
圧縮成形システム
【課題】溶融樹脂塊搬送装置から成形金型へ溶融樹脂塊を受け渡す際に、受け渡し不良を安価な装置で検出するとともに、材料の無駄を省き装置の停止後素早く生産を復帰すること。
【解決手段】溶融樹脂塊供給装置3から圧縮成形機4の成形雌型20に溶融樹脂塊を受け渡す際に、溶融樹脂塊の受け渡し不良を検出する赤外線温度計13を備え、成形雌型20の溶融樹脂塊が供給される箇所の許容範囲よりも外側における成形雌型20の部位の温度を測定するようにした。溶融樹脂塊が存在すれば温度が高く、存在しなければ温度が低いので、前記部位の溶融樹脂塊の有無を判定し、受け渡し位置不良を検出できる。
【解決手段】溶融樹脂塊供給装置3から圧縮成形機4の成形雌型20に溶融樹脂塊を受け渡す際に、溶融樹脂塊の受け渡し不良を検出する赤外線温度計13を備え、成形雌型20の溶融樹脂塊が供給される箇所の許容範囲よりも外側における成形雌型20の部位の温度を測定するようにした。溶融樹脂塊が存在すれば温度が高く、存在しなければ温度が低いので、前記部位の溶融樹脂塊の有無を判定し、受け渡し位置不良を検出できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、押出機の押出口から押出された溶融樹脂を切断して得られた溶融樹脂塊を保持する保持部を備えた溶融樹脂塊供給装置から、圧縮成形機の成形金型に前記溶融樹脂塊を受け渡す際に、溶融樹脂塊の受け渡し位置不良を検出する圧縮成形システムに関する。
【背景技術】
【0002】
飲料等のための容器として、ポリエチレンテレフタレートなどから形成された合成樹脂製容器が広く実用されている。このような合成樹脂製容器にされる前の形態であるプリフォームは、一般的には射出成形機で成形されているが、近年に圧縮成形システムによって成形が試みられ、様々な改良がされている。圧縮成形の遂行に際し、ダイヘッドの押出口から押出された溶融樹脂の圧縮成形システムへの供給(搬送)は、次のようにして行なわれる。
押出機において加熱、溶融された合成樹脂は、押出機に備えられたダイヘッドの押出口から押出された後、回転移動する溶融樹脂塊供給(搬送)装置のカッターによって切断され、押出口から切り離される。切り離された溶融樹脂塊は、溶融樹脂塊供給装置に併設された保持ユニットのホルダーに供給される。保持ユニットは圧縮成形システムに備えられた成形金型の回転軌道の一部に追随するように配置される。保持ユニットのホルダーは、供給された溶融樹脂塊を成形金型の上方位置まで移動させた後、回転軌道を追随している区間で、ホルダーから成形金型(通常は雌型)の成形孔に落下させて溶融樹脂塊を受け渡す。
【0003】
なお、下記の特許文献1には、押出機、溶融樹脂切断搬送装置(溶融樹脂塊供給装置)、圧縮成形機などを含む圧縮成形システムが開示されている。
下記の特許文献2には、圧縮成形システムにおいて、成形金型の雌型に供給された溶融樹脂塊は、圧縮成形システムに備えられた雄型と協働して圧縮成形し、所要形状のプリフォームが成形されることが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許4356066号公報
【特許文献2】特許4573175号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、圧縮成形の溶融樹脂塊供給装置においては、溶融樹脂塊から発生するその含有成分であるオリゴマー等の蓄積、堆積等によって溶融樹脂塊を保持するホルダーの表面の摩擦力が変化し、溶融樹脂塊の落下タイミングや姿勢等が変化し、金型への受け渡し位置の不良が発生することがある。この状態で圧縮成形機によって生産を継続した場合、正常なプリフォームの形状とはならず、固化した成形品が成型金型内に残存することがある。そのまま次の溶融樹脂塊(ドロップ)が供給されて、金型を閉じると金型が破損するので、装置を停止する必要がある。
従来、そのような受け渡し不良を検出するには、カメラにて雌金型の天面を撮像し画像処理を行うか、若しくは、全ての各雌金型に検出対象の有無を検出するセンサーを設置して対象物の有無を検知することが一般的であるが、設備が高額になる上に、メンテナンスや調整の面で難があった。
また、溶融樹脂塊の受け渡し不良の検出後直ちに装置を停止しても、残存する溶融樹脂塊や所要形状になる前に圧縮成形途中で固化したプリフォームを除去することに時間を要し、生産状態への早期復帰が困難となる上に、本来良品とすることができた受け渡し位置の正常な樹脂まで廃棄することになり材料を無駄にしてしまう。
【0006】
本発明は、このような事情に鑑みてされたものであって、溶融樹脂塊搬送装置から成形金型へ溶融樹脂塊を受け渡す際の受け渡し不良を安価な装置で検出するとともに、装置の停止後素早く生産を復帰することができる溶融樹脂の検出装置を備えた圧縮成形システムを提供することを目的とする。
【課題を解決するための手段】
【0007】
発明者は溶融樹脂塊供給装置から圧縮成形機の溶融樹脂塊の受け渡し不良が発生した際には、溶融樹脂塊が圧縮成形金型の一定の方向にずれるという共通点を発見し、1個の温度測定手段(放射温度計)を定位置に設置し、回転軌道を通過する成形金型の特定部位を測定することで圧縮成形機に配設されている全ての受け渡し不良の検出が可能であることを見出した。
【0008】
本発明は、前記目的を達成するために、溶融樹脂塊の保持部を備えた溶融樹脂塊供給装置、成型金型を備えた圧縮成形機、及び溶融樹脂塊位置検出装置から成る圧縮成形システムにおいて、前記溶融樹脂塊位置検出装置が温度測定センサーであって、前記温度測定センサーが、成形金型の溶融樹脂塊が供給される許容範囲よりも外側の部位の温度を測定し、成形金型の温度によって溶融樹脂塊の前記部位の有無を判定し、受け渡し位置不良を検出する。
