
圧電デバイスおよびその製造方法
【課題】実装基板に対するパッケージの所定位置からのずれを防止または抑制し、信頼性の高い圧電デバイスおよび圧電デバイスの製造方法を提供することにある。
【解決手段】圧電デバイス1は、圧電振動片2を収容したパッケージ3と、実装基板4と、パッケージ3と実装基板4との間に隙間を形成するスペーサ51〜54と、電子部品6とを有している。スペーサ51〜54のうちのスペーサ51、52は、金属ろう7によりパッケージ3に固定され、スペーサ53、54は、熱硬化性接着剤8によりパッケージ3に固定される。熱硬化性接着剤8によるスペーサ53、54とパッケージ3の固定は、金属ろう7によるスペーサ51、52とパッケージ3の固定に先立って行われる。
【解決手段】圧電デバイス1は、圧電振動片2を収容したパッケージ3と、実装基板4と、パッケージ3と実装基板4との間に隙間を形成するスペーサ51〜54と、電子部品6とを有している。スペーサ51〜54のうちのスペーサ51、52は、金属ろう7によりパッケージ3に固定され、スペーサ53、54は、熱硬化性接着剤8によりパッケージ3に固定される。熱硬化性接着剤8によるスペーサ53、54とパッケージ3の固定は、金属ろう7によるスペーサ51、52とパッケージ3の固定に先立って行われる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、圧電デバイスおよびその製造方法に関する。
【背景技術】
【0002】
圧電デバイスとしては、支持基板上に水晶発振器回路を構成する電子部品を設けるとともに、この電子部品の上方に水晶振動子を位置させるように、水晶振動子をスペーサを介して前記支持基板に固定した構成のものが知られている(特許文献1参照)。
特許文献1の圧電デバイス(圧電発振器)は、内部に圧電振動片を収容するパッケージと、パッケージを接続部材(スペーサ)を介して固定する回路基板と、接続部材により形成された回路基板とパッケージの間の空間に位置するように回路基板に実装された集積回路(IC)とを有している。
このような圧電デバイスでは、接続部材として、融点の高い球形部材を核の周囲に、融点の低い導電性部材(ハンダ)をコーティングしたハンダボールを用いており、これにより、核の周囲にコーティングされたハンダにて電気的接続を行いつつ、核によりパッケージを支持することができるようになっている。
【0003】
しかしながら、このような圧電デバイスでは、接続部材のハンダを溶融・固化し、接続部材と回路基板および接続部材とパッケージが、それぞれ接合されるまでは、パッケージが回路基板に対して変位し易い。特に、4つの接続部材の溶融は、必ずしも同時に起こるわけではなく、4つの接続部材の溶融開始時刻がずれると、最後に溶融する接続部材を軸として、パッケージがその面方向に変位する。
このように、特許文献1の圧電デバイスでは、パッケージの配設位置が所定位置に対してずれるという問題がある。パッケージの配設位置が所定位置に対してずれると、例えば、回路基板と圧電振動片とを電気的に接続できなかったり、圧電デバイスの大型化(異形化)を招いたりしてしまう。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−104151号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、パッケージの所定位置からのずれを防止または抑制し、信頼性の高い圧電デバイスおよび圧電デバイスの製造方法を提供することにある。
【課題を解決するための手段】
【0006】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態又は適用例として実現することが可能である。
[適用例1]
本発明の圧電デバイスは、圧電振動片を収容したパッケージと、
前記パッケージを実装する実装基板と、
前記パッケージと前記実装基板との間に設けられ、前記パッケージと前記実装基板との間に隙間を形成する複数のスペーサと、
前記隙間に位置するように配置され、前記圧電振動片を駆動する電子部品と、
を有し、
前記複数のスペーサのうちの少なくとも1つは、第1の固定材料により前記パッケージに固定され、他の前記スペーサの少なくとも1つは、第2の固定材料により前記パッケージに固定されており、
前記第1の固定材料は、金属ろうであり、
前記第2の固定材料は、前記第1の固定材料に先立って前記スペーサと前記パッケージとを接着固定する接着剤であることを特徴とする。
これにより、パッケージの所定位置からのずれを防止または抑制でき、信頼性の高い圧電デバイスが得られる。
【0007】
[適用例2]
本発明の圧電デバイスは、圧電振動片を収容したパッケージと、
前記パッケージを実装する実装基板と、
前記パッケージと前記実装基板との間に設けられ、前記パッケージと前記実装基板との間に隙間を形成する複数のスペーサと、
前記隙間に位置するように配置され、前記圧電振動片を駆動する電子部品と、
を有し、
前記複数のスペーサのうちの少なくとも1つは、第1の固定材料により前記パッケージに固定され、他の前記スペーサの少なくとも1つは、第2の固定材料により前記パッケージに固定されており、
前記第1の固定材料は、金属ろうであり、
前記第2の固定材料は、前記第1の固定材料に先立って前記スペーサと前記パッケージとを接着固定する接着剤であり、
前記接着剤は、前記金属ろうの融点よりも低い硬化温度を有する熱硬化性接着剤であることを特徴とする。
これにより、熱硬化性接着剤の硬化温度以上かつ金属ろうの融点以下の温度に加熱することにより、金属ろうを溶融させずに、熱硬化性接着剤を硬化させることができる。そのため、簡単に、熱硬化性接着剤によるスペーサとパッケージとの固定を、金属ろうによるスペーサとパッケージとの固定に先立って行うことができる。
【0008】
[適用例3]
本発明の圧電デバイスでは、前記接着剤の前記硬化温度は、前記金属ろうの前記融点よりも10度以上低いことが好ましい。
これにより、金属ろうは溶融しないが、熱硬化性接着剤は硬化する温度範囲を比較的広く確保することができる。
【0009】
[適用例4]
本発明の圧電デバイスでは、前記複数のスペーサのうちの前記第2の固定材料を介して前記パッケージに固定される前記スペーサは、球状の核と、前記核の表面を覆うように形成された半田とを有していることが好ましい。
これにより、核にスペーサとしての機能(すなわち、パッケージと実装基板との間に電子部品を設けるための隙間を形成する機能)を発揮させつつ、半田を介してパッケージを実装基板に固着することができる。
【0010】
[適用例5]
本発明の圧電デバイスでは、前記複数のスペーサのうちの前記第2の固定材料を介して前記パッケージに固定される前記スペーサおよび前記接着剤は、それぞれ、導電性を有していることが好ましい。
これにより、姿勢安定スペーサを介しても、電子部品と圧電振動片とを電気的に接続することができる。
【0011】
[適用例6]
本発明の圧電デバイスの製造方法は、圧電振動片を収容したパッケージを複数のスペーサを介して実装基板に実装した圧電デバイスの製造方法であって、
前記複数のスペーサのうちの少なくとも1つの前記スペーサを、接着剤を介して前記パッケージに固定する第1の工程と、
前記第1の工程の後、前記複数のスペーサのうちの、前記接着剤を介して前記パッケージに固定された前記スペーサ以外の前記スペーサの少なくとも1つを、金属ろうを介して前記パッケージに固定する第2の工程とを有することを特徴とする。
これにより、パッケージの所定位置からのずれを防止または抑制でき、信頼性の高い圧電デバイスを製造することができる。
【0012】
[適用例7]
本発明の圧電デバイスの製造方法では、前記接着剤は、前記金属ろうの融点よりも低い硬化温度の熱硬化性接着剤であり、
前記第1の工程は、前記熱硬化性接着剤の前記硬化温度より高く、かつ、前記金属ろうの前記融点よりも低い温度に加熱することにより行われることが好ましい。
これにより、熱硬化性接着剤の硬化温度以上かつ金属ろうの融点以下の温度に加熱することにより、金属ろうを溶融させずに、熱硬化性接着剤を硬化させることができる。そのため、簡単に、熱硬化性接着剤によるスペーサとパッケージとの固定を、金属ろうによるスペーサとパッケージとの固定に先立って行うことができる。
【0013】
[適用例8]
本発明の圧電デバイスの製造方法では、前記接着剤の硬化温度は、前記金属ろうの融点よりも10度以上低いことが好ましい。
これにより、金属ろうは溶融しないが、熱硬化性接着剤は硬化する温度範囲を比較的広く確保することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の圧電デバイスの第1実施形態を示す断面図である。
【図2】図1に示す圧電デバイスが備えるパッケージの上面図および下面図である。
【図3】図1に示す圧電デバイスが備える実装基板の上面図である。
【図4】図1に示す圧電デバイスが備えるスペーサの断面図である。
【図5】図1に示す圧電デバイスをモールドした状態を示す断面図である。
【図6】図5に示す圧電デバイスの製造方法を説明する断面図である。
【図7】図5に示す圧電デバイスの製造方法を説明する断面図である。
【図8】図5に示す圧電デバイスの製造方法を説明する断面図である。
【図9】本発明の第2実施形態に係る圧電デバイスが備えるパッケージの下面図である。
【図10】図9に示す圧電デバイスが備える実装基板の上面図である。
【図11】本発明の第3実施形態に係る圧電デバイスが備えるパッケージの下面図である。
【図12】図11に示す圧電デバイスが備える実装基板の上面図である。
【発明を実施するための形態】
【0015】
以下、本発明の圧電デバイスを添付図面に示す実施形態に基づいて詳細に説明する。
<第1実施形態>
まず、本発明の圧電デバイスの第1実施形態について説明する。
図1は、本発明の圧電デバイスの第1実施形態を示す断面図、図2は、図1に示す圧電デバイスが備えるパッケージの上面図および下面図、図3は、図1に示す圧電デバイスが備える実装基板の上面図、図4は、図1に示す圧電デバイスが備えるスペーサの断面図、図5は、図1に示す圧電デバイスをモールドした状態を示す断面図、図6ないし図8は、それぞれ、図5に示す圧電デバイスの製造方法を説明する断面図である。なお、図3では、後述する配線パターン42の図示を省略している。また、以下の説明では、図1〜図8中の上側を「上」、下側を「下」、右側を「右」、左側を「左」と言う。
