
圧電振動板の周波数調整方法
【課題】 効率的な周波数調整を行うことができる圧電振動板の周波数調整方法を提供することを目的とする。
【解決手段】 多数個の水晶振動板2,2,・・・が一体形成されたウエハ200において、各水晶振動板2の表裏主面に形成された電極膜23の質量を削減することによって水晶振動板の周波数の調整を行う周波数調整方法であって、ウエハ200の全ての電極膜に対してイオンビームを一括照射して該電極膜の質量を削減する。そして、目的の周波数範囲に達した水晶振動板に対して、該水晶振動板の電極膜を覆う遮蔽体を形成して該電極膜の質量が削減されないようにする。
【解決手段】 多数個の水晶振動板2,2,・・・が一体形成されたウエハ200において、各水晶振動板2の表裏主面に形成された電極膜23の質量を削減することによって水晶振動板の周波数の調整を行う周波数調整方法であって、ウエハ200の全ての電極膜に対してイオンビームを一括照射して該電極膜の質量を削減する。そして、目的の周波数範囲に達した水晶振動板に対して、該水晶振動板の電極膜を覆う遮蔽体を形成して該電極膜の質量が削減されないようにする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、通信機器等に用いられる圧電振動デバイスに搭載される圧電振動板の周波数調整方法に関するものである。
【背景技術】
【0002】
最近の圧電振動デバイスの超小型化に伴い、携帯電話等の移動体通信機等に広く用いられる水晶振動子においても超小型化が進んでいる。超小型化に対応するために、水晶振動子の形態も従来の箱状のセラミックパッケージの内部に水晶振動板を搭載し、平板状の蓋体で気密封止した形態(単個での取扱い)から、多数個の水晶振動板が連なったウエハの表裏主面の各々に、蓋部材が多数個連なった蓋部材集合体を接合した形態(多数個が連なった状態で取扱い、最終的に個体に分割される)へ移行してきている。本形態の水晶振動子は例えば特許文献1に開示されている。
【0003】
【特許文献1】特開2007−306434号
【0004】
上記形態の水晶振動板の表裏主面には該水晶振動板を励振させるための電極膜(金属膜)が対向形成されており、水晶振動板の周波数調整工程は、例えばイオンビームを前記電極膜に照射して該電極膜の質量を削減することによって水晶振動板の周波数を変化させ、目的の周波数範囲に収まるように周波数を調整する工程である。しかしながら、多数個の水晶振動板が整列したウエハに対して周波数調整を行う場合、個々の水晶振動板に対して1対1でイオンビームを照射して各電極膜の質量を削減する従来方法では多くの時間が必要となり、生産効率低下の要因となる。
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、かかる点に鑑みてなされたものであり、効率的な周波数調整を行うことができる圧電振動板の周波数調整方法を提供することを目的とするものである。
【課題を解決するための手段】
【0006】
上記目的を達成するために、請求項1の発明は、多数個の圧電振動板が一体形成されたウエハにおいて、各圧電振動板の表裏主面には電極膜が形成されてなり、該電極膜の質量を削減することにより該圧電振動板の周波数調整を行う圧電振動板の周波数調整方法であって、前記ウエハの全ての電極膜に対してエネルギービームを一括照射して該電極膜の質量を削減し、目的の周波数範囲に達した圧電振動板に対し、該圧電振動板の電極膜を覆う遮蔽体を形成して該電極膜の質量が削減されないようにする圧電振動板の周波数調整方法となっている。
【0007】
上記周波数調整方法によると、ウエハ内の全ての電極膜に対してエネルギービーム(イオンビームやレーザービーム等)を一括照射する方法であるため、個々の圧電振動板に対して一対一でエネルギービームを照射して電極膜を削減する方法よりも効率的に圧電振動板の周波数調整を行うことができる。
【0008】
また、上記周波数調整方法であれば、目的の周波数範囲(周波数規格)に達した圧電振動板に対し、該圧電振動板の電極膜を覆う遮蔽体を形成して該電極膜の質量が削減されないようにするため、追加調整を要する圧電振動板に対してもエネルギービームを一括照射して周波数調整を行うことができる。つまり、周波数規格内に達した圧電振動板に対しては遮蔽体が一対一で形成されるため、エネルギービームを一括照射しても周波数規格内に達した圧電振動板は、さらに電極膜の質量が削減されることがない。したがって、周波数規格内に達した圧電振動板以外の圧電振動板を選択して個々の圧電振動板に対してエネルギービームを照射して周波数調整を行う必要が無くなる。
【0009】
また、上記目的を達成するために請求項2の発明は、前記一括照射が間欠照射であり、エネルギービームの照射停止時に前記圧電振動板の周波数を測定する圧電振動板の周波数調整方法となっている。このような周波数調整方法であれば、エネルギービームは常に照射されている状態ではなく、照射と停止を交互に行う間欠照射であり、エネルギービームの照射が停止した状態で圧電振動板の周波数が測定されるため、より正確に周波数を測定することができる。したがって、より精度良く周波数の調整を行うことが可能となる。
【0010】
なお、上記周波数調整方法において、前記一括照射後の周波数が目的の周波数範囲に達していない圧電振動板について、周波数規格までの必要調整量に応じたエネルギービームの照射時間だけ前記一括照射を行って周波数調整を行うことが可能である。つまり、エネルギービームの一括照射による周波数変化量を、エネルギービームの照射時間で管理することによって制御することができる。具体的に、照射条件(照射時間や照射角度等)と周波数変化量との相関関係を取得してフィードバックすることによって、周波数調整する際の周波数測定の回数を減少させることができる。これにより、エネルギービームの一括照射が終了する度に必ずしも圧電振動板の周波数を確認する必要がなくなり、作業時間を削減できるため、生産効率を向上させることができる。
【0011】
また、上記目的を達成するために請求項3の発明のように、前記一括照射において、エネルギービームは前記ウエハ表裏面に対して斜め上方および斜め下方から照射され、ウエハを挟んで略対向した位置関係であってもよい。このようにウエハの両面側からエネルギービームを照射することで、ウエハの片面側からだけエネルギービームを照射する場合よりも調整時間を短縮することができる。
【0012】
さらに、エネルギービームを前記ウエハ表裏面に対して斜め上方および斜め下方から照射し、ウエハを挟んで略対向した位置関係とすることによって、ウエハ内の被照射領域のエネルギー密度を均一化することができる。つまり、エネルギービームをウエハの斜め上方からウエハの一主面(片面)だけに照射する場合、被照射領域内にエネルギー密度の分布が発生しやすくなる(高密度領域と低密度領域が発生)。これに対し、ウエハの斜め下方かつ、ウエハを挟んで略対向した位置関係にある方向からウエハの他主面(片面)に照射すれば、ウエハの片面の被照射領域内に高密度領域が偏在したとしてもウエハの表裏で緩衝されて前記エネルギー密度を均一化することができる。つまりウエハ全体でみれば、電極膜の質量削減レート(周波数調整レート)のばらつきを抑制することができる。
【0013】
また、エネルギービームをウエハに対して鉛直方向から照射する場合、削減された電極膜の一部(金属物質)が該電極膜へ再付着したり、削減された電極膜の一部が照射方向へ跳ね返ることによって周波数調整レートが低下することがあるが、請求項3の発明であれば、エネルギービームは斜め方向からウエハの主面に対して照射されるため、前記再付着や、前記周波数調整レートの低下を防止することができる。
【0014】
なお、前述の遮蔽体の形成パターンと、エネルギービームのウエハを挟んだ略対向照射とを併用することで、周波数調整レートを可変させることができる。つまり、(A)ウエハの表裏両主面ともに遮蔽体を形成する場合、(B)一主面側だけに遮蔽体を形成する場合、(C)ウエハの両主面に遮蔽体を形成しない場合の3パターンがあり、理論上は(C)のパターンの周波数調整レートに比べて、(B)は1倍に、(A)は2倍に可変させることができる。なお、現実的にはエネルギービームの照射条件やウエハ内の圧電振動板の周波数ばらつき等の条件によって上記理論レートのとおりになるとは限らないが、周波数規格までの必要調整量に応じて圧電振動板への遮蔽体の形成パターンを選択して周波数調整を行うことができる。これによって、より少ない照射回数で効率的な周波数調整を行うことが可能となり、生産効率を向上させることができる。
【0015】