前記圧縮成形システムの前記温度測定センサーが非接触式の赤外線温度計であることが好ましい。
前記圧縮成形システムの前記成形金型が円軌道上を搬送され、前記保持部が成形金型とは逆回転の円軌道を搬送され、前記保持部が前記溶融樹脂塊の受け渡し部にて、前記成形金型の円軌道に追従しながら成形金型に沿って、溶融樹脂塊を成形金型に受け渡すように搬送されており、前記温度測定センサーの温度測定部位を成形金型の成形孔の位置よりも回転半径方向外側にすることが好ましい。
前記圧縮成形システムは、前記判定において、溶融樹脂塊が許容範囲外にあると判定したときに、制御部が押出口から保持部への溶融樹脂の押出しを停止することが好ましい。
前記圧縮成形システムは、前記保持部への供給を停止したときに、まだ保持部に残存している全ての溶融樹脂塊を成形金型に受け渡して所要形状に成形した後に、圧縮成形機の稼働を停止することが好ましい。
【発明の効果】
【0009】
本発明の圧縮成形システムによれば、定位置に設置した温度測定センサーで成形金型の特定の部位の温度を測定することで、圧縮成形機に配設されている全ての成形金型に、溶融樹脂塊が正規の位置に供給されているか否かの判定が可能となり、設備費の軽減を図ることができる。また、前記判定において、溶融樹脂塊が許容範囲の外側にあると判定したときに、制御部が押出口から保持部への溶融樹脂の押出しを停止し、前記保持部への供給を停止したときに、まだ保持部に残存している全ての溶融樹脂塊を成形金型に受け渡して所要形状に成形した後に、圧縮成形機の稼働を停止するので、受け渡し位置不良における成形品の除去が容易となる。また、圧縮成形品(例えば、圧縮成形によるプリフォーム、カップ等)を次工程に流した後に、圧縮成形機の稼働を停止すれば、溶融樹脂の材料の無駄を省くことができる。
雌型の正規の位置に供給されなかった溶融樹脂塊の後に正規の位置に供給された溶融樹脂塊の成形品を製品化しない場合は、同時に簡単に取り除くこともできる。
【図面の簡単な説明】
【0010】
【図1】本発明の実施の形態による溶融樹脂塊位置検出装置を備えた圧縮成形システムの概略平面図である。
【図2】図1の圧縮成形システムの押出機、溶融樹脂塊供給装置と圧縮成形機を示す平面図である。
【図3】図1の圧縮成形システムにおける溶融樹脂塊供給装置周辺の拡大図である。
【図4】図1の押出機の先端にある押出ノズルの拡大図である。
【図5】図1の赤外線温度計の配置例を示す平面図である。
【図6】図1の圧縮成形システムにおける溶融樹脂塊供給装置の伸縮ユニットの動作を説明するための平面図である。
【発明を実施するための形態】
【0011】
以下、本発明の実施形態による溶融樹脂塊の検出装置を備えた圧縮成形システムについて、図面を参照しながら説明する。
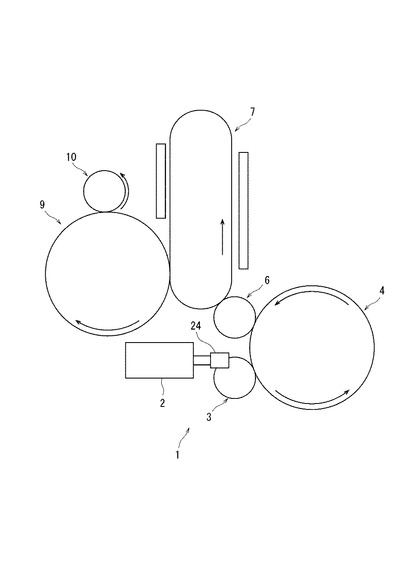
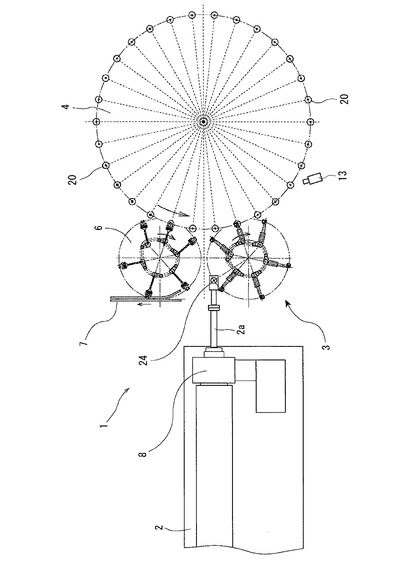
図1は、成形品としてプリフォームと呼ばれるPETボトルなどのプリフォームを形成するとともに、ブロー成形を行う圧縮成形システムの概略平面図、図2は圧縮成形システムの押出機、溶融樹脂塊供給装置と圧縮成形機を示す平面図である。
圧縮成形システム1は、押出機2、溶融樹脂塊供給装置3、圧縮成形機4、プリフォーム取出装置6及び取出しコンベア(PF均熱化装置)7、延伸ブロー成形機9、製品取出装置10を備えている。
押出機2は、ほぼ筒状の外形を有しており、ポリエチレンテレフタレート等の合成樹脂素材を加熱溶融及び混練して、溶融樹脂をスクリュー8に搬送する。スクリュー8の吐出口は、導管2aを介してダイヘッド24と接続されている。ダイヘッド24は円筒断面を有しており、溶融状態の合成樹脂は、ダイヘッド24からほぼ円柱形状の状態で溶融樹脂として連続的に下方に押出される。
【0012】
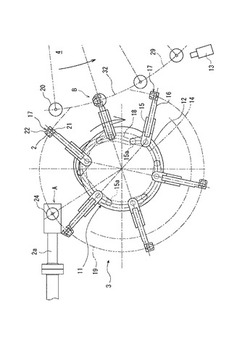
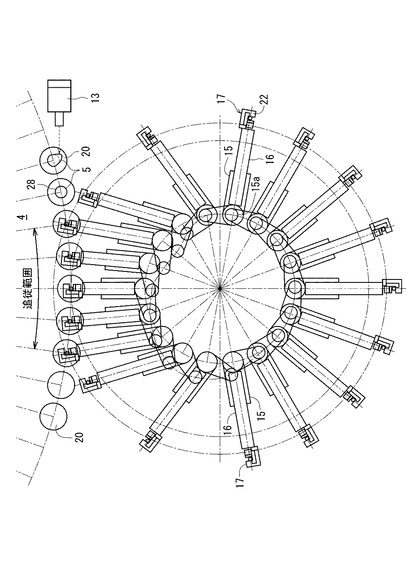
図3に示す溶融樹脂塊供給装置3は、カッターホイール11を備え、カッターホイール11は、回転板12、揺動カム14、揺動ユニット15、伸縮ユニット16及び保持ユニット17を備えている。
回転板12は、円板状部材であり、周縁部に等角度間隔で、図では6個の揺動ユニット15が回転板12とともに回動自在に配設されている。この回転板12は、駆動手段をモータ(図示せず)として、上方から見て時計回り方向に回転する。
揺動ユニット15は、下部にカムフォロワ15aが設けられており、回転板12が回転すると、カムフォロワ15aが揺動カム14に形成された環状の溝18に沿って移動する。環状の溝18は圧縮成形機4側では変形した曲線であり、圧縮成形機4と反対側が円軌道を形成している。
【0013】
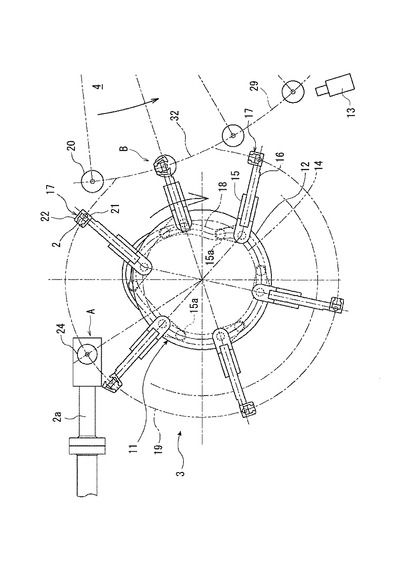
伸縮ユニット16は、ほぼ回転板12の径方向に延びたロッド状部材であり、外周側先端部に、保持ユニット17が設けられている。伸縮ユニット16は、リニアベアリングなどを介して、揺動ユニット15の上部に、揺動ユニット15の長手方向に進退自在に設けられており、例えばエアシリンダ、カム、スプリング、モータまたはこれらの組合わせ(図示せず)などによって、ほぼ回転板12の径方向に往復移動する。
