
均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】440MPa以上590MPa未満の引張強度を有し、加工性の観点から均一伸びに優れ、外板品質の観点から降伏伸びが抑制され、めっき性も良好な高強度溶融亜鉛めっき鋼板とその製造方法を提供すること。
【解決手段】C:0.06%以上0.20%以下、Si:0.50%未満、Mn:0.5%以上2.0%未満、P:0.05%以下、S:0.02%以下、Al:0.60%以上2.00%以下、N:0.004%未満、Cr:0.10%以上0.40%以下、B:0.003%以下(0%を含む)を含有し、0.8≦Mneq≦2.0かつMneq+1.3[%Al]≧2.8を満足し、フェライトを母相として第二相体積分率が15%以下であり、第二相が体積分率3%以上のマルテンサイトと体積分率3%以上の残留オーステナイトを有し、パーライトおよびベイナイトの合計体積分率がマルテンサイトおよび残留オーステナイトの体積分率以下である。
【解決手段】C:0.06%以上0.20%以下、Si:0.50%未満、Mn:0.5%以上2.0%未満、P:0.05%以下、S:0.02%以下、Al:0.60%以上2.00%以下、N:0.004%未満、Cr:0.10%以上0.40%以下、B:0.003%以下(0%を含む)を含有し、0.8≦Mneq≦2.0かつMneq+1.3[%Al]≧2.8を満足し、フェライトを母相として第二相体積分率が15%以下であり、第二相が体積分率3%以上のマルテンサイトと体積分率3%以上の残留オーステナイトを有し、パーライトおよびベイナイトの合計体積分率がマルテンサイトおよび残留オーステナイトの体積分率以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車車体や家電製品における、高い成形性とめっき性が要求されるプレス部品へ適用可能で、440MPa以上590MPa未満の引張強度を有する、均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法に関する。
【背景技術】
【0002】
近年、自動車の燃費向上の観点から車体の軽量化が強く求められている。それに加えて、車両の衝突時に乗員を保護する観点から、車両の衝突安全性の向上も求められている。このような車体の軽量化と衝突安全性の向上を同時に達成するために、車体部品への高張力鋼板適用による高強度化と薄肉化が進められている。
【0003】
しかし、鋼板の高強度化に伴って延性や深絞り性といったプレス成形性は低下するため、高い成形性が要求されるプレス部品には高張力鋼板の適用が難しい。例えば、自動車外板としてドアアウターやバックドアを例にとれば、従来は引張強度が270〜340MPa級の低強度で成形性に優れた鋼板が使用されてきた。このような部品を高強度化するには、高い成形性の維持が必要となる。成形性の一つの指標として、引張試験で評価される全伸び値が用いられる。均一伸びと局部伸びの和である全伸びが高いほど、破断までにより大きな加工を加えることが可能である。しかし、実際のプレス成形において、鋼板が均一伸びを超える変形を受けて局部伸び領域に達すると、鋼板は局部伸びをした部位に変形が集中して、集中的に板厚が減少しネッキングを生じる。そのため、ネッキング部は容易に破断しやすくプレス成形時の割れ危険部位となる。さらに、外板パネルにおいて意匠面にネッキングが発生すると表面外観が損なわれる。このような理由から、外板パネル用鋼板においては、高い均一伸びが要求される。また、従来、このような鋼板ではストレッチャーストレインの発生による外観品質の劣化も防ぐために、降伏点伸びの発生を抑制することが強く求められる。
【0004】
それと同時に、車体の長寿命化の観点から、車体部品の耐食性の確保も重要な課題であるため、車体部品への溶融亜鉛めっきの適用が進められている。このため、高張力鋼板のめっき性も重要な要求特性の一つとなっている。
【0005】
鋼板の引張強度を高強度化しつつ、延性を向上するアプローチの一つとして、軟質なフェライト相中に硬質なマルテンサイト相を分散させたDual−Phase(DP)鋼板が知られている。DP鋼板は、高強度でありながら降伏強度が低いため形状凍結性に優れ、さらに加工硬化特性に優れるため比較的高い均一伸びを示す(例えば特許文献1)。しかしながら、DP鋼板は270〜340MPa級鋼板に匹敵するような十分な加工性があるとは言い難い。
【0006】
そこで、より優れた延性を得るためのアプローチとして、軟質なフェライト相中に残留オーステナイトを生成し、変形時にオーステナイトがマルテンサイトへ変態することで高い延性、特に高い均一伸びを示す変態誘起塑性(Transformation-induced Plasticity:TRIP)効果を用いたTRIP鋼板が知られている。TRIP鋼板としては、Si添加で炭化物生成を遅延し、オーステナイトへのCの濃縮を促進してオーステナイトを安定化させたSi添加TRIP鋼が知られている(例えば特許文献2)。しかし、Si添加TRIP鋼は、Siが非常に強力な固溶強化元素であるため、残留オーステナイトの確保に必要な量のSiを含有させると引張強度が590MPa以上にならざるを得ず、TS×Elバランスには優れるが延性および均一伸びの絶対値は低い鋼板となる。事実、従来のSi添加TRIP鋼板は、冷延材において、均一伸びが24%未満である。さらに、Siは、スラブ加熱や熱延および焼鈍過程において鋼板表面に強固な酸化皮膜を形成しやすいため、スケール残りやめっきむら、不めっきといった表面欠陥の原因となる。したがって、Si添加TRIP鋼は外観品質の点でも改善が必要である。
【0007】
そこで、Siと同様にオーステナイトへのCの濃化を促進し、Siより強度上昇およびめっき性劣化の影響が少ないAlを添加したTRIP鋼板が提案されている。例えば特許文献3では、Si量を低減しAl量を1.5〜2%とし残留オーステナイトを一定量生成した鋼板において、引張強度(TS):440〜490MPa、伸び(El):36〜39%を有する延性とめっき密着性に優れた鋼板の製造方法が報告されている。しかし、この鋼板を製造するためには、最終焼鈍前に800℃で1時間程度の二相域焼鈍を施し、Mnを予め分配させておくことが不可欠であり、さらに焼鈍+めっき工程においても800℃×60秒の均熱焼鈍後に冷却し、440℃でめっき浴浸漬後に10分以下の長時間の焼鈍が必要である。すなわち、この製造方法では、めっき浸漬後に焼鈍ラインを持たない通常のCGLラインでの製造は困難であり、さらに最終焼鈍前の前熱処理が不可欠なため製造コストが大幅に増加する問題がある。また、実施例にあるように、いずれの発明鋼も、2%を超える降伏点伸びが存在し、プレス時にストレッチャーストレインを生じて外観品質が低下する。特許文献4にも、Si量を低減しAlを添加することによって残留オーステナイトを活用した高延性溶融亜鉛めっき鋼板の製造方法が記載されているが、これもCGLによる最終焼鈍前に750℃以上での焼鈍、および250〜550℃での焼戻しが必要である。
【0008】
特許文献5には、Siを含有する高Mn、高Al成分鋼において引張強度(TS):440〜490MPaで延性に優れた冷延鋼板を下地とした溶融亜鉛めっき鋼板の製造方法が提案されている。しかし、この文献に示されている鋼板は、合金化温度が常法よりも非常に高く、めっきのパウダリング性が著しく劣化し、めっき品質の点で課題がある。また、急速加熱が必要であり、既存のCGL設備にくらべて製造コストが著しく高くなるという問題がある。
【0009】
特許文献6には、高Al成分鋼において前熱処理を実施後にCGLでめっきする製造方法以外に、前熱処理を実施せずに熱延において350〜500℃の低温巻取りを行うことで、10%以上の低温変態相を含み低温変態相として80%以上のベイナイトを有する熱延組織を形成した後に、CGLにてめっきを行う、TS×Elバランスに優れた鋼板と製造方法が提案されている。しかし、この技術ではSiを一定量含有した成分系を採用しており、めっき性が十分優れるとは言い難い。
【0010】
特許文献7には、高Al成分鋼において高いElを示す鋼板の製造方法が開示されている。しかしこの鋼板の製造には、実質的に二次冷却速度で80℃/s以上の冷却能力が不可欠である。なお、本発明者らが低冷速域まで調査を行ったところ、実施例に記載の鋼板の幾つかは第二相がパーライトへと分解し、特性が大きく劣化することが明らかになった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特許第4207738号公報
【特許文献2】特開平5−255799号公報
【特許文献3】特開2001−355041号公報
【特許文献4】特許第4333352号公報
【特許文献5】特開2000−256789号公報
【特許文献6】特開2004−256836号公報
【特許文献7】特許第3569307号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
このように、440MPa以上590MPa未満の強度レベルにおいて、高い均一伸びとめっき性を有し、製造コストや合金コストの著しい増大なしに製造可能な高強度溶融亜鉛めっき鋼板およびその製造方法は、提供されているとは言い難い。
【0013】
したがって、本発明の目的は、440MPa以上590MPa未満の引張強度を有し、加工性の観点から均一伸びに優れ、外板品質の観点から降伏伸びが抑制され、めっき性も良好な高強度溶融亜鉛めっき鋼板とその製造方法を提供することにある。
【課題を解決するための手段】
【0014】
従来、高延性化のために多量の残留オーステナイトを確保すべく、多量のSi、Mnを含有する鋼が検討されてきたが、そのことが鋼板の均一伸びやめっき性を低下させる原因となっていた。本発明者らは、上記課題を解決するために鋭意研究を重ね、優れた外板品質を確保する観点から、Siを始めとする多量の合金添加をしない成分系での検討を行った。その結果、従来のTRIP鋼に勝る優れた均一伸び(U.El)を得るためには、多量のフェライト体積分率を確保して引張強度(TS)を590MPa未満に抑えながら、組織中に準安定な残留オーステナイトを微量分散させることが重要であることを見出した。さらに、鋼板の降伏伸び(YPEl)の発生を抑制するには、硬質なマルテンサイトを微量分散した複合組織とすればよく、そのためには、従来技術では開示されていない合金成分設計とそれに合わせた製造条件設定が重要であり、Mn、Cr、P、BおよびAlの含有量を適正範囲に制御するとともに、最終焼鈍における焼鈍条件を合金成分によって適正化する必要があることを見出した。
【0015】
具体的には以下の(1)〜(3)に示す通りである。
(1)表面外観の観点から、Si量を極力低減し、適量のAlを添加する。
(2)TS<590MPaの低強度化を達成するためには、フェライトの固溶強化を低減した成分設計をするとともに、そのような軟質なフェライト相の体積率を確保するため第二相の体積分率を15%以下にする必要があることを見出した。このため、強力な固溶強化元素であるSiを極力低減する。さらにAl添加およびMnの低減によって鋼のFe−C状態図におけるAe3線は高C側にシフトするとともに、Mn、Cr、P、Bといった焼入元素量をMn当量式として上限を規制し、フェライト変態を促進する。このような鋼は、焼鈍時や一次冷却時にポリゴナルフェライトが生成しやすいため、結果的に、比較的硬質なベイニティックフェライトの生成量を低減することができ、低強度化かつ高延性化することができる。
(3)24%以上の高い均一伸びとYPElの発生を抑制するには、上記の軟質なフェライト相中に準安定な残留オーステナイトと硬質なマルテンサイトを適切な体積分率で分布させ、炭化物生成を伴うパーライトやベイナイトなどの相の生成は極力避ける必要がある。このためには、焼鈍後の一次冷却時のフェライト変態の促進とパーライト生成の抑制、さらに、めっき浴浸漬前の中間保持におけるベイナイト生成の適切な抑制が不可欠である。フェライト生成の促進とパーライト生成の抑制には、Mn、Cr、P、Bといった焼入性を示す元素の含有量と冷却条件を後述するMn当量との関係式で管理し、ベイナイト生成の抑制も、同様に、Mn、P、Bと、Cr、Alの関係式から製造条件を適切に管理すればよい。
【0016】
低強度化による均一伸びの向上およびめっき性向上のためには、Si量を極力低減し、Alを添加するだけでは不十分であり、さらに第二相分率を一定以下に抑制しなければならない。このことは、オーステナイトやマルテンサイトの体積分率の確保および残留オーステナイトの安定化の達成を非常に困難にするが、Mn当量を0.8%以上2.0%以下にすることで、未変態オーステナイトの安定性を適切に制御でき、焼鈍後冷却時にフェライト変態は進行させつつ、パーライト生成は遅延することができる。しかしこれだけでは、ベイナイト変態温度域における、ベイナイト生成の抑制には十分ではなく、さらにAlをMn当量とバランスさせて添加することで、安定なオーステナイトを確保できる。ここで、Crを0.10%以上0.40%以下添加することで、微量のマルテンサイトを適切に確保できる。
