
地中構造物隔壁用のセグメント及びその製造方法
【課題】他のセグメントとの応力の伝達機能に優れた接合部が高精度で製作された地中構造物隔壁用のセグメントの製造方法を提供する。
【解決手段】地中に構築される隔壁の一部を構成する部材であってその本体部9が樹脂材料を無機繊維で補強した板状の複合材9aを複数枚接合して形成される切削用セグメント8の製造方法である。
そして、本体部の長手方向の端部9bにある角部に対して面取りを施し、端面位置と継手面の位置とを規定する接合部用定規1に合わせて本体部を設置し、内側面及び外側面となる側面鋼板11b,11cを接着剤によって接合するとともに接合ボルト12の両端を側面鋼板のそれぞれに定着させ、側面鋼板の側縁間に配設された鋼板を面取部9gと対向する位置で溶接することによって箱型の外殻部11を形成し、外殻部と端部の隙間に充填材を充填する。
【解決手段】地中に構築される隔壁の一部を構成する部材であってその本体部9が樹脂材料を無機繊維で補強した板状の複合材9aを複数枚接合して形成される切削用セグメント8の製造方法である。
そして、本体部の長手方向の端部9bにある角部に対して面取りを施し、端面位置と継手面の位置とを規定する接合部用定規1に合わせて本体部を設置し、内側面及び外側面となる側面鋼板11b,11cを接着剤によって接合するとともに接合ボルト12の両端を側面鋼板のそれぞれに定着させ、側面鋼板の側縁間に配設された鋼板を面取部9gと対向する位置で溶接することによって箱型の外殻部11を形成し、外殻部と端部の隙間に充填材を充填する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、トンネルや立坑等の地中構造物の隔壁の一部を構成するセグメントであって、トンネル掘削機によって切削可能な材料によって形成される地中構造物隔壁用のセグメント及びその製造方法に関するものである。
【背景技術】
【0002】
従来、トンネルの内部からトンネル掘削機を発進させて新たに分岐トンネルを構築する工法が知られている(特許文献1等参照)。
【0003】
このようなトンネルは、掘削された地中に円弧状のセグメントを複数使用して組み立てられたリングを、掘進方向に順次接続していくことで構築される。
【0004】
そして、この構築されたトンネルの隔壁の一部を切削して分岐トンネルが構築される。
【0005】
特許文献1では、このトンネル掘削機によって切削されるセグメントの切削部が、硬質ウレタン樹脂等の切削し易い材料によって成形されている。
【特許文献1】特開2003−56290号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
一方、切削をおこなわない一般部のセグメントは、鉄筋コンクリートや鋼材などで製作されており、切削部を有するセグメントの長手方向の端部には材質が異なる一般部のセグメントに接合するための鋼製の接合部が設けられる。
【0007】
そこで、本発明は、他のセグメントとの応力の伝達機能に優れた接合部が高精度で製作された地中構造物隔壁用のセグメント及びその製造方法を提供することを目的としている。
【課題を解決するための手段】
【0008】
前記目的を達成するために、本発明の地中構造物隔壁用のセグメントは、地中に構築される隔壁の一部を構成する地中構造物隔壁用のセグメントであって、その本体部は樹脂材料を無機繊維で補強した板状の複合材を複数枚接合して形成され、前記本体部の長手方向の端部に設けられる接合部は、前記複合材の間に配置されてそれらと接合される補強板と、前記本体部の角部が面取りされた部分を囲繞するように複数の鋼板を配設して鋼板間を前記角部と対向する位置で溶着することによって箱型に形成される外殻部と、前記補強板を厚さ方向に貫通して前記外殻部に両端が定着される接合ボルトと、前記外殻部と前記端部の隙間に充填される充填材とによって構成されることを特徴とする。
【0009】
また、本発明の地中構造物隔壁用のセグメントの製造方法は、地中に構築される隔壁の一部を構成する部材であってその本体部が樹脂材料を無機繊維で補強した板状の複合材を複数枚接合して形成される地中構造物隔壁用のセグメントの製造方法において、前記本体部の長手方向の端部にある角部に対して面取りを施し、前記セグメントの長手方向の端面位置とその端面に直交する継手面の位置とを規定する接合部用定規に合わせて前記本体部を設置し、前記隔壁の内側面及び外側面となる側面鋼板を接着剤によって接合するとともに前記端部を厚さ方向に貫通させた接合ボルトの両端を前記側面鋼板のそれぞれに定着させ、前記両側の側面鋼板の側縁間に配設された鋼板を前記角部と対向する位置で溶接することによって前記側面鋼板に溶着させて前記端部を囲繞する箱型の外殻部を形成し、前記外殻部と前記端部の隙間に充填材を充填することを特徴とする。
【0010】
ここで、前記接合部用定規の前記端面位置と前記継手面位置とに前記外殻部を構成する鋼板を設置し、それらの鋼板に対して位置合わせをしながら前記本体部を設置することができる。
【0011】
また、前記充填材は、前記外殻部の端面に他のセグメントを接合させるために設けられたボルト孔から注入すればよい。
【発明の効果】
【0012】
このように構成された本発明の地中構造物隔壁用のセグメントは、鋼製の外殻部を形成するために溶着をおこなう位置の本体部の角部が面取りされている。
【0013】
この結果、外殻部を構成する鋼板間を溶接する部分と角部との間に隙間が確保されることになるため、溶接時の熱で接着剤などが溶け出して溶接不良を起こすことがない。
【0014】
また、本発明の地中構造物隔壁用のセグメントの製造方法は、接合部用定規に合わせて本体部を設置し、その本体部の端部を囲繞する外殻部を形成する。
【0015】
このため、本体部の製作精度が高くない場合でも、前記接合部用定規に合わせることでセグメントの接合部を高精度に製作することができる。
