
圧着検査機能を有する圧着装置
【課題】精度よく圧着高さを測定管理できる圧着検査機能を有する圧着装置を提供する。
【解決手段】エアーシリンダと,前記エアーシリンダの上部に置かれた,下型ダイスと上型ダイスとを備えるダイス部を有し,前記下型ダイスは,前記エアーシリンダにより前記上型ダイスに対向して押し上げられるように設けられ,且つ前記下型ダイスにセンサープレートが固定されており,さらに,前記ダイスと並列して接触式センサーを有し,前記接触式センサーの接触子の先端が前記センサープレートに接触して移動された接触子の位置を測定値として測定する圧着性能検査機を有することを特徴とする。
【解決手段】エアーシリンダと,前記エアーシリンダの上部に置かれた,下型ダイスと上型ダイスとを備えるダイス部を有し,前記下型ダイスは,前記エアーシリンダにより前記上型ダイスに対向して押し上げられるように設けられ,且つ前記下型ダイスにセンサープレートが固定されており,さらに,前記ダイスと並列して接触式センサーを有し,前記接触式センサーの接触子の先端が前記センサープレートに接触して移動された接触子の位置を測定値として測定する圧着性能検査機を有することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は,電気配線材と電気接続用の圧着端子の接続を行う装置に関し,特に圧着検査機能を備えた圧着装置に関する。
【背景技術】
【0002】
電気配線材と電気接続用の圧着端子の接続のために,従来より種々の形態の圧着工具が用いられている(例えば,特許文献1−3)。
【0003】
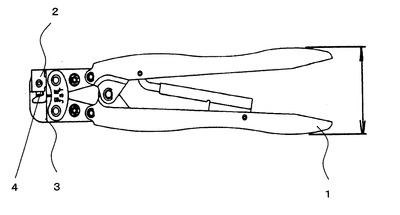
特許部文献1,2に記載の圧着工具は,図1に図示する形態に類似の手動圧着工具を用いる機構である。
【0004】
通常,図1に示す手動圧着工具は,アーム1を握ることにより固定ダイス2,3間に置かれた電気接続用の圧着端子4をかしめて,電気配線材と圧着端子4を接続する構造を有している。
【0005】
これに対して,特許文献1に記載の発明は,圧着作業を軽減するために,エアーシリンダにつながるワイヤを伸縮させて,手動圧着工具のアームの開閉を行わす構造である。一方,特許文献2に記載の発明は,手動圧着工具のアームにピニオンと歯車を連結し,駆動機構により歯車を駆動回転する機構である。これにより,駆動機構を動力源として手動圧着工具のアームの開閉が行われる。
【0006】
ここで,圧着工具は,長年の使用によりハンドル荷重が変化し,可動ダイス2と固定ダイス3間に形成される間隙の大きさが変化して,圧着力が悪くなる。これにより,圧着端子と電気配線材の接続不具合が生じ信頼性に影響を与えるおそれが生じる。
【0007】
したがって,かかる状態を早期に検知して,圧着工具を調整することが必要である。特許文献3は,油圧式圧着工具の油圧やモーターの駆動電流の検出によって圧着不良を判断することを開示している。
【特許文献1】特開2002−127035号公報
【特許文献2】特開平8−130080号公報
【特許文献3】特開2003−136421号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
上記特許文献3に示す圧着不良の仕組みでは,圧着された状態の圧着高さを直接管理することはできない。
【0009】
したがって,本願発明の目的は,精度よく圧着高さを測定管理できる圧着検査機能を有する圧着装置を提供することにある。
【課題を解決するための手段】
【0010】
上記の課題を達成する本発明に従う圧着検査機能を有する圧着装置は,エアーシリンダと,前記エアーシリンダの上部に置かれた,下型ダイスと上型ダイスとを備えるダイス部を有し,前記下型ダイスは,前記エアーシリンダにより前記上型ダイスに対向して押し上げられるように設けられ,且つ前記下型ダイスにセンサープレートが固定されており,さらに,前記ダイスと並列して接触式センサーを有し,前記接触式センサーの接触子の先端が前記センサープレートに接触して移動された接触子の位置を測定値として測定する圧着性能検査機を有することを特徴とする。
【0011】