【0017】
Crがマルテンサイト分率の確保に寄与する理由は必ずしも明確ではないが、後述するように、Crはオーステナイトからのベイニティックフェライト生成を効果的に抑制し、全てが残留オーステナイトになることを抑制する効果があるためと考えられる。これは、Crがオーステナイト安定化元素であることに加えて、炭素親和性の強い元素であることから、Crがオーステナイト中のC拡散を遅延すること、および炭化物(Fe3C)の形成を阻害することで、ベイニティックフェライトの進展を抑制しているものと考えられる。したがって、Crは本発明において非常に有効な元素である。
【0018】
本発明はこのような知見に基づいて完成されたものであり、以下の(1)〜(5)を提供する。
【0019】
(1)質量%で、C:0.06%以上0.20%以下、Si:0.50%未満、Mn:0.5%以上2.0%未満、P:0.05%以下、S:0.02%以下、Al:0.60%以上2.00%以下、N:0.004%未満、Cr:0.10%以上0.40%以下、B:0.003%以下(0%を含む)を含有するとともに、以下に示すMneqが、0.8≦Mneq≦2.0かつMneq+1.3[%Al]≧2.8を満足し、残部は鉄および不可避的不純物からなり、鋼の組織が、フェライトを母相として、第二相体積分率が15%以下であり、第二相としては体積分率3%以上のマルテンサイトと体積分率3%以上の残留オーステナイトを有し、パーライトおよびベイナイトの合計体積分率がマルテンサイトおよび残留オーステナイトの体積分率以下である鋼板の表面に溶融亜鉛めっき層を有し、引張強度が440MPa以上590MPa未満、均一伸びが24%以上であることを特徴とする、均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板。
Mneq=[%Mn]+1.3[%Cr]+4[%P]+150[%B]
ただし、[%Mn]、[%Cr]、[%P]、[%B]はいずれも鋼の化学成分としてのMn、Cr、P、Bの質量%を意味する。
また、上記[%Al]も鋼の化学成分としてのAlの質量%を意味する。
【0020】
(2)Si:0.05%未満であることを特徴とする(1)に記載の均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板。
【0021】
(3)上記成分に加えて、質量%で、Ti:0.02%以下、V:0.02%以下、Ni:0.2%以下、Cu:0.1%未満、Nb:0.02%以下、Mo:0.1%未満、Sn:0.2%以下、Sb:0.2%以下、CaおよびREM:0.01%以下のうち少なくとも1種以上を含むことを特徴とする(1)または(2)に記載の均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板。
【0022】
(4)引張強度×伸びバランスが19000MPa・%以上、引張強度×均一伸びバランスが12000MPa・%以上であることを特徴とする(1)から(3)のいずれかに記載の均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板。
【0023】
(5)上記(1)から(3)のいずれかに記載の成分組成を有する鋼スラブを、1100℃以上1250℃以下で加熱後に熱間圧延し、得られた熱延板を巻取温度500℃超で巻き取った後に、酸洗を施してから冷間圧延し、次いで、750℃以上950℃以下の温度に昇温して20秒以上200秒以下保持した後、平均冷却速度5℃/s以上40℃/s以下で、以下の式に示す臨界一次冷却温度Tcrit以上の一次冷却停止温度まで一次冷却した後、そこから410℃以上500℃以下の中間保持温度域まで平均冷却速度15℃/s以上で二次冷却し、その温度域に10秒以上180秒以下保持した後に、溶融亜鉛めっき浴に浸漬して溶融亜鉛めっきする、あるいは溶融亜鉛めっき後さらにめっきの合金化処理を施すことを特徴とする均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
Tcrit=870−2.5(66×Mneq+CR)
ただし、Mneq=[%Mn]+1.3[%Cr]+4[%P]+150[%B]であり、[%Mn]、[%Cr]、[%P]、[%B]はいずれも鋼の化学成分としてのMn、Cr、P、Bの質量%を意味する。また、CRは一次冷却における平均冷却速度(℃/s)を意味する。
【発明の効果】
【0024】
本発明によれば、440MPa以上590MPa未満の引張強度で、24%以上の高い均一伸びを有するめっき性に優れた高強度溶融亜鉛めっき鋼板、およびそのような鋼板を複雑な工程やコストの増大なしに製造可能な高強度溶融亜鉛めっき鋼板の製造方法が得られる。さらには、本発明の鋼板は、引張強度×伸び(TS×El)バランス、および引張強度×均一伸び(TS×U.El)バランスが高く、降伏伸び(YPEl)の発生が抑制されており、優れた加工性、表面品質を有している。
【図面の簡単な説明】
【0025】
【図1】鋼のMn当量とTSとの関係、および連続冷却時のパーライト生成の有無を調査した結果を示す図である。
【図2】鋼のMn当量とAl含有量が変化した場合の均一伸びを調査した結果を示す図である。
【図3】均一伸び(U.El)、引張強度(TS)および残留オーステナイト、マルテンサイト、パーライトおよびベイナイトの含有量に及ぼすCr含有量の影響を示す図である。
【図4】均一伸び(U.El)に及ぼす残留オーステナイト体積分率とパーライトおよびベイナイト体積分率の差の影響を示す図である。
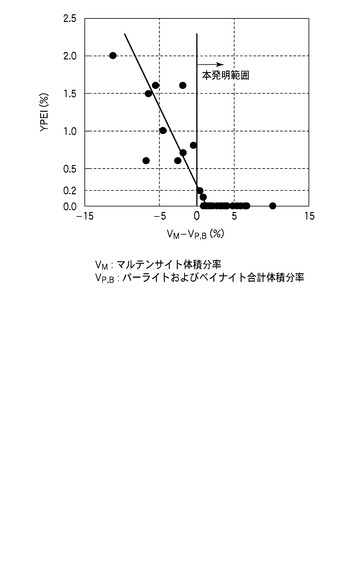
【図5】降伏伸び(YPEl)に及ぼすマルテンサイト体積分率とパーライトおよびベイナイト体積分率の差の影響を示す図である。
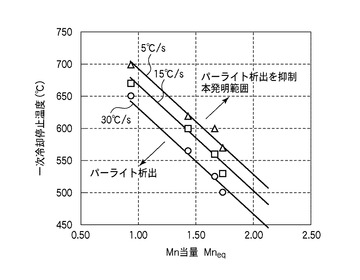
【図6】Mn当量(Mneq)の異なる鋼板を、種々の冷却速度で連続冷却した際に、パーライト生成が起こる温度を調査した結果を示す図である。
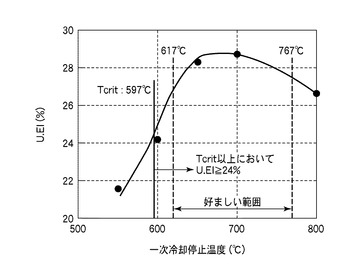
【図7】均一伸び(U.El)に及ぼす一次冷却停止温度の影響を示す図である。
【発明を実施するための形態】
【0026】
以下、本発明について「成分」、「組織」、「製造方法」に分けて詳細に説明する。
【0027】
[成分]
まず、本発明における各成分の限定理由について説明する。なお、以下において成分量の%表示は、特にことわらない限り質量%を意味する。
【0028】
・C:0.06%以上0.20%以下
Cは廉価かつ非常に有効なオーステナイト安定化元素であり、オーステナイトを残留させる上で極めて重要な元素である。Cは後述する熱処理過程において、二相域焼鈍時およびフェライト変態の進行に伴って、フェライトからオーステナイトへと吐き出され、オーステナイトを安定化することでオーステナイトを室温まで残留させる。均一伸びを向上するには、このような十分にCを濃化したオーステナイトが3%以上必要である。Cが0.06%未満では、最終的な残留オーステナイトの量が3%未満になるか、3%以上確保してもCの濃化量が少なく不安定なために、均一伸びが十分に向上しない。C量が多いほど残留オーステナイトの生成量および安定度は増加するが、C量が0.20%を超えると第二相分率が増えすぎ、さらに溶接性が劣化する。したがって、C含有量を0.06%以上0.20%以下とする。より高い延性を備えた鋼板を得るためには0.07%以上0.15%未満とすることが好ましい。
【0029】
・Mn:0.5%以上2.0%未満
Mnはオーステナイトがパーライトやベイナイトへ変態するのを抑制するために重要な元素である。Mnが0.5%未満では、焼鈍後の冷却時に、オーステナイトからパーライトやベイナイトへ分解しやすくなるので、室温までオーステナイトを残存させるのが非常に難しい。一方、Mnが2.0%以上になると、第二相が増加して、引張強度が590MPa以上になり延性が低下する。したがって、Mn含有量を0.5%以上2.0%未満とする。好ましくは1.7%未満、より好ましくは1.6%未満である。
【0030】
・Si:0.50%未満
Siは、オーステナイトからのセメンタイト析出を抑制するので、オーステナイトのC濃化を促進させるのに非常に有効な元素である。しかしながら、Siは固溶強化能が非常に高いため、多量に含有すると引張強度の上昇を招く。また、酸素との親和性が高いため鋼板表面に酸化皮膜を形成しやすく、微量でも、熱延時のスケール残りや連続溶融亜鉛めっき時の酸化皮膜形成による不めっきを生じさせる。したがって、Siはできるだけ少なくすることが望ましく、Si含有量を0.50%未満とする。めっき品質を向上する観点から、0.20%未満が好ましく、さらに0.05%未満が好ましい。特に優れためっき品質を得るには、0.03%未満とすることが好ましい。
【0031】
・Al:0.60%以上2.00%以下
Alは、オーステナイトからの炭化物析出を抑制するため、本発明においてオーステナイトのC濃度を増加させるため必須の元素である。さらに、Alは強力なフェライト安定化元素であるため、Ae3線を高C側へ遷移し、フェライトと共存するオーステナイトのC濃度を高濃度化でき、残留オーステナイトの安定度がさらに増加する。Al含有量が0.60%未満では炭化物の生成を抑制する効果が十分に得られない。一方、Al含有量が2.00%を超えると、鋼板表面に酸化層を形成し、めっき性を著しく劣化する。さらに、Nと結合してAlNを形成するため、それが介在物となり鋳造性が低下する。また、大きなフェライトバンド組織を形成しやすくなり、不均一な組織になるため材質が劣化する。したがって、Al含有量を0.60%以上2.00%以下とする。上記Alの効果をより有効に発揮するためには0.70%以上が好ましい。また、上記不都合をより確実に回避するためには1.80%以下が好ましい。
【0032】
・0.8≦Mneq≦2.0
室温でも安定なオーステナイトを得るには、まず、二相域焼鈍後の連続冷却時のパーライト生成を抑制しなければならない。そのため、Mn当量(Mneq)は本発明において厳密に管理されるべき項目である。
【0033】
二相域焼鈍後の連続冷却時のパーライト生成に及ぼす各種合金元素の影響を調査した結果、Mn、Cr、P、Bがパーライト生成を遅延する効果を有しており、以下のようなMn当量式として表されることがわかった。
Mneq=[%Mn]+1.3[%Cr]+4[%P]+150[%B]
ここで、[%Mn]、[%Cr]、[%P]、[%B]はいずれも鋼の化学成分としてのMn、Cr、P、Bの質量%を意味する。
【0034】
さらに、Mn当量はフェライト生成も遅延するので、第二相分率に大きく影響し、本発明鋼の引張強度(TS)をほぼ決定する重要な因子でもある。
【0035】
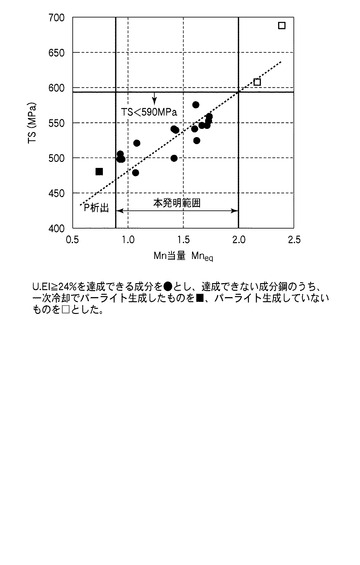
図1は、C:0.11%、Si:0.01%、Mn:0.5〜1.7%、P:0.01%、S:0.002%、Al:1.50%、Cr:0.3%、N:0.002%、B:0〜0.001%とした鋼のMn当量とTSとの関係、および連続冷却時のパーライト生成の有無を調査した結果を示す。図中、均一伸び24%以上を達成する鋼板を●、パーライトが生成し均一伸びが24%未満の鋼板を■、パーライト生成が無いにもかかわらず均一伸び24%未満の鋼板を□と表記した。
【0036】
試験片の作製方法は以下の通りである。上記の成分を有する27mm厚のスラブを1200℃に加熱後、仕上げ圧延温度950℃で4mm厚まで熱間圧延し、直ちに水スプレー冷却を行い580℃で1時間の巻取り処理を実施した。この熱延板を0.80mm厚まで圧延率80%で冷間圧延し冷延板とした。これを、850℃で120秒の二相域焼鈍を行った後に、平均冷却速度15℃/sで冷却し、後述するMn当量で決定される適正な一次冷却停止温度域まで冷却し、続いてそこから470℃までを平均冷却速度25℃/sで冷却し、直ちに40秒の等温保持を行った後、460℃の亜鉛めっき浴に浸漬し、合金化のために510℃で20秒の保持を行い、その後200℃以下の温度域まで平均冷却速度20℃/s、さらにそこから室温までを平均冷却速度:10℃/sで冷却し、伸張率:0.5%の調質圧延を施した。
【0037】
このようにして得られた鋼板よりJIS5号引張試験片を採取し、JISZ2241に記載の方法に従って引張試験を行った。また、走査型電子顕微鏡による鋼板のミクロ組織観察を、倍率3000倍で行い、パーライトおよびベイナイトの有無を確認した。
【0038】
