
圧縮成形用磁石コンパウンド、長尺磁石成形体、マグネットローラ、現像剤担持体、現像装置、プロセスカートリッジ、及び、画像形成装置
【課題】配向磁場における磁性紛の配向性を大きくして磁石成形体の磁気特性をさらに向上させると共に、磁石成形体の磁束密度のばらつきを小さくした磁石成形体とすることができ、しかも、圧縮成形の際の熱減磁を抑制することができる圧縮成形用磁石コンパウンドを提供する。
【解決手段】磁性粉1と熱可塑性樹脂微粒子3とを有する磁石コンパウンドにおいて、前記磁性粉1の表面の少なくとも一部が、ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物で構成される被覆層2を有しているものとする。前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物の仕事関数は、好ましくは、前記熱可塑性樹脂微粒子の仕事関数よりも0.1eV以上小さい。
【解決手段】磁性粉1と熱可塑性樹脂微粒子3とを有する磁石コンパウンドにおいて、前記磁性粉1の表面の少なくとも一部が、ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物で構成される被覆層2を有しているものとする。前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物の仕事関数は、好ましくは、前記熱可塑性樹脂微粒子の仕事関数よりも0.1eV以上小さい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複写機、ファクシミリ、プリンター等の画像形成装置において用いられるマグネットローラに埋設する磁石成形体を成形するための圧縮成形用磁石コンパウンド、該圧縮成形用磁石コンパウンドで成形された長尺磁石成形体、該長尺磁石成形体を埋設させたマグネットローラ、該マグネットローラを有する現像剤担持体、該現像剤担持体を有する現像装置、該現像装置を有するプロセスカートリッジ、及び、該プロセスカートリッジを有する画像形成装置に関する。
【背景技術】
【0002】
近年、注目されるようになってきた「トナー及び磁性粒子からなる二成分現像剤を用いて像担持体に形成された潜像を現像する高機能現像装置」(SLIC現像装置)は、二成分現像装置における画像上の問題を解決するものであるが、このSLIC現像装置に搭載される現像剤担持体(マグネットローラ)においては、(A)現像極の半値幅が20°以下(従来の二成分現像では約50°)であること、及び、(B)磁束密度が120〜140mT(従来の二成分現像は80〜120mT)であること、とされているので、SLIC現像装置では、現像極の磁束密度を高くし、さらに、半値幅を従来の半分以下にする必要がある。
【0003】
このようなSLIC現像装置に搭載される現像剤担持体(マグネットローラ)としては、円筒状に形成し外周面に軸方向に延びる複数個の磁極を設けてなる永久磁石材に軸を固着してなるマグネットローラにおいて、永久磁石材を、フェライト磁石系材料からなり実質的の円筒状に形成してなる本体と、この本体の特定の磁極若しくはその近傍に設けられた溝内に少なくとも一部が埋設固着してなりかつ等方性のR−Fe−B系磁性粉結合材料からなる材料によって形成した磁石片と、によって形成したもの(特許文献1を参照。)を用いることが考えられたが、かかる従来のマグネットローラにおいては、半値幅を低くすると、磁束密度も小さくなるので、前記(A)及び(B)の両項目を同時に満足することができないという問題があった。
【0004】
磁石材料には等方性と異方性とがある。磁場を付与することにより容易に磁化軸の向きをそろえられる異方性材料の方が高磁力化を達成できる。現在実用化されている高磁力希土類材料としては、高温で水素処理された高い異方性を持つNd−Fe−B材料が提案されている(特許文献1,2を参照)。プラスチック希土類磁石成形体としては、等方性のNd−Fe−Bを含有する磁石コンパウンドを用いて射出成形法や押出し成形法で製造したものが市販されているが、その磁力は、(BH)max値で6〜9MGOeであるので充分ではなかった。
【0005】
そこで、本発明者らは、13MGOe以上の高磁力マグネットを達成するために、現在最も高磁力を示す異方性のNd−Fe−Bを使用することを検討したが、異方性のNd−Fe−Bを使用しても、射出成形法や押出し成形法では、その磁力は、現段階では、(BH)max値で10〜12MGOeが限界であるので、13MGOe以上の高磁力化は達成できないという問題があった。
【0006】
本発明者らは、異方性Nd磁石材料を含有する磁石コンパウンドを最も高磁力化が期待できる圧縮成形法で成形することも検討した。異方性Nd磁石材料を含有する磁石コンパウンドを圧縮成形するには、成形型中において溶融した磁石コンパウンドに磁場をかけて配向させる必要がある。一般的に、圧縮成形で用いられる磁石コンパウンドにおいては、その結合樹脂(バインダー)として、熱硬化性樹脂のエポキシ系材料が使用されている(特許文献3を参照。)。このような磁石コンパウンドでは、エポキシ樹脂/硬化剤を1〜10wt%を磁石材料に配合して、磁石材料の周囲に付着させることにより、DRYコンパウンドとしている。
【特許文献1】特開平10−135017号公報
【特許文献2】特開平8−31677号公報
【特許文献3】特開2001−68313号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、エポキシ樹脂をDRY状態の磁石コンパウンドとするためには、固形のエポキシ樹脂及び固形の硬化剤を使用する必要がある。固形の硬化剤は芳香族アミン系、ジシアンジアミド系、イミダゾール系等多くの材料があるが、いずれの材料も硬化温度が高く、最低でも150℃は必要であり、硬化処理時間も長く、しかも、60分以上必要になるという問題があった。また、従来の磁石コンパウンドにおいては、磁性紛とエポキシ樹脂微粒子との静電気的付着力が小さいので、磁石コンパウンドを金型に充填する際に加わる負荷によって、磁性紛とエポキシ樹脂微粒子とが遊離して飛散し、そのために、金型内での磁性紛とエポキシ樹脂微粒子との配合比率のばらつきが大きくなり、よって、配向磁場における磁性紛の配向性が低下して磁石成形体の磁気特性が低下すると共に、磁石成形体の磁束密度のばらつきが大きくなるという問題があった。さらに、一般的に磁石材料は、熱減磁される性質を有しているが、特に、異方性Nd磁石材料は、熱減磁を受けやすいので、150℃×60分の熱処理によって、磁気特性(BH)maxが約15%低下するという問題があった。
【0008】
本発明は、かかる問題を解決することを目的としている。
【0009】
即ち、本発明は、配向磁場における磁性紛の配向性を大きくして磁石成形体の磁気特性をさらに向上させると共に、磁束密度のばらつきを小さくした磁石成形体とすることができ、しかも、圧縮成形の際の熱減磁を抑制することができる圧縮成形用磁石コンパウンドを提供することを第1の目的とし、前記圧縮成形用磁石コンパウンドで圧縮成形した長尺磁石成形体を低コストで提供することを第2の目的とし、そして、前記長尺磁石成形体を埋設させて特定極の磁力をさらに高め、高機能化したマグネットローラ、該マグネットローラを有する現像剤担持体、該現像剤担持体を有する現像装置、該現像装置を有するプロセスカートリッジ、及び、該プロセスカートリッジを有する画像形成装置を低コストで提供することを第3の目的としている。
【課題を解決するための手段】
【0010】
請求項1に記載された発明は、上記目的を達成するために、磁性粉と熱可塑性樹脂微粒子とを有する磁石コンパウンドにおいて、前記磁性粉の表面の少なくとも一部が、ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物で構成される被覆層を有していることを特徴とする圧縮成形用磁石コンパウンドである。
【0011】
請求項2に記載された発明は、請求項1に記載された発明において、前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物の仕事関数が、前記熱可塑性樹脂微粒子の仕事関数よりも0.1eV以上小さいことを特徴とするものである。
【0012】
請求項3に記載された発明は、請求項1又は2に記載された発明において、前記熱可塑性樹脂微粒子の平均粒径が、前記磁性紛の1/10以下であることを特徴とするものである。
【0013】
請求項4に記載された発明は、請求項1〜3のいずれか1項に記載された発明において、前記熱可塑性樹脂微粒子が、乳化重合法又は懸濁重合法により製造された球状の微粒子であることを特徴とするものである。
【0014】
請求項5に記載された発明は、請求項1〜4のいずれか1項に記載の圧縮成形用磁石コンパウンドを磁場中で圧縮成形してなる長尺磁石成形体である。
【0015】
請求項6に記載された発明は、磁性粉を含有するプラスチック磁石で構成される円筒形状の磁石成形体の一部の極に相当する部分に、他の部材が埋設できるような、溝形状の収納部分が1極以上配設されたマグネットローラにおいて、該収納部分に、該円筒状の磁石成形体のプラスチック磁石よりも高磁力の磁石成形体として請求項5に記載の長尺磁石成形体を埋設したことを特徴とするマグネットローラである。
【0016】
請求項7に記載された発明は、請求項6に記載のマグネットローラの外周に回転可能な非磁性円筒体が配置されていることを特徴とする現像剤担持体である。
【0017】
請求項8に記載された発明は、現像剤担持体、現像剤供給部材、及び、現像剤層規制部材を少なくとも有する現像装置において、該現像剤担持体として、請求項7に記載の現像剤担持体を有することを特徴とする現像装置である。
【0018】
請求項9に記載された発明は、現像剤担持体、現像剤供給部材、及び、現像剤層規制部材を少なくとも有する現像装置、並びに、像担持体及び帯電ローラ有するプロセスカートリッジにおいて、該現像装置として、請求項8に記載の現像装置を有することを特徴とするプロセスカートリッジである。
【0019】
請求項10に記載された発明は、プロセスカートリッジ、光書き込み手段、転写部材、及び、定着装置を少なくとも有する画像形成装置において、請求項9に記載のプロセスカートリッジを有することを特徴とする画像形成装置である。
【発明の効果】
【0020】
請求項1に記載された発明によれば、磁性粉と熱可塑性樹脂微粒子とを有する磁石コンパウンドにおいて、前記磁性粉の表面の少なくとも一部が、ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物で構成される被覆層を有しているので、前記熱可塑性樹脂微粒子がマイナスに帯電しやすくなると共に、前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物がプラスに帯電しやすくなって、前記熱可塑性樹脂微粒子と前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物との静電気的な付着力が強くなり、そのために、磁石コンパウンドを金型に充填する際に加わる負荷により、圧縮成形用熱可塑性樹脂微粒子が遊離して飛散することがほとんどなくなり、よって、配向磁場における磁性紛の配向性を大きくして磁石成形体の磁気特性を向上させると共に、磁石成形体の磁束密度のばらつきを小さくした磁石成形体とすることができ、しかも、圧縮成形の際の熱減磁を抑制することができる圧縮成形用磁石コンパウンドを提供することができる。