さらに好ましい態様として,前記接触子の位置は,圧着後の圧着端子の高さを表し,前記圧着性能検査機は,前記圧着後の圧着端子の高さが,規格値の公差範囲内であれば,ランプ表示とブザーにより表示することを特徴とする。
【0012】
また,さらなる態様として,前記下型ダイスと上型ダイスとの間に圧着端子と接続する電線の位置決めを行うロケーター有することを特徴とする。
【0013】
さらに,一態様として,前記下型ダイスと上型ダイスは,ピンにより取り替え可能に前記ダイス部に設置されることを特徴とする。
【発明の効果】
【0014】
本発明により,圧着工具の性能を作業者の感覚に頼らずメータ表示及び合格ランプの点灯有無の確認のみで,性能合否を判定することが出来る。
【発明を実施するための最良の形態】
【0015】
以下に図面に従い,本発明の実施の形態例を説明する。
【0016】
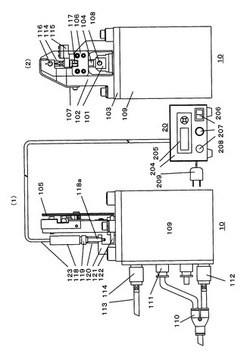
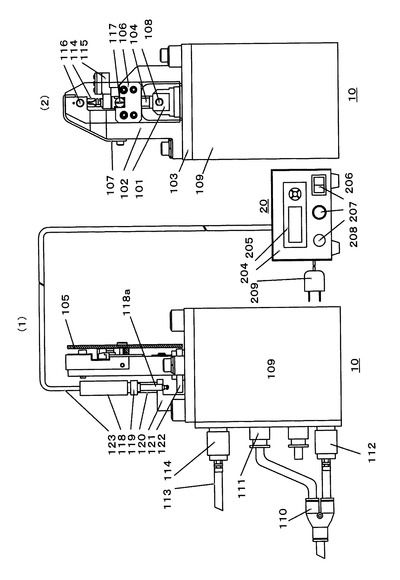
図2は,本発明に従う圧着装置の実施の形態例を示す図である。図2において,圧着工具10と,圧着結果検査機20が示されている。図2(1)は,圧着工具10の正面図と,これに接続された圧着結果検査機20が示されている。図2(2)は,圧着工具10の側面図を示している。
【0017】
図2において,圧着工具10は,エアーシリンダ109を有し,エアーシリンダ109の上部にダイス部と,圧着結果検査機20の一部である接触式センサ部を有している。
【0018】
ダイス部は,図2(2)により説明すると,ベースプレート103を介してエアーシリンダ109により上方に押し出されるピストンヘッド101を有している。
【0019】
ピストンヘッド101には,スライドピン108によりスライド104が連結している。
【0020】
下型ピン117により下型ダイス115が取り付けられ,上型ピン116により,上型ダイス114が固定される。
【0021】
,上型ピン116により上型ダイス114が取り付けられている。下型ダイス115及び上型ダイス114は,使用する圧着端子の大きさに応じて,適宜のものが下型ピン117及び上型ピン116により変更取り付けが可能である。
【0022】
スライドカバー106によりスライド104の傾きを防止している。
【0023】
ダイス部は,フロントカバー105により前面が安全のために,カバーされている。
【0024】
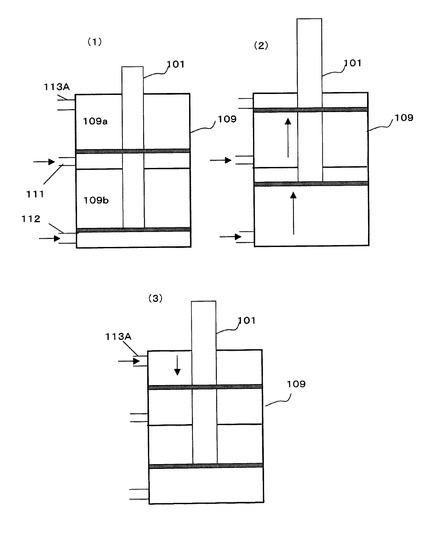
図2(1)において,エアーシリンダ109は,実施例として二重の圧力室を有している。図3は,エアーシリンダ109の内部構造の概略図である。
【0025】
図3(1)は,エアーシリンダ109のピストンが最下側にあるとき,図3(2)は,シリンダ109のピストンが最上側にあるとき,図3(3)は,シリンダ109のピストンが最上側から押し下げられる途中の状態を示している。
【0026】
図3(1)において,図示しないエアー供給源から送られるエアーが,コネクタ110で分岐してノズル111,112を通して,2室109a,bに供給される。これにより図3(2)に示すように,ピストンが上昇し,ピストンヘッド101が押し上げられる。
【0027】
図3(3)において,エアーホース113からノズル113Aに送られるエアーにより押し下げ力が供給され,ピストンヘッド101が図3(1)の位置に復帰される。
【0028】
図2に戻り,本発明の特徴とする圧着性能を検査する仕組みを説明する。
【0029】
ベースプレート103上にセンサーブラケット121が固定され,更にカラー120上部にセンサーブラケット119により接触式センサー118が取り付けられている。接触式センサー118とコントロールボックス204は,センサーケーブル123により接続されている。
【0030】
スライダ104の上方向への移動により接触式センサー118の接触子が,前記スライダ104に固定されたセンサープレート122に突き当たる。
【0031】
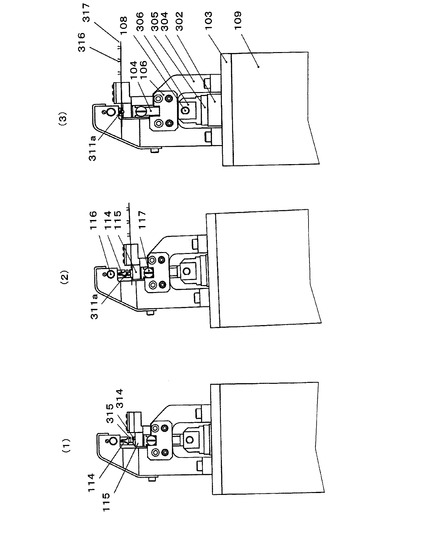
