
圧電振動片の製造方法、圧電振動片、圧電振動子、発振器、電子機器及び電波時計
【課題】一対の振動腕部間に位置する股部へのエッチング残りを小さくすることができ、安定した振動特性を有すると共に、外部衝撃による振動腕部の破損が生じ難い高品質な圧電振動片を得ること。
【解決手段】一対の振動腕部と、これら振動腕部の基端部を一体的に支持する基部と、を備えた音叉型の圧電振動片の製造方法であって、圧電ウエハ20をエッチング加工して圧電振動片の外形形状を形成する外形形成工程を備え、外形形成工程は、圧電ウエハの両主面上にエッチング保護膜を形成した後、該保護膜から圧電振動片の外形形状に対応したマスクパターン22を形成する工程と、マスクパターンをマスクとして圧電ウエハをウェットエッチング加工する工程と、を備え、マスクパターンのうち、股部を形成するための股部対応部分22aに、振動腕部の長さ方向に沿って基部側に向けて延びるスリット状の切欠き部23を形成する製造方法を提供する。
【解決手段】一対の振動腕部と、これら振動腕部の基端部を一体的に支持する基部と、を備えた音叉型の圧電振動片の製造方法であって、圧電ウエハ20をエッチング加工して圧電振動片の外形形状を形成する外形形成工程を備え、外形形成工程は、圧電ウエハの両主面上にエッチング保護膜を形成した後、該保護膜から圧電振動片の外形形状に対応したマスクパターン22を形成する工程と、マスクパターンをマスクとして圧電ウエハをウェットエッチング加工する工程と、を備え、マスクパターンのうち、股部を形成するための股部対応部分22aに、振動腕部の長さ方向に沿って基部側に向けて延びるスリット状の切欠き部23を形成する製造方法を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、圧電振動片の製造方法、圧電振動片、圧電振動子、発振器、電子機器及び電波時計に関するものである。
【背景技術】
【0002】
携帯電話や携帯情報端末機器には、時刻源や制御信号等のタイミング源、リファレンス信号源等に用いられるデバイスとして、水晶等の圧電材料からなる圧電振動片を具備する圧電振動子が知られている。
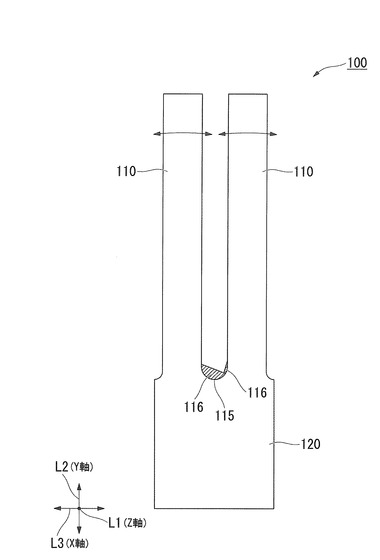
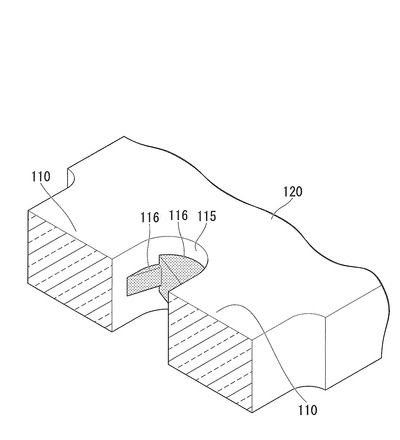
上記圧電振動片としては、様々なもの知られているが、その1つとして、図27に示すように、平行に配設された一対の振動腕部110と、これら振動腕部110の基端部を片持ち支持する基部120と、を有する音叉型の圧電振動片100が知られている。この圧電振動片100の場合には、一対の振動腕部110の表面に形成された図示しない励振電極に電圧を印加することで、一対の振動腕部110を互いに接近又は離間する方向(図中の矢印方向)に所定の共振周波数で振動させることが可能とされている。
【0003】
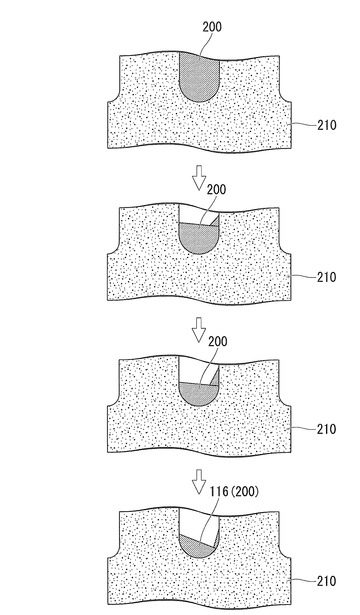
ところで、上記圧電振動片100は、一般的に水晶等のウエハ基板をエッチング加工することで、外形形成がなされている。この点、簡単に説明すると、ウエハ基板の表面にエッチング保護膜を形成した後、フォトリソグラフィ技術を利用して、図28に示すようにウエハ基板200上におけるエッチング保護膜210を圧電振動片100の外形にパターニングする。その後、パターニングしたエッチング保護膜210をマスクとして、図29に示すようにウエハ基板200をウェットエッチングによりエッチング加工することで、一対の振動腕部110が基部120に片持ち支持された、図27に示す圧電振動片100を得ることができる。
【0004】
しかしながら、ウェットエッチングでエッチング加工を行う場合、ウエハ基板200には水晶等の結晶軸方向によってエッチング速度が異なる所謂エッチング異方性が現れる。具体的には、水晶の各結晶軸(X軸、Y軸、Z軸)において、エッチング速度は、Z軸、+X軸、−X軸、Y軸の順に遅くなる。従って、外形形成時、このエッチング異方性の影響を受けることでエッチング残りが発生し易く、圧電振動片100の外形がいびつな形状になり易かった。特に、図27及び図30に示すように、一対の振動腕部110の基端部(付け根部分)における股部115にエッチング残り116が発生し易かった。
【0005】
この点について説明する。
通常、音叉型の圧電振動片100を形成する場合、エッチング加工によって所望の外形形状を得ることができるように、図27に示すように、水晶結晶軸のZ軸が圧電振動片100の厚み方向(L1方向)にほぼ一致し、Y軸が圧電振動片100の長さ方向(L2方向)に一致し、X軸が圧電振動片100の幅方向(L3方向)に一致するように、ウエハ基板200を水晶原石からカットしている。しかしながら、どうしても上記したエッチング速度の違いがあるので、図31に示すように、一対の振動腕部110間の股部115にエッチング残り116が発生し易かった。
特に、エッチング加工が進行して上記股部115の部分に近づくにつれて、エッチング保護膜210によってエッチング液の流れが阻害され、エッチング反応が鈍くなってしまう。そのため、エッチング速度が最も遅いY軸方向へのエッチング加工の進行がさらに助長されて遅くなり、上記エッチング残り116が発生し易かった。
【0006】
上記股部115にエッチング残り116が発生してしまうと、一対の振動腕部110の振動バランスの不均衡を招いてしまい、振動特性の変化や振動漏れによるCI値の増加等を招いてしまうものであった。
そこで、エッチング速度の違いを予め考慮して、股部に対応したエッチング保護膜の形状を工夫することで、一対の振動腕部の振動バランスを調整する技術が知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2005−167992号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、上記特許文献1に記載された技術を採用したとしても、エッチング残り自体は依然として多く残ってしまう。そのため、例えば振動時に、エッチング残りの部分と振動腕部との連結部分に応力が集中し易く、その応力集中部の強度低下を招いてしまう。これにより、外部衝撃等により、その部分が破損の起点となり易く、振動腕部にクラック等が発生させ易かった。
また、エッチング残りが、一対の振動腕部の長さを変化させてしまうような働きをしてしまい、共振周波数がシフトする等の振動特性の変化を依然として招き易かった。
【0009】
なお、ウェットエッチングを長時間行うことで、エッチング残りを減少させることが可能であると考えられるが、エッチング加工に費やす時間が増大し、生産性の低下を招いてしまう。更には、薬液であるエッチング液に浸漬する時間も増大するので、エッチング保護膜が腐食して良好なエッチング加工を行えず、振動特性を悪化させる等の不都合を招いてしまうものであった。
【0010】
本発明は、このような事情に考慮してなされたもので、その目的は、一対の振動腕部間に位置する股部へのエッチング残りを小さくすることができ、安定した振動特性を有すると共に、外部衝撃による振動腕部の破損が生じ難い高品質な圧電振動片、及び該圧電振動片の製造方法を提供することである。
また、この圧電振動片を具備する圧電振動子、該圧電振動子を有する発振器、電子機器、電波時計を提供することである。
【課題を解決するための手段】
【0011】
本発明は、前記課題を解決するために以下の手段を提供する。
(1)本発明に係る圧電振動片の製造方法は、中心軸を挟んで互いに平行に配設された一対の振動腕部と、該一対の振動腕部の長さ方向における基端部を一体的に片持ち支持する基部と、を備えた圧電振動片の製造方法であって、圧電ウエハをエッチング加工して、該圧電ウエハから前記圧電振動片の外形形状を形成する外形形成工程を備え、前記外形形成工程は、圧電ウエハの両主面上にエッチング保護膜を形成し、フォトリソグラフィ技術により該エッチング保護膜から前記圧電振動片の外形形状に対応したマスクパターンを形成するマスクパターン形成工程と、前記マスクパターンをマスクとして、前記圧電ウエハを両主面側からウェットエッチングによるエッチング加工を行うエッチング工程と、を備え、前記マスクパターン形成工程の際、前記マスクパターンのうち、前記一対の振動腕部の基端部間に位置する股部を形成するための股部対応部分に、前記一対の振動腕部の長さ方向に沿って前記基部側に向けて延びるスリット状の切欠き部を形成することを特徴とする。
【0012】
本発明に係る圧電振動片の製造方法によれば、圧電ウエハのうち、マスクパターンでマスクされていない領域にエッチング液が接触するので、化学反応によりエッチング加工が進行する。これにより、圧電ウエハをマスクパターンの形状に倣ってエッチング加工することができ、圧電振動片の外形形状を形成することができる。
ところで、流動しているエッチング液が次々と圧電ウエハに触れることで、上記エッチング加工がスムーズに行われ、圧電振動片の外形形成が徐々に進行するが、一対の振動腕部は狭い隙間を開けて平行配置されているので、これら一対の振動腕部間にはエッチング液が流動し難い。特に、エッチング加工の進行が股部に近づくにつれて、マスクパターンのうち、振動腕部に対応した腕部対応部分と、股部に対応した股部対応部分と、によって三方が囲まれた領域をエッチング加工することになるので、エッチング液が流動し難くなると考えられる。
【0013】
しかしながら、マスクパターンにおける上記股部対応部分には切欠き部が形成されているので、該切欠き部に沿って一対の振動腕部の長手方向にエッチング液を流動させ易い。従って、長手方向に沿い、且つ股部対応部分に接近する方向へのエッチング加工の進行を速めることができる。そのため、圧電ウエハの結晶軸方向によるエッチング速度の違いでエッチング加工が進んでしまうことを防止でき、積極的に股部対応部分に向けてエッチング加工を進行させることができる。
【0014】
その結果、エッチング加工時間が従来と同じであったとしても、従来に比べて、一対の振動腕部の基端部間に位置する股部へのエッチング残りを小さくすることができる。そのため、エッチング残りに起因する応力集中の発生を抑制することができ、外部衝撃等による振動腕部の破損が生じ難い高品質な圧電振動片を得ることができる。また、エッチング残りによって、振動腕部の長さが変化したかのような不都合も生じ難いので、安定した振動特性を発揮させることができる。
【0015】
(2)上記本発明に係る圧電振動片の製造方法において、前記切欠き部は、切欠き長さの全体に亘って一定の切欠き幅とされていることが好ましい。
【0016】
この場合には、切欠き部に沿って一対の振動腕部の長手方向にエッチング液をより安定且つスムーズに流動させ易い。従って、より積極的に股部対応部分に向けてエッチング加工を進行させることができ、股部へのエッチング残りをさらに小さくすることができる。
【0017】
(3)上記本発明に係る圧電振動片の製造方法において、前記切欠き部は、前記中心軸に沿って形成されていることが好ましい。
【0018】
この場合には、一対の振動腕部の間に位置する中心軸(即ち、圧電振動片の幅方向における中心軸)に沿って切欠き部が形成されているので、股部へのエッチング残りを小さくすることができることに加え、いずれか一方の振動腕部側に片寄ってしまうことを防止し易い。
【0019】
(4)本発明に係る圧電振動片は、上記本発明に係る圧電振動片の製造方法により製造されたことを特徴とする。
【0020】
本発明に係る圧電振動片によれば、従来に比べて、一対の振動腕部間に位置する股部へのエッチング残りを小さいので、安定した振動特性を有すると共に、外部衝撃等による振動腕部の破損が生じ難い高品質な圧電振動片とすることができる。
【0021】
(5)本発明に係る圧電振動子は、上記本発明に係る圧電振動片と、互いに接合されたベース基板とリッド基板とを有し、両基板の間に形成されたキャビティ内に前記圧電振動片を収容するパッケージと、を備えていることを特徴とする。
【0022】
本発明に係る圧電振動子によれば、安定した振動特性を有すると共に外部衝撃による振動腕部の破損が生じ難い高品質な圧電振動片を備えているので、作動の信頼性及び耐久性が向上した高品質な圧電振動子とすることができる。
【0023】
(6)本発明に係る発振器は、上記本発明に係る圧電振動子が、発振子として集積回路に電気的に接続されていることを特徴とする。
(7)本発明に係る電子機器は、上記本発明に係る圧電振動子が、計時部に電気的に接続されていることを特徴とする。
(8本発明に係る電波時計は、上記本発明に係る圧電振動子が、フィルタ部に電気的に接続されていることを特徴とする。
【0024】
本発明に係る発振器、電子機器及び電波時計によれば、上記圧電振動子を備えているので、同様に作動の信頼性及び耐久性が向上することができる。
【発明の効果】
【0025】
本発明によれば、一対の振動腕部間に位置する股部へのエッチング残りを小さくすることができ、安定した振動特性を有すると共に、外部衝撃による振動腕部の破損が生じ難い高品質な圧電振動片を得ることができる。
【図面の簡単な説明】