なお、前記遮蔽体に微小貫通孔を形成してもよい。ここで微小貫通孔の形成位置は例えば、遮蔽体を圧電振動板に取り付けたときに電極膜の直上に相当する位置(例えば電極膜の略中心付近の上方)とする。このとき、エネルギービーム照射による前記電極膜の質量削減レートは遮蔽体が形成されていない圧電振動板(電極膜の全領域が露出している)に比べて非常に小さく設定することができる。つまり、遮蔽体の上方からエネルギービームが照射されると、前記微小貫通孔を介して当該圧電振動板の電極膜は僅かに質量が削減されるためである。本微小貫通孔によって、前述の周波数調整レートのパターンをさらに増やすことができ、より細かな周波数調整を行うことができるため、より少ない照射回数での周波数調整が期待できる。なお前記微小貫通孔の形成数は1個に限定されるものではなく、複数個形成してもよい。さらに前記微小貫通孔の形成位置は前記電極膜に対して略中心付近上方に限定されるものではなく、電極膜の中心から外れた位置の上方であってもよい。つまり、前記微小貫通孔の形成数および形成位置は任意に設定可能である。
【0016】
また、前記遮蔽体は圧電振動板の表裏主面の電極膜を覆う圧電振動デバイスの蓋部材であってもよい。遮蔽体に圧電デバイスの構成部材を使用することで、周波数調整工程以降の工程で遮蔽体を蓋部材へ取り替えることなく、そのまま使用することができる。つまり、工程を減らすことが可能となり、効率的に圧電デバイスの製造を行うことができる。
【0017】
さらに、前記遮蔽体は圧電振動板の電極膜を覆う金属製のシャッタであってもよい。この場合、例えばイオンビーム照射による周波数調整を行う装置内にウエハを配置するとともに、ウエハの上方(または下方)にウエハ内の全ての圧電振動板の電極膜を被覆できる外形寸法の複数の金属製シャッタを取り付けておき、周波数規格内に達した圧電振動板に対して、ウエハの上方(または下方)からシャッタを下降(上昇)させて当該電極膜を覆うように取り付ける。このような構成であれば、遮蔽体の形成を前記装置内で行うことができ、該装置からの取り出し回数を減少させることができるため、イオンビーム照射によって活性化された金属膜(電極膜)表面の酸化を防止し、より安定した膜状態の電極膜を形成することができる。なお、前記遮蔽体にレジスト液等を用いて電極膜を被覆(コーティング)することも可能である。
【0018】
なお、本発明においてエネルギービームのウエハへの照射時に、ウエハ内の全ての圧電振動板の電極膜以外の領域を覆う一体型のマスクを用いてもよい。
【発明の効果】
【0019】
以上のように、本発明によれば、効率的な周波数調整を行うことができる圧電振動板の周波数調整方法を提供することができる。
【発明を実施するための最良の形態】
【0020】
以下、本発明の実施の形態について図面を参照して説明する。なお、以下に示す実施形態では圧電振動デバイスとして水晶振動子を本発明に適用した場合を示す。図1は本発明の実施形態を示す水晶振動子の長辺方向における概略断面図であり、図2は図1の分解断面図、図3は本発明の実施形態におけるウエハの概略斜視図、図4は本発明の実施形態における周波数調整を表す概念図、図5は本発明の実施形態におけるウエハ内の周波数分布を示す平面図、図6は本発明の実施形態における周波数調整を示す斜視図、図7は本発明の実施形態における周波数調整を示す側面図、図8は本発明の実施形態における周波数調整を示す斜視図である。以下、まず水晶振動子の主要構成部材について説明した後、周波数調整方法を中心に説明していく。
【0021】
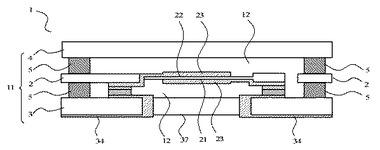
図1に示すように、水晶振動子1は水晶振動板2(本発明でいう圧電振動板)と、この水晶振動板2の一主面21に形成された励振電極23(下記参照)を気密封止する第1蓋部材3と、この水晶振動板2の他主面22に形成された励振電極23(下記参照)を気密封止する第2蓋部材4が主要構成部材となっている。水晶振動子1は、水晶振動板2と第1蓋部材3とが接合材5によって接合され、かつ、水晶振動板2と第2蓋部材4とが接合材5によって接合されてパッケージ11が構成される。そして、水晶振動板2を介して第1蓋部材3と第2蓋部材4とが接合されることで、パッケージ11の内部空間12が2箇所形成され、このパッケージ11の内部空間12に水晶振動板2の両主面21,22に形成された励振電極23がそれぞれの内部空間12で気密封止されている。なお、第1蓋部材と第2蓋部材とは、同一形状および同一外形寸法となっており、第1蓋部材3には、当該蓋部材の底面(他主面)37に形成される外部接続端子34と電気的に繋がった導通路(ビア)が当該蓋部材の厚み方向に貫通形成されている。
【0022】
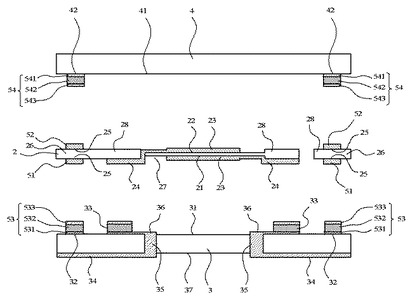
図2において水晶振動板2は、所定の角度で切り出されたATカット水晶板であり、その両主面21,22の中央部分は薄肉部27なっている(所謂、逆メサ形状)。前記薄肉部27はウエットエッチングによって形成されている。両主面21,22の薄肉部27の表裏面(一主面21と他主面22)に励振電極23が蒸着法によって対向形成されている。本実施形態では励振電極23は水晶振動板3の表裏主面に、下から順に、クロム,金,クロムの膜構成で蒸着法によって成膜されている。なお、前記電極の膜構成はこれに限定されるものではなく、その他の膜構成であってもよい。励振電極23からは引出電極24が導出形成されており、引出電極24は第1蓋部材3に形成される電極パッド33と電気的に接続される。
【0023】
水晶振動板2の両主面21,22は鏡面加工仕上げとなっており、平坦平滑面として成形されている。水晶振動板2では、両主面21,22の平面視外周端部26が第1蓋部材3と第2蓋部材4との接合面25として構成され、両主面21,22の平面視中央部分が振動領域として構成される。水晶振動板2の一主面21の接合面25に第1蓋部材3と接合するための第1接合材51が形成されている。また、水晶振動板2の他主面22の接合面25に第2蓋部材4と接合するための第2接合材52が形成されている。ここで前記第1接合材51と第2接合材52の形成幅は略同一となっている。また、第1接合材51と第2接合材52とは同一構成からなっている。これら第1接合材51および第2接合材52は、複数の層が両主面21,22の平面視外周端部26の接合面25に積層して構成され、その最下層側からクロム(Cr)層(図示省略)と金(Au)層(図示省略)とが蒸着法によって形成され、その上に金メッキ層(図示省略)が積層して形成されている。
【0024】
図2において第1蓋部材3は平面視矩形状の平板であり、透光性材料である水晶が使用されている。平面視において第1蓋部材3の外形寸法は水晶振動板2の外形寸法と略同一となっており、第1蓋部材3の一主面31(下記する水晶振動板2との接合面32)は平坦平滑面(鏡面加工)として成形されている。そして、第1蓋部材3の水晶振動板2との接合面側の周縁には、第3接合材53が周状に形成されている。ここで、第3接合材53の形成幅は第1接合材51の形成幅と略同一となるように形成されている。
【0025】
第1蓋部材3には、水晶振動板2の励振電極23と電気的に接続する電極パッド33と、水晶振動板2と接合する接合部(具体的に接合面32)と、外部と電気的に接続する外部接続端子34とが設けられている。水晶振動板2との接合面32は、第1蓋部材3の一主面31の平面視主面外周に設けられている。
【0026】
第1蓋部材3の接合面32には、水晶振動板2と接合するための第3接合材53が形成されている。具体的に、第3接合材53は複数の層が接合面32に積層され、その最下層側からクロム(Cr)層(図示省略)と金(Au)層531とが蒸着形成され、その上にAu−Sn合金層532が積層して形成され、その上にAuフラッシュメッキ層533が積層して形成されている。もしくは、第3接合材53は、その下面側からCr層とAu層とが蒸着形成され、その上にSnメッキ層とAuメッキ層が順に積層して形成されていてもよい。なお、第3接合材53と電極パッド33とは同時に形成され、電極パッド33も第3接合材53と同一の構成となる。また、第1蓋部材3には、図2に示すように、水晶振動板2の励振電極23を外部と導通させるためのスルーホール35が形成されている。そして、このスルーホール35を介して、電極パターン36が第1蓋部材3の一主面31の電極パッド33から他主面37の外部接続端子34にかけてパターン形成されている。
【0027】
図2において第2蓋部材4は平面視矩形状の平板であり、第1蓋部材3と同様に水晶が使用されている。平面視において第2蓋部材4の外形寸法は水晶振動板2の外形寸法と略同一となっている。第2蓋部材4の一主面41(下記する水晶振動板2との接合面42)は平坦平滑面(鏡面加工)として成形されている。そして、第2蓋部材4の水晶振動板2との接合面側の周縁には、第4接合材54が周状に形成されている。ここで、第4接合材54の形成幅は第2接合材52の形成幅と略同一となっている。
【0028】
