップ材35の幅寸法を剪断口22の内法幅未満に減少させるように適合されている。
【0036】
側方油圧ラム63は下向き油圧ラム53と関連づけられており、この下向き油圧ラム53は剪断口22に近接して位置付けられていると共に、供給チャンネル30内に搬入された金属スクラップ材35を側方油圧ラム63の作動に先立って下向きに押し潰して前記限定された長さ部分のみについて金属スクラップ材35の高さ寸法を剪断口22の内法高さ未満に減少させるように適合されている。
【0037】
これらの直刃剪断機20、フィーダー機40、側方油圧ラム63及び下向き油圧ラム53の各駆動系は、これらを予め定められた動作順序で作動制御する統括制御装置70と関連づけられている。
【0038】
このスクラップ剪断装置は、複数個並設された環状のフレーム材と、隣接するフレーム材を連結する複数のストリンガ材と、フレーム材とストリンガ材とを覆う外板材とで構成されるセミモノコック構造の航空機胴体の金属スクラップ材を複数の短尺スクラップ片に剪断するのに好適である。この金属スクラップ材は、供給チャンネル30内へ搬入される前に、非金属部分が除去されていることが好ましい。例えば、布・シートカバー・ウレタンフォーム類からなる座席や天井や床材等の内装材等が除去される。これら非金属類は、航空機内部から剥ぎ取る等して分離される。
【0039】
直刃剪断機20は門形の機体フレーム21内に形成された通路を有し、この通路の入口は供給チャンネル30の一端面に開口する剪断口22を形成し、その反対側の出口は剪断後の短尺スクラップ片を受け入れるためのピット28に開口している。この通路の途中には、剪断時にカッターの手前で金属スクラップ材を下向きに押さえつけてクランプするために油圧シリンダ23で駆動される油圧スタンパ24と、この油圧スタンパ24に隣接して出口側に固定配置された下部カッター刃25と、この下部カッター刃25と協働して金属スクラップ材を短尺スクラップ片39に剪断する上部カッター刃26と、この上部カッター刃26を駆動するための主油圧シリンダ27とを備えている。
【0040】
直刃剪断機20で剪断された短尺スクラップ片39は、直刃剪断機20の出口に隣接して設けられているピット28内に落下して一時貯留される。ピット28の底面は直刃剪断機20の下部カッター刃よりも低い位置にあり、しかも剪断機から離れるに従って徐々に深くなるように傾斜しているため、剪断された短尺スクラップ片39はピット28内で剪断機20の直近部から遠方へ自ら移動し、裁断機の出口近傍に滞留することはない。
【0041】
供給チャンネル30は、下向き油圧ラム53が配置されている領域以外は完全に上方へ開放されており、下向き油圧ラムが上昇位置(初期位置)にあるときはその下方空間も開放されている。図1に一点鎖線で示すように、供給チャンネル30には、その両側壁に沿って上方に延在する一対の堰板31が設けられている。図示の実施形態において、フィーダー機40は油圧プッシャーで構成されており、そのプッシャーラム41は供給チャンネル30の尾端壁面の一部又は全部を形成する。図1には、プッシャーラム41を供給チャンネルの長手方向に往復起動させるための油圧シリンダのピストンロッドが符号42で示されている。
【0042】
下向き油圧ラム53は油圧シリンダ52によって駆動され、これらが下向き油圧プレス機50を構成している。下向き油圧ラム53と油圧シリンダ52は、供給チャンネル30の両側壁を跨ぐように配置された門形フレーム51に支持されている。下向き油圧ラム53は、供給チャンネル30の内幅と同じ幅寸法を有する。側方油圧ラム63は、供給チャンネル30の剪断口寄りの或る限定された領域に亘って一方の内側壁面を形成し、その側方からの押圧駆動のために側方油圧シリンダ62によって駆動される。これらの側方油圧ラム63と油圧シリンダ62とによって側方プレス機60を構成している。
【0043】
下向き油圧ラム53の底面と側方油圧ラム63の上面には、側方油圧ラムのストローク移動のためのリニアガイドとして、相互に摺動可能に嵌合する溝54と突条64が設けられている。
【0044】
下向き油圧プレス機のフレーム51には、供給チャンネル30の両側壁上縁よりも上方部分でフィーダー機40側を除く三面(両側面と剪断機側端面)を覆う閉鎖壁が設けられている。これにより、堰板31の機能と相俟って、金属スクラップ材を下向きに圧縮した際にラム53の下部でスクラップ材が周囲へはみ出すことを防止することができる。
【0045】
下向き油圧ラム53への直前の開放型供給チャンネル30上に設置された前処理切断機80は、図6に示す複数個並設された環状のフレーム材36と、隣接するフレーム材同士に連結される複数のストリンガ材37と、フレーム材36とストリンガ材37とを覆う外板材38とで構成されるセミモノコック構造の航空機胴体の金属スクラップ材35のフレーム材の環状構造を切断刃で切断しながら、下向き油圧ラム53へ搬送する。
【0046】
本実施例の前処理切断機80では、図4及び図5に示すとおり、フレーム材変形手段として、搬送される金属スクラップ材35の胴体の外方にそれを取り巻くように配された支持体81と、この支持体81の対向位置に配された少なくとも二組の破断刃82と、この二組の破断刃82同士のそれぞれに互いに近接させる破断刃駆動手段としての油圧手段83とを備えている。
【0047】
破断刃82としては、切断線が直線状のものが好適である。例えば、刃先が平板状の平刃、「切り出し」のように刃先が傾斜した平板状の印刃、刃先がジグザグ状の鋸刃、銛や槍の先端のように刃先の先端部から二つの対称な傾斜刃が形成された三角錐状の刃等が挙げられる。
【0048】
破断刃82の切断線は図5のc図に示す通り、環状のフレーム材36の周方向に対して、斜め方向を向くように配置されている。これにより、後続の下向き油圧ラム53と側方油圧ラム63とによる圧潰処理を行う場合に、金属スクラップ材35の胴体が軸線方向の内側に縮径する際に斜めの切断面が擦れ合って互いに逃げるように縮径する。このため、切断面同士が正対状態が衝合して圧潰時の押圧の妨げとなることを防止するため、下向き油圧ラム53と側方油圧ラム63との駆動が小さな力で径を小さく押潰すことが可能となる。