【0026】
【図1】本発明に係る圧電振動片の実施形態を示す平面図である。
【図2】図1に示す圧電振動片における股部の拡大図である。
【図3】図1に示す圧電振動片を製造する際の流れを示すフローチャートである。
【図4】図1に示す圧電振動片を製造する際の流れを示すフローチャートである。
【図5】圧電振動片を製造する際の一工程を示す図であって、水晶ウエハの両主面上にエッチング保護膜を形成した状態を示す図である。
【図6】図5に示すエッチング保護膜をパターニングして、マスクパターンを形成した状態を示す図である。
【図7】図6に示す断面矢視A−A図である。
【図8】図6に示すマスクパターンをマスクとして水晶ウエハをエッチング加工した状態を示す図である。
【図9】マスクパターンにおける股部対応部分の拡大図であって、エッチングの進行具合を示した図である。
【図10】マスクパターンにおける股部対応部分の拡大図であって、切欠き部の変形例を示した図である。
【図11】マスクパターンにおける股部対応部分の拡大図であって、切欠き部の別の変形例を示した図である。
【図12】本発明に係る圧電振動片の変形例であって、ノッチタイプの圧電振動片の平面図である。
【図13】本発明に係る圧電振動片の変形例であって、ハンマーヘッドタイプの圧電振動片の平面図である。
【図14】本発明に係る圧電振動片の変形例であって、溝部付きタイプの圧電振動片の平面図である。
【図15】本発明に係る圧電振動片の変形例であって、サイドアームタイプの圧電振動片の平面図である。
【図16】本発明に係る圧電振動子の一実施形態を示す外観斜視図である。
【図17】図16に示す圧電振動子の内部構成図であって、リッド基板を取り外した状態で圧電振動片を上方から見た図である。
【図18】図17に示すB−B線に沿った圧電振動子の断面図である。
【図19】図16に示す圧電振動子の分解斜視図である。
【図20】本発明に係る発振器の一実施形態を示す構成図である。
【図21】本発明に係る電子機器の一実施形態を示す構成図である。
【図22】本発明に係る電波時計の一実施形態を示す構成図である。
【図23】本発明に係る圧電振動片の実施例に対応した試験結果を示す図である。
【図24】本発明に係る圧電振動片の実施例に対応した試験結果を示す図である。
【図25】本発明に係る圧電振動片の実施例に対応した試験結果を示す図である。
【図26】本発明に係る圧電振動片の実施例に対応した試験結果を示す図である。
【図27】従来の圧電振動片の一例を示す平面図である。
【図28】図27に示す圧電振動片を製造する際の一工程を示す図であって、水晶ウエハの両主面上にエッチング保護膜を形成した後、該エッチング保護膜をパターニングした状態を示す図である。
【図29】図28に示すエッチング保護膜をマスクとして水晶ウエハをエッチング加工した状態を示す図である。
【図30】図27に示す圧電振動片の股部付近の拡大斜視図である。
【図31】図28に示すエッチング保護膜における股部対応部分の拡大図であって、エッチングの進行具合を示した図である。
【発明を実施するための形態】
【0027】
(圧電振動片)
以下、本発明に係る圧電振動片の一実施形態について、図面を参照して説明する。
図1に示すように、本実施形態の圧電振動片1は、水晶、タンタル酸リチウムやニオブ酸リチウム等の圧電材料から形成された音叉型の振動片であり、所定の電圧が印加されたときに振動するものである。
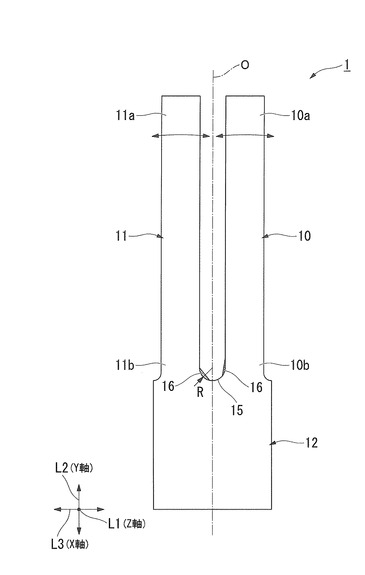
この圧電振動片1は、互いに平行に配設され、先端部10a、11aが自由端とされた一対の振動腕部10、11と、該一対の振動腕部10、11の基端部10b、11b側(付け根側)を一体的に片持ち支持する基部12と、を備えている。
【0028】
一対の振動腕部10、11は、中心軸Oを挟んで線対称に配置され、幅方向に一定幅を有し、且つ中心軸Oに沿って延在している。基部12は、上記したように一対の振動腕部10、11の基端部10b、11b側を片持ち支持する部材であると共に、圧電振動片1を実装する際のマウント部材として機能する。
一対の振動腕部10、11の基端部10b、11b間に位置する部分は股部15とされている。図示の例では、一対の振動腕部10、11の基端部10b、11bと基部12との連結部分は曲率Rで湾曲しているので、股部15は厚み方向の平面視でU字状に形成されている。
【0029】
また、一対の振動腕部10、11には、その外表面に上に、これら一対の振動腕部10、11を振動させる図示しない励振電極が形成されている。また、基部12の外表面上には、図示しないマウント電極が励振電極に導通した状態で形成されている。そして、マウント電極を介して励振電極に所定の電圧が印加されると、双方の相互作用により一対の振動腕部10、11が互いに接近又は離間する方向(図1に示す矢印方向)に所定の共振周波数で振動する。
【0030】
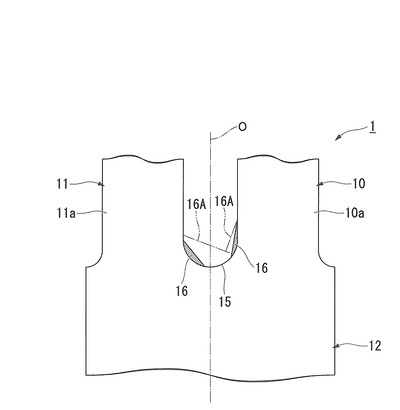
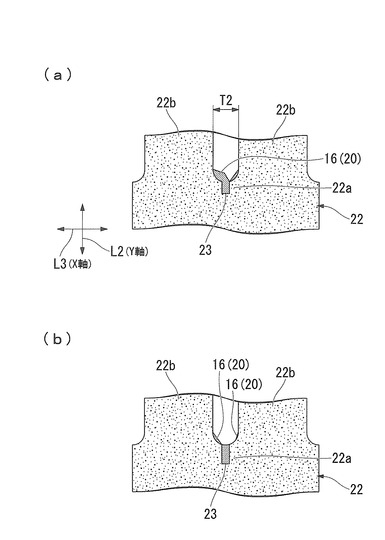
ところで、本実施形態の圧電振動片1は、後述する圧電ウエハをウェットエッチングによるエッチング加工することで外形形成がなされて製造されるものであるが、図1及び図2に示すように、その際のエッチング残り16が上記した股部15に若干現れる。しかしながら、これらエッチング残り16は、点線で示した従来のエッチング残り16Aの部分に比べて遥かに少ないうえ、一対の振動腕部10、11の基端部10b、11b間を繋ぐように股部15の全体に亘って形成されるのではなく、中心軸O近傍で分断された状態とされている。
【0031】
(圧電振動片の製造方法)
次に、上述した圧電振動片1の製造方法について、図3及び図4に示すフローチャートを参照しながら説明する。なお、本実施形態では、圧電ウエハとして水晶ウエハを採用した場合を例に挙げて説明する。
【0032】
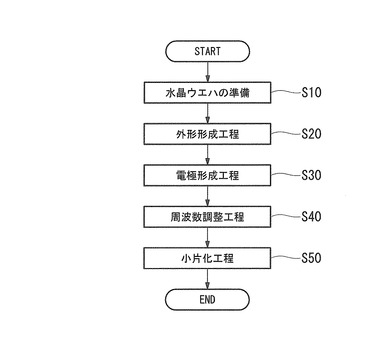
本実施形態の圧電振動片1の製造方法は、水晶ウエハ20(図5参照)を準備(S10)した後、この水晶ウエハ20をウェットエッチングによるエッチング加工して、水晶ウエハ20から複数の圧電振動片1の外形形状を形成する外形形成工程(S20)と、外形形成した各圧電振動片1に各電極を形成する電極形成工程(S30)と、各圧電振動片1の共振周波数を調整する周波数調整工程(S40)と、水晶ウエハ20から各圧電振動片1を切り離す小片化工程(S50)と、を備えている。
これら各工程について、以下に詳細に説明する。
【0033】
はじめに、水晶のランバート原石を所定の角度でスライスして一定の厚みの水晶ウエハ20とする。この際、水晶結晶軸のZ軸が図1に示す圧電振動片1の厚み方向(L1方向)にほぼ一致し、Y軸が圧電振動片1の長さ方向(L2方向)に一致し、X軸が圧電振動片1の幅方向(L3方向)に一致するように上記スライスを行って、水晶ウエハ20を形成する。
そして、この水晶ウエハ20をラッピング及びポリッシングして、所定の厚みに高精度に仕上げられた水晶ウエハ20を準備する(S10)。
【0034】
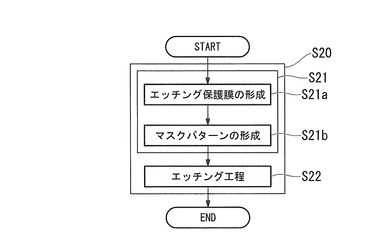
次いで、上記外形形成工程(S20)を行う。
この外形形成工程(S20)は、水晶ウエハ20の両主面上にエッチング保護膜21(図5参照)を形成し、フォトリソグラフィ技術によりエッチング保護膜21から圧電振動片1の外形形状に対応したマスクパターン22(図6参照)を形成するマスクパターン形成工程(S21)と、マスクパターン22をマスクとして、水晶ウエハ20の両主面側からウェットエッチングによるエッチング加工を行うエッチング工程(S22)と、を備えている。
【0035】
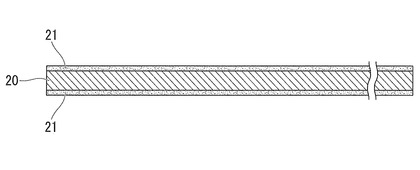
上記マスクパターン形成工程(S21)では、図5に示すように、まず水晶ウエハ20の両主面上にエッチング保護膜21を形成する(S21a)。このエッチング保護膜21としては、例えばクロムからなる下地膜と、金からなる仕上げ膜とが積層した金属膜が挙げられ、スパッタリング法や蒸着法等による成膜によって形成される。
【0036】
そして、上記エッチング保護膜21をパターニングして、圧電振動片1の外形形状に対応したマスクパターン22を形成する(S21b)。
詳細には、エッチング保護膜21上に図示しないフォトレジスト膜を形成した後、通常のフォトレジスト技術によって、例えば圧電振動片1の外形形状となるようにパターニングする。そして、このフォトレジスト膜をマスクとしてエッチング加工を行い、マスクされていないエッチング保護膜21を選択的に除去する。そして、エッチング加工後に、マスクとして用いたフォトレジスト膜を除去する。
【0037】
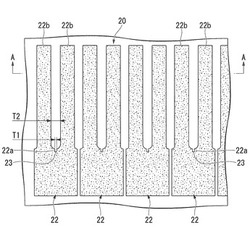
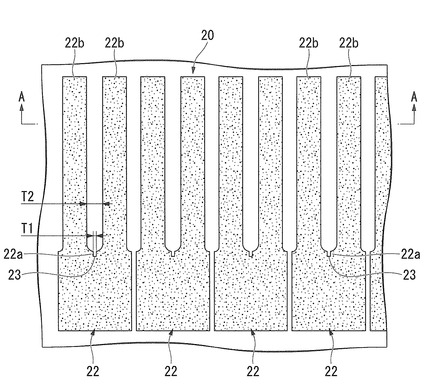
これにより、図6及び図7に示すように、上述した圧電振動片1の外形形状にパターニングされたマスクパターン22を形成することができる。
ところで、本実施形態では、このマスクパターン22を形成するにあたって、図6に示すように、圧電振動片1の股部15を形成するための股部対応部分22aに切欠き部23を形成する。この切欠き部23は、一対の振動腕部10、11の長さ方向(L2方向)に沿って基部12側に向けて延びるスリット状の切欠きであり、中心軸Oに沿って配置されているうえ、切欠き長さの全体に亘って一定の切欠き幅とされている。
なお、図示の例では、切欠き部23の切欠き幅T1は、股幅T2の略1/3程度とされている。
そして、この時点でマスクパターン形成工程(S21)が終了する。
【0038】
次いで、上記エッチング工程(S22)を行う。
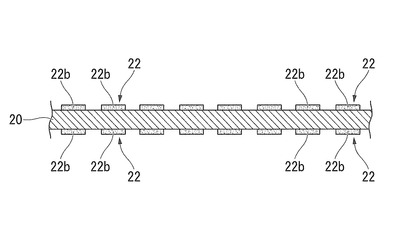
詳細には、エッチング保護膜21がパターニングされた水晶ウエハ20を、図示しないエッチング液(例えばフッ素系)に所定時間、浸漬する。すると、水晶ウエハ20のうち、マスクパターン22でマスクされていない領域にエッチング液が触れるので、化学反応によりエッチング加工が進行する。これにより、図8に示すように、水晶ウエハ20をマスクパターン22の形状に倣ってエッチング加工することができ、圧電振動片1の外形形状を形成することができる。
【0039】
特に、流動しているエッチング液が次々と水晶ウエハ20に触れることで、上記エッチング加工がスムーズに行われ、圧電振動片1の外形形成が徐々に進行するが、上記したように、水晶結晶軸のZ軸が圧電振動片1の厚み方向(L1方向)にほぼ一致し、Y軸が圧電振動片1の長さ方向(L2方向)に一致し、X軸が圧電振動片1の幅方向(L3方向)に一致するように水晶ウエハ20が形成されているので、精度良く圧電振動片1を外形形成し易い。
この時点で、外形形成工程(S20)が終了する。
なお、複数の圧電振動片1は後に行う小片化工程(S50)まで、図示しない連結部を介して水晶ウエハ20に連結された状態とされている。
【0040】
次いで、外形形成された各圧電振動片1に対して、図示しない金属膜を成膜した後、通常のフォトリソグラフィ技術によりパターニングすることで、励振電極等の電極を形成する上記電極形成工程(S30)を行う。
なお、この工程の際、電極形成と同時に一対の振動腕部10、11の先端部10a、11aに周波数調整用の図示しない重り金属膜を形成する。この重り金属膜は、粗調膜と微調膜とから構成される。
【0041】
次いで、重り金属膜の粗調膜を利用して、共振周波数を粗く調整する上記周波数調整工程(S40)を行う。具体的には、粗調膜にレーザ光を照射してその一部を蒸発させ、粗調膜の重量を変化させることで行う。なお、共振周波数をより高精度に調整する微調に関しては、圧電振動子としてパッケージに組み込まれた段階で行う。
【0042】
最後に、連結部を切断して、水晶ウエハ20から各圧電振動片1を切り離して小片化する上記小片化工程(S50)を行う。これにより、1枚の水晶ウエハ20から、図1に示す音叉型の圧電振動片1を一度に複数製造することができる。
【0043】
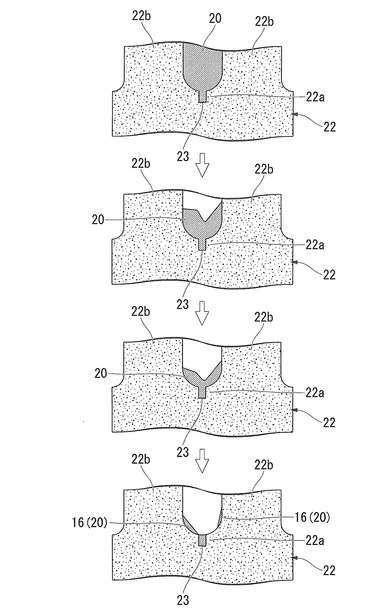
ところで、上述したエッチング工程(S22)の際、一対の振動腕部10、11は狭い間隔(股幅)を開けて平行配置されているので、これら一対の振動腕部10、11間にはエッチング液が流動し難い。特に、エッチング加工の進行が股部15に近づくにつれて、図6及び図9に示すように、マスクパターン22のうち、振動腕部10、11に対応した腕部対応部分22bと、股部15に対応した股部対応部分22aと、によって三方が囲まれた領域をエッチング加工することになるので、エッチング液が流動し難くなると考えられる。
【0044】
しかしながら、本実施形態のマスクパターン22における股部対応部分22aには、上述した切欠き部23が形成されているので、該切欠き部23に沿って一対の振動腕部10、11の長さ方向(L2方向)にエッチング液を流動させ易い。