この第2蓋部材4には、水晶振動板2と接合する接合部(具体的に接合面42)が設けられている。接合面42は、第2蓋部材4の一主面41の平面視主面外周に設けられている。また、第2蓋部材4の接合面42には、水晶振動板2と接合するための第4接合材54が形成されている。具体的に、第4接合材54は、複数の層が接合面42に積層され、その最下層側からCr層(図示省略)とAu層541とが蒸着形成され、その上にAu−Sn合金層542が積層して形成され、その上にAuフラッシュメッキ層543が積層して形成されている。もしくは、第4接合材54は、その下面側からCr層とAu層とが蒸着形成され、その上にSnメッキ層とAuメッキ層が順に積層して形成されていてもよい。なお、上記した水晶振動板2の接合面25における第1接合材51の接合領域(シールパス)と、第1蓋部材3の接合面32における第3接合材53の接合領域(シールパス)は、同じ幅を有する。また、水晶振動板2の接合面25における第2接合材52の接合領域(シールパス)と、第2蓋部材3の接合面42における第4接合材54の接合領域(シールパス)は、同じ幅を有する。
【0029】
以上は水晶振動子1を構成する主要部材の説明であるが、前述の第1蓋部材3と第2蓋部材4と水晶振動板2は、それぞれウエハ状態から一括的に成形され、最終的に複数の水晶振動子が形成された後に分割切断によって個片化される。このような方法により、水晶振動子1を構成する部材(第1蓋部材と第2蓋部材および水晶振動板)をウエハ状態で取り扱うことが可能となり、取り扱いが簡便となるため生産効率を向上させることができる。
【0030】
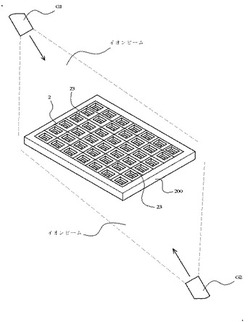
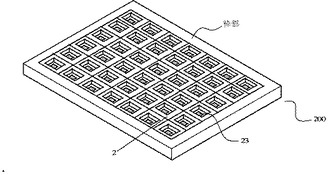
以下、周波数調整工程を主として説明する。本実施形態では、図3に示すように多数個の水晶振動板2が枠部の内側に一体的に整列して形成された平面視矩形状の水晶ウエハ200(以下、ウエハと略記)が使用されている。本実施形態において前記ウエハは平面視矩形状のATカット水晶板であり、1枚のウエハに768個の水晶振動板が形成されている。本ウエハ表裏面に蒸着法によって金属膜を成膜し、レジストを形成した後、露光および現像処理によって所望の電極パターンを形成するとともに、エッチングによって各水晶振動板の中央部分に薄肉部27を成形する。第1接合材51および第2接合材52は電解メッキ法によって水晶振動板の接合面25の表面に形成される。なお、図3(後述する図6についても同様)において各水晶振動板の表裏面に形成される引出電極および第1接合材および第2接合材、電解メッキ時に必要となる金属配線の記載は省略している。
【0031】
前記水晶振動板の周波数調整はイオンミリング法によって行われる。つまり、イオンガンから照射されるArイオンビームをウエハ200の全体に照射し、各水晶振動板の電極膜の質量を削減することによって水晶振動板の周波数が調整されるようになっている。具体的に電極膜の質量が削減されることによって、水晶振動板の周波数は上昇する方向に調整される。
【0032】
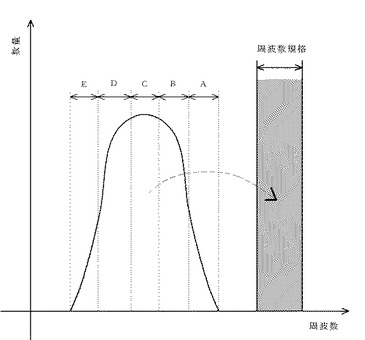
まず、周波数調整を開始する前にウエハ内の全ての水晶振動板の周波数を事前に測定しておく。前記測定によって得られた周波数データはイオンミリング装置(図示せず)に接続された記憶装置(図示せず)に格納されている。また、前記周波数データは所定の周波数分類幅に応じて複数のグループに分類されている。そして周波数調整前の状態において測定した周波数の分布は図4のようにほぼ正規分布の状態となっている。本実施形態では、水晶振動子の公称周波数は基本波振動モードで、54.000MHzであり、周波数調整前の周波数のばらつきは約50kHzとなっている。そして周波数分類幅は10kHzとし、5つのグループ(A,B,C,D,E。AからEの順に周波数が高くなっている)に分類されている。
【0033】
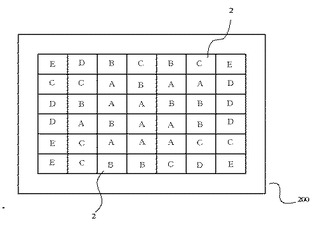
図5は周波数調整前におけるウエハ内の周波数分布を上記5つのグループで表わした図である。図5では説明の便宜上、1枚のウエハ200に形成される水晶振動板の個数を42個(6行×7列)に減じてウエハ内の周波数調整前の周波数に基づいたグループの分布状態を表している。なお、本実施形態でいう周波数調整工程とは、図4に示すように周波数調整前の周波数分布を、当該分布よりも高い周波数(図4で右側にある周波数範囲)となる目的の周波数範囲(以下、周波数規格と略記)に入るように、水晶振動板の電極膜の質量をイオンビームを用いて削減して調整する工程のことである。つまり周波数規格の内、狙いとする周波数(目標周波数)を設定した場合、最も周波数の低いAグループが目標周波数までの必要調整量は最大となり、逆に最も周波数の高いEグループは目標周波数までの必要調整量が最少となる。
【0034】
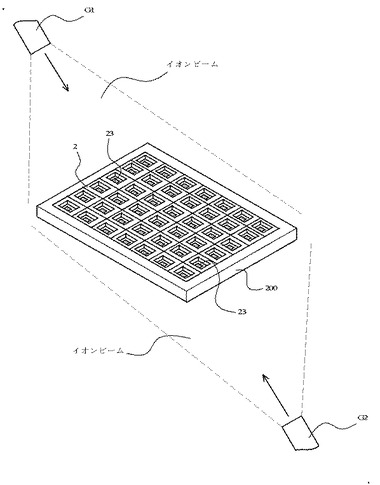
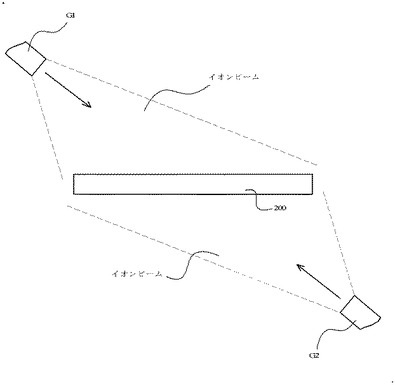
周波数調整は、まず周波数調整前のウエハ200をイオンミリング装置の真空チャンバ内に収容する。その後、真空チャンバ内は高真空状態まで排気される。真空チャンバ内の、ウエハの斜め上方と、ウエハの斜め下方には図6乃至7に示すように2つのイオンガン(G1、G2)が設置されている。これら2つのイオンガン(G1、G2)の相対位置関係は、ウエハ200を挟んで略対向した位置関係となっている。このようにウエハの両面側からイオンビームを照射することで、ウエハの片面側からだけイオンビームを照射する場合よりも調整時間を短縮することができる。
【0035】
また、イオンビームをウエハ200の表裏面に対して斜め上方および斜め下方から照射し、ウエハを挟んで略対向した位置関係とすることによって、ウエハ内の被照射領域のエネルギー密度を均一化することができる。つまり、イオンビームをウエハの斜め上方からウエハの一主面(片面)だけに照射する場合、被照射領域内にエネルギー密度の分布が発生しやすくなる(高密度領域と低密度領域が発生)。これに対し、ウエハの斜め下方かつ、ウエハを挟んで略対向した位置関係にある方向からウエハの他主面(片面)に照射すれば、ウエハの片面の被照射領域内に高密度領域が偏在したとしてもウエハの表裏で緩衝されて前記エネルギー密度を均一化することができる。つまりウエハ全体でみれば、電極膜の削減レート(周波数調整レート)のばらつきを抑制することができる。
【0036】
また、イオンビームをウエハに対して鉛直方向から照射する場合、削減された電極膜の一部(金属物質)が該電極膜へ再付着したり、削減された電極膜の一部が照射方向へ跳ね返ることによって周波数調整レートが低下することがあるが、本発明であれば、イオンビームは斜め方向からウエハの主面に対して照射されるため、前記再付着や、前記周波数調整レートの低下を防止することができる。
【0037】
まず、周波数調整前に測定して分類したA〜Eグループのうち、最も周波数の高いEグループが前記目標周波数までの必要調整量(周波数調整量)が最少調整量となるため、当該最少調整量に近くなるようなイオンビームの照射時間だけ、前記2つのイオンガンよりウエハ全体に同時照射する。このとき、ウエハの上下にはウエハ内の全水晶振動板の電極膜の部分だけが露出するように一対一で開口した遮蔽マスクが配置され、当該遮蔽マスク(図示省略)を介してイオンビームが電極膜上に照射されている。なお、本実施形態では上記遮蔽マスクが使用されているが、遮蔽マスクを使用しなくても本発明は適用可能である。
【0038】
このようにイオンビームを前記照射時間だけ、ウエハ全体に対して一括照射することで、ウエハ内の多数個の水晶振動板の電極膜の質量が一括的に削減される。前記照射時間だけイオンビームを照射した後、イオンビームの照射を停止させる。つまり前記一括照射は間欠照射となっている。間欠照射であればイオンビームは常に照射されている状態ではなく、エネルギービームの照射が停止した状態で水晶振動板の周波数が測定されるため、より正確に周波数を測定することができる。したがって、より精度良く周波数の調整を行うことが可能となる。
【0039】
そして、Eグループおよび他グループの水晶振動板の一部について周波数の測定を行う。なお、周波数の測定はEグループのみに実施してもよい。
【0040】
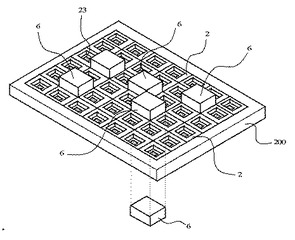
