
圧縮成形装置
【課題】圧縮成形の際の型閉速度と型閉圧力とを所要とおりに規定することができ、かくして充分に高精度の製品を高効率で圧縮成形することができる圧縮成形装置を提供する。【解決手段】型閉動速度を規定することができる、サーボモータ(22)或いはカム機構(32)の如き型閉速度規定手段と、型閉圧力を規定することができる、液圧シリンダ機構(14)の如き型閉圧力規定手段との双方を含んだ形態の型開閉手段を採用し、型閉速度規定手段の作動と型閉圧力規定手段との作動によって成形型手段の閉動が遂行されるようにせしめる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、開閉動せしめられる一対の成形型部材を有する成形型手段、成形型手段を開閉せしめる型開閉手段、及び型開閉手段の作動を制御するための作動制御手段を備えた圧縮成形装置に関する。
【背景技術】
【0002】
合成樹脂製品を圧縮成形するための圧縮成形装置として、当業者には周知の如く、少なくとも一方を他方に対して接近及び離隔する方向に移動せしめることによって開閉せしめられる一対の成形型部材を有する成形型手段と、この成形型手段を開閉せしめるための型開閉手段と、型開閉手段の作動を制御するための作動制御手段とを備えた圧縮成形装置が実用に供されている。従来の圧縮成形装置の典型例においては、下記特許文献1及び2に開始されている如く、型開閉手段は液圧シリンダ機構を含んでいる。成形型手段によって規定される成形型内の圧力を検出する型内圧力検出手段も配設されており、かかる型内圧力検出手段の検出値に基づいて型開閉手段を構成する液圧シリンダ機構の作動が制御され、かくして圧縮成形の際の成形型内の圧力が所要とおりに制御される。
【0003】
従来の圧縮成形装置の他の形態においては、型開閉手段はサーボモータ或いはカム機構を含んでいる。かような形態の圧縮成形装置においては、サーボモータの作動を適宜に制御することによって或いはカム機構を適宜に設定することによって、圧縮成形の際の型閉速度を所要とおりに制御することができる。
【特許文献1】特許第2980747号公報
【特許文献2】特公平4−2410号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明者等の経験によれば、充分に良好な合成樹脂製品を圧縮成形するためには、圧縮成形の際の型閉動速度を所要とおりに規定すると共に、型閉圧力を所要とおりに規定することが重要である。型閉動速度が過剰に大きいと製品に過剰な成形歪が生成され、或いはバリが生成される傾向がある。型閉動速度が過剰に小さいと成形効率が低下し、或いは樹脂素材が冷却されて樹脂素材の所要の流動が阻害されてしまう傾向がある。他方、型閉圧力が過剰に小さいと製品寸法精度が劣化し、或いは場合によっては樹脂素材が所要とおりに流動せしめられないことになる。型閉圧力が過剰に大きいと製品に過剰の成形歪が生成され、或いはバリが生成されてしまう。然るに、従来の圧縮成形装置においては、圧縮成形の際の型閉速度と型閉圧力との双方を所要とおりに規定することができず、充分に高精度の製品を高効率で圧縮成形することができなかった。
【0005】
本発明は上記事実に鑑みてなされたものであり、その主たる技術的課題は、圧縮成形の際の型閉速度と型閉圧力とを所要とおりに規定することができ、かくして高精度の製品を高効率で圧縮成形することができる、新規且つ改良された圧縮成形装置を提供することである。
【課題を解決するための手段】
【0006】
本発明によれば、型閉動速度を規定することができる、サーボモータ或いはカム機構の如き型閉速度規定手段と、型閉圧力を規定することができる、液圧シリンダ機構の如き型閉圧力規定手段との双方を含んだ形態の型開閉手段を採用し、型閉速度規定手段の作動と型閉圧力規定手段との作動によって成形型手段の閉動が遂行されるようになすせしめることによって、上記主たる技術的課題を達成する。
【0007】
即ち、本発明によれば、上記主たる技術的課題を達成する圧縮成形装置として、少なくとも一方を他方に対して接近及び離隔する方向に移動せしめることによって開閉せしめられる一対の成形型部材を有する成形型手段と、該成形型部材を開閉せしめるための型開閉手段とを備えた圧縮成形装置において、