保持ユニット17は、伸縮ユニット16の先端に設けられ、圧縮成形機4の雌型(成形金型;雄型は図示省略している)20に溶融樹脂塊5を受け渡しする受け渡し位置Bの前後においては、雌型20の回転軌跡29に沿って移動する。これにより、高速運転した場合であっても、溶融樹脂塊5の受け渡しを確実に行なうことができる。
【0014】
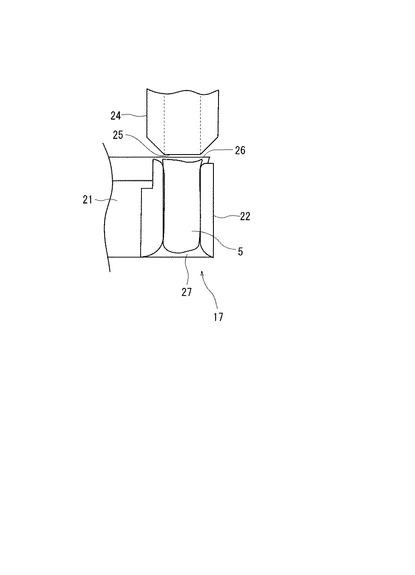
図4は、保持ユニット17を位置Aの回転方向側から見た要部を示し、保持ユニット17は、基部21、一対のホルダー22、カッター26を備えている。詳しくは基部21には、上部に回転方向斜め上方へ向かって突出したカッター26が形成されている。さらに、基部21には、開閉自在のホルダー22が取付けられている。ホルダー22は、溶融樹脂塊5の収納部27を形成し、収納部27はカッター26によって切断された溶融樹脂塊5をホルダー22に収納して保持する。保持ユニット17は、切断した溶融樹脂塊5を搬送し、雌型20の上方に達すると、溶融樹脂塊5を下方の雌型20に落とし込む。
圧縮成形機4は、溶融樹脂塊供給装置3の保持ユニット17の回転方向とは逆回転する円軌道に沿って回転し、回転軌道上には等間隔に複数の雌型20が配設されている。
【0015】
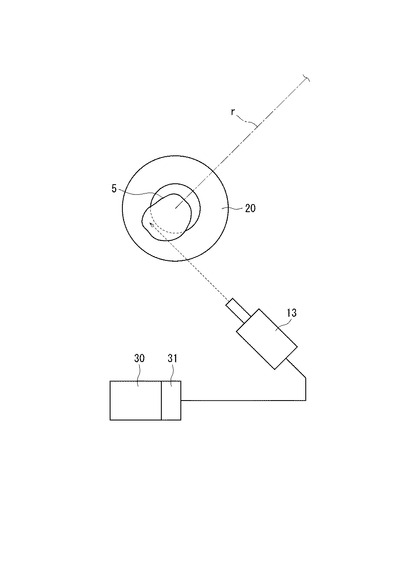
溶融樹脂塊5の受け渡し位置Bのやや下流側には赤外線温度計(放射温度計)13が配設されている。赤外線温度計13は赤外線波長によって物体と非接触で物体の温度を計測することができる。赤外線温度計13で測定する部位は、少なくとも受け渡し位置Bで雌型20に溶融樹脂塊5が受け渡された後、雌型20が雄型によって閉じられる前の区間(軌跡内)であって、本実施形態では、測定部位は溶融樹脂塊5の正規位置からずれた状態で許容範囲を越えたところを測定すればよく、直上方又は斜め上方から測定することが好ましい。具体的には、図5に示すように、雌型20の成形孔28の外であって、成形孔28よりも半径方向外側の部位における雌型20の面に向ける。
赤外線温度計13には、制御部30における溶融樹脂塊5の有無判定部31と接続され、判定部31は雌型20の温度によって、溶融樹脂塊5の前記部位の有無を判定する。制御部30は、伸縮ユニット16の伸縮制御や、圧縮成形機4の制御、図1に示す圧縮成形機4よりも下流側のプリフォーム取出装置6及び取出しコンベア(PF均熱化装置)7、延伸ブロー成形機9、製品取出装置10などの制御を行う。
【0016】
次に、本発明の実施形態の作用について説明する。
押出機2は、ポリエチレンテレフタレート等の合成樹脂素材を加熱溶融及び混練して、溶融樹脂をスクリュー8に搬送する。スクリュー8では、溶融樹脂の供給を安定させるために、歯車の噛み合いによって、溶融樹脂の吐出を行うよう構成されている。スクリュー8は、導管2aを介して図2に示す下向きのダイヘッド24に溶融樹脂を搬送し、ダイヘッド24は、その下端部に形成した押出口25から略円柱形状に形成された溶融樹脂を連続的に下方に押出す。
【0017】
押出された溶融樹脂は、回転軌道を搬送された保持ユニット17が樹脂保持位置Aに到達するとカッター26によって一定寸法の溶融樹脂塊5に切断され、切り離された前記溶融樹脂塊5は、保持ユニット17のホルダー22によって保持されるが、その含有成分であるオリゴマー等が前記ホルダー22に付着、滞積する。
保持ユニット17は、溶融樹脂5を保持しながら回転軌道を移動し、保持ユニット17が圧縮成形機4の受け渡し位置Bの前に移動したときに、保持ユニット17は、雌型20の円軌道を追従する。
詳しくは、図6に示すように、回転式可動型の樹脂供給装置3の揺動ユニット15は、溝18に沿って移動可能である。揺動ユニット15が回転すると該伸縮ユニット16の基端側に一体化されたカムフオロア15aが溝18に沿って移動しながら、回転する圧縮成形機4の雌型20に接近する。受け渡し位置Bの前後では、伸縮ユニット16の先端の保持ユニット17は雌型20の円軌道に追従する。この状態で、保持ユニット17から雌型20の成形孔28に溶融樹脂塊5が正規の位置に供給される。
しかしながら、前述したようにホルダー22の内面にオリゴマー等が付着していると、溶融樹脂塊5の落下のタイミングや姿勢等が変化し、溶融樹脂塊5を雌型20の正規の位置に供給できなくなるような不具合が生じることがある。
【0018】
本実施形態では、受け渡し位置Bの下流側に赤外線温度計13を配設している。赤外線温度計13は雌型20の成形孔28の回転半径方向外側周囲に向けて測定している。雌型20の温度は受け渡し位置Bを抜けた地点では大凡30℃〜40℃であり、溶融樹脂塊5の温度は大凡280℃と高温であり大きな温度差が生じる。よって、例えば、溶融樹脂塊5が成形孔28から外れているか否かを識別する温度を100℃と設定しておけば、赤外線温度計13が100℃以上の温度を検出した場合に受け渡し位置不良を検出したと判断することができる。赤外線温度計13の赤外線を雌型(成形金型)20の直上方若しくは斜め上方から測定しているので、溶融樹脂塊5が雌型20の成形孔28の外周面に張り付いているような場合のみならず、上方の部分だけ成形孔28から外側へ外れているような状態でも検出することができる。
赤外線温度計13は、連続的に測定してもよいし、雌型20が通過するときのタイミングを図って温度を測定してもよい。通常は雌型20間のピッチは大凡100msであるので、赤外線温度計13は雌型20間のピッチよりも反応速度の速いものを使用する必要がある。
【0019】
