
圧着タイプ連結器、圧着ツールおよび圧着方法
圧着によって設置される連結器は、パイプ要素を受け取るリングによって包囲される開放端において、角度配向された円錐表面を有する。ダイは、圧着ツールのジョーの上で連結器に向かって半径方向に移動し、連結器をパイプに固定する圧着を達成するように、1本の接触線に沿って円錐表面に係合する。半径方向に与えられた力は、半径方向および軸方向成分を有する。半径方向成分は、圧着を達成し、軸方向成分は、シールが位置する連結器の中のチャネルを変形させる。シールは、流体密封接合部を達成するように、連結器とパイプとの間で変形させられる。連結器は、半径方向外向きに突出する円周方向リブを有し得る。位置合わせドッグは、連結に係合し、軸力成分に対して作用表面を提供する。

【発明の詳細な説明】
【技術分野】
【0001】
(関連出願の引用)
本願は、米国仮出願第61/165,985号(2009年4月2日出願)に基づく優先権を主張する。該出願は、参照により本明細書に引用される。
【0002】
(発明の分野)
本発明は、パイプ要素に連結器を圧着することによって、パイプ要素を端から端まで接合するための連結器に関する。
【背景技術】
【0003】
端から端までパイプ要素を接合するようにパイプ要素上に圧着される、パイプ連結器は、単純かつ安価である。典型的に、1つ以上のパイプ要素は、管状連結器内で受け取られる。圧着中に、通常は金属である、連結器およびパイプ要素を形成する材料は、永久セットを取るように塑性的に変形させられる。連結器およびパイプ要素によって成される変形した形状は、内圧、結果として生じたスラスト荷重、または外部荷重を受ける場合に、連結器と係合してパイプ要素を保つように協働する(そうでなければ連結器からパイプ要素を分離する傾向がある)。本書では、「パイプ要素」という用語は、任意のパイプ状アイテム、例えば、パイプストック、ならびに、ポンプ、弁、ストレーナ、および同等物等のデバイスの一部であり得るパイプセグメントを意味する。
【0004】
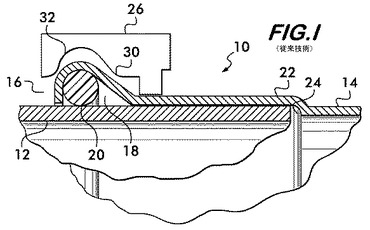
図1および2は、パイプ要素12上に圧着されている、従来技術によるパイプ連結器10を概略的に図示する。圧着型パイプ連結器10は、パイプ要素12を受け取る開放端16を有する、管14(軸対称に示されている)を備える。チャネル18は、開放端16に隣接して位置付けられる。チャネルは、本明細書ではエラストマー等の可撓性の弾性材料で形成されるOリング20である、シールを収納する。図1に示されるように、パイプ要素12は、より大きい直径の領域によって形成されるソケット22を有し、それにより、内段部24を規定する、管14内で受け取られる。段部24は、管14とパイプ要素12との間の係合長さを限定するように、パイプ停止部としての役割を果たす。
【0005】
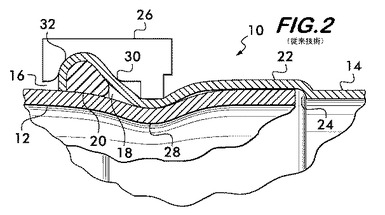
図2に示されるように、管14に力を与え、管およびパイプ要素12を永久的に変形させ、内圧、結果として生じたスラスト荷重、または外部荷重を受ける場合に、管の内側でパイプ要素を保持する圧着28を達成するために、圧着ダイ26が使用される。図2は、軸対称図であり、したがって、圧着28は管14の周囲で円周方向に延在すると理解される。圧着28は、シールの「内部」に位置付けられ、シール20が開放端16と圧着28との間にあることを意味することに留意されたい。圧着ダイ26はまた、チャネル18およびOリングシール20を変形させて、シールに、管14およびパイプ要素12の両方を圧縮状態で変形および係合させ、これらの要素の間で流体密閉シールを形成する。
【発明の概要】
【発明が解決しようとする課題】
【0006】
パイプ要素を連結するために効果的であるが、従来技術による圧着接合部は、種々の不利点を抱えている。そのような円周方向圧着を形成することは、相当な力およびエネルギーを必要とする。力およびエネルギー要件は、パイプ直径、側壁厚さ、ならびにパイプおよび/または連結器降伏強度が増加するとともに増加し、したがって、圧着によって接合することができるパイプの材料の種類、サイズ、および側壁ゲージに実用限界を課す。圧着ダイは、パイプおよび連結器を圧着するだけでなく、圧縮下で連結器およびパイプの両方とシールを係合させるようにチャネルを変形させなければならない。図1および2で見られるように、従来技術による圧着ダイおよび方法は、圧着28とシール20との間の第2の点30で管に係合することによって、チャネルを変形させる。加えて、圧着ダイは、圧着28が形成された時に、管の開放端16が外向きに広がることを防止するように、チャネル18において管14に強制的に係合する、ガイド表面32を含む。したがって、従来技術による圧着ダイは、チャネルを変形させるように、およびチャネルの不要な変形を防止するように、複数の点で連結器に係合して圧着を形成する。圧着ダイと連結器との間の大きな係合領域は、圧着接合部を達成するために有意な力およびエネルギーを必要とさせる。明らかに、従来技術の不利点を抱えていない、圧着型連結器、圧着ツール、および圧着の方法の必要性がある。
【課題を解決するための手段】
【0007】
本発明は、端から端までの関係でパイプ要素を接続するためのパイプ連結器に関する。連結器は、管の内側に位置する縦軸を包囲する側壁によって規定される、細長い管を備える。管は、パイプ要素のうちの1つを受け取るための第1の開放端を有する。第1のチャネルは、管の周囲で円周方向に延在し、縦軸に対面する。第1のチャネルは、側壁の中に形成される第1の半径方向隆起によって規定される。第1のチャネルは、第1の開放端に位置付けられる。第1の円筒形リングは、第1の開放端を包囲する。第1の円筒形リングは、第1の半径方向隆起から離れて軸方向に突出する。第1の半径方向隆起の一部分は、第1の開放端に向かって対面し、第1の円錐表面を備える。第1の円錐表面は、縦軸に対して角度配向される。第1の円錐表面は、縦軸に対して約30°から約60°の配向角度を有し得る。約35°から約45°の配向角度も実行可能である。縦軸に対する約40°の配向角度が有利である。第1の円錐表面は、第1の半径方向隆起の残りの部分を形成する側壁の厚さよりも小さい厚さを有する、側壁の一部分を備え得る。第1の円筒形リングは、側壁部分と実質的に同じ厚さを有し得る。
【0008】
加えて、第1の半径方向隆起は、そこから外向きに突出する第1のリブを備え得る。第1のリブは、管の周囲で円周方向に延在し、第1の開放端から離れて向いた第1の半径方向隆起の一部分の上に位置する。第1のリブは、管の第1の開放端から離れて向いた第1の環状表面を備え得る。第1の環状表面は、縦軸に対して角度配向される。第1の環状表面は、縦軸に対して約80°から約105°の角度配向を有し得る。約85°から約95°の配向角度も実行可能である。約87度の配向角度が有利である。
【0009】
連結器はさらに、第1のチャネル内に位置付けられるシールを備える。シールは、例えば、Oリングを備え得る。
【0010】
本発明はさらに、連結器と連結器内で受け取られるパイプ要素との間の接合部を達成するように連結器を圧着するためのツールを包含する。連結器は、パイプ要素を受け取るための開放端を有する管と、管の側壁の中に形成される半径方向隆起によって規定される、管の周囲で円周方向に延在するチャネルとを備える。隆起は、開放端に対面して位置付けられる角度配向された円錐表面と、開放端からから離れて向いて位置付けられる対向表面とを備える。ツールは、管を包囲して位置付け可能な複数のジョーを備える。ジョーは、管に向かって、および管から離れて、互に対して移動可能である。ジョーのそれぞれは、その上に位置付けられたダイを有する。ダイのそれぞれは、ジョーが管に向かって移動させられた時に、管の周囲で円周方向に延在する1本の作用線に沿って円錐表面のみに接触するよう、単一の接触面のみを有する。ジョーは、相互に旋回可能に取り付けられてもよい。
【0011】
ツールはさらに、その上に載置された少なくとも1つの位置合わせドッグを備える。位置合わせドッグは、管に向かって、および管から離れて移動可能である。位置合わせドッグは、ダイのうちの少なくとも1つと離間関係で、かつそれに対面して位置付けられる、接触面を有する。位置合わせドッグの接触面は、隆起の対向表面と係合可能である。位置合わせドッグは、ジョーのうちの1つの上に載置され得る。位置合わせドッグは、ダイのうちの1つと一体化して形成され得る。
【0012】
本発明はまた、連結器を連結器内で受け取られるパイプ要素に圧着する方法も含む。連結器は、パイプ要素を受け取るための開放端を有する管を備え、管は、管の側壁の中の半径方向隆起によって形成される、円周方向チャネルを有し、隆起は、開放端に対面して位置付けられる、角度配向された円錐表面を備える。
方法は、
(a)円錐表面の周囲で円周方向に延在する1本の接触線に沿って、円錐表面のみに半径方向に配向された力を与えることであって、力は、管と垂直に配向された第1の作用線と、管に沿って軸方向に配向された第2の作用線とを有する、ことと、
(b)管に向かって半径方向内向きに円錐表面を変形させることと、
(c)チャネルの中へ管に沿って軸方向に円錐表面を変形させることと、
(d)管とパイプ要素との間の接触を通る1本の接触線の下のみで、半径方向内向きにパイプ要素を変形させることと、
を含む。
【0013】
方法はさらに、パイプ要素と連結器との間で流体密封接合部を達成するように、管とパイプ要素との間のチャネル内でシールを圧縮することを含む。方法はさらに、力を与えながら、パイプ要素に向かって円錐表面に沿って接触線を移動させることを含む。隆起はさらに、管の開放端からから離れて向いて位置付けられる対向表面を備える。方法はさらに、隆起の対向表面を支持することによって、管の軸方向運動を防止することを含む。
【図面の簡単な説明】
【0014】
【図1】図1および2は、従来技術による、圧着パイプ接合部を形成する圧着ダイおよび連結器の軸対称断面図である。
【図2】図1および2は、従来技術による、圧着パイプ接合部を形成する圧着ダイおよび連結器の軸対称断面図である。
【図3】図3は、本発明による、連結器の実施形態の縦断面図である。
【図3A】図3Aは、本発明による、連結器の一部分の部分断面図である。
【図4】図4は、本発明による、連結器の別の実施形態の縦断面図である。
【図4A】図4Aは、本発明による、連結器の一部分の部分断面図である。
【図5】図5−7は、本発明による、連結器の種々の実施形態の立面図である。
【図6】図5−7は、本発明による、連結器の種々の実施形態の立面図である。
【図7】図5−7は、本発明による、連結器の種々の実施形態の立面図である。
【図8】図8は、本発明による、チェーン型圧着ツール例の平面図である。
【図9】図9は、本発明による2ダイ圧着ツールおよび動力プレスツールの等角図である。
【図10】図10は、本発明による、複数の圧着ダイと、連結器とを有する、圧着ツール例の平面図である。
【図11】図11は、圧着ツールおよび図5に示された連結器の部分断面等角図である。
【図12】図12−14は、本発明による連結器の実施形態上の圧着ツールの実施形態の動作を図示する、軸対称断面図である。
【図13】図12−14は、本発明による連結器の実施形態上の圧着ツールの実施形態の動作を図示する、軸対称断面図である。
【図14】図12−14は、本発明による連結器の実施形態上の圧着ツールの実施形態の動作を図示する、軸対称断面図である。
【図15】図15および16は、本発明による連結器の別の実施形態上の圧着ツールの実施形態の動作を図示する、軸対称断面図である。
【図16】図15および16は、本発明による連結器の別の実施形態上の圧着ツールの実施形態の動作を図示する、軸対称断面図である。