該型開閉手段は型閉動速度を規定する型閉速度規定手段と型閉圧力を規定する型閉圧力規定手段とを含んでいる、ことを特徴とする圧縮成形装置が提供される。
【0008】
好ましくは、該成形型手段によって規定される成形型内の圧力が所定値に到達するまでは該型閉動速度規定手段の作動によって該成形型手段の閉動が遂行され、該成形型内の圧力が該所定値を越えると該型閉圧力規定手段の作動によって該成形型手段の閉動が遂行される。或いは、該成形型手段の該他方に対して該一方が所定位置まで接近するまでは該型閉動速度規定手段によって該成形型手段の閉動が遂行され、該成形型手段の該他方に対して該一方が所定位置を越えると該型閉圧力規定手段によって該成形型手段の閉動が遂行される。該成形型手段によって規定される成形型内の圧力を検出する型内圧力検出手段を含むのが好適である。該型閉圧力規定手段は液圧シリンダ機構から構成することができる。該型閉動速度規定手段はサーボモータ或いはカム機構から構成することができる。
【発明の効果】
【0009】
本発明の圧縮成形装置においては、圧縮成形の際の型閉動速度を型閉動速度規定手段によって所要とおりに規定することができると共に、圧縮成形の際の型閉圧力を型閉圧力規定手段によって所要とおりに規定することができ、従って高精度の製品を高効率で圧縮成形することができる。
【発明を実施するための最良の形態】
【0010】
以下、添付図面を参照して、本発明に従って構成された圧縮成形装置の好適実施形態について更に詳述する。
【0011】
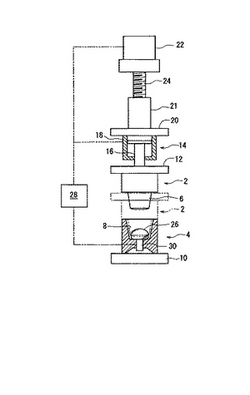
本発明に従って構成された圧縮成形装置の好適実施形態を簡略に図示している図1を参照して説明すると、圧縮成形装置は一対の成形型部材即ち雄型部材2及び雌型部材4を備えている。雄型部材2は逆円錐台形状のコア部6を有し、雌型部材4は上面に開口した逆円錐台形状の凹部8を有する。
【0012】
図示の実施形態においては、雌型部材4は静止支持部材10の上面に固定されている。一方、雄型部材2は第一の可動支持部材12の下面に固定されている。第一の可動支持部材12は、型閉圧力規定手段を構成する液圧シリンダ機構14のピストン16の下端に固定されている。油圧シリンダ機構又は空気圧シリンダ機構でよい液圧シリンダ機構14のシリンダ18は第二の可動支持部材20の下面に固定されている。第二の可動支持部材20の上方には型閉圧力規定手段を構成する電動サーボモータ22が配設されている。静止支持枠体に(図示していない)装着された電動サーボモータ22は実質上鉛直に下方に延びる出力軸24を有する。この出力軸24には雄螺条が形成されている。一方上記第二の可動支持部材20の上面には直立円筒部材21が固定され、この円筒部材21の内周面には雌螺条が形成されている。そして、電動サーボモータ22の出力軸24の下端部が円筒部材21に螺合されている。
【0013】
図1に図示する圧縮成形装置においては、図1に実線で示す如く雌型部材4に対して雄型部材2が上方に離隔せしめられている型開状態において雌型部材4の凹部8内に溶融乃至軟化状態の合成樹脂素材26が供給される。しかる後に、雄型部材4が二点鎖線で示す閉位置まで閉動即ち下降せしめられ、かくして合成樹脂素材26が所要形状に成形される。雄型部材2の下降は、後に更に詳述する如く、液圧シリンダ機構14を作動せしめてそのピストン16を伸長せしめることによって、或いは電動サーボモータ22を作動せしめてその出力軸24を所定方向に回転せしめることによって遂行される。
【0014】
図1を参照して説明を続けると、図示の圧縮成形装置には型開閉手段を構成する液圧シンダ機構14及び電動サーボモータ22の作動を制御する作動制御手段28も配設されている。この作動制御手段28はマイクロプロセッサから構成することができる。更に、雄型部材2と雌型部材4とによって規定される成形型内の圧力を検出するための型内圧力検出手段30も配設されている。この型内圧力検出手段30は、雌型部材4に配設されその検出面が凹部8の底面に露呈する圧力検出器から構成することができる。作動制御手段28は、液圧シリンダ機構14の作動及び電動サーボモータ22の作動を適宜に制御して雌型部材4に対して雄型部材2を下降せしめる。