赤外線温度計13の温度の測定部位を雌型20の回転半径方向において、成形孔28の外側の部位に向けた理由は、保持ユニット17から雌型20への溶融樹脂塊5の受け渡し位置不良が生じる場合、必ずというほど成形孔28の外側の位置で雌型20の回転中心から半径方向外側にずれていたからである。
溶融樹脂塊5がどうして、雌型20の半径方向外側へずれるかの理由は現状では定かでないが、以下のことが考えられる。
図6を参照にして、カムフオロア15aが溝18による軌道規制によって、受け渡し位置Bの前後では、保持ユニット17が雌型20の円軌道上を回転駆動されるが、保持ユニット17から溶融樹脂塊5の投下のタイミングが遅れたような場合は、保持ユニット17が雌型20の円軌道から外れたような状態で雌型20の成形孔28に投下される。したがって、伸縮ユニット16が雌型の円軌道から離れたところでは、雌型と反対方向へ揺動し、溶融樹脂塊5も雌型20の円軌道から外れて成形孔28の外側(雌型の半径方向外側)へずれることが考えられる。
よって、装置の構造の違いによっては、溶融樹脂塊5のずれる方向が異なったりするので、装置に応じて、赤外線温度計13の測定部位が変更されることがある。
【0020】
赤外線温度計13により判定部31が、溶融樹脂塊5が雌型20の正規位置から外れていると判断した場合は、制御部30は、溶融樹脂塊供給装置3の伸縮ユニット16を収縮させる。伸縮ユニット16が収縮すると、溶融樹脂塊保持位置Aにて伸縮ユニット16の先端の保持ユニット17が押出口25に届かないので、以後、保持ユニット17には溶融樹脂塊5が供給されない(なお、伸縮ユニットを伸長させるための切替技術については国際公開WO2007/034845A1がある)。
一方、制御部30は、既に溶融樹脂塊5が保持されている保持ユニット17の最後の保持ユニット17を特定するとともに、保持ユニット17に保持されている全ての溶融樹脂塊5を順次、雌型20に供給する。圧縮成形機4では、正常に受け渡された最後の溶融樹脂塊5の圧縮成形及び冷却が終わるまで圧縮成形を続け、その後圧縮成形機4の稼働を停止する。また、圧縮成形機4の下流側では、さらに、プリフォーム取出装置6及び取出しコンベア(PF均熱化装置)7、延伸ブロー成形機9、製品取出装置10と流れ、プリフォームはブロー成形後に製品化される。よって、雌型20の正規の位置に供給された溶融樹脂塊5は全てが製品化できる。
圧縮成形機4では、稼働が停止された後、正規の位置に供給されなかった溶融樹脂塊5は固化した後成形孔28及びその周辺から取り除くことによって、その後再稼働することができる。また、雌型20の正規の位置に供給されなかった溶融樹脂塊の後に供給された正規の位置に供給された溶融樹脂塊を製品化しない場合は、同時に簡単に取り除くことできる。
【0021】
以上説明したとおり、本発明によれば、1つの赤外線温度計13を設置するだけで、溶融樹脂塊5が雌型20の正規の位置に供給されたか否かを判定することができ、複数の成形金型の個数分だけ温度センサーを必要とすることがなく、設備費の軽減を図ることができる。
また、溶融樹脂塊5が雌型20の成形孔28からずれて供給されたときに、その他の成形金型に供給された溶融樹脂塊5は、所要形状のプリフォームになるまで成形を続けることで生産状態への早期復帰及び材料の無駄を省くことが可能となる。
また、溶融樹脂塊5を正規位置に供給できなかった保持ユニット17については、ホルダー22の清掃をしてオリゴマーを除去することによって、正規位置不良の再発を防止することもできる。
【0022】
以上、本発明を実施形態に基づいて添付図面を参照しながら詳細に説明したが、本発明は上記実施形態に限定されるものではなく、本発明の範囲を逸脱することなく、更に他の変形あるいは変更が可能である。
上記実施形態では、赤外線温度計13を1台使用したが、2台以上使用して溶融樹脂塊5の有無を判断してもよい。すなわち、雌型20の成形孔28の回転半径の内側若しくは外側の2点の温度を測定してもよい。
また、本実施形態では、雌型20に保持ユニット17から溶融樹脂塊5を投下させたが、雄型に溶融樹脂塊5を供給するものについては、同じく雄型の正規位置の許容範囲外に赤外線温度計で温度の測定をして溶融樹脂塊5の有無について判定をするようにしてもよい。
上記実施形態では、圧縮成形機においてプリフォームを成形する例で説明したが、直接容器などを成形する圧縮成形機においても適用が可能である。
【符号の説明】
【0023】
1 圧縮成形システム
2 押出機
3 溶融樹脂塊供給装置
4 圧縮成形機
13 赤外線温度計(溶融樹脂塊位置検出装置:温度測定センサー)
14 揺動カム
15a カムフォロワ
16 伸縮ユニット
17 保持ユニット
20 雌型(成形金型)
25 押出口
28 成形孔
30 制御部
31 判定部
【技術分野】
【0001】
本発明は、押出機の押出口から押出された溶融樹脂を切断して得られた溶融樹脂塊を保持する保持部を備えた溶融樹脂塊供給装置から、圧縮成形機の成形金型に前記溶融樹脂塊を受け渡す際に、溶融樹脂塊の受け渡し位置不良を検出する圧縮成形システムに関する。
【背景技術】
【0002】
飲料等のための容器として、ポリエチレンテレフタレートなどから形成された合成樹脂製容器が広く実用されている。このような合成樹脂製容器にされる前の形態であるプリフォームは、一般的には射出成形機で成形されているが、近年に圧縮成形システムによって成形が試みられ、様々な改良がされている。圧縮成形の遂行に際し、ダイヘッドの押出口から押出された溶融樹脂の圧縮成形システムへの供給(搬送)は、次のようにして行なわれる。