図1より、TSの変化はMn当量(Mneq)の変化と比例しており、鋼板のフェライト変態を促進しTS<590MPaに低強度化するためには、Mneqを2.0以下とする必要があることがわかる。Mneqが低いほど、フェライト分率は増加し低強度な鋼板を得られるが、Mneqが0.8未満になるとパーライト変態が抑制できなくなることがわかる。したがって、TS<590MPaとしつつ、Mneqによる冷却時のパーライト生成の遅延効果を得る観点から、Mneqの範囲を0.8≦Mneq≦2.0とする。さらに強度を低く抑える観点からはMneqが1.9以下であることが好ましい。
【0039】
・Mneq+1.3[%Al]≧2.8
めっき浴浸漬前の保持温度におけるパーライトおよびベイナイト生成を抑制し、残留オーステナイトを確保するために、これらの温度での保持時の変態挙動に及ぼす合金元素の影響を調査した結果、上記Mn当量に加えて、Alも大きな抑制効果を有することが分かった。そこでMn当量およびAl含有量が、焼鈍後の鋼板の均一伸びに及ぼす影響を調査した。
【0040】
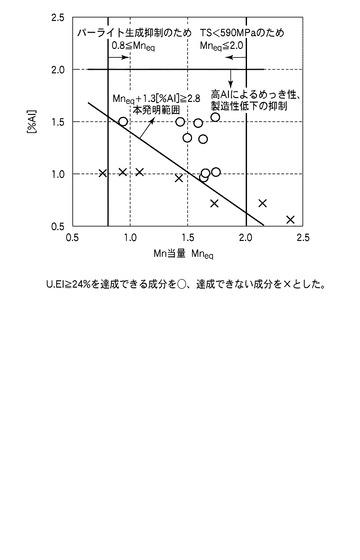
図2は、C:0.11%、Si:0.01%、Mn:0.5〜1.7%、P:0.01%、S:0.002%、Al:0.70〜2.00%、Cr:0.3%、N:0.002%、B:0〜0.001%とした鋼において、鋼のMn当量とAl含有量が変化した場合の均一伸びを調査した結果を示す。図中、均一伸びが24%以上の鋼を○、均一伸びが24%未満の鋼を×と表記した。試験鋼の作成方法および試験方法は、図1の説明の部分で述べた方法と同一である。
【0041】
図2より、Mneqが0.8以上2.0以下であり、かつ、Mneq+1.3[%Al]≧2.8である領域で24%以上の高い均一伸びを得られることがわかる。Mneq+1.3[%Al]<2.8の鋼の均一伸びが低いのは、めっき浸漬前の保持時間中にパーライトまたはベイナイトが生成し、残留オーステナイト量が減少したためである。また、Mneq>2.0の鋼は、TSが高すぎるため均一伸びが低下し、Mneq<0.8の鋼は空冷時に多量のパーライトが生成してしまい均一伸びが低い。
【0042】
以上の結果に基づき、合金元素を制御して安定な残留オーステナイトを確保し、高い均一伸びを得る観点から、Mneq+1.3[%Al]≧2.8とする。さらに、高いTS×均一伸びバランスを得る観点からは、2.9以上が好ましく、3.0以上がさらに好ましい。
【0043】
・Cr:0.10%以上0.40%以下
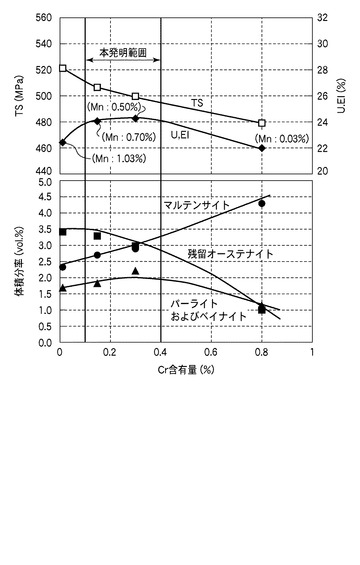
図3にC:0.11%、Si:0.01%、P:0.01%、S:0.002%、Al:1.5%、N:0.002%、B:0〜0.001%とし、Cr量を0%(無添加)、0.15%、0.3%、0.8%と変化させて、Mn当量がほぼ1(0.93〜1.08)になるようMn量(Mn:0.03〜1.03%)をバランスさせた鋼の、均一伸び、引張強度および残留オーステナイト量、マルテンサイト量、パーライトおよびベイナイト量に及ぼすCr含有量の影響を示す。製造方法は図1の説明の部分で述べたのと同様である。
【0044】
図3より、Cr含有量が増加するほど、第二相中の残留オーステナイト生成が抑制され、マルテンサイト生成量が増加しDPに近い組織になることがわかる。Cr含有量を増加した場合には、オーステナイトからのベイニティックフェライト生成が抑制される様子が組織観察より認められ、これが残留オーステナイト生成が抑制された原因と考えられる。Crがベイニティックフェライト生成を抑制する理由は明確ではないが、Crは炭素親和性の強い元素であり、オーステナイト中のCの拡散を遅延し、ベイニティックフェライトの核生成を遅延していると考えられる。そのため、残留オーステナイトを確保するにはCr含有量を抑制する必要がある。
【0045】
一方で、Cr無添加でMn当量をMnだけで確保した鋼は、残留オーステナイトは3%以上存在するものの、均一伸び(U.El)は0.3%Cr鋼よりも2%程度低い値を示した。これは、Cr:0.3%相当のMn当量を確保するために、Mnを0.5%程度添加したことでフェライトが固溶強化されて、TS×U.Elが同等でもU.Elの絶対値が低下したためである。このように、CrにはMnを置換し均一伸びを増加する効果がある。このような効果を得るには、Cr量が0.10%以上である必要がある。しかし、図3から分かるように、Cr量が過剰になると残留オーステナイトの生成が抑制されてTS×U.Elバランスが悪化する。さらに、Crは高価な元素であるため、過剰な添加は合金コストの増加を招く。したがって、残留オーステナイトの確保および合金コスト抑制の観点から、Crは0.40%以下に抑える必要がある。このように、TS×U.ElバランスおよびU.Elをともに向上させる観点から、本発明ではCr含有量を0.10%以上0.40%以下とする。より好ましくは0.35%以下である。
【0046】
・B:0.003%以下(0%を含む)
Bは極微量でも焼鈍後の冷却時のパーライト変態を強く抑制できるため、オーステナイトへのC濃縮を促進するのに適宜添加することができる。ただしB量が0.003%を超えると熱延負荷が増大するとともに、B炭化物を析出し逆に焼入れ性を低下させる。そのような観点から、Bの含有量を0.003%以下(0%を含む)とする。
【0047】
・P:0.05%以下
PはBと同様に微量の添加で焼入れ性を増大し、焼鈍後の冷却時におけるパーライト変態を抑制する効果がある。ただしPは非常に強い固溶強化元素であり、過剰に含有すると必要以上に強度が上昇する。また合金化の遅延によるめっきムラや偏析による表面品質の低下を招く。したがってPの含有量を0.05%以下とする。より好ましくは0.03%以下である。
【0048】
・S:0.02%以下
Sを適量含有させることで、一次スケールの剥離性を向上し、鋼板の最終的なめっき外観品質を向上させることが可能であり、このような効果を得るには、Sを0.001%以上含有させるのが好ましい。しかし、Sが多量に存在した場合、鋼の熱間延性が低下し、熱間圧延時に鋼板表面に割れが発生することで表面品質を劣化し、さらには、粗大なMnSを形成して破壊の基点となるため鋼板の延性を低下させる。このため、Sの含有量を0.02%以下とする。より好ましくは0.01%以下である。
【0049】
・N:0.004%未満
Nは鋼中のAlと微細なAlNを形成しフェライト組織の粒成長性を低下させるため、組織が高強度化する。また多量のAlNが析出すると熱間延性が急激に低下するため連続鋳造での製造安定性を著しく損なう。したがって、Nはできる限り低く抑えられるべき元素であり、そのような観点からNの含有量を0.004%未満とする。より好ましくは0.0035%未満である。
【0050】
・Ti、Nb、V:それぞれ0.02%以下
Ti、Nb、VはいずれもNとの親和性が強く、鋼中のNを金属窒化物として固定する効果があり、AlNの析出量を低減することができる。したがって、これらの元素は、微細なAlN析出にともなうフェライト組織の粒成長の抑制や熱間延性の低下を抑制する効果がある。Ti、Nb、VによるN固定の効果を得るには、これらの元素を0.002%以上添加することが好ましい。ただし、いずれも高価な元素であるため多量に添加すれば大幅なコスト増加となり、また、焼鈍時に微細な炭化物を析出しやすいため鋼板の強度を増加させる。Ti、Nb、Vは、それぞれ0.02%以下とするのが好ましい。
【0051】
・Ni:0.2%以下
Niはオーステナイト安定化元素であるためパーライト変態の抑制のために必要に応じて0.05%以上添加することができる。ただし多量に添加すると合金コストが増大することに加えて、鋼の延性が低下する。したがって、Niを添加する場合には、その含有量を0.2%以下とする。
【0052】
・Cu、Mo:それぞれ0.1%未満
Cu、Moはオーステナイト安定化元素なのでパーライト変態を抑制する目的で必要に応じてそれぞれ0.02%以上添加することができる。またSi、Alほどではないが、これらの元素はセメンタイトの生成を抑制する効果も期待される。しかしいずれも高価な元素であるため合金コストを著しく増大させる。さらに、固溶強化や鋼の組織を微細化することによって鋼板の強度を上昇するので多量に含有させることは好ましくない。したがって、Cu、Moを添加する場合には、これらの含有量はそれぞれ0.1%未満とする。より好ましくは0.05%未満である。
【0053】
・Sb、Sn:それぞれ0.2%以下
Sb、Snは、微量添加することで鋼板表面における酸化や窒化を抑制でき、必要に応じてそれぞれ0.004%以上添加することができる。ただし、多量に含有させると強度の上昇と靭性の劣化、およびコストの増大を招く。そのため、Sb、Snを添加する場合には、これらの含有量をそれぞれ0.2%以下とする。
【0054】
・CaおよびREM:0.01%以下
CaおよびREMはSとの親和性が強いため、鋼中Sを固定し、また、熱延および冷延によって鋼中で進展して破壊の起点となるS介在物の形態を制御するために必要に応じてそれぞれ0.002%以上添加することができる。しかしこれらは0.01%を超えて添加しても効果は飽和する。そのため、Ca、REMを添加する場合には、これらの含有量をそれぞれ0.01%以下とする。
【0055】
以上の成分以外の残部は、Feおよび不可避的不純物である。
【0056】
[組織]
本発明に係る高強度溶融亜鉛めっき鋼板は、上記成分組成を有した上で、さらに、フェライトを母相として、第二相体積分率が15%以下であり、第二相としては体積分率3%以上のマルテンサイトと体積分率3%以上の残留オーステナイトを有し、パーライトおよびベイナイトの合計体積分率がマルテンサイトおよび残留オーステナイトの体積分率以下である組織を有している。これにより、440MPa以上590MPa未満の引張強度と優れた加工性を得られる。以下、本発明に係る高強度溶融亜鉛めっき鋼板の組織について説明する。
【0057】
ここで、フェライトとベイニティックフェライトは、組織形態がやや異なるものの、光学顕微鏡や走査型電子顕微鏡を用いての組織判別が容易でないこと、および特性が比較的近いことから、両者を区別せずにフェライトとして扱う。第二相とはフェライト以外に組織中に存在する相の総称である。パーライトはフェライトおよびセメンタイトからなる層状組織を指す。ベイナイトは比較的低温(マルテンサイト変態点以上)でオーステナイトから生成し、針状または板状のフェライト中に微細な炭化物が分散した硬質な組織を指す。炭化物が生成せずに上記の硬質なフェライトのみが生成した組織、一般にベイニティックフェライトと呼ばれる組織は、特にことわりの無い限りは、ポリゴナルフェライトと合わせてフェライトの範疇に含める。マルテンサイトは冷却途中に一部焼き戻されて焼戻しマルテンサイトとなる場合があるが、これも十分硬質であることからマルテンサイトと区別しない。マルテンサイトと残留オーステナイトは、腐食されにくく顕微鏡による判別が困難であるが、残留オーステナイトの体積分率はX線回折法により求めることができる。マルテンサイト分率は、第二相体積分率から他の全ての相の体積分率を除いて求める。なお、相の体積分率の量を表す%は、特にことわらない限り体積%を意味する。
【0058】
・第二相体積分率:15%以下
合金成分により固溶強化を抑えても、第二相分率が15%を超えると、引張強度が増加し延性が大きく低下してしまう。このため第二相分率は15%以下とする。より好ましくは14%以下である。すなわち、本発明に係る鋼板は、85%以上、より好ましくは86%以上のフェライトを有する。
【0059】
・残留オーステナイト体積分率:3%以上
本発明に係る鋼板においては、残留オーステナイトによるTRIP効果を活用し高い均一伸びを得るため、残留オーステナイトの体積分率が非常に重要である。高い均一伸びを得るには、残留オーステナイトを少なくとも3%以上含有する必要がある。3%未満の場合、均一伸びは24%未満となる。さらに優れた均一伸びを得るには4%以上であることが好ましい。
【0060】
・マルテンサイト体積分率:3%以上
本発明に係る鋼板では、適切にCが濃化したマルテンサイトを微量に分散させることで、降伏伸び(YPEl)の発生を抑制するため、マルテンサイト体積分率が重要である。YPElの発生を抑制するためには3%以上のマルテンサイトを含有すればよく、4%以上含有するのが好ましい。しかし、マルテンサイトが過剰に存在すると組織の高強度化を招くため、マルテンサイト分率は10%以下に抑えることが好ましい。
【0061】
・パーライトおよびベイナイト体積分率:マルテンサイトおよび残留オーステナイト体積分率以下
パーライトおよびベイナイトといった炭化物の析出を伴った第二相は、生成すると、残留オーステナイトやマルテンサイトの生成量およびC濃化量が低下するため、均一伸びの低下やYPElの発生を招く。
【0062】
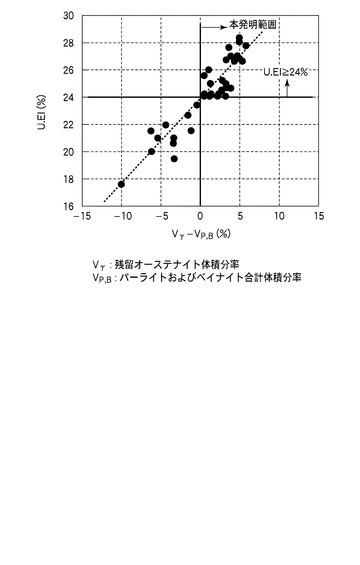