【0016】
また、外殻部と本体部の端部の隙間に充填材を充填することで、最終的に隙間のない本体部と外殻部とが一体化された強固な接合部とすることができる。
【0017】
さらに、接合部用定規に予め外殻部を構成する鋼板の一部を設置しておくことで、接合部用定規上ですべての鋼板を本体部に接合することができ、移動によるずれがなく精度の高い外殻部が製作できるとともに作業性に優れている。
【0018】
また、充填材は、他のセグメントとの接合用に設けられたボルト孔から注入するようにすれば、別途、充填材の注入孔を設ける必要がない。
【発明を実施するための最良の形態】
【0019】
以下、本発明の最良の実施の形態について図面を参照して説明する。
【0020】
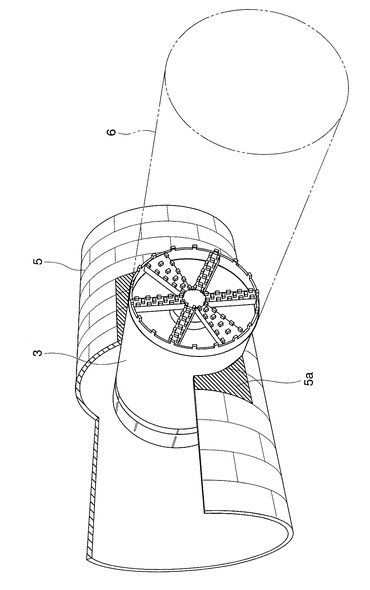
本実施の形態の地中構造物隔壁用のセグメントは、図7に示すように地中構造物として構築されたトンネル5の切削部5aに配置される。すなわち、トンネル5の内部に配置されたトンネル掘削機3は、この切削部5aを前面のカッタビットで切削して新たに分岐トンネル6を構築する。
【0021】
本実施の形態では、図8のトンネル5周方向の断面図に示すように、継手ボルト14を介して一般部セグメント7に接合される切削用セグメント8について説明をおこなう。
【0022】
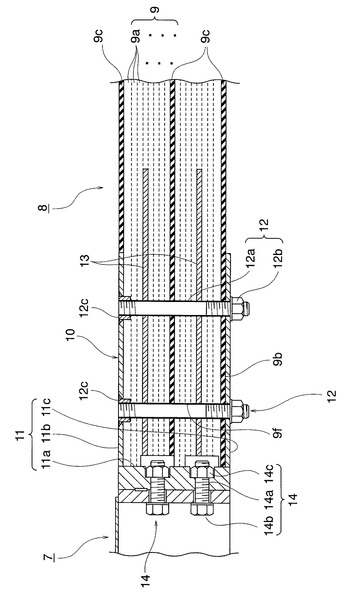
この継手ボルト14は、外殻部11の端面板11aと一般部セグメント7の端面を貫通するように設けられたボルト孔14aと、端面板11aに埋設されたナット部14cと、ボルト部14bとによって構成され、一般部セグメント7側からボルト部14bを挿入して螺合することで、一般部セグメント7と切削用セグメント8とを接合させる。
【0023】
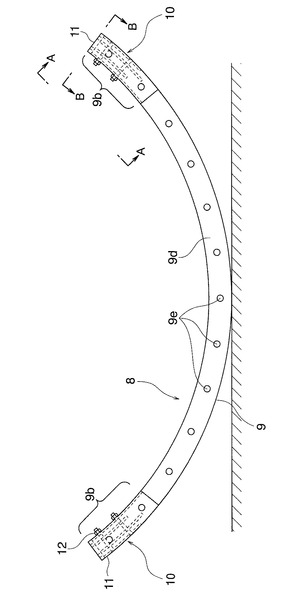
この切削用セグメント8は、切削可能な材料によって形成される本体部9と、その長手方向(湾曲方向)の両端部に設けられる接合部10,10とから構成される(図4参照)。
【0024】
この本体部9は、図8に示すように、樹脂材料を無機繊維で補強した板状の複合材9a,・・・を複数枚接合してアーチ状に形成される。
【0025】
この複合材9aには、例えば硬質ウレタン樹脂からなる熱硬化性樹脂発泡体を無機繊維としてのガラス長繊維で補強した材料が使用される。このような材料には、例えばエスロンネオランバーFFU(積水化学工業株式会社製)を挙げることができる。また、複合材9a,・・・間は、エポキシ樹脂系接着剤、ウレタン樹脂系接着剤、アクリル樹脂系接着剤などの樹脂系の接着剤によって接合される。
【0026】
さらに、本体部9の外周は、補強層としてのFRP層9cによって被覆され、本体部9の厚み方向の中央部にも図8に示すようにFRP層9cが設けられている。
【0027】
このFRP層9cは、ポリエステル樹脂またはエポキシ樹脂等の樹脂をマットまたはクロス等の繊維材料で補強した部材であって、この繊維材料としては、ガラス繊維、カーボン繊維、アラミド繊維などが使用される。
【0028】
複合材9aは、ガラス長繊維の延伸方向、すなわち本体部9の長手方向の強度が他の方向の強度に比べて卓越しているので、FRP層9cを設けることによって本体部9の長手方向以外の方向の強度を上げることができる。
【0029】
そして、本体部9のトンネル5延伸方向の継手面9dには、図4に示すように長手方向に間隔を置いて継手ピン(図示せず)が挿入可能な差込み穴部9e,・・・が形成される。
【0030】
また、この本体部9の長手方向両側の端部9b,9bに設けられる接合部10,10は、図4〜6に示すように、端部9bを囲繞する箱型に形成された鋼製の外殻部11と、図8に示すように端部9bの複合材9a,9aの間に配置されてそれらと接合される補強板13と、補強板13を厚さ方向(湾曲の内外径方向)に貫通して外殻部11の内側面板11cと外側面板11bに両端が定着される接合ボルト12と、外殻部11と端部9bの隙間に充填される充填材(図示せず)とによって主に構成される。
【0031】
すなわち、本体部9の端部9bには、二枚の補強板13,13が複合材9a,・・・に挟まれるようにして配置され、両者は前記樹脂系接着剤によって接合されている。
【0032】
またこの端部9bには、接合ボルト12のボルト部12aを挿通させるための貫通孔9fが、湾曲の内外径方向に貫通して複数設けられている(図1,8参照)。
【0033】
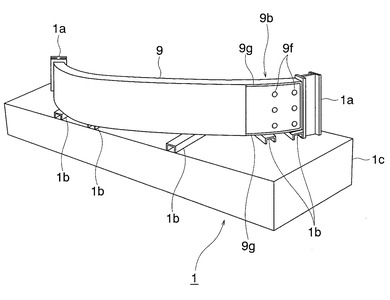
さらに、この端部9bの角部は、図1〜3に示すように面取りが施されて面取部9g,・・・が形成されている。
【0034】
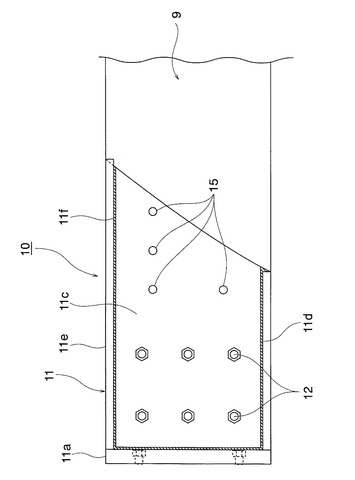
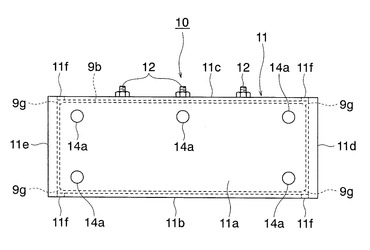
そして、この端部9bを収容させる外殻部11は、トンネル5の外側面となる側面鋼板としての外側面板11bと、内側面となる側面鋼板としての内側面板11cと、外側面板11bと内側面板11cの側縁間に配設される鋼板としての継手面板11d,11e(図6参照)と、端面となる鋼板としての端面板11aとによって五面が囲まれた箱型に形成される。
【0035】
次に、本実施の形態の地中構造物隔壁用のセグメントの製造方法について説明する。
【0036】
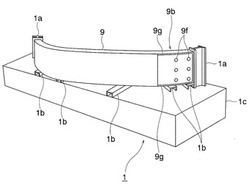
本実施の形態の切削用セグメント8の製造に使用する接合部用定規1は、図1に示すように上面が水平になるように設置された架台1cの上に、2つの端面側定規1a,1aと複数の継手面側定規1b,・・・とを固定することによって構成される。
【0037】