押出機において加熱、溶融された合成樹脂は、押出機に備えられたダイヘッドの押出口から押出された後、回転移動する溶融樹脂塊供給(搬送)装置のカッターによって切断され、押出口から切り離される。切り離された溶融樹脂塊は、溶融樹脂塊供給装置に併設された保持ユニットのホルダーに供給される。保持ユニットは圧縮成形システムに備えられた成形金型の回転軌道の一部に追随するように配置される。保持ユニットのホルダーは、供給された溶融樹脂塊を成形金型の上方位置まで移動させた後、回転軌道を追随している区間で、ホルダーから成形金型(通常は雌型)の成形孔に落下させて溶融樹脂塊を受け渡す。
【0003】
なお、下記の特許文献1には、押出機、溶融樹脂切断搬送装置(溶融樹脂塊供給装置)、圧縮成形機などを含む圧縮成形システムが開示されている。
下記の特許文献2には、圧縮成形システムにおいて、成形金型の雌型に供給された溶融樹脂塊は、圧縮成形システムに備えられた雄型と協働して圧縮成形し、所要形状のプリフォームが成形されることが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許4356066号公報
【特許文献2】特許4573175号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、圧縮成形の溶融樹脂塊供給装置においては、溶融樹脂塊から発生するその含有成分であるオリゴマー等の蓄積、堆積等によって溶融樹脂塊を保持するホルダーの表面の摩擦力が変化し、溶融樹脂塊の落下タイミングや姿勢等が変化し、金型への受け渡し位置の不良が発生することがある。この状態で圧縮成形機によって生産を継続した場合、正常なプリフォームの形状とはならず、固化した成形品が成型金型内に残存することがある。そのまま次の溶融樹脂塊(ドロップ)が供給されて、金型を閉じると金型が破損するので、装置を停止する必要がある。
従来、そのような受け渡し不良を検出するには、カメラにて雌金型の天面を撮像し画像処理を行うか、若しくは、全ての各雌金型に検出対象の有無を検出するセンサーを設置して対象物の有無を検知することが一般的であるが、設備が高額になる上に、メンテナンスや調整の面で難があった。
また、溶融樹脂塊の受け渡し不良の検出後直ちに装置を停止しても、残存する溶融樹脂塊や所要形状になる前に圧縮成形途中で固化したプリフォームを除去することに時間を要し、生産状態への早期復帰が困難となる上に、本来良品とすることができた受け渡し位置の正常な樹脂まで廃棄することになり材料を無駄にしてしまう。
【0006】
本発明は、このような事情に鑑みてされたものであって、溶融樹脂塊搬送装置から成形金型へ溶融樹脂塊を受け渡す際の受け渡し不良を安価な装置で検出するとともに、装置の停止後素早く生産を復帰することができる溶融樹脂の検出装置を備えた圧縮成形システムを提供することを目的とする。
【課題を解決するための手段】
【0007】
発明者は溶融樹脂塊供給装置から圧縮成形機の溶融樹脂塊の受け渡し不良が発生した際には、溶融樹脂塊が圧縮成形金型の一定の方向にずれるという共通点を発見し、1個の温度測定手段(放射温度計)を定位置に設置し、回転軌道を通過する成形金型の特定部位を測定することで圧縮成形機に配設されている全ての受け渡し不良の検出が可能であることを見出した。
【0008】
本発明は、前記目的を達成するために、溶融樹脂塊の保持部を備えた溶融樹脂塊供給装置、成型金型を備えた圧縮成形機、及び溶融樹脂塊位置検出装置から成る圧縮成形システムにおいて、前記溶融樹脂塊位置検出装置が温度測定センサーであって、前記温度測定センサーが、成形金型の溶融樹脂塊が供給される許容範囲よりも外側の部位の温度を測定し、成形金型の温度によって溶融樹脂塊の前記部位の有無を判定し、受け渡し位置不良を検出する。
前記圧縮成形システムの前記温度測定センサーが非接触式の赤外線温度計であることが好ましい。
前記圧縮成形システムの前記成形金型が円軌道上を搬送され、前記保持部が成形金型とは逆回転の円軌道を搬送され、前記保持部が前記溶融樹脂塊の受け渡し部にて、前記成形金型の円軌道に追従しながら成形金型に沿って、溶融樹脂塊を成形金型に受け渡すように搬送されており、前記温度測定センサーの温度測定部位を成形金型の成形孔の位置よりも回転半径方向外側にすることが好ましい。
前記圧縮成形システムは、前記判定において、溶融樹脂塊が許容範囲外にあると判定したときに、制御部が押出口から保持部への溶融樹脂の押出しを停止することが好ましい。
前記圧縮成形システムは、前記保持部への供給を停止したときに、まだ保持部に残存している全ての溶融樹脂塊を成形金型に受け渡して所要形状に成形した後に、圧縮成形機の稼働を停止することが好ましい。
【発明の効果】
【0009】
本発明の圧縮成形システムによれば、定位置に設置した温度測定センサーで成形金型の特定の部位の温度を測定することで、圧縮成形機に配設されている全ての成形金型に、溶融樹脂塊が正規の位置に供給されているか否かの判定が可能となり、設備費の軽減を図ることができる。また、前記判定において、溶融樹脂塊が許容範囲の外側にあると判定したときに、制御部が押出口から保持部への溶融樹脂の押出しを停止し、前記保持部への供給を停止したときに、まだ保持部に残存している全ての溶融樹脂塊を成形金型に受け渡して所要形状に成形した後に、圧縮成形機の稼働を停止するので、受け渡し位置不良における成形品の除去が容易となる。また、圧縮成形品(例えば、圧縮成形によるプリフォーム、カップ等)を次工程に流した後に、圧縮成形機の稼働を停止すれば、溶融樹脂の材料の無駄を省くことができる。
雌型の正規の位置に供給されなかった溶融樹脂塊の後に正規の位置に供給された溶融樹脂塊の成形品を製品化しない場合は、同時に簡単に取り除くこともできる。