従って、図9に示すように、長さ方向(L2方向)に沿い、且つ股部対応部分22aに接近する方向へのエッチング加工の進行を切欠き部23の分だけ速めることができる。そのため、水晶ウエハ20の結晶軸方向によるエッチング速度の違いでエッチング加工が進んでしまうことを防止でき、積極的に股部対応部分22aに向けてエッチング加工を進行させることができる。従って、股部対応部分22aにエッチング残り16が生じ難い。
【0045】
その結果、エッチング加工時間が従来と同じであったとしても、図1に示すように、従来に比べて、一対の振動腕部10、11の基端部10b、11b間に位置する股部15へのエッチング残り16を小さくすることができる。
そのため、エッチング残り16に起因する応力集中の発生を抑制することができ、外部衝撃等による振動腕部10、11の破損が生じ難い高品質な圧電振動片1を得ることができる。また、エッチング残り16によって、振動腕部10、11の長さが変化したかのような不都合も生じ難いので、安定した振動特性を発揮させることができる。
【0046】
以上説明したように、本実施形態の製造方法によれば、一対の振動腕部10、11の基端部10b、11b間に位置する股部15へのエッチング残り16を小さくすることができ、安定した振動特性を有すると共に、外部衝撃等による振動腕部10、11の破損が生じ難い高品質な圧電振動片1を得ることができる。
【0047】
特に、上記実施形態では、切欠き部23が切欠き長さの全体に亘って一定の切欠き幅とされているので、切欠き部23に沿って長さ方向(L2方向)にエッチング液をより安定且つスムーズに流動させ易い。従って、より積極的に股部対応部分22aに向けてエッチング加工を進行させることができ、股部15へのエッチング残り16を小さくし易い。
加えて、中心軸Oに沿って切欠き部23を形成しているので、エッチング残り16がいずれか一方の振動腕部10(又は11)側に片寄ってしまうことを防止し易い。そのため、上記した作用効果をより顕著に奏効することができる。
【0048】
なお、上記実施形態において、切欠き部23の切欠き長さや切欠き幅は、上述した場合に限定されるものではなく、自由に設定して構わない。
これらは、股幅T2や、振動腕部10、11と基部12との連結部分における曲率R等に基づいて設定することが好ましい。
【0049】
例えば、図10(a)に示すように、股幅T2が狭くなると、幅方向(L3方向)に一致した水晶結晶軸のX軸と、長さ方向(L2方向)に一致した推奨結晶軸のY軸と、のエッチング速度の違いに支配され易くなるので、切欠き部23を形成したとしても、従来同様のエッチング残り16が股部15に発生し易い。そのため、この場合には、図10(b)に示すように切欠き部23の切欠き長さを長くして、Y軸へのエッチング液の流動をよりスムーズにさせることで、その方向へのエッチング加工の進行を促すことができるので、エッチング残り16が生じ難くなる。
【0050】
また、例えば、図11(a)に示すように、振動腕部10、11と基部12との連結部分の曲率Rが小さくなると、切欠き部23を形成したとしても、エッチング残り16が大きく残り易い。そのため、この場合には、図11(b)に示すように切欠き部23の切欠き幅を大きくすると共に、切欠き長さを短くすることで、エッチング残り16をできるだけ小さくすることができる。
【0051】
また、圧電振動片1の形状は、上記実施形態に限定されるものではない。
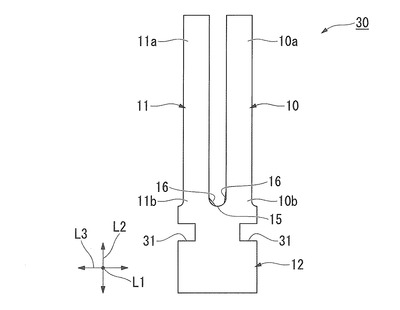
例えば、図12に示すように、基部12において、振動腕部10、11の基端部10b、11bとの接続部の近傍に、幅方向(L3方向)の両側面からそれぞれ幅方向(L3方向)の中心に向かって切り欠かれた切欠き部31(ノッチ)を形成した、いわゆるノッチタイプの圧電振動片30としても構わない。
上記切欠き部31は、それぞれ幅方向(L3方向)の外側に向けて開口するとともに、基部12の厚さ方向に貫通している。したがって、基部12において、振動腕部10、11の基端部10b、11bとの接続部の近傍は、他の部分に比べて幅が狭い幅狭部とされた、くびれ形状をなしている。
【0052】
切欠き部31によって形成された上記幅狭部により、振動腕部10、11によって励起された振動が基部12側に伝わってしまうルートを狭くできるので、該振動を振動腕部10、11側に閉じ込めて、基部12側に漏れてしまうことを抑制しやすい。これにより、振動漏れを効果的に抑制でき、CI値が上昇するのを抑え、出力信号の品質が低下するのを抑えることができる圧電振動片30とすることができる。
【0053】
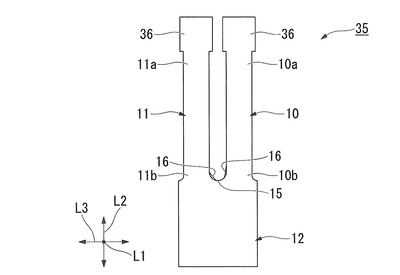
また、図13に示すように、振動腕部10、11の先端部10a、11aに、振動腕部10、11の他の部分よりも幅を拡大したハンマー部36を形成した、いわゆるハンマーヘッドタイプの圧電振動片35としても構わない。
この場合には、ハンマー部36により、振動腕部10、11の先端部10a、11aをより重くすることができ、振動時における慣性モーメントを増大できる。そのため、振動腕部10、11を振動し易くすることができ、その分、振動腕部10、11の長さを短くすることができ、さらなる小型化を図り易い圧電振動片35とすることができる。
【0054】
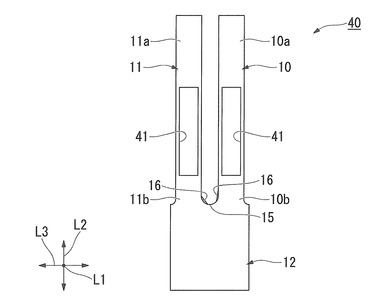
また、図14に示すように、一対の振動腕部10、11の両主面に溝部41を形成した溝部付きタイプの圧電振動片40としても構わない。
上記溝部41は、振動腕部10、11の長さ方向(L2方向)に沿って、該振動腕部10、11の略中間部付近に形成されている。これにより、振動腕部10、11は断面H形状に形成されている。
この場合には、溝部41の両側で励振電極同士を対向させることができるので、振動腕部10、11が互いに接近又は離間する方向に電界をより効率良く作用させることができる。従って、振動腕部10、11の横幅を狭くしても電界効率を高めることができ、小型化に適した圧電振動片1とすることができる。
【0055】
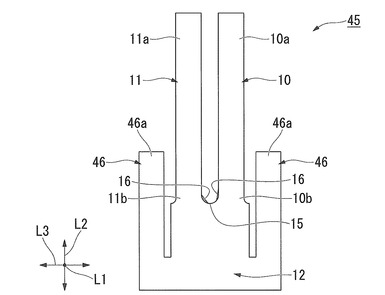
更には、図15に示すように、基部12の幅方向(L3方向)両側に、長さ方向(L2方向)に沿って延在する一対のサイドアーム46を基部12に一体的に形成した、いわゆるサイドアームタイプの圧電振動片45としても構わない。
具体的に、各サイドアーム46は、基部12から幅方向(L3方向)の両側に向けてそれぞれ延在すると共に、その外側端部から長さ方向(L2方向)に沿う振動腕部10、11側に向けて延在している。つまり、各サイドアーム46は、基部12、及び振動腕部10、11の基端部10b、11bの幅方向(L3方向)両側に位置している。
この場合、サイドアーム46の先端部46aをマウント部として機能させることができ、このマウント部を介して例えばパッケージに実装することが可能となる。
【0056】
このように構成した場合には、基部12において、振動腕部10、11との接続部と、マウント部(サイドアーム46の先端部46a)との距離を長く確保することができる。その結果、圧電振動片45の全長を増大させることなく、振動漏れを抑制してCI値が上昇するのを抑え、出力信号の品質が低下するのを抑えることが可能となる。
【0057】
なお、図12〜図15に示したように、圧電振動片の形状は音叉型であれば自由に設計して構わない。また、図12に示すノッチタイプ、図13に示すハンマーヘッドタイプ、図14に示す溝部付きタイプ、図15に示すサイドアームタイプのそれぞれを適宜組み合わせた圧電振動片としても構わない。
【0058】
(圧電振動子)
次に、圧電振動片を具備する圧電振動子について説明する。
ここでは、圧電振動片として、上記したノッチタイプと、ハンマーヘッドタイプと、サイドアームタイプと、を組み合わせたタイプの圧電振動片を用いた場合を例に挙げて説明する。但し、この場合の圧電振動片に限定されるものではなく、その他の形態の圧電振動片を用いることも可能である。
なお、本実施形態においては、上記説明した部分と共通する構成については、図中に同符号を付してその説明を省略する。また、本実施形態では、股部15におけるエッチング残り16の図示を省略している。
【0059】
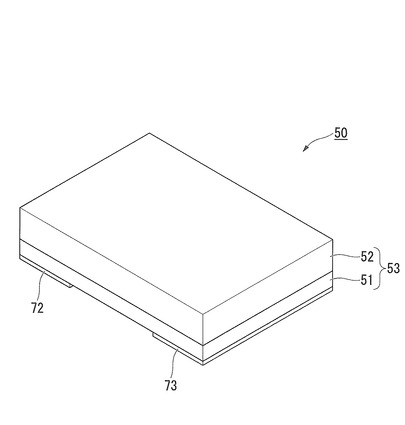
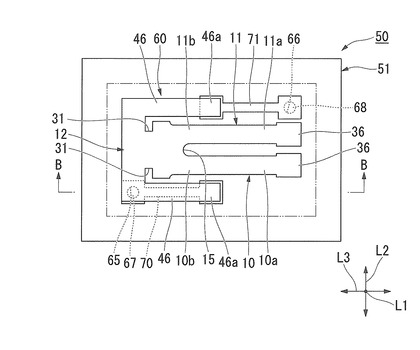
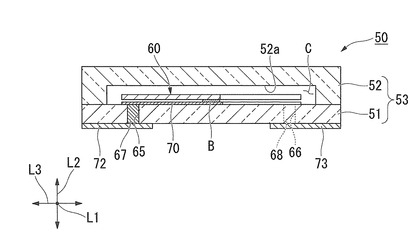
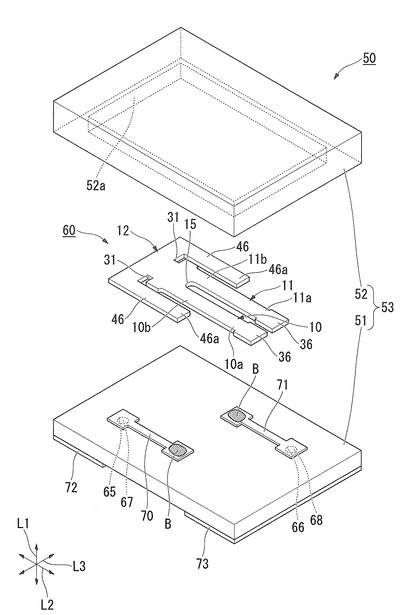
図16〜図19に示すように、本実施形態の圧電振動子50は、ベース基板51とリッド基板52とが例えば陽極接合や、図示しない接合膜等を介して接合されたパッケージ53と、パッケージ53の内部に形成されたキャビティC内に収納された圧電振動片60と、を備えた表面実装型とされている。
【0060】
ベース基板51及びリッド基板52は、ガラス材料、例えばソーダ石灰ガラスからなる透明の絶縁基板であり、略板状に形成されている。リッド基板52には、ベース基板51が接合される接合面側に、圧電振動片60が収まる矩形状の凹部52aが形成されている。この凹部52aは、ベース基板51及びリッド基板52が重ね合わされたときに、圧電振動片60を収容するキャビティCとなる。
【0061】
ベース基板51には、ベース基板51を厚さ方向に貫通する一対の貫通孔65、66が形成されている。この貫通孔65、66は、キャビティC内に収まる位置に形成されている。より詳しく説明すると、本実施形態の貫通孔65、66は、マウントされた圧電振動片60の基部12側に対応した位置に一方の貫通孔65が形成され、振動腕部11の先端部11a側に対応した位置に他方の貫通孔66が形成されている。
【0062】
そして、これら一対の貫通孔65、66には、これら貫通孔65、66を埋めるように形成された一対の貫通電極67、68が形成されている。これら貫通電極67、68は、例えば貫通孔65、66に対して一体的に固定された導電性の芯材であり、両端が平坦で、且つベース基板51の厚みと略同じ厚さとなるように形成されている。これにより、キャビティC内の気密を維持しつつ、ベース基板51の両面で電気導通性を確保している。
【0063】
なお、貫通電極67、68としては、上記の場合に限定されるものではなく、例えば貫通孔65、66に図示しない金属ピンを挿入した後、貫通孔65、66と金属ピンとの間にガラスフリットを充填して焼成することで形成しても構わない。更には、貫通孔65、66内に埋設された導電性接着剤であっても構わない。
【0064】
ベース基板51の上面側(リッド基板52が接合される接合面側)には、導電性材料により、一対の引き回し電極70、71がパターニングされている。一対の引き回し電極70、71のうち、一方の引き回し電極70は、一端側で貫通電極67を覆うと共に、他端側がベース基板51の長さ方向(L2方向)の中心部に向けて延在している。また、他方の引き回し電極71は、一端側で貫通電極68を覆うと共に、他端側がベース基板51の長さ方向(L2方向)の中心部に向けて延在している。従って、各引き回し電極70、71の他端側は、ベース基板51における長さ方向(L2方向)の同じ位置、具体的には圧電振動片60におけるサイドアーム46の先端部46aに対応する位置に配置されている。
【0065】
そして、これら一対の引き回し電極70、71の他端側にそれぞれ金等からなるバンプBが形成されている。これらバンプBに、基部12のマウント電極が接触した状態で圧電振動片60がマウントされている。これにより、圧電振動片60は、ベース基板51の上面から浮いた状態で支持されると共に、引き回し電極70、71にそれぞれ電気的に接続された状態となっている。
本実施形態では、サイドアーム46の先端部46aにマウント電極が形成されており、このマウント電極が引き回し電極70、71にバンプBを介して接続されている。
【0066】
また、ベース基板51の下面には、一対の貫通電極67、68に対してそれぞれ電気的に接続される外部電極72、73が形成されている。
【0067】
このように構成された圧電振動子50を作動させる場合には、ベース基板51に形成された外部電極72、73に対して、所定の駆動電圧を印加する。これにより、圧電振動片60の励振電極に電流を流すことができ、一対の振動腕部10、11を、互いに接近・離間する方向に所定の周波数で振動させることができる。そして、この一対の振動腕部10、11の振動を利用して、時刻源、制御信号のタイミング源やリファレンス信号源等として圧電振動子50を利用することができる。
【0068】
本実施形態の圧電振動子50によれば、安定した振動特性を有すると共に外部衝撃による振動腕部10、11の破損が生じ難い高品質な圧電振動片60を備えているので、作動の信頼性及び耐久性が向上した高品質な圧電振動子50とすることができる。
【0069】
(発振器)
次に、本発明に係る発振器の一実施形態について、図20を参照しながら説明する。