この端面側定規1aは、切削用セグメント8の長手方向の端面位置を規定するために設置されるもので、例えばH型鋼材のフランジ面が使用される。すなわち、2つの端面側定規1a,1aを、切削用セグメント8の長手方向の両端面となる正確な位置に合わせて架台1c上に固定する。
【0038】
そして、この端面側定規1a,1a間にアーチ状に間隔を置いて、複数の断面視コ字型の溝型鋼材を継手面側定規1b,・・・として設置する。この継手面側定規1b,・・・は、切削用セグメント8のトンネル延伸方向の継手面を規定する高さに合わせて設置される。
【0039】
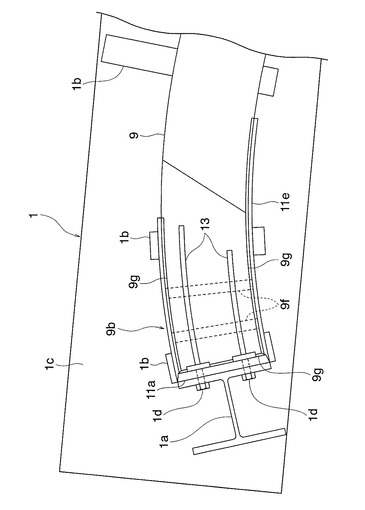
この接合部用定規1に設置する切削用セグメント8の本体部9は、熱硬化性樹脂発泡体をガラス長繊維で補強した複合材9a,・・・を複数枚接合して予めアーチ状に形成されている。また、図2に示すような本体部9の端部9bの補強板13,13は、本体部9の製作時に配置される。
【0040】
さらに本体部9の端部9bは、外殻部11の外側面板11bを設置する厚さ分だけ外側面側が切削されるとともに、継手面板11d,11eを設置する厚さ分だけ継手面側が切削される。
【0041】
また、端部9bの外側面と継手面の角部、内側面と継手面の角部、外側面及び内側面と端面の角部、端面と継手面の角部に対しては、面取りが施されて面取部9g,・・・が形成されている(図1〜3,6参照)。
【0042】
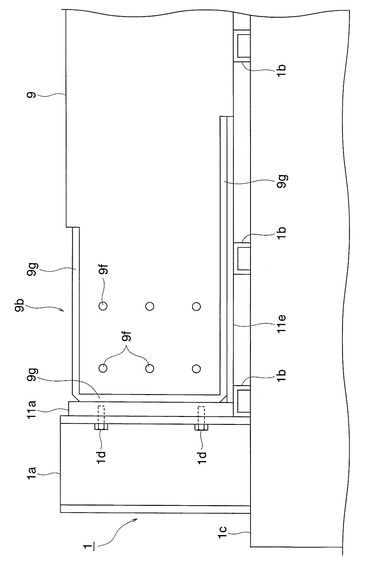
そして、この本体部9を接合部用定規1に設置する前に、接合部用定規1の端面側定規1aに、図2,3に示すように仮止めボルト1d,・・・によって外殻部11の端面板11aを固定する。また、接合部用定規1に設置した際に下面となる継手面側の継手面板11eは、継手面側定規1b,・・・上の正確な位置に合わせて固定しておく。
【0043】
このような状態にした接合部用定規1に、図1に示すように一方の継手面9dを下に向けた本体部9を設置する。この本体部9は、例えば10mm程度の許容誤差で端部9bを小さめに製作しているので、接合部用定規1に固定した端面板11aや継手面板11eの内側面と本体部9の端部9bとの間には隙間が開く場合もある。
【0044】
また、このように本体部9に製作誤差があったとしても、接合部用定規1に合わせて正確な位置に本体部9を設置することで許容誤差1mm程度の高精度で切削用セグメント8を製作することができる。
【0045】
そして、端部9bの外側面及び内側面にエポキシ樹脂系接着剤、ウレタン樹脂系接着剤、アクリル樹脂系接着剤などの樹脂系の接着剤を塗布するとともに、外側面板11b、内側面板11cにも接着剤を塗布して端部9bの所定の位置に貼り付ける。
【0046】
また、内側面板11c側から本体部9の貫通孔9f,・・・に接合ボルト12のボルト部12a,・・・を挿通し、その先端を外側面板11bに固定した埋設ナット部12cに螺合して一端を定着させる(図8参照)。
【0047】
さらに、ボルト部12a,・・・の内側面板11cから突出した部分にナット部12bを螺合して他端を内側面板11cに定着させる。このように接合ボルト12で締め付けることによって外側面板11bと内側面板11cに挟まれた端部9bが支圧されるため、各層間の接合が強められると共に端部9bと外殻部11は強固に一体化される。
【0048】
続いて、上面となった端部9bの継手面に継手面板11dを樹脂系の接着剤で接合すると、端部9bを囲繞する箱型の外殻部11の外形が形成されることになる。
【0049】
この外殻部11を構成する端面板11a、外側面板11b、内側面板11c、継手面板11d,11eは、それぞれ接着剤によって本体部9の端部9bに接合されているだけなので、各鋼板の側縁間を図5,6に示すように溶接11fによって溶着させる。
【0050】
この溶接11fをおこなう位置に対向する端部9bの角部は、面取部9g,・・・が形成されているので、図6に示すように面取部9g,・・・と溶接11fとの間に隙間が開いている。
【0051】
すなわち、溶接11fを行なう位置の鋼板には、接着剤や本体部9が接していないので、溶接の熱によって接着剤などが気化して溶接不良を起こすようなことがなく、良好に溶接11fをおこなうことができる。
【0052】
このようにして本体部9の端部9bの正確な位置に外殻部11を形成した後に、本体部9を接合部用定規1の上から撤去して、図4に示すように本体部9の外側面側が下面となる向きにして設置する。
【0053】
そして、外殻部11と本体部9の隙間が外観から確認できる箇所はテープ(図示せず)などによってシールし、他のセグメントとの接続用の継手ボルト14を挿入するために外殻部11に設けられたボルト孔14a,・・・や継手ピン用の孔やエントランス止水部(図示せず)を取り付けるために使用する取付孔15,・・・は、後述する充填材を充填する孔や空気抜き用の孔を除いてボルトなどで栓をしておく。
【0054】
このように充填材の漏出防止処理をおこなった後に、外殻部11と面取部9g,・・・との隙間やその他の外殻部11と端部9bとの隙間に充填材を充填する。
【0055】
この充填材としては、例えば一次注入時にはエポキシ樹脂系接着剤などを注入し、その後、湿気硬化型など常温で硬化可能な硬質発泡ウレタンなどを注入して残りの隙間を埋める。
【0056】
次に、本実施の形態の作用について説明する。
【0057】
このように構成された切削用セグメント8は、鋼製の外殻部11を形成するために溶接11fをおこなう位置の本体部9の角部に面取部9gが形成されている。
【0058】
この結果、外殻部11を構成する鋼板11a,11b,11c,11d,11e間を溶接11fする部分と面取部9g,・・・との間に隙間が確保されることになるため、溶接時の熱で接着剤などが溶け出して溶接不良を起こすことがない。
【0059】