【0021】
請求項2に記載された発明によれば、前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物の仕事関数が前記熱可塑性樹脂微粒子の仕事関数よりも0.1eV以上小さいので、前記熱可塑性樹脂微粒子がよりマイナスに帯電しやすくなると共に、前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物がよりプラスに帯電しやすくなって、前記熱可塑性樹脂微粒子と前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物との静電気的な付着力がいっそう強くなり、そのために、磁石コンパウンドを金型に充填する際に加わる負荷により、圧縮成形用熱可塑性樹脂微粒子が遊離して飛散することがなくなり、よって、配向磁場における磁性紛の配向性を大きくして磁石成形体の磁気特性をさらに向上させると共に、磁石成形体の磁束密度のばらつきをさらに小さくした磁石成形体とすることができ、しかも、圧縮成形の際の熱減磁を抑制することができる圧縮成形用磁石コンパウンドを提供することができる。
【0022】
請求項3に記載された発明によれば、前記熱可塑性樹脂微粒子の平均粒径が前記磁性紛の1/10以下であるので、磁石コンパウンドの圧縮成形物である磁石成形体の高密度化が可能になり、そのために、磁気特性をさらに向上させることができる。
【0023】
請求項4に記載された発明によれば、前記熱可塑性樹脂微粒子が、乳化重合法又は懸濁重合法により製造された球状の微粒子であるので、圧縮成形物の高密度化が可能になり、そのために、磁気特性をさらに向上させることができる。また、球状粒子とすると、磁性粉への被覆面積が向上するので、磁石成形体表面への磁性粉の露出面積が低減でき、そのために、防錆効果が生じる。
【0024】
請求項5に記載された発明によれば、請求項1〜4のいずれか1項に記載の圧縮成形用磁石コンパウンドを磁場中で圧縮成形してなる長尺磁石成形体であるので、結合樹脂の濃度を小さくして磁気特性の大きな長尺磁石成形体とすることができ、そのために、13MGOe以上(100mT以上)の高磁力の長尺磁石成形体を得ることができる。
【0025】
請求項6に記載された発明によれば、磁性粉を含有するプラスチック磁石で構成される円筒形状の磁石成形体の一部の極に相当する部分に、他の部材が埋設できるような、溝形状の収納部分が1極以上配設されたマグネットローラにおいて、該収納部分に、該円筒状の磁石成形体のプラスチック磁石よりも高磁力の磁石成形体として請求項5に記載の長尺磁石成形体を埋設したので、特定極の磁力をさらに高めた高機能化したマグネットローラとすることができる。
【0026】
請求項7に記載された発明によれば、請求項6に記載のマグネットローラの外周に回転可能な非磁性円筒体が配置されている現像剤担持体としたので、キャリアの付着を防止することができ、そのために、高画質化を可能とした現像剤担持体を提供することができる。
【0027】
請求項8に記載された発明によれば、現像剤担持体、現像剤供給部材、及び、現像剤層規制部材を少なくとも有する現像装置において、該現像剤担持体として、請求項7に記載の現像剤担持体を有しているので、高画質化を可能とした現像装置を提供することができる。
【0028】
請求項9に記載された発明によれば、現像剤担持体、現像剤供給部材、及び、現像剤層規制部材を少なくとも有する現像装置、並びに、像担持体及び帯電ローラ有するプロセスカートリッジにおいて、該現像装置として、請求項8に記載の現像装置を有しているので、高画質化を可能としたプロセスカートリッジを提供することができる。
【0029】
請求項10に記載された発明によれば、プロセスカートリッジ、光書き込み手段、転写部材、及び、定着装置を少なくとも有する画像形成装置において、請求項9に記載のプロセスカートリッジを有しているので、高画質化を可能とした画像装置を提供することができる。
【発明を実施するための最良の形態】
【0030】
図1は、本発明の一実施形態を示す圧縮成形用磁石コンパウンドの説明図であって、(a)は、平面説明図であり、そして、(b)は、一部拡大断面説明図である。図2は、本発明の一実施形態を示すマグネットローラの断面図である。図3は、本発明の他の一実施形態を示す現像剤担持体の平面図である。図4は、本発明の一実施形態を示す現像装置の説明図である。図5は、本発明の一実施形態を示すプロセスカートリッジの説明図である。図6は、本発明の一実施形態を示す画像形成装置の説明図である。
【0031】
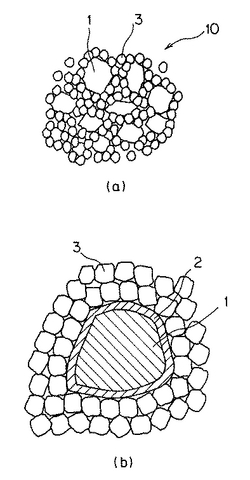
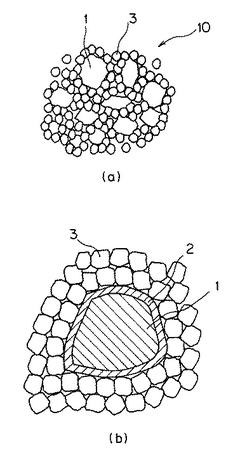
図1において、10は、圧縮成形用磁石コンパウンドである。圧縮成形用磁石コンパウンド10は、磁性粉1と熱可塑性樹脂微粒子3とを有している。そして、前記磁性粉1の表面の少なくとも一部は、ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物で構成される被覆層2を有している。このように、磁性粉1と熱可塑性樹脂微粒子3とを有する磁石コンパウンド10において、前記磁性粉1の表面の少なくとも一部が、ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物で構成される被覆層2を有していると、前記熱可塑性樹脂微粒子3がマイナスに帯電しやすくなると共に、前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物がプラスに帯電しやすくなって、前記熱可塑性樹脂微粒子3と前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物との静電気的な付着力が強くなり、そのために、圧縮成型用磁石コンパウンド10を金型に充填する際に加わる負荷により、熱可塑性樹脂微粒子3が遊離して飛散することがほとんどなくなり、よって、配向磁場における磁性紛1の配向性を大きくして磁石成形体(図2における13を参照。)の磁気特性を向上させると共に、磁石成形体の磁束密度のばらつきを小さくした磁石成形体とすることができ、しかも、圧縮成形の際の熱減磁を抑制することができる圧縮成形用磁石コンパウンド10を提供することができる。
【0032】
本発明においては、前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物の仕事関数は、好ましくは、前記熱可塑性樹脂微粒子3の仕事関数よりも0.1eV以上小さい。
【0033】
このように、前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物の仕事関数が前記熱可塑性樹脂微粒子3の仕事関数よりも0.1eV以上小さいと、前記熱可塑性樹脂微粒子3がよりマイナスに帯電しやすくなると共に、前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物がよりプラスに帯電しやすくなって、前記熱可塑性樹脂微粒子3と前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物との静電気的な付着力がいっそう強くなり、そのために、圧縮成形用磁石コンパウンド10を金型に充填する際に加わる負荷により、熱可塑性樹脂微粒子3が遊離して飛散することがなくなり、よって、配向磁場における磁性紛1の配向性を大きくして磁石成形体(図2における13を参照。)の磁気特性をさらに向上させると共に、磁石成形体の磁束密度のばらつきをさらに小さくした磁石成形体とすることができ、しかも、圧縮成形の際の熱減磁を抑制することができる圧縮成形用磁石コンパウンド10を提供することができる。
【0034】
前記仕事関数は、気体中の基底状態にある原子または分子から1個の電子を無限遠に引き離して、陽イオンと自由電子とに解離させるために要するエネルギーである。かかる仕事関数は、4.2〜6.2eVの紫外光を照射し、このとき放出される光電子を計測して、その量子効率のべき乗プロット(規格化光量子収率)のしきい値から容易に求めることができる。電子供与性の高いものほど、仕事関数が小さく、プラス帯電性を示す傾向が見られ、また、電子受容性の強いものほど、仕事関数が大きく、マイナス帯電性を示す傾向が見られる。つまり、本発明において、静電気的な付着力を高めるには、ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物の仕事関数が、熱可塑性樹脂微粒子よりも小さい方がよいことになる。
【0035】
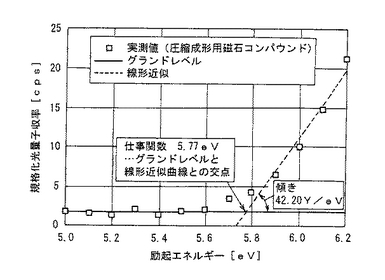
さらに、仕事関数が0.1eV以上小さい方が、静電気的な付着力が向上することが確認された。なお規格化光量子収率の傾き(Y/eV)は光電子の放出効率を表している。傾き(Y/eV)が大きい方がより電子を出しやすい(プラスに帯電しやすい)ことになる。図7は、仕事関数の測定事例を示すグラフである。測定した圧縮成形用磁石コンパウンドは、「ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物で被覆された磁性粉1」と「熱可塑性樹脂微粒子3」とを、該縮合架橋生成物で被覆された磁性粉1の配合比率が95.0wt%になるように秤量し、ターブラーミキサーを用いて攪拌・混合したものである。
【0036】
次に、前記熱可塑性樹脂微粒子3の仕事関数の測定事例を示すと次のとおりとなる。即ち、測定装置として、「大気中光電子分光装置AC−2、理研計器社製」を用いて、照射エネルギーを4.2〜6.2[eV]まで0.2[eV]づつ上げたときの規格化光量子収率[cps]を測定することによって、照射エネルギー[eV]を横軸とし、そして、規格化光量子収率[cps]を縦軸としたグラフ(図7)を作成する。その際の測定条件は、照射光径:2×2mmSq、べき乗:0.5、及び、光量:505.3nWとする。前記仕事関数は、図7に示されるグランドレベルと線形近似曲線との交点の照射エネルギー[eV]、つまり、5.77[eV]で示される。
【0037】