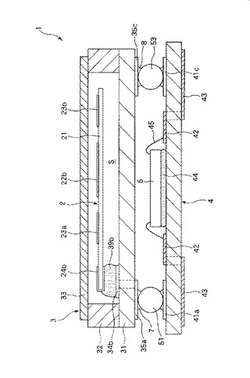
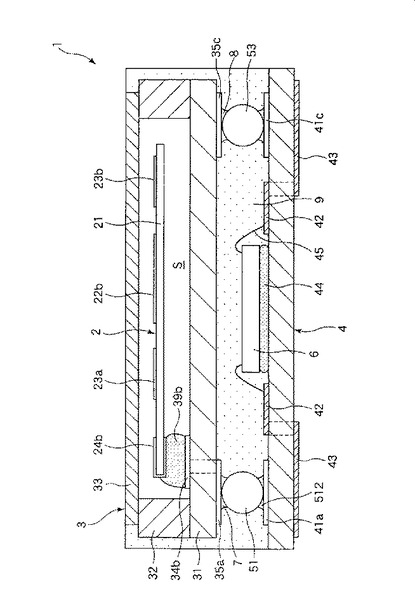
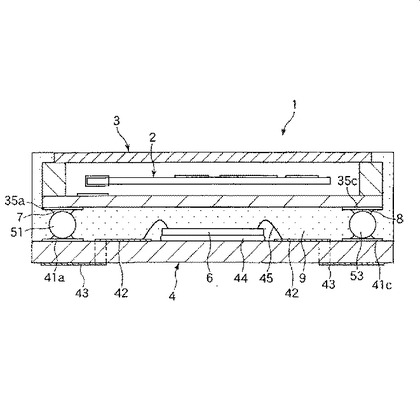
図1に示す圧電デバイス1は、圧電振動片2を収容するパッケージ3と、スペーサ51〜54を介してパッケージ3を実装(固定・支持)する実装基板4と、パッケージ3と実装基板4の間に位置するように実装基板4上に設けられた電子部品6とを有している。以下、これらについて、順次、詳細に説明する。
【0016】
まず、圧電振動片2について説明する。
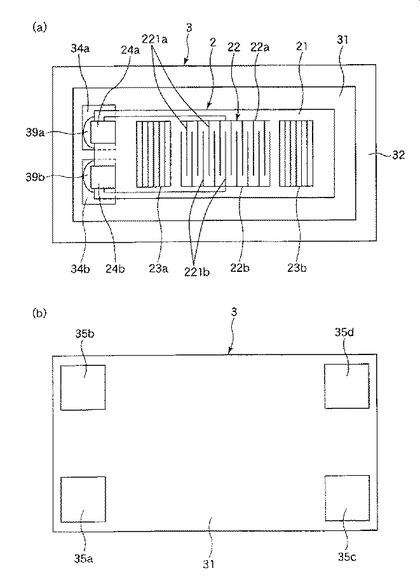
本実施形態では、圧電振動片2は、弾性表面波素子である。図2に示すように、弾性表面波素子2は、長手形状をなす圧電体基板21と、圧電体基板21上に設けられたIDT(櫛歯電極)22と、IDT22の両側に配置された一対の反射器23a、23bとを有している。
【0017】
圧電体基板21は、水晶で構成されている。圧電体基板21を水晶で構成することにより優れた温度特性を発揮することができる。なお、圧電体基板21は、例えば、タンタル酸リチウム、ニオブ酸リチウム、四硼酸リチウム等の水晶以外の圧電材料で構成されていてもよい。
IDT22は、圧電体基板21の中央部に設けられている。このIDT22は、一対の電極22a、22bで構成されている。一対の電極22a、22bは、電極22aの電極指221aと、電極22bの電極指221bとが噛み合うように配置されている。一対の電極22a、22b間に電圧を印加すると、圧電体基板21の圧電効果によって、電極指221a、221b間に周期的なひずみが生じ、弾性表面波が励起される。励起した弾性表面波は、電極指221a、221bの連続方向(すなわち、圧電体基板21の長手方向)に沿って伝搬する。
一対の反射器23a、23bは、前述した弾性表面波の伝搬方向において、IDT22を挟んでその両側に配置されている。このような反射器23a、23bは、圧電体基板21に伝搬する弾性表面波を反射して、反射器23aと反射器23bとの間に封じ込める機能を有する。
【0018】
このようなIDT22および反射器23a、23bは、全体的に、圧電体基板21の長手方向の一端側(図2中右側の端側)にずれて形成されている。そして、圧電体基板21の他端側(図2中左側の端側)には、一対の引出電極24a、24bが形成されている。引出電極24a、24bは、それぞれ、圧電体基板21の上面(IDT22が形成されている面)から側面を介して下面に回り込むように形成されている。また、引出電極24aは、電極22aと電気的に接続されており、引出電極24bは、電極22bと電気的に接続されている。
【0019】
このようなIDT22、反射器23a、23bおよび引出電極24a、24bは、それぞれ、アルミニウム、アルミニウム合金等の導電性の優れた金属材料により形成することができる。
このような弾性表面波素子2を備えることにより、圧電デバイス1は、SAW発振器等のSAWデバイスを構成することができる。
【0020】
次いで、弾性表面波素子2を収容・固定するパッケージ3について説明する。
パッケージ3は、その平面視にて、略長方形状をなしている。このようなパッケージ3は、板状のベース基板31と、枠状の枠部材32と、板状の蓋部材33とを有しており、ベース基板31と、枠部材32と、蓋部材33とが、実装基板4側からこの順で積層している。ベース基板31と枠部材32および枠部材32と蓋部材33は、それぞれ、例えば、接着剤やろう材を介して接合されている。そして、パッケージ3は、ベース基板31、枠部材32および蓋部材33で画成された内部空間Sに弾性表面波素子2を収容している。
【0021】
このようなベース基板31の構成材料としては、絶縁性(非導電性)を有しているものが好ましく、例えば、各種ガラス、酸化物セラミックス、窒化物セラミックス、炭化物系セラミックス等の各種セラミックス、ポリイミド等の各種樹脂材料などを用いることができる。
また、枠部材32および蓋部材33の構成材料としては、例えば、ベース基板31と同様の構成材料、Al、Cu等の各種金属材料、各種ガラス材料などを用いることができる。
【0022】
図1および図2に示すように、ベース基板31の上面には、一対の内部端子34a、34bが内部空間Sに露出するように形成されている。この内部端子34a、34bの上には、それぞれ、エポキシ系、ポリイミド系等の導電性接着剤39a、39bが塗布されて(盛られて)おり、さらに、この導電性接着剤39a、39b上に、前述した弾性表面波素子2がIDT22等が形成された面を上側(蓋部材33側)にして載置されている。そして、導電性接着剤39a、39bを硬化することにより、弾性表面波素子2を内部端子34a、34b(ベース基板31)に固定する。
【0023】
なお、この固定は、導電性接着剤39aが引出電極24aに接触するとともに、導電性接着剤39bが引出電極24bに接触するようにして行われる。これにより、導電性接着剤39a、39bを介して、弾性表面波素子2がベース基板31に固定されるとともに、導電性接着剤39aを介して引出電極24aおよび内部端子34aが電気的に接続され、導電性接着剤39bを介して引出電極24bおよび内部端子34bが電気的に接続される。
【0024】
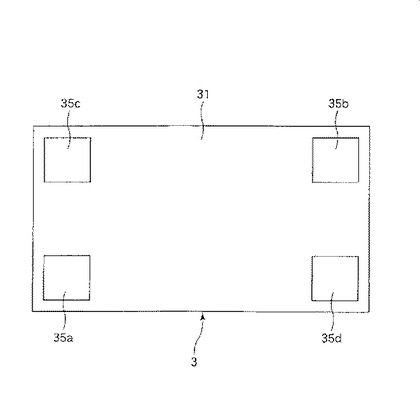
また、図2に示すように、ベース基板31の下面には、その四隅(角)付近に位置するように4つの外部端子35a、35b、35c、35dが設けられている。これら外部端子35a〜35dは、それぞれ、実装基板4上に設けられた後述する4つの接続端子41a〜41dに対向するように位置する。
4つの外部端子35a〜35dのうち、外部端子35a、35bは、それぞれ、ベース基板31に形成されたビアホールを介して内部端子34a、34bに電気的に接続されたホット端子である。他の2つの外部端子35c、35dは、それぞれ、パッケージ3を実装基板4に実装するときの接合強度(スペーサ51〜54とパッケージ3の接合強度)を高めるためのダミー端子である。
このような内部端子34a、34bおよび外部端子35a〜35dは、それぞれ、例えば、タングステンおよびニッケルメッキの下地層に、金メッキを施すことで形成することができる。
【0025】
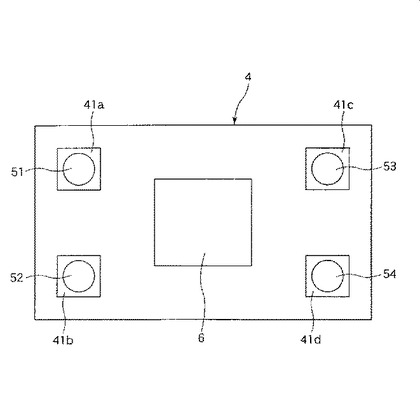
次いで、上記のようなパッケージ3を実装(固定する)する実装基板4について説明する。図3に示すように、実装基板4は、その平面視にて、略長方形状をなしている。また、実装基板4は、前述したパッケージ3のベース基板31よりも若干大きく形成されている。
実装基板4は、リジッド基板、フレキシブル基板あるいはリジッドフレキシブル基板のいずれでもよい。また、実装基板4の構成材料としては、絶縁性(非導電性)を有しているものが好ましく、例えば、各種ガラス、酸化物セラミックス、窒化物セラミックス、炭化物系セラミックス等の各種セラミックス、ポリイミド等の各種樹脂材料などを用いることができる。
【0026】
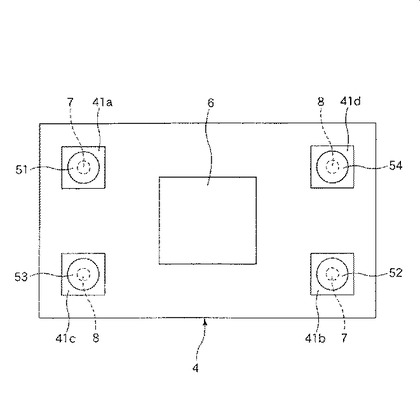
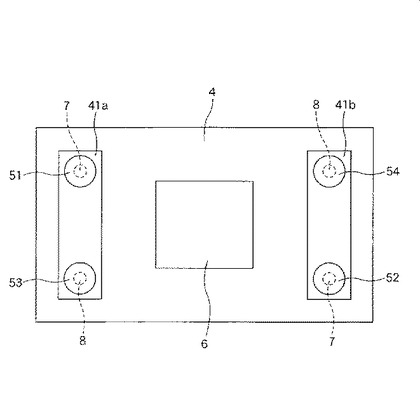
図1ないし図3に示すように、実装基板4の上面(パッケージ3側の面)には、4つの接続端子41a、41b、41c、41dと、配線パターン42とが形成されている。なお、図3では、配線パターン42の図示を省略している。
4つの接続端子41a〜41dは、それぞれ、パッケージ3の外部端子35a〜35dと対向するように、実装基板4の角部付近に形成されている。また、これら接続端子41a〜41dのうち、外部端子(ホット端子)35a、35bに対応する接続端子41a、41bは、それぞれ、配線パターン42と電気的に接続されている。
【0027】
一方、図1に示すように、実装基板4の下面には、例えば、圧電デバイス1を実装する回路基板(図示しない)と電気的、機械的に接続される実装端子43が複数形成されている。各実装端子43は、実装基板4に形成されたビアホールを介して配線パターン42と電気的に接続されている。
なお、実装基板4の下面には、必要に応じて、電子部品6の特性検査や、電子部品6内部の各種情報(例えば、圧電デバイス1の温度補償情報)の書き換え(調整)を行うための書込端子を形成してもよい。
【0028】
実装基板4の上面の中央部には、電子部品6が搭載(載置)されている。電子部品6は、弾性表面波素子2を駆動するための回路素子としての例えば集積回路素子(以下、単に「IC」とも言う)である。図1に示すように、IC6は、絶縁性(非導電性)の接着剤や、接着シート等の接着部材44により実装基板4に固定されており、さらに、金属ワイヤ(ボンディングワイヤ)45により、配線パターン42と電気的に接続されている。これにより、各端子(接続端子41a、41bおよび実装端子43)とIC6とが配線パターン42を介して電気的に接続される。
【0029】
実装基板4は、その上面側にて、スペーサ51〜54を介してパッケージ3を固定している。スペーサ51〜54は、IC6の周囲に配置されており、実装基板4とパッケージ3の間に、IC6等を搭載するための隙間を形成する。これにより、パッケージ3とIC6とを圧電デバイス1の高さ方向に重ねる(積層する)ことができるため、圧電デバイス1の小型化を図ることができる。
【0030】
図3に示すように、4つのスペーサ51〜54のうち、スペーサ51は、実装基板4の接続端子41a上に設けられており、スペーサ52は、接続端子41b上に設けられており、スペーサ53は、接続端子41c上に設けられており、スペーサ54は、接続端子41d上に設けられている。