また、切削用セグメント8の本体部9の長手方向の端部9bに接合部10が設けられ、その接合部10は、箱型に形成された外殻部11と、端部9bの複合材9a,・・・の間に配置されてそれらと接合される補強板13,13と、それらの補強板13,13を厚さ方向に貫通して外殻部11の内側面板11cと外側面板11bに定着される接合ボルト12,・・・と、外殻部11と端部9bの隙間を埋める充填材とによって構成される。
【0060】
そして、隣接する一般部セグメント7から外殻部11の端面板11aに伝達される応力は、外殻部11の内側面板11c及び外側面板11bを経て接合ボルト12,・・・に伝達され、この接合ボルト12,・・・を介して補強板13,13及び複合材9a,・・・に伝達された後に本体部9の中央側に伝達される。また、同様の伝達機構によって本体部9に作用する力を一般部セグメント7に伝達させることができる。
【0061】
このように端部9bと外殻部11が接合ボルト12によって一体化されて、外殻部11から本体部9へと徐々に剛性が変化するため、一般部セグメント7と切削用セグメント8という剛性の異なる部材間で滑らかに応力伝達をおこなうことができ、応力集中によって接合部10に破壊を生じさせることがない。
【0062】
また、本実施の形態の切削用セグメント8の製造方法は、接合部用定規1に合わせて本体部9を設置し、その本体部9の端部9bを囲繞する外殻部11を形成する。
【0063】
このため、本体部9の製作精度が高くない場合でも、接合部用定規1に合わせることで切削用セグメント8の接合部10を高精度に製作することができる。
【0064】
すなわち、トンネル5の円周方向の接合は、トンネル5の隔壁がリングによって土圧や地下水圧等の荷重を受けることになるので、接合部10を高精度に製作して強固な接合とする必要がある。
【0065】
また、外殻部11と面取部9gとの隙間などに充填材を充填することで、最終的に隙間のない本体部9と外殻部11とが一体化された強固な接合部10とすることができる。
【0066】
さらに、接合部用定規1に予め外殻部11の一部を構成する端面板11aと継手面板11eとを設置しておくことで、接合部用定規1上ですべての鋼板11a〜11eを本体部9の端部9bに接合することができるため、接合部用定規1に合わせて外殻部11を高精度で製作できるとともに作業性に優れている。
【0067】
また、充填材は、他のセグメントとの接合用に設けられたボルト孔14aから注入するようにすれば、別途、充填材の注入孔を設ける必要がない。
【0068】
以上、図面を参照して、本発明の最良の実施の形態を詳述してきたが、具体的な構成は、この実施の形態に限らず、本発明の要旨を逸脱しない程度の設計的変更は、本発明に含まれる。
【0069】
例えば、前記実施の形態では、円筒形のトンネル5の隔壁の一部を構成する曲面状の切削用セグメント8について説明したが、これに限定されるものではなく、例えば矩形トンネルや多角形断面の立坑などの多角柱状の地中構造物の隔壁の一部を構成する平板状のセグメントであってもよい。
【0070】
また、前記実施の形態では、外殻部11の五面すべてが別体の鋼板11a〜11eによって形成されていたが、これに限定されるものではなく、例えば端面板11aと継手面板11eとがL字状に一体になった鋼材であってもよい。
【図面の簡単な説明】
【0071】
【図1】本発明の最良の実施の形態の切削用セグメントの製造方法に使用する接合部用定規の構成を説明する斜視図である。
【図2】接合部用定規上に本体部を設置した状態での端面側定規周辺の構成を説明する平面図である。
【図3】接合部用定規上に本体部を設置した状態での端面側定規周辺の構成を説明する側面図である。
【図4】切削用セグメントの全体構成の概略を説明する側面図である。
【図5】図4のA−A線方向から見た平面図である。
【図6】図4のB−B線方向から見た端面図である。
【図7】トンネルの切削部からトンネル掘削機を発進させる状態を説明する切断斜視図である。
【図8】切削用セグメントの接合部の構成を説明する断面図である。
【符号の説明】
【0072】
1 接合部用定規
1a 端面側定規
1b 継手面側定規
5 トンネル(地中構造物)
8 切削用セグメント(セグメント)
9 本体部
9a 複合材
9b 端部
9d 継手面
9g 面取部
10 接合部
11 外殻部
11a 端面板(鋼板)
11b 外側面板(側面鋼板)
11c 内側面板(側面鋼板)
11d 継手面板(鋼板)
11e 継手面板(鋼板)
11f 溶接
12 接合ボルト
13 補強板
14a ボルト孔
【技術分野】
【0001】
本発明は、トンネルや立坑等の地中構造物の隔壁の一部を構成するセグメントであって、トンネル掘削機によって切削可能な材料によって形成される地中構造物隔壁用のセグメント及びその製造方法に関するものである。
【背景技術】
【0002】
従来、トンネルの内部からトンネル掘削機を発進させて新たに分岐トンネルを構築する工法が知られている(特許文献1等参照)。
【0003】
このようなトンネルは、掘削された地中に円弧状のセグメントを複数使用して組み立てられたリングを、掘進方向に順次接続していくことで構築される。
【0004】
そして、この構築されたトンネルの隔壁の一部を切削して分岐トンネルが構築される。
【0005】
特許文献1では、このトンネル掘削機によって切削されるセグメントの切削部が、硬質ウレタン樹脂等の切削し易い材料によって成形されている。
【特許文献1】特開2003−56290号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
一方、切削をおこなわない一般部のセグメントは、鉄筋コンクリートや鋼材などで製作されており、切削部を有するセグメントの長手方向の端部には材質が異なる一般部のセグメントに接合するための鋼製の接合部が設けられる。
【0007】