【発明を実施するための形態】
【0015】
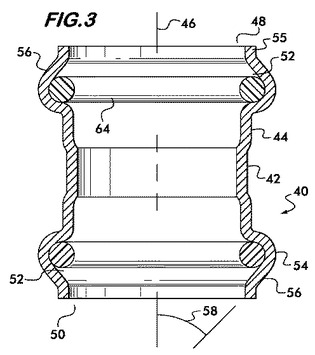
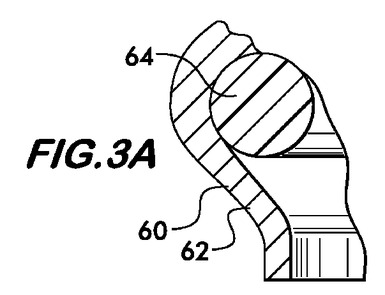
図3は、本発明による、パイプ連結器例40の縦断面図を示す。連結器40は、管の縦軸46を包囲する側壁44を有する、細長い管42を備える。管42は、反対の位置に配置された開放端48および50を有する。チャネル52は、各開放端に位置付けられ、管42の周囲で円周方向に延在する。各チャネル52は、縦軸46に対面し、管42の側壁44のそれぞれの隆起54によって規定される。側壁44はまた、各隆起54を終わらせ、それぞれの開放端48および55を包囲する、円筒形リング55を規定する。リング55は、側壁44の厚さに等しい、または最大で2倍の長さを有し得る。開放端48および50に向かって面する各隆起54の部分は、それぞれの円錐表面56を形成する。円錐表面は、軸46に対して角度配向される。円錐表面は、軸46に対して約30°から約60°ならびに約35°から約45°に測定される、配向角度58を有し得、約40°の配向角度が多くの用途に有利である。図3Aに示された代替実施形態では、隆起54を備える側壁44の一部分60は、隆起の残りの部分を形成する側壁の厚さよりも小さい、厚さ62を有する。リング55は、ほぼ同じ厚さ62であり得る。より薄い側壁部分60は、以下で説明されるような連結器とパイプ要素との間の接合部を達成するように、管を圧着するために必要とされるエネルギーの量を低減する。シール64は、各チャネル52内に位置付けられる。シール64は、以下で説明されるような流体密封接合部を達成するように管42とパイプ要素との間で圧縮されると、チャネルおよびパイプの表面に適合する可撓性の弾性リングである。この実施例では、シール64は、ゴムのOリングを備え、異なる形状を有し、EPDM、ニトリル、水素化ニトリル、およびフルオロエラストマー等の種々の異なる材料で形成される、他の種類のシールも実行可能であることが理解される。
【0016】
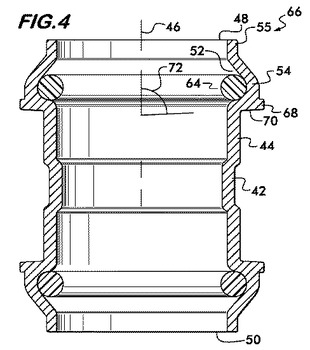
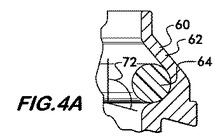
図4は、管42のそれぞれの半径方向隆起54の上に位置するリブ68をさらに備える、本発明による連結器66の別の実施形態を示す。リブ68は、管の周囲で円周方向に延在し、半径方向外向きに突出する。環状表面70は、リブ68に隣接して位置付けられ、管42の周囲で延在し、それぞれのリブ68および表面70がその上に位置する隆起54によって規定される開放端48または50から離れるほうに向く。環状表面70は、圧着ツールの一部に係合し、それにより、以下で説明されるようにツールに対する管42の軸方向運動を防止する、接触面を形成する。環状表面70は、管縦軸46に対して角度配向され得る。図4および4Aの比較によって示されるように、約80°から約105°、ならびに約85°から約95°、ならびに87°の配向角度72が有利と考えられる。連結器の実施形態40と同様に、連結器66も、隆起の残りの部分を形成する側壁の厚さよりも小さい厚さ62を伴う隆起54を備える、側壁44の一部分60を有し得る。再度、シール64はチャネル52内に配置される。
【0017】
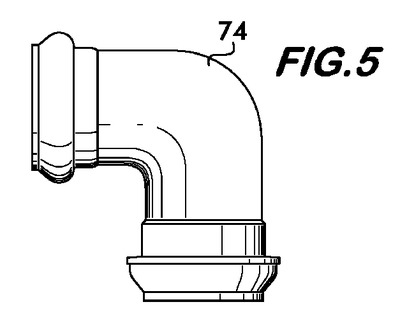
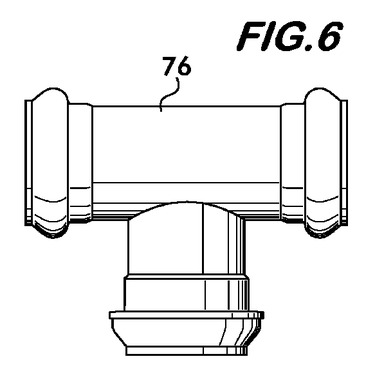
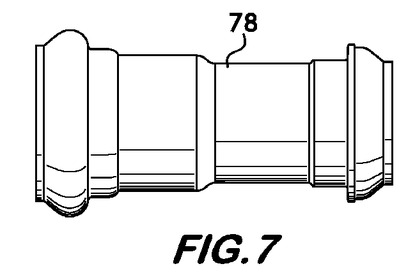
連結器40および66は、任意の材料で形成され得るが、典型的には、それらの強靱性、および変形時にひび割れることなく永久セットを取って保つ能力のため、鋼鉄およびステンレス鋼でできている。連結器は、任意のサイズであり、種々のサイズのパイプ要素を受け取るように設計され得るが、American Standards Association Schedule 5からSchedule 80のパイプに対応する、約0.5インチから約4.5インチの実際の外径を有し、約0.065インチから約0.337インチの壁厚さを有するパイプとともに使用される場合、特に有利である。連結器40および66は、図3および4に示されるように直線状であり得、または図5に示されるようなL字形状連結器74、図6に示されるような「T」字形状連結器76、ならびに図7に示されるようなレジューサ形状78であり得る。他の形状も実行可能である。
【0018】
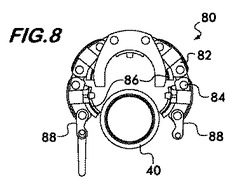
本発明による圧着方法、ならびに本明細書で開示される圧着ダイおよび連結器は、本発明による圧着接合部を達成するために、市販の圧着ツールおよび動力プレスツールのうちのいずれかとともに使用され得る。「チェーン」または「巻き付き」ツール80として知られている、1種類の圧着ツールが図8に図示されており、ピンおよびリンク84によって相互に旋回可能に接続される、複数のジョー82を備える。圧着を達成するように管42に接触するダイ要素86が、各ジョーの上に載置される。ダイ要素86は、ジョー82と一体化して形成され得、または取り外し可能および交換可能であり得る。ダイ要素86は、連結器に形成される圧着の曲率半径にほぼ等しい、曲率半径を有する。チェーン型ツールは、管42にジョー82を巻き付け、次いで、機械的効果を提供するラッチ機構を使用して、相互に向かってジョー82の自由端88を引き寄せることによって使用される。自由端88がともに引き寄せられるにつれて、チェーンツール80は、より小さい直径に縮小され、ジョーがそれに巻き付けられると管42と係合されるダイ要素86は、圧着を形成する連結器に実質的に半径方向の力を内向きに課す。代替として、動力プレスツール(以下で説明される)は、相互に向かって自由端88を引き寄せ、圧着を達成するために使用され得る。チェーン型ツールは、より大きい直径のパイプ要素(直径が1インチよりも大きい)を圧着するために有利であり、他の圧着ツールと比較して圧着力を与えるための最大機械的効果を提供するように設計することができる。チェーン型圧着ツールの実施例は、参照することにより本明細書に組み込まれる、米国特許第5,598,732号、第5,666,711号、第5,697,135号、第5,887,329号、第6,044,681号、第6,405,411号、第6,694,586号、および第6,772,618号で説明されている。
【0019】
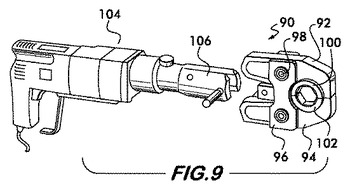
図9は、別の種類の圧着ツール90を図示する。圧着ツール90は、その周囲でジョー92および94が旋回するピン98の軸受け板としての役割を果たす、ツール本体96の上で相互と反対に旋回可能に載置される、2つの可動ジョー92および94を有する。圧着ツール90は、2つのダイ要素100および102を有し、1つのダイ要素が各ジョーの上に位置付けられる。ダイ要素は、管42と強制的に係合されると、所望の圧着を形成するようにサイズ決定および成形される。動作において、ジョー92および94は、開放位置にピン98の周囲で旋回され、連結器および連結器の中で受け取られるパイプ要素が、ジョー92および94のダイ要素100および102の間に位置付けられることを可能にする。次いで、ジョーは、閉鎖位置に相互に向かって旋回され、そうすると、ダイ要素100および102が管42に係合し、パイプ要素を連結器に接合するための圧着を形成する。ツール90等の、2つのダイ要素を有する圧着ツールは、さまざまな圧着ツールの中で最小の機械的効果を提供するが、単純かつ安価である。2ダイ圧着ツールの実施例は、参照することにより本明細書に組み込まれる、米国特許第6,202,290号、第6,378,194号、第6,457,338号、第7,409,846号、第7,421,871号、および第7,434,443号で説明されている。それらは、直径が最大約1インチのパイプ要素を圧着するために最も効果的である。それらは、手動で操作されるか、または動力プレスツールで操作され得る。
【0020】
図9は、動力プレスツール例104も示す。プレスツール104は、異なるサイズおよび種類の圧着ツールがその上に載置されることを可能にするように設計されている、レシーバー106を有する。レシーバー内の機構は、圧着ツールのジョーに係合し、それらを開放および閉鎖位置の間で操作する。機構は、例えば、電気モータによる、または油圧による電動式であり、圧着接合部を形成するために必要な力を提供する。そのようなプレスツールは、当技術分野で周知であり、プレスツール例は、参照することにより本明細書に組み込まれる、米国特許第6,244,085号および第6,510,719号で説明されている。
【0021】
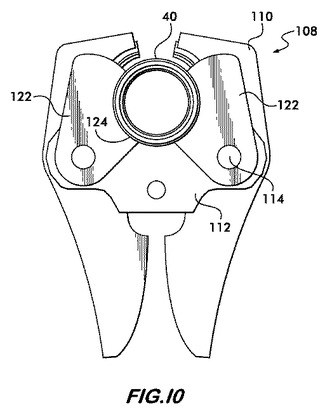
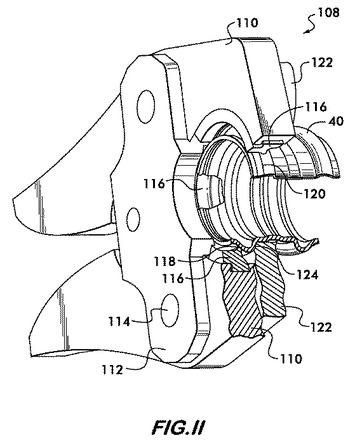
図10は、本発明による別の圧着ツール例108を示す。圧着ツール108は、圧着される連結器40を包囲して位置付け可能であるジョー110(この実施例では2つのジョー)を有する。ジョー110は、ピン114を使用してツール本体112の上に旋回可能に載置される。ツール本体112は、軸受け板としての役割を果たし、以下で説明される圧着動作を達成するように、ジョー110が連結器40に向かって、および連結器40から離れてピン114の上で旋回させられることを可能にする。(連結器40は、ここでは一例として記述され、その代わりに連結器の実施例66が等しく十分に機能することが理解される。)ジョー110およびツール本体112は、与えられた力を倍増させる機械的効果を得るように設計されている。圧着ツール108は、上記で説明される動力プレスツール104によって操作され得、動力プレスツールの動作は、よく理解されているため、本明細書では詳細に説明しない。
【0022】
図11に示されるように、ダイ116が、各ジョー110の上およびツール本体112の上に載置され、ツール108を3ダイツールにする。各ダイ116は、単一の接触面118を有する。ジョー110の上のダイ116は、ジョー110の閉鎖運動によって連結器40と係合するように移動可能である。連結器上のジョー110の閉鎖運動はまた、ツール本体112上の圧着ダイ116と係合するように連結器40を引き込む。一緒に、3つ全てのダイ116は、以下で説明されるように、連結器をパイプ要素に圧着するように協働する。
【0023】
好ましくは、接触面118は、連結器40の周囲で円周方向に延在する1本の接触線120に沿って、接触面が連結器に接触することを可能にする、円形断面形状を有する。接触面118の実用的曲率半径は、約0.05インチから約0.2インチであり得、0.08インチが有利である。楕円外形等の他の形状を有する接触面も実行可能である。
【0024】
1つ以上の位置合わせドッグ122も、ツール本体112の上で移動可能に載置される(図10も参照)。代替として、1つまたは複数の位置合わせドッグは、本体112に固定され得る。位置合わせドッグ122は、接触面124を有し、ジョー110とは無関係に移動して、連結器40と係合して接触面を位置付ける。接触面124は、それらが適正な係合を確実にするように接触する、連結器40のセクションを補完する形状を有し得る。位置合わせドッグ122は、ダイ116とは無関係に移動し、所望の場所の接触線120で連結器に係合するように、ダイに対して連結器40を位置付けて保持する。位置合わせドッグ122はまた、連結器を圧着するように与えられる力が作用する、支持材を提供する。位置合わせドッグは、連結器に係合する時にそれを有意に変形させず、したがって、圧着動作中に連結器40と係合するように移動させるために、有意な力またはエネルギーが消費されることを必要としないことに留意することが重要である。