図4は,圧着工程の状態を示す図である。図4(1)圧着端子装着前,図4(2)は,圧着端子及び電線を装着した状態を示す。圧着端子は,連続端子が使用できる。図4(3)は,圧着端子に電線311aを配置して上型,下型ダイスで圧着した状態を示す。
【0032】
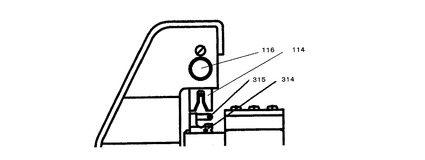
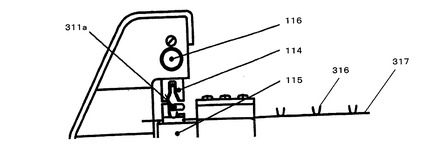
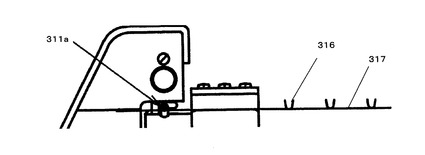
図5,図6及び図7は,それぞれ図4(1),(2)及び(3)に対応して,ダイス部を拡大して示す図である。
【0033】
図5,図6及び図7により圧着動作を説明する。図4(1)及び図5に示すように,下型ダイス310と上型ダイス312の間に圧着端子と接続する電線の位置決めを行うロケーター315を有している。さらに,下型ダイス115に切断刃314を有している。圧着の際に,図4(2) 及び図6に示すように,端子つなぎ桟(フープ)317に所定間隔に形成されている端子ピン316を下型ダイス115上に位置づける。同時に,電線をロケーター315により位置決めする。
【0034】
ついで,エアーシリンダ109を図3に示したように動作させることにより,スライド104を上昇させ,図4(3)及び図7に示すように,下型ダイス115により電線311aを端子ピン316で挟んで,上型ダイス114に圧力で押し付け,圧着が行われる。同時に切断刃315(図481)参照)により,圧着された状態の圧着端子と電線がフープ317から切り離される。
【0035】
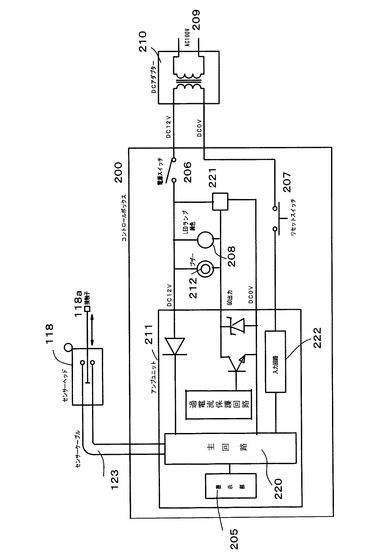
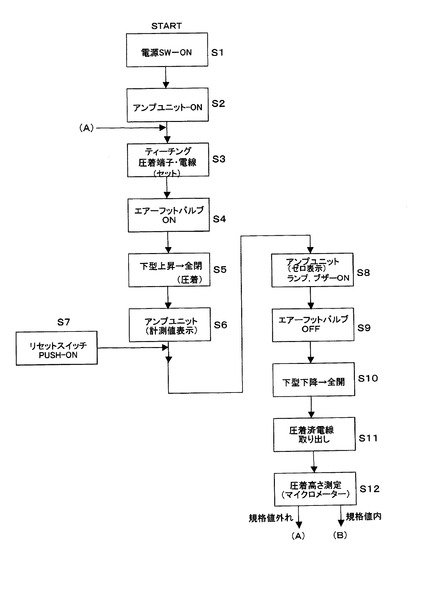
図8は,上記圧着工具における圧着性能を検査するための検査機の構成例である。さらに,図9,図10は,図8に示す検査機を用いた検査処理フローである(その1,その2)。図9,図10に従い図8の検査機の動作を説明する。
【0036】
DCアダプター210を通して,電源209がコントロールボックス200に供給されている。
【0037】
電源スイッチ206を投入する(ステップS1)と,DCアンプユニット211に電源が供給される(ステップS2)。
【0038】
次いで,学習用圧着端子と,電線をセットする(ステップS3:図4(1))。図示しないエアーフットバルブをONする(ステップS4)。これにより,図3に示したように,ピストンが上昇し,下型ダイス115が上昇し,圧着動作が行われる(ステップS5)。
【0039】
このとき,センサーヘッド118の接触子118aの先端がセンサープレート122に突き当たり,下型ダイス115が上昇した大きさに対応して,センサーヘッド118内に接触子118が押し込まれる。したがって,センサーヘッド118は,接触子118aが押し込まれた大きさに対応する変化電流をアンプユニット211の主回路220に送る。
【0040】
主回路220は,変化電流に対応する大きさの測定数値を表示部205に表示する(ステップS6)。ついで,この表示された状態を設定するべくリセットスイッチ207をONとする(ステップS7)。入力回路222を通してリセット信号が主回路220に入力される。
【0041】
したがって,アンプユニット211は,主回路220により表示部205の常時をゼロ表示する。同時にランプ208をONし,ブザー212を鳴動するように動作する(ステップS8)。
【0042】
ついで,エアーフットバルブをOFFとして(ステップS9),下型ダイス115を下降し,下型ダイス115と上型ダイス114間を全開する(ステップS10)。
【0043】
学習用の圧着済み電線を外し(ステップS11),圧着高さをマイクロメータ等により測定する(ステップS12)。
【0044】
この測定において,規格値から外れている場合は,ステップS3に戻り,別の圧着端子と電線を設置して学習をやり直す。
【0045】
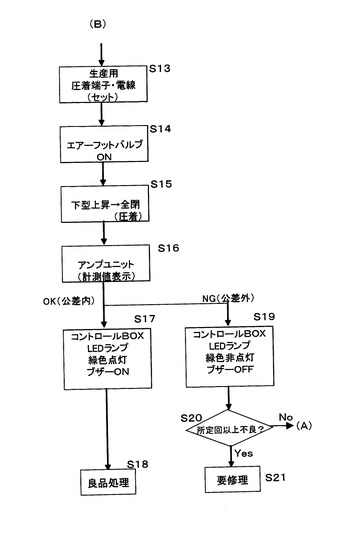
規格値内に入っている場合は,図10のフローに移行し,生産用の圧着を行う。
【0046】