そこで、本発明は、他のセグメントとの応力の伝達機能に優れた接合部が高精度で製作された地中構造物隔壁用のセグメント及びその製造方法を提供することを目的としている。
【課題を解決するための手段】
【0008】
前記目的を達成するために、本発明の地中構造物隔壁用のセグメントは、地中に構築される隔壁の一部を構成する地中構造物隔壁用のセグメントであって、その本体部は樹脂材料を無機繊維で補強した板状の複合材を複数枚接合して形成され、前記本体部の長手方向の端部に設けられる接合部は、前記複合材の間に配置されてそれらと接合される補強板と、前記本体部の角部が面取りされた部分を囲繞するように複数の鋼板を配設して鋼板間を前記角部と対向する位置で溶着することによって箱型に形成される外殻部と、前記補強板を厚さ方向に貫通して前記外殻部に両端が定着される接合ボルトと、前記外殻部と前記端部の隙間に充填される充填材とによって構成されることを特徴とする。
【0009】
また、本発明の地中構造物隔壁用のセグメントの製造方法は、地中に構築される隔壁の一部を構成する部材であってその本体部が樹脂材料を無機繊維で補強した板状の複合材を複数枚接合して形成される地中構造物隔壁用のセグメントの製造方法において、前記本体部の長手方向の端部にある角部に対して面取りを施し、前記セグメントの長手方向の端面位置とその端面に直交する継手面の位置とを規定する接合部用定規に合わせて前記本体部を設置し、前記隔壁の内側面及び外側面となる側面鋼板を接着剤によって接合するとともに前記端部を厚さ方向に貫通させた接合ボルトの両端を前記側面鋼板のそれぞれに定着させ、前記両側の側面鋼板の側縁間に配設された鋼板を前記角部と対向する位置で溶接することによって前記側面鋼板に溶着させて前記端部を囲繞する箱型の外殻部を形成し、前記外殻部と前記端部の隙間に充填材を充填することを特徴とする。
【0010】
ここで、前記接合部用定規の前記端面位置と前記継手面位置とに前記外殻部を構成する鋼板を設置し、それらの鋼板に対して位置合わせをしながら前記本体部を設置することができる。
【0011】
また、前記充填材は、前記外殻部の端面に他のセグメントを接合させるために設けられたボルト孔から注入すればよい。
【発明の効果】
【0012】
このように構成された本発明の地中構造物隔壁用のセグメントは、鋼製の外殻部を形成するために溶着をおこなう位置の本体部の角部が面取りされている。
【0013】
この結果、外殻部を構成する鋼板間を溶接する部分と角部との間に隙間が確保されることになるため、溶接時の熱で接着剤などが溶け出して溶接不良を起こすことがない。
【0014】
また、本発明の地中構造物隔壁用のセグメントの製造方法は、接合部用定規に合わせて本体部を設置し、その本体部の端部を囲繞する外殻部を形成する。
【0015】
このため、本体部の製作精度が高くない場合でも、前記接合部用定規に合わせることでセグメントの接合部を高精度に製作することができる。
【0016】
また、外殻部と本体部の端部の隙間に充填材を充填することで、最終的に隙間のない本体部と外殻部とが一体化された強固な接合部とすることができる。
【0017】
さらに、接合部用定規に予め外殻部を構成する鋼板の一部を設置しておくことで、接合部用定規上ですべての鋼板を本体部に接合することができ、移動によるずれがなく精度の高い外殻部が製作できるとともに作業性に優れている。
【0018】
また、充填材は、他のセグメントとの接合用に設けられたボルト孔から注入するようにすれば、別途、充填材の注入孔を設ける必要がない。
【発明を実施するための最良の形態】
【0019】
以下、本発明の最良の実施の形態について図面を参照して説明する。
【0020】
本実施の形態の地中構造物隔壁用のセグメントは、図7に示すように地中構造物として構築されたトンネル5の切削部5aに配置される。すなわち、トンネル5の内部に配置されたトンネル掘削機3は、この切削部5aを前面のカッタビットで切削して新たに分岐トンネル6を構築する。
【0021】
本実施の形態では、図8のトンネル5周方向の断面図に示すように、継手ボルト14を介して一般部セグメント7に接合される切削用セグメント8について説明をおこなう。
【0022】
この継手ボルト14は、外殻部11の端面板11aと一般部セグメント7の端面を貫通するように設けられたボルト孔14aと、端面板11aに埋設されたナット部14cと、ボルト部14bとによって構成され、一般部セグメント7側からボルト部14bを挿入して螺合することで、一般部セグメント7と切削用セグメント8とを接合させる。
【0023】
この切削用セグメント8は、切削可能な材料によって形成される本体部9と、その長手方向(湾曲方向)の両端部に設けられる接合部10,10とから構成される(図4参照)。
【0024】
この本体部9は、図8に示すように、樹脂材料を無機繊維で補強した板状の複合材9a,・・・を複数枚接合してアーチ状に形成される。
【0025】
この複合材9aには、例えば硬質ウレタン樹脂からなる熱硬化性樹脂発泡体を無機繊維としてのガラス長繊維で補強した材料が使用される。このような材料には、例えばエスロンネオランバーFFU(積水化学工業株式会社製)を挙げることができる。また、複合材9a,・・・間は、エポキシ樹脂系接着剤、ウレタン樹脂系接着剤、アクリル樹脂系接着剤などの樹脂系の接着剤によって接合される。
【0026】
さらに、本体部9の外周は、補強層としてのFRP層9cによって被覆され、本体部9の厚み方向の中央部にも図8に示すようにFRP層9cが設けられている。
【0027】
このFRP層9cは、ポリエステル樹脂またはエポキシ樹脂等の樹脂をマットまたはクロス等の繊維材料で補強した部材であって、この繊維材料としては、ガラス繊維、カーボン繊維、アラミド繊維などが使用される。
【0028】