【0025】
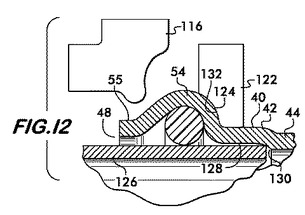
連結器の実施形態40については図12―14を参照して、連結器の実施形態66については図15および16を参照して、本発明による圧着の方法を以下で説明する。図12に示されるように、パイプ要素126は、連結器40の開放端48内で受け取られる。連結器がソケット128および段部130を有する場合、パイプ要素126は、ソケット内の段部に対して定着され、それにより、十分な係合深さを確保する。次に、連結器40およびパイプ要素126は、圧着ツール108(図示せず)のジョー110(図示せず)の間に位置付けられる。ツール108は、位置合わせドッグ122の接触面124を、開放端48から離れるほうに向く半径方向隆起54の表面132と係合させるように作動させられる。
【0026】
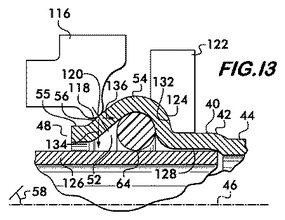
図13に示されるように、ツール108のさらなる作動は、ジョー110を閉鎖し、3つ全てのダイ116の接触面118を、1本の接触線120に沿った円錐表面56と係合させる。ジョーの閉鎖動作はまた、前述のように、ツール本体上のダイと係合するように連結器40を引き込む。ジョー110の上のダイ116のさらなる内向き進行は、実質的に半径方向に配向された力を円錐表面56の周囲に与え、それは、円錐表面の配向角度58により、管42の縦軸46と垂直に配向された第1の作用線134と、管に沿って(すなわち、縦軸46と実質的に平行に)配向された第2の作用線136とに分解され得る。
【0027】
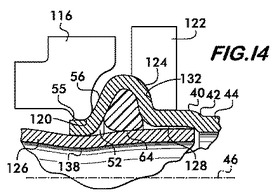
図14との図13の比較によって示されるように、角度配向された円錐表面56に対すし与えた力のこれらの別個の作用線134および136は、1本の接触線120に沿った力の付与とともに、2つの変形が発生することを可能にする。第1の変形は、円筒形リング55、円錐表面56、およびパイプ要素126を半径方向内向きに(すなわち、縦軸46と実質的に垂直に)を永久に変形させる圧着138の形成である。変形させられるパイプ要素126の唯一の領域は、1本の接触線120の下にあることに留意されたい。円筒形リング55は、ダイ116に対する停止部の役割を果たし、半径方向力をパイプ要素126に伝達する。第2の変形は、チャネル52の中への円錐表面56の変形であり、それにより、チャネル容量を低減し、流体密封接合部を形成するように連結器40とパイプ要素126との間でシール64を圧縮する。加えて、変形は、連結器が圧着されているという視覚指示を提供する。図14で明白であるように、接触線120は、圧着過程中にパイプ要素に向かって円錐表面56に沿って移動することに留意されたい。
【0028】
圧着過程の完了時に、圧着ツールのジョーおよび位置合わせドッグが連結器から外向きに離され、ツールおよび連結器が係脱される。
【0029】
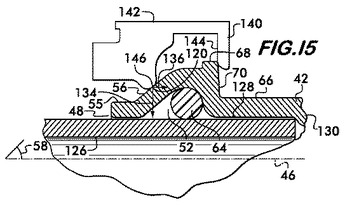
連結器の実施形態66を圧着する方法は、位置合わせドッグ140がダイ142と一体化して形成されるという点で実施形態40とはわずかに異なる。図15に示されるように、パイプ要素126は、連結器66の開放端48内に受け取られ、ソケット128内の段部130に対して定着される。次に、連結器66およびパイプ要素126は、圧着ツール108(図示せず)のジョー110(図示せず)の間に位置付けられる。ツール108は、位置合わせドッグ140の接触面144を、開放端48から離れるように向くリブ68の環状表面70と係合させるように作動させられる。半径方向外向きに突出するリブ68は、ジョーが圧着を達成するように完全に閉鎖された時に、位置合わせドッグ140が、環状表面70以外の連結器66のいずれの部分にも接触しないように十分短くされ得るように、サイズ決定される。これは、圧着を達成する、ダイ142と連結器66との間の唯一の係合が、連結器66の円錐表面56上で1本の接触線120に沿ったダイの接触面146によるものであることを確実にする。したがって、圧着を達成するために必要とされるエネルギーは、ダイと連結器との間の限定された接触によって限定される。
【0030】
図15でさらに示されるように、ツール108の作動は、ジョー110を閉鎖し、3つ全てのダイ142の接触面146を、1本の接触線120に沿った円錐表面56と係合させる。ジョーの閉鎖動作はまた、前述のように、ツール本体上のダイと係合するように連結器66を引き込む。ジョー110の上のダイ142のさらなる内向き進行は、実質的に半径方向に配向された力を円錐表面56の周囲に与え、それは、円錐表面の配向角度58により、管42の縦軸46と垂直に配向された第1の作用線134と、管に沿って(すなわち、縦軸46と実質的に平行に)配向された第2の作用線136とに分解され得る。
【0031】
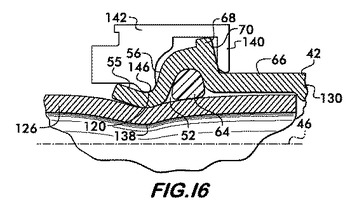
図16との図15の比較によって示されるように、角度配向された円錐表面56に対する与えた力のこれらの別個の作用線134および136は、1本の接触線120に沿った力の付与とともに、2つの変形が発生することを可能にする。第1の変形は、円錐表面56およびパイプ要素126を半径方向内向きに(すなわち、縦軸46と実質的に垂直に)を永久に変形させる、圧着138の形成である。変形させられるパイプ要素126の唯一の領域は、1本の接触線120の下にあることに留意されたい。第2の変形は、チャネル52の中への円錐表面56の変形であり、それにより、チャネル容量を低減し、流体密封接合部を形成するように連結器66とパイプ要素126との間でシール64を圧縮する。加えて、変形は、連結器が圧着されているという視覚指示を提供する。図16で明白であるように、接触線120は、圧着過程中にパイプ要素に向かって円錐表面56に沿って移動することに留意されたい。位置合わせドッグ140は、ダイ142と連結器66との間の相対軸方向運動を防止し、第2の作用線136に沿った軸力が作用し得る、表面を提供する。
【0032】
圧着過程の完了時に、圧着ツールのジョーが連結器から外向きに離され、ツールおよび連結器が係脱される。
【0033】
本発明による圧着型連結器、圧着ツール、および圧着方法は、従来技術に優る種々の利点を提供する。圧着力、および1本の接触線に沿ってチャネルを変形させる力を与えることによって、連結器を変形させるために必要とされる力、したがって、圧着接合部を達成するために必要とされるエネルギーは、相互から離れた複数の接触線に沿って変形力を与える従来技術の方法によって提供されるよりも少ない。この利点は、種々の点で明白である。例えば、従来技術に従って可能であったよりも大きい直径のパイプ要素、またはより高い降伏強度を有するパイプ要素および連結器を、本発明による圧着によって接合することができる。同様に、本発明によれば、より厚い側壁を有するパイプ要素を効果的に圧着することができる。より大きい寸法公差を有するパイプ要素を、本発明による方法、ツール、および連結器によって確実に圧着することができる。さらに、より少ない力を与え、より少ないエネルギーを必要とするツールを使用することができ、ツールの作製をより安価にし、軽くし、コンパクトにし、操作を容易かつ安価にする。連結器は、縦方向に変形させられるため、従来技術に従って圧着された連結器よりも長さが短くなる傾向がある。L字形部、T字形部、およびレジューサ等の連結器について、これは、より小さい中心から端までの寸法が達成されることを可能にし、よりコンパクトな配管配設を得る。より短い係合長さはまた、連結器がともにより接近して位置付けられることも可能にし、それにより、従来技術による圧着連結器ではこれまで利用可能ではなかった設計代替案を提供する。
【技術分野】
【0001】
(関連出願の引用)
本願は、米国仮出願第61/165,985号(2009年4月2日出願)に基づく優先権を主張する。該出願は、参照により本明細書に引用される。
【0002】
(発明の分野)
本発明は、パイプ要素に連結器を圧着することによって、パイプ要素を端から端まで接合するための連結器に関する。
【背景技術】
【0003】
端から端までパイプ要素を接合するようにパイプ要素上に圧着される、パイプ連結器は、単純かつ安価である。典型的に、1つ以上のパイプ要素は、管状連結器内で受け取られる。圧着中に、通常は金属である、連結器およびパイプ要素を形成する材料は、永久セットを取るように塑性的に変形させられる。連結器およびパイプ要素によって成される変形した形状は、内圧、結果として生じたスラスト荷重、または外部荷重を受ける場合に、連結器と係合してパイプ要素を保つように協働する(そうでなければ連結器からパイプ要素を分離する傾向がある)。本書では、「パイプ要素」という用語は、任意のパイプ状アイテム、例えば、パイプストック、ならびに、ポンプ、弁、ストレーナ、および同等物等のデバイスの一部であり得るパイプセグメントを意味する。
【0004】
図1および2は、パイプ要素12上に圧着されている、従来技術によるパイプ連結器10を概略的に図示する。圧着型パイプ連結器10は、パイプ要素12を受け取る開放端16を有する、管14(軸対称に示されている)を備える。チャネル18は、開放端16に隣接して位置付けられる。チャネルは、本明細書ではエラストマー等の可撓性の弾性材料で形成されるOリング20である、シールを収納する。図1に示されるように、パイプ要素12は、より大きい直径の領域によって形成されるソケット22を有し、それにより、内段部24を規定する、管14内で受け取られる。段部24は、管14とパイプ要素12との間の係合長さを限定するように、パイプ停止部としての役割を果たす。
【0005】
図2に示されるように、管14に力を与え、管およびパイプ要素12を永久的に変形させ、内圧、結果として生じたスラスト荷重、または外部荷重を受ける場合に、管の内側でパイプ要素を保持する圧着28を達成するために、圧着ダイ26が使用される。図2は、軸対称図であり、したがって、圧着28は管14の周囲で円周方向に延在すると理解される。圧着28は、シールの「内部」に位置付けられ、シール20が開放端16と圧着28との間にあることを意味することに留意されたい。圧着ダイ26はまた、チャネル18およびOリングシール20を変形させて、シールに、管14およびパイプ要素12の両方を圧縮状態で変形および係合させ、これらの要素の間で流体密閉シールを形成する。
【発明の概要】
【発明が解決しようとする課題】
【0006】
パイプ要素を連結するために効果的であるが、従来技術による圧着接合部は、種々の不利点を抱えている。そのような円周方向圧着を形成することは、相当な力およびエネルギーを必要とする。力およびエネルギー要件は、パイプ直径、側壁厚さ、ならびにパイプおよび/または連結器降伏強度が増加するとともに増加し、したがって、圧着によって接合することができるパイプの材料の種類、サイズ、および側壁ゲージに実用限界を課す。圧着ダイは、パイプおよび連結器を圧着するだけでなく、圧縮下で連結器およびパイプの両方とシールを係合させるようにチャネルを変形させなければならない。図1および2で見られるように、従来技術による圧着ダイおよび方法は、圧着28とシール20との間の第2の点30で管に係合することによって、チャネルを変形させる。加えて、圧着ダイは、圧着28が形成された時に、管の開放端16が外向きに広がることを防止するように、チャネル18において管14に強制的に係合する、ガイド表面32を含む。したがって、従来技術による圧着ダイは、チャネルを変形させるように、およびチャネルの不要な変形を防止するように、複数の点で連結器に係合して圧着を形成する。圧着ダイと連結器との間の大きな係合領域は、圧着接合部を達成するために有意な力およびエネルギーを必要とさせる。明らかに、従来技術の不利点を抱えていない、圧着型連結器、圧着ツール、および圧着の方法の必要性がある。