【0049】
図2に示す通り、統括制御装置70はシーケンスコントローラを含んでおり、予め定められた制御シーケンスに従って、直刃剪断機20の油圧シリンダ23及び主油圧シリンダ27と、フィーダー機40の駆動源と、下向き油圧ラム53のための油圧シリンダ52と、側方プレス機60の油圧シリンダ62とを含む一切の動作を統括的に制御する。
【0050】
シーケンスコントローラによる制御シーケンスは、以下の各工程、即ち
(a) 前処理切断機による金属スクラップ材35の環状のフレーム材36の切断工程、
(b) 下向き油圧ラム53を駆動して前記限定された長さ部分のみについて金属スクラップ材の高さ寸法を剪断口22の内法高さ未満に減少させる下向き圧縮工程、
(c) 側方油圧ラム63を駆動して前記限定された長さ部分のみについて金属スクラップ材の幅寸法を剪断口22の内法幅未満に減少させる側方圧縮工程、
(d) フィーダー機40を駆動して供給チャンネル30内の金属スクラップ材を直刃剪断機20へ向けて送り込む供給工程、及び
(e) 直刃剪断機20を駆動して、その剪断口22に送り込まれた金属スクラップ材の先端部から短尺スクラップ片39を切り出す剪断工程、
を含んでいる。
【0051】
図7及び図8は図1のスクラップ剪断装置の動作を示す模式平面である。a図は切断機の動作開始時、b図は下向き圧縮工程前の搬送時、c図は側方圧縮工程時、d図は供給工程開始時、e図は剪断工程末期の次の下向き圧縮工程開始時、f図は次の側方圧縮工程時の動作を示す。
【0052】
供給チャンネル30内の一端側に長尺の航空機胴体の金属スクラップ材35が置かれ、統括制御装置70にスタート指令が送られる。総括制御装置70によってピストンロッド42が駆動され、徐々に多端側の直刃剪断機20に搬送される。a図に示す通り、供給チャンネル30上に設置された前処理切断機80内を通過する。その際に、図示しない打音センサーによって外板材38を叩いて内側にフレーム材36が存在する反響音を検出した場合に、ピストンロッド42の搬送を停止し、二組の油圧手段83を駆動し、フレーム材36を破断して切断する。この際に、上方の2つの油圧手段83を多く移動させ下方の2つの油圧手段83の移動は少なくする。
【0053】
b図では、搬入された金属スクラップ材35が統括制御装置70によるフィーダー機40の初期操舵によって直刃剪断機20へ向けて移動され、その先端部が直刃剪断機20の剪断口22に当接したときのフィーダー機40の駆動トルク(負荷トルク)の変化がセンサーにより検出され、この検出結果に基づいて統括制御装置70の制御シーケンスが下向き圧縮工程に切り換えられ、下向き油圧ラム53による下向き圧縮工程が開始される。
【0054】
c図では、下向き油圧ラム53による下向き圧縮工程が終了し、引き続き側方油圧ラム63による側方圧縮工程が行われる。側方圧縮工程は側方油圧ラム63が予め設定されたストローク端に到達した時点で終了し、その信号が統括制御装置70に与えられると、先ず側方油圧ラム63が、次いで下向き油圧ラム53がそれぞれの初期位置へ復帰移動される。
【0055】
d図では、各油圧ラムの復帰移動が完了し、フィーダー機40による供給工程が開始されている。
【0056】
フィーダー機40による金属スクラップ材35の移動量はプッシャーラム41の移動距離を計測してカウントしておき、カウント値が剪断機20の装置諸元に基づいて予め設定された閾値に達したときに、金属スクラップ材35の圧縮された先端部が予め設定された短尺スクラップ片39の寸法に相当する長さだけカッター刃25,26の位置を超えたことを知る(e図)。このとき、対応する信号が統括制御装置70に与えられ、それにより剪断機20の油圧スタンパ24が作動されて金属スクラップ材35がカッター刃の直前部でクランプされ、続いて主油圧シリンダ27が駆動されて剪断が実行される(f図)。
【0057】
以降、フィーダー機40による金属スクラップ材35の送り込みと剪断機20による短尺スクラップ片39の切り出しを繰り返し、初回の下向き及び側方各圧縮工程で圧縮された部分の剪断が終了したら再び下向き圧縮工程及び側方圧縮工程から剪断工程を繰り返し、供給チャンネル30内に搬入された金属スクラップ材35の全長分についてこれを繰り返す。
【0058】
尚、図7及び図8では、各一回の下向き圧縮工程及び側方圧縮工程について三回程度の剪断工程が実行されるように示されているが、本発明はこれに限定解釈されるべきではない。
【0059】
剪断機から出てくる短尺スクラップ片39は実質的にキューブ形状となっているため、貨物自動車や鉄道貨車で能率的に運搬可能である。従ってこれら短尺スクラップ片39をリサイクル処理施設へ搬送すらば、資源物質の効率的な選別と回収が可能である。
【0060】
図9は別の圧潰前処理用切断機の切断状態を示す説明図である。別のフレーム材変形手段として、図示しない回転駆動手段によって回転駆動される外周に鋸状切断部を備えた回転刃91を備える。この回転刃91の切断線が、環状のフレーム材96の周方向に対して斜め方向であり、尚且つ、長手軸に沿って傾いて配置されている。これにより、図9に示す通り、金属スクラップ95材が長手軸に沿って搬送される際に、連続して環状のフレーム材96の周方向に対して、斜め方向に切断することができる。これにより、斜めに向かい合う切断面同士が擦れ合って互いに逃げるように縮径するため、切断面同士が正対状態で衝合することによる押圧の妨げが防止される。
【符号の説明】
【0061】
10 …スクラップ剪断装置、
20 …直刃剪断機、
21 …機体フレーム、
22 …剪断口、
23 …クランプ用油圧シリンダ、
24 …油圧スタンパ、
25 …下部カッター刃、
26 …上部カッター刃、
27 …切刃用主油圧シリンダ、
28 …ピット、
30 …開放型供給チャンネル、
35 …金属スクラップ材、
36 …フレーム材、
37 …ストリンガ材、
38 …外板材、
39 …短尺スクラップ片、
40 …フィーダー機、
41 …プッシャーラム、
42 …ピストンロッド、
50 …下向き油圧プレス機、
51 …門形フレーム、
52 …下向き油圧シリンダ、
53 …下向き油圧ラム、