これら4つのスペーサは、前述したように、実装基板4とパッケージ3の間にIC6を搭載するための隙間を形成するためのものであるが、さらに、スペーサ51、52は、IC6と圧電振動片2とを電気的に接続する電気接続スペーサとしての機能も有し、スペーサ53、54は、パッケージ3の姿勢を安定させる姿勢安定スペーサとしての機能も有している。
【0031】
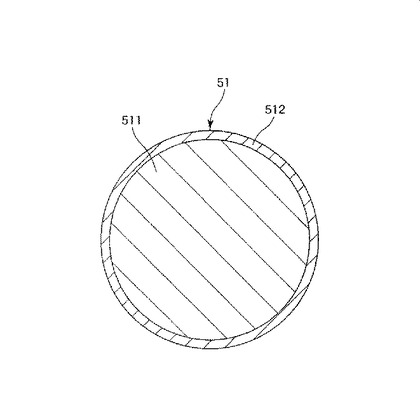
以下、これらスペーサ51〜54の構成について具体的に説明するが、これらスペーサ51〜54は、それぞれ、同様の構成であるため、スペーサ51について代表して説明し、スペーサ52〜54については、その説明を省略する。
図4に示すように、スペーサ51は、略球状をなしている。このようなスペーサ51は、球状の核511と、核511の表面にコーティングされた半田(導電性材料層)512とで構成されている。また、核511は、半田512の融点よりも高い融点を有している。核511の構成材料としては、半田512の融点より高い材料であれば、特に限定されず、例えば、金、銀、銅等の各種金属材料を用いることができる。
【0032】
後述するように、このようなスペーサ51を半田512の融点以上かつ核511の融点以下に加熱し、半田512を溶融・固化することにより、核511にスペーサとしての機能(すなわち、パッケージ3と実装基板4との間にIC6を設けるための隙間を形成する機能)を発揮させつつ、半田512を介してパッケージ3を実装基板4に固着(固定)することができる。
【0033】
このような構成をなすスペーサ51〜54のうち、パッケージ3のホット端子35a、35bに対応するスペーサ(電気接続スペーサ)51、52は、半田等の導電性を有する金属ろう(第1の固定部材)7によりホット端子35a、35bに固着(固定)されており、ダミー端子35c、35dに対応するスペーサ(姿勢安定スペーサ)53、54は、それぞれ、熱硬化性接着剤(第2の固定部材)8によりダミー端子35c、35dに固着(固定)されている。
【0034】
ここで、熱硬化性接着剤8によるスペーサ53、54とダミー端子35c、35dとの固着は、金属ろう7によるスペーサ51、52とホット端子35a、35bとの固着に先立って行われている。これにより、圧電デバイス1の製造時にて、パッケージ3の不本意な変位(所定位置からのずれ)を防止または抑制することができ、圧電デバイス1の信頼性が向上する。これについては、後に記載の圧電デバイスの製造方法の説明とともに詳述する。
【0035】
特に、本実施形態では、スペーサ51、52とホット端子35a、35bとを、導電性を有する金属ろう7により固着している。そのため、圧電デバイス1の製造時にて、前述したパッケージ3の不本意な変位を防止することができるとともに、簡単に、IC6と圧電振動片2とを電気的に接続することができる。その結果、圧電デバイス1の製造工程の簡易化を図ることができる。
【0036】
熱硬化性接着剤8の硬化温度は、金属ろう7の融点よりも低く、例えば150度程度である。これにより、熱硬化性接着剤8の硬化温度以上かつ金属ろう7の融点以下の温度に加熱することにより、金属ろう7を溶融させずに、熱硬化性接着剤8を硬化し、スペーサ53、54のみをパッケージ3に固着することができる。すなわち、加熱温度を調節するだけで、簡単に、金属ろう7によるスペーサ51、52とパッケージ3との固着に先立って、熱硬化性接着剤8によるスペーサ53、54とパッケージ3との固着を行うことができる。
【0037】
熱硬化性接着剤8の硬化温度としては、金属ろう7の融点よりも低ければ、特に限定されないが、金属ろう7の融点よりも10度以上低いことが好ましく、20度以上低いことがより好ましい。これにより、金属ろう7は溶融しないが、熱硬化性接着剤8は硬化する温度範囲を比較的広く確保することができ、より簡単に、金属ろう7によるスペーサ51、52とパッケージ3との固着に先立って、熱硬化性接着剤8によるスペーサ53、54とパッケージ3との固着を行うことができる。
このような熱硬化性接着剤8としては、特に限定されず、例えば、エポキシ系の接着剤等を用いることができる。
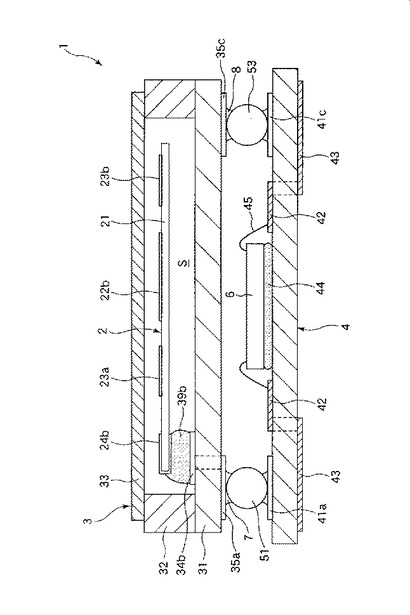
以上、本実施形態の圧電デバイス1について説明したが、図5に示すように、このような圧電デバイス1に流動性のある樹脂で構成されたモールド材9を流し込み、パッケージ3の蓋部材33の上面および実装基板4の下面がそれぞれ外部に露出するように、圧電デバイス1全体をモールド材9で覆ってもよい。
【0038】
次いで、圧電デバイス1の製造方法(本発明の圧電デバイスの製造方法)について説明する。
圧電デバイス1の製造方法は、[1]実装基板4上にIC6を搭載し、IC6と配線パターン42とを電気的に接続するA工程と、[2]接続端子41a〜41dに、それぞれ、スペーサ51〜54を載置し、スペーサ51、52の頂部に金属ろう7を塗布するとともに、スペーサ53、54の頂部に熱硬化性接着剤8を塗布するB工程と、[3]スペーサ51〜54上にパッケージを載置した状態にて、スペーサ53、54とパッケージ3とを固着(固定)するC工程(第1の工程)と、[4]スペーサ51、52とパッケージ3とを固着(固定)するD工程(第2の工程)と、[5]パッケージ3と実装基板4の間の隙間にモールド材9を充填するE工程とを有している。以下、これら工程を詳細に説明する。
【0039】
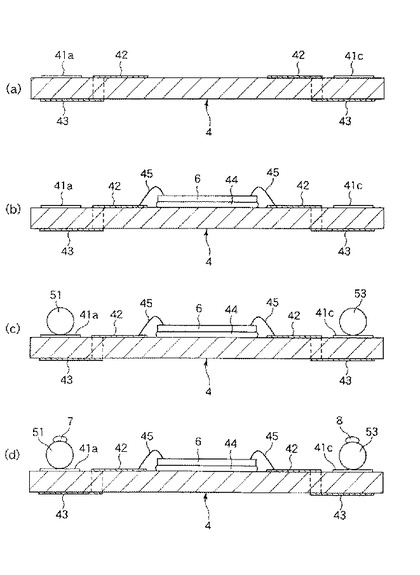
[1]A工程
まず、図6(a)に示すように、上面に接続端子41a〜41dおよび配線パターン42が形成され、下面にビアホールを介して配線パターン42と導通する実装端子43が形成された実装基板4を用意する。接続端子41a〜41dおよび配線パターン42は、例えば、実装基板4の上面に導電性膜(金属膜)をスパッタリング等により形成し、エッチングにより前記導電性膜の不要な部分(接続端子41a〜41dおよび配線パターン42に対応しない部分)を除去することにより形成することができる。実装端子43についても同様にして形成することができる。
【0040】
次いで、図6(b)に示すように、実装基板4の上面に、接着剤である接着部材44を介してIC6を載置し、接着部材44を固化することにより、IC6を実装基板4に固着(固定)する。その後、ワイヤボンディング(ボンディングワイヤ45)により、IC6と配線パターン42とを電気的に接続する。ワイヤボンディングとしては、特に限定されず、例えば、ボールボンディング、ウェッジボンディング等の各種ボンディングを用いることができる。なお、IC6と配線パターン42との電気的接続は、例えば、半田ボールを介して(すなわち、BGAにより)行ってもよい。
【0041】
[2]B工程
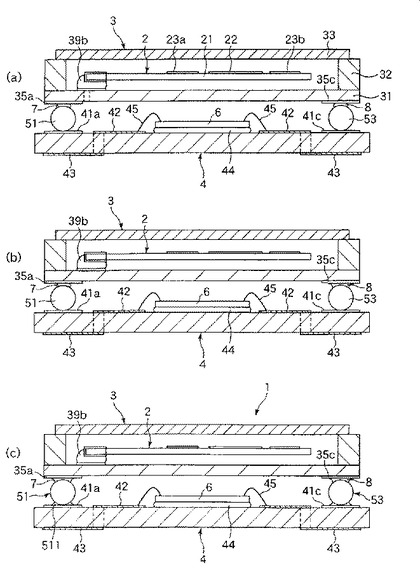
図6(c)に示すように、スペーサ51〜54を、それぞれ、実装基板4の接続端子41a〜41d上に載置する。次いで、図6(d)に示すように、スペーサ51、52の頂部にペースト状の金属ろう7を塗布するとともに、スペーサ53、54の頂部に熱硬化性接着剤8を塗布する。次いで、図7(a)に示すように、圧電振動片2を収容したパッケージ3を実装基板4の上方からスペーサ51〜54上に載置する。この時、パッケージ3のホット端子35a、35bがスペーサ51、52と合わさるように、かつ、ダミー端子35c、35dがスペーサ53、54と合わさるようにパッケージ3を載置する。
【0042】
[3]C工程
熱硬化性接着剤8の硬化温度以上かつ金属ろう7の融点以下の温度に加熱し、熱硬化性接着剤8を硬化することにより、図7(b)に示すように、スペーサ53、54とパッケージ3とを熱硬化性接着剤8により固着する。これにより、パッケージ3の面方向への不本意な変位が防止(抑制)される。
【0043】
[4]D工程
金属ろう7の融点以上の温度に加熱し、金属ろう7を溶融・固化することにより、図7(c)に示すように、スペーサ51、52とパッケージ3とを金属ろう7を介して固着する。また、このD工程では、金属ろう7を溶融するとともに、各スペーサ51〜54の半田(例えばスペーサ51の半田512)も溶融することにより、スぺーサ51〜54と接続端子41a〜41cとを固着する。特に、スペーサ51においては、金属ろう7と半田512とが相溶し、スペーサ51とパッケージ3とが金属ろう7を介して強固に固着される(スペーサ52についても同様)。
【0044】
このような観点からすれば、金属ろう7と各スペーサ51〜54の半田(例えば半田512)とは、同一の材料(例えば、銀などの金属材料)を主材料として構成されているのが好ましい。これにより、金属ろう7と各スペーサ51〜54の半田の溶融点をほぼ等しでき、金属ろう7と半田512とをほぼ同時に溶融することができるため、より簡単に、上記固着を行うことができる。また、金属ろう7と半田の相溶性が良好となり、これらの接合強度も向上する。
このようにして、スペーサ51〜54を介してパッケージ3が実装基板4に固定され、パッケージ3の実装基板4への実装が完了し、図1に示す圧電デバイスが得られる。
【0045】
[5]E工程
最後に、図8(a)に示すように、パッケージ3と実装基板4との間の隙間(空間)にモールド材9を充填し固化する。これにより、図5に示す圧電デバイス1が得られる。
以上のようにして圧電デバイス1を製造することができる。なお、このD工程は、省略してもよい。
以上、圧電デバイス1の製造方法について説明した。
【0046】
ここで、従来のように、全スペーサとパッケージとを金属ろうを介して接合する場合(すなわち、スペーサとパッケージとの接合を1段階で行う場合)には、金属ろうが溶融することによりその粘性が低下し、当該粘性の低下により、パッケージがスペーサに対して変位し易くなる。特に、各スペーサに設けられた金属ろう間で、溶融開始時刻が異なる場合には、パッケージの変位(位置ずれ)が顕著となる。そのため、従来のような方法では、パッケージを所望位置に配置することが困難であり、信頼性の高い圧電デバイスを得ることが困難であった。
【0047】