【課題を解決するための手段】
【0007】
本発明は、端から端までの関係でパイプ要素を接続するためのパイプ連結器に関する。連結器は、管の内側に位置する縦軸を包囲する側壁によって規定される、細長い管を備える。管は、パイプ要素のうちの1つを受け取るための第1の開放端を有する。第1のチャネルは、管の周囲で円周方向に延在し、縦軸に対面する。第1のチャネルは、側壁の中に形成される第1の半径方向隆起によって規定される。第1のチャネルは、第1の開放端に位置付けられる。第1の円筒形リングは、第1の開放端を包囲する。第1の円筒形リングは、第1の半径方向隆起から離れて軸方向に突出する。第1の半径方向隆起の一部分は、第1の開放端に向かって対面し、第1の円錐表面を備える。第1の円錐表面は、縦軸に対して角度配向される。第1の円錐表面は、縦軸に対して約30°から約60°の配向角度を有し得る。約35°から約45°の配向角度も実行可能である。縦軸に対する約40°の配向角度が有利である。第1の円錐表面は、第1の半径方向隆起の残りの部分を形成する側壁の厚さよりも小さい厚さを有する、側壁の一部分を備え得る。第1の円筒形リングは、側壁部分と実質的に同じ厚さを有し得る。
【0008】
加えて、第1の半径方向隆起は、そこから外向きに突出する第1のリブを備え得る。第1のリブは、管の周囲で円周方向に延在し、第1の開放端から離れて向いた第1の半径方向隆起の一部分の上に位置する。第1のリブは、管の第1の開放端から離れて向いた第1の環状表面を備え得る。第1の環状表面は、縦軸に対して角度配向される。第1の環状表面は、縦軸に対して約80°から約105°の角度配向を有し得る。約85°から約95°の配向角度も実行可能である。約87度の配向角度が有利である。
【0009】
連結器はさらに、第1のチャネル内に位置付けられるシールを備える。シールは、例えば、Oリングを備え得る。
【0010】
本発明はさらに、連結器と連結器内で受け取られるパイプ要素との間の接合部を達成するように連結器を圧着するためのツールを包含する。連結器は、パイプ要素を受け取るための開放端を有する管と、管の側壁の中に形成される半径方向隆起によって規定される、管の周囲で円周方向に延在するチャネルとを備える。隆起は、開放端に対面して位置付けられる角度配向された円錐表面と、開放端からから離れて向いて位置付けられる対向表面とを備える。ツールは、管を包囲して位置付け可能な複数のジョーを備える。ジョーは、管に向かって、および管から離れて、互に対して移動可能である。ジョーのそれぞれは、その上に位置付けられたダイを有する。ダイのそれぞれは、ジョーが管に向かって移動させられた時に、管の周囲で円周方向に延在する1本の作用線に沿って円錐表面のみに接触するよう、単一の接触面のみを有する。ジョーは、相互に旋回可能に取り付けられてもよい。
【0011】
ツールはさらに、その上に載置された少なくとも1つの位置合わせドッグを備える。位置合わせドッグは、管に向かって、および管から離れて移動可能である。位置合わせドッグは、ダイのうちの少なくとも1つと離間関係で、かつそれに対面して位置付けられる、接触面を有する。位置合わせドッグの接触面は、隆起の対向表面と係合可能である。位置合わせドッグは、ジョーのうちの1つの上に載置され得る。位置合わせドッグは、ダイのうちの1つと一体化して形成され得る。
【0012】
本発明はまた、連結器を連結器内で受け取られるパイプ要素に圧着する方法も含む。連結器は、パイプ要素を受け取るための開放端を有する管を備え、管は、管の側壁の中の半径方向隆起によって形成される、円周方向チャネルを有し、隆起は、開放端に対面して位置付けられる、角度配向された円錐表面を備える。
方法は、
(a)円錐表面の周囲で円周方向に延在する1本の接触線に沿って、円錐表面のみに半径方向に配向された力を与えることであって、力は、管と垂直に配向された第1の作用線と、管に沿って軸方向に配向された第2の作用線とを有する、ことと、
(b)管に向かって半径方向内向きに円錐表面を変形させることと、
(c)チャネルの中へ管に沿って軸方向に円錐表面を変形させることと、
(d)管とパイプ要素との間の接触を通る1本の接触線の下のみで、半径方向内向きにパイプ要素を変形させることと、
を含む。
【0013】
方法はさらに、パイプ要素と連結器との間で流体密封接合部を達成するように、管とパイプ要素との間のチャネル内でシールを圧縮することを含む。方法はさらに、力を与えながら、パイプ要素に向かって円錐表面に沿って接触線を移動させることを含む。隆起はさらに、管の開放端からから離れて向いて位置付けられる対向表面を備える。方法はさらに、隆起の対向表面を支持することによって、管の軸方向運動を防止することを含む。
【図面の簡単な説明】
【0014】
【図1】図1および2は、従来技術による、圧着パイプ接合部を形成する圧着ダイおよび連結器の軸対称断面図である。
【図2】図1および2は、従来技術による、圧着パイプ接合部を形成する圧着ダイおよび連結器の軸対称断面図である。
【図3】図3は、本発明による、連結器の実施形態の縦断面図である。
【図3A】図3Aは、本発明による、連結器の一部分の部分断面図である。
【図4】図4は、本発明による、連結器の別の実施形態の縦断面図である。
【図4A】図4Aは、本発明による、連結器の一部分の部分断面図である。
【図5】図5−7は、本発明による、連結器の種々の実施形態の立面図である。
【図6】図5−7は、本発明による、連結器の種々の実施形態の立面図である。
【図7】図5−7は、本発明による、連結器の種々の実施形態の立面図である。
【図8】図8は、本発明による、チェーン型圧着ツール例の平面図である。
【図9】図9は、本発明による2ダイ圧着ツールおよび動力プレスツールの等角図である。
【図10】図10は、本発明による、複数の圧着ダイと、連結器とを有する、圧着ツール例の平面図である。
【図11】図11は、圧着ツールおよび図5に示された連結器の部分断面等角図である。
【図12】図12−14は、本発明による連結器の実施形態上の圧着ツールの実施形態の動作を図示する、軸対称断面図である。
【図13】図12−14は、本発明による連結器の実施形態上の圧着ツールの実施形態の動作を図示する、軸対称断面図である。
【図14】図12−14は、本発明による連結器の実施形態上の圧着ツールの実施形態の動作を図示する、軸対称断面図である。
【図15】図15および16は、本発明による連結器の別の実施形態上の圧着ツールの実施形態の動作を図示する、軸対称断面図である。
【図16】図15および16は、本発明による連結器の別の実施形態上の圧着ツールの実施形態の動作を図示する、軸対称断面図である。
【発明を実施するための形態】
【0015】
図3は、本発明による、パイプ連結器例40の縦断面図を示す。連結器40は、管の縦軸46を包囲する側壁44を有する、細長い管42を備える。管42は、反対の位置に配置された開放端48および50を有する。チャネル52は、各開放端に位置付けられ、管42の周囲で円周方向に延在する。各チャネル52は、縦軸46に対面し、管42の側壁44のそれぞれの隆起54によって規定される。側壁44はまた、各隆起54を終わらせ、それぞれの開放端48および55を包囲する、円筒形リング55を規定する。リング55は、側壁44の厚さに等しい、または最大で2倍の長さを有し得る。開放端48および50に向かって面する各隆起54の部分は、それぞれの円錐表面56を形成する。円錐表面は、軸46に対して角度配向される。円錐表面は、軸46に対して約30°から約60°ならびに約35°から約45°に測定される、配向角度58を有し得、約40°の配向角度が多くの用途に有利である。図3Aに示された代替実施形態では、隆起54を備える側壁44の一部分60は、隆起の残りの部分を形成する側壁の厚さよりも小さい、厚さ62を有する。リング55は、ほぼ同じ厚さ62であり得る。より薄い側壁部分60は、以下で説明されるような連結器とパイプ要素との間の接合部を達成するように、管を圧着するために必要とされるエネルギーの量を低減する。シール64は、各チャネル52内に位置付けられる。シール64は、以下で説明されるような流体密封接合部を達成するように管42とパイプ要素との間で圧縮されると、チャネルおよびパイプの表面に適合する可撓性の弾性リングである。この実施例では、シール64は、ゴムのOリングを備え、異なる形状を有し、EPDM、ニトリル、水素化ニトリル、およびフルオロエラストマー等の種々の異なる材料で形成される、他の種類のシールも実行可能であることが理解される。
【0016】
図4は、管42のそれぞれの半径方向隆起54の上に位置するリブ68をさらに備える、本発明による連結器66の別の実施形態を示す。リブ68は、管の周囲で円周方向に延在し、半径方向外向きに突出する。環状表面70は、リブ68に隣接して位置付けられ、管42の周囲で延在し、それぞれのリブ68および表面70がその上に位置する隆起54によって規定される開放端48または50から離れるほうに向く。環状表面70は、圧着ツールの一部に係合し、それにより、以下で説明されるようにツールに対する管42の軸方向運動を防止する、接触面を形成する。環状表面70は、管縦軸46に対して角度配向され得る。図4および4Aの比較によって示されるように、約80°から約105°、ならびに約85°から約95°、ならびに87°の配向角度72が有利と考えられる。連結器の実施形態40と同様に、連結器66も、隆起の残りの部分を形成する側壁の厚さよりも小さい厚さ62を伴う隆起54を備える、側壁44の一部分60を有し得る。再度、シール64はチャネル52内に配置される。
【0017】
連結器40および66は、任意の材料で形成され得るが、典型的には、それらの強靱性、および変形時にひび割れることなく永久セットを取って保つ能力のため、鋼鉄およびステンレス鋼でできている。連結器は、任意のサイズであり、種々のサイズのパイプ要素を受け取るように設計され得るが、American Standards Association Schedule 5からSchedule 80のパイプに対応する、約0.5インチから約4.5インチの実際の外径を有し、約0.065インチから約0.337インチの壁厚さを有するパイプとともに使用される場合、特に有利である。連結器40および66は、図3および4に示されるように直線状であり得、または図5に示されるようなL字形状連結器74、図6に示されるような「T」字形状連結器76、ならびに図7に示されるようなレジューサ形状78であり得る。他の形状も実行可能である。
【0018】
本発明による圧着方法、ならびに本明細書で開示される圧着ダイおよび連結器は、本発明による圧着接合部を達成するために、市販の圧着ツールおよび動力プレスツールのうちのいずれかとともに使用され得る。「チェーン」または「巻き付き」ツール80として知られている、1種類の圧着ツールが図8に図示されており、ピンおよびリンク84によって相互に旋回可能に接続される、複数のジョー82を備える。圧着を達成するように管42に接触するダイ要素86が、各ジョーの上に載置される。ダイ要素86は、ジョー82と一体化して形成され得、または取り外し可能および交換可能であり得る。ダイ要素86は、連結器に形成される圧着の曲率半径にほぼ等しい、曲率半径を有する。チェーン型ツールは、管42にジョー82を巻き付け、次いで、機械的効果を提供するラッチ機構を使用して、相互に向かってジョー82の自由端88を引き寄せることによって使用される。自由端88がともに引き寄せられるにつれて、チェーンツール80は、より小さい直径に縮小され、ジョーがそれに巻き付けられると管42と係合されるダイ要素86は、圧着を形成する連結器に実質的に半径方向の力を内向きに課す。代替として、動力プレスツール(以下で説明される)は、相互に向かって自由端88を引き寄せ、圧着を達成するために使用され得る。チェーン型ツールは、より大きい直径のパイプ要素(直径が1インチよりも大きい)を圧着するために有利であり、他の圧着ツールと比較して圧着力を与えるための最大機械的効果を提供するように設計することができる。チェーン型圧着ツールの実施例は、参照することにより本明細書に組み込まれる、米国特許第5,598,732号、第5,666,711号、第5,697,135号、第5,887,329号、第6,044,681号、第6,405,411号、第6,694,586号、および第6,772,618号で説明されている。