54 …溝、
60a…第1側方プレス機、
60b…第2側方プレス機、
62a…第1側方油圧シリンダ、
62b…第2側方油圧シリンダ、
63a…側方油圧ラム、
63b…側方油圧ラム、
64 …突条、
70 …統括制御装置、
80 …前処理切断機、
81 …支持体、
82 …破断刃、
83 …油圧手段(切断刃駆動手段)、
【技術分野】
【0001】
本発明は、長尺の金属スクラップ材を長尺方向に直交する断面方向に圧潰処理する前処理として、前記スクラップ材を長手方向に直交する断面方向に切断する切断機及びこの切断機を備えたスクラップ剪断装置に関するものである。
【背景技術】
【0002】
比較的大型で長尺且つ堅牢な金属スクラップ材、特に貨車や客車を含む鉄道車両或いはバスや大型トラックを含む陸上車両などの廃棄車両を複数の短尺スクラップ片に剪断するスクラップ剪断装置は公知である(特許文献1)。これは金属を含む長尺のスクラップ材を油圧ラムで圧潰しつつギロチン式の直刃剪断機に導入するスクラップ剪断装置である。
【0003】
一方、比較的大型で長尺且つ堅牢な金属スクラップ材としては、新幹線車両や航空機等のものも含まれ、これらの機体構造はモノコック構造又はセミモノコック構造と呼ばれる。特に多くの航空機には、胴体の長手方向の曲げ荷重を主に受け持つストリンガ材と、ストリンガ材と直交する部材で胴体形状を保つフレーム材との縦横に組み合わせた骨組の表面にアルミ合金や繊維強化プラスチック製の薄い外板材を張ったセミモノコック構造が主流となっている。
【0004】
この航空機におけるセミモノコック構造は、新幹線等の鉄道車両のものとは相違して、胴部の床面側と天井面側との構造上の相違が殆ど無い。これは新幹線等の鉄道車両はレール上を移動する台車に取付けられているのに対して、航空機では1万mを越える高度の減圧環境下に対して、与圧されたキャビンを内部に実現するために、胴体形状を保つフレーム材は環状のリングフレーム材を主とし、例えばボーイング747の胴体では、Z型断面のフレームが20インチ(2.54cm×20=50.8cm)間隔で並べられている。
【0005】
また、ストリンガ材の断面はL型、J型、Z型、ハット型(つば付き帽子の断面)などがあり、例えばボーイング747の胴体では、Z型あるいはハット型のものが、周方向に約8インチ(2.54cm×8=20.32cm)間隔で入れられている。このストリンガ材と外板とは多くの鋲で結合されている。また、フレーム材は重ね板(ストラップ材)を介して外板と鋲で結合されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開第WO2009/008483号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0007】
さて、鉄道車両では、正置状態における金属スクラップ材の圧縮強度分布は幅方向に関しては左右対称で比較的均一な強度分布であるが、高さ方向に関しては上部が弱く下部が強いという不均一な分布となっている。このため、特許文献1に示すようなスクラップ剪断装置で長尺の金属スクラップ材を複数の短尺スクラップ片に剪断する際には、先に供給チャンネルの内幅と同じ幅寸法を有する下向き油圧ラムによって金属スクラップ材を上から押し潰す。その後、この全幅に亘り上から押し潰されて高さ寸法が圧縮された金属スクラップ材を側方油圧ラムによって幅方向に押し潰す構成となっている。
【0008】
しかしながら、前述の通り、航空機の胴体は、ストリンガ材と環状のフレーム材とを主な構造材としており、特に環状のフレーム材により、軽量でありながらも、強度分布が均一で、胴体形状を保つ強度が高いため、特許文献1に示すようなスクラップ剪断装置で長尺の金属スクラップ材を複数の短尺スクラップ片に剪断する際に、下向き油圧ラムや側方油圧ラムでの押潰しに大きな力が必要となる。
【0009】
本発明は、特に長尺の金属スクラップ材を前後の長手方向に搬送させながら上下左右に圧潰させつつ、複数の短尺スクラップ片に剪断するためのスクラップ剪断装置の上流側に配して、航空機等のストリンガ材と環状のフレーム材とを主な構造とするセミモノコック構造であっても、良好に圧縮させることができる圧潰前処理用切断機を得ることを目的とする。更に、この切断機を備えたスクラップ剪断装置を得ることを目的とする。
【課題を解決するための手段】
【0010】
請求項1に記載された発明に係る圧潰前処理用切断機は、長手軸に沿って複数並設された環状のフレーム材と、隣接するフレーム材を連結する複数のストリンガ材と、フレーム材とストリンガ材とを覆う外板材とで構成されるセミモノコック構造の金属スクラップ材の圧潰処理を行う前処理用の切断機であって、
前記フレーム材の環を塑性変形するフレーム材変形手段を備えることを特徴とするものである。
【0011】
請求項2に記載された発明に係る圧潰前処理用切断機は、請求項1に記載のフレーム材変形手段が、前記外板材で覆われた環状のフレーム材の外側から内側に沿って駆動される切断刃を備え、
この切断刃の切断線が、前記環状のフレーム材の周方向に対して斜め方向を向くように配置されていることを特徴とするものである。
【0012】
請求項3に記載された発明に係る圧潰前処理用切断機は、請求項1又は2に記載のフレーム材変形手段が、外周に鋸状切断部を備えた回転刃と、この回転刃を回転駆動する駆動手段とを備え、
前記回転刃の切断線が、環状のフレーム材の周方向に対して斜め方向であり、尚且つ、長手軸に沿って傾いて配置されていることを特徴とするものである。
【0013】
請求項4に記載された発明に係る圧潰前処理用切断機は、請求項1又は2に記載のフレーム材変形手段が、前記金属スクラップ材の外周を包囲する支持体と、この支持体の対向位置に配された少なくとも一組の破断刃と、この一組の破断刃の少なくとも一方を駆動してフレーム材の環を破断する破断刃駆動手段とを備えることを特徴とするものである。
【0014】
請求項5に記載された発明に係る圧潰前処理用切断機は、請求項4に記載の破断刃駆動手段が、一組の切断刃の一方を対向する他方の破断刃に向かって押圧する油圧ラムであり、