そこで、第二相中の組織構成が均一伸び(U.El)および降伏伸び(YPEl)に及ぼす影響を調査した。図4、5に、成分組成をC:0.080〜0.160%、Si:0.01〜0.02%、Mn:0.50〜1.31%、P:0.01〜0.03%、S:0.002〜0.008%、Al:0.97〜1.55%、Cr:0.15〜0.32%、B:0〜0.001%、N:0.0020〜0.0035%、Mneq:0.93〜1.74、Mneq+1.3Al:2.88〜3.76とした鋼の組織構成を変化させたときの機械的特性の変化を示した。具体的には、図4は均一伸び(U.El)に及ぼす残留オーステナイト体積分率とパーライトおよびベイナイト合計体積分率との差の影響を示すものであり、図5は降伏伸び(YPEl)に及ぼすマルテンサイト体積分率とパーライトおよびベイナイト合計体積分率との差の影響を示すものである。これらの図の●プロットは、TSが440MPa以上590MPa未満で組織構成を変化させた鋼板である。
【0063】
サンプルの製造方法は、上記の成分組成を有する27mm厚のスラブを1200℃に加熱後、仕上げ圧延温度870〜970℃で4mm厚まで熱間圧延し、直ちに水スプレー冷却を行い450〜650℃の温度範囲で1時間の巻取り処理を実施した。この熱延板を0.80mm厚まで圧延率80%で冷間圧延し冷延板とした。これを、740〜900℃で120秒の二相域焼鈍を行った後に、平均冷却速度1〜30℃/sで550〜700℃の温度範囲まで一次冷却停止し、続いて470℃までを平均冷却速度25℃/sで冷却し、直ちに20〜200秒の等温保持を行った後、460℃の亜鉛めっき浴に浸漬し、合金化のために510℃で20秒の保持を行い、その後200℃以下の温度域まで平均冷却速度20℃/s、さらにそこから室温までを平均冷却速度:10℃/sで冷却し、伸張率:0.5%の調質圧延を施した。
【0064】
このようにして得られた鋼板よりJIS5号引張試験片を採取し、JISZ2241に記載の方法に従って引張試験を行った。また、鋼板のミクロ組織の体積分率を求めるために、以下の測定を行った。鋼板のL断面(圧延方向に平行な垂直断面)を研磨後ナイタールで腐食させ、走査型電子顕微鏡にて倍率3000倍の組織写真を10視野撮影し、得られた組織写真に合計700点の交点を有する格子線(1.5μmの等間隔で縦に25本の平行な線を、この縦の25本の線に直角となるように、1μmの等間隔で横に28本の平行な線を形成して作成した、1個あたり1.5μm×1μmの大きさの長方形からなる格子群)を重ねて、全格子点中で第二相と重なっている格子点の割合を計測することで第二相の面積率を測定した。このようにして得られたL断面の面積率は、鋼板の圧延直角方向に平行な垂直断面より求められた面積率とほぼ同一の値を示したことから、面積率の異方性はないものと判断し、ここでは前記L断面の面積率を第二相の体積率とした。
【0065】
組織写真において、フェライトは暗色のコントラストの領域であり、フェライト中に炭化物がラメラー状に観察された領域をパーライト、フェライト中に炭化物が点列状に観察された領域をベイナイトとし、それ以外のフェライトよりも明るいコントラストの付いている領域をマルテンサイトもしくは残留オーステナイトとした。パーライト、ベイナイト、マルテンサイト、残留オーステナイトと認められる領域の体積率を測定し、これらを合計した体積率を第二相体積分率とした。
【0066】
残留オーステナイトの体積率は、次の方法により求めた。
研削および化学研磨により、鋼板の板厚1/4部を露出し、Mo−Kα線を線源とし加速電圧50keVにて、X線回折装置(装置:Rigaku社製RINT2200)によって鉄のフェライト相の{200}面、{211}面、{220}面と、オーステナイト相の{200}面、{220}面、{311}面のX線回折線の積分強度を測定し、これらの測定値を用いて非特許文献(理学電機株式会社:X線回折ハンドブック(2000),p26、62−64)に記載の計算式を用いて残留オーステナイトの体積率を求めた。マルテンサイトの体積率は、上記のミクロ組織から測定したマルテンサイトと残留オーステナイトの合計体積率からX線回折法で測定した残留オーステナイトの体積率を差し引いて求めた。
【0067】
図4から、パーライトおよびベイナイト合計体積分率が残留オーステナイト体積分率より少ない、すなわち、差分が0以上になると、均一伸び(U.El)が24%以上になることがわかる。
【0068】
図5から、パーライトおよびベイナイト合計体積分率がマルテンサイト体積分率より少ない、すなわち差分が0以上になると降伏伸び(YPEl)が消失することがわかった。このような理由から、第二相の組織構成として、パーライトおよびベイナイト合計体積分率はマルテンサイトおよび残留オーステナイト体積分率以下に抑制される必要がある。さらに優れた延性の観点からは、パーライトおよびベイナイト合計体積分率は3%以下が好ましく、より好ましくは1%以下である。
【0069】
本発明においては、以上のような成分組成および組織とすることで、引張強度(TS)が440MPa以上590MPa未満、均一伸び(U.El)が24%以上で、降伏伸び(YPEl)の発生が抑制された溶融亜鉛めっき鋼板を得ることができる。
【0070】
高強度かつ延性に優れた鋼板の指標として、延性、均一伸びの絶対値に引張強度を乗じた強度−延性(TS×El)バランスや強度−均一伸び(TS×U.El)バランスが用いられる。高強度かつ優れたプレス成形性を確保する観点から、TS×Elバランスは19000MPa・%以上であることが好ましい。より好ましくは19500MPa・%以上であり、さらに好ましくは20000MPa・%以上である。同様に、TS×U.Elバランスとしては12000MPa・%以上が好ましく、12500MPa・%以上がより好ましい。さらに好ましくは13000MPa・%以上である。
【0071】
さらに、プレス後も優れた外観品質を維持する観点から、鋼板におけるストレッチャーストレインの発生を抑制する必要がある。降伏伸び(YPEl)が0.2%を超えると、プレス成形品に明瞭なストレッチャーストレインを生じる場合があることから、YPElは0.2%以下とすることが好ましい。より好ましくは0.1%以下であり、さらに好ましくは0%である。
【0072】
[製造方法]
本発明においては、所定の成分鋼を上記の組織に制御することによって優れた加工性とめっき性を有する高強度鋼板が得られるが、以下に、このような高強度鋼板を得るための製造方法について説明する。
【0073】
熱間圧延前のスラブ加熱温度を1100〜1250℃とする。加熱温度が1100℃未満では熱間圧延時の圧延負荷が増大する。また、本発明の組成は、Al含有量が多くMn含有量が少ないためAe3温度が高く、スラブ加熱温度が1100℃未満では、熱間圧延中にエッジのような局所的に冷却された部位がAe3温度以下になってフェライトが多量に生成する可能性がある。これにより、熱延板中の組織が不均一になるため、材質のばらつきや鋼板形状の悪化を招く。一方、加熱温度が高ければ、合金成分および組織の均一化と圧延負荷の低減が図れるが、1250℃を超えるとスラブ表面に生成される酸化スケールが不均一に増加し表面品質が低下する。したがって、スラブ加熱温度は1250℃以下とする。
【0074】
次に、熱間圧延の条件は特に規定せず常法に従って行えばよいが、仕上圧延終了温度は850〜950℃とすることが好ましい。850℃未満ではフェライト変態温度域に入っていくため、仕上温度が850℃未満になるとフェライト生成が著しく促進され、鋼板内での不均一な組織形成や表面近傍での異常粒成長が発生しやすくなり、安定した材質を得難くなる。一方、950℃を超えると、二次スケールの生成が促進されて表面品質が劣化する。
【0075】
熱延仕上圧延後から巻取りまでの平均冷却速度の範囲は特に規定しない。熱延板は、任意の冷却を受けた後に、巻取温度500℃超で巻き取る必要がある。これは、熱延板組織をフェライト+パーライト組織とするためで、これにより熱延板強度を低強度化し、次工程の冷延負荷の増大を抑制することができる。さらに、スラブ加熱時に一度均質化したC、Mn、Crといったオーステナイト安定化元素がフェライト相からパーライト相へと局所的に分配されるため、焼鈍後もそれが残存し、オーステナイトの安定化が促進されやすい。上記に加えて、巻取ったコイル中で易酸化元素の内部酸化が進みやすいため、その後の焼鈍時の合金元素の表面濃化が低減されてめっき性も向上する。これに対して巻取温度が500℃以下では、低温変態相の生成量が増大するので冷延負荷が増大し、合金元素の分配も低減するとともに、内部酸化量が低減しめっき性が低下する。冷延負荷の観点から、熱延板組織としては、80体積%以上がフェライト+パーライト組織であることが好ましく、90体積%以上がより好ましい。
【0076】
この熱延板を巻き取った後、酸洗処理を行い、その後に冷間圧延を行う。冷間圧延の条件は特に規定せず常法に従って行えばよいが、目標の特性を得るには、冷間圧延率は40〜90%とすることが好ましい。
【0077】
このようにして得られた冷延板を、焼鈍温度750〜950℃まで昇温し20〜200秒保持する。これにより、組織中の炭化物を全て溶解してオーステナイトを生成するとともに、オーステナイトへのC、MnおよびCrといったオーステナイト安定化元素の濃化を促す。焼鈍温度が750℃未満、保持時間が20秒未満では、未固溶の炭化物が残存し延性が低下する場合がある。炭化物を十分に溶解する観点から、焼鈍温度は770℃以上とするのが好ましい。しかし、950℃を超える均熱温度での操業は焼鈍設備の負荷が大きいので焼鈍温度は950℃以下とする。また均熱保持時間が200秒を超えると、焼鈍設備の長大化あるいは生産速度の大幅な低下を招くため、200秒以下とする。
【0078】
焼鈍後は直ちに一次冷却を施す。一次冷却工程は、本発明鋼板のフェライト分率を決めるために非常に重要な工程である。一次冷却停止温度が低い方がフェライト分率が増加し延性が向上するが、低すぎるとパーライト変態が起こるため、均一伸びの低下を招く。
【0079】
そこで、適正な一次冷却停止温度の検討を行った。図6は、C:0.11%、Si:0.01%、Mn:0.5〜1.3%、P:0.01〜0.03%、S:0.002%、Al:1.00〜1.50%、Cr:0.3%、N:0.002%、B:0〜0.001%としたMn当量(Mneq)の異なる鋼板を、種々の平均冷却速度で連続冷却した際に、パーライト生成が起こる温度を調査した結果を示す。図中、平均冷却速度5℃/sの時のパーライト生成温度を△、15℃/sの時のパーライト生成温度を□、30℃/sの時のパーライト生成温度を○とした。
【0080】
試験片の作製方法は以下の通りである。上記の成分を有する27mm厚のスラブを1200℃に加熱後、仕上げ圧延温度950℃で4mm厚まで熱間圧延し、直ちに水スプレー冷却を行い580℃で1時間の巻取り処理を実施した。この熱延板を0.80mm厚まで圧延率80%で冷間圧延し冷延板とした。これを、850℃で120秒の二相域焼鈍に供した後に、平均冷却速度5、15、30℃/sで冷却し、500〜700℃の種々の温度に達したところで、水冷した。このようにして得られた鋼板のミクロ組織を走査型電子顕微鏡によって倍率3000倍で観察し、パーライトの有無を確認した。
【0081】
図6より、パーライトの生成開始温度はMn当量(Mneq)および冷却速度の変化に比例しており、Mn当量が高く冷却速度(CR(℃/s))が速いほど低温化する。この結果から、パーライトの生成開始温度を臨界一次冷却温度Tcritとして、以下の式で整理することができる。
Tcrit=870−2.5(66×Mneq+CR)
一次冷却停止温度がTcrit以上ではフェライト変態だけが進行し、フェライト分率の増加とオーステナイトのC濃化が促進される。
【0082】
さらに、均一伸び(U.El)に及ぼす一次冷却停止温度の影響を調査するため、C:0.11%、Si:0.01%、Mn:1.0%、P:0.01%、S:0.002%、Al:1.50%、Cr:0.3%、N:0.002%、B:0%とした鋼を、図6の場合と同様の条件で冷間圧延まで実施した後に、850℃で120秒の二相域焼鈍を行い、その後に、平均冷却速度15℃/sで冷却し、一次冷却停止温度を550〜800℃まで変化させ、続いて平均冷却速度25℃/sで二次冷却を行い、470℃で40秒の中間保持を行った後に、460℃の亜鉛めっき浴へ浸漬し、合金化のために510℃で20秒の保持を行い、その後200℃以下の温度域まで平均冷却速度20℃/s、さらにそこから室温までを平均冷却速度:10℃/sで冷却し、伸張率:0.5%の調質圧延を施した。
【0083】
その際の一次冷却停止温度と均一伸び(U.El)との関係を図7に示す。図7より、一次冷却停止温度が臨界一次冷却温度Tcrit以上であれば、一次冷却時のパーライト生成が抑制され、高い均一伸びを得られることがわかる。したがって、一次冷却停止温度は臨界一次冷却温度Tcrit以上とする。ただし、一次冷却停止温度が臨界一次冷却温度Tcritに近すぎると、二次冷却時に一部パーライトを生成しやすくなり、均一伸びが低下する。そのため、さらに優れた均一伸びを得るには、一次冷却停止温度をTcrit+20℃以上とするのが好ましい。一方、一次冷却停止温度が高すぎると、オーステナイトのC濃化不足や、フェライトの中でも比較的硬質なベイニティックフェライトの比率が増大し、均一伸びが低下する。そのため、一次冷却工程で十分にフェライト変態させるためには、一次冷却停止温度をTcrit+170℃以下とすることが好ましい。