すなわち,生産用の圧着端子と電線をステップS3におけると同様にセットする(ステップS13)。
【0047】
ついで,ステップS4,5,6に対応してエアーフットバルブをONする(ステップS14)。これにより,図3に示したように,ピストンが上昇し,下型ダイス115が上昇し,圧着動作が行われる(ステップS15)。
【0048】
このとき,センサーヘッド118の接触子118aの先端がセンサープレート122に突き当たり,下型ダイス115が上昇した大きさに対応して,センサーヘッド118内に接触子118が押し込まれる。したがって,センサーヘッド118は,接触子118aが押し込まれた大きさに対応する変化電流をアンプユニット211の主回路220に送る。
【0049】
主回路220は,変化電流に対応する大きさから,接触子118aの位置を測定しその測定数値を表示部205に表示する(ステップS16)。
【0050】
この測定数値は,圧着後の圧着端子の高さを示し,規格値に対し,±5/100)内であれば,コントロールボックス200のLEDランプ208を緑色点灯し,ブザー21をONとする(ステップS17)。これにより圧着結果は良品と判定され,良品処理が行われる(ステップS18)。
【0051】
一方,計測値が公差外である時,LEDランプ208を非点灯,ブザーをOFFとする(ステップS19)。
【0052】
このとき,LEDランプ208を非点灯,ブザーをOFFとする回数が電子カウンタ221でカウントされる。したがって,初めての不良であるとき,及び所定不良回数以下の時,ステップS3に戻り,ステップS3からの処理を繰り返す。
【0053】
また,電子カウンタ221のカウント値が所定回数以上であるときは(ステップS20,Yes),圧着工具の不良として要修理の処理を行う(ステップS21)。
【0054】
上記したように,本発明は,下型ダイスをエアーシリンダにより上昇して圧着端子と電線を上型ダイスに圧接することにより圧着を行う圧着装置であり,且つ圧着された状態を測定して規格値と比較することにより良品を判定している。したがって,本発明の使用により生産品の正しい管理が可能である。
【0055】
同時に,圧着工具の性能を作業者の感覚に頼らずメータ表示及び合格ランプの点灯有無の確認のみで,性能合否を判定することが出来る。
【0056】
よって,熟練者に依存することなく点検の信頼性を高めることが出来,製品の信頼性向上と,コスト削減を可能に出来,産業上寄与するところ大である。
【図面の簡単な説明】
【0057】
【図1】手動圧着工具の例を示す図である。
【図2】本発明に従う圧着装置の実施の形態例を示す図である。
【図3】エアーシリンダ109の内部構造の概略図である。
【図4】圧着工程の状態を示す図である。
【図5】図4(1)に対応して,ダイス部を拡大して示す図である。
【図6】図4(2)に対応して,ダイス部を拡大して示す図である。
【図7】図4(3)に対応して,ダイス部を拡大して示す図である。
【図8】圧着工具における圧着性能を検査するための検査機の構成例である。
【図9】図8に示す検査機を用いた検査処理フローである(その1)。
【図10】図8に示す検査機を用いた検査処理フローである(その2)。
【符号の説明】
【0058】
10 圧着工具
20 圧着性能検査機
101 ピストンヘッド
102 ヘッド
103 ベースプレート
104 スライド
105 フロントカバー
106 スライドカバー
107 ヘッドカバー
108 スライドピン
109 エアーシリンダ
110 コネクタ
111,112,113A ノズル
113 エアーホース
114 上型ダイス
115 下型ダイス
118 接触式センサー
118a 接触子
122 センサープレート
【技術分野】
【0001】
本発明は,電気配線材と電気接続用の圧着端子の接続を行う装置に関し,特に圧着検査機能を備えた圧着装置に関する。
【背景技術】
【0002】
電気配線材と電気接続用の圧着端子の接続のために,従来より種々の形態の圧着工具が用いられている(例えば,特許文献1−3)。
【0003】
特許部文献1,2に記載の圧着工具は,図1に図示する形態に類似の手動圧着工具を用いる機構である。
【0004】