前記油圧ラムの押圧力に対抗する対抗圧力を経時的に計測し、該計測値が下回る変化率を計測した際に、油圧ラムの押圧を終了する破断計測手段を更に備えたことを特徴とするものである。
【0015】
請求項6に記載された発明に係るスクラップ剪断装置は、複数個並設された環状のフレーム材と、隣接するフレーム材同士に連結される複数のストリンガ材と、フレーム材とストリンガ材とを覆う外板材とで構成されるセミモノコック構造の金属スクラップ材を圧潰しつつ、複数の短尺スクラップ片に剪断するためのスクラップ剪断装置であって、
ギロチン式の直刃剪断機と、この剪断機の剪断口よりも広い幅を持つ直方体形状の空間を形成する開放型供給チャンネルと、この供給チャンネル内に搬入された金属スクラップ材を下向きに押し潰して限定された長さ部分のみについて金属スクラップ材の高さ寸法を減少させる下向き油圧ラムと、この下向き油圧ラムで押潰された金属スクラップ材を側方から押し潰して該金属スクラップ材の幅寸法を減少させる側方油圧ラムと、供給チャンネル内で幅寸法が減少された金属スクラップ材を剪断機の剪断口内へ送り込むフィーダー機とを備えたものにおいて、
前記開放型供給チャンネル上に、請求項1〜5の何れかに記載のフレーム材変形手段を備えたことを特徴とするものである。
【発明の効果】
【0016】
本発明は、特に長尺の金属スクラップ材を前後の長手方向に搬送させながら上下左右に圧潰させつつ、複数の短尺スクラップ片に剪断するためのスクラップ剪断装置の上流側に配して、航空機等のストリンガ材と環状のフレーム材とを主な構造とするセミモノコック構造であっても、良好に圧縮させることができるという効果がある。
【図面の簡単な説明】
【0017】
【図1】本発明の圧潰前処理用切断機を備えたスクラップ剪断装置の構成を示す模式正面図である。
【図2】図1のスクラップ剪断装置の模式平面図である。
【図3】図1のスクラップ剪断装置の模式左側面図である。
【図4】図1のA−A矢視断面図である。
【図5】図1の圧潰前処理用切断機の構成を示す説明図である。a図は平面図、b図は正面図、c図は胴部のフレーム材への破断刃の押圧状態の説明図である。
【図6】航空機胴部の構造を示す説明図である。
【図7】図1のスクラップ剪断装置の動作を示す模式平面である。a図は切断機の動作開始時、b図は下向き圧縮工程前の搬送時、c図は側方圧縮工程時の動作を示す。
【図8】図1のスクラップ剪断装置の動作を示す模式平面である。d図は供給工程開始時、e図は剪断工程末期の次の下向き圧縮工程開始時、f図は次の側方圧縮工程時の動作を示す。
【図9】別の圧潰前処理用切断機の切断状態を示す説明図である。
【発明を実施するための形態】
【0018】
本発明においては、セミモノコック構造の金属スクラップ材の圧潰処理を行う前処理用の切断機であって、金属スクラップ材のフレーム材の環を塑性変形するフレーム材変形手段を備えるものであるため、長尺のセミモノコック構造の金属スクラップ材を前後の長手方向に搬送させながら上下左右に圧潰させつつ、複数の短尺スクラップ片に剪断するためのスクラップ剪断装置の上流側に配して、例えば航空機等の胴部を構成するストリンガ材と環状のフレーム材とを主な構造とするセミモノコック構造の金属スクラップ材であっても、塑性変形させているため、良好に圧縮させることができる。
【0019】
即ち、例えば航空機胴体の長手軸に直交する方向からの力に対抗する環状のフレーム材を予めフレーム材変形手段によって塑性変形させた後に圧潰処理を行うことにより、金属スクラップ材が航空機胴体のようにストリンガ材と環状のフレーム材とを主な構造とするセミモノコック構造のものであっても、圧潰処理を抵抗少なく小出力の圧潰手段によって行うことができる。
【0020】
本発明で言う「塑性変形」とは、加えた力によって変形し、力を抜いた状態に戻しても形が元に戻らない状態を指す。例えば、回転刃による切断状態、破断刃を当てて押圧することによる破断状態のみならず、押圧された箇所が歪んで変形している状態、押圧した箇所に細かなヒビが入った状態を含む。これにより、予め塑性変形を行わない状態よりも、抵抗が少なく小出力の圧潰手段によって行うことができる。
【0021】
本発明で言うセミモノコック構造の金属スクラップ材としては、長手軸に沿って複数並設された環状のフレーム材と、隣接するフレーム材を連結する複数のストリンガ材と、フレーム材とストリンガ材とを覆う外板材とで構成されるものが該当する。具体的には、航空機胴体のように床面側と天井面側との構造上の相違が殆ど無い構造体のスクラップ材の胴部の塑性変形が好適である。
【0022】
本発明で言う圧潰処理に関する設備は、直方体形状の空間を形成する開放型供給チャンネルと、この供給チャンネル内に搬入された金属スクラップ材を下向きに押し潰して金属スクラップ材の高さ寸法を減少させる下向き油圧ラムと、この下向き油圧ラムで押潰された金属スクラップ材を側方から更に押し潰して該金属スクラップ材の幅寸法を減少させる側方油圧ラムとを備えるものであればよい。例えば、特許文献1に示されたスクラップ剪断装置に備えられた供給チャンネルと側方油圧ラムと下向き油圧ラムとが好適である。
【0023】
本発明の好適な一実施形態によるフレーム材変形手段は、外側から径方向に沿って駆動される切断刃を備え、この切断刃の切断線は、前記環状のフレーム材の周方向に対して、斜め方向を向くように配置されている。これにより、その後の圧潰処理において、金属スクラップ材の内側へ押潰される際に、斜めに切断された切断面が擦れ合って互いに逃げるように縮径する。このため、切断面同士が正対状態が衝合して圧潰時の押圧の妨げとなることを防止する。
【0024】
即ち、切断刃の駆動により切断面の端縁が内側に湾曲されて、この湾曲部を圧潰処理の際により曲げつつ圧潰されるが、切断面同士が正対していると大きな力で圧潰処理を行わざるを得ない場合もあった。本発明のように切断刃の切断線が、前記環状のフレーム材の周方向に対して、斜め方向を向いている場合には、斜めに向かい合う切断面同士が擦れ合って互いに逃げるように縮径するため、切断面同士が正対状態で衝合することによる押圧の妨げが防止される。
【0025】