複合材9aは、ガラス長繊維の延伸方向、すなわち本体部9の長手方向の強度が他の方向の強度に比べて卓越しているので、FRP層9cを設けることによって本体部9の長手方向以外の方向の強度を上げることができる。
【0029】
そして、本体部9のトンネル5延伸方向の継手面9dには、図4に示すように長手方向に間隔を置いて継手ピン(図示せず)が挿入可能な差込み穴部9e,・・・が形成される。
【0030】
また、この本体部9の長手方向両側の端部9b,9bに設けられる接合部10,10は、図4〜6に示すように、端部9bを囲繞する箱型に形成された鋼製の外殻部11と、図8に示すように端部9bの複合材9a,9aの間に配置されてそれらと接合される補強板13と、補強板13を厚さ方向(湾曲の内外径方向)に貫通して外殻部11の内側面板11cと外側面板11bに両端が定着される接合ボルト12と、外殻部11と端部9bの隙間に充填される充填材(図示せず)とによって主に構成される。
【0031】
すなわち、本体部9の端部9bには、二枚の補強板13,13が複合材9a,・・・に挟まれるようにして配置され、両者は前記樹脂系接着剤によって接合されている。
【0032】
またこの端部9bには、接合ボルト12のボルト部12aを挿通させるための貫通孔9fが、湾曲の内外径方向に貫通して複数設けられている(図1,8参照)。
【0033】
さらに、この端部9bの角部は、図1〜3に示すように面取りが施されて面取部9g,・・・が形成されている。
【0034】
そして、この端部9bを収容させる外殻部11は、トンネル5の外側面となる側面鋼板としての外側面板11bと、内側面となる側面鋼板としての内側面板11cと、外側面板11bと内側面板11cの側縁間に配設される鋼板としての継手面板11d,11e(図6参照)と、端面となる鋼板としての端面板11aとによって五面が囲まれた箱型に形成される。
【0035】
次に、本実施の形態の地中構造物隔壁用のセグメントの製造方法について説明する。
【0036】
本実施の形態の切削用セグメント8の製造に使用する接合部用定規1は、図1に示すように上面が水平になるように設置された架台1cの上に、2つの端面側定規1a,1aと複数の継手面側定規1b,・・・とを固定することによって構成される。
【0037】
この端面側定規1aは、切削用セグメント8の長手方向の端面位置を規定するために設置されるもので、例えばH型鋼材のフランジ面が使用される。すなわち、2つの端面側定規1a,1aを、切削用セグメント8の長手方向の両端面となる正確な位置に合わせて架台1c上に固定する。
【0038】
そして、この端面側定規1a,1a間にアーチ状に間隔を置いて、複数の断面視コ字型の溝型鋼材を継手面側定規1b,・・・として設置する。この継手面側定規1b,・・・は、切削用セグメント8のトンネル延伸方向の継手面を規定する高さに合わせて設置される。
【0039】
この接合部用定規1に設置する切削用セグメント8の本体部9は、熱硬化性樹脂発泡体をガラス長繊維で補強した複合材9a,・・・を複数枚接合して予めアーチ状に形成されている。また、図2に示すような本体部9の端部9bの補強板13,13は、本体部9の製作時に配置される。
【0040】
さらに本体部9の端部9bは、外殻部11の外側面板11bを設置する厚さ分だけ外側面側が切削されるとともに、継手面板11d,11eを設置する厚さ分だけ継手面側が切削される。
【0041】
また、端部9bの外側面と継手面の角部、内側面と継手面の角部、外側面及び内側面と端面の角部、端面と継手面の角部に対しては、面取りが施されて面取部9g,・・・が形成されている(図1〜3,6参照)。
【0042】
そして、この本体部9を接合部用定規1に設置する前に、接合部用定規1の端面側定規1aに、図2,3に示すように仮止めボルト1d,・・・によって外殻部11の端面板11aを固定する。また、接合部用定規1に設置した際に下面となる継手面側の継手面板11eは、継手面側定規1b,・・・上の正確な位置に合わせて固定しておく。
【0043】
このような状態にした接合部用定規1に、図1に示すように一方の継手面9dを下に向けた本体部9を設置する。この本体部9は、例えば10mm程度の許容誤差で端部9bを小さめに製作しているので、接合部用定規1に固定した端面板11aや継手面板11eの内側面と本体部9の端部9bとの間には隙間が開く場合もある。
【0044】
また、このように本体部9に製作誤差があったとしても、接合部用定規1に合わせて正確な位置に本体部9を設置することで許容誤差1mm程度の高精度で切削用セグメント8を製作することができる。
【0045】
そして、端部9bの外側面及び内側面にエポキシ樹脂系接着剤、ウレタン樹脂系接着剤、アクリル樹脂系接着剤などの樹脂系の接着剤を塗布するとともに、外側面板11b、内側面板11cにも接着剤を塗布して端部9bの所定の位置に貼り付ける。
【0046】
また、内側面板11c側から本体部9の貫通孔9f,・・・に接合ボルト12のボルト部12a,・・・を挿通し、その先端を外側面板11bに固定した埋設ナット部12cに螺合して一端を定着させる(図8参照)。
【0047】
さらに、ボルト部12a,・・・の内側面板11cから突出した部分にナット部12bを螺合して他端を内側面板11cに定着させる。このように接合ボルト12で締め付けることによって外側面板11bと内側面板11cに挟まれた端部9bが支圧されるため、各層間の接合が強められると共に端部9bと外殻部11は強固に一体化される。
【0048】
続いて、上面となった端部9bの継手面に継手面板11dを樹脂系の接着剤で接合すると、端部9bを囲繞する箱型の外殻部11の外形が形成されることになる。
【0049】
この外殻部11を構成する端面板11a、外側面板11b、内側面板11c、継手面板11d,11eは、それぞれ接着剤によって本体部9の端部9bに接合されているだけなので、各鋼板の側縁間を図5,6に示すように溶接11fによって溶着させる。
【0050】