前記周波数測定の結果、例えば前記Dグループの水晶振動板の一部が周波数規格内に収まっていれば、図8に示すように真空チャンバからウエハから取り出し、周波数規格内に収まったEグループの水晶振動板に対して遮蔽体6を取り付ける。ここで前記遮蔽体6には、前述した第2蓋部材(個片)4および第1蓋部材(個片)3が使用されている。具体的に、周波数規格内に収まったEグループの水晶振動板の外周部分に形成されたの接合材(第2接合材)上に、第2蓋部材の水晶振動板との接合面側が下になるようにして、第2蓋部材の接合材(第4接合材)が平面視で略一致するように位置決め載置する。前記位置決め載置は画像認識手段を用いて行われる。そして前記位置決め載置後に、前述の水晶振動板および蓋部材の接合材を介して、超音波接合によって水晶振動板2と第2蓋部材4との仮止め接合を行う。一方、ウエハを表裏反転させた後、前述と同様の手順で、周波数規格内に収まったEグループの水晶振動板の外周部分に形成されたの接合材(第1接合材)上に、第1蓋部材の水晶振動板との接合面側が下になるようにして、第1蓋部材の接合材(第3接合材)が平面視で略一致するように位置決め載置し、超音波接合によって水晶振動板2と第1蓋部材3との仮止め接合を行う。前記仮止め接合によって、当該水晶振動板の電極膜が遮蔽されることになる。
【0041】
次に、周波数調整前に測定して分類したA〜Eグループのうち、2番目に周波数の高いDグループが前記目標周波数までの必要調整量(周波数調整量)が最少調整量となるため、当該最少調整量に近くなるようなイオンビームの照射時間だけ、前記2つのイオンガンよりウエハ全体に同時照射する。ここで、前記イオンビームの照射時間は、イオンビームの一括照射による周波数変化量をイオンビームの照射時間で管理することによって制御することができる。具体的に、照射条件(照射時間や照射角度等)と周波数変化量との相関関係を取得し、これをフィードバックすることによって、周波数調整する際の周波数測定の回数を減少させることができる。これにより、イオンビームの一括照射が終了する度に必ずしも圧電振動板の周波数を確認する必要がなくなり、作業時間を削減できるため、生産効率を向上させることができる。
【0042】
次に、前記イオンビームの照射後に周波数規格内に入っている水晶振動板に対して、前述の方法と同様にして遮蔽体6を仮止め接合していく。なお、前述のように、イオンビームの照射時間管理によって、周波数確認の為の周波数測定は必ずしも行う必要は無く、周波数測定を省略してもよい。
【0043】
以上の要領で、以降、Cグループ→Bグループ→Aグループの順序で、目標周波数までの必要調整量(周波数調整量)に応じた時間だけ2つのイオンガンよりウエハ全体に同時照射を行って、周波数規格内に水晶振動板の周波数が収束していくように周波数調整を行っていく。なお、本発明の周波数調整において、上記遮蔽体6は周波数規格に達した水晶振動板の表裏面の各々に必ずしも2個仮止め接合する必要は無い。つまり、必要調整量に応じて遮蔽体を周波数規格に達した水晶振動板の表裏面のいずれか一方の片面に仮止め接合してもよい。このように水晶振動板の片側だけに遮蔽体を形成することによって、遮蔽体を全く形成しない場合に比べて、調整レートを減少させることができる。これにより、周波数調整レートのパターンが増えることになり、必要調整量に応じて遮蔽体の形成パターンを選択することでより効率的な周波数調整を行うことができる。
【0044】
具体的に、(A)ウエハの表裏両主面ともに遮蔽体を形成する場合、(B)一主面側だけに遮蔽体を形成する場合、(C)ウエハの両主面に遮蔽体を形成しない場合の3パターンがあり、理論上は(C)のパターンの周波数調整レートに比べて、(B)は1倍に、(A)は2倍に可変させることができる。なお、現実的にはイオンビームの照射条件やウエハ内の圧電振動板の周波数ばらつき等の条件によって上記理論レートのとおりになるとは限らないが、周波数規格までの必要調整量に応じて圧電振動板への遮蔽体の形成パターンを選択して周波数調整を行うことができる。これによって、より少ない照射回数で効率的な周波数調整を行うことが可能となり、生産効率を向上させることができる。
【0045】
なお、前記遮蔽体6に微小貫通孔を形成してもよい。ここで微小貫通孔の形成位置は例えば、遮蔽体を水晶振動板に取り付けたときに電極膜の直上に相当する位置(例えば電極膜の略中心付近の上方)とする。このとき、イオンビーム照射による前記電極膜の質量削減レート(周波数調整レート)は遮蔽体が形成されていない水晶振動板(電極膜の全領域が露出している)に比べて非常に小さく設定することができる。つまり、遮蔽体の上方からイオンビームが照射されると、前記微小貫通孔を介して当該水晶振動板の電極膜は僅かに質量が削減されるためである。本微小貫通孔によって、前述の周波数調整レートのパターンをさらに増やすことができ、より細かな周波数調整を行うことができるため、より少ない照射回数での周波数調整が期待できる。なお前記微小貫通孔の形成数は1個に限定されるものではなく、複数個形成してもよい。さらに前記微小貫通孔の形成位置は前記電極膜に対して略中心付近上方に限定されるものではなく、電極膜の中心から外れた位置の上方であってもよい。つまり、前記微小貫通孔の形成数および形成位置は任意に設定可能である。
【0046】
また、本実施形態では遮蔽体6として水晶振動子の構成部材である蓋部材を使用しているが、これに限定されるものではなく、例えば水晶振動板の電極膜を覆う金属製のシャッタであってもよい。この場合、例えばイオンビーム照射による周波数調整を行う装置内にウエハを配置するとともに、ウエハの上方(または下方)にウエハ内の全ての水晶振動板の電極膜を被覆できる外形寸法の複数の金属製シャッタを取り付けておき、周波数規格内に達した圧電振動板に対して、ウエハの上方(または下方)からシャッタを下降(上昇)させて当該電極膜を覆うように取り付ける。このような構成であれば、遮蔽体の形成を前記装置内で行うことができ、該装置からの取り出し回数を減少させることができるため、イオンビーム照射によって活性化された金属膜(電極膜)表面の酸化を防止し、より安定した膜状態の電極膜を形成することができる。なお、前記遮蔽体にレジスト液等を用いて電極膜を被覆(コーティング)することも可能である。
【0047】
また、本発明の実施形態では、2つの蓋部材(第1蓋部材、第2蓋部材)の材料として水晶が使用されているが、水晶以外にホウケイ酸ガラスやサファイアを使用してもよい。また、本発明の実施形態において第1蓋部材および第2蓋部材の圧電振動板との接合に用いられる金属膜として、金が用いられているが、これに限定されるものではなく、金以外に、金−錫合金(Au−Sn合金)や、錫−銀合金(Sn−Ag合金)、金−ゲルマニウム(Au−Ge合金)など他の金属を使用することも可能である。
【0048】
また、本発明の実施形態では、エネルギービームの一括照射は間欠照射にて行っているが、連続照射であっても本発明は適用可能である。
【0049】
本発明の実施形態では、平面視矩形状で平板状の2つの蓋部材が用いられているが、本形態に限定されるものではなく、2つの蓋部材によって圧電振動板に形成された励振電極を気密封止できれば、蓋部材の形状は任意に設定してもよい。例えば、凹状に形成された2つの蓋部材の凹部分が圧電振動板に対向するようにして気密接合された形態であってもよい。あるいは、平板状の蓋部材と圧電振動板と、箱状体で凹状に形成された蓋部材とで構成された形態であってもよい。
【0050】
本発明の実施形態では表面実装型水晶振動子を例にしているが、水晶フィルタ、集積回路等の電子部品に水晶振動子を組み込んだ水晶発振器など、電子機器等に用いられる他の表面実装型の圧電振動デバイスの製造方法にも適用可能である。
【0051】
本発明は、その精神または主要な特徴から逸脱することなく、他のいろいろな形で実施することができる。そのため、上述の実施の形態はあらゆる点で単なる例示にすぎず、限定的に解釈してはならない。本発明の範囲は特許請求の範囲によって示すものであって、明細書本文には、なんら拘束されない。さらに、特許請求の範囲の均等範囲に属する変形や変更は、全て本発明の範囲内のものである。
【産業上の利用可能性】
【0052】
圧電振動デバイスの量産に適用できる。
【図面の簡単な説明】
【0053】
【図1】本発明の実施形態を示す水晶振動子の長辺方向の概略断面図。
【図2】本発明の実施形態を示す水晶振動子の長辺方向の分解断面図。
【図3】本発明の実施形態を示すウエハの概略斜視図。
【図4】本発明の実施形態における周波数調整を表す概念図。
【図5】本発明の実施形態におけるウエハ内の周波数分布を示す平面図。
【図6】本発明の実施形態における周波数調整を示す斜視図。
【図7】本発明の実施形態における周波数調整を示す側面図。
【図8】本発明の実施形態における周波数調整を示す斜視図。
【符号の説明】
【0054】
1 水晶振動子
2 水晶振動板
200 水晶ウエハ
21 水晶振動板の一主面
22 水晶振動板の他主面
23 励振電極
3 第1蓋部材
4 第2蓋部材
5 接合材
6 遮蔽体
【技術分野】
【0001】
本発明は、通信機器等に用いられる圧電振動デバイスに搭載される圧電振動板の周波数調整方法に関するものである。
【背景技術】
【0002】