【0019】
図9は、別の種類の圧着ツール90を図示する。圧着ツール90は、その周囲でジョー92および94が旋回するピン98の軸受け板としての役割を果たす、ツール本体96の上で相互と反対に旋回可能に載置される、2つの可動ジョー92および94を有する。圧着ツール90は、2つのダイ要素100および102を有し、1つのダイ要素が各ジョーの上に位置付けられる。ダイ要素は、管42と強制的に係合されると、所望の圧着を形成するようにサイズ決定および成形される。動作において、ジョー92および94は、開放位置にピン98の周囲で旋回され、連結器および連結器の中で受け取られるパイプ要素が、ジョー92および94のダイ要素100および102の間に位置付けられることを可能にする。次いで、ジョーは、閉鎖位置に相互に向かって旋回され、そうすると、ダイ要素100および102が管42に係合し、パイプ要素を連結器に接合するための圧着を形成する。ツール90等の、2つのダイ要素を有する圧着ツールは、さまざまな圧着ツールの中で最小の機械的効果を提供するが、単純かつ安価である。2ダイ圧着ツールの実施例は、参照することにより本明細書に組み込まれる、米国特許第6,202,290号、第6,378,194号、第6,457,338号、第7,409,846号、第7,421,871号、および第7,434,443号で説明されている。それらは、直径が最大約1インチのパイプ要素を圧着するために最も効果的である。それらは、手動で操作されるか、または動力プレスツールで操作され得る。
【0020】
図9は、動力プレスツール例104も示す。プレスツール104は、異なるサイズおよび種類の圧着ツールがその上に載置されることを可能にするように設計されている、レシーバー106を有する。レシーバー内の機構は、圧着ツールのジョーに係合し、それらを開放および閉鎖位置の間で操作する。機構は、例えば、電気モータによる、または油圧による電動式であり、圧着接合部を形成するために必要な力を提供する。そのようなプレスツールは、当技術分野で周知であり、プレスツール例は、参照することにより本明細書に組み込まれる、米国特許第6,244,085号および第6,510,719号で説明されている。
【0021】
図10は、本発明による別の圧着ツール例108を示す。圧着ツール108は、圧着される連結器40を包囲して位置付け可能であるジョー110(この実施例では2つのジョー)を有する。ジョー110は、ピン114を使用してツール本体112の上に旋回可能に載置される。ツール本体112は、軸受け板としての役割を果たし、以下で説明される圧着動作を達成するように、ジョー110が連結器40に向かって、および連結器40から離れてピン114の上で旋回させられることを可能にする。(連結器40は、ここでは一例として記述され、その代わりに連結器の実施例66が等しく十分に機能することが理解される。)ジョー110およびツール本体112は、与えられた力を倍増させる機械的効果を得るように設計されている。圧着ツール108は、上記で説明される動力プレスツール104によって操作され得、動力プレスツールの動作は、よく理解されているため、本明細書では詳細に説明しない。
【0022】
図11に示されるように、ダイ116が、各ジョー110の上およびツール本体112の上に載置され、ツール108を3ダイツールにする。各ダイ116は、単一の接触面118を有する。ジョー110の上のダイ116は、ジョー110の閉鎖運動によって連結器40と係合するように移動可能である。連結器上のジョー110の閉鎖運動はまた、ツール本体112上の圧着ダイ116と係合するように連結器40を引き込む。一緒に、3つ全てのダイ116は、以下で説明されるように、連結器をパイプ要素に圧着するように協働する。
【0023】
好ましくは、接触面118は、連結器40の周囲で円周方向に延在する1本の接触線120に沿って、接触面が連結器に接触することを可能にする、円形断面形状を有する。接触面118の実用的曲率半径は、約0.05インチから約0.2インチであり得、0.08インチが有利である。楕円外形等の他の形状を有する接触面も実行可能である。
【0024】
1つ以上の位置合わせドッグ122も、ツール本体112の上で移動可能に載置される(図10も参照)。代替として、1つまたは複数の位置合わせドッグは、本体112に固定され得る。位置合わせドッグ122は、接触面124を有し、ジョー110とは無関係に移動して、連結器40と係合して接触面を位置付ける。接触面124は、それらが適正な係合を確実にするように接触する、連結器40のセクションを補完する形状を有し得る。位置合わせドッグ122は、ダイ116とは無関係に移動し、所望の場所の接触線120で連結器に係合するように、ダイに対して連結器40を位置付けて保持する。位置合わせドッグ122はまた、連結器を圧着するように与えられる力が作用する、支持材を提供する。位置合わせドッグは、連結器に係合する時にそれを有意に変形させず、したがって、圧着動作中に連結器40と係合するように移動させるために、有意な力またはエネルギーが消費されることを必要としないことに留意することが重要である。
【0025】
連結器の実施形態40については図12―14を参照して、連結器の実施形態66については図15および16を参照して、本発明による圧着の方法を以下で説明する。図12に示されるように、パイプ要素126は、連結器40の開放端48内で受け取られる。連結器がソケット128および段部130を有する場合、パイプ要素126は、ソケット内の段部に対して定着され、それにより、十分な係合深さを確保する。次に、連結器40およびパイプ要素126は、圧着ツール108(図示せず)のジョー110(図示せず)の間に位置付けられる。ツール108は、位置合わせドッグ122の接触面124を、開放端48から離れるほうに向く半径方向隆起54の表面132と係合させるように作動させられる。
【0026】
図13に示されるように、ツール108のさらなる作動は、ジョー110を閉鎖し、3つ全てのダイ116の接触面118を、1本の接触線120に沿った円錐表面56と係合させる。ジョーの閉鎖動作はまた、前述のように、ツール本体上のダイと係合するように連結器40を引き込む。ジョー110の上のダイ116のさらなる内向き進行は、実質的に半径方向に配向された力を円錐表面56の周囲に与え、それは、円錐表面の配向角度58により、管42の縦軸46と垂直に配向された第1の作用線134と、管に沿って(すなわち、縦軸46と実質的に平行に)配向された第2の作用線136とに分解され得る。
【0027】
図14との図13の比較によって示されるように、角度配向された円錐表面56に対すし与えた力のこれらの別個の作用線134および136は、1本の接触線120に沿った力の付与とともに、2つの変形が発生することを可能にする。第1の変形は、円筒形リング55、円錐表面56、およびパイプ要素126を半径方向内向きに(すなわち、縦軸46と実質的に垂直に)を永久に変形させる圧着138の形成である。変形させられるパイプ要素126の唯一の領域は、1本の接触線120の下にあることに留意されたい。円筒形リング55は、ダイ116に対する停止部の役割を果たし、半径方向力をパイプ要素126に伝達する。第2の変形は、チャネル52の中への円錐表面56の変形であり、それにより、チャネル容量を低減し、流体密封接合部を形成するように連結器40とパイプ要素126との間でシール64を圧縮する。加えて、変形は、連結器が圧着されているという視覚指示を提供する。図14で明白であるように、接触線120は、圧着過程中にパイプ要素に向かって円錐表面56に沿って移動することに留意されたい。
【0028】
圧着過程の完了時に、圧着ツールのジョーおよび位置合わせドッグが連結器から外向きに離され、ツールおよび連結器が係脱される。
【0029】
連結器の実施形態66を圧着する方法は、位置合わせドッグ140がダイ142と一体化して形成されるという点で実施形態40とはわずかに異なる。図15に示されるように、パイプ要素126は、連結器66の開放端48内に受け取られ、ソケット128内の段部130に対して定着される。次に、連結器66およびパイプ要素126は、圧着ツール108(図示せず)のジョー110(図示せず)の間に位置付けられる。ツール108は、位置合わせドッグ140の接触面144を、開放端48から離れるように向くリブ68の環状表面70と係合させるように作動させられる。半径方向外向きに突出するリブ68は、ジョーが圧着を達成するように完全に閉鎖された時に、位置合わせドッグ140が、環状表面70以外の連結器66のいずれの部分にも接触しないように十分短くされ得るように、サイズ決定される。これは、圧着を達成する、ダイ142と連結器66との間の唯一の係合が、連結器66の円錐表面56上で1本の接触線120に沿ったダイの接触面146によるものであることを確実にする。したがって、圧着を達成するために必要とされるエネルギーは、ダイと連結器との間の限定された接触によって限定される。
【0030】
図15でさらに示されるように、ツール108の作動は、ジョー110を閉鎖し、3つ全てのダイ142の接触面146を、1本の接触線120に沿った円錐表面56と係合させる。ジョーの閉鎖動作はまた、前述のように、ツール本体上のダイと係合するように連結器66を引き込む。ジョー110の上のダイ142のさらなる内向き進行は、実質的に半径方向に配向された力を円錐表面56の周囲に与え、それは、円錐表面の配向角度58により、管42の縦軸46と垂直に配向された第1の作用線134と、管に沿って(すなわち、縦軸46と実質的に平行に)配向された第2の作用線136とに分解され得る。
【0031】
図16との図15の比較によって示されるように、角度配向された円錐表面56に対する与えた力のこれらの別個の作用線134および136は、1本の接触線120に沿った力の付与とともに、2つの変形が発生することを可能にする。第1の変形は、円錐表面56およびパイプ要素126を半径方向内向きに(すなわち、縦軸46と実質的に垂直に)を永久に変形させる、圧着138の形成である。変形させられるパイプ要素126の唯一の領域は、1本の接触線120の下にあることに留意されたい。第2の変形は、チャネル52の中への円錐表面56の変形であり、それにより、チャネル容量を低減し、流体密封接合部を形成するように連結器66とパイプ要素126との間でシール64を圧縮する。加えて、変形は、連結器が圧着されているという視覚指示を提供する。図16で明白であるように、接触線120は、圧着過程中にパイプ要素に向かって円錐表面56に沿って移動することに留意されたい。位置合わせドッグ140は、ダイ142と連結器66との間の相対軸方向運動を防止し、第2の作用線136に沿った軸力が作用し得る、表面を提供する。
【0032】
圧着過程の完了時に、圧着ツールのジョーが連結器から外向きに離され、ツールおよび連結器が係脱される。