【0084】
本発明に係る鋼板は、一次冷却平均速度を5℃/s未満とした場合、パーライト変態が高温で起こりやすくなるため均一伸びが低下しやすくなる。したがって、一次冷却平均速度は5℃/s以上とする。パーライト変態を十分に回避するには、一次冷却平均速度は10℃/s超であることがさらに好ましい。一方、40℃/s超では冷却速度が速すぎて、フェライト変態が十分に進行しない。よって、一次冷却平均速度は40℃/s以下とする。好ましくは20℃/s以下である。
【0085】
引き続いて、上記の一次冷却停止温度から410〜500℃の中間保持温度域まで、平均冷却速度15℃/s以上で二次冷却する。これにより、パーライト変態ノーズを回避する。二次冷却速度が速いほどパーライト生成を回避でき有利であり、20℃/s以上とするのがさらに好ましい。しかしながら、冷却速度が100℃/sを超える冷却は通常の設備では困難であるため、100℃/s以下とするのが好ましい。
【0086】
続いて、410〜500℃の中間保持温度域に10秒以上保持することで、ベイニティックフェライトを生成し、オーステナイトへのC濃化を促進する。保持時間が10秒未満では、ベイニティックフェライト生成が十分に進行せず、残留オーステナイト分率およびその安定度が不足し、均一伸びが低下する。一方で、この温度域で180秒を超えて保持を行っても、オーステナイトがパーライトやベイナイトへと分解してしまうので、均一伸びが著しく低下する。そのため、中間保持温度域での保持時間は180秒以下とする。高い均一伸びを得る観点からは、保持時間を140秒以内とするのが好ましい。
【0087】
500℃を超える温度域で中間保持を開始すると、パーライトが短時間で多量に生成して、均一伸びが著しく低下し、降伏伸び(YPEl)も発生する。また、410℃未満では、ベイナイトが多量に生成して、やはり均一伸びが著しく低下するとともにYPElが発生する。したがって、中間保持温度は410℃以上500℃以下とする。より好ましくは420℃以上490℃以下である。
【0088】
このようにして中間保持された鋼板を、溶融亜鉛めっき浴に浸漬した後に、10℃/s以上の平均冷却速度で冷却する。また、必要に応じて、490〜600℃の温度域に昇温し3〜100秒保持することで合金化処理を施すこともできる。合金化温度が490℃未満では合金化が十分に進まない。合金化温度が600℃超では、合金化が著しく促進され亜鉛めっきが硬質化し剥離しやすくなるとともに、オーステナイトがパーライトへと変態し、延性の低下やYPElの発生をまねく。
【0089】
この亜鉛めっき鋼板は、表面粗度の調整や鋼板形状の平坦化の目的から、調質圧延を施しても良い。ただし、過剰な調圧は均一伸びを低減させることから、調圧における伸長率は0.2%以上0.6%以下とすることが好ましい。
【0090】
以上述べたような製造方法を用いることで、複雑な工程を用いることなく均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板を製造することができる。
【実施例】
【0091】
以下、本発明の実施例について説明する。
表1に供試鋼の化学成分組成、表2に製造条件を示す。表1に示す化学成分組成の鋼を真空溶解炉にて溶製し、鋳造してスラブとした。これを1150〜1290℃の温度範囲に再加熱した後に、粗圧延を施し、厚さ約27mmの粗バーとした。引き続いて、870〜980℃の温度範囲で厚さ4mmまで熱間仕上圧延を行い、直ちに水スプレーで450〜650℃の温度範囲に冷却し、当該温度の加熱炉で1時間保持して巻取相当処理を行い熱延板とした。この熱延板のスケールを酸洗により除去後、圧延率80%で冷間圧延し厚さ0.8mmの冷延板とした。このようにして得られた冷延板を、表2に示す温度条件に従って焼鈍加熱、一次冷却、二次冷却、および中間保持を行った後、460℃の溶融亜鉛めっき浴に浸漬し、一部は平均冷却速度10℃/sで冷却し亜鉛めっき鋼板とし、その他はさらに510℃で20秒の合金化処理を施し、合金化溶融亜鉛めっき鋼板とし、その後それぞれの鋼板について伸長率0.5%の調質圧延を施した。
【0092】
このようにして得られためっき鋼板から長手方向にJIS5号引張試験片を採取し、JISZ2241(1998年)に準拠した引張試験によって機械的特性(TS、YPEl、U.El、El)を評価した。また、ミクロ組織の体積分率の測定を行った。さらに、亜鉛めっきの外観評価を行った。
【0093】
さらに、得られた鋼板の伸びフランジ性も評価した。伸びフランジ性は日本鉄鋼連盟規格JFST1001(1996年)の規定に準拠した穴広げ試験により評価した。すなわち、焼鈍板より100mm×100mm角サイズの試験片を採取し、ポンチ径10mm、ダイス径10.2mm(クリアランス12.5%)の打ち抜き工具を用いて打ち抜き穴を作製後、頂角60度の円錐ポンチを用いて打ち抜き穴形成の際に発生したバリが外側になるようにして穴広げ加工を行い、割れが板厚を貫通したところでのd0:初期穴径(mm)、d:割れ発生時の穴径(mm)から穴広げ率λ(%)={(d−d0)/d0}×100を求めた。
【0094】
ミクロ組織の体積分率の測定は以下のように実施した。鋼板のL断面(圧延方向に平行な垂直断面)を研磨後ナイタールで腐食させ、走査型電子顕微鏡にて倍率3000倍の組織写真を10視野撮影し、得られた組織写真に合計700点の交点を有する格子線(1.5μmの等間隔で縦に25本の平行な線を、この縦の25本の線に直角となるように、1μmの等間隔で横に28本の平行な線を形成して作成した、1個あたり1.5μm×1μmの大きさの長方形からなる格子群)を重ねて、全格子点中で第二相と重なっている格子点の割合を計測することで第二相の面積率を測定した。このようにして得られたL断面の面積率は、鋼板の圧延直角方向に平行な垂直断面より求められた面積率とほぼ同一の値を示したことから、面積率の異方性はないものと判断し、ここでは前記L断面の面積率を第二相の体積率とした。
【0095】
組織写真において、フェライトは暗色のコントラストの領域であり、フェライト中に炭化物がラメラー状に観察された領域をパーライト、フェライト中に炭化物が点列状に観察された領域をベイナイトとし、それ以外のフェライトよりも明るいコントラストの付いている領域をマルテンサイトもしくは残留オーステナイトとした。パーライト、ベイナイト、マルテンサイト、残留オーステナイトと認められる領域の体積率を測定し、これらを合計した体積率を第二相体積分率とした。フェライトの体積分率は、100−第二相体積分率である。
【0096】
残留オーステナイトの体積率は、次の方法により求めた。
研削および化学研磨により、鋼板の板厚1/4部を露出し、Mo−Kα線を線源とし加速電圧50keVにて、X線回折装置(装置:Rigaku社製RINT2200)によって鉄のフェライト相の{200}面、{211}面、{220}面と、オーステナイト相の{200}面、{220}面、{311}面のX線回折線の積分強度を測定し、これらの測定値を用いて非特許文献(理学電機株式会社:X線回折ハンドブック(2000),p26、62−64)に記載の計算式を用いて残留オーステナイトの体積率を求めた。マルテンサイトの体積率は、上記のミクロ組織から測定したマルテンサイトと残留オーステナイトの合計体積率からX線回折法で測定した残留オーステナイトの体積率を差し引いて求めた。
【0097】
亜鉛めっきの外観評価は、不めっき、合金化むら、その他表面品質を損なう欠陥などの外観不良がなく自動車外板として適切な表面品質が確保されている場合を○、特に色調のムラなどもなく優れた外観を有する場合を◎、一部欠陥が認められる場合を△、多くの表面欠陥が認められた場合を×と判定した。
【0098】
これらの結果を表3に示す。
表3からわかるように、本発明の範囲内の成分組成および製造条件を満たした本発明例のめっき鋼板はTSが440MPa以上590MPa未満であり、U.Elが24%以上であり、いずれも本発明の範囲を満たす値を示している。さらに、TS×U.Elが12000MPa・%以上、TS×Elが19000MPa・%以上と優れた特性を有している。また、めっき外観はいずれも良好である。
【0099】
さらに、本発明の成分および製造条件の範囲を満足する鋼は、上記特性に加えて、伸びフランジ性(λ)が80%以上と良好であることも分かった。この理由は明確ではないが、焼鈍時にオーステナイトへC濃縮させる過程でAlが周囲のフェライトへ吐き出されるため、フェライトが部分的に固溶強化されて、隣接するマルテンサイトや残留オーステナイトとフェライトの硬度差が緩和されたためと考えられる。
【0100】
これに対し、Mneq+1.3[%Al]が2.8未満の鋼A、B、EおよびKを用いて製造した処理番号1、2、5、6、36の鋼板は、パーライトおよびベイナイト体積分率が高くU.Elは24%未満となった。またMneqが2.0を超える鋼OとQを用いて製造した処理番号43、44、46の鋼板はTSが590MPa以上と高強度であるため、TS×U.Elが高いにもかかわらずU.Elが24%未満となった。Cが適正範囲より低い鋼Pを用いて製造した処理番号45の鋼板は、残留オーステナイトが少ないためU.Elが24%未満であった。Crが適正範囲から外れた鋼S、Tを用いて製造した処理番号48、49の鋼板はU.Elが24%未満となった。Siが高い鋼Rを用いて製造した処理番号47の鋼板は、均一伸びは優れるものの、不めっきが生じて外観品質が損なわれた。また、上述した鋼PはNが高いため、処理番号45の鋼板の製造過程でスラブにヘゲが観察され、表面欠陥として残存し外観品質が劣化した。
【0101】
成分が本発明の範囲内の供試鋼でも、製造条件を外れる鋼板は、以下のようにいずれかの特性が劣っていた。スラブ加熱温度が規定よりも高い処理番号17は表層に二次スケールが一部残存した部位があり、表面品質が低下した。また、処理番号17、および処理番号34は一次冷却停止温度が臨界一時冷却温度Tcrit未満であり、処理番号14は一次冷却速度が5℃/s未満であって、いずれも適切な製造条件から外れているため、得られた鋼板の第二相中のパーライト分率が増加するため、残留オーステナイト体積分率が減少し、U.Elが24%未満で、さらにYPElが発生した。中間保持温度が410℃未満の処理番号29の鋼板、および中間保持時間が180秒を超える処理番号26の鋼板もU.Elが24%未満となった。また、焼鈍温度が750℃以下の処理番号16の鋼板もU.Elが低く、またYPElが発生した。巻取り温度が500℃以下の処理番号13の鋼板は、残留オーステナイトの安定度が足りず、U.Elが24%に達しなかった。処理番号51は巻取温度が低いため、マルテンサイト分率が低く、均一伸びが低くかつYPElが発生した。処理番号52は中間保持温度での保持時間が長すぎるため、マルテンサイトが存在せず、YPElが発生した。
【0102】
【表1】

【0103】
【表2−1】
【0104】
【表2−2】
【0105】
【表3−1】
【0106】
【表3−2】
【産業上の利用可能性】
【0107】
本発明に係る高強度溶融亜鉛めっき鋼板は、自動車や家電などの産業分野において使用され、特に強度と加工性および外観品質が求められる部位への適用に有用である。
【技術分野】
【0001】
本発明は、自動車車体や家電製品における、高い成形性とめっき性が要求されるプレス部品へ適用可能で、440MPa以上590MPa未満の引張強度を有する、均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法に関する。
【背景技術】
【0002】
近年、自動車の燃費向上の観点から車体の軽量化が強く求められている。それに加えて、車両の衝突時に乗員を保護する観点から、車両の衝突安全性の向上も求められている。このような車体の軽量化と衝突安全性の向上を同時に達成するために、車体部品への高張力鋼板適用による高強度化と薄肉化が進められている。
【0003】
しかし、鋼板の高強度化に伴って延性や深絞り性といったプレス成形性は低下するため、高い成形性が要求されるプレス部品には高張力鋼板の適用が難しい。例えば、自動車外板としてドアアウターやバックドアを例にとれば、従来は引張強度が270〜340MPa級の低強度で成形性に優れた鋼板が使用されてきた。このような部品を高強度化するには、高い成形性の維持が必要となる。成形性の一つの指標として、引張試験で評価される全伸び値が用いられる。均一伸びと局部伸びの和である全伸びが高いほど、破断までにより大きな加工を加えることが可能である。しかし、実際のプレス成形において、鋼板が均一伸びを超える変形を受けて局部伸び領域に達すると、鋼板は局部伸びをした部位に変形が集中して、集中的に板厚が減少しネッキングを生じる。そのため、ネッキング部は容易に破断しやすくプレス成形時の割れ危険部位となる。さらに、外板パネルにおいて意匠面にネッキングが発生すると表面外観が損なわれる。このような理由から、外板パネル用鋼板においては、高い均一伸びが要求される。また、従来、このような鋼板ではストレッチャーストレインの発生による外観品質の劣化も防ぐために、降伏点伸びの発生を抑制することが強く求められる。