最近の圧電振動デバイスの超小型化に伴い、携帯電話等の移動体通信機等に広く用いられる水晶振動子においても超小型化が進んでいる。超小型化に対応するために、水晶振動子の形態も従来の箱状のセラミックパッケージの内部に水晶振動板を搭載し、平板状の蓋体で気密封止した形態(単個での取扱い)から、多数個の水晶振動板が連なったウエハの表裏主面の各々に、蓋部材が多数個連なった蓋部材集合体を接合した形態(多数個が連なった状態で取扱い、最終的に個体に分割される)へ移行してきている。本形態の水晶振動子は例えば特許文献1に開示されている。
【0003】
【特許文献1】特開2007−306434号
【0004】
上記形態の水晶振動板の表裏主面には該水晶振動板を励振させるための電極膜(金属膜)が対向形成されており、水晶振動板の周波数調整工程は、例えばイオンビームを前記電極膜に照射して該電極膜の質量を削減することによって水晶振動板の周波数を変化させ、目的の周波数範囲に収まるように周波数を調整する工程である。しかしながら、多数個の水晶振動板が整列したウエハに対して周波数調整を行う場合、個々の水晶振動板に対して1対1でイオンビームを照射して各電極膜の質量を削減する従来方法では多くの時間が必要となり、生産効率低下の要因となる。
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、かかる点に鑑みてなされたものであり、効率的な周波数調整を行うことができる圧電振動板の周波数調整方法を提供することを目的とするものである。
【課題を解決するための手段】
【0006】
上記目的を達成するために、請求項1の発明は、多数個の圧電振動板が一体形成されたウエハにおいて、各圧電振動板の表裏主面には電極膜が形成されてなり、該電極膜の質量を削減することにより該圧電振動板の周波数調整を行う圧電振動板の周波数調整方法であって、前記ウエハの全ての電極膜に対してエネルギービームを一括照射して該電極膜の質量を削減し、目的の周波数範囲に達した圧電振動板に対し、該圧電振動板の電極膜を覆う遮蔽体を形成して該電極膜の質量が削減されないようにする圧電振動板の周波数調整方法となっている。
【0007】
上記周波数調整方法によると、ウエハ内の全ての電極膜に対してエネルギービーム(イオンビームやレーザービーム等)を一括照射する方法であるため、個々の圧電振動板に対して一対一でエネルギービームを照射して電極膜を削減する方法よりも効率的に圧電振動板の周波数調整を行うことができる。
【0008】
また、上記周波数調整方法であれば、目的の周波数範囲(周波数規格)に達した圧電振動板に対し、該圧電振動板の電極膜を覆う遮蔽体を形成して該電極膜の質量が削減されないようにするため、追加調整を要する圧電振動板に対してもエネルギービームを一括照射して周波数調整を行うことができる。つまり、周波数規格内に達した圧電振動板に対しては遮蔽体が一対一で形成されるため、エネルギービームを一括照射しても周波数規格内に達した圧電振動板は、さらに電極膜の質量が削減されることがない。したがって、周波数規格内に達した圧電振動板以外の圧電振動板を選択して個々の圧電振動板に対してエネルギービームを照射して周波数調整を行う必要が無くなる。
【0009】
また、上記目的を達成するために請求項2の発明は、前記一括照射が間欠照射であり、エネルギービームの照射停止時に前記圧電振動板の周波数を測定する圧電振動板の周波数調整方法となっている。このような周波数調整方法であれば、エネルギービームは常に照射されている状態ではなく、照射と停止を交互に行う間欠照射であり、エネルギービームの照射が停止した状態で圧電振動板の周波数が測定されるため、より正確に周波数を測定することができる。したがって、より精度良く周波数の調整を行うことが可能となる。
【0010】
なお、上記周波数調整方法において、前記一括照射後の周波数が目的の周波数範囲に達していない圧電振動板について、周波数規格までの必要調整量に応じたエネルギービームの照射時間だけ前記一括照射を行って周波数調整を行うことが可能である。つまり、エネルギービームの一括照射による周波数変化量を、エネルギービームの照射時間で管理することによって制御することができる。具体的に、照射条件(照射時間や照射角度等)と周波数変化量との相関関係を取得してフィードバックすることによって、周波数調整する際の周波数測定の回数を減少させることができる。これにより、エネルギービームの一括照射が終了する度に必ずしも圧電振動板の周波数を確認する必要がなくなり、作業時間を削減できるため、生産効率を向上させることができる。
【0011】
また、上記目的を達成するために請求項3の発明のように、前記一括照射において、エネルギービームは前記ウエハ表裏面に対して斜め上方および斜め下方から照射され、ウエハを挟んで略対向した位置関係であってもよい。このようにウエハの両面側からエネルギービームを照射することで、ウエハの片面側からだけエネルギービームを照射する場合よりも調整時間を短縮することができる。
【0012】
さらに、エネルギービームを前記ウエハ表裏面に対して斜め上方および斜め下方から照射し、ウエハを挟んで略対向した位置関係とすることによって、ウエハ内の被照射領域のエネルギー密度を均一化することができる。つまり、エネルギービームをウエハの斜め上方からウエハの一主面(片面)だけに照射する場合、被照射領域内にエネルギー密度の分布が発生しやすくなる(高密度領域と低密度領域が発生)。これに対し、ウエハの斜め下方かつ、ウエハを挟んで略対向した位置関係にある方向からウエハの他主面(片面)に照射すれば、ウエハの片面の被照射領域内に高密度領域が偏在したとしてもウエハの表裏で緩衝されて前記エネルギー密度を均一化することができる。つまりウエハ全体でみれば、電極膜の質量削減レート(周波数調整レート)のばらつきを抑制することができる。
【0013】
また、エネルギービームをウエハに対して鉛直方向から照射する場合、削減された電極膜の一部(金属物質)が該電極膜へ再付着したり、削減された電極膜の一部が照射方向へ跳ね返ることによって周波数調整レートが低下することがあるが、請求項3の発明であれば、エネルギービームは斜め方向からウエハの主面に対して照射されるため、前記再付着や、前記周波数調整レートの低下を防止することができる。
【0014】
なお、前述の遮蔽体の形成パターンと、エネルギービームのウエハを挟んだ略対向照射とを併用することで、周波数調整レートを可変させることができる。つまり、(A)ウエハの表裏両主面ともに遮蔽体を形成する場合、(B)一主面側だけに遮蔽体を形成する場合、(C)ウエハの両主面に遮蔽体を形成しない場合の3パターンがあり、理論上は(C)のパターンの周波数調整レートに比べて、(B)は1倍に、(A)は2倍に可変させることができる。なお、現実的にはエネルギービームの照射条件やウエハ内の圧電振動板の周波数ばらつき等の条件によって上記理論レートのとおりになるとは限らないが、周波数規格までの必要調整量に応じて圧電振動板への遮蔽体の形成パターンを選択して周波数調整を行うことができる。これによって、より少ない照射回数で効率的な周波数調整を行うことが可能となり、生産効率を向上させることができる。
【0015】
なお、前記遮蔽体に微小貫通孔を形成してもよい。ここで微小貫通孔の形成位置は例えば、遮蔽体を圧電振動板に取り付けたときに電極膜の直上に相当する位置(例えば電極膜の略中心付近の上方)とする。このとき、エネルギービーム照射による前記電極膜の質量削減レートは遮蔽体が形成されていない圧電振動板(電極膜の全領域が露出している)に比べて非常に小さく設定することができる。つまり、遮蔽体の上方からエネルギービームが照射されると、前記微小貫通孔を介して当該圧電振動板の電極膜は僅かに質量が削減されるためである。本微小貫通孔によって、前述の周波数調整レートのパターンをさらに増やすことができ、より細かな周波数調整を行うことができるため、より少ない照射回数での周波数調整が期待できる。なお前記微小貫通孔の形成数は1個に限定されるものではなく、複数個形成してもよい。さらに前記微小貫通孔の形成位置は前記電極膜に対して略中心付近上方に限定されるものではなく、電極膜の中心から外れた位置の上方であってもよい。つまり、前記微小貫通孔の形成数および形成位置は任意に設定可能である。
【0016】
また、前記遮蔽体は圧電振動板の表裏主面の電極膜を覆う圧電振動デバイスの蓋部材であってもよい。遮蔽体に圧電デバイスの構成部材を使用することで、周波数調整工程以降の工程で遮蔽体を蓋部材へ取り替えることなく、そのまま使用することができる。つまり、工程を減らすことが可能となり、効率的に圧電デバイスの製造を行うことができる。
【0017】