これに対して、本発明では、前述したように、まず、金属ろうが溶融していない状態で、熱硬化性接着剤を硬化し、スペーサ(姿勢安定スペーサ)とパッケージとの固着を完了させた後、金属ろうを溶融・固化し、スペーサ(電気接続スペーサ)とパッケージとの固着を完了させる。このように、金属ろうを溶融する前に、スペーサ(姿勢安定スペーサ)とパッケージとを固着し、パッケージの変位が起きない(起き難い)状態としておくことにより、金属ろう7が溶融した際のパッケージの変位が効果的に防止される。したがって、本発明の圧電デバイスの製造方法によれば、パッケージを所定位置に配置することができ、信頼性の高い圧電デバイスを製造することができる。
特に、本実施形態では、熱硬化性接着剤8の硬化温度が、金属ろう7の融点よりも低いため、C工程で述べたように、加熱温度を調節するだけで、簡単に、金属ろう7によるスペーサ51、52とパッケージ3との固着に先立って、熱硬化性接着剤8によるスペーサ53、54とパッケージ3との固着を行うことができる。
【0048】
また、本実施形態では、スペーサ(電気接続スペーサ)51、52とパッケージ3との固着を金属ろう7で行っているため、スペーサ51、52を介して、IC6と圧電振動片2とを電気的に接続することができる。このように、IC6と圧電振動片2の電気的接続に用いられるスペーサ51、52には金属ろう7を用い、それ以外のスペーサ53、54には熱硬化性接着剤8を用いることにより、圧電デバイス1の製造時にて、前述したパッケージ3の不本意な変位を防止または抑制することができるとともに、簡単に、IC6と圧電振動片2とを電気的に接続することができる。
【0049】
<第2実施形態>
次に、本発明の圧電デバイスの第2実施形態について説明する。
図9は、本発明の第2実施形態に係る圧電デバイスが備えるパッケージの下面図、図10は、図9に示す圧電デバイスが備える実装基板の上面図である。なお、図10では、配線パターン42の図示を省略している。また、以下の説明では、図9、図10中の上側を「上」、下側を「下」、右側を「右」、左側を「左」と言う。
【0050】
以下、第2実施形態の圧電デバイスについて、前述した実施形態との相違点を中心に説明し、同様の事項については、その説明を省略する。
本発明の第2実施形態にかかる圧電デバイスは、パッケージ3に形成された外部端子35a〜35dの配置および実装基板4に形成された接続端子41a〜41dの配置が異なる以外は、前述した第1実施形態と同様である。なお、前述した第1実施形態と同様の構成には、同一符号を付してある。
【0051】
図9に示すように、パッケージ3の下面(ベース基板31の下面)には、4つの外部端子35a〜35dが形成されている。このうち、外部端子(ホット端子)35a、35bは、パッケージ3の対角(図9左下の角と、右上の角)に対応するように形成されており、外部端子(ダミー端子)35c、35dは、外部端子35a、35bが形成された対角とは別の対角(図9左上の角と、右下の角)に対応するように設けられている。
【0052】
また、図10に示すように、実装基板4には、接続端子41a〜41dが、それぞれ、パッケージ3を実装基板と対向させた時に、外部端子35a〜35dと対向するように形成されている。さらに、接続端子41a〜41d上には、それぞれ、スペーサ51〜54が設けられている。
このような第2実施形態によっても、第1実施形態と同様の効果を奏することができる。
【0053】
<第3実施形態>
次に、本発明の圧電デバイスの第3実施形態について説明する。
図11は、本発明の第3実施形態に係る圧電デバイスが備えるパッケージの下面図、図12は、図11に示す圧電デバイスが備える実装基板の上面図である。なお、図12では、配線パターン42の図示を省略している。なお、図12では、配線パターン42の図示を省略している。また、以下の説明では、図11、図12中の上側を「上」、下側を「下」、右側を「右」、左側を「左」と言う。
【0054】
以下、第3実施形態の圧電デバイスについて、前述した実施形態との相違点を中心に説明し、同様の事項については、その説明を省略する。
本発明の第3実施形態にかかる圧電デバイスは、パッケージ3に形成された外部端子の数および配置と、実装基板4に形成された接続端子の数および配置が異なる以外は、前述した第1実施形態と同様である。なお、前述した第1実施形態と同様の構成には、同一符号を付してある。
【0055】
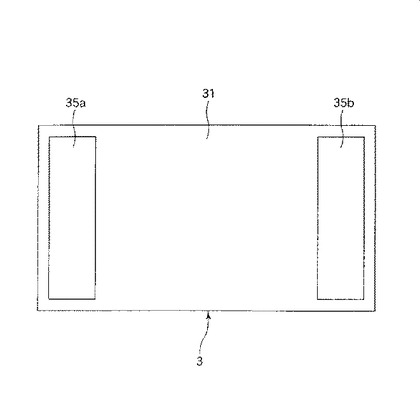
図11に示すように、パッケージ3の下面(ベース基板31の下面)には、2つの外部端子35a、35bが形成されている。これら外部端子35a、35bは、圧電振動片2と電気的に接続するホット端子である。すなわち、本実施形態では、前述した実施形態に形成されていたダミー端子35c、35dを省略している。外部端子35aは、パッケージ3の下面の図11中左側に形成され、外部端子35bは、図11中右側に形成されている。
【0056】
また、図12に示すように、実装基板4には、2つの接続端子41a、41bが、それぞれ、パッケージ3を実装基板と対向させた時に、外部端子35a、35bと対向するように形成されている。さらに、接続端子41a上には、スペーサ51、53が設けられており、接続端子41b上にはスペーサ52、54が設けられている。ここで、金属ろう7によりパッケージ3に固定されるスペーサ51、52は、実装基板4の対角に対応するように設けられており、熱硬化性接着剤8によりパッケージ3に固定されるスペーサ53、54は、スペーサ51、52が設けられた対角とは別の対角に対応するように設けられている。
【0057】
このような構成では、外部端子35aと接続端子41aとが、スペーサ51および金属ろう7を介して電気的に接続され、外部端子35bと接続端子41bとが、スペーサ52および金属ろう7を介して電気的に接続される。ここで、外部端子35aと接続端子41aとの電気的接続をさらに良好とするために、熱硬化性接着剤8は、導電性を有することが好ましい。これにより、外部端子35aと接続端子41aとを、スペーサ51および金属ろう7により電気的に接続することができるとともに、スペーサ53および熱硬化性接着剤8によっても電気的に接続することができる。外部端子35bと接続端子41bとの電気的な接続についても同様である。
導電性を有する熱硬化性接着剤8としては、例えば、銀フィラー等の導電性粒子を含む熱硬化性の接着剤を用いることができる。
このような第3実施形態によっても、第1実施形態と同様の効果を奏することができる。
【0058】
以上、本発明の圧電デバイスおよび圧電デバイスの製造方法を図示の各実施形態に基づいて説明したが、本発明はこれらに限定されるものではなく、各部の構成は、同様の機能を有する任意の構成のものに置換することができる。また、他の任意の構成物や、工程が付加されていてもよい。また、本発明の圧電デバイスは、前記各実施形態のうち、任意の2以上の構成(特徴)を組み合わせたものであってもよい。
また、前述した実施形態では、圧電振動片として表面弾性波素子を用いた構成について説明したが、圧電振動片としては、これに限定されず、例えば、水晶等の圧電体を用いたジャイロセンサ、音叉型圧電振動片、または矩形状の厚みすべり振動片であってもよい。
【符号の説明】
【0059】
1……圧電デバイス 2……圧電振動片(弾性表面波素子) 21……圧電体基板 22……IDT 22a、22b……電極 221a、221b……電極指 23a、23b……反射器 24a、24b……引出電極 3……パッケージ 31……ベース基板 32……枠部材 33……蓋部材 34a、34b……内部端子 35a〜35d……外部端子 39a、39b……導電性接着剤 4……実装基板 41a〜41d……接続端子 42……配線パターン 43……実装端子 44……接着部材 45……ボンディングワイヤ 51〜54……スペーサ 511……核 512……半田 6……電子部品(IC) 7……金属ろう 8……熱硬化性接着剤 9……モールド材
【技術分野】
【0001】
本発明は、圧電デバイスおよびその製造方法に関する。
【背景技術】
【0002】
圧電デバイスとしては、支持基板上に水晶発振器回路を構成する電子部品を設けるとともに、この電子部品の上方に水晶振動子を位置させるように、水晶振動子をスペーサを介して前記支持基板に固定した構成のものが知られている(特許文献1参照)。
特許文献1の圧電デバイス(圧電発振器)は、内部に圧電振動片を収容するパッケージと、パッケージを接続部材(スペーサ)を介して固定する回路基板と、接続部材により形成された回路基板とパッケージの間の空間に位置するように回路基板に実装された集積回路(IC)とを有している。
このような圧電デバイスでは、接続部材として、融点の高い球形部材を核の周囲に、融点の低い導電性部材(ハンダ)をコーティングしたハンダボールを用いており、これにより、核の周囲にコーティングされたハンダにて電気的接続を行いつつ、核によりパッケージを支持することができるようになっている。
【0003】
しかしながら、このような圧電デバイスでは、接続部材のハンダを溶融・固化し、接続部材と回路基板および接続部材とパッケージが、それぞれ接合されるまでは、パッケージが回路基板に対して変位し易い。特に、4つの接続部材の溶融は、必ずしも同時に起こるわけではなく、4つの接続部材の溶融開始時刻がずれると、最後に溶融する接続部材を軸として、パッケージがその面方向に変位する。
このように、特許文献1の圧電デバイスでは、パッケージの配設位置が所定位置に対してずれるという問題がある。パッケージの配設位置が所定位置に対してずれると、例えば、回路基板と圧電振動片とを電気的に接続できなかったり、圧電デバイスの大型化(異形化)を招いたりしてしまう。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−104151号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、パッケージの所定位置からのずれを防止または抑制し、信頼性の高い圧電デバイスおよび圧電デバイスの製造方法を提供することにある。
【課題を解決するための手段】