この溶接11fをおこなう位置に対向する端部9bの角部は、面取部9g,・・・が形成されているので、図6に示すように面取部9g,・・・と溶接11fとの間に隙間が開いている。
【0051】
すなわち、溶接11fを行なう位置の鋼板には、接着剤や本体部9が接していないので、溶接の熱によって接着剤などが気化して溶接不良を起こすようなことがなく、良好に溶接11fをおこなうことができる。
【0052】
このようにして本体部9の端部9bの正確な位置に外殻部11を形成した後に、本体部9を接合部用定規1の上から撤去して、図4に示すように本体部9の外側面側が下面となる向きにして設置する。
【0053】
そして、外殻部11と本体部9の隙間が外観から確認できる箇所はテープ(図示せず)などによってシールし、他のセグメントとの接続用の継手ボルト14を挿入するために外殻部11に設けられたボルト孔14a,・・・や継手ピン用の孔やエントランス止水部(図示せず)を取り付けるために使用する取付孔15,・・・は、後述する充填材を充填する孔や空気抜き用の孔を除いてボルトなどで栓をしておく。
【0054】
このように充填材の漏出防止処理をおこなった後に、外殻部11と面取部9g,・・・との隙間やその他の外殻部11と端部9bとの隙間に充填材を充填する。
【0055】
この充填材としては、例えば一次注入時にはエポキシ樹脂系接着剤などを注入し、その後、湿気硬化型など常温で硬化可能な硬質発泡ウレタンなどを注入して残りの隙間を埋める。
【0056】
次に、本実施の形態の作用について説明する。
【0057】
このように構成された切削用セグメント8は、鋼製の外殻部11を形成するために溶接11fをおこなう位置の本体部9の角部に面取部9gが形成されている。
【0058】
この結果、外殻部11を構成する鋼板11a,11b,11c,11d,11e間を溶接11fする部分と面取部9g,・・・との間に隙間が確保されることになるため、溶接時の熱で接着剤などが溶け出して溶接不良を起こすことがない。
【0059】
また、切削用セグメント8の本体部9の長手方向の端部9bに接合部10が設けられ、その接合部10は、箱型に形成された外殻部11と、端部9bの複合材9a,・・・の間に配置されてそれらと接合される補強板13,13と、それらの補強板13,13を厚さ方向に貫通して外殻部11の内側面板11cと外側面板11bに定着される接合ボルト12,・・・と、外殻部11と端部9bの隙間を埋める充填材とによって構成される。
【0060】
そして、隣接する一般部セグメント7から外殻部11の端面板11aに伝達される応力は、外殻部11の内側面板11c及び外側面板11bを経て接合ボルト12,・・・に伝達され、この接合ボルト12,・・・を介して補強板13,13及び複合材9a,・・・に伝達された後に本体部9の中央側に伝達される。また、同様の伝達機構によって本体部9に作用する力を一般部セグメント7に伝達させることができる。
【0061】
このように端部9bと外殻部11が接合ボルト12によって一体化されて、外殻部11から本体部9へと徐々に剛性が変化するため、一般部セグメント7と切削用セグメント8という剛性の異なる部材間で滑らかに応力伝達をおこなうことができ、応力集中によって接合部10に破壊を生じさせることがない。
【0062】
また、本実施の形態の切削用セグメント8の製造方法は、接合部用定規1に合わせて本体部9を設置し、その本体部9の端部9bを囲繞する外殻部11を形成する。
【0063】
このため、本体部9の製作精度が高くない場合でも、接合部用定規1に合わせることで切削用セグメント8の接合部10を高精度に製作することができる。
【0064】
すなわち、トンネル5の円周方向の接合は、トンネル5の隔壁がリングによって土圧や地下水圧等の荷重を受けることになるので、接合部10を高精度に製作して強固な接合とする必要がある。
【0065】
また、外殻部11と面取部9gとの隙間などに充填材を充填することで、最終的に隙間のない本体部9と外殻部11とが一体化された強固な接合部10とすることができる。
【0066】
さらに、接合部用定規1に予め外殻部11の一部を構成する端面板11aと継手面板11eとを設置しておくことで、接合部用定規1上ですべての鋼板11a〜11eを本体部9の端部9bに接合することができるため、接合部用定規1に合わせて外殻部11を高精度で製作できるとともに作業性に優れている。
【0067】
また、充填材は、他のセグメントとの接合用に設けられたボルト孔14aから注入するようにすれば、別途、充填材の注入孔を設ける必要がない。
【0068】
以上、図面を参照して、本発明の最良の実施の形態を詳述してきたが、具体的な構成は、この実施の形態に限らず、本発明の要旨を逸脱しない程度の設計的変更は、本発明に含まれる。
【0069】
例えば、前記実施の形態では、円筒形のトンネル5の隔壁の一部を構成する曲面状の切削用セグメント8について説明したが、これに限定されるものではなく、例えば矩形トンネルや多角形断面の立坑などの多角柱状の地中構造物の隔壁の一部を構成する平板状のセグメントであってもよい。
【0070】
また、前記実施の形態では、外殻部11の五面すべてが別体の鋼板11a〜11eによって形成されていたが、これに限定されるものではなく、例えば端面板11aと継手面板11eとがL字状に一体になった鋼材であってもよい。
【図面の簡単な説明】
【0071】
【図1】本発明の最良の実施の形態の切削用セグメントの製造方法に使用する接合部用定規の構成を説明する斜視図である。
【図2】接合部用定規上に本体部を設置した状態での端面側定規周辺の構成を説明する平面図である。
【図3】接合部用定規上に本体部を設置した状態での端面側定規周辺の構成を説明する側面図である。
【図4】切削用セグメントの全体構成の概略を説明する側面図である。
【図5】図4のA−A線方向から見た平面図である。
【図6】図4のB−B線方向から見た端面図である。