【0033】
本発明による圧着型連結器、圧着ツール、および圧着方法は、従来技術に優る種々の利点を提供する。圧着力、および1本の接触線に沿ってチャネルを変形させる力を与えることによって、連結器を変形させるために必要とされる力、したがって、圧着接合部を達成するために必要とされるエネルギーは、相互から離れた複数の接触線に沿って変形力を与える従来技術の方法によって提供されるよりも少ない。この利点は、種々の点で明白である。例えば、従来技術に従って可能であったよりも大きい直径のパイプ要素、またはより高い降伏強度を有するパイプ要素および連結器を、本発明による圧着によって接合することができる。同様に、本発明によれば、より厚い側壁を有するパイプ要素を効果的に圧着することができる。より大きい寸法公差を有するパイプ要素を、本発明による方法、ツール、および連結器によって確実に圧着することができる。さらに、より少ない力を与え、より少ないエネルギーを必要とするツールを使用することができ、ツールの作製をより安価にし、軽くし、コンパクトにし、操作を容易かつ安価にする。連結器は、縦方向に変形させられるため、従来技術に従って圧着された連結器よりも長さが短くなる傾向がある。L字形部、T字形部、およびレジューサ等の連結器について、これは、より小さい中心から端までの寸法が達成されることを可能にし、よりコンパクトな配管配設を得る。より短い係合長さはまた、連結器がともにより接近して位置付けられることも可能にし、それにより、従来技術による圧着連結器ではこれまで利用可能ではなかった設計代替案を提供する。
【特許請求の範囲】
【請求項1】
端から端までの関係でパイプ要素を接続するためのパイプ連結器であって、
管の内側に位置する縦軸を包囲する側壁によって規定される細長い管であって、前記パイプ要素のうちの1つを受け取るための第1の開放端を有する細長い管と、
前記管の周囲で円周方向に延在して、前記縦軸に対面する第1のチャネルであって、前記第1のチャネルは、前記側壁に形成される第1の半径方向隆起によって規定され、前記第1のチャネルは、前記第1の開放端に位置付けられ、前記第1の開放端に向かって対面する前記第1の半径方向隆起の一部分は、第1の円錐表面を備え、前記第1の円錐表面は、前記縦軸に対して角度配向されている、第1のチャネルと
を備え、
前記側壁は、前記第1の開放端を包囲し、かつ、前記第1の半径方向隆起から離れて軸方向に突出する第1の円筒形リングをさらに規定する、
パイプ連結器。
【請求項2】
前記第1の円錐表面は、前記縦軸に対して約30°から約60°の配向角度を有する、請求項1に記載のパイプ連結器。
【請求項3】
前記第1の円錐表面は、前記縦軸に対して約35°から約45°の配向角度を有する、請求項1に記載のパイプ連結器。
【請求項4】
前記第1の円錐表面は、前記縦軸に対して約40°の配向角度を有する、請求項1に記載のパイプ連結器。
【請求項5】
前記第1の円錐表面は、前記側壁の一部分を備え、前記側壁の一部分は、前記第1の半径方向隆起の残りの部分を形成する前記側壁の厚さよりも小さい厚さを有する、請求項1に記載のパイプ連結器。
【請求項6】
前記第1の円筒形リングは、前記側壁の一部分を備え、前記側壁の一部分は、前記第1の半径方向隆起の前記残りの部分を形成する前記側壁の厚さよりも小さい厚さを有する、請求項5に記載のパイプ連結器。
【請求項7】
前記第1の半径方向隆起は、第1の環状表面を備え、前記第1の環状表面は、前記第1の開放端から離れるほうを向き、前記縦軸に対して角度配向される、請求項1に記載のパイプ連結器。
【請求項8】
前記第1の半径方向隆起は、前記第1の半径方向隆起から外向きに突出する第1のリブを備え、前記第1のリブは、前記管の周囲で円周方向に延在し、前記第1の開放端から離れるほうに向いた前記第1の半径方向隆起の一部分の上に位置している、請求項7に記載のパイプ連結器。
【請求項9】
前記第1の環状表面は、前記縦軸に対して約80°から約105°の角度配向を有する、請求項7に記載のパイプ連結器。
【請求項10】
前記第1の環状表面は、前記縦軸に対して約85°から約95°の角度配向を有する、請求項7に記載のパイプ連結器。
【請求項11】
前記第1の環状表面は、前記縦軸に対して約87°の角度配向を有する、請求項7に記載のパイプ連結器。
【請求項12】
請求項1に記載のパイプ連結器と、前記管の前記第1の開放端内で受け取られるパイプ要素との組み合わせにおいて、前記パイプ要素は、約0.5インチから約4.5インチの外径と、約0.065インチから約0.337インチの壁厚さとを有する、請求項1に記載のパイプ連結器。
【請求項13】
前記第1の開放端とは反対の前記管の端に位置付けられている第2の開放端であって、前記パイプ要素のうちの別の1つを受け取るための第2の開放端と、
前記管の周囲で円周方向に延在して、前記縦軸に対面する第2のチャネルであって、前記第2のチャネルは、前記側壁に形成される第2の半径方向隆起によって規定され、前記第2のチャネルは、前記第2の開放端に位置付けられ、前記第2の開放端に向かって対面する前記第2の半径方向隆起の一部分は、第2の円錐表面を備え、前記第2の円錐表面は、前記縦軸に対して角度配向されている、第2のチャネルと
をさらに備え、
前記側壁は、前記第2の開放端を包囲し、かつ、前記第2の半径方向隆起から離れて軸方向に突出する第2の円筒形リングをさらに規定する、請求項1に記載のパイプ連結器。
【請求項14】
前記第2の円錐表面は、前記縦軸に対して約30°から約60°の配向角度を有する、請求項13に記載のパイプ連結器。
【請求項15】
前記第2の円錐表面は、前記縦軸に対して約35°から約45°の配向角度を有する、請求項13に記載のパイプ連結器。
【請求項16】
前記第2の円錐表面は、前記縦軸に対して約40°の配向角度を有する、請求項13に記載のパイプ連結器。
【請求項17】
前記第2の円錐表面は、前記側壁の一部分を備え、前記側壁の一部分は、前記第2の半径方向隆起の残りの部分を形成する前記側壁の厚さよりも小さい厚さを有する、請求項13に記載のパイプ連結器。
【請求項18】
前記第2の円筒形リングは、前記側壁の一部分を備え、前記側壁の一部分は、前記第1の半径方向隆起の前記残りの部分を形成する前記側壁の厚さよりも小さい厚さを有する、請求項17に記載のパイプ連結器。
【請求項19】
前記第2の半径方向隆起は、第2の環状表面を備え、前記第2の環状表面は、前記第2の開放端から離れるほうに向き、前記縦軸に対して角度配向されている、請求項13に記載のパイプ連結器。
【請求項20】
前記第2の半径方向隆起は、前記第2の半径方向隆起から外向きに突出する第2のリブを備え、前記第2のリブは、前記管の周囲で円周方向に延在し、かつ、前記第2の開放端から離れるほうに向いた前記第2の隆起の一部分の上に位置している、請求項19に記載のパイプ連結器。
【請求項21】
前記第2の環状表面は、前記縦軸に対して約80°から約105°の角度配向を有する、請求項19に記載のパイプ連結器。
【請求項22】
前記第2の環状表面は、前記縦軸に対して約85°から約95°の角度配向を有する、請求項19に記載のパイプ連結器。
【請求項23】
前記第2の環状表面は、前記縦軸に対して約87°の角度配向を有する、請求項19に記載のパイプ連結器。
【請求項24】
請求項13に記載のパイプ連結器と、前記管の前記第1の開放端内で受け取られる第1のパイプ要素、および前記管の第2の開放端内で受け取られる第2のパイプ要素との組み合わせにおいて、前記第1および第2のパイプ要素は、約0.5インチから約4.5インチの外径と、約0.065インチから約0.337インチの壁厚さとを有する、請求項13に記載のパイプ連結器。
【請求項25】
前記管は、直線形状である、請求項13に記載のパイプ連結器。
【請求項26】
前記管は、L字形状、T字形状、およびレジューサ形状から成る群より選択される、請求項13に記載のパイプ連結器。
【請求項27】
前記第1のチャネル内に位置付けられるシールをさらに備える、請求項1に記載のパイプ連結器。
【請求項28】
前記シールは、Oリングを備える、請求項27に記載のパイプ連結器。
【請求項29】
前記第1のチャネル内に位置付けられる第1のシール、および、前記第2のチャネル内に位置付けられる第2のシールをさらに備える、請求項13に記載のパイプ連結器。
【請求項30】
前記第1および第2のシールは、Oリングを備える、請求項29に記載のパイプ連結器。
【請求項31】
端から端までの関係でパイプ要素を接続するためのパイプ連結器であって、
管の内側に位置する縦軸を包囲する側壁によって規定される細長い管であって、前記パイプ要素を受け取るための第1の開放端および第2の開放端を有する細長い管と、
前記管の周囲で円周方向に延在して、前記縦軸に対面する第1のチャネルであって、前記第1のチャネルは、前記側壁に形成される第1の半径方向隆起によって規定され、前記第1の半径方向隆起の一部分は、前記第1の開放端に向かって対面し、かつ、第1の円錐表面を備え、前記第1の円錐表面は、前記縦軸に対して角度配向され、前記第1の半径方向隆起は、前記第1の開放端から離れるほうに向いた第1の環状表面をさらに備え、前記第1の環状表面は、前記縦軸に対して角度配向され、
前記側壁は、前記第1の開放端を包囲し、かつ、前記第1の半径方向隆起から離れて軸方向に突出する第1の円筒形リングをさらに規定する、
第1のチャネルと、
前記管の周囲で円周方向に延在して、前記縦軸に対面する第2のチャネルであって、前記第2のチャネルは、前記側壁に形成される第2の半径方向隆起によって規定され、前記第2の半径方向隆起の一部分は、前記第2の開放端に向かって対面し、かつ、第2の円錐表面を備え、前記第2の円錐表面は、前記縦軸に対して角度配向され、前記第2の半径方向隆起は、前記第2の開放端から離れるほうに向いた第2の環状表面をさらに備え、前記第2の環状表面は、前記縦軸に対して角度配向され、
前記側壁は、前記第2の開放端を包囲し、かつ、前記第2の半径方向隆起から離れて軸方向に突出する第2の円筒形リングをさらに規定する、
第2のチャネルと
を備える、パイプ連結器。
【請求項32】
前記円錐表面のうちの少なくとも1つは、前記縦軸に対して約30°から約60°の配向角度を有する、請求項31に記載のパイプ連結器。
【請求項33】
前記円錐表面のうちの少なくとも1つは、前記縦軸に対して約35°から約45°の配向角度を有する、請求項31に記載のパイプ連結器。
【請求項34】
前記円錐表面のうちの少なくとも1つは、前記縦軸に対して約40°の配向角度を有する、請求項31に記載のパイプ連結器。
【請求項35】
前記第1のチャネルは、前記第1の開放端に位置付けられる、請求項31に記載のパイプ連結器。
【請求項36】
前記第2のチャネルは、前記第2の開放端に位置付けられる、請求項35に記載のパイプ連結器。
【請求項37】
前記第1のチャネル内に位置付けられる第1のシール、および、前記第2のチャネル内に位置付けられる第2のシールをさらに備える、請求項31に記載のパイプ連結器。
【請求項38】
前記第1の円錐表面は、前記側壁の一部分を備え、前記側壁の一部分は、前記第1の半径方向隆起の残りの部分を形成する前記側壁の厚さよりも小さい厚さを有する、請求項31に記載のパイプ連結器。
【請求項39】
前記第1の半径方向隆起は、前記第1の半径方向隆起から外向きに突出する第1のリブを備え、前記第1のリブは、前記管の周囲で円周方向に延在し、かつ、前記第1の開放端から離れるほうに向いた前記第1の半径方向隆起の一部分の上に位置している、請求項31に記載のパイプ連結器。
【請求項40】
前記第1の環状表面は、前記縦軸に対して約80°から約105°の角度配向を有する、請求項31に記載のパイプ連結器。
【請求項41】