本実施形態の発振器100は、図20に示すように、圧電振動子50を、集積回路101に電気的に接続された発振子として構成したものである。この発振器100は、コンデンサ等の電子部品102が実装された基板103を備えている。基板103には、発振器用の上述した集積回路101が実装されており、この集積回路101の近傍に、圧電振動子50が実装されている。これら電子部品102、集積回路101および圧電振動子50は、図示しない配線パターンによってそれぞれ電気的に接続されている。なお、各構成部品は、図示しない樹脂によりモールドされている。
【0070】
このように構成された発振器100において、圧電振動子50に電圧を印加すると、この圧電振動子50内の圧電振動片60が振動する。この振動は、圧電振動片60が有する圧電特性により電気信号に変換されて、集積回路101に電気信号として入力される。入力された電気信号は、集積回路101によって各種処理がなされ、周波数信号として出力される。これにより、圧電振動子50が発振子として機能する。
また、集積回路101の構成を、例えば、RTC(リアルタイムクロック)モジュール等を要求に応じて選択的に設定することで、時計用単機能発振器等の他、当該機器や外部機器の動作日や時刻を制御したり、時刻やカレンダー等を提供したりする機能を付加することができる。
【0071】
上述したように、本実施形態の発振器100によれば、上述した圧電振動子50を備えているので、同様に作動の信頼性及び耐久性が向上した発振器100とすることができる。
【0072】
(電子機器)
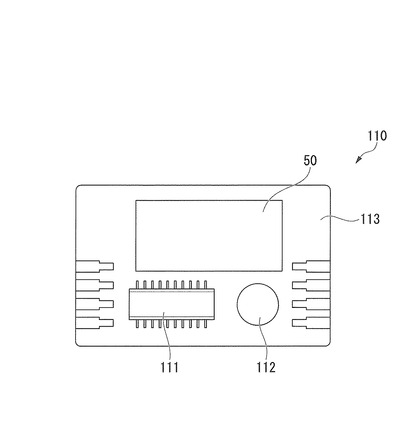
次に、本発明に係る電子機器の一実施形態について、図21を参照して説明する。なお電子機器として、上述した圧電振動子50を有する携帯情報機器(電子機器)110を例にして説明する。
ここで、本実施形態の携帯情報機器110は、例えば、携帯電話に代表されるものであり、従来技術における腕時計を発展、改良したものである。外観は腕時計に類似し、文字盤に相当する部分に液晶ディスプレイを配し、この画面上に現在の時刻等を表示させることができるものである。また、通信機として利用する場合には、手首から外し、バンドの内側部分に内蔵されたスピーカおよびマイクロフォンによって、従来技術の携帯電話と同様の通信を行うことが可能である。しかしながら、従来の携帯電話と比較して、格段に小型化および軽量化されている。
【0073】
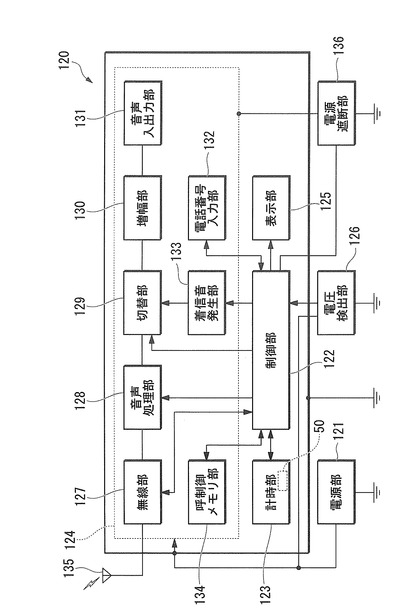
次に、本実施形態の携帯情報機器110の構成について説明する。この携帯情報機器110は、図21に示すように、圧電振動子50と、電力を供給するための電源部111とを備えている。電源部111は、例えば、リチウム二次電池からなっている。この電源部111には、各種制御を行う制御部112と、時刻等のカウントを行う計時部113と、外部との通信を行う通信部114と、各種情報を表示する表示部115と、それぞれの機能部の電圧を検出する電圧検出部116とが並列に接続されている。そして、電源部111によって、各機能部に電力が供給されるようになっている。
【0074】
制御部112は、各機能部を制御して音声データの送信および受信、現在時刻の計測や表示等、システム全体の動作制御を行う。また、制御部112は、予めプログラムが書き込まれたROMと、このROMに書き込まれたプログラムを読み出して実行するCPUと、このCPUのワークエリアとして使用されるRAM等とを備えている。
【0075】
計時部113は、発振回路、レジスタ回路、カウンタ回路およびインターフェース回路等を内蔵する集積回路と、圧電振動子50とを備えている。圧電振動子50に電圧を印加すると圧電振動片60が振動し、この振動が水晶の有する圧電特性により電気信号に変換されて、発振回路に電気信号として入力される。発振回路の出力は二値化され、レジスタ回路とカウンタ回路とにより計数される。そして、インターフェース回路を介して、制御部112と信号の送受信が行われ、表示部115に、現在時刻や現在日付或いはカレンダー情報等が表示される。
【0076】
通信部114は、従来の携帯電話と同様の機能を有し、無線部117、音声処理部118、切替部119、増幅部120、音声入出力部121、電話番号入力部122、着信音発生部123および呼制御メモリ部124を備えている。
無線部117は、音声データ等の各種データを、アンテナ125を介して基地局と送受信のやりとりを行う。音声処理部118は、無線部117又は増幅部120から入力された音声信号を符号化および複号化する。増幅部120は、音声処理部118又は音声入出力部121から入力された信号を、所定のレベルまで増幅する。音声入出力部121は、スピーカやマイクロフォン等からなり、着信音や受話音声を拡声したり、音声を集音したりする。
【0077】
また、着信音発生部123は、基地局からの呼び出しに応じて着信音を生成する。切替部119は、着信時に限って、音声処理部118に接続されている増幅部120を着信音発生部123に切り替えることによって、着信音発生部123において生成された着信音が増幅部120を介して音声入出力部121に出力される。
なお、呼制御メモリ部124は、通信の発着呼制御に係るプログラムを格納する。また、電話番号入力部122は、例えば、0から9の番号キーおよびその他のキーを備えており、これら番号キー等を押下することにより、通話先の電話番号等が入力される。
【0078】
電圧検出部116は、電源部111によって制御部112等の各機能部に対して加えられている電圧が、所定の値を下回った場合に、その電圧降下を検出して制御部112に通知する。このときの所定の電圧値は、通信部114を安定して動作させるために必要な最低限の電圧として予め設定されている値であり、例えば、3V程度となる。電圧検出部116から電圧降下の通知を受けた制御部112は、無線部117、音声処理部118、切替部119および着信音発生部123の動作を禁止する。特に、消費電力の大きな無線部117の動作停止は、必須となる。更に、表示部115に、通信部114が電池残量の不足により使用不能になった旨が表示される。
【0079】
すなわち、電圧検出部116と制御部112とによって、通信部114の動作を禁止し、その旨を表示部115に表示することができる。この表示は、文字メッセージであっても良いが、より直感的な表示として、表示部115の表示面の上部に表示された電話アイコンに、×(バツ)印を付けるようにしても良い。
なお、通信部114の機能に係る部分の電源を、選択的に遮断することができる電源遮断部126を備えることで、通信部114の機能をより確実に停止することができる。
【0080】
上述したように、本実施形態の携帯情報機器110によれば、上述した圧電振動子50を備えているので、同様に作動の信頼性及び耐久性が向上した携帯情報機器110とすることができる。
【0081】
(電波時計)
次に、本発明に係る電波時計の一実施形態について、図22を参照して説明する。
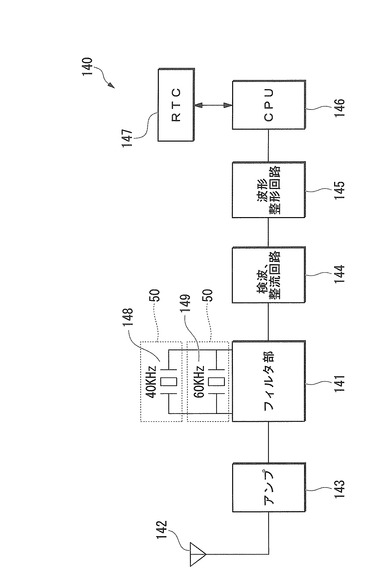
本実施形態の電波時計130は、図22に示すように、フィルタ部131に電気的に接続された圧電振動子50を備えたものであり、時計情報を含む標準の電波を受信して、正確な時刻に自動修正して表示する機能を備えた時計である。
日本国内には、福島県(40kHz)と佐賀県(60kHz)とに、標準の電波を送信する送信所(送信局)があり、それぞれ標準電波を送信している。40kHz若しくは60kHzのような長波は、地表を伝播する性質と、電離層と地表とを反射しながら伝播する性質とを併せもつため、伝播範囲が広く、上述した2つの送信所で日本国内を全て網羅している。
【0082】
以下、電波時計130の機能的構成について詳細に説明する。
アンテナ132は、40kHz若しくは60kHzの長波の標準電波を受信する。長波の標準電波は、タイムコードと呼ばれる時刻情報を、40kHz若しくは60kHzの搬送波にAM変調をかけたものである。受信された長波の標準電波は、アンプ133によって増幅され、複数の圧電振動子50を有するフィルタ部131によって濾波、同調される。本実施形態における圧電振動子50は、上述した搬送周波数と同一の40kHzおよび60kHzの共振周波数を有する水晶振動子部138、139をそれぞれ備えている。
【0083】
さらに、濾波された所定周波数の信号は、検波、整流回路134により検波復調される。続いて、波形整形回路135を介してタイムコードが取り出され、CPU136でカウントされる。CPU136では、現在の年、積算日、曜日、時刻等の情報を読み取る。読み取られた情報は、RTC137に反映され、正確な時刻情報が表示される。
搬送波は、40kHz若しくは60kHzであるから、水晶振動子部138、139は、上述した音叉型の構造を持つ振動子が好適である。
【0084】
なお、上述の説明は、日本国内の例で示したが、長波の標準電波の周波数は、海外では異なっている。例えば、ドイツでは77.5KHzの標準電波が用いられている。従って、海外でも対応可能な電波時計130を携帯機器に組み込む場合には、さらに日本の場合とは異なる周波数の圧電振動子50を必要とする。
【0085】
上述したように、本実施形態の電波時計130によれば、上述した圧電振動子50を備えているので、同様に作動の信頼性及び耐久性が向上した電波時計130とすることができる。
【0086】
以上、本発明の実施形態について図面を参照して詳述したが、具体的な構成はこれら実施形態に限られるものではなく、本発明の要旨を逸脱しない範囲の設計変更等も含まれる。
【0087】
例えば、上述した実施形態では、表面実装型の圧電振動子50に本発明の圧電振動片を採用しているが、これに限らず、シリンダパッケージタイプの圧電振動子に本発明の圧電振動片を採用しても良い。
これ以外にも、本発明の主旨を逸脱しない限り、上記実施の形態で挙げた構成を取捨選択したり、他の構成に適宜変更したりすることが可能である。
【0088】
(実施例)
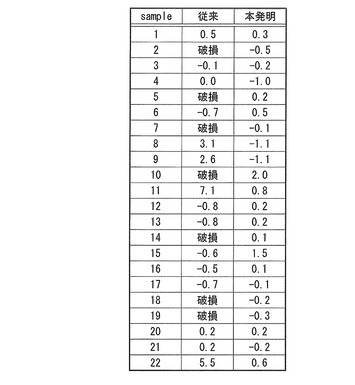
ここで、図1に示す上記実施形態の圧電振動片1と、従来の圧電振動片と、を200cmの高さから落下させ、その前後で共振周波数Fがどの程度がシフトしたか、又は破損が発生したか否かを、を実際に確認した実施例について説明する。
なお、ここでいう破損とは、エッチング残り16に起因した応力集中による振動腕部10、11のクラックや破断等を含む破損をいう。
【0089】
なお、本発明に係る圧電振動片1と、従来の圧電振動片と、は共に水晶ウエハ20から製造されたものであり、そのサイズ、形状ともに同一である。但し、本発明に係る圧電振動片1の場合には、切欠き部23が形成されたマスクパターン22を利用してウェットエッチングによるエッチング加工を行うことで外形形成されている点が、従来とは異なる。
【0090】
本発明に係る圧電振動片1と、従来の圧電振動片と、について上記落下試験を同じ条件で行い、それぞれ22個のサンプルで行った。この際、1個のサンプルについて、落下試験を3回繰り返した。
【0091】
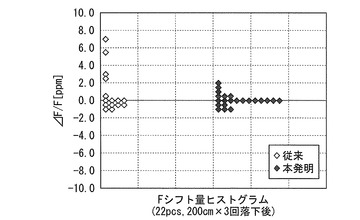
その結果、図23〜図26に示すように、本発明に係る圧電振動片1の場合には、破損が確認されず、破損率は0%であった。これに対して、従来の圧電振動片の場合には、22個のサンプルのうち7個が破損し、その破損率は31.8%であった。
また、共振周波数のシフト量(ppm)については、本発明に係る圧電振動片1よりも従来の圧電振動片の方が、明らかにシフト量が大きいことが確認された。
【0092】
これらのことから、本発明によれば、股部15におけるエッチング残り16が従来に比べて少なく、それにより安定した振動特性を有すると共に、外部衝撃による振動腕部10、11の破損が生じ難い圧電振動片1を得ることができるという作用効果を実際に確認することができた。
【符号の説明】
【0093】
O…中心軸
1、30、35、40、45、60…圧電振動片
10、11…振動腕部
10b、11b…振動腕部の基端部
12…基部
20…水晶ウエハ(圧電ウエハ)
21…エッチング保護膜
22…マスクパターン
22a…マスクパターンの股部対応部分
23…切欠き部
50…圧電振動子
51…ベース基板
52…リッド基板
53…パッケージ
100…発振器
101…集積回路
110…携帯情報機器(電子機器)
113…計時部
130…電波時計
131…フィルタ部
【技術分野】
【0001】
本発明は、圧電振動片の製造方法、圧電振動片、圧電振動子、発振器、電子機器及び電波時計に関するものである。
【背景技術】
【0002】
携帯電話や携帯情報端末機器には、時刻源や制御信号等のタイミング源、リファレンス信号源等に用いられるデバイスとして、水晶等の圧電材料からなる圧電振動片を具備する圧電振動子が知られている。