【0006】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態又は適用例として実現することが可能である。
[適用例1]
本発明の圧電デバイスは、圧電振動片を収容したパッケージと、
前記パッケージを実装する実装基板と、
前記パッケージと前記実装基板との間に設けられ、前記パッケージと前記実装基板との間に隙間を形成する複数のスペーサと、
前記隙間に位置するように配置され、前記圧電振動片を駆動する電子部品と、
を有し、
前記複数のスペーサのうちの少なくとも1つは、第1の固定材料により前記パッケージに固定され、他の前記スペーサの少なくとも1つは、第2の固定材料により前記パッケージに固定されており、
前記第1の固定材料は、金属ろうであり、
前記第2の固定材料は、前記第1の固定材料に先立って前記スペーサと前記パッケージとを接着固定する接着剤であることを特徴とする。
これにより、パッケージの所定位置からのずれを防止または抑制でき、信頼性の高い圧電デバイスが得られる。
【0007】
[適用例2]
本発明の圧電デバイスは、圧電振動片を収容したパッケージと、
前記パッケージを実装する実装基板と、
前記パッケージと前記実装基板との間に設けられ、前記パッケージと前記実装基板との間に隙間を形成する複数のスペーサと、
前記隙間に位置するように配置され、前記圧電振動片を駆動する電子部品と、
を有し、
前記複数のスペーサのうちの少なくとも1つは、第1の固定材料により前記パッケージに固定され、他の前記スペーサの少なくとも1つは、第2の固定材料により前記パッケージに固定されており、
前記第1の固定材料は、金属ろうであり、
前記第2の固定材料は、前記第1の固定材料に先立って前記スペーサと前記パッケージとを接着固定する接着剤であり、
前記接着剤は、前記金属ろうの融点よりも低い硬化温度を有する熱硬化性接着剤であることを特徴とする。
これにより、熱硬化性接着剤の硬化温度以上かつ金属ろうの融点以下の温度に加熱することにより、金属ろうを溶融させずに、熱硬化性接着剤を硬化させることができる。そのため、簡単に、熱硬化性接着剤によるスペーサとパッケージとの固定を、金属ろうによるスペーサとパッケージとの固定に先立って行うことができる。
【0008】
[適用例3]
本発明の圧電デバイスでは、前記接着剤の前記硬化温度は、前記金属ろうの前記融点よりも10度以上低いことが好ましい。
これにより、金属ろうは溶融しないが、熱硬化性接着剤は硬化する温度範囲を比較的広く確保することができる。
【0009】
[適用例4]
本発明の圧電デバイスでは、前記複数のスペーサのうちの前記第2の固定材料を介して前記パッケージに固定される前記スペーサは、球状の核と、前記核の表面を覆うように形成された半田とを有していることが好ましい。
これにより、核にスペーサとしての機能(すなわち、パッケージと実装基板との間に電子部品を設けるための隙間を形成する機能)を発揮させつつ、半田を介してパッケージを実装基板に固着することができる。
【0010】
[適用例5]
本発明の圧電デバイスでは、前記複数のスペーサのうちの前記第2の固定材料を介して前記パッケージに固定される前記スペーサおよび前記接着剤は、それぞれ、導電性を有していることが好ましい。
これにより、姿勢安定スペーサを介しても、電子部品と圧電振動片とを電気的に接続することができる。
【0011】
[適用例6]
本発明の圧電デバイスの製造方法は、圧電振動片を収容したパッケージを複数のスペーサを介して実装基板に実装した圧電デバイスの製造方法であって、
前記複数のスペーサのうちの少なくとも1つの前記スペーサを、接着剤を介して前記パッケージに固定する第1の工程と、
前記第1の工程の後、前記複数のスペーサのうちの、前記接着剤を介して前記パッケージに固定された前記スペーサ以外の前記スペーサの少なくとも1つを、金属ろうを介して前記パッケージに固定する第2の工程とを有することを特徴とする。
これにより、パッケージの所定位置からのずれを防止または抑制でき、信頼性の高い圧電デバイスを製造することができる。
【0012】
[適用例7]
本発明の圧電デバイスの製造方法では、前記接着剤は、前記金属ろうの融点よりも低い硬化温度の熱硬化性接着剤であり、
前記第1の工程は、前記熱硬化性接着剤の前記硬化温度より高く、かつ、前記金属ろうの前記融点よりも低い温度に加熱することにより行われることが好ましい。
これにより、熱硬化性接着剤の硬化温度以上かつ金属ろうの融点以下の温度に加熱することにより、金属ろうを溶融させずに、熱硬化性接着剤を硬化させることができる。そのため、簡単に、熱硬化性接着剤によるスペーサとパッケージとの固定を、金属ろうによるスペーサとパッケージとの固定に先立って行うことができる。
【0013】
[適用例8]
本発明の圧電デバイスの製造方法では、前記接着剤の硬化温度は、前記金属ろうの融点よりも10度以上低いことが好ましい。
これにより、金属ろうは溶融しないが、熱硬化性接着剤は硬化する温度範囲を比較的広く確保することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の圧電デバイスの第1実施形態を示す断面図である。
【図2】図1に示す圧電デバイスが備えるパッケージの上面図および下面図である。
【図3】図1に示す圧電デバイスが備える実装基板の上面図である。
【図4】図1に示す圧電デバイスが備えるスペーサの断面図である。
【図5】図1に示す圧電デバイスをモールドした状態を示す断面図である。
【図6】図5に示す圧電デバイスの製造方法を説明する断面図である。
【図7】図5に示す圧電デバイスの製造方法を説明する断面図である。
【図8】図5に示す圧電デバイスの製造方法を説明する断面図である。
【図9】本発明の第2実施形態に係る圧電デバイスが備えるパッケージの下面図である。
【図10】図9に示す圧電デバイスが備える実装基板の上面図である。
【図11】本発明の第3実施形態に係る圧電デバイスが備えるパッケージの下面図である。
【図12】図11に示す圧電デバイスが備える実装基板の上面図である。
【発明を実施するための形態】
【0015】
以下、本発明の圧電デバイスを添付図面に示す実施形態に基づいて詳細に説明する。
<第1実施形態>
まず、本発明の圧電デバイスの第1実施形態について説明する。
図1は、本発明の圧電デバイスの第1実施形態を示す断面図、図2は、図1に示す圧電デバイスが備えるパッケージの上面図および下面図、図3は、図1に示す圧電デバイスが備える実装基板の上面図、図4は、図1に示す圧電デバイスが備えるスペーサの断面図、図5は、図1に示す圧電デバイスをモールドした状態を示す断面図、図6ないし図8は、それぞれ、図5に示す圧電デバイスの製造方法を説明する断面図である。なお、図3では、後述する配線パターン42の図示を省略している。また、以下の説明では、図1〜図8中の上側を「上」、下側を「下」、右側を「右」、左側を「左」と言う。
図1に示す圧電デバイス1は、圧電振動片2を収容するパッケージ3と、スペーサ51〜54を介してパッケージ3を実装(固定・支持)する実装基板4と、パッケージ3と実装基板4の間に位置するように実装基板4上に設けられた電子部品6とを有している。以下、これらについて、順次、詳細に説明する。
【0016】
まず、圧電振動片2について説明する。
本実施形態では、圧電振動片2は、弾性表面波素子である。図2に示すように、弾性表面波素子2は、長手形状をなす圧電体基板21と、圧電体基板21上に設けられたIDT(櫛歯電極)22と、IDT22の両側に配置された一対の反射器23a、23bとを有している。
【0017】
圧電体基板21は、水晶で構成されている。圧電体基板21を水晶で構成することにより優れた温度特性を発揮することができる。なお、圧電体基板21は、例えば、タンタル酸リチウム、ニオブ酸リチウム、四硼酸リチウム等の水晶以外の圧電材料で構成されていてもよい。
IDT22は、圧電体基板21の中央部に設けられている。このIDT22は、一対の電極22a、22bで構成されている。一対の電極22a、22bは、電極22aの電極指221aと、電極22bの電極指221bとが噛み合うように配置されている。一対の電極22a、22b間に電圧を印加すると、圧電体基板21の圧電効果によって、電極指221a、221b間に周期的なひずみが生じ、弾性表面波が励起される。励起した弾性表面波は、電極指221a、221bの連続方向(すなわち、圧電体基板21の長手方向)に沿って伝搬する。
一対の反射器23a、23bは、前述した弾性表面波の伝搬方向において、IDT22を挟んでその両側に配置されている。このような反射器23a、23bは、圧電体基板21に伝搬する弾性表面波を反射して、反射器23aと反射器23bとの間に封じ込める機能を有する。
【0018】
このようなIDT22および反射器23a、23bは、全体的に、圧電体基板21の長手方向の一端側(図2中右側の端側)にずれて形成されている。そして、圧電体基板21の他端側(図2中左側の端側)には、一対の引出電極24a、24bが形成されている。引出電極24a、24bは、それぞれ、圧電体基板21の上面(IDT22が形成されている面)から側面を介して下面に回り込むように形成されている。また、引出電極24aは、電極22aと電気的に接続されており、引出電極24bは、電極22bと電気的に接続されている。
【0019】
このようなIDT22、反射器23a、23bおよび引出電極24a、24bは、それぞれ、アルミニウム、アルミニウム合金等の導電性の優れた金属材料により形成することができる。
このような弾性表面波素子2を備えることにより、圧電デバイス1は、SAW発振器等のSAWデバイスを構成することができる。
【0020】
次いで、弾性表面波素子2を収容・固定するパッケージ3について説明する。
パッケージ3は、その平面視にて、略長方形状をなしている。このようなパッケージ3は、板状のベース基板31と、枠状の枠部材32と、板状の蓋部材33とを有しており、ベース基板31と、枠部材32と、蓋部材33とが、実装基板4側からこの順で積層している。ベース基板31と枠部材32および枠部材32と蓋部材33は、それぞれ、例えば、接着剤やろう材を介して接合されている。そして、パッケージ3は、ベース基板31、枠部材32および蓋部材33で画成された内部空間Sに弾性表面波素子2を収容している。