【図面の簡単な説明】
【0010】
【図1】本発明の実施の形態による溶融樹脂塊位置検出装置を備えた圧縮成形システムの概略平面図である。
【図2】図1の圧縮成形システムの押出機、溶融樹脂塊供給装置と圧縮成形機を示す平面図である。
【図3】図1の圧縮成形システムにおける溶融樹脂塊供給装置周辺の拡大図である。
【図4】図1の押出機の先端にある押出ノズルの拡大図である。
【図5】図1の赤外線温度計の配置例を示す平面図である。
【図6】図1の圧縮成形システムにおける溶融樹脂塊供給装置の伸縮ユニットの動作を説明するための平面図である。
【発明を実施するための形態】
【0011】
以下、本発明の実施形態による溶融樹脂塊の検出装置を備えた圧縮成形システムについて、図面を参照しながら説明する。
図1は、成形品としてプリフォームと呼ばれるPETボトルなどのプリフォームを形成するとともに、ブロー成形を行う圧縮成形システムの概略平面図、図2は圧縮成形システムの押出機、溶融樹脂塊供給装置と圧縮成形機を示す平面図である。
圧縮成形システム1は、押出機2、溶融樹脂塊供給装置3、圧縮成形機4、プリフォーム取出装置6及び取出しコンベア(PF均熱化装置)7、延伸ブロー成形機9、製品取出装置10を備えている。
押出機2は、ほぼ筒状の外形を有しており、ポリエチレンテレフタレート等の合成樹脂素材を加熱溶融及び混練して、溶融樹脂をスクリュー8に搬送する。スクリュー8の吐出口は、導管2aを介してダイヘッド24と接続されている。ダイヘッド24は円筒断面を有しており、溶融状態の合成樹脂は、ダイヘッド24からほぼ円柱形状の状態で溶融樹脂として連続的に下方に押出される。
【0012】
図3に示す溶融樹脂塊供給装置3は、カッターホイール11を備え、カッターホイール11は、回転板12、揺動カム14、揺動ユニット15、伸縮ユニット16及び保持ユニット17を備えている。
回転板12は、円板状部材であり、周縁部に等角度間隔で、図では6個の揺動ユニット15が回転板12とともに回動自在に配設されている。この回転板12は、駆動手段をモータ(図示せず)として、上方から見て時計回り方向に回転する。
揺動ユニット15は、下部にカムフォロワ15aが設けられており、回転板12が回転すると、カムフォロワ15aが揺動カム14に形成された環状の溝18に沿って移動する。環状の溝18は圧縮成形機4側では変形した曲線であり、圧縮成形機4と反対側が円軌道を形成している。
【0013】
伸縮ユニット16は、ほぼ回転板12の径方向に延びたロッド状部材であり、外周側先端部に、保持ユニット17が設けられている。伸縮ユニット16は、リニアベアリングなどを介して、揺動ユニット15の上部に、揺動ユニット15の長手方向に進退自在に設けられており、例えばエアシリンダ、カム、スプリング、モータまたはこれらの組合わせ(図示せず)などによって、ほぼ回転板12の径方向に往復移動する。
保持ユニット17は、伸縮ユニット16の先端に設けられ、圧縮成形機4の雌型(成形金型;雄型は図示省略している)20に溶融樹脂塊5を受け渡しする受け渡し位置Bの前後においては、雌型20の回転軌跡29に沿って移動する。これにより、高速運転した場合であっても、溶融樹脂塊5の受け渡しを確実に行なうことができる。
【0014】
図4は、保持ユニット17を位置Aの回転方向側から見た要部を示し、保持ユニット17は、基部21、一対のホルダー22、カッター26を備えている。詳しくは基部21には、上部に回転方向斜め上方へ向かって突出したカッター26が形成されている。さらに、基部21には、開閉自在のホルダー22が取付けられている。ホルダー22は、溶融樹脂塊5の収納部27を形成し、収納部27はカッター26によって切断された溶融樹脂塊5をホルダー22に収納して保持する。保持ユニット17は、切断した溶融樹脂塊5を搬送し、雌型20の上方に達すると、溶融樹脂塊5を下方の雌型20に落とし込む。
圧縮成形機4は、溶融樹脂塊供給装置3の保持ユニット17の回転方向とは逆回転する円軌道に沿って回転し、回転軌道上には等間隔に複数の雌型20が配設されている。
【0015】
溶融樹脂塊5の受け渡し位置Bのやや下流側には赤外線温度計(放射温度計)13が配設されている。赤外線温度計13は赤外線波長によって物体と非接触で物体の温度を計測することができる。赤外線温度計13で測定する部位は、少なくとも受け渡し位置Bで雌型20に溶融樹脂塊5が受け渡された後、雌型20が雄型によって閉じられる前の区間(軌跡内)であって、本実施形態では、測定部位は溶融樹脂塊5の正規位置からずれた状態で許容範囲を越えたところを測定すればよく、直上方又は斜め上方から測定することが好ましい。具体的には、図5に示すように、雌型20の成形孔28の外であって、成形孔28よりも半径方向外側の部位における雌型20の面に向ける。
赤外線温度計13には、制御部30における溶融樹脂塊5の有無判定部31と接続され、判定部31は雌型20の温度によって、溶融樹脂塊5の前記部位の有無を判定する。制御部30は、伸縮ユニット16の伸縮制御や、圧縮成形機4の制御、図1に示す圧縮成形機4よりも下流側のプリフォーム取出装置6及び取出しコンベア(PF均熱化装置)7、延伸ブロー成形機9、製品取出装置10などの制御を行う。
【0016】
次に、本発明の実施形態の作用について説明する。