フレーム材変形手段としては、フレーム材の環を切断するものであれば良い。一つの好ましいフレーム材変形手段としては、外周に鋸状切断部を備えた回転刃と、この回転刃を回転駆動する駆動手段とを備え、この回転刃の切断線が、環状のフレーム材の周方向に対して斜め方向であり、尚且つ、長手軸に沿って傾いて配置されている。これにより、金属スクラップ材が長手軸に沿って搬送される際に、連続して環状のフレーム材の周方向に対して、斜め方向に切断することができる。
【0026】
また、別の好ましいフレーム材変形手段としては、金属スクラップ材の外周を包囲する支持体と、この支持体の対向位置に配された少なくとも一組の破断刃と、この一組の破断刃の少なくとも一方を駆動してフレーム材の環を破断する破断刃駆動手段とを備える。この破断刃による切断では鋸状の回転刃とは相違して鋸屑等の切屑が排出され難い利点がある。
【0027】
尚、これらの破断刃の傾斜は全て同じ方向に傾斜させても良いし、隣り合う切断面が「八」の字になるように配置してもよい。前者では、圧潰処理により螺旋状に圧潰され、また、後者では、圧潰処理により、分断されたフレーム材が前後に並ぶように圧潰される。尚、前者の場合には、切断箇所が1カ所であってもフレーム材自体が螺旋状に旋回しながら径が小さくなる。
【0028】
この場合の破断刃としては、金属スクラップ材を挟んで対向位置に配される構成であれば良く、金属スクラップ材の外板材越しに環状のフレーム材に一組の破断刃を対向してあてがい、対向する方向に破断刃を破断刃駆動手段を駆動して押圧することにより、環状のフレーム材が切断されるものであればよい。
【0029】
具体的な破断刃としては、刃先が平板状の平刃、「切り出し」のように刃先が傾斜した平板状の印刃、刃先がジグザグ状の鋸刃、銛や槍の先端のように刃先の先端部から二つの対称な傾斜刃が形成された三角錐状の刃等が挙げられる。
【0030】
破断刃駆動手段としては、一組の破断刃の少なくとも一方を駆動してフレーム材の環を切断するものであれば良い。好ましくは、一組の破断刃の一方を対向する他方の破断刃に向かって押圧する油圧ラムであり、油圧ラムの押圧力に対抗する対抗圧力を経時的に計測し、該計測値が下回る変化率を計測した際に、油圧ラムの押圧を終了する破断段計測手段を更に備える。これにより、複数個並設された環状のフレーム材を暫時連続して切断することが可能となる。
【0031】
尚、航空機胴体等の金属スクラップ材に複数個並設された環状のフレーム材の位置は、種々のセンサーによって厚さが数mmの外板材の外方から検出することができる。例えば、X線等の透視可能な放射線や、超音波を放出し反射音を検出する超音波検出センサーで位置を決定したりすることもできるが、外板材を叩いて内側にフレーム材が存在する反響音を検出する打音センサー最も安価である。また、破断刃の長手方向の幅を大きくして、一回の破断操作で隣接する複数のフレーム材を同時に変形させるようにすることにより、フレーム材の位置を検出するセンサーを省略することも可能である。
【0032】
本発明は、複数個並設された環状のフレーム材と、隣接するフレーム材を連結する複数のストリンガ材と、フレーム材とストリンガ材とを覆う外板材とで構成されるセミモノコック構造の長尺の金属スクラップ材を圧潰しつつ、複数の短尺スクラップ片に剪断するためのスクラップ剪断装置も提供する。このスクラップ剪断装置は、ギロチン式の直刃剪断機と、この剪断機の剪断口よりも広い幅を持つ直方体形状の空間を形成する開放型供給チャンネルと、この供給チャンネル内に搬入された金属スクラップ材を下向きに押し潰して限定された長さ部分のみについて金属スクラップ材の高さ寸法を減少させる下向き油圧ラムと、この下向き油圧ラムで押潰された金属スクラップ材を側方から押し潰して該金属スクラップ材の幅寸法を減少させる側方油圧ラムと、供給チャンネル内で幅寸法が減少された金属スクラップ材を剪断機の剪断口内へ送り込むフィーダー機とを備えている。特に本発明によるスクラップ剪断装置は、前記開放型供給チャンネルに、下向き油圧ラム及び側方油圧ラムに供給される金属スクラップ材のフレーム材の環を予め切断するフレーム材変形手段を更に備えている。これにより、航空機胴体等のストリンガ材と環状のフレーム材とを主な構造とするセミモノコック構造の金属スクラップ材であっても、良好に圧縮させることができる。
【実施例】
【0033】
図1は本発明の圧潰前処理用切断機を備えたスクラップ剪断装置の構成を示す模式正面図である。図2は図1のスクラップ剪断装置の模式平面図である。図3は図1のスクラップ剪断装置の模式左側面図である。図4は図1のA−A矢視断面図である。図5は図1の圧潰前処理用切断機の構成を示す説明図である。図6は航空機胴部の構造を示す説明図である。図1〜図4に示す通り、スクラップ剪断装置10は、剪断機部分と、供給チャンネル30上に設置された前処理切断機80部分とを備える。
【0034】
剪断装置部分としては、ギロチン式の直刃剪断機20と、この剪断機20の剪断口22よりも広い幅を持つ直方体形状の空間を形成する開放型供給チャンネル30と、金属スクラップ材を下向きに押し潰して限定された長さ部分のみについて金属スクラップ材の高さ寸法を減少させる下向き油圧ラム53と、供給チャンネル30内に搬入された航空機の胴部である金属スクラップ材35を側方から押し潰して金属スクラップ材の幅寸法を減少させる側方油圧ラム63と、供給チャンネル30内で幅寸法が減少された金属スクラップ材35を剪断機20の剪断口22内へ送り込むフィーダー機40と、統括制御装置70とを備える。
【0035】
側方油圧ラム63は剪断口22に近接して位置付けられていると共に、供給チャンネル30の長手方向の全長よりも短い或る限定された長さ部分のみについて金属スクラップ材35の幅寸法を剪断口22の内法幅未満に減少させるように適合されている。
【0036】
側方油圧ラム63は下向き油圧ラム53と関連づけられており、この下向き油圧ラム53は剪断口22に近接して位置付けられていると共に、供給チャンネル30内に搬入された金属スクラップ材35を側方油圧ラム63の作動に先立って下向きに押し潰して前記限定された長さ部分のみについて金属スクラップ材35の高さ寸法を剪断口22の内法高さ未満に減少させるように適合されている。
【0037】