【0015】
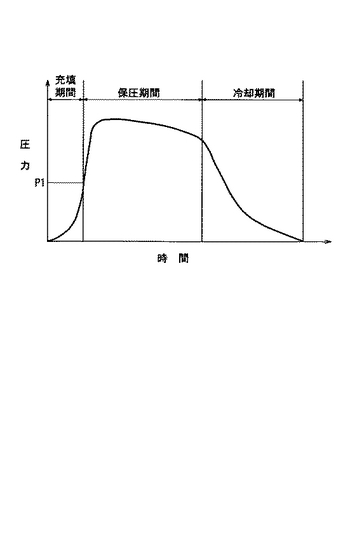
図2は、合成樹脂素材26を圧縮成形する際の型内圧力の望ましい変動曲線の一例を示している。型閉動開始から型内圧力が所定値P1に達するまでの所謂充填期間においては、合成樹脂素材26の流動による充填速度を充分に均一化するために、雄型部材2を比較的高速であるのが好都合である所定速度で下降即ち閉動せしめることが望まれる。従って、電動サーボモータ22を作動せしめて雄型部材2の下降を開始し、型内圧力検出手段30が検出する型内圧力がP1に達するまでは電動サーボモータ22の作動によって雄型部材2を下降せしめる。型内圧力がP1に達した後の保圧期間においては型内圧力を比較的高い圧力に維持することが重要である。そこで、電動サーボモータ22の作動を停止せしめて液圧シリンダ機構14の作動を開始し、型内圧力検出手段28が検出する型内圧力に応じて液圧シリンダ機構14の作動を制御して雄型部材2を下降即ち閉動せしめる。保圧期間に続く冷却期間においては、型内圧力を漸次低減せしめることが望まれる。従って、引き続き型内圧力検出手段28が検出する型内圧力に応じて液圧シリンダ機構14の作動を制御して、合成樹脂素材26の冷却に起因する収縮に応じて雄型部材2を漸次下降せしめる。かくして、所謂充填速度を充分に高速化且つ均一化し、そしてまた保圧期間及び冷却期間の型内圧力を所要とおりに制御し、充分に精密な圧縮成形品を高効率で成形することができる。冷却期間を経過した後においては、雄型部材2は上昇されて成形型が開かれ、圧縮成形された製品が成形型から取り出される。雄型部材2の上昇は液圧シリンダ機構14と電動サーボモータ22とのいずれかあるいは双方によって遂行することができる。図2に例示するとおりの型内圧力の望ましい変動曲線は、圧縮成形すべき製品毎に所要実験を遂行して求めることができる。
【0016】
図3は本発明に従って構成された圧縮成形装置の変形実施形態を図示している。図3に図示する圧縮成形装置においては、電動サーボモータに代えてカム機構32によって型閉動速度規定手段を構成している。更に詳述すると、第二の可動支持部材20の上面には直立支柱34が固定されており、かかる直立支柱34の上端にはカムローラ36が紙面に対して垂直に延びる中心軸線を中心として回転自在に装着されている。そして、カムローラ36と協働する静止カム溝38(図3にはその一部のみを図示している)が配設されている。雄型部材2及び雌型部材4は鉛直に延びる中心軸線を中心として回転駆動せしめられる回転盤(図示していない)の周縁部に装着されており、回転盤の回転によって所定円形軌道に沿って移動せしめられるが、上記カム溝38は雄型部材2及び雌型部材4の円形軌道に沿って延在せしめられている。従って、回転盤の回転に応じて雄型部材2及び雌型部材4が円形軌道に沿って移動せしめられる際には、カム溝38とカムローラ36との協働によって雄型部材2が適宜に下降及び上昇せしめられる。雄型部材2の下降速度即ち閉動速度は回転盤の回転速度と共にカム溝38の形状、更に詳しくは回転盤の回転方向に向かって漸次下方に傾斜する下方傾斜部40の傾斜角度によって規定される。
【0017】
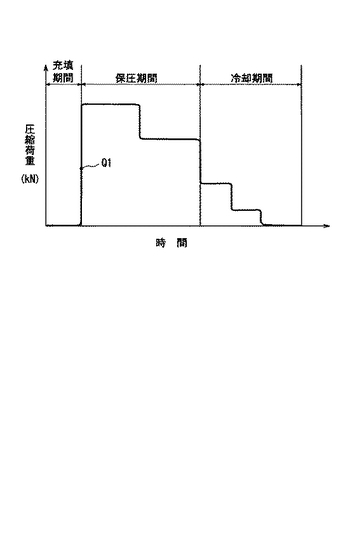