通常,図1に示す手動圧着工具は,アーム1を握ることにより固定ダイス2,3間に置かれた電気接続用の圧着端子4をかしめて,電気配線材と圧着端子4を接続する構造を有している。
【0005】
これに対して,特許文献1に記載の発明は,圧着作業を軽減するために,エアーシリンダにつながるワイヤを伸縮させて,手動圧着工具のアームの開閉を行わす構造である。一方,特許文献2に記載の発明は,手動圧着工具のアームにピニオンと歯車を連結し,駆動機構により歯車を駆動回転する機構である。これにより,駆動機構を動力源として手動圧着工具のアームの開閉が行われる。
【0006】
ここで,圧着工具は,長年の使用によりハンドル荷重が変化し,可動ダイス2と固定ダイス3間に形成される間隙の大きさが変化して,圧着力が悪くなる。これにより,圧着端子と電気配線材の接続不具合が生じ信頼性に影響を与えるおそれが生じる。
【0007】
したがって,かかる状態を早期に検知して,圧着工具を調整することが必要である。特許文献3は,油圧式圧着工具の油圧やモーターの駆動電流の検出によって圧着不良を判断することを開示している。
【特許文献1】特開2002−127035号公報
【特許文献2】特開平8−130080号公報
【特許文献3】特開2003−136421号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
上記特許文献3に示す圧着不良の仕組みでは,圧着された状態の圧着高さを直接管理することはできない。
【0009】
したがって,本願発明の目的は,精度よく圧着高さを測定管理できる圧着検査機能を有する圧着装置を提供することにある。
【課題を解決するための手段】
【0010】
上記の課題を達成する本発明に従う圧着検査機能を有する圧着装置は,エアーシリンダと,前記エアーシリンダの上部に置かれた,下型ダイスと上型ダイスとを備えるダイス部を有し,前記下型ダイスは,前記エアーシリンダにより前記上型ダイスに対向して押し上げられるように設けられ,且つ前記下型ダイスにセンサープレートが固定されており,さらに,前記ダイスと並列して接触式センサーを有し,前記接触式センサーの接触子の先端が前記センサープレートに接触して移動された接触子の位置を測定値として測定する圧着性能検査機を有することを特徴とする。
【0011】
さらに好ましい態様として,前記接触子の位置は,圧着後の圧着端子の高さを表し,前記圧着性能検査機は,前記圧着後の圧着端子の高さが,規格値の公差範囲内であれば,ランプ表示とブザーにより表示することを特徴とする。
【0012】
また,さらなる態様として,前記下型ダイスと上型ダイスとの間に圧着端子と接続する電線の位置決めを行うロケーター有することを特徴とする。
【0013】
さらに,一態様として,前記下型ダイスと上型ダイスは,ピンにより取り替え可能に前記ダイス部に設置されることを特徴とする。
【発明の効果】
【0014】
本発明により,圧着工具の性能を作業者の感覚に頼らずメータ表示及び合格ランプの点灯有無の確認のみで,性能合否を判定することが出来る。
【発明を実施するための最良の形態】
【0015】
以下に図面に従い,本発明の実施の形態例を説明する。
【0016】
図2は,本発明に従う圧着装置の実施の形態例を示す図である。図2において,圧着工具10と,圧着結果検査機20が示されている。図2(1)は,圧着工具10の正面図と,これに接続された圧着結果検査機20が示されている。図2(2)は,圧着工具10の側面図を示している。
【0017】
図2において,圧着工具10は,エアーシリンダ109を有し,エアーシリンダ109の上部にダイス部と,圧着結果検査機20の一部である接触式センサ部を有している。
【0018】
ダイス部は,図2(2)により説明すると,ベースプレート103を介してエアーシリンダ109により上方に押し出されるピストンヘッド101を有している。
【0019】
ピストンヘッド101には,スライドピン108によりスライド104が連結している。
【0020】
下型ピン117により下型ダイス115が取り付けられ,上型ピン116により,上型ダイス114が固定される。
【0021】