【0004】
それと同時に、車体の長寿命化の観点から、車体部品の耐食性の確保も重要な課題であるため、車体部品への溶融亜鉛めっきの適用が進められている。このため、高張力鋼板のめっき性も重要な要求特性の一つとなっている。
【0005】
鋼板の引張強度を高強度化しつつ、延性を向上するアプローチの一つとして、軟質なフェライト相中に硬質なマルテンサイト相を分散させたDual−Phase(DP)鋼板が知られている。DP鋼板は、高強度でありながら降伏強度が低いため形状凍結性に優れ、さらに加工硬化特性に優れるため比較的高い均一伸びを示す(例えば特許文献1)。しかしながら、DP鋼板は270〜340MPa級鋼板に匹敵するような十分な加工性があるとは言い難い。
【0006】
そこで、より優れた延性を得るためのアプローチとして、軟質なフェライト相中に残留オーステナイトを生成し、変形時にオーステナイトがマルテンサイトへ変態することで高い延性、特に高い均一伸びを示す変態誘起塑性(Transformation-induced Plasticity:TRIP)効果を用いたTRIP鋼板が知られている。TRIP鋼板としては、Si添加で炭化物生成を遅延し、オーステナイトへのCの濃縮を促進してオーステナイトを安定化させたSi添加TRIP鋼が知られている(例えば特許文献2)。しかし、Si添加TRIP鋼は、Siが非常に強力な固溶強化元素であるため、残留オーステナイトの確保に必要な量のSiを含有させると引張強度が590MPa以上にならざるを得ず、TS×Elバランスには優れるが延性および均一伸びの絶対値は低い鋼板となる。事実、従来のSi添加TRIP鋼板は、冷延材において、均一伸びが24%未満である。さらに、Siは、スラブ加熱や熱延および焼鈍過程において鋼板表面に強固な酸化皮膜を形成しやすいため、スケール残りやめっきむら、不めっきといった表面欠陥の原因となる。したがって、Si添加TRIP鋼は外観品質の点でも改善が必要である。
【0007】
そこで、Siと同様にオーステナイトへのCの濃化を促進し、Siより強度上昇およびめっき性劣化の影響が少ないAlを添加したTRIP鋼板が提案されている。例えば特許文献3では、Si量を低減しAl量を1.5〜2%とし残留オーステナイトを一定量生成した鋼板において、引張強度(TS):440〜490MPa、伸び(El):36〜39%を有する延性とめっき密着性に優れた鋼板の製造方法が報告されている。しかし、この鋼板を製造するためには、最終焼鈍前に800℃で1時間程度の二相域焼鈍を施し、Mnを予め分配させておくことが不可欠であり、さらに焼鈍+めっき工程においても800℃×60秒の均熱焼鈍後に冷却し、440℃でめっき浴浸漬後に10分以下の長時間の焼鈍が必要である。すなわち、この製造方法では、めっき浸漬後に焼鈍ラインを持たない通常のCGLラインでの製造は困難であり、さらに最終焼鈍前の前熱処理が不可欠なため製造コストが大幅に増加する問題がある。また、実施例にあるように、いずれの発明鋼も、2%を超える降伏点伸びが存在し、プレス時にストレッチャーストレインを生じて外観品質が低下する。特許文献4にも、Si量を低減しAlを添加することによって残留オーステナイトを活用した高延性溶融亜鉛めっき鋼板の製造方法が記載されているが、これもCGLによる最終焼鈍前に750℃以上での焼鈍、および250〜550℃での焼戻しが必要である。
【0008】
特許文献5には、Siを含有する高Mn、高Al成分鋼において引張強度(TS):440〜490MPaで延性に優れた冷延鋼板を下地とした溶融亜鉛めっき鋼板の製造方法が提案されている。しかし、この文献に示されている鋼板は、合金化温度が常法よりも非常に高く、めっきのパウダリング性が著しく劣化し、めっき品質の点で課題がある。また、急速加熱が必要であり、既存のCGL設備にくらべて製造コストが著しく高くなるという問題がある。
【0009】
特許文献6には、高Al成分鋼において前熱処理を実施後にCGLでめっきする製造方法以外に、前熱処理を実施せずに熱延において350〜500℃の低温巻取りを行うことで、10%以上の低温変態相を含み低温変態相として80%以上のベイナイトを有する熱延組織を形成した後に、CGLにてめっきを行う、TS×Elバランスに優れた鋼板と製造方法が提案されている。しかし、この技術ではSiを一定量含有した成分系を採用しており、めっき性が十分優れるとは言い難い。
【0010】
特許文献7には、高Al成分鋼において高いElを示す鋼板の製造方法が開示されている。しかしこの鋼板の製造には、実質的に二次冷却速度で80℃/s以上の冷却能力が不可欠である。なお、本発明者らが低冷速域まで調査を行ったところ、実施例に記載の鋼板の幾つかは第二相がパーライトへと分解し、特性が大きく劣化することが明らかになった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特許第4207738号公報
【特許文献2】特開平5−255799号公報
【特許文献3】特開2001−355041号公報
【特許文献4】特許第4333352号公報
【特許文献5】特開2000−256789号公報
【特許文献6】特開2004−256836号公報
【特許文献7】特許第3569307号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
このように、440MPa以上590MPa未満の強度レベルにおいて、高い均一伸びとめっき性を有し、製造コストや合金コストの著しい増大なしに製造可能な高強度溶融亜鉛めっき鋼板およびその製造方法は、提供されているとは言い難い。
【0013】
したがって、本発明の目的は、440MPa以上590MPa未満の引張強度を有し、加工性の観点から均一伸びに優れ、外板品質の観点から降伏伸びが抑制され、めっき性も良好な高強度溶融亜鉛めっき鋼板とその製造方法を提供することにある。
【課題を解決するための手段】
【0014】
従来、高延性化のために多量の残留オーステナイトを確保すべく、多量のSi、Mnを含有する鋼が検討されてきたが、そのことが鋼板の均一伸びやめっき性を低下させる原因となっていた。本発明者らは、上記課題を解決するために鋭意研究を重ね、優れた外板品質を確保する観点から、Siを始めとする多量の合金添加をしない成分系での検討を行った。その結果、従来のTRIP鋼に勝る優れた均一伸び(U.El)を得るためには、多量のフェライト体積分率を確保して引張強度(TS)を590MPa未満に抑えながら、組織中に準安定な残留オーステナイトを微量分散させることが重要であることを見出した。さらに、鋼板の降伏伸び(YPEl)の発生を抑制するには、硬質なマルテンサイトを微量分散した複合組織とすればよく、そのためには、従来技術では開示されていない合金成分設計とそれに合わせた製造条件設定が重要であり、Mn、Cr、P、BおよびAlの含有量を適正範囲に制御するとともに、最終焼鈍における焼鈍条件を合金成分によって適正化する必要があることを見出した。
【0015】
具体的には以下の(1)〜(3)に示す通りである。
(1)表面外観の観点から、Si量を極力低減し、適量のAlを添加する。
(2)TS<590MPaの低強度化を達成するためには、フェライトの固溶強化を低減した成分設計をするとともに、そのような軟質なフェライト相の体積率を確保するため第二相の体積分率を15%以下にする必要があることを見出した。このため、強力な固溶強化元素であるSiを極力低減する。さらにAl添加およびMnの低減によって鋼のFe−C状態図におけるAe3線は高C側にシフトするとともに、Mn、Cr、P、Bといった焼入元素量をMn当量式として上限を規制し、フェライト変態を促進する。このような鋼は、焼鈍時や一次冷却時にポリゴナルフェライトが生成しやすいため、結果的に、比較的硬質なベイニティックフェライトの生成量を低減することができ、低強度化かつ高延性化することができる。
(3)24%以上の高い均一伸びとYPElの発生を抑制するには、上記の軟質なフェライト相中に準安定な残留オーステナイトと硬質なマルテンサイトを適切な体積分率で分布させ、炭化物生成を伴うパーライトやベイナイトなどの相の生成は極力避ける必要がある。このためには、焼鈍後の一次冷却時のフェライト変態の促進とパーライト生成の抑制、さらに、めっき浴浸漬前の中間保持におけるベイナイト生成の適切な抑制が不可欠である。フェライト生成の促進とパーライト生成の抑制には、Mn、Cr、P、Bといった焼入性を示す元素の含有量と冷却条件を後述するMn当量との関係式で管理し、ベイナイト生成の抑制も、同様に、Mn、P、Bと、Cr、Alの関係式から製造条件を適切に管理すればよい。
【0016】
低強度化による均一伸びの向上およびめっき性向上のためには、Si量を極力低減し、Alを添加するだけでは不十分であり、さらに第二相分率を一定以下に抑制しなければならない。このことは、オーステナイトやマルテンサイトの体積分率の確保および残留オーステナイトの安定化の達成を非常に困難にするが、Mn当量を0.8%以上2.0%以下にすることで、未変態オーステナイトの安定性を適切に制御でき、焼鈍後冷却時にフェライト変態は進行させつつ、パーライト生成は遅延することができる。しかしこれだけでは、ベイナイト変態温度域における、ベイナイト生成の抑制には十分ではなく、さらにAlをMn当量とバランスさせて添加することで、安定なオーステナイトを確保できる。ここで、Crを0.10%以上0.40%以下添加することで、微量のマルテンサイトを適切に確保できる。
【0017】
Crがマルテンサイト分率の確保に寄与する理由は必ずしも明確ではないが、後述するように、Crはオーステナイトからのベイニティックフェライト生成を効果的に抑制し、全てが残留オーステナイトになることを抑制する効果があるためと考えられる。これは、Crがオーステナイト安定化元素であることに加えて、炭素親和性の強い元素であることから、Crがオーステナイト中のC拡散を遅延すること、および炭化物(Fe3C)の形成を阻害することで、ベイニティックフェライトの進展を抑制しているものと考えられる。したがって、Crは本発明において非常に有効な元素である。
【0018】
本発明はこのような知見に基づいて完成されたものであり、以下の(1)〜(5)を提供する。
【0019】
(1)質量%で、C:0.06%以上0.20%以下、Si:0.50%未満、Mn:0.5%以上2.0%未満、P:0.05%以下、S:0.02%以下、Al:0.60%以上2.00%以下、N:0.004%未満、Cr:0.10%以上0.40%以下、B:0.003%以下(0%を含む)を含有するとともに、以下に示すMneqが、0.8≦Mneq≦2.0かつMneq+1.3[%Al]≧2.8を満足し、残部は鉄および不可避的不純物からなり、鋼の組織が、フェライトを母相として、第二相体積分率が15%以下であり、第二相としては体積分率3%以上のマルテンサイトと体積分率3%以上の残留オーステナイトを有し、パーライトおよびベイナイトの合計体積分率がマルテンサイトおよび残留オーステナイトの体積分率以下である鋼板の表面に溶融亜鉛めっき層を有し、引張強度が440MPa以上590MPa未満、均一伸びが24%以上であることを特徴とする、均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板。
Mneq=[%Mn]+1.3[%Cr]+4[%P]+150[%B]
ただし、[%Mn]、[%Cr]、[%P]、[%B]はいずれも鋼の化学成分としてのMn、Cr、P、Bの質量%を意味する。
また、上記[%Al]も鋼の化学成分としてのAlの質量%を意味する。
【0020】
(2)Si:0.05%未満であることを特徴とする(1)に記載の均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板。
【0021】
(3)上記成分に加えて、質量%で、Ti:0.02%以下、V:0.02%以下、Ni:0.2%以下、Cu:0.1%未満、Nb:0.02%以下、Mo:0.1%未満、Sn:0.2%以下、Sb:0.2%以下、CaおよびREM:0.01%以下のうち少なくとも1種以上を含むことを特徴とする(1)または(2)に記載の均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板。
【0022】
(4)引張強度×伸びバランスが19000MPa・%以上、引張強度×均一伸びバランスが12000MPa・%以上であることを特徴とする(1)から(3)のいずれかに記載の均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板。