さらに、前記遮蔽体は圧電振動板の電極膜を覆う金属製のシャッタであってもよい。この場合、例えばイオンビーム照射による周波数調整を行う装置内にウエハを配置するとともに、ウエハの上方(または下方)にウエハ内の全ての圧電振動板の電極膜を被覆できる外形寸法の複数の金属製シャッタを取り付けておき、周波数規格内に達した圧電振動板に対して、ウエハの上方(または下方)からシャッタを下降(上昇)させて当該電極膜を覆うように取り付ける。このような構成であれば、遮蔽体の形成を前記装置内で行うことができ、該装置からの取り出し回数を減少させることができるため、イオンビーム照射によって活性化された金属膜(電極膜)表面の酸化を防止し、より安定した膜状態の電極膜を形成することができる。なお、前記遮蔽体にレジスト液等を用いて電極膜を被覆(コーティング)することも可能である。
【0018】
なお、本発明においてエネルギービームのウエハへの照射時に、ウエハ内の全ての圧電振動板の電極膜以外の領域を覆う一体型のマスクを用いてもよい。
【発明の効果】
【0019】
以上のように、本発明によれば、効率的な周波数調整を行うことができる圧電振動板の周波数調整方法を提供することができる。
【発明を実施するための最良の形態】
【0020】
以下、本発明の実施の形態について図面を参照して説明する。なお、以下に示す実施形態では圧電振動デバイスとして水晶振動子を本発明に適用した場合を示す。図1は本発明の実施形態を示す水晶振動子の長辺方向における概略断面図であり、図2は図1の分解断面図、図3は本発明の実施形態におけるウエハの概略斜視図、図4は本発明の実施形態における周波数調整を表す概念図、図5は本発明の実施形態におけるウエハ内の周波数分布を示す平面図、図6は本発明の実施形態における周波数調整を示す斜視図、図7は本発明の実施形態における周波数調整を示す側面図、図8は本発明の実施形態における周波数調整を示す斜視図である。以下、まず水晶振動子の主要構成部材について説明した後、周波数調整方法を中心に説明していく。
【0021】
図1に示すように、水晶振動子1は水晶振動板2(本発明でいう圧電振動板)と、この水晶振動板2の一主面21に形成された励振電極23(下記参照)を気密封止する第1蓋部材3と、この水晶振動板2の他主面22に形成された励振電極23(下記参照)を気密封止する第2蓋部材4が主要構成部材となっている。水晶振動子1は、水晶振動板2と第1蓋部材3とが接合材5によって接合され、かつ、水晶振動板2と第2蓋部材4とが接合材5によって接合されてパッケージ11が構成される。そして、水晶振動板2を介して第1蓋部材3と第2蓋部材4とが接合されることで、パッケージ11の内部空間12が2箇所形成され、このパッケージ11の内部空間12に水晶振動板2の両主面21,22に形成された励振電極23がそれぞれの内部空間12で気密封止されている。なお、第1蓋部材と第2蓋部材とは、同一形状および同一外形寸法となっており、第1蓋部材3には、当該蓋部材の底面(他主面)37に形成される外部接続端子34と電気的に繋がった導通路(ビア)が当該蓋部材の厚み方向に貫通形成されている。
【0022】
図2において水晶振動板2は、所定の角度で切り出されたATカット水晶板であり、その両主面21,22の中央部分は薄肉部27なっている(所謂、逆メサ形状)。前記薄肉部27はウエットエッチングによって形成されている。両主面21,22の薄肉部27の表裏面(一主面21と他主面22)に励振電極23が蒸着法によって対向形成されている。本実施形態では励振電極23は水晶振動板3の表裏主面に、下から順に、クロム,金,クロムの膜構成で蒸着法によって成膜されている。なお、前記電極の膜構成はこれに限定されるものではなく、その他の膜構成であってもよい。励振電極23からは引出電極24が導出形成されており、引出電極24は第1蓋部材3に形成される電極パッド33と電気的に接続される。
【0023】
水晶振動板2の両主面21,22は鏡面加工仕上げとなっており、平坦平滑面として成形されている。水晶振動板2では、両主面21,22の平面視外周端部26が第1蓋部材3と第2蓋部材4との接合面25として構成され、両主面21,22の平面視中央部分が振動領域として構成される。水晶振動板2の一主面21の接合面25に第1蓋部材3と接合するための第1接合材51が形成されている。また、水晶振動板2の他主面22の接合面25に第2蓋部材4と接合するための第2接合材52が形成されている。ここで前記第1接合材51と第2接合材52の形成幅は略同一となっている。また、第1接合材51と第2接合材52とは同一構成からなっている。これら第1接合材51および第2接合材52は、複数の層が両主面21,22の平面視外周端部26の接合面25に積層して構成され、その最下層側からクロム(Cr)層(図示省略)と金(Au)層(図示省略)とが蒸着法によって形成され、その上に金メッキ層(図示省略)が積層して形成されている。
【0024】
図2において第1蓋部材3は平面視矩形状の平板であり、透光性材料である水晶が使用されている。平面視において第1蓋部材3の外形寸法は水晶振動板2の外形寸法と略同一となっており、第1蓋部材3の一主面31(下記する水晶振動板2との接合面32)は平坦平滑面(鏡面加工)として成形されている。そして、第1蓋部材3の水晶振動板2との接合面側の周縁には、第3接合材53が周状に形成されている。ここで、第3接合材53の形成幅は第1接合材51の形成幅と略同一となるように形成されている。
【0025】
第1蓋部材3には、水晶振動板2の励振電極23と電気的に接続する電極パッド33と、水晶振動板2と接合する接合部(具体的に接合面32)と、外部と電気的に接続する外部接続端子34とが設けられている。水晶振動板2との接合面32は、第1蓋部材3の一主面31の平面視主面外周に設けられている。
【0026】
第1蓋部材3の接合面32には、水晶振動板2と接合するための第3接合材53が形成されている。具体的に、第3接合材53は複数の層が接合面32に積層され、その最下層側からクロム(Cr)層(図示省略)と金(Au)層531とが蒸着形成され、その上にAu−Sn合金層532が積層して形成され、その上にAuフラッシュメッキ層533が積層して形成されている。もしくは、第3接合材53は、その下面側からCr層とAu層とが蒸着形成され、その上にSnメッキ層とAuメッキ層が順に積層して形成されていてもよい。なお、第3接合材53と電極パッド33とは同時に形成され、電極パッド33も第3接合材53と同一の構成となる。また、第1蓋部材3には、図2に示すように、水晶振動板2の励振電極23を外部と導通させるためのスルーホール35が形成されている。そして、このスルーホール35を介して、電極パターン36が第1蓋部材3の一主面31の電極パッド33から他主面37の外部接続端子34にかけてパターン形成されている。
【0027】
図2において第2蓋部材4は平面視矩形状の平板であり、第1蓋部材3と同様に水晶が使用されている。平面視において第2蓋部材4の外形寸法は水晶振動板2の外形寸法と略同一となっている。第2蓋部材4の一主面41(下記する水晶振動板2との接合面42)は平坦平滑面(鏡面加工)として成形されている。そして、第2蓋部材4の水晶振動板2との接合面側の周縁には、第4接合材54が周状に形成されている。ここで、第4接合材54の形成幅は第2接合材52の形成幅と略同一となっている。
【0028】
この第2蓋部材4には、水晶振動板2と接合する接合部(具体的に接合面42)が設けられている。接合面42は、第2蓋部材4の一主面41の平面視主面外周に設けられている。また、第2蓋部材4の接合面42には、水晶振動板2と接合するための第4接合材54が形成されている。具体的に、第4接合材54は、複数の層が接合面42に積層され、その最下層側からCr層(図示省略)とAu層541とが蒸着形成され、その上にAu−Sn合金層542が積層して形成され、その上にAuフラッシュメッキ層543が積層して形成されている。もしくは、第4接合材54は、その下面側からCr層とAu層とが蒸着形成され、その上にSnメッキ層とAuメッキ層が順に積層して形成されていてもよい。なお、上記した水晶振動板2の接合面25における第1接合材51の接合領域(シールパス)と、第1蓋部材3の接合面32における第3接合材53の接合領域(シールパス)は、同じ幅を有する。また、水晶振動板2の接合面25における第2接合材52の接合領域(シールパス)と、第2蓋部材3の接合面42における第4接合材54の接合領域(シールパス)は、同じ幅を有する。
【0029】
以上は水晶振動子1を構成する主要部材の説明であるが、前述の第1蓋部材3と第2蓋部材4と水晶振動板2は、それぞれウエハ状態から一括的に成形され、最終的に複数の水晶振動子が形成された後に分割切断によって個片化される。このような方法により、水晶振動子1を構成する部材(第1蓋部材と第2蓋部材および水晶振動板)をウエハ状態で取り扱うことが可能となり、取り扱いが簡便となるため生産効率を向上させることができる。
【0030】