これらの直刃剪断機20、フィーダー機40、側方油圧ラム63及び下向き油圧ラム53の各駆動系は、これらを予め定められた動作順序で作動制御する統括制御装置70と関連づけられている。
【0038】
このスクラップ剪断装置は、複数個並設された環状のフレーム材と、隣接するフレーム材を連結する複数のストリンガ材と、フレーム材とストリンガ材とを覆う外板材とで構成されるセミモノコック構造の航空機胴体の金属スクラップ材を複数の短尺スクラップ片に剪断するのに好適である。この金属スクラップ材は、供給チャンネル30内へ搬入される前に、非金属部分が除去されていることが好ましい。例えば、布・シートカバー・ウレタンフォーム類からなる座席や天井や床材等の内装材等が除去される。これら非金属類は、航空機内部から剥ぎ取る等して分離される。
【0039】
直刃剪断機20は門形の機体フレーム21内に形成された通路を有し、この通路の入口は供給チャンネル30の一端面に開口する剪断口22を形成し、その反対側の出口は剪断後の短尺スクラップ片を受け入れるためのピット28に開口している。この通路の途中には、剪断時にカッターの手前で金属スクラップ材を下向きに押さえつけてクランプするために油圧シリンダ23で駆動される油圧スタンパ24と、この油圧スタンパ24に隣接して出口側に固定配置された下部カッター刃25と、この下部カッター刃25と協働して金属スクラップ材を短尺スクラップ片39に剪断する上部カッター刃26と、この上部カッター刃26を駆動するための主油圧シリンダ27とを備えている。
【0040】
直刃剪断機20で剪断された短尺スクラップ片39は、直刃剪断機20の出口に隣接して設けられているピット28内に落下して一時貯留される。ピット28の底面は直刃剪断機20の下部カッター刃よりも低い位置にあり、しかも剪断機から離れるに従って徐々に深くなるように傾斜しているため、剪断された短尺スクラップ片39はピット28内で剪断機20の直近部から遠方へ自ら移動し、裁断機の出口近傍に滞留することはない。
【0041】
供給チャンネル30は、下向き油圧ラム53が配置されている領域以外は完全に上方へ開放されており、下向き油圧ラムが上昇位置(初期位置)にあるときはその下方空間も開放されている。図1に一点鎖線で示すように、供給チャンネル30には、その両側壁に沿って上方に延在する一対の堰板31が設けられている。図示の実施形態において、フィーダー機40は油圧プッシャーで構成されており、そのプッシャーラム41は供給チャンネル30の尾端壁面の一部又は全部を形成する。図1には、プッシャーラム41を供給チャンネルの長手方向に往復起動させるための油圧シリンダのピストンロッドが符号42で示されている。
【0042】
下向き油圧ラム53は油圧シリンダ52によって駆動され、これらが下向き油圧プレス機50を構成している。下向き油圧ラム53と油圧シリンダ52は、供給チャンネル30の両側壁を跨ぐように配置された門形フレーム51に支持されている。下向き油圧ラム53は、供給チャンネル30の内幅と同じ幅寸法を有する。側方油圧ラム63は、供給チャンネル30の剪断口寄りの或る限定された領域に亘って一方の内側壁面を形成し、その側方からの押圧駆動のために側方油圧シリンダ62によって駆動される。これらの側方油圧ラム63と油圧シリンダ62とによって側方プレス機60を構成している。
【0043】
下向き油圧ラム53の底面と側方油圧ラム63の上面には、側方油圧ラムのストローク移動のためのリニアガイドとして、相互に摺動可能に嵌合する溝54と突条64が設けられている。
【0044】
下向き油圧プレス機のフレーム51には、供給チャンネル30の両側壁上縁よりも上方部分でフィーダー機40側を除く三面(両側面と剪断機側端面)を覆う閉鎖壁が設けられている。これにより、堰板31の機能と相俟って、金属スクラップ材を下向きに圧縮した際にラム53の下部でスクラップ材が周囲へはみ出すことを防止することができる。
【0045】
下向き油圧ラム53への直前の開放型供給チャンネル30上に設置された前処理切断機80は、図6に示す複数個並設された環状のフレーム材36と、隣接するフレーム材同士に連結される複数のストリンガ材37と、フレーム材36とストリンガ材37とを覆う外板材38とで構成されるセミモノコック構造の航空機胴体の金属スクラップ材35のフレーム材の環状構造を切断刃で切断しながら、下向き油圧ラム53へ搬送する。
【0046】
本実施例の前処理切断機80では、図4及び図5に示すとおり、フレーム材変形手段として、搬送される金属スクラップ材35の胴体の外方にそれを取り巻くように配された支持体81と、この支持体81の対向位置に配された少なくとも二組の破断刃82と、この二組の破断刃82同士のそれぞれに互いに近接させる破断刃駆動手段としての油圧手段83とを備えている。
【0047】
破断刃82としては、切断線が直線状のものが好適である。例えば、刃先が平板状の平刃、「切り出し」のように刃先が傾斜した平板状の印刃、刃先がジグザグ状の鋸刃、銛や槍の先端のように刃先の先端部から二つの対称な傾斜刃が形成された三角錐状の刃等が挙げられる。
【0048】
破断刃82の切断線は図5のc図に示す通り、環状のフレーム材36の周方向に対して、斜め方向を向くように配置されている。これにより、後続の下向き油圧ラム53と側方油圧ラム63とによる圧潰処理を行う場合に、金属スクラップ材35の胴体が軸線方向の内側に縮径する際に斜めの切断面が擦れ合って互いに逃げるように縮径する。このため、切断面同士が正対状態が衝合して圧潰時の押圧の妨げとなることを防止するため、下向き油圧ラム53と側方油圧ラム63との駆動が小さな力で径を小さく押潰すことが可能となる。
【0049】
図2に示す通り、統括制御装置70はシーケンスコントローラを含んでおり、予め定められた制御シーケンスに従って、直刃剪断機20の油圧シリンダ23及び主油圧シリンダ27と、フィーダー機40の駆動源と、下向き油圧ラム53のための油圧シリンダ52と、側方プレス機60の油圧シリンダ62とを含む一切の動作を統括的に制御する。
【0050】
シーケンスコントローラによる制御シーケンスは、以下の各工程、即ち