前記ウレタン系樹脂は、トナー帯電性、トナー非固着性(物理的な固着をしない)等を満足する材料として良く知られている。本発明者らは、数種のウレタン系材料を検討した結果、分子中にカルボキシル基を有するウレタン樹脂をアミノ樹脂で架橋させることにより、物理的な固着が生じにくくなるとともに、熱可塑性樹脂微粒子の帯電性が向上することを確認した。アミノ樹脂としては、帯電性を付与する官能基である窒素基が多いトリアジン環を有するアミノ樹脂が望ましい。具体的には、分子内に窒素原子を6個有するメラミン樹脂、5個有するグアナミン樹脂が望ましい。メラミン樹脂及び、グアナミン樹脂は、トリアジン環に付加している官能基種及び、数によって、種々の樹脂があるが、任意で使用することができる。また、2種類以上を混合して用いても加工性、特性を損なわない範囲であれば構わない。メラミン樹脂は、熱硬化型であり、加熱されなければ、硬化反応が起こらないために、塗料のポットライフも長いという利点がある。メラミン樹脂の添加量としては、ポリウレタン樹脂100に対して、3〜80重量%の範囲で添加することができる。メラミン樹脂は、分子構造中に窒素基を多く含有しているため、その添加量を増やすことによりトナー帯電性を高めることができる。しかしながら、添加量を増やしていくと、塗膜が硬くなるため、塗膜の物性を損なわない範囲で添加する必要がある。添加量が3重量%以下では、塗膜の物性を十分向上させることができない。反応点以上に添加した場合においても、自己縮合するために、単量体で存在することはなく、そのため塗膜内部よりブリードすることはない。被覆層2の膜厚は、特に限定されるものではないが、厚すぎると高磁力が得られにくく、薄すぎると静電気的な付着力が弱くなるので、好ましくは、0.1〜50μmである。
【0038】
前記「熱可塑性樹脂微粒子3」を構成する「熱可塑性樹脂」は、例えば、ポリスチレン、ポリクロロエチレン、ポリビニルトルエン等のスチレン系化合物及びその置換体よりなる単重合体、並びに、スチレン−p−クロロスチレン共重合体、スチレン−プロピレン共重合体、スチレン−ビニルトルエン共重合体、スチレン−ビニルナフタレン共重合体、スチレン−アクリル酸メチル共重合体、スチレン−アクリル酸エチル共重合体、スチレン−アクリル酸ブチル共重合体、スチレン−アクリル酸オクチル共重合体、スチレン−メタクリル酸メチル共重合体、スチレン−メタクリル酸エチル共重合体、スチレン−メタクリル酸ブチル共重合体、スチレン−α−クロルメタクリル酸メチル共重合体、スチレン−アクリロニトリル重合体、スチレン−ビニルメチルエーテル重合体、スチレン−ビニルメチルケトン重合体、スチレン−ブタジエン共重合体、スチレン-イソプレン共重合体、スチレン-アクリロニトリル-インデン共重合体、スチレン−マレイン酸共重合体、スチレン−マレイン酸エステル共重合体等のスチレン系共重合体があげられる。また、前記「熱可塑性樹脂」は、ポリメチルメタクリレート、ポリブチルメタクリレート、ポリ塩化ビニル、ポリ酢酸ビニル、ポリエチレン、ポリプロピレン、ポリエステル、ポリビニルブチルブチラール、ポリアクリル酸樹脂、ロジン、変性ロジン、テルペン樹脂、フェノール樹脂、エポキシポリオール系樹脂等の樹脂であってもかまわない。これらの樹脂は、1種又は2種以上混合して使用することができる。
【0039】
前記「熱可塑性樹脂微粒子3」は、前述したように、結合樹脂(バインダー)として用いられるものであるが、例えば、ポリエステル、ポリオ−ル等の熱可塑性樹脂に帯電制御剤(CCA)、顔料、低軟化点物質(ワックス)を分散混合し、その周囲にシリカ、酸化チタン等の物質を外添して、流動性を高めたものである。顔料の添加量は、1〜20wt%、好ましくは、5〜10wt%である。帯電制御剤は、磁石粒子と熱可塑性樹脂微粒子の分散性を向上するために添加される。帯電制御剤の添加量は、1〜20wt%、好ましくは、0.5〜10wt%である。離型剤は、成形後の型離れ性を良くするために添加される。離型剤の添加量は、1〜20wt%、好ましくは、2〜10wt%である。この「熱可塑性樹脂」は、マイナスに帯電しやすく、かつ流動性に優れるので、磁性粉との静電気的付着力に優れ、磁石粒子間の隙間を埋めることが十分可能になる。
【0040】
外添剤としては、例えば、酸化アルミニウム、酸化チタン、チタン酸ストロンチウム、酸化セルウム、酸化マグネシウム、酸化クロム、酸化スズ、酸化亜鉛等の金属酸化物、窒化ケイ素等の窒化物、炭化ケイ素等の炭化物、硫酸カルシウム、硫酸バリウム、炭酸カルシウム等の金属塩、ステアリン酸亜鉛、ステアリン酸カルシウム等の脂肪酸金属塩、カーボンブラック、及び、シリカを挙げることができる。外添剤の粒径は、通常0.1〜1.5μmの範囲であり、添加量としては、外添前100重量部に対し、好ましくは、0.01〜10重量部、さらに好ましくは、0.05〜5重量部である。これらの外添剤は、単独で用いてもよいが、複数を併用しても構わない。また、これらの外添剤は、好ましくは、疎水化処理されたものである。
【0041】
前記「顔料」は、例えば、例えば、カ−ボンブラック、ランプブラック、マグネタイト、チタンブラック、クロムイエロー、群青、アニリンブルー、フタロシアニンブル−、フタロシアニングリーン、ハンザイエローG、ローダミン6G、カルコオイルブルー、キナクリドン、ベンジジンイエロー、ローズベンガル、マラカイトグリーンレーキ、キノリンイエロー、C.I.ピグメント・レッド48:1、C.I.ピグメント・レッド122、C.I.ピグメント・レッド57:1、C.I.ピグメント・レッド184、C.I.ピグメント・イエロー12、C.I.ピグメント・イエロー17、C.I.ピグメント・イエロー97、C.I.ピグメント・イエロー180、C.I.ソルベント・イエロー162、C.I.ピグメント・ブルー5:1、C.I.ピグメント・ブルー15:3、カ−ミン等を挙げることができる。
【0042】
前記「帯電制御剤」は、例えば、ニグロシン、4級アンモニウム塩、含金属アゾ染料、及び、サリチル酸の錯化合物である。前記「離型剤」は、低分子量のポリエチレン、プロピレン等の合成ワックス、キャデリラワックス、カルナウバワックス、ライスワックス、木ろう、ホホバ油等の植物ワックス類、ミツロウ、ラノリン、鯨ろう等の動物系ワックス類、モンタンワックス、オゾケライト等の鉱物系ワックス類、並びに、硬化ヒマシ油、ヒドロキシステアリン酸、脂肪酸アミド、フェノール脂肪酸エステル等の油脂系ワックス類である。これらの材料は、1種又は2種以上混合して使用することができる。
【0043】
本発明においては、前記熱可塑性樹脂微粒子3の平均粒径は、前記磁性紛1の1/10以下である。このように、前記熱可塑性樹脂微粒子3の平均粒径が前記磁性紛1の1/10以下であると、磁石コンパウンド10の圧縮成形物である磁石成形体(図2における13を参照。)の高密度化が可能になるので、磁気特性をさらに向上させることができる。
【0044】
本発明においては、前記熱可塑性樹脂微粒子3は、乳00化重合法又は懸濁重合法により製造された球状の微粒子である。このように、前記熱可塑性樹脂微粒子3が乳化重合法又は懸濁重合法により製造された球状の微粒子であると、圧縮成形物の高密度化が可能になるので、磁気特性をさらに向上させることができる。また、球状粒子とすると、磁性粉への被覆面積が向上するので、磁石成形体表面への磁性粉の露出面積が低減でき、そのために、防錆効果が生じる。
【0045】
本発明における磁性粉1は、13MGOe以上もの高磁力化が可能な希土類元素を含有している。このような希土類元素を含有する磁性粉は、希土類元素と遷移金属とを含む合金よりなり、それらの合金は、
(イ)R−Fe−B系合金(式中、Rは、Yを含む希土類元素のうちの少なくとも1種である。)であって、その代表的なものとしては、Nd−Fe−B系合金、Pr−Fe−B系合金、Nd−Pr−Fe−B系合金、Ce−Nd−Fe−B系合金、Ce−Pr−Nd−Fe−B系合金、又は、これらにおけるFeの一部をCo、Niなどのほかの遷移金属で置換したものであるか、
(ロ)Sm−Co系合金であって、Smを主とする希土類元素と、Coを主とする遷移金属とを基本成分とするものであり、その代表的なものとしては、SmCo5、又は、Sm2TM17(式中、TMは、遷移金属である。)であるか、或いは、
(ハ)Sm−Fe−N系合金であって、Smを主とする希土類元素と、Feを主とする遷移金属と、Nを主とする格子間元素とを基本成分とするものであり、その代表的なものとしては、Sm2Fe17合金を窒化して作製したSm2Fe17N3である
が、本発明では、特に、(イ)が好ましい。
【0046】
前記希土類元素としては、Y、La、Ce、Pr、Nd、Pm、Sm、Eu、Gd、Tb、Dy、Ho、Er、Tm、Yb、Lu、ミッシュメタル等が挙げられ、これらを1種又は2種以上含むことができる。また、遷移金属としては、Fe、Co、Ni等が挙げられ、これらを1種又は2種以上含むことができる。また、磁性粉1には、磁気特性を向上させるために、必要に応じ、B、Al、Mo、Cu、Ga、Si、Ti、Ta、Zr、Hf、Ag、Zn等を含有することもできる。
【0047】
磁性粉1の体積平均粒径は、好ましくは、100〜200μmであり、特に好ましくは、120〜170μmである。このときには、熱可塑性樹脂微粒子3の粒径を10〜12μm以下とすると、密度が大きくなり、磁気特性が向上する。本発明において、かかる体積平均粒径の測定は、シスメックス株式会社製のMastersizer2000のDRYユニットを用いて測定される。本発明においては、磁性粉1の磁石コンパウンド中での配合比率は、好ましくは、90〜99wt%であり、特に好ましくは、92〜97wt%である。磁性粉1の含有量が少なすぎると、磁気特性の向上が図れず、磁性粉1の含有量が多すぎると、結合樹脂(バインダー)の含有量が少なくなり、成形性が低下(割れなどの発生)する。
【0048】
本発明の長尺磁石成形体(図2における13を参照。)は、請求項1〜4のいずれか1項に記載の圧縮成形用磁石コンパウンドを磁場中で圧縮成形してなる。このように、請求項1〜4のいずれか1項に記載の圧縮成形用磁石コンパウンドを磁場中で圧縮成形してなる長尺磁石成形体であると、結合樹脂の濃度を小さくして磁気特性の大きな長尺磁石成形体とすることができるので、そのために、13MGOe以上(100mT以上)の高磁力の長尺磁石成形体を得ることができる。
【0049】
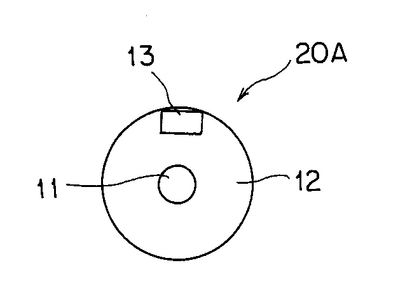
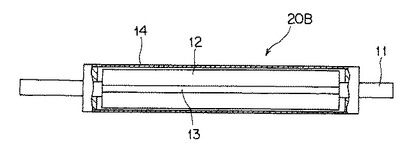
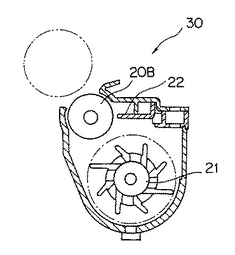
図2に示すように、本発明のマグネットローラ20Aには、磁性粉を含有するプラスチック磁石で構成される円筒形状の磁石成形体12の一部の極に相当する部分に、他の部材が埋設できるような、溝形状の収納部分が1極以上配設されている。そして、該収納部分に、該円筒状の磁石成形体12のプラスチック磁石よりも高磁力の磁石成形体として請求項5に記載の長尺磁石成形体13を埋設する。このように、該収納部分に、該円筒状の磁石成形体12のプラスチック磁石よりも高磁力の磁石成形体として請求項5に記載の長尺磁石成形体13を埋設すると、特定極の磁力をさらに高めた高機能化したマグネットローラ20Aとすることができる。
【0050】
図3に示すように、本発明の現像剤担持体20Bには、請求項6に記載のマグネットローラの外周に回転可能な非磁性円筒体14が配置されている。前記非磁性円筒体としては、例えば、アルミニウム、SUS(ステンレス)などを用いることができる。加工性、軽さの面でアルミニウムを用いられることが多い。アルミニウムの場合、A6063、A5056、A3003等、SUSの場合、303、304、316などを用いることができる。このように、請求項6に記載のマグネットローラの外周に回転可能な非磁性円筒体14が配置されていると、キャリアの付着を防止することができ、そのために、高画質化を可能とした現像剤担持体を提供することができる。