図4は図3に図示する圧縮成形装置によって合成樹脂素材26を圧縮成形する際の、液圧シリンダ機構14によって第一の可動支持部材12に、従って雄型部材2に加えられる圧縮荷重の望ましい変動の一例を示している。雄型部材2の下降即ち閉動が開始されてから所定時間経過まで、即ちカムローラ36がカム溝38の下方傾斜部40を通過する間は、所謂充填期間であり、カム機構32によって雄型部材2が比較的高速であるのが好適である所定速度で所定位置まで下降される。次いで、液圧シリンダ機構14が作動せしめられ、雄型部材2が漸次下降せしめられる。カム機構32による雄型部材2の下降が終了し、液圧シリンダ機構14による雄型部材2の下降が開始される時点は図4において符号Q1で示す時点である。引き続く保圧期間及び冷却期間における圧縮荷重の変動は、制御手段28によって液圧シリンダ機構14を所定とおりに制御することによって、例えば図4に図示するとおりに段階的に変動せしめることができる。圧縮荷重の望ましい変動様式は、圧縮すべき製品毎に所要実験を遂行して求めることができる。所望ならば、図1に示す実施形態と同様に、型内圧力を検出する型内圧力検出手段を配設し、型内圧力に応じて液圧シリンダ機構14の作動を制御することもできる。
【0018】
図示の実施形態においては、雄型部材2を移動せしめることによって型閉を遂行しているが、雌型部材4を移動せしめることによって或いは雄型部材2と共に雌型部材4を移動せしめることによって型閉を遂行することもできることは多言を要しない。また、図1に図示する実施形態においては、型内圧力が所定値まで上昇した時に雄型部材2の下降を電動サーボモータ22の作動から液圧シリンダ機構14の作動に切り換えているが、所望ならば、電動サーボモータ22を使用する実施形態においても、雄型部材2が所定位置まで下降せしめられるとこれを検出する検出器を配設し、雄型部材2が所定位置まで下降せしめられたことを検出した時点で雄型部材2の下降を電動サーボモータ22の作動から液圧シリンダ機構14の作動に切り換えることもできる。更に、図1及び図3に図示する実施形態のいずれにおいても、電動サーボモータ22或いはカム機構32の作動を停止せしめるのと実質上同時に液圧シリンダ機構14の作動を開始しているが、所望ならば部分的に電動サーボモータ22或いはカム機構32の作動と液圧リシンダ機構14の作動とを重複せしめることもできる。
【図面の簡単な説明】
【0019】
【図1】本発明に従って構成された圧縮成形装置の好適実施形態を示す簡略断面図。
【図2】図1の圧縮成形装置における型内圧力の変動の一例を示す線図。
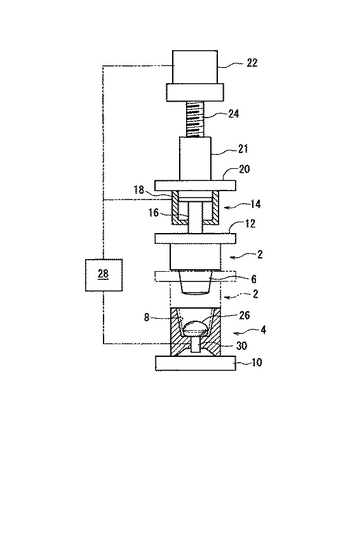
【図3】本発明に従って構成された圧縮成形装置の変形実施形態を示す簡略断面図。
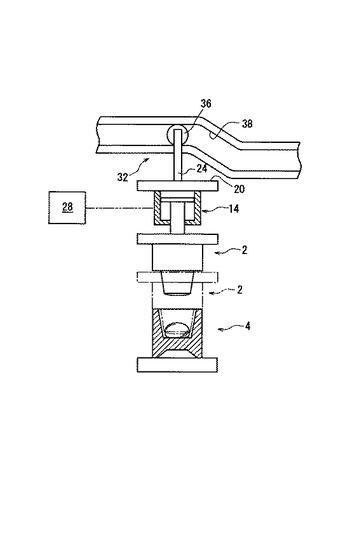
【図4】図3の圧縮成形装置における圧縮荷重の変動の一例を示す線図。
【符号の説明】
【0020】
2:雄型部材(成形型部材)
4:雌型部材(成形型部材)
14:液圧シリンダ機構(型閉圧力規定手段)
22:電動サーボモータ(型閉速度規定手段)
28:型内圧力検出手段
32:カム機構(型閉速度規定手段)
【技術分野】
【0001】
本発明は、開閉動せしめられる一対の成形型部材を有する成形型手段、成形型手段を開閉せしめる型開閉手段、及び型開閉手段の作動を制御するための作動制御手段を備えた圧縮成形装置に関する。
【背景技術】
【0002】
合成樹脂製品を圧縮成形するための圧縮成形装置として、当業者には周知の如く、少なくとも一方を他方に対して接近及び離隔する方向に移動せしめることによって開閉せしめられる一対の成形型部材を有する成形型手段と、この成形型手段を開閉せしめるための型開閉手段と、型開閉手段の作動を制御するための作動制御手段とを備えた圧縮成形装置が実用に供されている。従来の圧縮成形装置の典型例においては、下記特許文献1及び2に開始されている如く、型開閉手段は液圧シリンダ機構を含んでいる。成形型手段によって規定される成形型内の圧力を検出する型内圧力検出手段も配設されており、かかる型内圧力検出手段の検出値に基づいて型開閉手段を構成する液圧シリンダ機構の作動が制御され、かくして圧縮成形の際の成形型内の圧力が所要とおりに制御される。
【0003】
従来の圧縮成形装置の他の形態においては、型開閉手段はサーボモータ或いはカム機構を含んでいる。かような形態の圧縮成形装置においては、サーボモータの作動を適宜に制御することによって或いはカム機構を適宜に設定することによって、圧縮成形の際の型閉速度を所要とおりに制御することができる。
【特許文献1】特許第2980747号公報