押出機2は、ポリエチレンテレフタレート等の合成樹脂素材を加熱溶融及び混練して、溶融樹脂をスクリュー8に搬送する。スクリュー8では、溶融樹脂の供給を安定させるために、歯車の噛み合いによって、溶融樹脂の吐出を行うよう構成されている。スクリュー8は、導管2aを介して図2に示す下向きのダイヘッド24に溶融樹脂を搬送し、ダイヘッド24は、その下端部に形成した押出口25から略円柱形状に形成された溶融樹脂を連続的に下方に押出す。
【0017】
押出された溶融樹脂は、回転軌道を搬送された保持ユニット17が樹脂保持位置Aに到達するとカッター26によって一定寸法の溶融樹脂塊5に切断され、切り離された前記溶融樹脂塊5は、保持ユニット17のホルダー22によって保持されるが、その含有成分であるオリゴマー等が前記ホルダー22に付着、滞積する。
保持ユニット17は、溶融樹脂5を保持しながら回転軌道を移動し、保持ユニット17が圧縮成形機4の受け渡し位置Bの前に移動したときに、保持ユニット17は、雌型20の円軌道を追従する。
詳しくは、図6に示すように、回転式可動型の樹脂供給装置3の揺動ユニット15は、溝18に沿って移動可能である。揺動ユニット15が回転すると該伸縮ユニット16の基端側に一体化されたカムフオロア15aが溝18に沿って移動しながら、回転する圧縮成形機4の雌型20に接近する。受け渡し位置Bの前後では、伸縮ユニット16の先端の保持ユニット17は雌型20の円軌道に追従する。この状態で、保持ユニット17から雌型20の成形孔28に溶融樹脂塊5が正規の位置に供給される。
しかしながら、前述したようにホルダー22の内面にオリゴマー等が付着していると、溶融樹脂塊5の落下のタイミングや姿勢等が変化し、溶融樹脂塊5を雌型20の正規の位置に供給できなくなるような不具合が生じることがある。
【0018】
本実施形態では、受け渡し位置Bの下流側に赤外線温度計13を配設している。赤外線温度計13は雌型20の成形孔28の回転半径方向外側周囲に向けて測定している。雌型20の温度は受け渡し位置Bを抜けた地点では大凡30℃〜40℃であり、溶融樹脂塊5の温度は大凡280℃と高温であり大きな温度差が生じる。よって、例えば、溶融樹脂塊5が成形孔28から外れているか否かを識別する温度を100℃と設定しておけば、赤外線温度計13が100℃以上の温度を検出した場合に受け渡し位置不良を検出したと判断することができる。赤外線温度計13の赤外線を雌型(成形金型)20の直上方若しくは斜め上方から測定しているので、溶融樹脂塊5が雌型20の成形孔28の外周面に張り付いているような場合のみならず、上方の部分だけ成形孔28から外側へ外れているような状態でも検出することができる。
赤外線温度計13は、連続的に測定してもよいし、雌型20が通過するときのタイミングを図って温度を測定してもよい。通常は雌型20間のピッチは大凡100msであるので、赤外線温度計13は雌型20間のピッチよりも反応速度の速いものを使用する必要がある。
【0019】
赤外線温度計13の温度の測定部位を雌型20の回転半径方向において、成形孔28の外側の部位に向けた理由は、保持ユニット17から雌型20への溶融樹脂塊5の受け渡し位置不良が生じる場合、必ずというほど成形孔28の外側の位置で雌型20の回転中心から半径方向外側にずれていたからである。
溶融樹脂塊5がどうして、雌型20の半径方向外側へずれるかの理由は現状では定かでないが、以下のことが考えられる。
図6を参照にして、カムフオロア15aが溝18による軌道規制によって、受け渡し位置Bの前後では、保持ユニット17が雌型20の円軌道上を回転駆動されるが、保持ユニット17から溶融樹脂塊5の投下のタイミングが遅れたような場合は、保持ユニット17が雌型20の円軌道から外れたような状態で雌型20の成形孔28に投下される。したがって、伸縮ユニット16が雌型の円軌道から離れたところでは、雌型と反対方向へ揺動し、溶融樹脂塊5も雌型20の円軌道から外れて成形孔28の外側(雌型の半径方向外側)へずれることが考えられる。
よって、装置の構造の違いによっては、溶融樹脂塊5のずれる方向が異なったりするので、装置に応じて、赤外線温度計13の測定部位が変更されることがある。
【0020】
赤外線温度計13により判定部31が、溶融樹脂塊5が雌型20の正規位置から外れていると判断した場合は、制御部30は、溶融樹脂塊供給装置3の伸縮ユニット16を収縮させる。伸縮ユニット16が収縮すると、溶融樹脂塊保持位置Aにて伸縮ユニット16の先端の保持ユニット17が押出口25に届かないので、以後、保持ユニット17には溶融樹脂塊5が供給されない(なお、伸縮ユニットを伸長させるための切替技術については国際公開WO2007/034845A1がある)。
一方、制御部30は、既に溶融樹脂塊5が保持されている保持ユニット17の最後の保持ユニット17を特定するとともに、保持ユニット17に保持されている全ての溶融樹脂塊5を順次、雌型20に供給する。圧縮成形機4では、正常に受け渡された最後の溶融樹脂塊5の圧縮成形及び冷却が終わるまで圧縮成形を続け、その後圧縮成形機4の稼働を停止する。また、圧縮成形機4の下流側では、さらに、プリフォーム取出装置6及び取出しコンベア(PF均熱化装置)7、延伸ブロー成形機9、製品取出装置10と流れ、プリフォームはブロー成形後に製品化される。よって、雌型20の正規の位置に供給された溶融樹脂塊5は全てが製品化できる。
圧縮成形機4では、稼働が停止された後、正規の位置に供給されなかった溶融樹脂塊5は固化した後成形孔28及びその周辺から取り除くことによって、その後再稼働することができる。また、雌型20の正規の位置に供給されなかった溶融樹脂塊の後に供給された正規の位置に供給された溶融樹脂塊を製品化しない場合は、同時に簡単に取り除くことできる。
【0021】