【0023】
(5)上記(1)から(3)のいずれかに記載の成分組成を有する鋼スラブを、1100℃以上1250℃以下で加熱後に熱間圧延し、得られた熱延板を巻取温度500℃超で巻き取った後に、酸洗を施してから冷間圧延し、次いで、750℃以上950℃以下の温度に昇温して20秒以上200秒以下保持した後、平均冷却速度5℃/s以上40℃/s以下で、以下の式に示す臨界一次冷却温度Tcrit以上の一次冷却停止温度まで一次冷却した後、そこから410℃以上500℃以下の中間保持温度域まで平均冷却速度15℃/s以上で二次冷却し、その温度域に10秒以上180秒以下保持した後に、溶融亜鉛めっき浴に浸漬して溶融亜鉛めっきする、あるいは溶融亜鉛めっき後さらにめっきの合金化処理を施すことを特徴とする均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
Tcrit=870−2.5(66×Mneq+CR)
ただし、Mneq=[%Mn]+1.3[%Cr]+4[%P]+150[%B]であり、[%Mn]、[%Cr]、[%P]、[%B]はいずれも鋼の化学成分としてのMn、Cr、P、Bの質量%を意味する。また、CRは一次冷却における平均冷却速度(℃/s)を意味する。
【発明の効果】
【0024】
本発明によれば、440MPa以上590MPa未満の引張強度で、24%以上の高い均一伸びを有するめっき性に優れた高強度溶融亜鉛めっき鋼板、およびそのような鋼板を複雑な工程やコストの増大なしに製造可能な高強度溶融亜鉛めっき鋼板の製造方法が得られる。さらには、本発明の鋼板は、引張強度×伸び(TS×El)バランス、および引張強度×均一伸び(TS×U.El)バランスが高く、降伏伸び(YPEl)の発生が抑制されており、優れた加工性、表面品質を有している。
【図面の簡単な説明】
【0025】
【図1】鋼のMn当量とTSとの関係、および連続冷却時のパーライト生成の有無を調査した結果を示す図である。
【図2】鋼のMn当量とAl含有量が変化した場合の均一伸びを調査した結果を示す図である。
【図3】均一伸び(U.El)、引張強度(TS)および残留オーステナイト、マルテンサイト、パーライトおよびベイナイトの含有量に及ぼすCr含有量の影響を示す図である。
【図4】均一伸び(U.El)に及ぼす残留オーステナイト体積分率とパーライトおよびベイナイト体積分率の差の影響を示す図である。
【図5】降伏伸び(YPEl)に及ぼすマルテンサイト体積分率とパーライトおよびベイナイト体積分率の差の影響を示す図である。
【図6】Mn当量(Mneq)の異なる鋼板を、種々の冷却速度で連続冷却した際に、パーライト生成が起こる温度を調査した結果を示す図である。
【図7】均一伸び(U.El)に及ぼす一次冷却停止温度の影響を示す図である。
【発明を実施するための形態】
【0026】
以下、本発明について「成分」、「組織」、「製造方法」に分けて詳細に説明する。
【0027】
[成分]
まず、本発明における各成分の限定理由について説明する。なお、以下において成分量の%表示は、特にことわらない限り質量%を意味する。
【0028】
・C:0.06%以上0.20%以下
Cは廉価かつ非常に有効なオーステナイト安定化元素であり、オーステナイトを残留させる上で極めて重要な元素である。Cは後述する熱処理過程において、二相域焼鈍時およびフェライト変態の進行に伴って、フェライトからオーステナイトへと吐き出され、オーステナイトを安定化することでオーステナイトを室温まで残留させる。均一伸びを向上するには、このような十分にCを濃化したオーステナイトが3%以上必要である。Cが0.06%未満では、最終的な残留オーステナイトの量が3%未満になるか、3%以上確保してもCの濃化量が少なく不安定なために、均一伸びが十分に向上しない。C量が多いほど残留オーステナイトの生成量および安定度は増加するが、C量が0.20%を超えると第二相分率が増えすぎ、さらに溶接性が劣化する。したがって、C含有量を0.06%以上0.20%以下とする。より高い延性を備えた鋼板を得るためには0.07%以上0.15%未満とすることが好ましい。
【0029】
・Mn:0.5%以上2.0%未満
Mnはオーステナイトがパーライトやベイナイトへ変態するのを抑制するために重要な元素である。Mnが0.5%未満では、焼鈍後の冷却時に、オーステナイトからパーライトやベイナイトへ分解しやすくなるので、室温までオーステナイトを残存させるのが非常に難しい。一方、Mnが2.0%以上になると、第二相が増加して、引張強度が590MPa以上になり延性が低下する。したがって、Mn含有量を0.5%以上2.0%未満とする。好ましくは1.7%未満、より好ましくは1.6%未満である。
【0030】
・Si:0.50%未満
Siは、オーステナイトからのセメンタイト析出を抑制するので、オーステナイトのC濃化を促進させるのに非常に有効な元素である。しかしながら、Siは固溶強化能が非常に高いため、多量に含有すると引張強度の上昇を招く。また、酸素との親和性が高いため鋼板表面に酸化皮膜を形成しやすく、微量でも、熱延時のスケール残りや連続溶融亜鉛めっき時の酸化皮膜形成による不めっきを生じさせる。したがって、Siはできるだけ少なくすることが望ましく、Si含有量を0.50%未満とする。めっき品質を向上する観点から、0.20%未満が好ましく、さらに0.05%未満が好ましい。特に優れためっき品質を得るには、0.03%未満とすることが好ましい。
【0031】
・Al:0.60%以上2.00%以下
Alは、オーステナイトからの炭化物析出を抑制するため、本発明においてオーステナイトのC濃度を増加させるため必須の元素である。さらに、Alは強力なフェライト安定化元素であるため、Ae3線を高C側へ遷移し、フェライトと共存するオーステナイトのC濃度を高濃度化でき、残留オーステナイトの安定度がさらに増加する。Al含有量が0.60%未満では炭化物の生成を抑制する効果が十分に得られない。一方、Al含有量が2.00%を超えると、鋼板表面に酸化層を形成し、めっき性を著しく劣化する。さらに、Nと結合してAlNを形成するため、それが介在物となり鋳造性が低下する。また、大きなフェライトバンド組織を形成しやすくなり、不均一な組織になるため材質が劣化する。したがって、Al含有量を0.60%以上2.00%以下とする。上記Alの効果をより有効に発揮するためには0.70%以上が好ましい。また、上記不都合をより確実に回避するためには1.80%以下が好ましい。
【0032】
・0.8≦Mneq≦2.0
室温でも安定なオーステナイトを得るには、まず、二相域焼鈍後の連続冷却時のパーライト生成を抑制しなければならない。そのため、Mn当量(Mneq)は本発明において厳密に管理されるべき項目である。
【0033】
二相域焼鈍後の連続冷却時のパーライト生成に及ぼす各種合金元素の影響を調査した結果、Mn、Cr、P、Bがパーライト生成を遅延する効果を有しており、以下のようなMn当量式として表されることがわかった。
Mneq=[%Mn]+1.3[%Cr]+4[%P]+150[%B]
ここで、[%Mn]、[%Cr]、[%P]、[%B]はいずれも鋼の化学成分としてのMn、Cr、P、Bの質量%を意味する。
【0034】
さらに、Mn当量はフェライト生成も遅延するので、第二相分率に大きく影響し、本発明鋼の引張強度(TS)をほぼ決定する重要な因子でもある。
【0035】
図1は、C:0.11%、Si:0.01%、Mn:0.5〜1.7%、P:0.01%、S:0.002%、Al:1.50%、Cr:0.3%、N:0.002%、B:0〜0.001%とした鋼のMn当量とTSとの関係、および連続冷却時のパーライト生成の有無を調査した結果を示す。図中、均一伸び24%以上を達成する鋼板を●、パーライトが生成し均一伸びが24%未満の鋼板を■、パーライト生成が無いにもかかわらず均一伸び24%未満の鋼板を□と表記した。
【0036】
試験片の作製方法は以下の通りである。上記の成分を有する27mm厚のスラブを1200℃に加熱後、仕上げ圧延温度950℃で4mm厚まで熱間圧延し、直ちに水スプレー冷却を行い580℃で1時間の巻取り処理を実施した。この熱延板を0.80mm厚まで圧延率80%で冷間圧延し冷延板とした。これを、850℃で120秒の二相域焼鈍を行った後に、平均冷却速度15℃/sで冷却し、後述するMn当量で決定される適正な一次冷却停止温度域まで冷却し、続いてそこから470℃までを平均冷却速度25℃/sで冷却し、直ちに40秒の等温保持を行った後、460℃の亜鉛めっき浴に浸漬し、合金化のために510℃で20秒の保持を行い、その後200℃以下の温度域まで平均冷却速度20℃/s、さらにそこから室温までを平均冷却速度:10℃/sで冷却し、伸張率:0.5%の調質圧延を施した。
【0037】
このようにして得られた鋼板よりJIS5号引張試験片を採取し、JISZ2241に記載の方法に従って引張試験を行った。また、走査型電子顕微鏡による鋼板のミクロ組織観察を、倍率3000倍で行い、パーライトおよびベイナイトの有無を確認した。
【0038】
図1より、TSの変化はMn当量(Mneq)の変化と比例しており、鋼板のフェライト変態を促進しTS<590MPaに低強度化するためには、Mneqを2.0以下とする必要があることがわかる。Mneqが低いほど、フェライト分率は増加し低強度な鋼板を得られるが、Mneqが0.8未満になるとパーライト変態が抑制できなくなることがわかる。したがって、TS<590MPaとしつつ、Mneqによる冷却時のパーライト生成の遅延効果を得る観点から、Mneqの範囲を0.8≦Mneq≦2.0とする。さらに強度を低く抑える観点からはMneqが1.9以下であることが好ましい。
【0039】
・Mneq+1.3[%Al]≧2.8
めっき浴浸漬前の保持温度におけるパーライトおよびベイナイト生成を抑制し、残留オーステナイトを確保するために、これらの温度での保持時の変態挙動に及ぼす合金元素の影響を調査した結果、上記Mn当量に加えて、Alも大きな抑制効果を有することが分かった。そこでMn当量およびAl含有量が、焼鈍後の鋼板の均一伸びに及ぼす影響を調査した。
【0040】
図2は、C:0.11%、Si:0.01%、Mn:0.5〜1.7%、P:0.01%、S:0.002%、Al:0.70〜2.00%、Cr:0.3%、N:0.002%、B:0〜0.001%とした鋼において、鋼のMn当量とAl含有量が変化した場合の均一伸びを調査した結果を示す。図中、均一伸びが24%以上の鋼を○、均一伸びが24%未満の鋼を×と表記した。試験鋼の作成方法および試験方法は、図1の説明の部分で述べた方法と同一である。
【0041】
図2より、Mneqが0.8以上2.0以下であり、かつ、Mneq+1.3[%Al]≧2.8である領域で24%以上の高い均一伸びを得られることがわかる。Mneq+1.3[%Al]<2.8の鋼の均一伸びが低いのは、めっき浸漬前の保持時間中にパーライトまたはベイナイトが生成し、残留オーステナイト量が減少したためである。また、Mneq>2.0の鋼は、TSが高すぎるため均一伸びが低下し、Mneq<0.8の鋼は空冷時に多量のパーライトが生成してしまい均一伸びが低い。
【0042】
以上の結果に基づき、合金元素を制御して安定な残留オーステナイトを確保し、高い均一伸びを得る観点から、Mneq+1.3[%Al]≧2.8とする。さらに、高いTS×均一伸びバランスを得る観点からは、2.9以上が好ましく、3.0以上がさらに好ましい。
【0043】
・Cr:0.10%以上0.40%以下
図3にC:0.11%、Si:0.01%、P:0.01%、S:0.002%、Al:1.5%、N:0.002%、B:0〜0.001%とし、Cr量を0%(無添加)、0.15%、0.3%、0.8%と変化させて、Mn当量がほぼ1(0.93〜1.08)になるようMn量(Mn:0.03〜1.03%)をバランスさせた鋼の、均一伸び、引張強度および残留オーステナイト量、マルテンサイト量、パーライトおよびベイナイト量に及ぼすCr含有量の影響を示す。製造方法は図1の説明の部分で述べたのと同様である。
【0044】
図3より、Cr含有量が増加するほど、第二相中の残留オーステナイト生成が抑制され、マルテンサイト生成量が増加しDPに近い組織になることがわかる。Cr含有量を増加した場合には、オーステナイトからのベイニティックフェライト生成が抑制される様子が組織観察より認められ、これが残留オーステナイト生成が抑制された原因と考えられる。Crがベイニティックフェライト生成を抑制する理由は明確ではないが、Crは炭素親和性の強い元素であり、オーステナイト中のCの拡散を遅延し、ベイニティックフェライトの核生成を遅延していると考えられる。そのため、残留オーステナイトを確保するにはCr含有量を抑制する必要がある。
【0045】