【特許文献2】特公平4−2410号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明者等の経験によれば、充分に良好な合成樹脂製品を圧縮成形するためには、圧縮成形の際の型閉動速度を所要とおりに規定すると共に、型閉圧力を所要とおりに規定することが重要である。型閉動速度が過剰に大きいと製品に過剰な成形歪が生成され、或いはバリが生成される傾向がある。型閉動速度が過剰に小さいと成形効率が低下し、或いは樹脂素材が冷却されて樹脂素材の所要の流動が阻害されてしまう傾向がある。他方、型閉圧力が過剰に小さいと製品寸法精度が劣化し、或いは場合によっては樹脂素材が所要とおりに流動せしめられないことになる。型閉圧力が過剰に大きいと製品に過剰の成形歪が生成され、或いはバリが生成されてしまう。然るに、従来の圧縮成形装置においては、圧縮成形の際の型閉速度と型閉圧力との双方を所要とおりに規定することができず、充分に高精度の製品を高効率で圧縮成形することができなかった。
【0005】
本発明は上記事実に鑑みてなされたものであり、その主たる技術的課題は、圧縮成形の際の型閉速度と型閉圧力とを所要とおりに規定することができ、かくして高精度の製品を高効率で圧縮成形することができる、新規且つ改良された圧縮成形装置を提供することである。
【課題を解決するための手段】
【0006】
本発明によれば、型閉動速度を規定することができる、サーボモータ或いはカム機構の如き型閉速度規定手段と、型閉圧力を規定することができる、液圧シリンダ機構の如き型閉圧力規定手段との双方を含んだ形態の型開閉手段を採用し、型閉速度規定手段の作動と型閉圧力規定手段との作動によって成形型手段の閉動が遂行されるようになすせしめることによって、上記主たる技術的課題を達成する。
【0007】
即ち、本発明によれば、上記主たる技術的課題を達成する圧縮成形装置として、少なくとも一方を他方に対して接近及び離隔する方向に移動せしめることによって開閉せしめられる一対の成形型部材を有する成形型手段と、該成形型部材を開閉せしめるための型開閉手段とを備えた圧縮成形装置において、
該型開閉手段は型閉動速度を規定する型閉速度規定手段と型閉圧力を規定する型閉圧力規定手段とを含んでいる、ことを特徴とする圧縮成形装置が提供される。
【0008】
好ましくは、該成形型手段によって規定される成形型内の圧力が所定値に到達するまでは該型閉動速度規定手段の作動によって該成形型手段の閉動が遂行され、該成形型内の圧力が該所定値を越えると該型閉圧力規定手段の作動によって該成形型手段の閉動が遂行される。或いは、該成形型手段の該他方に対して該一方が所定位置まで接近するまでは該型閉動速度規定手段によって該成形型手段の閉動が遂行され、該成形型手段の該他方に対して該一方が所定位置を越えると該型閉圧力規定手段によって該成形型手段の閉動が遂行される。該成形型手段によって規定される成形型内の圧力を検出する型内圧力検出手段を含むのが好適である。該型閉圧力規定手段は液圧シリンダ機構から構成することができる。該型閉動速度規定手段はサーボモータ或いはカム機構から構成することができる。
【発明の効果】
【0009】
本発明の圧縮成形装置においては、圧縮成形の際の型閉動速度を型閉動速度規定手段によって所要とおりに規定することができると共に、圧縮成形の際の型閉圧力を型閉圧力規定手段によって所要とおりに規定することができ、従って高精度の製品を高効率で圧縮成形することができる。
【発明を実施するための最良の形態】
【0010】
以下、添付図面を参照して、本発明に従って構成された圧縮成形装置の好適実施形態について更に詳述する。
【0011】
本発明に従って構成された圧縮成形装置の好適実施形態を簡略に図示している図1を参照して説明すると、圧縮成形装置は一対の成形型部材即ち雄型部材2及び雌型部材4を備えている。雄型部材2は逆円錐台形状のコア部6を有し、雌型部材4は上面に開口した逆円錐台形状の凹部8を有する。
【0012】