以上説明したとおり、本発明によれば、1つの赤外線温度計13を設置するだけで、溶融樹脂塊5が雌型20の正規の位置に供給されたか否かを判定することができ、複数の成形金型の個数分だけ温度センサーを必要とすることがなく、設備費の軽減を図ることができる。
また、溶融樹脂塊5が雌型20の成形孔28からずれて供給されたときに、その他の成形金型に供給された溶融樹脂塊5は、所要形状のプリフォームになるまで成形を続けることで生産状態への早期復帰及び材料の無駄を省くことが可能となる。
また、溶融樹脂塊5を正規位置に供給できなかった保持ユニット17については、ホルダー22の清掃をしてオリゴマーを除去することによって、正規位置不良の再発を防止することもできる。
【0022】
以上、本発明を実施形態に基づいて添付図面を参照しながら詳細に説明したが、本発明は上記実施形態に限定されるものではなく、本発明の範囲を逸脱することなく、更に他の変形あるいは変更が可能である。
上記実施形態では、赤外線温度計13を1台使用したが、2台以上使用して溶融樹脂塊5の有無を判断してもよい。すなわち、雌型20の成形孔28の回転半径の内側若しくは外側の2点の温度を測定してもよい。
また、本実施形態では、雌型20に保持ユニット17から溶融樹脂塊5を投下させたが、雄型に溶融樹脂塊5を供給するものについては、同じく雄型の正規位置の許容範囲外に赤外線温度計で温度の測定をして溶融樹脂塊5の有無について判定をするようにしてもよい。
上記実施形態では、圧縮成形機においてプリフォームを成形する例で説明したが、直接容器などを成形する圧縮成形機においても適用が可能である。
【符号の説明】
【0023】
1 圧縮成形システム
2 押出機
3 溶融樹脂塊供給装置
4 圧縮成形機
13 赤外線温度計(溶融樹脂塊位置検出装置:温度測定センサー)
14 揺動カム
15a カムフォロワ
16 伸縮ユニット
17 保持ユニット
20 雌型(成形金型)
25 押出口
28 成形孔
30 制御部
31 判定部
【特許請求の範囲】
【請求項1】
溶融樹脂塊の保持部を備えた溶融樹脂塊供給装置、成型金型を備えた圧縮成形機、及び溶融樹脂塊位置検出装置から成る圧縮成形システムにおいて、
前記溶融樹脂塊位置検出装置が温度測定センサーであって、
前記温度測定センサーが、成形金型の溶融樹脂塊が供給される許容範囲よりも外側部位の温度を測定し、成形金型の特定部位の温度によって溶融樹脂塊の前記部位の有無を判定し、受け渡し位置不良を検出する圧縮成形システム。
【請求項2】
前記温度測定センサーが非接触式の赤外線温度計である請求項1に記載の圧縮成形システム。
【請求項3】
前記成形金型が円軌道上を搬送され、前記保持部が成形金型とは逆回転の円軌道を搬送され、前記保持部が前記溶融樹脂塊の受け渡し部にて、前記成形金型の円軌道に追従しながら成形金型に沿って、溶融樹脂塊を成形金型に受け渡すように搬送されており、前記温度測定センサーの温度測定部位を成形金型の成形孔の位置よりも回転半径方向外側にした請求項1又は2に記載の圧縮成形システム。
【請求項4】
前記判定において、溶融樹脂塊が許容範囲外にあると判定した後に、制御部が押出口から保持部への溶融樹脂の供給を停止する請求項1乃至3の何れかに記載の圧縮成形システム。
【請求項5】
前記保持部への供給を停止したときに、まだ保持部に残存している全ての溶融樹脂塊を成形金型に受け渡し、所要形状に成形した後に、圧縮成形機の稼働を停止する請求項4に記載の圧縮成形システム。
【請求項1】
溶融樹脂塊の保持部を備えた溶融樹脂塊供給装置、成型金型を備えた圧縮成形機、及び溶融樹脂塊位置検出装置から成る圧縮成形システムにおいて、
前記溶融樹脂塊位置検出装置が温度測定センサーであって、
前記温度測定センサーが、成形金型の溶融樹脂塊が供給される許容範囲よりも外側部位の温度を測定し、成形金型の特定部位の温度によって溶融樹脂塊の前記部位の有無を判定し、受け渡し位置不良を検出する圧縮成形システム。
【請求項2】
前記温度測定センサーが非接触式の赤外線温度計である請求項1に記載の圧縮成形システム。
【請求項3】
前記成形金型が円軌道上を搬送され、前記保持部が成形金型とは逆回転の円軌道を搬送され、前記保持部が前記溶融樹脂塊の受け渡し部にて、前記成形金型の円軌道に追従しながら成形金型に沿って、溶融樹脂塊を成形金型に受け渡すように搬送されており、前記温度測定センサーの温度測定部位を成形金型の成形孔の位置よりも回転半径方向外側にした請求項1又は2に記載の圧縮成形システム。
【請求項4】
前記判定において、溶融樹脂塊が許容範囲外にあると判定した後に、制御部が押出口から保持部への溶融樹脂の供給を停止する請求項1乃至3の何れかに記載の圧縮成形システム。
【請求項5】
前記保持部への供給を停止したときに、まだ保持部に残存している全ての溶融樹脂塊を成形金型に受け渡し、所要形状に成形した後に、圧縮成形機の稼働を停止する請求項4に記載の圧縮成形システム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−206339(P2012−206339A)
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願番号】特願2011−73240(P2011−73240)
【出願日】平成23年3月29日(2011.3.29)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願日】平成23年3月29日(2011.3.29)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]