(a) 前処理切断機による金属スクラップ材35の環状のフレーム材36の切断工程、
(b) 下向き油圧ラム53を駆動して前記限定された長さ部分のみについて金属スクラップ材の高さ寸法を剪断口22の内法高さ未満に減少させる下向き圧縮工程、
(c) 側方油圧ラム63を駆動して前記限定された長さ部分のみについて金属スクラップ材の幅寸法を剪断口22の内法幅未満に減少させる側方圧縮工程、
(d) フィーダー機40を駆動して供給チャンネル30内の金属スクラップ材を直刃剪断機20へ向けて送り込む供給工程、及び
(e) 直刃剪断機20を駆動して、その剪断口22に送り込まれた金属スクラップ材の先端部から短尺スクラップ片39を切り出す剪断工程、
を含んでいる。
【0051】
図7及び図8は図1のスクラップ剪断装置の動作を示す模式平面である。a図は切断機の動作開始時、b図は下向き圧縮工程前の搬送時、c図は側方圧縮工程時、d図は供給工程開始時、e図は剪断工程末期の次の下向き圧縮工程開始時、f図は次の側方圧縮工程時の動作を示す。
【0052】
供給チャンネル30内の一端側に長尺の航空機胴体の金属スクラップ材35が置かれ、統括制御装置70にスタート指令が送られる。総括制御装置70によってピストンロッド42が駆動され、徐々に多端側の直刃剪断機20に搬送される。a図に示す通り、供給チャンネル30上に設置された前処理切断機80内を通過する。その際に、図示しない打音センサーによって外板材38を叩いて内側にフレーム材36が存在する反響音を検出した場合に、ピストンロッド42の搬送を停止し、二組の油圧手段83を駆動し、フレーム材36を破断して切断する。この際に、上方の2つの油圧手段83を多く移動させ下方の2つの油圧手段83の移動は少なくする。
【0053】
b図では、搬入された金属スクラップ材35が統括制御装置70によるフィーダー機40の初期操舵によって直刃剪断機20へ向けて移動され、その先端部が直刃剪断機20の剪断口22に当接したときのフィーダー機40の駆動トルク(負荷トルク)の変化がセンサーにより検出され、この検出結果に基づいて統括制御装置70の制御シーケンスが下向き圧縮工程に切り換えられ、下向き油圧ラム53による下向き圧縮工程が開始される。
【0054】
c図では、下向き油圧ラム53による下向き圧縮工程が終了し、引き続き側方油圧ラム63による側方圧縮工程が行われる。側方圧縮工程は側方油圧ラム63が予め設定されたストローク端に到達した時点で終了し、その信号が統括制御装置70に与えられると、先ず側方油圧ラム63が、次いで下向き油圧ラム53がそれぞれの初期位置へ復帰移動される。
【0055】
d図では、各油圧ラムの復帰移動が完了し、フィーダー機40による供給工程が開始されている。
【0056】
フィーダー機40による金属スクラップ材35の移動量はプッシャーラム41の移動距離を計測してカウントしておき、カウント値が剪断機20の装置諸元に基づいて予め設定された閾値に達したときに、金属スクラップ材35の圧縮された先端部が予め設定された短尺スクラップ片39の寸法に相当する長さだけカッター刃25,26の位置を超えたことを知る(e図)。このとき、対応する信号が統括制御装置70に与えられ、それにより剪断機20の油圧スタンパ24が作動されて金属スクラップ材35がカッター刃の直前部でクランプされ、続いて主油圧シリンダ27が駆動されて剪断が実行される(f図)。
【0057】
以降、フィーダー機40による金属スクラップ材35の送り込みと剪断機20による短尺スクラップ片39の切り出しを繰り返し、初回の下向き及び側方各圧縮工程で圧縮された部分の剪断が終了したら再び下向き圧縮工程及び側方圧縮工程から剪断工程を繰り返し、供給チャンネル30内に搬入された金属スクラップ材35の全長分についてこれを繰り返す。
【0058】
尚、図7及び図8では、各一回の下向き圧縮工程及び側方圧縮工程について三回程度の剪断工程が実行されるように示されているが、本発明はこれに限定解釈されるべきではない。
【0059】
剪断機から出てくる短尺スクラップ片39は実質的にキューブ形状となっているため、貨物自動車や鉄道貨車で能率的に運搬可能である。従ってこれら短尺スクラップ片39をリサイクル処理施設へ搬送すらば、資源物質の効率的な選別と回収が可能である。
【0060】
図9は別の圧潰前処理用切断機の切断状態を示す説明図である。別のフレーム材変形手段として、図示しない回転駆動手段によって回転駆動される外周に鋸状切断部を備えた回転刃91を備える。この回転刃91の切断線が、環状のフレーム材96の周方向に対して斜め方向であり、尚且つ、長手軸に沿って傾いて配置されている。これにより、図9に示す通り、金属スクラップ95材が長手軸に沿って搬送される際に、連続して環状のフレーム材96の周方向に対して、斜め方向に切断することができる。これにより、斜めに向かい合う切断面同士が擦れ合って互いに逃げるように縮径するため、切断面同士が正対状態で衝合することによる押圧の妨げが防止される。
【符号の説明】
【0061】
10 …スクラップ剪断装置、
20 …直刃剪断機、
21 …機体フレーム、
22 …剪断口、
23 …クランプ用油圧シリンダ、
24 …油圧スタンパ、
25 …下部カッター刃、
26 …上部カッター刃、
27 …切刃用主油圧シリンダ、
28 …ピット、
30 …開放型供給チャンネル、
35 …金属スクラップ材、
36 …フレーム材、
37 …ストリンガ材、
38 …外板材、
39 …短尺スクラップ片、
40 …フィーダー機、
41 …プッシャーラム、
42 …ピストンロッド、
50 …下向き油圧プレス機、
51 …門形フレーム、
52 …下向き油圧シリンダ、
53 …下向き油圧ラム、
54 …溝、
60a…第1側方プレス機、
60b…第2側方プレス機、
62a…第1側方油圧シリンダ、
62b…第2側方油圧シリンダ、
63a…側方油圧ラム、
63b…側方油圧ラム、
64 …突条、
70 …統括制御装置、
80 …前処理切断機、
81 …支持体、
82 …破断刃、
83 …油圧手段(切断刃駆動手段)、
【特許請求の範囲】
【請求項1】