図示の実施形態においては、雌型部材4は静止支持部材10の上面に固定されている。一方、雄型部材2は第一の可動支持部材12の下面に固定されている。第一の可動支持部材12は、型閉圧力規定手段を構成する液圧シリンダ機構14のピストン16の下端に固定されている。油圧シリンダ機構又は空気圧シリンダ機構でよい液圧シリンダ機構14のシリンダ18は第二の可動支持部材20の下面に固定されている。第二の可動支持部材20の上方には型閉圧力規定手段を構成する電動サーボモータ22が配設されている。静止支持枠体に(図示していない)装着された電動サーボモータ22は実質上鉛直に下方に延びる出力軸24を有する。この出力軸24には雄螺条が形成されている。一方上記第二の可動支持部材20の上面には直立円筒部材21が固定され、この円筒部材21の内周面には雌螺条が形成されている。そして、電動サーボモータ22の出力軸24の下端部が円筒部材21に螺合されている。
【0013】
図1に図示する圧縮成形装置においては、図1に実線で示す如く雌型部材4に対して雄型部材2が上方に離隔せしめられている型開状態において雌型部材4の凹部8内に溶融乃至軟化状態の合成樹脂素材26が供給される。しかる後に、雄型部材4が二点鎖線で示す閉位置まで閉動即ち下降せしめられ、かくして合成樹脂素材26が所要形状に成形される。雄型部材2の下降は、後に更に詳述する如く、液圧シリンダ機構14を作動せしめてそのピストン16を伸長せしめることによって、或いは電動サーボモータ22を作動せしめてその出力軸24を所定方向に回転せしめることによって遂行される。
【0014】
図1を参照して説明を続けると、図示の圧縮成形装置には型開閉手段を構成する液圧シンダ機構14及び電動サーボモータ22の作動を制御する作動制御手段28も配設されている。この作動制御手段28はマイクロプロセッサから構成することができる。更に、雄型部材2と雌型部材4とによって規定される成形型内の圧力を検出するための型内圧力検出手段30も配設されている。この型内圧力検出手段30は、雌型部材4に配設されその検出面が凹部8の底面に露呈する圧力検出器から構成することができる。作動制御手段28は、液圧シリンダ機構14の作動及び電動サーボモータ22の作動を適宜に制御して雌型部材4に対して雄型部材2を下降せしめる。
【0015】
図2は、合成樹脂素材26を圧縮成形する際の型内圧力の望ましい変動曲線の一例を示している。型閉動開始から型内圧力が所定値P1に達するまでの所謂充填期間においては、合成樹脂素材26の流動による充填速度を充分に均一化するために、雄型部材2を比較的高速であるのが好都合である所定速度で下降即ち閉動せしめることが望まれる。従って、電動サーボモータ22を作動せしめて雄型部材2の下降を開始し、型内圧力検出手段30が検出する型内圧力がP1に達するまでは電動サーボモータ22の作動によって雄型部材2を下降せしめる。型内圧力がP1に達した後の保圧期間においては型内圧力を比較的高い圧力に維持することが重要である。そこで、電動サーボモータ22の作動を停止せしめて液圧シリンダ機構14の作動を開始し、型内圧力検出手段28が検出する型内圧力に応じて液圧シリンダ機構14の作動を制御して雄型部材2を下降即ち閉動せしめる。保圧期間に続く冷却期間においては、型内圧力を漸次低減せしめることが望まれる。従って、引き続き型内圧力検出手段28が検出する型内圧力に応じて液圧シリンダ機構14の作動を制御して、合成樹脂素材26の冷却に起因する収縮に応じて雄型部材2を漸次下降せしめる。かくして、所謂充填速度を充分に高速化且つ均一化し、そしてまた保圧期間及び冷却期間の型内圧力を所要とおりに制御し、充分に精密な圧縮成形品を高効率で成形することができる。冷却期間を経過した後においては、雄型部材2は上昇されて成形型が開かれ、圧縮成形された製品が成形型から取り出される。雄型部材2の上昇は液圧シリンダ機構14と電動サーボモータ22とのいずれかあるいは双方によって遂行することができる。図2に例示するとおりの型内圧力の望ましい変動曲線は、圧縮成形すべき製品毎に所要実験を遂行して求めることができる。
【0016】