前記第1の環状表面は、前記縦軸に対して約85°から約95°の角度配向を有する、請求項31に記載のパイプ連結器。
【請求項42】
前記第1の環状表面は、前記縦軸に対して約87°の角度配向を有する、請求項31に記載のパイプ連結器。
【請求項43】
前記第2の半径方向隆起は、第2の環状表面を備え、前記第2の環状表面は、前記第2の開放端から離れるほうを向き、前記縦軸に対して角度配向されている、請求項31に記載のパイプ連結器。
【請求項44】
前記第2の半径方向隆起は、前記第2の半径方向隆起から外向きに突出する第2のリブを備え、前記第2のリブは、前記管の周囲で円周方向に延在し、かつ、前記第2の開放端から離れるほうを向いた前記第2の隆起の一部分の上に位置している、請求項43に記載のパイプ連結器。
【請求項45】
前記第2の環状表面は、前記縦軸に対して約80°から約105°の角度配向を有する、請求項43に記載のパイプ連結器。
【請求項46】
前記第2の環状表面は、前記縦軸に対して約85°から約95°の角度配向を有する、請求項43に記載のパイプ連結器。
【請求項47】
前記第2の環状表面は、前記縦軸に対して約87°の角度配向を有する、請求項43に記載のパイプ連結器。
【請求項48】
前記管は、直線管、L字形部、T字形部、およびレジューサから成る群より選択される、請求項31に記載のパイプ連結器。
【請求項49】
請求項31に記載のパイプ連結器と、前記管の前記第1の開放端内で受け取られる第1のパイプ要素および前記管の第2の開放端内で受け取られる第2のパイプ要素との組み合わせにおいて、前記第1および第2のパイプ要素は、約0.5インチから約4.5インチの外径と、約0.065インチから約0.337インチの壁厚さとを有する、請求項31に記載のパイプ連結器。
【請求項50】
連結器と前記連結器内で受け取られるパイプ要素との間の接合部を達成するように前記連結器を圧着するためのツールであって、前記連結器は、前記パイプ要素を受け取るための開放端を有する管と、前記管の側壁に形成される半径方向隆起によって規定される前記管の周囲で円周方向に延在するチャネルとを備え、前記隆起は、前記開放端に対面して位置付けられる角度配向された円錐表面と、前記開放端から離れるほうに向いて位置付けられる対向表面とを備える、ツールであって、
前記管を包囲して位置付け可能な複数のジョーであって、前記ジョーは、前記管に向かって、および前記管から離れて互に対して移動可能であり、前記ジョーのそれぞれは、前記ジョーのそれぞれの上に位置付けられたダイを有し、前記ダイのそれぞれは、前記ジョーが前記管に向かって移動させられた場合に、単一の接触面のみを有し、前記単一の接触面は、前記管の周囲で円周方向に延在する1本の作用線に沿って前記円錐表面のみに接触するように位置付けられる、ジョーと
を備える、ツール。
【請求項51】
前記ジョーは、相互に旋回可能に取り付けられる、請求項50に記載のツール。
【請求項52】
前記ツールの上に載置された少なくとも1つの位置合わせドッグをさらに備え、前記位置合わせドッグは、前記管に向かって、および前記管から離れて移動可能であり、前記位置合わせドッグは、前記ダイのうちの少なくとも1つと離間関係で、かつ前記ダイのうちの少なくとも1つに対面して位置付けられる接触面を有し、前記位置合わせドッグの前記接触面は、前記隆起の前記対向表面と係合可能であり、前記位置合わせドッグは、前記ダイに対する前記管の運動を防止する、請求項50に記載のツール。
【請求項53】
前記位置合わせドッグは、前記ジョーのうちの1つの上に載置される、請求項52に記載のツール。
【請求項54】
前記位置合わせドッグは、前記ダイのうちの1つと一体化して形成される、請求項52に記載のツール。
【請求項55】
複数の位置合わせドッグをさらに備え、前記位置合わせドッグのそれぞれは、前記ジョーのそれぞれの上に載置され、前記位置合わせドッグのそれぞれは、前記ダイのそれぞれと離間関係で、かつ前記ダイのそれぞれに対面して位置付けられる接触面を有し、前記位置合わせドッグの前記接触面は、前記ジョーが前記管に向かって移動させられた場合に、前記隆起の前記対向表面と係合可能であり、前記位置合わせドッグは、前記ダイに対する前記管の運動を防止する、請求項50に記載のツール。
【請求項56】
前記位置合わせドッグのそれぞれは、前記ダイのそれぞれと一体化して形成される、請求項55に記載のツール。
【請求項57】
連結器を前記連結器内で受け取られるパイプ要素に圧着する方法であって、前記連結器は、前記パイプ要素を受け取るための開放端を有する管を備え、前記管は、前記管の側壁の半径方向隆起によって形成される円周方向チャネルを有し、前記隆起は、前記開放端に対面して位置付けられる角度配向された円錐表面を備え、
前記方法は、
前記円錐表面の周囲で円周方向に延在する1本の接触線に沿って、前記円錐表面のみに半径方向に配向された力を与えることであって、前記力は、前記管と垂直に配向された第1の作用線と、前記管に沿って軸方向に配向された第2の作用線とを有する、ことと、
前記円錐表面を、前記管に向かって半径方向内向きに変形させることと、
前記円錐表面を、前記管に沿って軸方向に前記チャネルの中へ変形させることと、
前記パイプ要素を、前記管と前記パイプ要素との間の接触を通る前記1本の接触線の下のみで、半径方向内向きに変形させることと
を含む、方法。
【請求項58】
前記パイプ要素と前記連結器との間で流体密封接合部を達成するために、前記管と前記パイプ要素との間の前記チャネル内でシールを圧縮することをさらに含む、請求項57に記載の方法。
【請求項59】
前記力を与えながら、前記パイプ要素に向かって前記円錐表面に沿って前記接触線を移動させることをさらに含む、請求項57に記載の方法。
【請求項60】
前記隆起は、前記管の前記開放端から離れるように向いて位置付けられる対向表面をさらに備え、前記方法は、前記隆起の前記対向表面を支持することによって、前記管の軸方向運動を防止することをさらに含む、請求項57に記載の方法。
【請求項1】
端から端までの関係でパイプ要素を接続するためのパイプ連結器であって、
管の内側に位置する縦軸を包囲する側壁によって規定される細長い管であって、前記パイプ要素のうちの1つを受け取るための第1の開放端を有する細長い管と、
前記管の周囲で円周方向に延在して、前記縦軸に対面する第1のチャネルであって、前記第1のチャネルは、前記側壁に形成される第1の半径方向隆起によって規定され、前記第1のチャネルは、前記第1の開放端に位置付けられ、前記第1の開放端に向かって対面する前記第1の半径方向隆起の一部分は、第1の円錐表面を備え、前記第1の円錐表面は、前記縦軸に対して角度配向されている、第1のチャネルと
を備え、
前記側壁は、前記第1の開放端を包囲し、かつ、前記第1の半径方向隆起から離れて軸方向に突出する第1の円筒形リングをさらに規定する、
パイプ連結器。
【請求項2】
前記第1の円錐表面は、前記縦軸に対して約30°から約60°の配向角度を有する、請求項1に記載のパイプ連結器。
【請求項3】
前記第1の円錐表面は、前記縦軸に対して約35°から約45°の配向角度を有する、請求項1に記載のパイプ連結器。
【請求項4】
前記第1の円錐表面は、前記縦軸に対して約40°の配向角度を有する、請求項1に記載のパイプ連結器。
【請求項5】
前記第1の円錐表面は、前記側壁の一部分を備え、前記側壁の一部分は、前記第1の半径方向隆起の残りの部分を形成する前記側壁の厚さよりも小さい厚さを有する、請求項1に記載のパイプ連結器。
【請求項6】
前記第1の円筒形リングは、前記側壁の一部分を備え、前記側壁の一部分は、前記第1の半径方向隆起の前記残りの部分を形成する前記側壁の厚さよりも小さい厚さを有する、請求項5に記載のパイプ連結器。
【請求項7】
前記第1の半径方向隆起は、第1の環状表面を備え、前記第1の環状表面は、前記第1の開放端から離れるほうを向き、前記縦軸に対して角度配向される、請求項1に記載のパイプ連結器。
【請求項8】
前記第1の半径方向隆起は、前記第1の半径方向隆起から外向きに突出する第1のリブを備え、前記第1のリブは、前記管の周囲で円周方向に延在し、前記第1の開放端から離れるほうに向いた前記第1の半径方向隆起の一部分の上に位置している、請求項7に記載のパイプ連結器。
【請求項9】
前記第1の環状表面は、前記縦軸に対して約80°から約105°の角度配向を有する、請求項7に記載のパイプ連結器。
【請求項10】
前記第1の環状表面は、前記縦軸に対して約85°から約95°の角度配向を有する、請求項7に記載のパイプ連結器。
【請求項11】
前記第1の環状表面は、前記縦軸に対して約87°の角度配向を有する、請求項7に記載のパイプ連結器。
【請求項12】
請求項1に記載のパイプ連結器と、前記管の前記第1の開放端内で受け取られるパイプ要素との組み合わせにおいて、前記パイプ要素は、約0.5インチから約4.5インチの外径と、約0.065インチから約0.337インチの壁厚さとを有する、請求項1に記載のパイプ連結器。
【請求項13】
前記第1の開放端とは反対の前記管の端に位置付けられている第2の開放端であって、前記パイプ要素のうちの別の1つを受け取るための第2の開放端と、
前記管の周囲で円周方向に延在して、前記縦軸に対面する第2のチャネルであって、前記第2のチャネルは、前記側壁に形成される第2の半径方向隆起によって規定され、前記第2のチャネルは、前記第2の開放端に位置付けられ、前記第2の開放端に向かって対面する前記第2の半径方向隆起の一部分は、第2の円錐表面を備え、前記第2の円錐表面は、前記縦軸に対して角度配向されている、第2のチャネルと
をさらに備え、
前記側壁は、前記第2の開放端を包囲し、かつ、前記第2の半径方向隆起から離れて軸方向に突出する第2の円筒形リングをさらに規定する、請求項1に記載のパイプ連結器。
【請求項14】
前記第2の円錐表面は、前記縦軸に対して約30°から約60°の配向角度を有する、請求項13に記載のパイプ連結器。
【請求項15】
前記第2の円錐表面は、前記縦軸に対して約35°から約45°の配向角度を有する、請求項13に記載のパイプ連結器。
【請求項16】
前記第2の円錐表面は、前記縦軸に対して約40°の配向角度を有する、請求項13に記載のパイプ連結器。
【請求項17】
前記第2の円錐表面は、前記側壁の一部分を備え、前記側壁の一部分は、前記第2の半径方向隆起の残りの部分を形成する前記側壁の厚さよりも小さい厚さを有する、請求項13に記載のパイプ連結器。
【請求項18】
前記第2の円筒形リングは、前記側壁の一部分を備え、前記側壁の一部分は、前記第1の半径方向隆起の前記残りの部分を形成する前記側壁の厚さよりも小さい厚さを有する、請求項17に記載のパイプ連結器。
【請求項19】
前記第2の半径方向隆起は、第2の環状表面を備え、前記第2の環状表面は、前記第2の開放端から離れるほうに向き、前記縦軸に対して角度配向されている、請求項13に記載のパイプ連結器。
【請求項20】
前記第2の半径方向隆起は、前記第2の半径方向隆起から外向きに突出する第2のリブを備え、前記第2のリブは、前記管の周囲で円周方向に延在し、かつ、前記第2の開放端から離れるほうに向いた前記第2の隆起の一部分の上に位置している、請求項19に記載のパイプ連結器。
【請求項21】
前記第2の環状表面は、前記縦軸に対して約80°から約105°の角度配向を有する、請求項19に記載のパイプ連結器。
【請求項22】
前記第2の環状表面は、前記縦軸に対して約85°から約95°の角度配向を有する、請求項19に記載のパイプ連結器。
【請求項23】
前記第2の環状表面は、前記縦軸に対して約87°の角度配向を有する、請求項19に記載のパイプ連結器。
【請求項24】