上記圧電振動片としては、様々なもの知られているが、その1つとして、図27に示すように、平行に配設された一対の振動腕部110と、これら振動腕部110の基端部を片持ち支持する基部120と、を有する音叉型の圧電振動片100が知られている。この圧電振動片100の場合には、一対の振動腕部110の表面に形成された図示しない励振電極に電圧を印加することで、一対の振動腕部110を互いに接近又は離間する方向(図中の矢印方向)に所定の共振周波数で振動させることが可能とされている。
【0003】
ところで、上記圧電振動片100は、一般的に水晶等のウエハ基板をエッチング加工することで、外形形成がなされている。この点、簡単に説明すると、ウエハ基板の表面にエッチング保護膜を形成した後、フォトリソグラフィ技術を利用して、図28に示すようにウエハ基板200上におけるエッチング保護膜210を圧電振動片100の外形にパターニングする。その後、パターニングしたエッチング保護膜210をマスクとして、図29に示すようにウエハ基板200をウェットエッチングによりエッチング加工することで、一対の振動腕部110が基部120に片持ち支持された、図27に示す圧電振動片100を得ることができる。
【0004】
しかしながら、ウェットエッチングでエッチング加工を行う場合、ウエハ基板200には水晶等の結晶軸方向によってエッチング速度が異なる所謂エッチング異方性が現れる。具体的には、水晶の各結晶軸(X軸、Y軸、Z軸)において、エッチング速度は、Z軸、+X軸、−X軸、Y軸の順に遅くなる。従って、外形形成時、このエッチング異方性の影響を受けることでエッチング残りが発生し易く、圧電振動片100の外形がいびつな形状になり易かった。特に、図27及び図30に示すように、一対の振動腕部110の基端部(付け根部分)における股部115にエッチング残り116が発生し易かった。
【0005】
この点について説明する。
通常、音叉型の圧電振動片100を形成する場合、エッチング加工によって所望の外形形状を得ることができるように、図27に示すように、水晶結晶軸のZ軸が圧電振動片100の厚み方向(L1方向)にほぼ一致し、Y軸が圧電振動片100の長さ方向(L2方向)に一致し、X軸が圧電振動片100の幅方向(L3方向)に一致するように、ウエハ基板200を水晶原石からカットしている。しかしながら、どうしても上記したエッチング速度の違いがあるので、図31に示すように、一対の振動腕部110間の股部115にエッチング残り116が発生し易かった。
特に、エッチング加工が進行して上記股部115の部分に近づくにつれて、エッチング保護膜210によってエッチング液の流れが阻害され、エッチング反応が鈍くなってしまう。そのため、エッチング速度が最も遅いY軸方向へのエッチング加工の進行がさらに助長されて遅くなり、上記エッチング残り116が発生し易かった。
【0006】
上記股部115にエッチング残り116が発生してしまうと、一対の振動腕部110の振動バランスの不均衡を招いてしまい、振動特性の変化や振動漏れによるCI値の増加等を招いてしまうものであった。
そこで、エッチング速度の違いを予め考慮して、股部に対応したエッチング保護膜の形状を工夫することで、一対の振動腕部の振動バランスを調整する技術が知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2005−167992号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、上記特許文献1に記載された技術を採用したとしても、エッチング残り自体は依然として多く残ってしまう。そのため、例えば振動時に、エッチング残りの部分と振動腕部との連結部分に応力が集中し易く、その応力集中部の強度低下を招いてしまう。これにより、外部衝撃等により、その部分が破損の起点となり易く、振動腕部にクラック等が発生させ易かった。
また、エッチング残りが、一対の振動腕部の長さを変化させてしまうような働きをしてしまい、共振周波数がシフトする等の振動特性の変化を依然として招き易かった。
【0009】
なお、ウェットエッチングを長時間行うことで、エッチング残りを減少させることが可能であると考えられるが、エッチング加工に費やす時間が増大し、生産性の低下を招いてしまう。更には、薬液であるエッチング液に浸漬する時間も増大するので、エッチング保護膜が腐食して良好なエッチング加工を行えず、振動特性を悪化させる等の不都合を招いてしまうものであった。
【0010】
本発明は、このような事情に考慮してなされたもので、その目的は、一対の振動腕部間に位置する股部へのエッチング残りを小さくすることができ、安定した振動特性を有すると共に、外部衝撃による振動腕部の破損が生じ難い高品質な圧電振動片、及び該圧電振動片の製造方法を提供することである。
また、この圧電振動片を具備する圧電振動子、該圧電振動子を有する発振器、電子機器、電波時計を提供することである。
【課題を解決するための手段】
【0011】
本発明は、前記課題を解決するために以下の手段を提供する。
(1)本発明に係る圧電振動片の製造方法は、中心軸を挟んで互いに平行に配設された一対の振動腕部と、該一対の振動腕部の長さ方向における基端部を一体的に片持ち支持する基部と、を備えた圧電振動片の製造方法であって、圧電ウエハをエッチング加工して、該圧電ウエハから前記圧電振動片の外形形状を形成する外形形成工程を備え、前記外形形成工程は、圧電ウエハの両主面上にエッチング保護膜を形成し、フォトリソグラフィ技術により該エッチング保護膜から前記圧電振動片の外形形状に対応したマスクパターンを形成するマスクパターン形成工程と、前記マスクパターンをマスクとして、前記圧電ウエハを両主面側からウェットエッチングによるエッチング加工を行うエッチング工程と、を備え、前記マスクパターン形成工程の際、前記マスクパターンのうち、前記一対の振動腕部の基端部間に位置する股部を形成するための股部対応部分に、前記一対の振動腕部の長さ方向に沿って前記基部側に向けて延びるスリット状の切欠き部を形成することを特徴とする。
【0012】
本発明に係る圧電振動片の製造方法によれば、圧電ウエハのうち、マスクパターンでマスクされていない領域にエッチング液が接触するので、化学反応によりエッチング加工が進行する。これにより、圧電ウエハをマスクパターンの形状に倣ってエッチング加工することができ、圧電振動片の外形形状を形成することができる。
ところで、流動しているエッチング液が次々と圧電ウエハに触れることで、上記エッチング加工がスムーズに行われ、圧電振動片の外形形成が徐々に進行するが、一対の振動腕部は狭い隙間を開けて平行配置されているので、これら一対の振動腕部間にはエッチング液が流動し難い。特に、エッチング加工の進行が股部に近づくにつれて、マスクパターンのうち、振動腕部に対応した腕部対応部分と、股部に対応した股部対応部分と、によって三方が囲まれた領域をエッチング加工することになるので、エッチング液が流動し難くなると考えられる。
【0013】
しかしながら、マスクパターンにおける上記股部対応部分には切欠き部が形成されているので、該切欠き部に沿って一対の振動腕部の長手方向にエッチング液を流動させ易い。従って、長手方向に沿い、且つ股部対応部分に接近する方向へのエッチング加工の進行を速めることができる。そのため、圧電ウエハの結晶軸方向によるエッチング速度の違いでエッチング加工が進んでしまうことを防止でき、積極的に股部対応部分に向けてエッチング加工を進行させることができる。
【0014】
その結果、エッチング加工時間が従来と同じであったとしても、従来に比べて、一対の振動腕部の基端部間に位置する股部へのエッチング残りを小さくすることができる。そのため、エッチング残りに起因する応力集中の発生を抑制することができ、外部衝撃等による振動腕部の破損が生じ難い高品質な圧電振動片を得ることができる。また、エッチング残りによって、振動腕部の長さが変化したかのような不都合も生じ難いので、安定した振動特性を発揮させることができる。
【0015】
(2)上記本発明に係る圧電振動片の製造方法において、前記切欠き部は、切欠き長さの全体に亘って一定の切欠き幅とされていることが好ましい。
【0016】
この場合には、切欠き部に沿って一対の振動腕部の長手方向にエッチング液をより安定且つスムーズに流動させ易い。従って、より積極的に股部対応部分に向けてエッチング加工を進行させることができ、股部へのエッチング残りをさらに小さくすることができる。
【0017】
(3)上記本発明に係る圧電振動片の製造方法において、前記切欠き部は、前記中心軸に沿って形成されていることが好ましい。
【0018】
この場合には、一対の振動腕部の間に位置する中心軸(即ち、圧電振動片の幅方向における中心軸)に沿って切欠き部が形成されているので、股部へのエッチング残りを小さくすることができることに加え、いずれか一方の振動腕部側に片寄ってしまうことを防止し易い。
【0019】
(4)本発明に係る圧電振動片は、上記本発明に係る圧電振動片の製造方法により製造されたことを特徴とする。
【0020】
本発明に係る圧電振動片によれば、従来に比べて、一対の振動腕部間に位置する股部へのエッチング残りを小さいので、安定した振動特性を有すると共に、外部衝撃等による振動腕部の破損が生じ難い高品質な圧電振動片とすることができる。
【0021】
(5)本発明に係る圧電振動子は、上記本発明に係る圧電振動片と、互いに接合されたベース基板とリッド基板とを有し、両基板の間に形成されたキャビティ内に前記圧電振動片を収容するパッケージと、を備えていることを特徴とする。
【0022】
本発明に係る圧電振動子によれば、安定した振動特性を有すると共に外部衝撃による振動腕部の破損が生じ難い高品質な圧電振動片を備えているので、作動の信頼性及び耐久性が向上した高品質な圧電振動子とすることができる。
【0023】
(6)本発明に係る発振器は、上記本発明に係る圧電振動子が、発振子として集積回路に電気的に接続されていることを特徴とする。
(7)本発明に係る電子機器は、上記本発明に係る圧電振動子が、計時部に電気的に接続されていることを特徴とする。
(8本発明に係る電波時計は、上記本発明に係る圧電振動子が、フィルタ部に電気的に接続されていることを特徴とする。
【0024】
本発明に係る発振器、電子機器及び電波時計によれば、上記圧電振動子を備えているので、同様に作動の信頼性及び耐久性が向上することができる。
【発明の効果】
【0025】
本発明によれば、一対の振動腕部間に位置する股部へのエッチング残りを小さくすることができ、安定した振動特性を有すると共に、外部衝撃による振動腕部の破損が生じ難い高品質な圧電振動片を得ることができる。
【図面の簡単な説明】
【0026】
【図1】本発明に係る圧電振動片の実施形態を示す平面図である。
【図2】図1に示す圧電振動片における股部の拡大図である。
【図3】図1に示す圧電振動片を製造する際の流れを示すフローチャートである。
【図4】図1に示す圧電振動片を製造する際の流れを示すフローチャートである。
【図5】圧電振動片を製造する際の一工程を示す図であって、水晶ウエハの両主面上にエッチング保護膜を形成した状態を示す図である。
【図6】図5に示すエッチング保護膜をパターニングして、マスクパターンを形成した状態を示す図である。
【図7】図6に示す断面矢視A−A図である。
【図8】図6に示すマスクパターンをマスクとして水晶ウエハをエッチング加工した状態を示す図である。
【図9】マスクパターンにおける股部対応部分の拡大図であって、エッチングの進行具合を示した図である。
【図10】マスクパターンにおける股部対応部分の拡大図であって、切欠き部の変形例を示した図である。
【図11】マスクパターンにおける股部対応部分の拡大図であって、切欠き部の別の変形例を示した図である。
【図12】本発明に係る圧電振動片の変形例であって、ノッチタイプの圧電振動片の平面図である。
【図13】本発明に係る圧電振動片の変形例であって、ハンマーヘッドタイプの圧電振動片の平面図である。
【図14】本発明に係る圧電振動片の変形例であって、溝部付きタイプの圧電振動片の平面図である。
【図15】本発明に係る圧電振動片の変形例であって、サイドアームタイプの圧電振動片の平面図である。
【図16】本発明に係る圧電振動子の一実施形態を示す外観斜視図である。
【図17】図16に示す圧電振動子の内部構成図であって、リッド基板を取り外した状態で圧電振動片を上方から見た図である。
【図18】図17に示すB−B線に沿った圧電振動子の断面図である。
【図19】図16に示す圧電振動子の分解斜視図である。
【図20】本発明に係る発振器の一実施形態を示す構成図である。
【図21】本発明に係る電子機器の一実施形態を示す構成図である。
【図22】本発明に係る電波時計の一実施形態を示す構成図である。
【図23】本発明に係る圧電振動片の実施例に対応した試験結果を示す図である。
【図24】本発明に係る圧電振動片の実施例に対応した試験結果を示す図である。
【図25】本発明に係る圧電振動片の実施例に対応した試験結果を示す図である。
【図26】本発明に係る圧電振動片の実施例に対応した試験結果を示す図である。
【図27】従来の圧電振動片の一例を示す平面図である。
【図28】図27に示す圧電振動片を製造する際の一工程を示す図であって、水晶ウエハの両主面上にエッチング保護膜を形成した後、該エッチング保護膜をパターニングした状態を示す図である。