図3は本発明に従って構成された圧縮成形装置の変形実施形態を図示している。図3に図示する圧縮成形装置においては、電動サーボモータに代えてカム機構32によって型閉動速度規定手段を構成している。更に詳述すると、第二の可動支持部材20の上面には直立支柱34が固定されており、かかる直立支柱34の上端にはカムローラ36が紙面に対して垂直に延びる中心軸線を中心として回転自在に装着されている。そして、カムローラ36と協働する静止カム溝38(図3にはその一部のみを図示している)が配設されている。雄型部材2及び雌型部材4は鉛直に延びる中心軸線を中心として回転駆動せしめられる回転盤(図示していない)の周縁部に装着されており、回転盤の回転によって所定円形軌道に沿って移動せしめられるが、上記カム溝38は雄型部材2及び雌型部材4の円形軌道に沿って延在せしめられている。従って、回転盤の回転に応じて雄型部材2及び雌型部材4が円形軌道に沿って移動せしめられる際には、カム溝38とカムローラ36との協働によって雄型部材2が適宜に下降及び上昇せしめられる。雄型部材2の下降速度即ち閉動速度は回転盤の回転速度と共にカム溝38の形状、更に詳しくは回転盤の回転方向に向かって漸次下方に傾斜する下方傾斜部40の傾斜角度によって規定される。
【0017】
図4は図3に図示する圧縮成形装置によって合成樹脂素材26を圧縮成形する際の、液圧シリンダ機構14によって第一の可動支持部材12に、従って雄型部材2に加えられる圧縮荷重の望ましい変動の一例を示している。雄型部材2の下降即ち閉動が開始されてから所定時間経過まで、即ちカムローラ36がカム溝38の下方傾斜部40を通過する間は、所謂充填期間であり、カム機構32によって雄型部材2が比較的高速であるのが好適である所定速度で所定位置まで下降される。次いで、液圧シリンダ機構14が作動せしめられ、雄型部材2が漸次下降せしめられる。カム機構32による雄型部材2の下降が終了し、液圧シリンダ機構14による雄型部材2の下降が開始される時点は図4において符号Q1で示す時点である。引き続く保圧期間及び冷却期間における圧縮荷重の変動は、制御手段28によって液圧シリンダ機構14を所定とおりに制御することによって、例えば図4に図示するとおりに段階的に変動せしめることができる。圧縮荷重の望ましい変動様式は、圧縮すべき製品毎に所要実験を遂行して求めることができる。所望ならば、図1に示す実施形態と同様に、型内圧力を検出する型内圧力検出手段を配設し、型内圧力に応じて液圧シリンダ機構14の作動を制御することもできる。
【0018】
図示の実施形態においては、雄型部材2を移動せしめることによって型閉を遂行しているが、雌型部材4を移動せしめることによって或いは雄型部材2と共に雌型部材4を移動せしめることによって型閉を遂行することもできることは多言を要しない。また、図1に図示する実施形態においては、型内圧力が所定値まで上昇した時に雄型部材2の下降を電動サーボモータ22の作動から液圧シリンダ機構14の作動に切り換えているが、所望ならば、電動サーボモータ22を使用する実施形態においても、雄型部材2が所定位置まで下降せしめられるとこれを検出する検出器を配設し、雄型部材2が所定位置まで下降せしめられたことを検出した時点で雄型部材2の下降を電動サーボモータ22の作動から液圧シリンダ機構14の作動に切り換えることもできる。更に、図1及び図3に図示する実施形態のいずれにおいても、電動サーボモータ22或いはカム機構32の作動を停止せしめるのと実質上同時に液圧シリンダ機構14の作動を開始しているが、所望ならば部分的に電動サーボモータ22或いはカム機構32の作動と液圧リシンダ機構14の作動とを重複せしめることもできる。
【図面の簡単な説明】
【0019】
【図1】本発明に従って構成された圧縮成形装置の好適実施形態を示す簡略断面図。
【図2】図1の圧縮成形装置における型内圧力の変動の一例を示す線図。
【図3】本発明に従って構成された圧縮成形装置の変形実施形態を示す簡略断面図。
【図4】図3の圧縮成形装置における圧縮荷重の変動の一例を示す線図。
【符号の説明】
【0020】
2:雄型部材(成形型部材)
4:雌型部材(成形型部材)
14:液圧シリンダ機構(型閉圧力規定手段)
22:電動サーボモータ(型閉速度規定手段)