【0021】
このようなベース基板31の構成材料としては、絶縁性(非導電性)を有しているものが好ましく、例えば、各種ガラス、酸化物セラミックス、窒化物セラミックス、炭化物系セラミックス等の各種セラミックス、ポリイミド等の各種樹脂材料などを用いることができる。
また、枠部材32および蓋部材33の構成材料としては、例えば、ベース基板31と同様の構成材料、Al、Cu等の各種金属材料、各種ガラス材料などを用いることができる。
【0022】
図1および図2に示すように、ベース基板31の上面には、一対の内部端子34a、34bが内部空間Sに露出するように形成されている。この内部端子34a、34bの上には、それぞれ、エポキシ系、ポリイミド系等の導電性接着剤39a、39bが塗布されて(盛られて)おり、さらに、この導電性接着剤39a、39b上に、前述した弾性表面波素子2がIDT22等が形成された面を上側(蓋部材33側)にして載置されている。そして、導電性接着剤39a、39bを硬化することにより、弾性表面波素子2を内部端子34a、34b(ベース基板31)に固定する。
【0023】
なお、この固定は、導電性接着剤39aが引出電極24aに接触するとともに、導電性接着剤39bが引出電極24bに接触するようにして行われる。これにより、導電性接着剤39a、39bを介して、弾性表面波素子2がベース基板31に固定されるとともに、導電性接着剤39aを介して引出電極24aおよび内部端子34aが電気的に接続され、導電性接着剤39bを介して引出電極24bおよび内部端子34bが電気的に接続される。
【0024】
また、図2に示すように、ベース基板31の下面には、その四隅(角)付近に位置するように4つの外部端子35a、35b、35c、35dが設けられている。これら外部端子35a〜35dは、それぞれ、実装基板4上に設けられた後述する4つの接続端子41a〜41dに対向するように位置する。
4つの外部端子35a〜35dのうち、外部端子35a、35bは、それぞれ、ベース基板31に形成されたビアホールを介して内部端子34a、34bに電気的に接続されたホット端子である。他の2つの外部端子35c、35dは、それぞれ、パッケージ3を実装基板4に実装するときの接合強度(スペーサ51〜54とパッケージ3の接合強度)を高めるためのダミー端子である。
このような内部端子34a、34bおよび外部端子35a〜35dは、それぞれ、例えば、タングステンおよびニッケルメッキの下地層に、金メッキを施すことで形成することができる。
【0025】
次いで、上記のようなパッケージ3を実装(固定する)する実装基板4について説明する。図3に示すように、実装基板4は、その平面視にて、略長方形状をなしている。また、実装基板4は、前述したパッケージ3のベース基板31よりも若干大きく形成されている。
実装基板4は、リジッド基板、フレキシブル基板あるいはリジッドフレキシブル基板のいずれでもよい。また、実装基板4の構成材料としては、絶縁性(非導電性)を有しているものが好ましく、例えば、各種ガラス、酸化物セラミックス、窒化物セラミックス、炭化物系セラミックス等の各種セラミックス、ポリイミド等の各種樹脂材料などを用いることができる。
【0026】
図1ないし図3に示すように、実装基板4の上面(パッケージ3側の面)には、4つの接続端子41a、41b、41c、41dと、配線パターン42とが形成されている。なお、図3では、配線パターン42の図示を省略している。
4つの接続端子41a〜41dは、それぞれ、パッケージ3の外部端子35a〜35dと対向するように、実装基板4の角部付近に形成されている。また、これら接続端子41a〜41dのうち、外部端子(ホット端子)35a、35bに対応する接続端子41a、41bは、それぞれ、配線パターン42と電気的に接続されている。
【0027】
一方、図1に示すように、実装基板4の下面には、例えば、圧電デバイス1を実装する回路基板(図示しない)と電気的、機械的に接続される実装端子43が複数形成されている。各実装端子43は、実装基板4に形成されたビアホールを介して配線パターン42と電気的に接続されている。
なお、実装基板4の下面には、必要に応じて、電子部品6の特性検査や、電子部品6内部の各種情報(例えば、圧電デバイス1の温度補償情報)の書き換え(調整)を行うための書込端子を形成してもよい。
【0028】
実装基板4の上面の中央部には、電子部品6が搭載(載置)されている。電子部品6は、弾性表面波素子2を駆動するための回路素子としての例えば集積回路素子(以下、単に「IC」とも言う)である。図1に示すように、IC6は、絶縁性(非導電性)の接着剤や、接着シート等の接着部材44により実装基板4に固定されており、さらに、金属ワイヤ(ボンディングワイヤ)45により、配線パターン42と電気的に接続されている。これにより、各端子(接続端子41a、41bおよび実装端子43)とIC6とが配線パターン42を介して電気的に接続される。
【0029】
実装基板4は、その上面側にて、スペーサ51〜54を介してパッケージ3を固定している。スペーサ51〜54は、IC6の周囲に配置されており、実装基板4とパッケージ3の間に、IC6等を搭載するための隙間を形成する。これにより、パッケージ3とIC6とを圧電デバイス1の高さ方向に重ねる(積層する)ことができるため、圧電デバイス1の小型化を図ることができる。
【0030】
図3に示すように、4つのスペーサ51〜54のうち、スペーサ51は、実装基板4の接続端子41a上に設けられており、スペーサ52は、接続端子41b上に設けられており、スペーサ53は、接続端子41c上に設けられており、スペーサ54は、接続端子41d上に設けられている。
これら4つのスペーサは、前述したように、実装基板4とパッケージ3の間にIC6を搭載するための隙間を形成するためのものであるが、さらに、スペーサ51、52は、IC6と圧電振動片2とを電気的に接続する電気接続スペーサとしての機能も有し、スペーサ53、54は、パッケージ3の姿勢を安定させる姿勢安定スペーサとしての機能も有している。
【0031】
以下、これらスペーサ51〜54の構成について具体的に説明するが、これらスペーサ51〜54は、それぞれ、同様の構成であるため、スペーサ51について代表して説明し、スペーサ52〜54については、その説明を省略する。
図4に示すように、スペーサ51は、略球状をなしている。このようなスペーサ51は、球状の核511と、核511の表面にコーティングされた半田(導電性材料層)512とで構成されている。また、核511は、半田512の融点よりも高い融点を有している。核511の構成材料としては、半田512の融点より高い材料であれば、特に限定されず、例えば、金、銀、銅等の各種金属材料を用いることができる。
【0032】
後述するように、このようなスペーサ51を半田512の融点以上かつ核511の融点以下に加熱し、半田512を溶融・固化することにより、核511にスペーサとしての機能(すなわち、パッケージ3と実装基板4との間にIC6を設けるための隙間を形成する機能)を発揮させつつ、半田512を介してパッケージ3を実装基板4に固着(固定)することができる。
【0033】
このような構成をなすスペーサ51〜54のうち、パッケージ3のホット端子35a、35bに対応するスペーサ(電気接続スペーサ)51、52は、半田等の導電性を有する金属ろう(第1の固定部材)7によりホット端子35a、35bに固着(固定)されており、ダミー端子35c、35dに対応するスペーサ(姿勢安定スペーサ)53、54は、それぞれ、熱硬化性接着剤(第2の固定部材)8によりダミー端子35c、35dに固着(固定)されている。
【0034】
ここで、熱硬化性接着剤8によるスペーサ53、54とダミー端子35c、35dとの固着は、金属ろう7によるスペーサ51、52とホット端子35a、35bとの固着に先立って行われている。これにより、圧電デバイス1の製造時にて、パッケージ3の不本意な変位(所定位置からのずれ)を防止または抑制することができ、圧電デバイス1の信頼性が向上する。これについては、後に記載の圧電デバイスの製造方法の説明とともに詳述する。
【0035】
特に、本実施形態では、スペーサ51、52とホット端子35a、35bとを、導電性を有する金属ろう7により固着している。そのため、圧電デバイス1の製造時にて、前述したパッケージ3の不本意な変位を防止することができるとともに、簡単に、IC6と圧電振動片2とを電気的に接続することができる。その結果、圧電デバイス1の製造工程の簡易化を図ることができる。
【0036】
熱硬化性接着剤8の硬化温度は、金属ろう7の融点よりも低く、例えば150度程度である。これにより、熱硬化性接着剤8の硬化温度以上かつ金属ろう7の融点以下の温度に加熱することにより、金属ろう7を溶融させずに、熱硬化性接着剤8を硬化し、スペーサ53、54のみをパッケージ3に固着することができる。すなわち、加熱温度を調節するだけで、簡単に、金属ろう7によるスペーサ51、52とパッケージ3との固着に先立って、熱硬化性接着剤8によるスペーサ53、54とパッケージ3との固着を行うことができる。
【0037】
熱硬化性接着剤8の硬化温度としては、金属ろう7の融点よりも低ければ、特に限定されないが、金属ろう7の融点よりも10度以上低いことが好ましく、20度以上低いことがより好ましい。これにより、金属ろう7は溶融しないが、熱硬化性接着剤8は硬化する温度範囲を比較的広く確保することができ、より簡単に、金属ろう7によるスペーサ51、52とパッケージ3との固着に先立って、熱硬化性接着剤8によるスペーサ53、54とパッケージ3との固着を行うことができる。
このような熱硬化性接着剤8としては、特に限定されず、例えば、エポキシ系の接着剤等を用いることができる。
以上、本実施形態の圧電デバイス1について説明したが、図5に示すように、このような圧電デバイス1に流動性のある樹脂で構成されたモールド材9を流し込み、パッケージ3の蓋部材33の上面および実装基板4の下面がそれぞれ外部に露出するように、圧電デバイス1全体をモールド材9で覆ってもよい。
【0038】