【0051】
図4に示すように、本発明の現像装置30は、現像剤担持体2B、現像剤供給部材21、及び、現像剤層規制部材22を少なくとも有している。そして、この現像装置30は、該現像剤担持体23として、請求項7に記載の現像剤担持体2Bを有している。このように、該現像剤担持体23として、請求項7に記載の現像剤担持体を有していると、高画質化を可能とした現像装置30を提供することができる。
【0052】
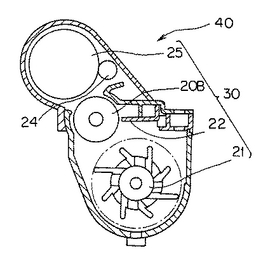
図5に示すように、本発明のプロセスカートリッジ40は、現像剤担持体20B、現像剤供給部材21、及び、現像剤層規制部材22を少なくとも有する現像装置30、並びに、帯電ローラ24及び像担持体25を有している。そして、このプロセスカートリッジ40は、該現像装置30として、請求項8に記載の現像装置を有している。このように、該現像装置30として、請求項8に記載の現像装置を有していると、高画質化を可能とすることができるプロセスカートリッジ40を提供することができる。
【0053】
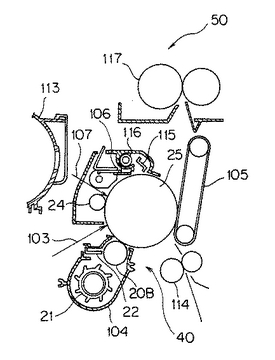
図6に示すように、本発明の画像形成装置50は、プロセスカートリッジ40、光書き込み手段103、転写部材105、及び、定着装置117を少なくとも有している。そして、この本発明の画像形成装置50は、プロセスカートリッジ40として、請求項9に記載のプロセスカートリッジを有している。このように、プロセスカートリッジ40として、請求項9に記載のプロセスカートリッジを有していると、高画質化を可能とした画像装置50を提供することができる。
【0054】
図6においては、プロセスカートリッジ40は、現像剤担持体20B、現像剤供給部材21、及び、現像剤層規制部材22、を有する現像装置30、並びに、帯電ローラ24及び像担持体25を有したものとなっている。また、図6において、106は、クリーニングブレードであり、107は、除電光学系であり、113は、トナー供給部であり、114は、レジストローラであり、115は、トナー回収羽根であり、117は、定着装置であり、そして、116は、トナー搬送コイルである。
【0055】
(実施例1)
(1)ポリウレタン樹脂(AM36、旭電化工業社製)100重量部にカーボンブラック10重量部を添加して導電化し、この導電化したポリウレタン樹脂にメラミン樹脂(HV11、旭電化社製)20重量部を添加して被覆材料(B)とし、この被覆材料(B)を、平均粒径値:150μmの異方性Nd−Fe−B系磁性粉(MFP−12、愛知製鋼社製)よりなる磁性粉(A)5000重量部に流動層スプレーコートにより被覆し、これを60℃で熱風乾燥した後、130℃で1時間焼成して、該縮合架橋生成物で被覆された磁性粉とした。また、ポリエステル樹脂100重量部、第四級アンモニウム塩(帯電制御剤)1.5重量部、及び、スチレンアクリル樹脂(低軟化点物質)1.5重量部よりなる平均粒径:5.0μmの熱可塑性樹脂微粒子、並びに、疎水性シリカ(流動性付与剤)1.5重量部から構成される熱可塑性樹脂微粒子材料(C)とした。そして、前記縮合架橋生成物で被覆された磁性粉95重量%と前記熱可塑性樹脂微粒子材料5重量%とを配合し、これらをターブラーミキサーで10分間攪拌分散して、圧縮成形用磁石コンパウンド材料とした。
【0056】
(2)この圧縮成形用磁石コンパウンド材料を、磁性体(SKS3)で構成される幅2.5mm、深さ14.0mm、長さ313mmのR形状金型に充填した後、金型上面をすり切りし、そして、この金型をプレス機内に搬送した後、金型側面にコイルを設置して、100Aをプレス方向と直交方向に流しながら室温で400kNのプレス圧を加えることにより磁場中圧縮成形を行なった。次に、金型にワークが収納した状態で3500Vのパルスで金型及び磁石成形体を一括脱磁を行なった後、脱型装置でワークを取り出した。このワークの寸法をレーザ変位計を用いて長さ方向で連続的に測定したところ、幅:6.0mm、頂点部高さ:2.5mm、及び、長さ:313mmであった。続いて、このワークに100℃、60分の熱処理を施した後、パルス波着磁処理を2.5Tの発生磁場で行なって磁石成形体を得た。
【0057】
(実施例2)
実施例1における(1)において、ポリウレタン樹脂(AM36、旭電化工業社製)100重量部にカーボンブラック10重量部を添加して導電化し、この導電化したポリウレタン樹脂にメラミン樹脂(MX706、三和ケミカル社製)20重量部を添加して被覆材料(B)とした以外は、実施例1と同様にして磁石成形体を得た。
【0058】
(実施例3)
実施例1における(1)において、ポリウレタン樹脂(AM36、旭電化工業社製)100重量部にカーボンブラック10重量部を添加して導電化し、この導電化したポリウレタン樹脂にメラミン樹脂(MW22、三和ケミカル社製)20重量部を添加して被覆材料(B)とした以外は、実施例1と同様にして磁石成形体を得た。
【0059】
(実施例4)
実施例1における(1)において、ポリウレタン樹脂(AM36、旭電化工業社製)100重量部にカーボンブラック10重量部を添加して導電化し、この導電化したポリウレタン樹脂にメラミン樹脂(M30WT、住友化学社製)20重量部を添加して被覆材料(B)とした以外は、実施例1と同様にして磁石成形体を得た。
【0060】
(実施例5)
実施例1における(1)において、ポリウレタン樹脂(AM36、旭電化工業社製)100重量部にカーボンブラック10重量部を添加して導電化し、この導電化したポリウレタン樹脂にメラミン樹脂(SB201、三和ケミカル社製)20重量部を添加して被覆材料(B)とした以外は、実施例1と同様にして磁石成形体を得た。
【0061】
(実施例6)
実施例1における(1)において、ポリウレタン樹脂(AM36、旭電化工業社製)100重量部にカーボンブラック10重量部を添加して導電化し、この導電化したポリウレタン樹脂を被覆材料(B)とした以外は、実施例1と同様にして磁石成形体を得た。
【0062】
(参考例1)
ポリエステル樹脂100重量部、第四級アンモニウム塩(帯電制御剤)1.5重量部、及び、スチレンアクリル樹脂(低軟化点物質)1.5重量部よりなる平均粒径:5.0μmの熱可塑性樹脂微粒子、並びに、疎水性シリカ(流動性付与剤)1.5重量部から構成される熱可塑性樹脂微粒子材料(C)とした。そして、平均粒径値:150μmの異方性Nd−Fe−B系磁性粉(MFP−12、愛知製鋼社製)よりなる磁性粉(A)95重量%と前記熱可塑性樹脂微粒子材料5重量%とを配合し、これらをターブラーミキサーで10分間攪拌分散して、圧縮成形用磁石コンパウンド材料としたとした以外は、実施例1と同様にして磁石成形体を得た。
【0063】
(比較例1)
ポリエステル樹脂(20SS、東洋紡社製)100重量部、メチル化メラミン樹脂(サイメル325、三井サイテック社製)20重量部、ITO導電粒子(アルミナ粉ベース)55重量部よりなる被覆材料(B)を平均粒径値:150μmの異方性Nd−Fe−B系磁性粉(MFP−12、愛知製鋼社製)よりなる磁性粉(A)5000重量部に流動層スプレーコートにより被覆し、これを60℃で熱風乾燥した後、130℃で1時間焼成して、該縮合架橋生成物で被覆された磁性粉とした以外は、実施例1と同様にして磁石成形体を得た。
【0064】
(比較例2)
導電性フッ素樹脂(ジスロンEC−06ブラック、ダイキン社製)にイソシアネート系硬化剤を添加し、これらを酢酸ブチルで溶解してなる被覆材料(B)を平均粒径値:150μmの異方性Nd−Fe−B系磁性粉(A)(MFP−12、愛知製鋼社製)5000重量部に流動層スプレーコートにより被覆し、これを60℃で熱風乾燥した後、130℃で1時間焼成して、該縮合架橋生成物で被覆された磁性粉とした以外は、実施例1と同様にして磁石成形体を得た。
【0065】
以上、実施例1〜6、参考例1、及び、比較例1.2において用いられた磁性粉(A)、被覆材料(B)、圧縮成形用磁石コンパウンド材料、及び、熱可塑性樹脂微粒子材料(C)の仕事関数[eV]を測定し、実施例1〜6、参考例1、及び、比較例1.2において、圧縮成形用磁石コンパウンド材料の金型充填時の状態を視認によって測定し、そして、実施例1〜6、参考例1、及び、比較例1.2で得られた磁石成型体の磁束密度(パルス波着滋処理を2.5Tの発生磁場で実施)を測定したところ、次の表1に示される測定結果がえられた。
【0066】
【表1】

【図面の簡単な説明】
【0067】
【図1】本発明の一実施形態を示す圧縮成形用磁石コンパウンドの説明図であって、(a)は、平面説明図であり、そして、(b)は、一部拡大断面説明図である。
【図2】本発明の一実施形態を示すマグネットローの断面図である。
【図3】本発明の他の一実施形態を示す現像剤担持体の平面図である。
【図4】本発明の一実施形態を示す現像装置の説明図である。
【図5】本発明の一実施形態を示すプロセスカートリッジの説明図である。
【図6】本発明の一実施形態を示す画像形成装置の説明図である。
【図7】照射エネルギー[eV]を横軸とし、そして、規格化光量子収率[cps]縦軸としたグラフである。
【符号の説明】
【0068】
1 磁性粉
2 被覆層
3 熱可塑性樹脂微粒子
10 圧縮成形用磁石コンパウンド
11 芯軸
12 円筒状の磁石成形体
13 長尺磁石成形体
14 非磁性円筒体
20 現像剤担持体
21 現像剤供給部材
22 現像剤層規制部材
23 現像剤担持体
24 帯電ローラ
30 現像装置
40 プロセスカートリッジ
50 画像形成装置
【技術分野】
【0001】
本発明は、複写機、ファクシミリ、プリンター等の画像形成装置において用いられるマグネットローラに埋設する磁石成形体を成形するための圧縮成形用磁石コンパウンド、該圧縮成形用磁石コンパウンドで成形された長尺磁石成形体、該長尺磁石成形体を埋設させたマグネットローラ、該マグネットローラを有する現像剤担持体、該現像剤担持体を有する現像装置、該現像装置を有するプロセスカートリッジ、及び、該プロセスカートリッジを有する画像形成装置に関する。
【背景技術】
【0002】
近年、注目されるようになってきた「トナー及び磁性粒子からなる二成分現像剤を用いて像担持体に形成された潜像を現像する高機能現像装置」(SLIC現像装置)は、二成分現像装置における画像上の問題を解決するものであるが、このSLIC現像装置に搭載される現像剤担持体(マグネットローラ)においては、(A)現像極の半値幅が20°以下(従来の二成分現像では約50°)であること、及び、(B)磁束密度が120〜140mT(従来の二成分現像は80〜120mT)であること、とされているので、SLIC現像装置では、現像極の磁束密度を高くし、さらに、半値幅を従来の半分以下にする必要がある。
【0003】
このようなSLIC現像装置に搭載される現像剤担持体(マグネットローラ)としては、円筒状に形成し外周面に軸方向に延びる複数個の磁極を設けてなる永久磁石材に軸を固着してなるマグネットローラにおいて、永久磁石材を、フェライト磁石系材料からなり実質的の円筒状に形成してなる本体と、この本体の特定の磁極若しくはその近傍に設けられた溝内に少なくとも一部が埋設固着してなりかつ等方性のR−Fe−B系磁性粉結合材料からなる材料によって形成した磁石片と、によって形成したもの(特許文献1を参照。)を用いることが考えられたが、かかる従来のマグネットローラにおいては、半値幅を低くすると、磁束密度も小さくなるので、前記(A)及び(B)の両項目を同時に満足することができないという問題があった。