28:型内圧力検出手段
32:カム機構(型閉速度規定手段)
【特許請求の範囲】
【請求項1】
少なくとも一方を他方に対して接近及び離隔する方向に移動せしめることによって開閉せしめられる一対の成形型部材を有する成形型手段と、該成形型部材を開閉せしめるための型開閉手段とを備えた圧縮成形装置において、
該型開閉手段は型閉動速度を規定する型閉速度規定手段と型閉圧力を規定する型閉圧力規定手段とを含んでいる、ことを特徴とする圧縮成形装置。
【請求項2】
該成形型手段によって規定される成形型内の圧力が所定値に到達するまでは該型閉動速度規定手段の作動によって該成形型手段の閉動が遂行され、該成形型内の圧力が該所定値を越えると該型閉圧力規定手段の作動によって該成形型手段の閉動が遂行される、請求項1記載の圧縮成形装置。
【請求項3】
該成形型手段の該他方に対して該一方が所定位置まで接近するまでは該型閉動速度規定手段によって該成形型手段の閉動が遂行され、該成形型手段の該他方に対して該一方が所定位置を越えると該型閉圧力規定手段によって該成形型手段の閉動が遂行される、請求項1記載の圧縮成形装置。
【請求項4】
該成形型手段によって規定される成形型内の圧力を検出する型内圧力検出手段を含む、請求項1から3までのいずれかに記載の圧縮成形装置。
【請求項5】
該型閉圧力規定手段は液圧シリンダ機構から構成されている、請求項1から4までのいずれかに記載の圧縮成形装置。
【請求項6】
該型閉動速度規定手段はサーボモータから構成されている、請求項1から5までのいずれかに記載の圧縮成形装置。
【請求項7】
該型閉動速度規定手段はカム機構から構成されている、請求項1から5までのいずれかに記載の圧縮成形装置。
【請求項1】
少なくとも一方を他方に対して接近及び離隔する方向に移動せしめることによって開閉せしめられる一対の成形型部材を有する成形型手段と、該成形型部材を開閉せしめるための型開閉手段とを備えた圧縮成形装置において、
該型開閉手段は型閉動速度を規定する型閉速度規定手段と型閉圧力を規定する型閉圧力規定手段とを含んでいる、ことを特徴とする圧縮成形装置。
【請求項2】
該成形型手段によって規定される成形型内の圧力が所定値に到達するまでは該型閉動速度規定手段の作動によって該成形型手段の閉動が遂行され、該成形型内の圧力が該所定値を越えると該型閉圧力規定手段の作動によって該成形型手段の閉動が遂行される、請求項1記載の圧縮成形装置。
【請求項3】
該成形型手段の該他方に対して該一方が所定位置まで接近するまでは該型閉動速度規定手段によって該成形型手段の閉動が遂行され、該成形型手段の該他方に対して該一方が所定位置を越えると該型閉圧力規定手段によって該成形型手段の閉動が遂行される、請求項1記載の圧縮成形装置。
【請求項4】
該成形型手段によって規定される成形型内の圧力を検出する型内圧力検出手段を含む、請求項1から3までのいずれかに記載の圧縮成形装置。
【請求項5】
該型閉圧力規定手段は液圧シリンダ機構から構成されている、請求項1から4までのいずれかに記載の圧縮成形装置。
【請求項6】
該型閉動速度規定手段はサーボモータから構成されている、請求項1から5までのいずれかに記載の圧縮成形装置。
【請求項7】
該型閉動速度規定手段はカム機構から構成されている、請求項1から5までのいずれかに記載の圧縮成形装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−168322(P2006−168322A)
【公開日】平成18年6月29日(2006.6.29)
【国際特許分類】
【出願番号】特願2004−367823(P2004−367823)
【出願日】平成16年12月20日(2004.12.20)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成18年6月29日(2006.6.29)
【国際特許分類】
【出願日】平成16年12月20日(2004.12.20)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]