【図29】図28に示すエッチング保護膜をマスクとして水晶ウエハをエッチング加工した状態を示す図である。
【図30】図27に示す圧電振動片の股部付近の拡大斜視図である。
【図31】図28に示すエッチング保護膜における股部対応部分の拡大図であって、エッチングの進行具合を示した図である。
【発明を実施するための形態】
【0027】
(圧電振動片)
以下、本発明に係る圧電振動片の一実施形態について、図面を参照して説明する。
図1に示すように、本実施形態の圧電振動片1は、水晶、タンタル酸リチウムやニオブ酸リチウム等の圧電材料から形成された音叉型の振動片であり、所定の電圧が印加されたときに振動するものである。
この圧電振動片1は、互いに平行に配設され、先端部10a、11aが自由端とされた一対の振動腕部10、11と、該一対の振動腕部10、11の基端部10b、11b側(付け根側)を一体的に片持ち支持する基部12と、を備えている。
【0028】
一対の振動腕部10、11は、中心軸Oを挟んで線対称に配置され、幅方向に一定幅を有し、且つ中心軸Oに沿って延在している。基部12は、上記したように一対の振動腕部10、11の基端部10b、11b側を片持ち支持する部材であると共に、圧電振動片1を実装する際のマウント部材として機能する。
一対の振動腕部10、11の基端部10b、11b間に位置する部分は股部15とされている。図示の例では、一対の振動腕部10、11の基端部10b、11bと基部12との連結部分は曲率Rで湾曲しているので、股部15は厚み方向の平面視でU字状に形成されている。
【0029】
また、一対の振動腕部10、11には、その外表面に上に、これら一対の振動腕部10、11を振動させる図示しない励振電極が形成されている。また、基部12の外表面上には、図示しないマウント電極が励振電極に導通した状態で形成されている。そして、マウント電極を介して励振電極に所定の電圧が印加されると、双方の相互作用により一対の振動腕部10、11が互いに接近又は離間する方向(図1に示す矢印方向)に所定の共振周波数で振動する。
【0030】
ところで、本実施形態の圧電振動片1は、後述する圧電ウエハをウェットエッチングによるエッチング加工することで外形形成がなされて製造されるものであるが、図1及び図2に示すように、その際のエッチング残り16が上記した股部15に若干現れる。しかしながら、これらエッチング残り16は、点線で示した従来のエッチング残り16Aの部分に比べて遥かに少ないうえ、一対の振動腕部10、11の基端部10b、11b間を繋ぐように股部15の全体に亘って形成されるのではなく、中心軸O近傍で分断された状態とされている。
【0031】
(圧電振動片の製造方法)
次に、上述した圧電振動片1の製造方法について、図3及び図4に示すフローチャートを参照しながら説明する。なお、本実施形態では、圧電ウエハとして水晶ウエハを採用した場合を例に挙げて説明する。
【0032】
本実施形態の圧電振動片1の製造方法は、水晶ウエハ20(図5参照)を準備(S10)した後、この水晶ウエハ20をウェットエッチングによるエッチング加工して、水晶ウエハ20から複数の圧電振動片1の外形形状を形成する外形形成工程(S20)と、外形形成した各圧電振動片1に各電極を形成する電極形成工程(S30)と、各圧電振動片1の共振周波数を調整する周波数調整工程(S40)と、水晶ウエハ20から各圧電振動片1を切り離す小片化工程(S50)と、を備えている。
これら各工程について、以下に詳細に説明する。
【0033】
はじめに、水晶のランバート原石を所定の角度でスライスして一定の厚みの水晶ウエハ20とする。この際、水晶結晶軸のZ軸が図1に示す圧電振動片1の厚み方向(L1方向)にほぼ一致し、Y軸が圧電振動片1の長さ方向(L2方向)に一致し、X軸が圧電振動片1の幅方向(L3方向)に一致するように上記スライスを行って、水晶ウエハ20を形成する。
そして、この水晶ウエハ20をラッピング及びポリッシングして、所定の厚みに高精度に仕上げられた水晶ウエハ20を準備する(S10)。
【0034】
次いで、上記外形形成工程(S20)を行う。
この外形形成工程(S20)は、水晶ウエハ20の両主面上にエッチング保護膜21(図5参照)を形成し、フォトリソグラフィ技術によりエッチング保護膜21から圧電振動片1の外形形状に対応したマスクパターン22(図6参照)を形成するマスクパターン形成工程(S21)と、マスクパターン22をマスクとして、水晶ウエハ20の両主面側からウェットエッチングによるエッチング加工を行うエッチング工程(S22)と、を備えている。
【0035】
上記マスクパターン形成工程(S21)では、図5に示すように、まず水晶ウエハ20の両主面上にエッチング保護膜21を形成する(S21a)。このエッチング保護膜21としては、例えばクロムからなる下地膜と、金からなる仕上げ膜とが積層した金属膜が挙げられ、スパッタリング法や蒸着法等による成膜によって形成される。
【0036】
そして、上記エッチング保護膜21をパターニングして、圧電振動片1の外形形状に対応したマスクパターン22を形成する(S21b)。
詳細には、エッチング保護膜21上に図示しないフォトレジスト膜を形成した後、通常のフォトレジスト技術によって、例えば圧電振動片1の外形形状となるようにパターニングする。そして、このフォトレジスト膜をマスクとしてエッチング加工を行い、マスクされていないエッチング保護膜21を選択的に除去する。そして、エッチング加工後に、マスクとして用いたフォトレジスト膜を除去する。
【0037】
これにより、図6及び図7に示すように、上述した圧電振動片1の外形形状にパターニングされたマスクパターン22を形成することができる。
ところで、本実施形態では、このマスクパターン22を形成するにあたって、図6に示すように、圧電振動片1の股部15を形成するための股部対応部分22aに切欠き部23を形成する。この切欠き部23は、一対の振動腕部10、11の長さ方向(L2方向)に沿って基部12側に向けて延びるスリット状の切欠きであり、中心軸Oに沿って配置されているうえ、切欠き長さの全体に亘って一定の切欠き幅とされている。
なお、図示の例では、切欠き部23の切欠き幅T1は、股幅T2の略1/3程度とされている。
そして、この時点でマスクパターン形成工程(S21)が終了する。
【0038】
次いで、上記エッチング工程(S22)を行う。
詳細には、エッチング保護膜21がパターニングされた水晶ウエハ20を、図示しないエッチング液(例えばフッ素系)に所定時間、浸漬する。すると、水晶ウエハ20のうち、マスクパターン22でマスクされていない領域にエッチング液が触れるので、化学反応によりエッチング加工が進行する。これにより、図8に示すように、水晶ウエハ20をマスクパターン22の形状に倣ってエッチング加工することができ、圧電振動片1の外形形状を形成することができる。
【0039】
特に、流動しているエッチング液が次々と水晶ウエハ20に触れることで、上記エッチング加工がスムーズに行われ、圧電振動片1の外形形成が徐々に進行するが、上記したように、水晶結晶軸のZ軸が圧電振動片1の厚み方向(L1方向)にほぼ一致し、Y軸が圧電振動片1の長さ方向(L2方向)に一致し、X軸が圧電振動片1の幅方向(L3方向)に一致するように水晶ウエハ20が形成されているので、精度良く圧電振動片1を外形形成し易い。
この時点で、外形形成工程(S20)が終了する。
なお、複数の圧電振動片1は後に行う小片化工程(S50)まで、図示しない連結部を介して水晶ウエハ20に連結された状態とされている。
【0040】
次いで、外形形成された各圧電振動片1に対して、図示しない金属膜を成膜した後、通常のフォトリソグラフィ技術によりパターニングすることで、励振電極等の電極を形成する上記電極形成工程(S30)を行う。
なお、この工程の際、電極形成と同時に一対の振動腕部10、11の先端部10a、11aに周波数調整用の図示しない重り金属膜を形成する。この重り金属膜は、粗調膜と微調膜とから構成される。
【0041】
次いで、重り金属膜の粗調膜を利用して、共振周波数を粗く調整する上記周波数調整工程(S40)を行う。具体的には、粗調膜にレーザ光を照射してその一部を蒸発させ、粗調膜の重量を変化させることで行う。なお、共振周波数をより高精度に調整する微調に関しては、圧電振動子としてパッケージに組み込まれた段階で行う。
【0042】
最後に、連結部を切断して、水晶ウエハ20から各圧電振動片1を切り離して小片化する上記小片化工程(S50)を行う。これにより、1枚の水晶ウエハ20から、図1に示す音叉型の圧電振動片1を一度に複数製造することができる。
【0043】
ところで、上述したエッチング工程(S22)の際、一対の振動腕部10、11は狭い間隔(股幅)を開けて平行配置されているので、これら一対の振動腕部10、11間にはエッチング液が流動し難い。特に、エッチング加工の進行が股部15に近づくにつれて、図6及び図9に示すように、マスクパターン22のうち、振動腕部10、11に対応した腕部対応部分22bと、股部15に対応した股部対応部分22aと、によって三方が囲まれた領域をエッチング加工することになるので、エッチング液が流動し難くなると考えられる。
【0044】
しかしながら、本実施形態のマスクパターン22における股部対応部分22aには、上述した切欠き部23が形成されているので、該切欠き部23に沿って一対の振動腕部10、11の長さ方向(L2方向)にエッチング液を流動させ易い。
従って、図9に示すように、長さ方向(L2方向)に沿い、且つ股部対応部分22aに接近する方向へのエッチング加工の進行を切欠き部23の分だけ速めることができる。そのため、水晶ウエハ20の結晶軸方向によるエッチング速度の違いでエッチング加工が進んでしまうことを防止でき、積極的に股部対応部分22aに向けてエッチング加工を進行させることができる。従って、股部対応部分22aにエッチング残り16が生じ難い。
【0045】
その結果、エッチング加工時間が従来と同じであったとしても、図1に示すように、従来に比べて、一対の振動腕部10、11の基端部10b、11b間に位置する股部15へのエッチング残り16を小さくすることができる。
そのため、エッチング残り16に起因する応力集中の発生を抑制することができ、外部衝撃等による振動腕部10、11の破損が生じ難い高品質な圧電振動片1を得ることができる。また、エッチング残り16によって、振動腕部10、11の長さが変化したかのような不都合も生じ難いので、安定した振動特性を発揮させることができる。
【0046】
以上説明したように、本実施形態の製造方法によれば、一対の振動腕部10、11の基端部10b、11b間に位置する股部15へのエッチング残り16を小さくすることができ、安定した振動特性を有すると共に、外部衝撃等による振動腕部10、11の破損が生じ難い高品質な圧電振動片1を得ることができる。
【0047】
特に、上記実施形態では、切欠き部23が切欠き長さの全体に亘って一定の切欠き幅とされているので、切欠き部23に沿って長さ方向(L2方向)にエッチング液をより安定且つスムーズに流動させ易い。従って、より積極的に股部対応部分22aに向けてエッチング加工を進行させることができ、股部15へのエッチング残り16を小さくし易い。
加えて、中心軸Oに沿って切欠き部23を形成しているので、エッチング残り16がいずれか一方の振動腕部10(又は11)側に片寄ってしまうことを防止し易い。そのため、上記した作用効果をより顕著に奏効することができる。
【0048】
なお、上記実施形態において、切欠き部23の切欠き長さや切欠き幅は、上述した場合に限定されるものではなく、自由に設定して構わない。
これらは、股幅T2や、振動腕部10、11と基部12との連結部分における曲率R等に基づいて設定することが好ましい。
【0049】
例えば、図10(a)に示すように、股幅T2が狭くなると、幅方向(L3方向)に一致した水晶結晶軸のX軸と、長さ方向(L2方向)に一致した推奨結晶軸のY軸と、のエッチング速度の違いに支配され易くなるので、切欠き部23を形成したとしても、従来同様のエッチング残り16が股部15に発生し易い。そのため、この場合には、図10(b)に示すように切欠き部23の切欠き長さを長くして、Y軸へのエッチング液の流動をよりスムーズにさせることで、その方向へのエッチング加工の進行を促すことができるので、エッチング残り16が生じ難くなる。
【0050】
また、例えば、図11(a)に示すように、振動腕部10、11と基部12との連結部分の曲率Rが小さくなると、切欠き部23を形成したとしても、エッチング残り16が大きく残り易い。そのため、この場合には、図11(b)に示すように切欠き部23の切欠き幅を大きくすると共に、切欠き長さを短くすることで、エッチング残り16をできるだけ小さくすることができる。
【0051】
また、圧電振動片1の形状は、上記実施形態に限定されるものではない。
例えば、図12に示すように、基部12において、振動腕部10、11の基端部10b、11bとの接続部の近傍に、幅方向(L3方向)の両側面からそれぞれ幅方向(L3方向)の中心に向かって切り欠かれた切欠き部31(ノッチ)を形成した、いわゆるノッチタイプの圧電振動片30としても構わない。