長手軸に沿って複数並設された環状のフレーム材と、隣接するフレーム材を連結する複数のストリンガ材と、フレーム材とストリンガ材とを覆う外板材とで構成されるセミモノコック構造の金属スクラップ材の圧潰処理を行う前処理用の切断機であって、
前記フレーム材の環を塑性変形するフレーム材変形手段を備えることを特徴とする圧潰前処理用切断機。
【請求項2】
前記フレーム材変形手段が、前記外板材で覆われた環状のフレーム材の外側から内側に沿って駆動される切断刃を備え、
この切断刃の切断線が、前記環状のフレーム材の周方向に対して、斜め方向を向くように配置されていることを特徴とする請求項1に記載の圧潰前処理用切断機。
【請求項3】
前記フレーム材変形手段が、外周に鋸状切断部を備えた回転刃と、この回転刃を回転駆動する駆動手段とを備え、
前記回転刃の切断線が、環状のフレーム材の周方向に対して斜め方向であり、尚且つ、長手軸に沿って傾いて配置されていることを特徴とする請求項1又は2に記載の圧潰前処理用切断機。
【請求項4】
前記フレーム材変形手段が、前記金属スクラップ材の外周を包囲する支持体と、この支持体の対向位置に配された少なくとも一組の破断刃と、この一組の破断刃の少なくとも一方を駆動してフレーム材の環を破断する破断刃駆動手段とを備えることを特徴とする請求項1又は2に記載の圧潰前処理用切断機。
【請求項5】
前記破断刃駆動手段が、一組の破断刃の一方を対向する他方の破断刃に向かって押圧する油圧ラムであり、
前記油圧ラムの押圧力に対抗する対抗圧力を経時的に計測し、該計測値が下回る変化率を計測した際に、油圧ラムの押圧を終了する破断計測手段を更に備えたことを特徴とする請求項3に記載の圧潰前処理用切断機。
【請求項6】
複数個並設された環状のフレーム材と、隣接するフレーム材を連結する複数のストリンガ材と、フレーム材とストリンガ材とを覆う外板材とで構成されるセミモノコック構造の金属スクラップ材を圧潰しつつ、複数の短尺スクラップ片に剪断するためのスクラップ剪断装置であって、
ギロチン式の直刃剪断機と、この剪断機の剪断口よりも広い幅を持つ直方体形状の空間を形成する開放型供給チャンネルと、この供給チャンネル内に搬入された金属スクラップ材を下向きに押し潰して限定された長さ部分のみについて金属スクラップ材の高さ寸法を減少させる下向き油圧ラムと、この下向き油圧ラムで押潰された金属スクラップ材を側方から押し潰して該金属スクラップ材の幅寸法を減少させる側方油圧ラムと、供給チャンネル内で幅寸法が減少された金属スクラップ材を剪断機の剪断口内へ送り込むフィーダー機とを備えたものにおいて、
前記開放型供給チャンネル上に、請求項1〜5の何れかに記載のフレーム材変形手段を備えたことを特徴とするスクラップ剪断装置。
【請求項1】
長手軸に沿って複数並設された環状のフレーム材と、隣接するフレーム材を連結する複数のストリンガ材と、フレーム材とストリンガ材とを覆う外板材とで構成されるセミモノコック構造の金属スクラップ材の圧潰処理を行う前処理用の切断機であって、
前記フレーム材の環を塑性変形するフレーム材変形手段を備えることを特徴とする圧潰前処理用切断機。
【請求項2】
前記フレーム材変形手段が、前記外板材で覆われた環状のフレーム材の外側から内側に沿って駆動される切断刃を備え、
この切断刃の切断線が、前記環状のフレーム材の周方向に対して、斜め方向を向くように配置されていることを特徴とする請求項1に記載の圧潰前処理用切断機。
【請求項3】
前記フレーム材変形手段が、外周に鋸状切断部を備えた回転刃と、この回転刃を回転駆動する駆動手段とを備え、
前記回転刃の切断線が、環状のフレーム材の周方向に対して斜め方向であり、尚且つ、長手軸に沿って傾いて配置されていることを特徴とする請求項1又は2に記載の圧潰前処理用切断機。
【請求項4】
前記フレーム材変形手段が、前記金属スクラップ材の外周を包囲する支持体と、この支持体の対向位置に配された少なくとも一組の破断刃と、この一組の破断刃の少なくとも一方を駆動してフレーム材の環を破断する破断刃駆動手段とを備えることを特徴とする請求項1又は2に記載の圧潰前処理用切断機。
【請求項5】
前記破断刃駆動手段が、一組の破断刃の一方を対向する他方の破断刃に向かって押圧する油圧ラムであり、
前記油圧ラムの押圧力に対抗する対抗圧力を経時的に計測し、該計測値が下回る変化率を計測した際に、油圧ラムの押圧を終了する破断計測手段を更に備えたことを特徴とする請求項3に記載の圧潰前処理用切断機。
【請求項6】
複数個並設された環状のフレーム材と、隣接するフレーム材を連結する複数のストリンガ材と、フレーム材とストリンガ材とを覆う外板材とで構成されるセミモノコック構造の金属スクラップ材を圧潰しつつ、複数の短尺スクラップ片に剪断するためのスクラップ剪断装置であって、
ギロチン式の直刃剪断機と、この剪断機の剪断口よりも広い幅を持つ直方体形状の空間を形成する開放型供給チャンネルと、この供給チャンネル内に搬入された金属スクラップ材を下向きに押し潰して限定された長さ部分のみについて金属スクラップ材の高さ寸法を減少させる下向き油圧ラムと、この下向き油圧ラムで押潰された金属スクラップ材を側方から押し潰して該金属スクラップ材の幅寸法を減少させる側方油圧ラムと、供給チャンネル内で幅寸法が減少された金属スクラップ材を剪断機の剪断口内へ送り込むフィーダー機とを備えたものにおいて、
前記開放型供給チャンネル上に、請求項1〜5の何れかに記載のフレーム材変形手段を備えたことを特徴とするスクラップ剪断装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−59848(P2013−59848A)
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願番号】特願2011−201550(P2011−201550)
【出願日】平成23年9月15日(2011.9.15)
【出願人】(508127915)株式会社とわに (11)
【Fターム(参考)】
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願日】平成23年9月15日(2011.9.15)
【出願人】(508127915)株式会社とわに (11)
【Fターム(参考)】
[ Back to top ]