以下、周波数調整工程を主として説明する。本実施形態では、図3に示すように多数個の水晶振動板2が枠部の内側に一体的に整列して形成された平面視矩形状の水晶ウエハ200(以下、ウエハと略記)が使用されている。本実施形態において前記ウエハは平面視矩形状のATカット水晶板であり、1枚のウエハに768個の水晶振動板が形成されている。本ウエハ表裏面に蒸着法によって金属膜を成膜し、レジストを形成した後、露光および現像処理によって所望の電極パターンを形成するとともに、エッチングによって各水晶振動板の中央部分に薄肉部27を成形する。第1接合材51および第2接合材52は電解メッキ法によって水晶振動板の接合面25の表面に形成される。なお、図3(後述する図6についても同様)において各水晶振動板の表裏面に形成される引出電極および第1接合材および第2接合材、電解メッキ時に必要となる金属配線の記載は省略している。
【0031】
前記水晶振動板の周波数調整はイオンミリング法によって行われる。つまり、イオンガンから照射されるArイオンビームをウエハ200の全体に照射し、各水晶振動板の電極膜の質量を削減することによって水晶振動板の周波数が調整されるようになっている。具体的に電極膜の質量が削減されることによって、水晶振動板の周波数は上昇する方向に調整される。
【0032】
まず、周波数調整を開始する前にウエハ内の全ての水晶振動板の周波数を事前に測定しておく。前記測定によって得られた周波数データはイオンミリング装置(図示せず)に接続された記憶装置(図示せず)に格納されている。また、前記周波数データは所定の周波数分類幅に応じて複数のグループに分類されている。そして周波数調整前の状態において測定した周波数の分布は図4のようにほぼ正規分布の状態となっている。本実施形態では、水晶振動子の公称周波数は基本波振動モードで、54.000MHzであり、周波数調整前の周波数のばらつきは約50kHzとなっている。そして周波数分類幅は10kHzとし、5つのグループ(A,B,C,D,E。AからEの順に周波数が高くなっている)に分類されている。
【0033】
図5は周波数調整前におけるウエハ内の周波数分布を上記5つのグループで表わした図である。図5では説明の便宜上、1枚のウエハ200に形成される水晶振動板の個数を42個(6行×7列)に減じてウエハ内の周波数調整前の周波数に基づいたグループの分布状態を表している。なお、本実施形態でいう周波数調整工程とは、図4に示すように周波数調整前の周波数分布を、当該分布よりも高い周波数(図4で右側にある周波数範囲)となる目的の周波数範囲(以下、周波数規格と略記)に入るように、水晶振動板の電極膜の質量をイオンビームを用いて削減して調整する工程のことである。つまり周波数規格の内、狙いとする周波数(目標周波数)を設定した場合、最も周波数の低いAグループが目標周波数までの必要調整量は最大となり、逆に最も周波数の高いEグループは目標周波数までの必要調整量が最少となる。
【0034】
周波数調整は、まず周波数調整前のウエハ200をイオンミリング装置の真空チャンバ内に収容する。その後、真空チャンバ内は高真空状態まで排気される。真空チャンバ内の、ウエハの斜め上方と、ウエハの斜め下方には図6乃至7に示すように2つのイオンガン(G1、G2)が設置されている。これら2つのイオンガン(G1、G2)の相対位置関係は、ウエハ200を挟んで略対向した位置関係となっている。このようにウエハの両面側からイオンビームを照射することで、ウエハの片面側からだけイオンビームを照射する場合よりも調整時間を短縮することができる。
【0035】
また、イオンビームをウエハ200の表裏面に対して斜め上方および斜め下方から照射し、ウエハを挟んで略対向した位置関係とすることによって、ウエハ内の被照射領域のエネルギー密度を均一化することができる。つまり、イオンビームをウエハの斜め上方からウエハの一主面(片面)だけに照射する場合、被照射領域内にエネルギー密度の分布が発生しやすくなる(高密度領域と低密度領域が発生)。これに対し、ウエハの斜め下方かつ、ウエハを挟んで略対向した位置関係にある方向からウエハの他主面(片面)に照射すれば、ウエハの片面の被照射領域内に高密度領域が偏在したとしてもウエハの表裏で緩衝されて前記エネルギー密度を均一化することができる。つまりウエハ全体でみれば、電極膜の削減レート(周波数調整レート)のばらつきを抑制することができる。
【0036】
また、イオンビームをウエハに対して鉛直方向から照射する場合、削減された電極膜の一部(金属物質)が該電極膜へ再付着したり、削減された電極膜の一部が照射方向へ跳ね返ることによって周波数調整レートが低下することがあるが、本発明であれば、イオンビームは斜め方向からウエハの主面に対して照射されるため、前記再付着や、前記周波数調整レートの低下を防止することができる。
【0037】
まず、周波数調整前に測定して分類したA〜Eグループのうち、最も周波数の高いEグループが前記目標周波数までの必要調整量(周波数調整量)が最少調整量となるため、当該最少調整量に近くなるようなイオンビームの照射時間だけ、前記2つのイオンガンよりウエハ全体に同時照射する。このとき、ウエハの上下にはウエハ内の全水晶振動板の電極膜の部分だけが露出するように一対一で開口した遮蔽マスクが配置され、当該遮蔽マスク(図示省略)を介してイオンビームが電極膜上に照射されている。なお、本実施形態では上記遮蔽マスクが使用されているが、遮蔽マスクを使用しなくても本発明は適用可能である。
【0038】
このようにイオンビームを前記照射時間だけ、ウエハ全体に対して一括照射することで、ウエハ内の多数個の水晶振動板の電極膜の質量が一括的に削減される。前記照射時間だけイオンビームを照射した後、イオンビームの照射を停止させる。つまり前記一括照射は間欠照射となっている。間欠照射であればイオンビームは常に照射されている状態ではなく、エネルギービームの照射が停止した状態で水晶振動板の周波数が測定されるため、より正確に周波数を測定することができる。したがって、より精度良く周波数の調整を行うことが可能となる。
【0039】
そして、Eグループおよび他グループの水晶振動板の一部について周波数の測定を行う。なお、周波数の測定はEグループのみに実施してもよい。
【0040】
前記周波数測定の結果、例えば前記Dグループの水晶振動板の一部が周波数規格内に収まっていれば、図8に示すように真空チャンバからウエハから取り出し、周波数規格内に収まったEグループの水晶振動板に対して遮蔽体6を取り付ける。ここで前記遮蔽体6には、前述した第2蓋部材(個片)4および第1蓋部材(個片)3が使用されている。具体的に、周波数規格内に収まったEグループの水晶振動板の外周部分に形成されたの接合材(第2接合材)上に、第2蓋部材の水晶振動板との接合面側が下になるようにして、第2蓋部材の接合材(第4接合材)が平面視で略一致するように位置決め載置する。前記位置決め載置は画像認識手段を用いて行われる。そして前記位置決め載置後に、前述の水晶振動板および蓋部材の接合材を介して、超音波接合によって水晶振動板2と第2蓋部材4との仮止め接合を行う。一方、ウエハを表裏反転させた後、前述と同様の手順で、周波数規格内に収まったEグループの水晶振動板の外周部分に形成されたの接合材(第1接合材)上に、第1蓋部材の水晶振動板との接合面側が下になるようにして、第1蓋部材の接合材(第3接合材)が平面視で略一致するように位置決め載置し、超音波接合によって水晶振動板2と第1蓋部材3との仮止め接合を行う。前記仮止め接合によって、当該水晶振動板の電極膜が遮蔽されることになる。
【0041】
次に、周波数調整前に測定して分類したA〜Eグループのうち、2番目に周波数の高いDグループが前記目標周波数までの必要調整量(周波数調整量)が最少調整量となるため、当該最少調整量に近くなるようなイオンビームの照射時間だけ、前記2つのイオンガンよりウエハ全体に同時照射する。ここで、前記イオンビームの照射時間は、イオンビームの一括照射による周波数変化量をイオンビームの照射時間で管理することによって制御することができる。具体的に、照射条件(照射時間や照射角度等)と周波数変化量との相関関係を取得し、これをフィードバックすることによって、周波数調整する際の周波数測定の回数を減少させることができる。これにより、イオンビームの一括照射が終了する度に必ずしも圧電振動板の周波数を確認する必要がなくなり、作業時間を削減できるため、生産効率を向上させることができる。
【0042】
次に、前記イオンビームの照射後に周波数規格内に入っている水晶振動板に対して、前述の方法と同様にして遮蔽体6を仮止め接合していく。なお、前述のように、イオンビームの照射時間管理によって、周波数確認の為の周波数測定は必ずしも行う必要は無く、周波数測定を省略してもよい。
【0043】