,上型ピン116により上型ダイス114が取り付けられている。下型ダイス115及び上型ダイス114は,使用する圧着端子の大きさに応じて,適宜のものが下型ピン117及び上型ピン116により変更取り付けが可能である。
【0022】
スライドカバー106によりスライド104の傾きを防止している。
【0023】
ダイス部は,フロントカバー105により前面が安全のために,カバーされている。
【0024】
図2(1)において,エアーシリンダ109は,実施例として二重の圧力室を有している。図3は,エアーシリンダ109の内部構造の概略図である。
【0025】
図3(1)は,エアーシリンダ109のピストンが最下側にあるとき,図3(2)は,シリンダ109のピストンが最上側にあるとき,図3(3)は,シリンダ109のピストンが最上側から押し下げられる途中の状態を示している。
【0026】
図3(1)において,図示しないエアー供給源から送られるエアーが,コネクタ110で分岐してノズル111,112を通して,2室109a,bに供給される。これにより図3(2)に示すように,ピストンが上昇し,ピストンヘッド101が押し上げられる。
【0027】
図3(3)において,エアーホース113からノズル113Aに送られるエアーにより押し下げ力が供給され,ピストンヘッド101が図3(1)の位置に復帰される。
【0028】
図2に戻り,本発明の特徴とする圧着性能を検査する仕組みを説明する。
【0029】
ベースプレート103上にセンサーブラケット121が固定され,更にカラー120上部にセンサーブラケット119により接触式センサー118が取り付けられている。接触式センサー118とコントロールボックス204は,センサーケーブル123により接続されている。
【0030】
スライダ104の上方向への移動により接触式センサー118の接触子が,前記スライダ104に固定されたセンサープレート122に突き当たる。
【0031】
図4は,圧着工程の状態を示す図である。図4(1)圧着端子装着前,図4(2)は,圧着端子及び電線を装着した状態を示す。圧着端子は,連続端子が使用できる。図4(3)は,圧着端子に電線311aを配置して上型,下型ダイスで圧着した状態を示す。
【0032】
図5,図6及び図7は,それぞれ図4(1),(2)及び(3)に対応して,ダイス部を拡大して示す図である。
【0033】
図5,図6及び図7により圧着動作を説明する。図4(1)及び図5に示すように,下型ダイス310と上型ダイス312の間に圧着端子と接続する電線の位置決めを行うロケーター315を有している。さらに,下型ダイス115に切断刃314を有している。圧着の際に,図4(2) 及び図6に示すように,端子つなぎ桟(フープ)317に所定間隔に形成されている端子ピン316を下型ダイス115上に位置づける。同時に,電線をロケーター315により位置決めする。
【0034】
ついで,エアーシリンダ109を図3に示したように動作させることにより,スライド104を上昇させ,図4(3)及び図7に示すように,下型ダイス115により電線311aを端子ピン316で挟んで,上型ダイス114に圧力で押し付け,圧着が行われる。同時に切断刃315(図481)参照)により,圧着された状態の圧着端子と電線がフープ317から切り離される。
【0035】
図8は,上記圧着工具における圧着性能を検査するための検査機の構成例である。さらに,図9,図10は,図8に示す検査機を用いた検査処理フローである(その1,その2)。図9,図10に従い図8の検査機の動作を説明する。
【0036】
DCアダプター210を通して,電源209がコントロールボックス200に供給されている。
【0037】
電源スイッチ206を投入する(ステップS1)と,DCアンプユニット211に電源が供給される(ステップS2)。
【0038】
次いで,学習用圧着端子と,電線をセットする(ステップS3:図4(1))。図示しないエアーフットバルブをONする(ステップS4)。これにより,図3に示したように,ピストンが上昇し,下型ダイス115が上昇し,圧着動作が行われる(ステップS5)。
【0039】