次いで、圧電デバイス1の製造方法(本発明の圧電デバイスの製造方法)について説明する。
圧電デバイス1の製造方法は、[1]実装基板4上にIC6を搭載し、IC6と配線パターン42とを電気的に接続するA工程と、[2]接続端子41a〜41dに、それぞれ、スペーサ51〜54を載置し、スペーサ51、52の頂部に金属ろう7を塗布するとともに、スペーサ53、54の頂部に熱硬化性接着剤8を塗布するB工程と、[3]スペーサ51〜54上にパッケージを載置した状態にて、スペーサ53、54とパッケージ3とを固着(固定)するC工程(第1の工程)と、[4]スペーサ51、52とパッケージ3とを固着(固定)するD工程(第2の工程)と、[5]パッケージ3と実装基板4の間の隙間にモールド材9を充填するE工程とを有している。以下、これら工程を詳細に説明する。
【0039】
[1]A工程
まず、図6(a)に示すように、上面に接続端子41a〜41dおよび配線パターン42が形成され、下面にビアホールを介して配線パターン42と導通する実装端子43が形成された実装基板4を用意する。接続端子41a〜41dおよび配線パターン42は、例えば、実装基板4の上面に導電性膜(金属膜)をスパッタリング等により形成し、エッチングにより前記導電性膜の不要な部分(接続端子41a〜41dおよび配線パターン42に対応しない部分)を除去することにより形成することができる。実装端子43についても同様にして形成することができる。
【0040】
次いで、図6(b)に示すように、実装基板4の上面に、接着剤である接着部材44を介してIC6を載置し、接着部材44を固化することにより、IC6を実装基板4に固着(固定)する。その後、ワイヤボンディング(ボンディングワイヤ45)により、IC6と配線パターン42とを電気的に接続する。ワイヤボンディングとしては、特に限定されず、例えば、ボールボンディング、ウェッジボンディング等の各種ボンディングを用いることができる。なお、IC6と配線パターン42との電気的接続は、例えば、半田ボールを介して(すなわち、BGAにより)行ってもよい。
【0041】
[2]B工程
図6(c)に示すように、スペーサ51〜54を、それぞれ、実装基板4の接続端子41a〜41d上に載置する。次いで、図6(d)に示すように、スペーサ51、52の頂部にペースト状の金属ろう7を塗布するとともに、スペーサ53、54の頂部に熱硬化性接着剤8を塗布する。次いで、図7(a)に示すように、圧電振動片2を収容したパッケージ3を実装基板4の上方からスペーサ51〜54上に載置する。この時、パッケージ3のホット端子35a、35bがスペーサ51、52と合わさるように、かつ、ダミー端子35c、35dがスペーサ53、54と合わさるようにパッケージ3を載置する。
【0042】
[3]C工程
熱硬化性接着剤8の硬化温度以上かつ金属ろう7の融点以下の温度に加熱し、熱硬化性接着剤8を硬化することにより、図7(b)に示すように、スペーサ53、54とパッケージ3とを熱硬化性接着剤8により固着する。これにより、パッケージ3の面方向への不本意な変位が防止(抑制)される。
【0043】
[4]D工程
金属ろう7の融点以上の温度に加熱し、金属ろう7を溶融・固化することにより、図7(c)に示すように、スペーサ51、52とパッケージ3とを金属ろう7を介して固着する。また、このD工程では、金属ろう7を溶融するとともに、各スペーサ51〜54の半田(例えばスペーサ51の半田512)も溶融することにより、スぺーサ51〜54と接続端子41a〜41cとを固着する。特に、スペーサ51においては、金属ろう7と半田512とが相溶し、スペーサ51とパッケージ3とが金属ろう7を介して強固に固着される(スペーサ52についても同様)。
【0044】
このような観点からすれば、金属ろう7と各スペーサ51〜54の半田(例えば半田512)とは、同一の材料(例えば、銀などの金属材料)を主材料として構成されているのが好ましい。これにより、金属ろう7と各スペーサ51〜54の半田の溶融点をほぼ等しでき、金属ろう7と半田512とをほぼ同時に溶融することができるため、より簡単に、上記固着を行うことができる。また、金属ろう7と半田の相溶性が良好となり、これらの接合強度も向上する。
このようにして、スペーサ51〜54を介してパッケージ3が実装基板4に固定され、パッケージ3の実装基板4への実装が完了し、図1に示す圧電デバイスが得られる。
【0045】
[5]E工程
最後に、図8(a)に示すように、パッケージ3と実装基板4との間の隙間(空間)にモールド材9を充填し固化する。これにより、図5に示す圧電デバイス1が得られる。
以上のようにして圧電デバイス1を製造することができる。なお、このD工程は、省略してもよい。
以上、圧電デバイス1の製造方法について説明した。
【0046】
ここで、従来のように、全スペーサとパッケージとを金属ろうを介して接合する場合(すなわち、スペーサとパッケージとの接合を1段階で行う場合)には、金属ろうが溶融することによりその粘性が低下し、当該粘性の低下により、パッケージがスペーサに対して変位し易くなる。特に、各スペーサに設けられた金属ろう間で、溶融開始時刻が異なる場合には、パッケージの変位(位置ずれ)が顕著となる。そのため、従来のような方法では、パッケージを所望位置に配置することが困難であり、信頼性の高い圧電デバイスを得ることが困難であった。
【0047】
これに対して、本発明では、前述したように、まず、金属ろうが溶融していない状態で、熱硬化性接着剤を硬化し、スペーサ(姿勢安定スペーサ)とパッケージとの固着を完了させた後、金属ろうを溶融・固化し、スペーサ(電気接続スペーサ)とパッケージとの固着を完了させる。このように、金属ろうを溶融する前に、スペーサ(姿勢安定スペーサ)とパッケージとを固着し、パッケージの変位が起きない(起き難い)状態としておくことにより、金属ろう7が溶融した際のパッケージの変位が効果的に防止される。したがって、本発明の圧電デバイスの製造方法によれば、パッケージを所定位置に配置することができ、信頼性の高い圧電デバイスを製造することができる。
特に、本実施形態では、熱硬化性接着剤8の硬化温度が、金属ろう7の融点よりも低いため、C工程で述べたように、加熱温度を調節するだけで、簡単に、金属ろう7によるスペーサ51、52とパッケージ3との固着に先立って、熱硬化性接着剤8によるスペーサ53、54とパッケージ3との固着を行うことができる。
【0048】
また、本実施形態では、スペーサ(電気接続スペーサ)51、52とパッケージ3との固着を金属ろう7で行っているため、スペーサ51、52を介して、IC6と圧電振動片2とを電気的に接続することができる。このように、IC6と圧電振動片2の電気的接続に用いられるスペーサ51、52には金属ろう7を用い、それ以外のスペーサ53、54には熱硬化性接着剤8を用いることにより、圧電デバイス1の製造時にて、前述したパッケージ3の不本意な変位を防止または抑制することができるとともに、簡単に、IC6と圧電振動片2とを電気的に接続することができる。
【0049】
<第2実施形態>
次に、本発明の圧電デバイスの第2実施形態について説明する。
図9は、本発明の第2実施形態に係る圧電デバイスが備えるパッケージの下面図、図10は、図9に示す圧電デバイスが備える実装基板の上面図である。なお、図10では、配線パターン42の図示を省略している。また、以下の説明では、図9、図10中の上側を「上」、下側を「下」、右側を「右」、左側を「左」と言う。
【0050】
以下、第2実施形態の圧電デバイスについて、前述した実施形態との相違点を中心に説明し、同様の事項については、その説明を省略する。
本発明の第2実施形態にかかる圧電デバイスは、パッケージ3に形成された外部端子35a〜35dの配置および実装基板4に形成された接続端子41a〜41dの配置が異なる以外は、前述した第1実施形態と同様である。なお、前述した第1実施形態と同様の構成には、同一符号を付してある。
【0051】
図9に示すように、パッケージ3の下面(ベース基板31の下面)には、4つの外部端子35a〜35dが形成されている。このうち、外部端子(ホット端子)35a、35bは、パッケージ3の対角(図9左下の角と、右上の角)に対応するように形成されており、外部端子(ダミー端子)35c、35dは、外部端子35a、35bが形成された対角とは別の対角(図9左上の角と、右下の角)に対応するように設けられている。
【0052】
また、図10に示すように、実装基板4には、接続端子41a〜41dが、それぞれ、パッケージ3を実装基板と対向させた時に、外部端子35a〜35dと対向するように形成されている。さらに、接続端子41a〜41d上には、それぞれ、スペーサ51〜54が設けられている。
このような第2実施形態によっても、第1実施形態と同様の効果を奏することができる。
【0053】
<第3実施形態>
次に、本発明の圧電デバイスの第3実施形態について説明する。
図11は、本発明の第3実施形態に係る圧電デバイスが備えるパッケージの下面図、図12は、図11に示す圧電デバイスが備える実装基板の上面図である。なお、図12では、配線パターン42の図示を省略している。なお、図12では、配線パターン42の図示を省略している。また、以下の説明では、図11、図12中の上側を「上」、下側を「下」、右側を「右」、左側を「左」と言う。
【0054】
以下、第3実施形態の圧電デバイスについて、前述した実施形態との相違点を中心に説明し、同様の事項については、その説明を省略する。
本発明の第3実施形態にかかる圧電デバイスは、パッケージ3に形成された外部端子の数および配置と、実装基板4に形成された接続端子の数および配置が異なる以外は、前述した第1実施形態と同様である。なお、前述した第1実施形態と同様の構成には、同一符号を付してある。
【0055】
図11に示すように、パッケージ3の下面(ベース基板31の下面)には、2つの外部端子35a、35bが形成されている。これら外部端子35a、35bは、圧電振動片2と電気的に接続するホット端子である。すなわち、本実施形態では、前述した実施形態に形成されていたダミー端子35c、35dを省略している。外部端子35aは、パッケージ3の下面の図11中左側に形成され、外部端子35bは、図11中右側に形成されている。