以上の要領で、以降、Cグループ→Bグループ→Aグループの順序で、目標周波数までの必要調整量(周波数調整量)に応じた時間だけ2つのイオンガンよりウエハ全体に同時照射を行って、周波数規格内に水晶振動板の周波数が収束していくように周波数調整を行っていく。なお、本発明の周波数調整において、上記遮蔽体6は周波数規格に達した水晶振動板の表裏面の各々に必ずしも2個仮止め接合する必要は無い。つまり、必要調整量に応じて遮蔽体を周波数規格に達した水晶振動板の表裏面のいずれか一方の片面に仮止め接合してもよい。このように水晶振動板の片側だけに遮蔽体を形成することによって、遮蔽体を全く形成しない場合に比べて、調整レートを減少させることができる。これにより、周波数調整レートのパターンが増えることになり、必要調整量に応じて遮蔽体の形成パターンを選択することでより効率的な周波数調整を行うことができる。
【0044】
具体的に、(A)ウエハの表裏両主面ともに遮蔽体を形成する場合、(B)一主面側だけに遮蔽体を形成する場合、(C)ウエハの両主面に遮蔽体を形成しない場合の3パターンがあり、理論上は(C)のパターンの周波数調整レートに比べて、(B)は1倍に、(A)は2倍に可変させることができる。なお、現実的にはイオンビームの照射条件やウエハ内の圧電振動板の周波数ばらつき等の条件によって上記理論レートのとおりになるとは限らないが、周波数規格までの必要調整量に応じて圧電振動板への遮蔽体の形成パターンを選択して周波数調整を行うことができる。これによって、より少ない照射回数で効率的な周波数調整を行うことが可能となり、生産効率を向上させることができる。
【0045】
なお、前記遮蔽体6に微小貫通孔を形成してもよい。ここで微小貫通孔の形成位置は例えば、遮蔽体を水晶振動板に取り付けたときに電極膜の直上に相当する位置(例えば電極膜の略中心付近の上方)とする。このとき、イオンビーム照射による前記電極膜の質量削減レート(周波数調整レート)は遮蔽体が形成されていない水晶振動板(電極膜の全領域が露出している)に比べて非常に小さく設定することができる。つまり、遮蔽体の上方からイオンビームが照射されると、前記微小貫通孔を介して当該水晶振動板の電極膜は僅かに質量が削減されるためである。本微小貫通孔によって、前述の周波数調整レートのパターンをさらに増やすことができ、より細かな周波数調整を行うことができるため、より少ない照射回数での周波数調整が期待できる。なお前記微小貫通孔の形成数は1個に限定されるものではなく、複数個形成してもよい。さらに前記微小貫通孔の形成位置は前記電極膜に対して略中心付近上方に限定されるものではなく、電極膜の中心から外れた位置の上方であってもよい。つまり、前記微小貫通孔の形成数および形成位置は任意に設定可能である。
【0046】
また、本実施形態では遮蔽体6として水晶振動子の構成部材である蓋部材を使用しているが、これに限定されるものではなく、例えば水晶振動板の電極膜を覆う金属製のシャッタであってもよい。この場合、例えばイオンビーム照射による周波数調整を行う装置内にウエハを配置するとともに、ウエハの上方(または下方)にウエハ内の全ての水晶振動板の電極膜を被覆できる外形寸法の複数の金属製シャッタを取り付けておき、周波数規格内に達した圧電振動板に対して、ウエハの上方(または下方)からシャッタを下降(上昇)させて当該電極膜を覆うように取り付ける。このような構成であれば、遮蔽体の形成を前記装置内で行うことができ、該装置からの取り出し回数を減少させることができるため、イオンビーム照射によって活性化された金属膜(電極膜)表面の酸化を防止し、より安定した膜状態の電極膜を形成することができる。なお、前記遮蔽体にレジスト液等を用いて電極膜を被覆(コーティング)することも可能である。
【0047】
また、本発明の実施形態では、2つの蓋部材(第1蓋部材、第2蓋部材)の材料として水晶が使用されているが、水晶以外にホウケイ酸ガラスやサファイアを使用してもよい。また、本発明の実施形態において第1蓋部材および第2蓋部材の圧電振動板との接合に用いられる金属膜として、金が用いられているが、これに限定されるものではなく、金以外に、金−錫合金(Au−Sn合金)や、錫−銀合金(Sn−Ag合金)、金−ゲルマニウム(Au−Ge合金)など他の金属を使用することも可能である。
【0048】
また、本発明の実施形態では、エネルギービームの一括照射は間欠照射にて行っているが、連続照射であっても本発明は適用可能である。
【0049】
本発明の実施形態では、平面視矩形状で平板状の2つの蓋部材が用いられているが、本形態に限定されるものではなく、2つの蓋部材によって圧電振動板に形成された励振電極を気密封止できれば、蓋部材の形状は任意に設定してもよい。例えば、凹状に形成された2つの蓋部材の凹部分が圧電振動板に対向するようにして気密接合された形態であってもよい。あるいは、平板状の蓋部材と圧電振動板と、箱状体で凹状に形成された蓋部材とで構成された形態であってもよい。
【0050】
本発明の実施形態では表面実装型水晶振動子を例にしているが、水晶フィルタ、集積回路等の電子部品に水晶振動子を組み込んだ水晶発振器など、電子機器等に用いられる他の表面実装型の圧電振動デバイスの製造方法にも適用可能である。
【0051】
本発明は、その精神または主要な特徴から逸脱することなく、他のいろいろな形で実施することができる。そのため、上述の実施の形態はあらゆる点で単なる例示にすぎず、限定的に解釈してはならない。本発明の範囲は特許請求の範囲によって示すものであって、明細書本文には、なんら拘束されない。さらに、特許請求の範囲の均等範囲に属する変形や変更は、全て本発明の範囲内のものである。
【産業上の利用可能性】
【0052】
圧電振動デバイスの量産に適用できる。
【図面の簡単な説明】
【0053】
【図1】本発明の実施形態を示す水晶振動子の長辺方向の概略断面図。
【図2】本発明の実施形態を示す水晶振動子の長辺方向の分解断面図。
【図3】本発明の実施形態を示すウエハの概略斜視図。
【図4】本発明の実施形態における周波数調整を表す概念図。
【図5】本発明の実施形態におけるウエハ内の周波数分布を示す平面図。
【図6】本発明の実施形態における周波数調整を示す斜視図。
【図7】本発明の実施形態における周波数調整を示す側面図。
【図8】本発明の実施形態における周波数調整を示す斜視図。
【符号の説明】
【0054】
1 水晶振動子
2 水晶振動板
200 水晶ウエハ
21 水晶振動板の一主面
22 水晶振動板の他主面
23 励振電極
3 第1蓋部材
4 第2蓋部材
5 接合材
6 遮蔽体
【特許請求の範囲】
【請求項1】
多数個の圧電振動板が一体形成されたウエハにおいて、各圧電振動板の表裏主面には電極膜が形成されてなり、該電極膜の質量を削減することにより該圧電振動板の周波数調整を行う圧電振動板の周波数調整方法であって、
前記ウエハの全ての電極膜に対してエネルギービームを一括照射して該電極膜の質量を削減し、目的の周波数範囲に達した圧電振動板に対し、該圧電振動板の電極膜を覆う遮蔽体を形成して該電極膜の質量が削減されないようにすることを特徴とする圧電振動板の周波数調整方法。
【請求項2】
前記一括照射が間欠照射であり、エネルギービームの照射停止時に前記圧電振動板の周波数を測定することを特徴とする請求項1に記載の圧電振動板の周波数調整方法。
【請求項3】
前記一括照射において、エネルギービームは前記ウエハ表裏面に対して斜め上方および斜め下方から照射され、ウエハを挟んで略対向した位置関係にあることを特徴とする請求項1乃至2に記載の圧電振動板の周波数調整方法。
【請求項1】
多数個の圧電振動板が一体形成されたウエハにおいて、各圧電振動板の表裏主面には電極膜が形成されてなり、該電極膜の質量を削減することにより該圧電振動板の周波数調整を行う圧電振動板の周波数調整方法であって、
前記ウエハの全ての電極膜に対してエネルギービームを一括照射して該電極膜の質量を削減し、目的の周波数範囲に達した圧電振動板に対し、該圧電振動板の電極膜を覆う遮蔽体を形成して該電極膜の質量が削減されないようにすることを特徴とする圧電振動板の周波数調整方法。
【請求項2】
前記一括照射が間欠照射であり、エネルギービームの照射停止時に前記圧電振動板の周波数を測定することを特徴とする請求項1に記載の圧電振動板の周波数調整方法。
【請求項3】
前記一括照射において、エネルギービームは前記ウエハ表裏面に対して斜め上方および斜め下方から照射され、ウエハを挟んで略対向した位置関係にあることを特徴とする請求項1乃至2に記載の圧電振動板の周波数調整方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−103917(P2010−103917A)
【公開日】平成22年5月6日(2010.5.6)
【国際特許分類】
【出願番号】特願2008−275615(P2008−275615)
【出願日】平成20年10月27日(2008.10.27)
【出願人】(000149734)株式会社大真空 (312)
【Fターム(参考)】
【公開日】平成22年5月6日(2010.5.6)
【国際特許分類】
【出願日】平成20年10月27日(2008.10.27)
【出願人】(000149734)株式会社大真空 (312)
【Fターム(参考)】
[ Back to top ]