このとき,センサーヘッド118の接触子118aの先端がセンサープレート122に突き当たり,下型ダイス115が上昇した大きさに対応して,センサーヘッド118内に接触子118が押し込まれる。したがって,センサーヘッド118は,接触子118aが押し込まれた大きさに対応する変化電流をアンプユニット211の主回路220に送る。
【0040】
主回路220は,変化電流に対応する大きさの測定数値を表示部205に表示する(ステップS6)。ついで,この表示された状態を設定するべくリセットスイッチ207をONとする(ステップS7)。入力回路222を通してリセット信号が主回路220に入力される。
【0041】
したがって,アンプユニット211は,主回路220により表示部205の常時をゼロ表示する。同時にランプ208をONし,ブザー212を鳴動するように動作する(ステップS8)。
【0042】
ついで,エアーフットバルブをOFFとして(ステップS9),下型ダイス115を下降し,下型ダイス115と上型ダイス114間を全開する(ステップS10)。
【0043】
学習用の圧着済み電線を外し(ステップS11),圧着高さをマイクロメータ等により測定する(ステップS12)。
【0044】
この測定において,規格値から外れている場合は,ステップS3に戻り,別の圧着端子と電線を設置して学習をやり直す。
【0045】
規格値内に入っている場合は,図10のフローに移行し,生産用の圧着を行う。
【0046】
すなわち,生産用の圧着端子と電線をステップS3におけると同様にセットする(ステップS13)。
【0047】
ついで,ステップS4,5,6に対応してエアーフットバルブをONする(ステップS14)。これにより,図3に示したように,ピストンが上昇し,下型ダイス115が上昇し,圧着動作が行われる(ステップS15)。
【0048】
このとき,センサーヘッド118の接触子118aの先端がセンサープレート122に突き当たり,下型ダイス115が上昇した大きさに対応して,センサーヘッド118内に接触子118が押し込まれる。したがって,センサーヘッド118は,接触子118aが押し込まれた大きさに対応する変化電流をアンプユニット211の主回路220に送る。
【0049】
主回路220は,変化電流に対応する大きさから,接触子118aの位置を測定しその測定数値を表示部205に表示する(ステップS16)。
【0050】
この測定数値は,圧着後の圧着端子の高さを示し,規格値に対し,±5/100)内であれば,コントロールボックス200のLEDランプ208を緑色点灯し,ブザー21をONとする(ステップS17)。これにより圧着結果は良品と判定され,良品処理が行われる(ステップS18)。
【0051】
一方,計測値が公差外である時,LEDランプ208を非点灯,ブザーをOFFとする(ステップS19)。
【0052】
このとき,LEDランプ208を非点灯,ブザーをOFFとする回数が電子カウンタ221でカウントされる。したがって,初めての不良であるとき,及び所定不良回数以下の時,ステップS3に戻り,ステップS3からの処理を繰り返す。
【0053】
また,電子カウンタ221のカウント値が所定回数以上であるときは(ステップS20,Yes),圧着工具の不良として要修理の処理を行う(ステップS21)。
【0054】
上記したように,本発明は,下型ダイスをエアーシリンダにより上昇して圧着端子と電線を上型ダイスに圧接することにより圧着を行う圧着装置であり,且つ圧着された状態を測定して規格値と比較することにより良品を判定している。したがって,本発明の使用により生産品の正しい管理が可能である。
【0055】
同時に,圧着工具の性能を作業者の感覚に頼らずメータ表示及び合格ランプの点灯有無の確認のみで,性能合否を判定することが出来る。
【0056】
よって,熟練者に依存することなく点検の信頼性を高めることが出来,製品の信頼性向上と,コスト削減を可能に出来,産業上寄与するところ大である。
【図面の簡単な説明】
【0057】
【図1】手動圧着工具の例を示す図である。
【図2】本発明に従う圧着装置の実施の形態例を示す図である。
【図3】エアーシリンダ109の内部構造の概略図である。
【図4】圧着工程の状態を示す図である。
【図5】図4(1)に対応して,ダイス部を拡大して示す図である。