【0004】
磁石材料には等方性と異方性とがある。磁場を付与することにより容易に磁化軸の向きをそろえられる異方性材料の方が高磁力化を達成できる。現在実用化されている高磁力希土類材料としては、高温で水素処理された高い異方性を持つNd−Fe−B材料が提案されている(特許文献1,2を参照)。プラスチック希土類磁石成形体としては、等方性のNd−Fe−Bを含有する磁石コンパウンドを用いて射出成形法や押出し成形法で製造したものが市販されているが、その磁力は、(BH)max値で6〜9MGOeであるので充分ではなかった。
【0005】
そこで、本発明者らは、13MGOe以上の高磁力マグネットを達成するために、現在最も高磁力を示す異方性のNd−Fe−Bを使用することを検討したが、異方性のNd−Fe−Bを使用しても、射出成形法や押出し成形法では、その磁力は、現段階では、(BH)max値で10〜12MGOeが限界であるので、13MGOe以上の高磁力化は達成できないという問題があった。
【0006】
本発明者らは、異方性Nd磁石材料を含有する磁石コンパウンドを最も高磁力化が期待できる圧縮成形法で成形することも検討した。異方性Nd磁石材料を含有する磁石コンパウンドを圧縮成形するには、成形型中において溶融した磁石コンパウンドに磁場をかけて配向させる必要がある。一般的に、圧縮成形で用いられる磁石コンパウンドにおいては、その結合樹脂(バインダー)として、熱硬化性樹脂のエポキシ系材料が使用されている(特許文献3を参照。)。このような磁石コンパウンドでは、エポキシ樹脂/硬化剤を1〜10wt%を磁石材料に配合して、磁石材料の周囲に付着させることにより、DRYコンパウンドとしている。
【特許文献1】特開平10−135017号公報
【特許文献2】特開平8−31677号公報
【特許文献3】特開2001−68313号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、エポキシ樹脂をDRY状態の磁石コンパウンドとするためには、固形のエポキシ樹脂及び固形の硬化剤を使用する必要がある。固形の硬化剤は芳香族アミン系、ジシアンジアミド系、イミダゾール系等多くの材料があるが、いずれの材料も硬化温度が高く、最低でも150℃は必要であり、硬化処理時間も長く、しかも、60分以上必要になるという問題があった。また、従来の磁石コンパウンドにおいては、磁性紛とエポキシ樹脂微粒子との静電気的付着力が小さいので、磁石コンパウンドを金型に充填する際に加わる負荷によって、磁性紛とエポキシ樹脂微粒子とが遊離して飛散し、そのために、金型内での磁性紛とエポキシ樹脂微粒子との配合比率のばらつきが大きくなり、よって、配向磁場における磁性紛の配向性が低下して磁石成形体の磁気特性が低下すると共に、磁石成形体の磁束密度のばらつきが大きくなるという問題があった。さらに、一般的に磁石材料は、熱減磁される性質を有しているが、特に、異方性Nd磁石材料は、熱減磁を受けやすいので、150℃×60分の熱処理によって、磁気特性(BH)maxが約15%低下するという問題があった。
【0008】
本発明は、かかる問題を解決することを目的としている。
【0009】
即ち、本発明は、配向磁場における磁性紛の配向性を大きくして磁石成形体の磁気特性をさらに向上させると共に、磁束密度のばらつきを小さくした磁石成形体とすることができ、しかも、圧縮成形の際の熱減磁を抑制することができる圧縮成形用磁石コンパウンドを提供することを第1の目的とし、前記圧縮成形用磁石コンパウンドで圧縮成形した長尺磁石成形体を低コストで提供することを第2の目的とし、そして、前記長尺磁石成形体を埋設させて特定極の磁力をさらに高め、高機能化したマグネットローラ、該マグネットローラを有する現像剤担持体、該現像剤担持体を有する現像装置、該現像装置を有するプロセスカートリッジ、及び、該プロセスカートリッジを有する画像形成装置を低コストで提供することを第3の目的としている。
【課題を解決するための手段】
【0010】
請求項1に記載された発明は、上記目的を達成するために、磁性粉と熱可塑性樹脂微粒子とを有する磁石コンパウンドにおいて、前記磁性粉の表面の少なくとも一部が、ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物で構成される被覆層を有していることを特徴とする圧縮成形用磁石コンパウンドである。
【0011】
請求項2に記載された発明は、請求項1に記載された発明において、前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物の仕事関数が、前記熱可塑性樹脂微粒子の仕事関数よりも0.1eV以上小さいことを特徴とするものである。
【0012】
請求項3に記載された発明は、請求項1又は2に記載された発明において、前記熱可塑性樹脂微粒子の平均粒径が、前記磁性紛の1/10以下であることを特徴とするものである。
【0013】
請求項4に記載された発明は、請求項1〜3のいずれか1項に記載された発明において、前記熱可塑性樹脂微粒子が、乳化重合法又は懸濁重合法により製造された球状の微粒子であることを特徴とするものである。
【0014】
請求項5に記載された発明は、請求項1〜4のいずれか1項に記載の圧縮成形用磁石コンパウンドを磁場中で圧縮成形してなる長尺磁石成形体である。
【0015】
請求項6に記載された発明は、磁性粉を含有するプラスチック磁石で構成される円筒形状の磁石成形体の一部の極に相当する部分に、他の部材が埋設できるような、溝形状の収納部分が1極以上配設されたマグネットローラにおいて、該収納部分に、該円筒状の磁石成形体のプラスチック磁石よりも高磁力の磁石成形体として請求項5に記載の長尺磁石成形体を埋設したことを特徴とするマグネットローラである。
【0016】
請求項7に記載された発明は、請求項6に記載のマグネットローラの外周に回転可能な非磁性円筒体が配置されていることを特徴とする現像剤担持体である。
【0017】
請求項8に記載された発明は、現像剤担持体、現像剤供給部材、及び、現像剤層規制部材を少なくとも有する現像装置において、該現像剤担持体として、請求項7に記載の現像剤担持体を有することを特徴とする現像装置である。
【0018】
請求項9に記載された発明は、現像剤担持体、現像剤供給部材、及び、現像剤層規制部材を少なくとも有する現像装置、並びに、像担持体及び帯電ローラ有するプロセスカートリッジにおいて、該現像装置として、請求項8に記載の現像装置を有することを特徴とするプロセスカートリッジである。
【0019】
請求項10に記載された発明は、プロセスカートリッジ、光書き込み手段、転写部材、及び、定着装置を少なくとも有する画像形成装置において、請求項9に記載のプロセスカートリッジを有することを特徴とする画像形成装置である。
【発明の効果】
【0020】
請求項1に記載された発明によれば、磁性粉と熱可塑性樹脂微粒子とを有する磁石コンパウンドにおいて、前記磁性粉の表面の少なくとも一部が、ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物で構成される被覆層を有しているので、前記熱可塑性樹脂微粒子がマイナスに帯電しやすくなると共に、前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物がプラスに帯電しやすくなって、前記熱可塑性樹脂微粒子と前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物との静電気的な付着力が強くなり、そのために、磁石コンパウンドを金型に充填する際に加わる負荷により、圧縮成形用熱可塑性樹脂微粒子が遊離して飛散することがほとんどなくなり、よって、配向磁場における磁性紛の配向性を大きくして磁石成形体の磁気特性を向上させると共に、磁石成形体の磁束密度のばらつきを小さくした磁石成形体とすることができ、しかも、圧縮成形の際の熱減磁を抑制することができる圧縮成形用磁石コンパウンドを提供することができる。
【0021】
請求項2に記載された発明によれば、前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物の仕事関数が前記熱可塑性樹脂微粒子の仕事関数よりも0.1eV以上小さいので、前記熱可塑性樹脂微粒子がよりマイナスに帯電しやすくなると共に、前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物がよりプラスに帯電しやすくなって、前記熱可塑性樹脂微粒子と前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物との静電気的な付着力がいっそう強くなり、そのために、磁石コンパウンドを金型に充填する際に加わる負荷により、圧縮成形用熱可塑性樹脂微粒子が遊離して飛散することがなくなり、よって、配向磁場における磁性紛の配向性を大きくして磁石成形体の磁気特性をさらに向上させると共に、磁石成形体の磁束密度のばらつきをさらに小さくした磁石成形体とすることができ、しかも、圧縮成形の際の熱減磁を抑制することができる圧縮成形用磁石コンパウンドを提供することができる。
【0022】
請求項3に記載された発明によれば、前記熱可塑性樹脂微粒子の平均粒径が前記磁性紛の1/10以下であるので、磁石コンパウンドの圧縮成形物である磁石成形体の高密度化が可能になり、そのために、磁気特性をさらに向上させることができる。
【0023】
請求項4に記載された発明によれば、前記熱可塑性樹脂微粒子が、乳化重合法又は懸濁重合法により製造された球状の微粒子であるので、圧縮成形物の高密度化が可能になり、そのために、磁気特性をさらに向上させることができる。また、球状粒子とすると、磁性粉への被覆面積が向上するので、磁石成形体表面への磁性粉の露出面積が低減でき、そのために、防錆効果が生じる。
【0024】
請求項5に記載された発明によれば、請求項1〜4のいずれか1項に記載の圧縮成形用磁石コンパウンドを磁場中で圧縮成形してなる長尺磁石成形体であるので、結合樹脂の濃度を小さくして磁気特性の大きな長尺磁石成形体とすることができ、そのために、13MGOe以上(100mT以上)の高磁力の長尺磁石成形体を得ることができる。
【0025】
請求項6に記載された発明によれば、磁性粉を含有するプラスチック磁石で構成される円筒形状の磁石成形体の一部の極に相当する部分に、他の部材が埋設できるような、溝形状の収納部分が1極以上配設されたマグネットローラにおいて、該収納部分に、該円筒状の磁石成形体のプラスチック磁石よりも高磁力の磁石成形体として請求項5に記載の長尺磁石成形体を埋設したので、特定極の磁力をさらに高めた高機能化したマグネットローラとすることができる。
【0026】
請求項7に記載された発明によれば、請求項6に記載のマグネットローラの外周に回転可能な非磁性円筒体が配置されている現像剤担持体としたので、キャリアの付着を防止することができ、そのために、高画質化を可能とした現像剤担持体を提供することができる。