上記切欠き部31は、それぞれ幅方向(L3方向)の外側に向けて開口するとともに、基部12の厚さ方向に貫通している。したがって、基部12において、振動腕部10、11の基端部10b、11bとの接続部の近傍は、他の部分に比べて幅が狭い幅狭部とされた、くびれ形状をなしている。
【0052】
切欠き部31によって形成された上記幅狭部により、振動腕部10、11によって励起された振動が基部12側に伝わってしまうルートを狭くできるので、該振動を振動腕部10、11側に閉じ込めて、基部12側に漏れてしまうことを抑制しやすい。これにより、振動漏れを効果的に抑制でき、CI値が上昇するのを抑え、出力信号の品質が低下するのを抑えることができる圧電振動片30とすることができる。
【0053】
また、図13に示すように、振動腕部10、11の先端部10a、11aに、振動腕部10、11の他の部分よりも幅を拡大したハンマー部36を形成した、いわゆるハンマーヘッドタイプの圧電振動片35としても構わない。
この場合には、ハンマー部36により、振動腕部10、11の先端部10a、11aをより重くすることができ、振動時における慣性モーメントを増大できる。そのため、振動腕部10、11を振動し易くすることができ、その分、振動腕部10、11の長さを短くすることができ、さらなる小型化を図り易い圧電振動片35とすることができる。
【0054】
また、図14に示すように、一対の振動腕部10、11の両主面に溝部41を形成した溝部付きタイプの圧電振動片40としても構わない。
上記溝部41は、振動腕部10、11の長さ方向(L2方向)に沿って、該振動腕部10、11の略中間部付近に形成されている。これにより、振動腕部10、11は断面H形状に形成されている。
この場合には、溝部41の両側で励振電極同士を対向させることができるので、振動腕部10、11が互いに接近又は離間する方向に電界をより効率良く作用させることができる。従って、振動腕部10、11の横幅を狭くしても電界効率を高めることができ、小型化に適した圧電振動片1とすることができる。
【0055】
更には、図15に示すように、基部12の幅方向(L3方向)両側に、長さ方向(L2方向)に沿って延在する一対のサイドアーム46を基部12に一体的に形成した、いわゆるサイドアームタイプの圧電振動片45としても構わない。
具体的に、各サイドアーム46は、基部12から幅方向(L3方向)の両側に向けてそれぞれ延在すると共に、その外側端部から長さ方向(L2方向)に沿う振動腕部10、11側に向けて延在している。つまり、各サイドアーム46は、基部12、及び振動腕部10、11の基端部10b、11bの幅方向(L3方向)両側に位置している。
この場合、サイドアーム46の先端部46aをマウント部として機能させることができ、このマウント部を介して例えばパッケージに実装することが可能となる。
【0056】
このように構成した場合には、基部12において、振動腕部10、11との接続部と、マウント部(サイドアーム46の先端部46a)との距離を長く確保することができる。その結果、圧電振動片45の全長を増大させることなく、振動漏れを抑制してCI値が上昇するのを抑え、出力信号の品質が低下するのを抑えることが可能となる。
【0057】
なお、図12〜図15に示したように、圧電振動片の形状は音叉型であれば自由に設計して構わない。また、図12に示すノッチタイプ、図13に示すハンマーヘッドタイプ、図14に示す溝部付きタイプ、図15に示すサイドアームタイプのそれぞれを適宜組み合わせた圧電振動片としても構わない。
【0058】
(圧電振動子)
次に、圧電振動片を具備する圧電振動子について説明する。
ここでは、圧電振動片として、上記したノッチタイプと、ハンマーヘッドタイプと、サイドアームタイプと、を組み合わせたタイプの圧電振動片を用いた場合を例に挙げて説明する。但し、この場合の圧電振動片に限定されるものではなく、その他の形態の圧電振動片を用いることも可能である。
なお、本実施形態においては、上記説明した部分と共通する構成については、図中に同符号を付してその説明を省略する。また、本実施形態では、股部15におけるエッチング残り16の図示を省略している。
【0059】
図16〜図19に示すように、本実施形態の圧電振動子50は、ベース基板51とリッド基板52とが例えば陽極接合や、図示しない接合膜等を介して接合されたパッケージ53と、パッケージ53の内部に形成されたキャビティC内に収納された圧電振動片60と、を備えた表面実装型とされている。
【0060】
ベース基板51及びリッド基板52は、ガラス材料、例えばソーダ石灰ガラスからなる透明の絶縁基板であり、略板状に形成されている。リッド基板52には、ベース基板51が接合される接合面側に、圧電振動片60が収まる矩形状の凹部52aが形成されている。この凹部52aは、ベース基板51及びリッド基板52が重ね合わされたときに、圧電振動片60を収容するキャビティCとなる。
【0061】
ベース基板51には、ベース基板51を厚さ方向に貫通する一対の貫通孔65、66が形成されている。この貫通孔65、66は、キャビティC内に収まる位置に形成されている。より詳しく説明すると、本実施形態の貫通孔65、66は、マウントされた圧電振動片60の基部12側に対応した位置に一方の貫通孔65が形成され、振動腕部11の先端部11a側に対応した位置に他方の貫通孔66が形成されている。
【0062】
そして、これら一対の貫通孔65、66には、これら貫通孔65、66を埋めるように形成された一対の貫通電極67、68が形成されている。これら貫通電極67、68は、例えば貫通孔65、66に対して一体的に固定された導電性の芯材であり、両端が平坦で、且つベース基板51の厚みと略同じ厚さとなるように形成されている。これにより、キャビティC内の気密を維持しつつ、ベース基板51の両面で電気導通性を確保している。
【0063】
なお、貫通電極67、68としては、上記の場合に限定されるものではなく、例えば貫通孔65、66に図示しない金属ピンを挿入した後、貫通孔65、66と金属ピンとの間にガラスフリットを充填して焼成することで形成しても構わない。更には、貫通孔65、66内に埋設された導電性接着剤であっても構わない。
【0064】
ベース基板51の上面側(リッド基板52が接合される接合面側)には、導電性材料により、一対の引き回し電極70、71がパターニングされている。一対の引き回し電極70、71のうち、一方の引き回し電極70は、一端側で貫通電極67を覆うと共に、他端側がベース基板51の長さ方向(L2方向)の中心部に向けて延在している。また、他方の引き回し電極71は、一端側で貫通電極68を覆うと共に、他端側がベース基板51の長さ方向(L2方向)の中心部に向けて延在している。従って、各引き回し電極70、71の他端側は、ベース基板51における長さ方向(L2方向)の同じ位置、具体的には圧電振動片60におけるサイドアーム46の先端部46aに対応する位置に配置されている。
【0065】
そして、これら一対の引き回し電極70、71の他端側にそれぞれ金等からなるバンプBが形成されている。これらバンプBに、基部12のマウント電極が接触した状態で圧電振動片60がマウントされている。これにより、圧電振動片60は、ベース基板51の上面から浮いた状態で支持されると共に、引き回し電極70、71にそれぞれ電気的に接続された状態となっている。
本実施形態では、サイドアーム46の先端部46aにマウント電極が形成されており、このマウント電極が引き回し電極70、71にバンプBを介して接続されている。
【0066】
また、ベース基板51の下面には、一対の貫通電極67、68に対してそれぞれ電気的に接続される外部電極72、73が形成されている。
【0067】
このように構成された圧電振動子50を作動させる場合には、ベース基板51に形成された外部電極72、73に対して、所定の駆動電圧を印加する。これにより、圧電振動片60の励振電極に電流を流すことができ、一対の振動腕部10、11を、互いに接近・離間する方向に所定の周波数で振動させることができる。そして、この一対の振動腕部10、11の振動を利用して、時刻源、制御信号のタイミング源やリファレンス信号源等として圧電振動子50を利用することができる。
【0068】
本実施形態の圧電振動子50によれば、安定した振動特性を有すると共に外部衝撃による振動腕部10、11の破損が生じ難い高品質な圧電振動片60を備えているので、作動の信頼性及び耐久性が向上した高品質な圧電振動子50とすることができる。
【0069】
(発振器)
次に、本発明に係る発振器の一実施形態について、図20を参照しながら説明する。
本実施形態の発振器100は、図20に示すように、圧電振動子50を、集積回路101に電気的に接続された発振子として構成したものである。この発振器100は、コンデンサ等の電子部品102が実装された基板103を備えている。基板103には、発振器用の上述した集積回路101が実装されており、この集積回路101の近傍に、圧電振動子50が実装されている。これら電子部品102、集積回路101および圧電振動子50は、図示しない配線パターンによってそれぞれ電気的に接続されている。なお、各構成部品は、図示しない樹脂によりモールドされている。
【0070】
このように構成された発振器100において、圧電振動子50に電圧を印加すると、この圧電振動子50内の圧電振動片60が振動する。この振動は、圧電振動片60が有する圧電特性により電気信号に変換されて、集積回路101に電気信号として入力される。入力された電気信号は、集積回路101によって各種処理がなされ、周波数信号として出力される。これにより、圧電振動子50が発振子として機能する。
また、集積回路101の構成を、例えば、RTC(リアルタイムクロック)モジュール等を要求に応じて選択的に設定することで、時計用単機能発振器等の他、当該機器や外部機器の動作日や時刻を制御したり、時刻やカレンダー等を提供したりする機能を付加することができる。
【0071】
上述したように、本実施形態の発振器100によれば、上述した圧電振動子50を備えているので、同様に作動の信頼性及び耐久性が向上した発振器100とすることができる。
【0072】
(電子機器)
次に、本発明に係る電子機器の一実施形態について、図21を参照して説明する。なお電子機器として、上述した圧電振動子50を有する携帯情報機器(電子機器)110を例にして説明する。
ここで、本実施形態の携帯情報機器110は、例えば、携帯電話に代表されるものであり、従来技術における腕時計を発展、改良したものである。外観は腕時計に類似し、文字盤に相当する部分に液晶ディスプレイを配し、この画面上に現在の時刻等を表示させることができるものである。また、通信機として利用する場合には、手首から外し、バンドの内側部分に内蔵されたスピーカおよびマイクロフォンによって、従来技術の携帯電話と同様の通信を行うことが可能である。しかしながら、従来の携帯電話と比較して、格段に小型化および軽量化されている。
【0073】
次に、本実施形態の携帯情報機器110の構成について説明する。この携帯情報機器110は、図21に示すように、圧電振動子50と、電力を供給するための電源部111とを備えている。電源部111は、例えば、リチウム二次電池からなっている。この電源部111には、各種制御を行う制御部112と、時刻等のカウントを行う計時部113と、外部との通信を行う通信部114と、各種情報を表示する表示部115と、それぞれの機能部の電圧を検出する電圧検出部116とが並列に接続されている。そして、電源部111によって、各機能部に電力が供給されるようになっている。
【0074】
制御部112は、各機能部を制御して音声データの送信および受信、現在時刻の計測や表示等、システム全体の動作制御を行う。また、制御部112は、予めプログラムが書き込まれたROMと、このROMに書き込まれたプログラムを読み出して実行するCPUと、このCPUのワークエリアとして使用されるRAM等とを備えている。
【0075】
計時部113は、発振回路、レジスタ回路、カウンタ回路およびインターフェース回路等を内蔵する集積回路と、圧電振動子50とを備えている。圧電振動子50に電圧を印加すると圧電振動片60が振動し、この振動が水晶の有する圧電特性により電気信号に変換されて、発振回路に電気信号として入力される。発振回路の出力は二値化され、レジスタ回路とカウンタ回路とにより計数される。そして、インターフェース回路を介して、制御部112と信号の送受信が行われ、表示部115に、現在時刻や現在日付或いはカレンダー情報等が表示される。
【0076】
通信部114は、従来の携帯電話と同様の機能を有し、無線部117、音声処理部118、切替部119、増幅部120、音声入出力部121、電話番号入力部122、着信音発生部123および呼制御メモリ部124を備えている。