【図6】図4(2)に対応して,ダイス部を拡大して示す図である。
【図7】図4(3)に対応して,ダイス部を拡大して示す図である。
【図8】圧着工具における圧着性能を検査するための検査機の構成例である。
【図9】図8に示す検査機を用いた検査処理フローである(その1)。
【図10】図8に示す検査機を用いた検査処理フローである(その2)。
【符号の説明】
【0058】
10 圧着工具
20 圧着性能検査機
101 ピストンヘッド
102 ヘッド
103 ベースプレート
104 スライド
105 フロントカバー
106 スライドカバー
107 ヘッドカバー
108 スライドピン
109 エアーシリンダ
110 コネクタ
111,112,113A ノズル
113 エアーホース
114 上型ダイス
115 下型ダイス
118 接触式センサー
118a 接触子
122 センサープレート
【特許請求の範囲】
【請求項1】
エアーシリンダと,
前記エアーシリンダの上部に置かれた,下型ダイスと上型ダイスとを備えるダイス部を有し,
前記下型ダイスは,前記エアーシリンダにより前記上型ダイスに対向して押し上げられるように設けられ,且つ前記下型ダイスにセンサープレートが固定されており,
さらに,前記ダイスと並列して接触式センサーを有し,
前記接触式センサーの接触子の先端が前記センサープレートに接触して移動された接触子の位置を測定値として測定する圧着性能検査機を有する,
ことを特徴とする圧着検査機能を有する圧着装置。
【請求項2】
請求項1において,
前記接触子の位置は,圧着後の圧着端子の高さを表し,前記圧着性能検査機は,前記圧着後の圧着端子の高さが,規格値の公差範囲内であれば,ランプ表示とブザーにより表示することを特徴とする圧着検査機能を有する圧着装置。
【請求項3】
請求項1において,
さらに,前記下型ダイスと上型ダイスとの間に圧着端子と接続する電線の位置決めを行うロケーター有することを特徴とする圧着検査機能を有する圧着装置。
【請求項4】
請求項1において,
前記下型ダイスと上型ダイスは,ピンにより取り替え可能に前記ダイス部に設置されることを特徴とする圧着検査機能を有する圧着装置。
【請求項1】
エアーシリンダと,
前記エアーシリンダの上部に置かれた,下型ダイスと上型ダイスとを備えるダイス部を有し,
前記下型ダイスは,前記エアーシリンダにより前記上型ダイスに対向して押し上げられるように設けられ,且つ前記下型ダイスにセンサープレートが固定されており,
さらに,前記ダイスと並列して接触式センサーを有し,
前記接触式センサーの接触子の先端が前記センサープレートに接触して移動された接触子の位置を測定値として測定する圧着性能検査機を有する,
ことを特徴とする圧着検査機能を有する圧着装置。
【請求項2】
請求項1において,
前記接触子の位置は,圧着後の圧着端子の高さを表し,前記圧着性能検査機は,前記圧着後の圧着端子の高さが,規格値の公差範囲内であれば,ランプ表示とブザーにより表示することを特徴とする圧着検査機能を有する圧着装置。
【請求項3】
請求項1において,
さらに,前記下型ダイスと上型ダイスとの間に圧着端子と接続する電線の位置決めを行うロケーター有することを特徴とする圧着検査機能を有する圧着装置。
【請求項4】
請求項1において,
前記下型ダイスと上型ダイスは,ピンにより取り替え可能に前記ダイス部に設置されることを特徴とする圧着検査機能を有する圧着装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2008−290200(P2008−290200A)
【公開日】平成20年12月4日(2008.12.4)
【国際特許分類】
【出願番号】特願2007−138846(P2007−138846)
【出願日】平成19年5月25日(2007.5.25)
【出願人】(390033318)日本圧着端子製造株式会社 (457)
【Fターム(参考)】
【公開日】平成20年12月4日(2008.12.4)
【国際特許分類】
【出願日】平成19年5月25日(2007.5.25)
【出願人】(390033318)日本圧着端子製造株式会社 (457)
【Fターム(参考)】
[ Back to top ]