【0027】
請求項8に記載された発明によれば、現像剤担持体、現像剤供給部材、及び、現像剤層規制部材を少なくとも有する現像装置において、該現像剤担持体として、請求項7に記載の現像剤担持体を有しているので、高画質化を可能とした現像装置を提供することができる。
【0028】
請求項9に記載された発明によれば、現像剤担持体、現像剤供給部材、及び、現像剤層規制部材を少なくとも有する現像装置、並びに、像担持体及び帯電ローラ有するプロセスカートリッジにおいて、該現像装置として、請求項8に記載の現像装置を有しているので、高画質化を可能としたプロセスカートリッジを提供することができる。
【0029】
請求項10に記載された発明によれば、プロセスカートリッジ、光書き込み手段、転写部材、及び、定着装置を少なくとも有する画像形成装置において、請求項9に記載のプロセスカートリッジを有しているので、高画質化を可能とした画像装置を提供することができる。
【発明を実施するための最良の形態】
【0030】
図1は、本発明の一実施形態を示す圧縮成形用磁石コンパウンドの説明図であって、(a)は、平面説明図であり、そして、(b)は、一部拡大断面説明図である。図2は、本発明の一実施形態を示すマグネットローラの断面図である。図3は、本発明の他の一実施形態を示す現像剤担持体の平面図である。図4は、本発明の一実施形態を示す現像装置の説明図である。図5は、本発明の一実施形態を示すプロセスカートリッジの説明図である。図6は、本発明の一実施形態を示す画像形成装置の説明図である。
【0031】
図1において、10は、圧縮成形用磁石コンパウンドである。圧縮成形用磁石コンパウンド10は、磁性粉1と熱可塑性樹脂微粒子3とを有している。そして、前記磁性粉1の表面の少なくとも一部は、ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物で構成される被覆層2を有している。このように、磁性粉1と熱可塑性樹脂微粒子3とを有する磁石コンパウンド10において、前記磁性粉1の表面の少なくとも一部が、ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物で構成される被覆層2を有していると、前記熱可塑性樹脂微粒子3がマイナスに帯電しやすくなると共に、前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物がプラスに帯電しやすくなって、前記熱可塑性樹脂微粒子3と前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物との静電気的な付着力が強くなり、そのために、圧縮成型用磁石コンパウンド10を金型に充填する際に加わる負荷により、熱可塑性樹脂微粒子3が遊離して飛散することがほとんどなくなり、よって、配向磁場における磁性紛1の配向性を大きくして磁石成形体(図2における13を参照。)の磁気特性を向上させると共に、磁石成形体の磁束密度のばらつきを小さくした磁石成形体とすることができ、しかも、圧縮成形の際の熱減磁を抑制することができる圧縮成形用磁石コンパウンド10を提供することができる。
【0032】
本発明においては、前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物の仕事関数は、好ましくは、前記熱可塑性樹脂微粒子3の仕事関数よりも0.1eV以上小さい。
【0033】
このように、前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物の仕事関数が前記熱可塑性樹脂微粒子3の仕事関数よりも0.1eV以上小さいと、前記熱可塑性樹脂微粒子3がよりマイナスに帯電しやすくなると共に、前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物がよりプラスに帯電しやすくなって、前記熱可塑性樹脂微粒子3と前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物との静電気的な付着力がいっそう強くなり、そのために、圧縮成形用磁石コンパウンド10を金型に充填する際に加わる負荷により、熱可塑性樹脂微粒子3が遊離して飛散することがなくなり、よって、配向磁場における磁性紛1の配向性を大きくして磁石成形体(図2における13を参照。)の磁気特性をさらに向上させると共に、磁石成形体の磁束密度のばらつきをさらに小さくした磁石成形体とすることができ、しかも、圧縮成形の際の熱減磁を抑制することができる圧縮成形用磁石コンパウンド10を提供することができる。
【0034】
前記仕事関数は、気体中の基底状態にある原子または分子から1個の電子を無限遠に引き離して、陽イオンと自由電子とに解離させるために要するエネルギーである。かかる仕事関数は、4.2〜6.2eVの紫外光を照射し、このとき放出される光電子を計測して、その量子効率のべき乗プロット(規格化光量子収率)のしきい値から容易に求めることができる。電子供与性の高いものほど、仕事関数が小さく、プラス帯電性を示す傾向が見られ、また、電子受容性の強いものほど、仕事関数が大きく、マイナス帯電性を示す傾向が見られる。つまり、本発明において、静電気的な付着力を高めるには、ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物の仕事関数が、熱可塑性樹脂微粒子よりも小さい方がよいことになる。
【0035】
さらに、仕事関数が0.1eV以上小さい方が、静電気的な付着力が向上することが確認された。なお規格化光量子収率の傾き(Y/eV)は光電子の放出効率を表している。傾き(Y/eV)が大きい方がより電子を出しやすい(プラスに帯電しやすい)ことになる。図7は、仕事関数の測定事例を示すグラフである。測定した圧縮成形用磁石コンパウンドは、「ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物で被覆された磁性粉1」と「熱可塑性樹脂微粒子3」とを、該縮合架橋生成物で被覆された磁性粉1の配合比率が95.0wt%になるように秤量し、ターブラーミキサーを用いて攪拌・混合したものである。
【0036】
次に、前記熱可塑性樹脂微粒子3の仕事関数の測定事例を示すと次のとおりとなる。即ち、測定装置として、「大気中光電子分光装置AC−2、理研計器社製」を用いて、照射エネルギーを4.2〜6.2[eV]まで0.2[eV]づつ上げたときの規格化光量子収率[cps]を測定することによって、照射エネルギー[eV]を横軸とし、そして、規格化光量子収率[cps]を縦軸としたグラフ(図7)を作成する。その際の測定条件は、照射光径:2×2mmSq、べき乗:0.5、及び、光量:505.3nWとする。前記仕事関数は、図7に示されるグランドレベルと線形近似曲線との交点の照射エネルギー[eV]、つまり、5.77[eV]で示される。
【0037】
前記ウレタン系樹脂は、トナー帯電性、トナー非固着性(物理的な固着をしない)等を満足する材料として良く知られている。本発明者らは、数種のウレタン系材料を検討した結果、分子中にカルボキシル基を有するウレタン樹脂をアミノ樹脂で架橋させることにより、物理的な固着が生じにくくなるとともに、熱可塑性樹脂微粒子の帯電性が向上することを確認した。アミノ樹脂としては、帯電性を付与する官能基である窒素基が多いトリアジン環を有するアミノ樹脂が望ましい。具体的には、分子内に窒素原子を6個有するメラミン樹脂、5個有するグアナミン樹脂が望ましい。メラミン樹脂及び、グアナミン樹脂は、トリアジン環に付加している官能基種及び、数によって、種々の樹脂があるが、任意で使用することができる。また、2種類以上を混合して用いても加工性、特性を損なわない範囲であれば構わない。メラミン樹脂は、熱硬化型であり、加熱されなければ、硬化反応が起こらないために、塗料のポットライフも長いという利点がある。メラミン樹脂の添加量としては、ポリウレタン樹脂100に対して、3〜80重量%の範囲で添加することができる。メラミン樹脂は、分子構造中に窒素基を多く含有しているため、その添加量を増やすことによりトナー帯電性を高めることができる。しかしながら、添加量を増やしていくと、塗膜が硬くなるため、塗膜の物性を損なわない範囲で添加する必要がある。添加量が3重量%以下では、塗膜の物性を十分向上させることができない。反応点以上に添加した場合においても、自己縮合するために、単量体で存在することはなく、そのため塗膜内部よりブリードすることはない。被覆層2の膜厚は、特に限定されるものではないが、厚すぎると高磁力が得られにくく、薄すぎると静電気的な付着力が弱くなるので、好ましくは、0.1〜50μmである。
【0038】
前記「熱可塑性樹脂微粒子3」を構成する「熱可塑性樹脂」は、例えば、ポリスチレン、ポリクロロエチレン、ポリビニルトルエン等のスチレン系化合物及びその置換体よりなる単重合体、並びに、スチレン−p−クロロスチレン共重合体、スチレン−プロピレン共重合体、スチレン−ビニルトルエン共重合体、スチレン−ビニルナフタレン共重合体、スチレン−アクリル酸メチル共重合体、スチレン−アクリル酸エチル共重合体、スチレン−アクリル酸ブチル共重合体、スチレン−アクリル酸オクチル共重合体、スチレン−メタクリル酸メチル共重合体、スチレン−メタクリル酸エチル共重合体、スチレン−メタクリル酸ブチル共重合体、スチレン−α−クロルメタクリル酸メチル共重合体、スチレン−アクリロニトリル重合体、スチレン−ビニルメチルエーテル重合体、スチレン−ビニルメチルケトン重合体、スチレン−ブタジエン共重合体、スチレン-イソプレン共重合体、スチレン-アクリロニトリル-インデン共重合体、スチレン−マレイン酸共重合体、スチレン−マレイン酸エステル共重合体等のスチレン系共重合体があげられる。また、前記「熱可塑性樹脂」は、ポリメチルメタクリレート、ポリブチルメタクリレート、ポリ塩化ビニル、ポリ酢酸ビニル、ポリエチレン、ポリプロピレン、ポリエステル、ポリビニルブチルブチラール、ポリアクリル酸樹脂、ロジン、変性ロジン、テルペン樹脂、フェノール樹脂、エポキシポリオール系樹脂等の樹脂であってもかまわない。これらの樹脂は、1種又は2種以上混合して使用することができる。
【0039】
前記「熱可塑性樹脂微粒子3」は、前述したように、結合樹脂(バインダー)として用いられるものであるが、例えば、ポリエステル、ポリオ−ル等の熱可塑性樹脂に帯電制御剤(CCA)、顔料、低軟化点物質(ワックス)を分散混合し、その周囲にシリカ、酸化チタン等の物質を外添して、流動性を高めたものである。顔料の添加量は、1〜20wt%、好ましくは、5〜10wt%である。帯電制御剤は、磁石粒子と熱可塑性樹脂微粒子の分散性を向上するために添加される。帯電制御剤の添加量は、1〜20wt%、好ましくは、0.5〜10wt%である。離型剤は、成形後の型離れ性を良くするために添加される。離型剤の添加量は、1〜20wt%、好ましくは、2〜10wt%である。この「熱可塑性樹脂」は、マイナスに帯電しやすく、かつ流動性に優れるので、磁性粉との静電気的付着力に優れ、磁石粒子間の隙間を埋めることが十分可能になる。
【0040】