無線部117は、音声データ等の各種データを、アンテナ125を介して基地局と送受信のやりとりを行う。音声処理部118は、無線部117又は増幅部120から入力された音声信号を符号化および複号化する。増幅部120は、音声処理部118又は音声入出力部121から入力された信号を、所定のレベルまで増幅する。音声入出力部121は、スピーカやマイクロフォン等からなり、着信音や受話音声を拡声したり、音声を集音したりする。
【0077】
また、着信音発生部123は、基地局からの呼び出しに応じて着信音を生成する。切替部119は、着信時に限って、音声処理部118に接続されている増幅部120を着信音発生部123に切り替えることによって、着信音発生部123において生成された着信音が増幅部120を介して音声入出力部121に出力される。
なお、呼制御メモリ部124は、通信の発着呼制御に係るプログラムを格納する。また、電話番号入力部122は、例えば、0から9の番号キーおよびその他のキーを備えており、これら番号キー等を押下することにより、通話先の電話番号等が入力される。
【0078】
電圧検出部116は、電源部111によって制御部112等の各機能部に対して加えられている電圧が、所定の値を下回った場合に、その電圧降下を検出して制御部112に通知する。このときの所定の電圧値は、通信部114を安定して動作させるために必要な最低限の電圧として予め設定されている値であり、例えば、3V程度となる。電圧検出部116から電圧降下の通知を受けた制御部112は、無線部117、音声処理部118、切替部119および着信音発生部123の動作を禁止する。特に、消費電力の大きな無線部117の動作停止は、必須となる。更に、表示部115に、通信部114が電池残量の不足により使用不能になった旨が表示される。
【0079】
すなわち、電圧検出部116と制御部112とによって、通信部114の動作を禁止し、その旨を表示部115に表示することができる。この表示は、文字メッセージであっても良いが、より直感的な表示として、表示部115の表示面の上部に表示された電話アイコンに、×(バツ)印を付けるようにしても良い。
なお、通信部114の機能に係る部分の電源を、選択的に遮断することができる電源遮断部126を備えることで、通信部114の機能をより確実に停止することができる。
【0080】
上述したように、本実施形態の携帯情報機器110によれば、上述した圧電振動子50を備えているので、同様に作動の信頼性及び耐久性が向上した携帯情報機器110とすることができる。
【0081】
(電波時計)
次に、本発明に係る電波時計の一実施形態について、図22を参照して説明する。
本実施形態の電波時計130は、図22に示すように、フィルタ部131に電気的に接続された圧電振動子50を備えたものであり、時計情報を含む標準の電波を受信して、正確な時刻に自動修正して表示する機能を備えた時計である。
日本国内には、福島県(40kHz)と佐賀県(60kHz)とに、標準の電波を送信する送信所(送信局)があり、それぞれ標準電波を送信している。40kHz若しくは60kHzのような長波は、地表を伝播する性質と、電離層と地表とを反射しながら伝播する性質とを併せもつため、伝播範囲が広く、上述した2つの送信所で日本国内を全て網羅している。
【0082】
以下、電波時計130の機能的構成について詳細に説明する。
アンテナ132は、40kHz若しくは60kHzの長波の標準電波を受信する。長波の標準電波は、タイムコードと呼ばれる時刻情報を、40kHz若しくは60kHzの搬送波にAM変調をかけたものである。受信された長波の標準電波は、アンプ133によって増幅され、複数の圧電振動子50を有するフィルタ部131によって濾波、同調される。本実施形態における圧電振動子50は、上述した搬送周波数と同一の40kHzおよび60kHzの共振周波数を有する水晶振動子部138、139をそれぞれ備えている。
【0083】
さらに、濾波された所定周波数の信号は、検波、整流回路134により検波復調される。続いて、波形整形回路135を介してタイムコードが取り出され、CPU136でカウントされる。CPU136では、現在の年、積算日、曜日、時刻等の情報を読み取る。読み取られた情報は、RTC137に反映され、正確な時刻情報が表示される。
搬送波は、40kHz若しくは60kHzであるから、水晶振動子部138、139は、上述した音叉型の構造を持つ振動子が好適である。
【0084】
なお、上述の説明は、日本国内の例で示したが、長波の標準電波の周波数は、海外では異なっている。例えば、ドイツでは77.5KHzの標準電波が用いられている。従って、海外でも対応可能な電波時計130を携帯機器に組み込む場合には、さらに日本の場合とは異なる周波数の圧電振動子50を必要とする。
【0085】
上述したように、本実施形態の電波時計130によれば、上述した圧電振動子50を備えているので、同様に作動の信頼性及び耐久性が向上した電波時計130とすることができる。
【0086】
以上、本発明の実施形態について図面を参照して詳述したが、具体的な構成はこれら実施形態に限られるものではなく、本発明の要旨を逸脱しない範囲の設計変更等も含まれる。
【0087】
例えば、上述した実施形態では、表面実装型の圧電振動子50に本発明の圧電振動片を採用しているが、これに限らず、シリンダパッケージタイプの圧電振動子に本発明の圧電振動片を採用しても良い。
これ以外にも、本発明の主旨を逸脱しない限り、上記実施の形態で挙げた構成を取捨選択したり、他の構成に適宜変更したりすることが可能である。
【0088】
(実施例)
ここで、図1に示す上記実施形態の圧電振動片1と、従来の圧電振動片と、を200cmの高さから落下させ、その前後で共振周波数Fがどの程度がシフトしたか、又は破損が発生したか否かを、を実際に確認した実施例について説明する。
なお、ここでいう破損とは、エッチング残り16に起因した応力集中による振動腕部10、11のクラックや破断等を含む破損をいう。
【0089】
なお、本発明に係る圧電振動片1と、従来の圧電振動片と、は共に水晶ウエハ20から製造されたものであり、そのサイズ、形状ともに同一である。但し、本発明に係る圧電振動片1の場合には、切欠き部23が形成されたマスクパターン22を利用してウェットエッチングによるエッチング加工を行うことで外形形成されている点が、従来とは異なる。
【0090】
本発明に係る圧電振動片1と、従来の圧電振動片と、について上記落下試験を同じ条件で行い、それぞれ22個のサンプルで行った。この際、1個のサンプルについて、落下試験を3回繰り返した。
【0091】
その結果、図23〜図26に示すように、本発明に係る圧電振動片1の場合には、破損が確認されず、破損率は0%であった。これに対して、従来の圧電振動片の場合には、22個のサンプルのうち7個が破損し、その破損率は31.8%であった。
また、共振周波数のシフト量(ppm)については、本発明に係る圧電振動片1よりも従来の圧電振動片の方が、明らかにシフト量が大きいことが確認された。
【0092】
これらのことから、本発明によれば、股部15におけるエッチング残り16が従来に比べて少なく、それにより安定した振動特性を有すると共に、外部衝撃による振動腕部10、11の破損が生じ難い圧電振動片1を得ることができるという作用効果を実際に確認することができた。
【符号の説明】
【0093】
O…中心軸
1、30、35、40、45、60…圧電振動片
10、11…振動腕部
10b、11b…振動腕部の基端部
12…基部
20…水晶ウエハ(圧電ウエハ)
21…エッチング保護膜
22…マスクパターン
22a…マスクパターンの股部対応部分
23…切欠き部
50…圧電振動子
51…ベース基板
52…リッド基板
53…パッケージ
100…発振器
101…集積回路
110…携帯情報機器(電子機器)
113…計時部
130…電波時計
131…フィルタ部
【特許請求の範囲】
【請求項1】
中心軸を挟んで互いに平行に配設された一対の振動腕部と、該一対の振動腕部の長さ方向における基端部を一体的に片持ち支持する基部と、を備えた圧電振動片の製造方法であって、
圧電ウエハをエッチング加工して、該圧電ウエハから前記圧電振動片の外形形状を形成する外形形成工程を備え、
前記外形形成工程は、
圧電ウエハの両主面上にエッチング保護膜を形成し、フォトリソグラフィ技術により該エッチング保護膜から前記圧電振動片の外形形状に対応したマスクパターンを形成するマスクパターン形成工程と、
前記マスクパターンをマスクとして、前記圧電ウエハを両主面側からウェットエッチングによるエッチング加工を行うエッチング工程と、
を備え、
前記マスクパターン形成工程の際、前記マスクパターンのうち、前記一対の振動腕部の基端部間に位置する股部を形成するための股部対応部分に、前記一対の振動腕部の長さ方向に沿って前記基部側に向けて延びるスリット状の切欠き部を形成することを特徴とする圧電振動片の製造方法。
【請求項2】
請求項1に記載の圧電振動片の製造方法において、
前記切欠き部は、切欠き長さの全体に亘って一定の切欠き幅とされていることを特徴とする圧電振動片の製造方法。
【請求項3】
請求項1又は2に記載の圧電振動片の製造方法において、
前記切欠き部は、前記中心軸に沿って形成されていることを特徴とする圧電振動片の製造方法。
【請求項4】
請求項1に記載された圧電振動片の製造方法により製造されたことを特徴とする圧電振動片。
【請求項5】
請求項4に記載された圧電振動片と、
互いに接合されたベース基板とリッド基板とを有し、両基板の間に形成されたキャビティ内に前記圧電振動片を収容するパッケージと、を備えていることを特徴とする圧電振動子。
【請求項6】
請求項5に記載の圧電振動子が、発振子として集積回路に電気的に接続されていることを特徴とする発振器。
【請求項7】
請求項5に記載の圧電振動子が、計時部に電気的に接続されていることを特徴とする電子機器。
【請求項8】
請求項5に記載の圧電振動子が、フィルタ部に電気的に接続されていることを特徴とする電波時計。
【請求項1】
中心軸を挟んで互いに平行に配設された一対の振動腕部と、該一対の振動腕部の長さ方向における基端部を一体的に片持ち支持する基部と、を備えた圧電振動片の製造方法であって、
圧電ウエハをエッチング加工して、該圧電ウエハから前記圧電振動片の外形形状を形成する外形形成工程を備え、
前記外形形成工程は、
圧電ウエハの両主面上にエッチング保護膜を形成し、フォトリソグラフィ技術により該エッチング保護膜から前記圧電振動片の外形形状に対応したマスクパターンを形成するマスクパターン形成工程と、
前記マスクパターンをマスクとして、前記圧電ウエハを両主面側からウェットエッチングによるエッチング加工を行うエッチング工程と、
を備え、
前記マスクパターン形成工程の際、前記マスクパターンのうち、前記一対の振動腕部の基端部間に位置する股部を形成するための股部対応部分に、前記一対の振動腕部の長さ方向に沿って前記基部側に向けて延びるスリット状の切欠き部を形成することを特徴とする圧電振動片の製造方法。
【請求項2】
請求項1に記載の圧電振動片の製造方法において、
前記切欠き部は、切欠き長さの全体に亘って一定の切欠き幅とされていることを特徴とする圧電振動片の製造方法。
【請求項3】
請求項1又は2に記載の圧電振動片の製造方法において、
前記切欠き部は、前記中心軸に沿って形成されていることを特徴とする圧電振動片の製造方法。
【請求項4】
請求項1に記載された圧電振動片の製造方法により製造されたことを特徴とする圧電振動片。
【請求項5】
請求項4に記載された圧電振動片と、
互いに接合されたベース基板とリッド基板とを有し、両基板の間に形成されたキャビティ内に前記圧電振動片を収容するパッケージと、を備えていることを特徴とする圧電振動子。
【請求項6】
請求項5に記載の圧電振動子が、発振子として集積回路に電気的に接続されていることを特徴とする発振器。
【請求項7】
請求項5に記載の圧電振動子が、計時部に電気的に接続されていることを特徴とする電子機器。
【請求項8】
請求項5に記載の圧電振動子が、フィルタ部に電気的に接続されていることを特徴とする電波時計。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図10】
【図11】

【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】

【図26】

【図27】
【図28】

【図29】

【図30】
【図31】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【公開番号】特開2013−78081(P2013−78081A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−218238(P2011−218238)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000002325)セイコーインスツル株式会社 (3,629)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000002325)セイコーインスツル株式会社 (3,629)
【Fターム(参考)】
[ Back to top ]