【0056】
また、図12に示すように、実装基板4には、2つの接続端子41a、41bが、それぞれ、パッケージ3を実装基板と対向させた時に、外部端子35a、35bと対向するように形成されている。さらに、接続端子41a上には、スペーサ51、53が設けられており、接続端子41b上にはスペーサ52、54が設けられている。ここで、金属ろう7によりパッケージ3に固定されるスペーサ51、52は、実装基板4の対角に対応するように設けられており、熱硬化性接着剤8によりパッケージ3に固定されるスペーサ53、54は、スペーサ51、52が設けられた対角とは別の対角に対応するように設けられている。
【0057】
このような構成では、外部端子35aと接続端子41aとが、スペーサ51および金属ろう7を介して電気的に接続され、外部端子35bと接続端子41bとが、スペーサ52および金属ろう7を介して電気的に接続される。ここで、外部端子35aと接続端子41aとの電気的接続をさらに良好とするために、熱硬化性接着剤8は、導電性を有することが好ましい。これにより、外部端子35aと接続端子41aとを、スペーサ51および金属ろう7により電気的に接続することができるとともに、スペーサ53および熱硬化性接着剤8によっても電気的に接続することができる。外部端子35bと接続端子41bとの電気的な接続についても同様である。
導電性を有する熱硬化性接着剤8としては、例えば、銀フィラー等の導電性粒子を含む熱硬化性の接着剤を用いることができる。
このような第3実施形態によっても、第1実施形態と同様の効果を奏することができる。
【0058】
以上、本発明の圧電デバイスおよび圧電デバイスの製造方法を図示の各実施形態に基づいて説明したが、本発明はこれらに限定されるものではなく、各部の構成は、同様の機能を有する任意の構成のものに置換することができる。また、他の任意の構成物や、工程が付加されていてもよい。また、本発明の圧電デバイスは、前記各実施形態のうち、任意の2以上の構成(特徴)を組み合わせたものであってもよい。
また、前述した実施形態では、圧電振動片として表面弾性波素子を用いた構成について説明したが、圧電振動片としては、これに限定されず、例えば、水晶等の圧電体を用いたジャイロセンサ、音叉型圧電振動片、または矩形状の厚みすべり振動片であってもよい。
【符号の説明】
【0059】
1……圧電デバイス 2……圧電振動片(弾性表面波素子) 21……圧電体基板 22……IDT 22a、22b……電極 221a、221b……電極指 23a、23b……反射器 24a、24b……引出電極 3……パッケージ 31……ベース基板 32……枠部材 33……蓋部材 34a、34b……内部端子 35a〜35d……外部端子 39a、39b……導電性接着剤 4……実装基板 41a〜41d……接続端子 42……配線パターン 43……実装端子 44……接着部材 45……ボンディングワイヤ 51〜54……スペーサ 511……核 512……半田 6……電子部品(IC) 7……金属ろう 8……熱硬化性接着剤 9……モールド材
【特許請求の範囲】
【請求項1】
圧電振動片を収容したパッケージと、
前記パッケージを実装する実装基板と、
前記パッケージと前記実装基板との間に設けられ、前記パッケージと前記実装基板との間に隙間を形成する複数のスペーサと、
前記隙間に位置するように配置され、前記圧電振動片を駆動する電子部品と、
を有し、
前記複数のスペーサのうちの少なくとも1つは、第1の固定材料により前記パッケージに固定され、他の前記スペーサの少なくとも1つは、第2の固定材料により前記パッケージに固定されており、
前記第1の固定材料は、金属ろうであり、
前記第2の固定材料は、前記第1の固定材料に先立って前記スペーサと前記パッケージとを接着固定する接着剤であることを特徴とする圧電デバイス。
【請求項2】
圧電振動片を収容したパッケージと、
前記パッケージを実装する実装基板と、
前記パッケージと前記実装基板との間に設けられ、前記パッケージと前記実装基板との間に隙間を形成する複数のスペーサと、
前記隙間に位置するように配置され、前記圧電振動片を駆動する電子部品と、
を有し、
前記複数のスペーサのうちの少なくとも1つは、第1の固定材料により前記パッケージに固定され、他の前記スペーサの少なくとも1つは、第2の固定材料により前記パッケージに固定されており、
前記第1の固定材料は、金属ろうであり、
前記第2の固定材料は、前記第1の固定材料に先立って前記スペーサと前記パッケージとを接着固定する接着剤であり、
前記接着剤は、前記金属ろうの融点よりも低い硬化温度を有する熱硬化性接着剤であることを特徴とする圧電デバイス。
【請求項3】
前記接着剤の前記硬化温度は、前記金属ろうの前記融点よりも10度以上低い請求項2に記載の圧電デバイス。
【請求項4】
前記複数のスペーサのうちの前記第2の固定材料を介して前記パッケージに固定される前記スペーサは、球状の核と、前記核の表面を覆うように形成された半田とを有している請求項1ないし3のいずれかに記載の圧電デバイス。
【請求項5】
前記複数のスペーサのうちの前記第2の固定材料を介して前記パッケージに固定される前記スペーサおよび前記接着剤は、それぞれ、導電性を有している請求項1ないし4のいずれかに記載の圧電デバイス。
【請求項6】
圧電振動片を収容したパッケージを複数のスペーサを介して実装基板に実装した圧電デバイスの製造方法であって、
前記複数のスペーサのうちの少なくとも1つの前記スペーサを、接着剤を介して前記パッケージに固定する第1の工程と、
前記第1の工程の後、前記複数のスペーサのうちの、前記接着剤を介して前記パッケージに固定された前記スペーサ以外の前記スペーサの少なくとも1つを、金属ろうを介して前記パッケージに固定する第2の工程とを有することを特徴とする圧電デバイスの製造方法。
【請求項7】
前記接着剤は、前記金属ろうの融点よりも低い硬化温度の熱硬化性接着剤であり、
前記第1の工程は、前記熱硬化性接着剤の前記硬化温度より高く、かつ、前記金属ろうの前記融点よりも低い温度に加熱することにより行われる請求項6に記載の圧電デバイスの製造方法。
【請求項8】
前記接着剤の硬化温度は、前記金属ろうの融点よりも10度以上低い請求項7に記載の圧電デバイスの製造方法。
【請求項1】
圧電振動片を収容したパッケージと、
前記パッケージを実装する実装基板と、
前記パッケージと前記実装基板との間に設けられ、前記パッケージと前記実装基板との間に隙間を形成する複数のスペーサと、
前記隙間に位置するように配置され、前記圧電振動片を駆動する電子部品と、
を有し、
前記複数のスペーサのうちの少なくとも1つは、第1の固定材料により前記パッケージに固定され、他の前記スペーサの少なくとも1つは、第2の固定材料により前記パッケージに固定されており、
前記第1の固定材料は、金属ろうであり、
前記第2の固定材料は、前記第1の固定材料に先立って前記スペーサと前記パッケージとを接着固定する接着剤であることを特徴とする圧電デバイス。
【請求項2】
圧電振動片を収容したパッケージと、
前記パッケージを実装する実装基板と、
前記パッケージと前記実装基板との間に設けられ、前記パッケージと前記実装基板との間に隙間を形成する複数のスペーサと、
前記隙間に位置するように配置され、前記圧電振動片を駆動する電子部品と、
を有し、
前記複数のスペーサのうちの少なくとも1つは、第1の固定材料により前記パッケージに固定され、他の前記スペーサの少なくとも1つは、第2の固定材料により前記パッケージに固定されており、
前記第1の固定材料は、金属ろうであり、
前記第2の固定材料は、前記第1の固定材料に先立って前記スペーサと前記パッケージとを接着固定する接着剤であり、
前記接着剤は、前記金属ろうの融点よりも低い硬化温度を有する熱硬化性接着剤であることを特徴とする圧電デバイス。
【請求項3】
前記接着剤の前記硬化温度は、前記金属ろうの前記融点よりも10度以上低い請求項2に記載の圧電デバイス。
【請求項4】
前記複数のスペーサのうちの前記第2の固定材料を介して前記パッケージに固定される前記スペーサは、球状の核と、前記核の表面を覆うように形成された半田とを有している請求項1ないし3のいずれかに記載の圧電デバイス。
【請求項5】
前記複数のスペーサのうちの前記第2の固定材料を介して前記パッケージに固定される前記スペーサおよび前記接着剤は、それぞれ、導電性を有している請求項1ないし4のいずれかに記載の圧電デバイス。
【請求項6】
圧電振動片を収容したパッケージを複数のスペーサを介して実装基板に実装した圧電デバイスの製造方法であって、
前記複数のスペーサのうちの少なくとも1つの前記スペーサを、接着剤を介して前記パッケージに固定する第1の工程と、
前記第1の工程の後、前記複数のスペーサのうちの、前記接着剤を介して前記パッケージに固定された前記スペーサ以外の前記スペーサの少なくとも1つを、金属ろうを介して前記パッケージに固定する第2の工程とを有することを特徴とする圧電デバイスの製造方法。
【請求項7】
前記接着剤は、前記金属ろうの融点よりも低い硬化温度の熱硬化性接着剤であり、
前記第1の工程は、前記熱硬化性接着剤の前記硬化温度より高く、かつ、前記金属ろうの前記融点よりも低い温度に加熱することにより行われる請求項6に記載の圧電デバイスの製造方法。
【請求項8】
前記接着剤の硬化温度は、前記金属ろうの融点よりも10度以上低い請求項7に記載の圧電デバイスの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2010−213015(P2010−213015A)
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願番号】特願2009−57190(P2009−57190)
【出願日】平成21年3月10日(2009.3.10)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願日】平成21年3月10日(2009.3.10)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
[ Back to top ]