外添剤としては、例えば、酸化アルミニウム、酸化チタン、チタン酸ストロンチウム、酸化セルウム、酸化マグネシウム、酸化クロム、酸化スズ、酸化亜鉛等の金属酸化物、窒化ケイ素等の窒化物、炭化ケイ素等の炭化物、硫酸カルシウム、硫酸バリウム、炭酸カルシウム等の金属塩、ステアリン酸亜鉛、ステアリン酸カルシウム等の脂肪酸金属塩、カーボンブラック、及び、シリカを挙げることができる。外添剤の粒径は、通常0.1〜1.5μmの範囲であり、添加量としては、外添前100重量部に対し、好ましくは、0.01〜10重量部、さらに好ましくは、0.05〜5重量部である。これらの外添剤は、単独で用いてもよいが、複数を併用しても構わない。また、これらの外添剤は、好ましくは、疎水化処理されたものである。
【0041】
前記「顔料」は、例えば、例えば、カ−ボンブラック、ランプブラック、マグネタイト、チタンブラック、クロムイエロー、群青、アニリンブルー、フタロシアニンブル−、フタロシアニングリーン、ハンザイエローG、ローダミン6G、カルコオイルブルー、キナクリドン、ベンジジンイエロー、ローズベンガル、マラカイトグリーンレーキ、キノリンイエロー、C.I.ピグメント・レッド48:1、C.I.ピグメント・レッド122、C.I.ピグメント・レッド57:1、C.I.ピグメント・レッド184、C.I.ピグメント・イエロー12、C.I.ピグメント・イエロー17、C.I.ピグメント・イエロー97、C.I.ピグメント・イエロー180、C.I.ソルベント・イエロー162、C.I.ピグメント・ブルー5:1、C.I.ピグメント・ブルー15:3、カ−ミン等を挙げることができる。
【0042】
前記「帯電制御剤」は、例えば、ニグロシン、4級アンモニウム塩、含金属アゾ染料、及び、サリチル酸の錯化合物である。前記「離型剤」は、低分子量のポリエチレン、プロピレン等の合成ワックス、キャデリラワックス、カルナウバワックス、ライスワックス、木ろう、ホホバ油等の植物ワックス類、ミツロウ、ラノリン、鯨ろう等の動物系ワックス類、モンタンワックス、オゾケライト等の鉱物系ワックス類、並びに、硬化ヒマシ油、ヒドロキシステアリン酸、脂肪酸アミド、フェノール脂肪酸エステル等の油脂系ワックス類である。これらの材料は、1種又は2種以上混合して使用することができる。
【0043】
本発明においては、前記熱可塑性樹脂微粒子3の平均粒径は、前記磁性紛1の1/10以下である。このように、前記熱可塑性樹脂微粒子3の平均粒径が前記磁性紛1の1/10以下であると、磁石コンパウンド10の圧縮成形物である磁石成形体(図2における13を参照。)の高密度化が可能になるので、磁気特性をさらに向上させることができる。
【0044】
本発明においては、前記熱可塑性樹脂微粒子3は、乳00化重合法又は懸濁重合法により製造された球状の微粒子である。このように、前記熱可塑性樹脂微粒子3が乳化重合法又は懸濁重合法により製造された球状の微粒子であると、圧縮成形物の高密度化が可能になるので、磁気特性をさらに向上させることができる。また、球状粒子とすると、磁性粉への被覆面積が向上するので、磁石成形体表面への磁性粉の露出面積が低減でき、そのために、防錆効果が生じる。
【0045】
本発明における磁性粉1は、13MGOe以上もの高磁力化が可能な希土類元素を含有している。このような希土類元素を含有する磁性粉は、希土類元素と遷移金属とを含む合金よりなり、それらの合金は、
(イ)R−Fe−B系合金(式中、Rは、Yを含む希土類元素のうちの少なくとも1種である。)であって、その代表的なものとしては、Nd−Fe−B系合金、Pr−Fe−B系合金、Nd−Pr−Fe−B系合金、Ce−Nd−Fe−B系合金、Ce−Pr−Nd−Fe−B系合金、又は、これらにおけるFeの一部をCo、Niなどのほかの遷移金属で置換したものであるか、
(ロ)Sm−Co系合金であって、Smを主とする希土類元素と、Coを主とする遷移金属とを基本成分とするものであり、その代表的なものとしては、SmCo5、又は、Sm2TM17(式中、TMは、遷移金属である。)であるか、或いは、
(ハ)Sm−Fe−N系合金であって、Smを主とする希土類元素と、Feを主とする遷移金属と、Nを主とする格子間元素とを基本成分とするものであり、その代表的なものとしては、Sm2Fe17合金を窒化して作製したSm2Fe17N3である
が、本発明では、特に、(イ)が好ましい。
【0046】
前記希土類元素としては、Y、La、Ce、Pr、Nd、Pm、Sm、Eu、Gd、Tb、Dy、Ho、Er、Tm、Yb、Lu、ミッシュメタル等が挙げられ、これらを1種又は2種以上含むことができる。また、遷移金属としては、Fe、Co、Ni等が挙げられ、これらを1種又は2種以上含むことができる。また、磁性粉1には、磁気特性を向上させるために、必要に応じ、B、Al、Mo、Cu、Ga、Si、Ti、Ta、Zr、Hf、Ag、Zn等を含有することもできる。
【0047】
磁性粉1の体積平均粒径は、好ましくは、100〜200μmであり、特に好ましくは、120〜170μmである。このときには、熱可塑性樹脂微粒子3の粒径を10〜12μm以下とすると、密度が大きくなり、磁気特性が向上する。本発明において、かかる体積平均粒径の測定は、シスメックス株式会社製のMastersizer2000のDRYユニットを用いて測定される。本発明においては、磁性粉1の磁石コンパウンド中での配合比率は、好ましくは、90〜99wt%であり、特に好ましくは、92〜97wt%である。磁性粉1の含有量が少なすぎると、磁気特性の向上が図れず、磁性粉1の含有量が多すぎると、結合樹脂(バインダー)の含有量が少なくなり、成形性が低下(割れなどの発生)する。
【0048】
本発明の長尺磁石成形体(図2における13を参照。)は、請求項1〜4のいずれか1項に記載の圧縮成形用磁石コンパウンドを磁場中で圧縮成形してなる。このように、請求項1〜4のいずれか1項に記載の圧縮成形用磁石コンパウンドを磁場中で圧縮成形してなる長尺磁石成形体であると、結合樹脂の濃度を小さくして磁気特性の大きな長尺磁石成形体とすることができるので、そのために、13MGOe以上(100mT以上)の高磁力の長尺磁石成形体を得ることができる。
【0049】
図2に示すように、本発明のマグネットローラ20Aには、磁性粉を含有するプラスチック磁石で構成される円筒形状の磁石成形体12の一部の極に相当する部分に、他の部材が埋設できるような、溝形状の収納部分が1極以上配設されている。そして、該収納部分に、該円筒状の磁石成形体12のプラスチック磁石よりも高磁力の磁石成形体として請求項5に記載の長尺磁石成形体13を埋設する。このように、該収納部分に、該円筒状の磁石成形体12のプラスチック磁石よりも高磁力の磁石成形体として請求項5に記載の長尺磁石成形体13を埋設すると、特定極の磁力をさらに高めた高機能化したマグネットローラ20Aとすることができる。
【0050】
図3に示すように、本発明の現像剤担持体20Bには、請求項6に記載のマグネットローラの外周に回転可能な非磁性円筒体14が配置されている。前記非磁性円筒体としては、例えば、アルミニウム、SUS(ステンレス)などを用いることができる。加工性、軽さの面でアルミニウムを用いられることが多い。アルミニウムの場合、A6063、A5056、A3003等、SUSの場合、303、304、316などを用いることができる。このように、請求項6に記載のマグネットローラの外周に回転可能な非磁性円筒体14が配置されていると、キャリアの付着を防止することができ、そのために、高画質化を可能とした現像剤担持体を提供することができる。
【0051】
図4に示すように、本発明の現像装置30は、現像剤担持体2B、現像剤供給部材21、及び、現像剤層規制部材22を少なくとも有している。そして、この現像装置30は、該現像剤担持体23として、請求項7に記載の現像剤担持体2Bを有している。このように、該現像剤担持体23として、請求項7に記載の現像剤担持体を有していると、高画質化を可能とした現像装置30を提供することができる。
【0052】
図5に示すように、本発明のプロセスカートリッジ40は、現像剤担持体20B、現像剤供給部材21、及び、現像剤層規制部材22を少なくとも有する現像装置30、並びに、帯電ローラ24及び像担持体25を有している。そして、このプロセスカートリッジ40は、該現像装置30として、請求項8に記載の現像装置を有している。このように、該現像装置30として、請求項8に記載の現像装置を有していると、高画質化を可能とすることができるプロセスカートリッジ40を提供することができる。
【0053】
図6に示すように、本発明の画像形成装置50は、プロセスカートリッジ40、光書き込み手段103、転写部材105、及び、定着装置117を少なくとも有している。そして、この本発明の画像形成装置50は、プロセスカートリッジ40として、請求項9に記載のプロセスカートリッジを有している。このように、プロセスカートリッジ40として、請求項9に記載のプロセスカートリッジを有していると、高画質化を可能とした画像装置50を提供することができる。
【0054】
図6においては、プロセスカートリッジ40は、現像剤担持体20B、現像剤供給部材21、及び、現像剤層規制部材22、を有する現像装置30、並びに、帯電ローラ24及び像担持体25を有したものとなっている。また、図6において、106は、クリーニングブレードであり、107は、除電光学系であり、113は、トナー供給部であり、114は、レジストローラであり、115は、トナー回収羽根であり、117は、定着装置であり、そして、116は、トナー搬送コイルである。
【0055】
(実施例1)
(1)ポリウレタン樹脂(AM36、旭電化工業社製)100重量部にカーボンブラック10重量部を添加して導電化し、この導電化したポリウレタン樹脂にメラミン樹脂(HV11、旭電化社製)20重量部を添加して被覆材料(B)とし、この被覆材料(B)を、平均粒径値:150μmの異方性Nd−Fe−B系磁性粉(MFP−12、愛知製鋼社製)よりなる磁性粉(A)5000重量部に流動層スプレーコートにより被覆し、これを60℃で熱風乾燥した後、130℃で1時間焼成して、該縮合架橋生成物で被覆された磁性粉とした。また、ポリエステル樹脂100重量部、第四級アンモニウム塩(帯電制御剤)1.5重量部、及び、スチレンアクリル樹脂(低軟化点物質)1.5重量部よりなる平均粒径:5.0μmの熱可塑性樹脂微粒子、並びに、疎水性シリカ(流動性付与剤)1.5重量部から構成される熱可塑性樹脂微粒子材料(C)とした。そして、前記縮合架橋生成物で被覆された磁性粉95重量%と前記熱可塑性樹脂微粒子材料5重量%とを配合し、これらをターブラーミキサーで10分間攪拌分散して、圧縮成形用磁石コンパウンド材料とした。
【0056】
(2)この圧縮成形用磁石コンパウンド材料を、磁性体(SKS3)で構成される幅2.5mm、深さ14.0mm、長さ313mmのR形状金型に充填した後、金型上面をすり切りし、そして、この金型をプレス機内に搬送した後、金型側面にコイルを設置して、100Aをプレス方向と直交方向に流しながら室温で400kNのプレス圧を加えることにより磁場中圧縮成形を行なった。次に、金型にワークが収納した状態で3500Vのパルスで金型及び磁石成形体を一括脱磁を行なった後、脱型装置でワークを取り出した。このワークの寸法をレーザ変位計を用いて長さ方向で連続的に測定したところ、幅:6.0mm、頂点部高さ:2.5mm、及び、長さ:313mmであった。続いて、このワークに100℃、60分の熱処理を施した後、パルス波着磁処理を2.5Tの発生磁場で行なって磁石成形体を得た。