【図7】トンネルの切削部からトンネル掘削機を発進させる状態を説明する切断斜視図である。
【図8】切削用セグメントの接合部の構成を説明する断面図である。
【符号の説明】
【0072】
1 接合部用定規
1a 端面側定規
1b 継手面側定規
5 トンネル(地中構造物)
8 切削用セグメント(セグメント)
9 本体部
9a 複合材
9b 端部
9d 継手面
9g 面取部
10 接合部
11 外殻部
11a 端面板(鋼板)
11b 外側面板(側面鋼板)
11c 内側面板(側面鋼板)
11d 継手面板(鋼板)
11e 継手面板(鋼板)
11f 溶接
12 接合ボルト
13 補強板
14a ボルト孔
【特許請求の範囲】
【請求項1】
地中に構築される隔壁の一部を構成する地中構造物隔壁用のセグメントであって、その本体部は樹脂材料を無機繊維で補強した板状の複合材を複数枚接合して形成され、前記本体部の長手方向の端部に設けられる接合部は、前記複合材の間に配置されてそれらと接合される補強板と、前記本体部の角部が面取りされた部分を囲繞するように複数の鋼板を配設して鋼板間を前記角部と対向する位置で溶着することによって箱型に形成される外殻部と、前記補強板を厚さ方向に貫通して前記外殻部に両端が定着される接合ボルトと、前記外殻部と前記端部の隙間に充填される充填材とによって構成されることを特徴とする地中構造物隔壁用のセグメント。
【請求項2】
地中に構築される隔壁の一部を構成する部材であってその本体部が樹脂材料を無機繊維で補強した板状の複合材を複数枚接合して形成される地中構造物隔壁用のセグメントの製造方法において、
前記本体部の長手方向の端部にある角部に対して面取りを施し、前記セグメントの長手方向の端面位置とその端面に直交する継手面の位置とを規定する接合部用定規に合わせて前記本体部を設置し、前記隔壁の内側面及び外側面となる側面鋼板を接着剤によって接合するとともに前記端部を厚さ方向に貫通させた接合ボルトの両端を前記側面鋼板のそれぞれに定着させ、前記両側の側面鋼板の側縁間に配設された鋼板を前記角部と対向する位置で溶接することによって前記側面鋼板に溶着させて前記端部を囲繞する箱型の外殻部を形成し、前記外殻部と前記端部の隙間に充填材を充填することを特徴とする地中構造物隔壁用のセグメントの製造方法。
【請求項3】
前記接合部用定規の前記端面位置と前記継手面位置とに前記外殻部を構成する鋼板を設置し、それらの鋼板に対して位置合わせをしながら前記本体部を設置することを特徴とする請求項2に記載の地中構造物隔壁用のセグメントの製造方法。
【請求項4】
前記充填材は、前記外殻部の端面に他のセグメントを接合させるために設けられたボルト孔から注入することを特徴とする請求項2又は3に記載の地中構造物隔壁用のセグメントの製造方法。
【請求項1】
地中に構築される隔壁の一部を構成する地中構造物隔壁用のセグメントであって、その本体部は樹脂材料を無機繊維で補強した板状の複合材を複数枚接合して形成され、前記本体部の長手方向の端部に設けられる接合部は、前記複合材の間に配置されてそれらと接合される補強板と、前記本体部の角部が面取りされた部分を囲繞するように複数の鋼板を配設して鋼板間を前記角部と対向する位置で溶着することによって箱型に形成される外殻部と、前記補強板を厚さ方向に貫通して前記外殻部に両端が定着される接合ボルトと、前記外殻部と前記端部の隙間に充填される充填材とによって構成されることを特徴とする地中構造物隔壁用のセグメント。
【請求項2】
地中に構築される隔壁の一部を構成する部材であってその本体部が樹脂材料を無機繊維で補強した板状の複合材を複数枚接合して形成される地中構造物隔壁用のセグメントの製造方法において、
前記本体部の長手方向の端部にある角部に対して面取りを施し、前記セグメントの長手方向の端面位置とその端面に直交する継手面の位置とを規定する接合部用定規に合わせて前記本体部を設置し、前記隔壁の内側面及び外側面となる側面鋼板を接着剤によって接合するとともに前記端部を厚さ方向に貫通させた接合ボルトの両端を前記側面鋼板のそれぞれに定着させ、前記両側の側面鋼板の側縁間に配設された鋼板を前記角部と対向する位置で溶接することによって前記側面鋼板に溶着させて前記端部を囲繞する箱型の外殻部を形成し、前記外殻部と前記端部の隙間に充填材を充填することを特徴とする地中構造物隔壁用のセグメントの製造方法。
【請求項3】
前記接合部用定規の前記端面位置と前記継手面位置とに前記外殻部を構成する鋼板を設置し、それらの鋼板に対して位置合わせをしながら前記本体部を設置することを特徴とする請求項2に記載の地中構造物隔壁用のセグメントの製造方法。
【請求項4】
前記充填材は、前記外殻部の端面に他のセグメントを接合させるために設けられたボルト孔から注入することを特徴とする請求項2又は3に記載の地中構造物隔壁用のセグメントの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2007−297801(P2007−297801A)
【公開日】平成19年11月15日(2007.11.15)
【国際特許分類】
【出願番号】特願2006−125150(P2006−125150)
【出願日】平成18年4月28日(2006.4.28)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【出願人】(000198307)石川島建材工業株式会社 (139)
【Fターム(参考)】
【公開日】平成19年11月15日(2007.11.15)
【国際特許分類】
【出願日】平成18年4月28日(2006.4.28)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【出願人】(000198307)石川島建材工業株式会社 (139)
【Fターム(参考)】
[ Back to top ]