請求項13に記載のパイプ連結器と、前記管の前記第1の開放端内で受け取られる第1のパイプ要素、および前記管の第2の開放端内で受け取られる第2のパイプ要素との組み合わせにおいて、前記第1および第2のパイプ要素は、約0.5インチから約4.5インチの外径と、約0.065インチから約0.337インチの壁厚さとを有する、請求項13に記載のパイプ連結器。
【請求項25】
前記管は、直線形状である、請求項13に記載のパイプ連結器。
【請求項26】
前記管は、L字形状、T字形状、およびレジューサ形状から成る群より選択される、請求項13に記載のパイプ連結器。
【請求項27】
前記第1のチャネル内に位置付けられるシールをさらに備える、請求項1に記載のパイプ連結器。
【請求項28】
前記シールは、Oリングを備える、請求項27に記載のパイプ連結器。
【請求項29】
前記第1のチャネル内に位置付けられる第1のシール、および、前記第2のチャネル内に位置付けられる第2のシールをさらに備える、請求項13に記載のパイプ連結器。
【請求項30】
前記第1および第2のシールは、Oリングを備える、請求項29に記載のパイプ連結器。
【請求項31】
端から端までの関係でパイプ要素を接続するためのパイプ連結器であって、
管の内側に位置する縦軸を包囲する側壁によって規定される細長い管であって、前記パイプ要素を受け取るための第1の開放端および第2の開放端を有する細長い管と、
前記管の周囲で円周方向に延在して、前記縦軸に対面する第1のチャネルであって、前記第1のチャネルは、前記側壁に形成される第1の半径方向隆起によって規定され、前記第1の半径方向隆起の一部分は、前記第1の開放端に向かって対面し、かつ、第1の円錐表面を備え、前記第1の円錐表面は、前記縦軸に対して角度配向され、前記第1の半径方向隆起は、前記第1の開放端から離れるほうに向いた第1の環状表面をさらに備え、前記第1の環状表面は、前記縦軸に対して角度配向され、
前記側壁は、前記第1の開放端を包囲し、かつ、前記第1の半径方向隆起から離れて軸方向に突出する第1の円筒形リングをさらに規定する、
第1のチャネルと、
前記管の周囲で円周方向に延在して、前記縦軸に対面する第2のチャネルであって、前記第2のチャネルは、前記側壁に形成される第2の半径方向隆起によって規定され、前記第2の半径方向隆起の一部分は、前記第2の開放端に向かって対面し、かつ、第2の円錐表面を備え、前記第2の円錐表面は、前記縦軸に対して角度配向され、前記第2の半径方向隆起は、前記第2の開放端から離れるほうに向いた第2の環状表面をさらに備え、前記第2の環状表面は、前記縦軸に対して角度配向され、
前記側壁は、前記第2の開放端を包囲し、かつ、前記第2の半径方向隆起から離れて軸方向に突出する第2の円筒形リングをさらに規定する、
第2のチャネルと
を備える、パイプ連結器。
【請求項32】
前記円錐表面のうちの少なくとも1つは、前記縦軸に対して約30°から約60°の配向角度を有する、請求項31に記載のパイプ連結器。
【請求項33】
前記円錐表面のうちの少なくとも1つは、前記縦軸に対して約35°から約45°の配向角度を有する、請求項31に記載のパイプ連結器。
【請求項34】
前記円錐表面のうちの少なくとも1つは、前記縦軸に対して約40°の配向角度を有する、請求項31に記載のパイプ連結器。
【請求項35】
前記第1のチャネルは、前記第1の開放端に位置付けられる、請求項31に記載のパイプ連結器。
【請求項36】
前記第2のチャネルは、前記第2の開放端に位置付けられる、請求項35に記載のパイプ連結器。
【請求項37】
前記第1のチャネル内に位置付けられる第1のシール、および、前記第2のチャネル内に位置付けられる第2のシールをさらに備える、請求項31に記載のパイプ連結器。
【請求項38】
前記第1の円錐表面は、前記側壁の一部分を備え、前記側壁の一部分は、前記第1の半径方向隆起の残りの部分を形成する前記側壁の厚さよりも小さい厚さを有する、請求項31に記載のパイプ連結器。
【請求項39】
前記第1の半径方向隆起は、前記第1の半径方向隆起から外向きに突出する第1のリブを備え、前記第1のリブは、前記管の周囲で円周方向に延在し、かつ、前記第1の開放端から離れるほうに向いた前記第1の半径方向隆起の一部分の上に位置している、請求項31に記載のパイプ連結器。
【請求項40】
前記第1の環状表面は、前記縦軸に対して約80°から約105°の角度配向を有する、請求項31に記載のパイプ連結器。
【請求項41】
前記第1の環状表面は、前記縦軸に対して約85°から約95°の角度配向を有する、請求項31に記載のパイプ連結器。
【請求項42】
前記第1の環状表面は、前記縦軸に対して約87°の角度配向を有する、請求項31に記載のパイプ連結器。
【請求項43】
前記第2の半径方向隆起は、第2の環状表面を備え、前記第2の環状表面は、前記第2の開放端から離れるほうを向き、前記縦軸に対して角度配向されている、請求項31に記載のパイプ連結器。
【請求項44】
前記第2の半径方向隆起は、前記第2の半径方向隆起から外向きに突出する第2のリブを備え、前記第2のリブは、前記管の周囲で円周方向に延在し、かつ、前記第2の開放端から離れるほうを向いた前記第2の隆起の一部分の上に位置している、請求項43に記載のパイプ連結器。
【請求項45】
前記第2の環状表面は、前記縦軸に対して約80°から約105°の角度配向を有する、請求項43に記載のパイプ連結器。
【請求項46】
前記第2の環状表面は、前記縦軸に対して約85°から約95°の角度配向を有する、請求項43に記載のパイプ連結器。
【請求項47】
前記第2の環状表面は、前記縦軸に対して約87°の角度配向を有する、請求項43に記載のパイプ連結器。
【請求項48】
前記管は、直線管、L字形部、T字形部、およびレジューサから成る群より選択される、請求項31に記載のパイプ連結器。
【請求項49】
請求項31に記載のパイプ連結器と、前記管の前記第1の開放端内で受け取られる第1のパイプ要素および前記管の第2の開放端内で受け取られる第2のパイプ要素との組み合わせにおいて、前記第1および第2のパイプ要素は、約0.5インチから約4.5インチの外径と、約0.065インチから約0.337インチの壁厚さとを有する、請求項31に記載のパイプ連結器。
【請求項50】
連結器と前記連結器内で受け取られるパイプ要素との間の接合部を達成するように前記連結器を圧着するためのツールであって、前記連結器は、前記パイプ要素を受け取るための開放端を有する管と、前記管の側壁に形成される半径方向隆起によって規定される前記管の周囲で円周方向に延在するチャネルとを備え、前記隆起は、前記開放端に対面して位置付けられる角度配向された円錐表面と、前記開放端から離れるほうに向いて位置付けられる対向表面とを備える、ツールであって、
前記管を包囲して位置付け可能な複数のジョーであって、前記ジョーは、前記管に向かって、および前記管から離れて互に対して移動可能であり、前記ジョーのそれぞれは、前記ジョーのそれぞれの上に位置付けられたダイを有し、前記ダイのそれぞれは、前記ジョーが前記管に向かって移動させられた場合に、単一の接触面のみを有し、前記単一の接触面は、前記管の周囲で円周方向に延在する1本の作用線に沿って前記円錐表面のみに接触するように位置付けられる、ジョーと
を備える、ツール。
【請求項51】
前記ジョーは、相互に旋回可能に取り付けられる、請求項50に記載のツール。
【請求項52】
前記ツールの上に載置された少なくとも1つの位置合わせドッグをさらに備え、前記位置合わせドッグは、前記管に向かって、および前記管から離れて移動可能であり、前記位置合わせドッグは、前記ダイのうちの少なくとも1つと離間関係で、かつ前記ダイのうちの少なくとも1つに対面して位置付けられる接触面を有し、前記位置合わせドッグの前記接触面は、前記隆起の前記対向表面と係合可能であり、前記位置合わせドッグは、前記ダイに対する前記管の運動を防止する、請求項50に記載のツール。
【請求項53】
前記位置合わせドッグは、前記ジョーのうちの1つの上に載置される、請求項52に記載のツール。
【請求項54】
前記位置合わせドッグは、前記ダイのうちの1つと一体化して形成される、請求項52に記載のツール。
【請求項55】
複数の位置合わせドッグをさらに備え、前記位置合わせドッグのそれぞれは、前記ジョーのそれぞれの上に載置され、前記位置合わせドッグのそれぞれは、前記ダイのそれぞれと離間関係で、かつ前記ダイのそれぞれに対面して位置付けられる接触面を有し、前記位置合わせドッグの前記接触面は、前記ジョーが前記管に向かって移動させられた場合に、前記隆起の前記対向表面と係合可能であり、前記位置合わせドッグは、前記ダイに対する前記管の運動を防止する、請求項50に記載のツール。
【請求項56】
前記位置合わせドッグのそれぞれは、前記ダイのそれぞれと一体化して形成される、請求項55に記載のツール。
【請求項57】
連結器を前記連結器内で受け取られるパイプ要素に圧着する方法であって、前記連結器は、前記パイプ要素を受け取るための開放端を有する管を備え、前記管は、前記管の側壁の半径方向隆起によって形成される円周方向チャネルを有し、前記隆起は、前記開放端に対面して位置付けられる角度配向された円錐表面を備え、
前記方法は、
前記円錐表面の周囲で円周方向に延在する1本の接触線に沿って、前記円錐表面のみに半径方向に配向された力を与えることであって、前記力は、前記管と垂直に配向された第1の作用線と、前記管に沿って軸方向に配向された第2の作用線とを有する、ことと、
前記円錐表面を、前記管に向かって半径方向内向きに変形させることと、
前記円錐表面を、前記管に沿って軸方向に前記チャネルの中へ変形させることと、
前記パイプ要素を、前記管と前記パイプ要素との間の接触を通る前記1本の接触線の下のみで、半径方向内向きに変形させることと
を含む、方法。
【請求項58】
前記パイプ要素と前記連結器との間で流体密封接合部を達成するために、前記管と前記パイプ要素との間の前記チャネル内でシールを圧縮することをさらに含む、請求項57に記載の方法。
【請求項59】
前記力を与えながら、前記パイプ要素に向かって前記円錐表面に沿って前記接触線を移動させることをさらに含む、請求項57に記載の方法。
【請求項60】
前記隆起は、前記管の前記開放端から離れるように向いて位置付けられる対向表面をさらに備え、前記方法は、前記隆起の前記対向表面を支持することによって、前記管の軸方向運動を防止することをさらに含む、請求項57に記載の方法。
【図1】

【図2】
【図3】
【図3A】
【図4】
【図4A】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図3A】
【図4】
【図4A】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公表番号】特表2012−519258(P2012−519258A)
【公表日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願番号】特願2011−552232(P2011−552232)
【出願日】平成22年4月1日(2010.4.1)
【国際出願番号】PCT/US2010/029598
【国際公開番号】WO2010/114983
【国際公開日】平成22年10月7日(2010.10.7)
【出願人】(510218928)ビクターリック カンパニー (7)
【Fターム(参考)】
【公表日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願日】平成22年4月1日(2010.4.1)
【国際出願番号】PCT/US2010/029598
【国際公開番号】WO2010/114983
【国際公開日】平成22年10月7日(2010.10.7)
【出願人】(510218928)ビクターリック カンパニー (7)
【Fターム(参考)】
[ Back to top ]