【0057】
(実施例2)
実施例1における(1)において、ポリウレタン樹脂(AM36、旭電化工業社製)100重量部にカーボンブラック10重量部を添加して導電化し、この導電化したポリウレタン樹脂にメラミン樹脂(MX706、三和ケミカル社製)20重量部を添加して被覆材料(B)とした以外は、実施例1と同様にして磁石成形体を得た。
【0058】
(実施例3)
実施例1における(1)において、ポリウレタン樹脂(AM36、旭電化工業社製)100重量部にカーボンブラック10重量部を添加して導電化し、この導電化したポリウレタン樹脂にメラミン樹脂(MW22、三和ケミカル社製)20重量部を添加して被覆材料(B)とした以外は、実施例1と同様にして磁石成形体を得た。
【0059】
(実施例4)
実施例1における(1)において、ポリウレタン樹脂(AM36、旭電化工業社製)100重量部にカーボンブラック10重量部を添加して導電化し、この導電化したポリウレタン樹脂にメラミン樹脂(M30WT、住友化学社製)20重量部を添加して被覆材料(B)とした以外は、実施例1と同様にして磁石成形体を得た。
【0060】
(実施例5)
実施例1における(1)において、ポリウレタン樹脂(AM36、旭電化工業社製)100重量部にカーボンブラック10重量部を添加して導電化し、この導電化したポリウレタン樹脂にメラミン樹脂(SB201、三和ケミカル社製)20重量部を添加して被覆材料(B)とした以外は、実施例1と同様にして磁石成形体を得た。
【0061】
(実施例6)
実施例1における(1)において、ポリウレタン樹脂(AM36、旭電化工業社製)100重量部にカーボンブラック10重量部を添加して導電化し、この導電化したポリウレタン樹脂を被覆材料(B)とした以外は、実施例1と同様にして磁石成形体を得た。
【0062】
(参考例1)
ポリエステル樹脂100重量部、第四級アンモニウム塩(帯電制御剤)1.5重量部、及び、スチレンアクリル樹脂(低軟化点物質)1.5重量部よりなる平均粒径:5.0μmの熱可塑性樹脂微粒子、並びに、疎水性シリカ(流動性付与剤)1.5重量部から構成される熱可塑性樹脂微粒子材料(C)とした。そして、平均粒径値:150μmの異方性Nd−Fe−B系磁性粉(MFP−12、愛知製鋼社製)よりなる磁性粉(A)95重量%と前記熱可塑性樹脂微粒子材料5重量%とを配合し、これらをターブラーミキサーで10分間攪拌分散して、圧縮成形用磁石コンパウンド材料としたとした以外は、実施例1と同様にして磁石成形体を得た。
【0063】
(比較例1)
ポリエステル樹脂(20SS、東洋紡社製)100重量部、メチル化メラミン樹脂(サイメル325、三井サイテック社製)20重量部、ITO導電粒子(アルミナ粉ベース)55重量部よりなる被覆材料(B)を平均粒径値:150μmの異方性Nd−Fe−B系磁性粉(MFP−12、愛知製鋼社製)よりなる磁性粉(A)5000重量部に流動層スプレーコートにより被覆し、これを60℃で熱風乾燥した後、130℃で1時間焼成して、該縮合架橋生成物で被覆された磁性粉とした以外は、実施例1と同様にして磁石成形体を得た。
【0064】
(比較例2)
導電性フッ素樹脂(ジスロンEC−06ブラック、ダイキン社製)にイソシアネート系硬化剤を添加し、これらを酢酸ブチルで溶解してなる被覆材料(B)を平均粒径値:150μmの異方性Nd−Fe−B系磁性粉(A)(MFP−12、愛知製鋼社製)5000重量部に流動層スプレーコートにより被覆し、これを60℃で熱風乾燥した後、130℃で1時間焼成して、該縮合架橋生成物で被覆された磁性粉とした以外は、実施例1と同様にして磁石成形体を得た。
【0065】
以上、実施例1〜6、参考例1、及び、比較例1.2において用いられた磁性粉(A)、被覆材料(B)、圧縮成形用磁石コンパウンド材料、及び、熱可塑性樹脂微粒子材料(C)の仕事関数[eV]を測定し、実施例1〜6、参考例1、及び、比較例1.2において、圧縮成形用磁石コンパウンド材料の金型充填時の状態を視認によって測定し、そして、実施例1〜6、参考例1、及び、比較例1.2で得られた磁石成型体の磁束密度(パルス波着滋処理を2.5Tの発生磁場で実施)を測定したところ、次の表1に示される測定結果がえられた。
【0066】
【表1】
【図面の簡単な説明】
【0067】
【図1】本発明の一実施形態を示す圧縮成形用磁石コンパウンドの説明図であって、(a)は、平面説明図であり、そして、(b)は、一部拡大断面説明図である。
【図2】本発明の一実施形態を示すマグネットローの断面図である。
【図3】本発明の他の一実施形態を示す現像剤担持体の平面図である。
【図4】本発明の一実施形態を示す現像装置の説明図である。
【図5】本発明の一実施形態を示すプロセスカートリッジの説明図である。
【図6】本発明の一実施形態を示す画像形成装置の説明図である。
【図7】照射エネルギー[eV]を横軸とし、そして、規格化光量子収率[cps]縦軸としたグラフである。
【符号の説明】
【0068】
1 磁性粉
2 被覆層
3 熱可塑性樹脂微粒子
10 圧縮成形用磁石コンパウンド
11 芯軸
12 円筒状の磁石成形体
13 長尺磁石成形体
14 非磁性円筒体
20 現像剤担持体
21 現像剤供給部材
22 現像剤層規制部材
23 現像剤担持体
24 帯電ローラ
30 現像装置
40 プロセスカートリッジ
50 画像形成装置
【特許請求の範囲】
【請求項1】
磁性粉と熱可塑性樹脂微粒子とを有する磁石コンパウンドにおいて、前記磁性粉の表面の少なくとも一部が、ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物で構成される被覆層を有していることを特徴とする圧縮成形用磁石コンパウンド。
【請求項2】
前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物の仕事関数が、前記熱可塑性樹脂微粒子の仕事関数よりも0.1eV以上小さいことを特徴とする請求項1に記載の圧縮成形用磁石コンパウンド。
【請求項3】
前記熱可塑性樹脂微粒子の平均粒径が、前記磁性紛の1/10以下であることを特徴とする請求項1又は2に記載の圧縮成形用磁石コンパウンド。
【請求項4】
前記熱可塑性樹脂微粒子が、乳化重合法又は懸濁重合法により製造された球状の微粒子であることを特徴とする請求項1〜3のいずれか1項に記載の圧縮成形用磁石コンパウンド。
【請求項5】
請求項1〜4のいずれか1項に記載の圧縮成形用磁石コンパウンドを磁場中で圧縮成形してなる長尺磁石成形体。
【請求項6】
磁性粉を含有するプラスチック磁石で構成される円筒形状の磁石成形体の一部の極に相当する部分に、他の部材が埋設できるような、溝形状の収納部分が1極以上配設されたマグネットローラにおいて、該収納部分に、該円筒状の磁石成形体のプラスチック磁石よりも高磁力の磁石成形体として請求項5に記載の長尺磁石成形体を埋設したことを特徴とするマグネットローラ。
【請求項7】
請求項6に記載のマグネットローラの外周に回転可能な非磁性円筒体が配置されていることを特徴とする現像剤担持体。
【請求項8】
現像剤担持体、現像剤供給部材、及び、現像剤層規制部材を少なくとも有する現像装置において、該現像剤担持体として、請求項7に記載の現像剤担持体を有することを特徴とする現像装置。
【請求項9】
現像剤担持体、現像剤供給部材、及び、現像剤層規制部材を少なくとも有する現像装置、並びに、像担持体及び帯電ローラ有するプロセスカートリッジにおいて、該現像装置として、請求項8に記載の現像装置を有することを特徴とするプロセスカートリッジ。
【請求項10】
プロセスカートリッジ、光書き込み手段、転写部材、及び、定着装置を少なくとも有する画像形成装置において、プロセスカートリッジとして、請求項9に記載のプロセスカートリッジを有することを特徴とする画像形成装置。
【請求項1】
磁性粉と熱可塑性樹脂微粒子とを有する磁石コンパウンドにおいて、前記磁性粉の表面の少なくとも一部が、ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物で構成される被覆層を有していることを特徴とする圧縮成形用磁石コンパウンド。
【請求項2】
前記ポリウレタン樹脂又はポリウレタン樹脂とアミノ樹脂との縮合架橋生成物の仕事関数が、前記熱可塑性樹脂微粒子の仕事関数よりも0.1eV以上小さいことを特徴とする請求項1に記載の圧縮成形用磁石コンパウンド。
【請求項3】
前記熱可塑性樹脂微粒子の平均粒径が、前記磁性紛の1/10以下であることを特徴とする請求項1又は2に記載の圧縮成形用磁石コンパウンド。
【請求項4】
前記熱可塑性樹脂微粒子が、乳化重合法又は懸濁重合法により製造された球状の微粒子であることを特徴とする請求項1〜3のいずれか1項に記載の圧縮成形用磁石コンパウンド。
【請求項5】
請求項1〜4のいずれか1項に記載の圧縮成形用磁石コンパウンドを磁場中で圧縮成形してなる長尺磁石成形体。
【請求項6】
磁性粉を含有するプラスチック磁石で構成される円筒形状の磁石成形体の一部の極に相当する部分に、他の部材が埋設できるような、溝形状の収納部分が1極以上配設されたマグネットローラにおいて、該収納部分に、該円筒状の磁石成形体のプラスチック磁石よりも高磁力の磁石成形体として請求項5に記載の長尺磁石成形体を埋設したことを特徴とするマグネットローラ。
【請求項7】
請求項6に記載のマグネットローラの外周に回転可能な非磁性円筒体が配置されていることを特徴とする現像剤担持体。
【請求項8】
現像剤担持体、現像剤供給部材、及び、現像剤層規制部材を少なくとも有する現像装置において、該現像剤担持体として、請求項7に記載の現像剤担持体を有することを特徴とする現像装置。
【請求項9】
現像剤担持体、現像剤供給部材、及び、現像剤層規制部材を少なくとも有する現像装置、並びに、像担持体及び帯電ローラ有するプロセスカートリッジにおいて、該現像装置として、請求項8に記載の現像装置を有することを特徴とするプロセスカートリッジ。
【請求項10】
プロセスカートリッジ、光書き込み手段、転写部材、及び、定着装置を少なくとも有する画像形成装置において、プロセスカートリッジとして、請求項9に記載のプロセスカートリッジを有することを特徴とする画像形成装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−70075(P2006−70075A)
【公開日】平成18年3月16日(2006.3.16)
【国際特許分類】
【出願番号】特願2004−251979(P2004−251979)
【出願日】平成16年8月31日(2004.8.31)
【出願人】(000006747)株式会社リコー (37,907)
【Fターム(参考)】
【公開日】平成18年3月16日(2006.3.16)
【国際特許分類】
【出願日】平成16年8月31日(2004.8.31)
【出願人】(000006747)株式会社リコー (37,907)
【Fターム(参考)】
[ Back to top ]