一方で、Cr無添加でMn当量をMnだけで確保した鋼は、残留オーステナイトは3%以上存在するものの、均一伸び(U.El)は0.3%Cr鋼よりも2%程度低い値を示した。これは、Cr:0.3%相当のMn当量を確保するために、Mnを0.5%程度添加したことでフェライトが固溶強化されて、TS×U.Elが同等でもU.Elの絶対値が低下したためである。このように、CrにはMnを置換し均一伸びを増加する効果がある。このような効果を得るには、Cr量が0.10%以上である必要がある。しかし、図3から分かるように、Cr量が過剰になると残留オーステナイトの生成が抑制されてTS×U.Elバランスが悪化する。さらに、Crは高価な元素であるため、過剰な添加は合金コストの増加を招く。したがって、残留オーステナイトの確保および合金コスト抑制の観点から、Crは0.40%以下に抑える必要がある。このように、TS×U.ElバランスおよびU.Elをともに向上させる観点から、本発明ではCr含有量を0.10%以上0.40%以下とする。より好ましくは0.35%以下である。
【0046】
・B:0.003%以下(0%を含む)
Bは極微量でも焼鈍後の冷却時のパーライト変態を強く抑制できるため、オーステナイトへのC濃縮を促進するのに適宜添加することができる。ただしB量が0.003%を超えると熱延負荷が増大するとともに、B炭化物を析出し逆に焼入れ性を低下させる。そのような観点から、Bの含有量を0.003%以下(0%を含む)とする。
【0047】
・P:0.05%以下
PはBと同様に微量の添加で焼入れ性を増大し、焼鈍後の冷却時におけるパーライト変態を抑制する効果がある。ただしPは非常に強い固溶強化元素であり、過剰に含有すると必要以上に強度が上昇する。また合金化の遅延によるめっきムラや偏析による表面品質の低下を招く。したがってPの含有量を0.05%以下とする。より好ましくは0.03%以下である。
【0048】
・S:0.02%以下
Sを適量含有させることで、一次スケールの剥離性を向上し、鋼板の最終的なめっき外観品質を向上させることが可能であり、このような効果を得るには、Sを0.001%以上含有させるのが好ましい。しかし、Sが多量に存在した場合、鋼の熱間延性が低下し、熱間圧延時に鋼板表面に割れが発生することで表面品質を劣化し、さらには、粗大なMnSを形成して破壊の基点となるため鋼板の延性を低下させる。このため、Sの含有量を0.02%以下とする。より好ましくは0.01%以下である。
【0049】
・N:0.004%未満
Nは鋼中のAlと微細なAlNを形成しフェライト組織の粒成長性を低下させるため、組織が高強度化する。また多量のAlNが析出すると熱間延性が急激に低下するため連続鋳造での製造安定性を著しく損なう。したがって、Nはできる限り低く抑えられるべき元素であり、そのような観点からNの含有量を0.004%未満とする。より好ましくは0.0035%未満である。
【0050】
・Ti、Nb、V:それぞれ0.02%以下
Ti、Nb、VはいずれもNとの親和性が強く、鋼中のNを金属窒化物として固定する効果があり、AlNの析出量を低減することができる。したがって、これらの元素は、微細なAlN析出にともなうフェライト組織の粒成長の抑制や熱間延性の低下を抑制する効果がある。Ti、Nb、VによるN固定の効果を得るには、これらの元素を0.002%以上添加することが好ましい。ただし、いずれも高価な元素であるため多量に添加すれば大幅なコスト増加となり、また、焼鈍時に微細な炭化物を析出しやすいため鋼板の強度を増加させる。Ti、Nb、Vは、それぞれ0.02%以下とするのが好ましい。
【0051】
・Ni:0.2%以下
Niはオーステナイト安定化元素であるためパーライト変態の抑制のために必要に応じて0.05%以上添加することができる。ただし多量に添加すると合金コストが増大することに加えて、鋼の延性が低下する。したがって、Niを添加する場合には、その含有量を0.2%以下とする。
【0052】
・Cu、Mo:それぞれ0.1%未満
Cu、Moはオーステナイト安定化元素なのでパーライト変態を抑制する目的で必要に応じてそれぞれ0.02%以上添加することができる。またSi、Alほどではないが、これらの元素はセメンタイトの生成を抑制する効果も期待される。しかしいずれも高価な元素であるため合金コストを著しく増大させる。さらに、固溶強化や鋼の組織を微細化することによって鋼板の強度を上昇するので多量に含有させることは好ましくない。したがって、Cu、Moを添加する場合には、これらの含有量はそれぞれ0.1%未満とする。より好ましくは0.05%未満である。
【0053】
・Sb、Sn:それぞれ0.2%以下
Sb、Snは、微量添加することで鋼板表面における酸化や窒化を抑制でき、必要に応じてそれぞれ0.004%以上添加することができる。ただし、多量に含有させると強度の上昇と靭性の劣化、およびコストの増大を招く。そのため、Sb、Snを添加する場合には、これらの含有量をそれぞれ0.2%以下とする。
【0054】
・CaおよびREM:0.01%以下
CaおよびREMはSとの親和性が強いため、鋼中Sを固定し、また、熱延および冷延によって鋼中で進展して破壊の起点となるS介在物の形態を制御するために必要に応じてそれぞれ0.002%以上添加することができる。しかしこれらは0.01%を超えて添加しても効果は飽和する。そのため、Ca、REMを添加する場合には、これらの含有量をそれぞれ0.01%以下とする。
【0055】
以上の成分以外の残部は、Feおよび不可避的不純物である。
【0056】
[組織]
本発明に係る高強度溶融亜鉛めっき鋼板は、上記成分組成を有した上で、さらに、フェライトを母相として、第二相体積分率が15%以下であり、第二相としては体積分率3%以上のマルテンサイトと体積分率3%以上の残留オーステナイトを有し、パーライトおよびベイナイトの合計体積分率がマルテンサイトおよび残留オーステナイトの体積分率以下である組織を有している。これにより、440MPa以上590MPa未満の引張強度と優れた加工性を得られる。以下、本発明に係る高強度溶融亜鉛めっき鋼板の組織について説明する。
【0057】
ここで、フェライトとベイニティックフェライトは、組織形態がやや異なるものの、光学顕微鏡や走査型電子顕微鏡を用いての組織判別が容易でないこと、および特性が比較的近いことから、両者を区別せずにフェライトとして扱う。第二相とはフェライト以外に組織中に存在する相の総称である。パーライトはフェライトおよびセメンタイトからなる層状組織を指す。ベイナイトは比較的低温(マルテンサイト変態点以上)でオーステナイトから生成し、針状または板状のフェライト中に微細な炭化物が分散した硬質な組織を指す。炭化物が生成せずに上記の硬質なフェライトのみが生成した組織、一般にベイニティックフェライトと呼ばれる組織は、特にことわりの無い限りは、ポリゴナルフェライトと合わせてフェライトの範疇に含める。マルテンサイトは冷却途中に一部焼き戻されて焼戻しマルテンサイトとなる場合があるが、これも十分硬質であることからマルテンサイトと区別しない。マルテンサイトと残留オーステナイトは、腐食されにくく顕微鏡による判別が困難であるが、残留オーステナイトの体積分率はX線回折法により求めることができる。マルテンサイト分率は、第二相体積分率から他の全ての相の体積分率を除いて求める。なお、相の体積分率の量を表す%は、特にことわらない限り体積%を意味する。
【0058】
・第二相体積分率:15%以下
合金成分により固溶強化を抑えても、第二相分率が15%を超えると、引張強度が増加し延性が大きく低下してしまう。このため第二相分率は15%以下とする。より好ましくは14%以下である。すなわち、本発明に係る鋼板は、85%以上、より好ましくは86%以上のフェライトを有する。
【0059】
・残留オーステナイト体積分率:3%以上
本発明に係る鋼板においては、残留オーステナイトによるTRIP効果を活用し高い均一伸びを得るため、残留オーステナイトの体積分率が非常に重要である。高い均一伸びを得るには、残留オーステナイトを少なくとも3%以上含有する必要がある。3%未満の場合、均一伸びは24%未満となる。さらに優れた均一伸びを得るには4%以上であることが好ましい。
【0060】
・マルテンサイト体積分率:3%以上
本発明に係る鋼板では、適切にCが濃化したマルテンサイトを微量に分散させることで、降伏伸び(YPEl)の発生を抑制するため、マルテンサイト体積分率が重要である。YPElの発生を抑制するためには3%以上のマルテンサイトを含有すればよく、4%以上含有するのが好ましい。しかし、マルテンサイトが過剰に存在すると組織の高強度化を招くため、マルテンサイト分率は10%以下に抑えることが好ましい。
【0061】
・パーライトおよびベイナイト体積分率:マルテンサイトおよび残留オーステナイト体積分率以下
パーライトおよびベイナイトといった炭化物の析出を伴った第二相は、生成すると、残留オーステナイトやマルテンサイトの生成量およびC濃化量が低下するため、均一伸びの低下やYPElの発生を招く。
【0062】
そこで、第二相中の組織構成が均一伸び(U.El)および降伏伸び(YPEl)に及ぼす影響を調査した。図4、5に、成分組成をC:0.080〜0.160%、Si:0.01〜0.02%、Mn:0.50〜1.31%、P:0.01〜0.03%、S:0.002〜0.008%、Al:0.97〜1.55%、Cr:0.15〜0.32%、B:0〜0.001%、N:0.0020〜0.0035%、Mneq:0.93〜1.74、Mneq+1.3Al:2.88〜3.76とした鋼の組織構成を変化させたときの機械的特性の変化を示した。具体的には、図4は均一伸び(U.El)に及ぼす残留オーステナイト体積分率とパーライトおよびベイナイト合計体積分率との差の影響を示すものであり、図5は降伏伸び(YPEl)に及ぼすマルテンサイト体積分率とパーライトおよびベイナイト合計体積分率との差の影響を示すものである。これらの図の●プロットは、TSが440MPa以上590MPa未満で組織構成を変化させた鋼板である。
【0063】
サンプルの製造方法は、上記の成分組成を有する27mm厚のスラブを1200℃に加熱後、仕上げ圧延温度870〜970℃で4mm厚まで熱間圧延し、直ちに水スプレー冷却を行い450〜650℃の温度範囲で1時間の巻取り処理を実施した。この熱延板を0.80mm厚まで圧延率80%で冷間圧延し冷延板とした。これを、740〜900℃で120秒の二相域焼鈍を行った後に、平均冷却速度1〜30℃/sで550〜700℃の温度範囲まで一次冷却停止し、続いて470℃までを平均冷却速度25℃/sで冷却し、直ちに20〜200秒の等温保持を行った後、460℃の亜鉛めっき浴に浸漬し、合金化のために510℃で20秒の保持を行い、その後200℃以下の温度域まで平均冷却速度20℃/s、さらにそこから室温までを平均冷却速度:10℃/sで冷却し、伸張率:0.5%の調質圧延を施した。
【0064】
このようにして得られた鋼板よりJIS5号引張試験片を採取し、JISZ2241に記載の方法に従って引張試験を行った。また、鋼板のミクロ組織の体積分率を求めるために、以下の測定を行った。鋼板のL断面(圧延方向に平行な垂直断面)を研磨後ナイタールで腐食させ、走査型電子顕微鏡にて倍率3000倍の組織写真を10視野撮影し、得られた組織写真に合計700点の交点を有する格子線(1.5μmの等間隔で縦に25本の平行な線を、この縦の25本の線に直角となるように、1μmの等間隔で横に28本の平行な線を形成して作成した、1個あたり1.5μm×1μmの大きさの長方形からなる格子群)を重ねて、全格子点中で第二相と重なっている格子点の割合を計測することで第二相の面積率を測定した。このようにして得られたL断面の面積率は、鋼板の圧延直角方向に平行な垂直断面より求められた面積率とほぼ同一の値を示したことから、面積率の異方性はないものと判断し、ここでは前記L断面の面積率を第二相の体積率とした。
【0065】
組織写真において、フェライトは暗色のコントラストの領域であり、フェライト中に炭化物がラメラー状に観察された領域をパーライト、フェライト中に炭化物が点列状に観察された領域をベイナイトとし、それ以外のフェライトよりも明るいコントラストの付いている領域をマルテンサイトもしくは残留オーステナイトとした。パーライト、ベイナイト、マルテンサイト、残留オーステナイトと認められる領域の体積率を測定し、これらを合計した体積率を第二相体積分率とした。
【0066】
残留オーステナイトの体積率は、次の方法により求めた。
研削および化学研磨により、鋼板の板厚1/4部を露出し、Mo−Kα線を線源とし加速電圧50keVにて、X線回折装置(装置:Rigaku社製RINT2200)によって鉄のフェライト相の{200}面、{211}面、{220}面と、オーステナイト相の{200}面、{220}面、{311}面のX線回折線の積分強度を測定し、これらの測定値を用いて非特許文献(理学電機株式会社:X線回折ハンドブック(2000),p26、62−64)に記載の計算式を用いて残留オーステナイトの体積率を求めた。マルテンサイトの体積率は、上記のミクロ組織から測定したマルテンサイトと残留オーステナイトの合計体積率からX線回折法で測定した残留オーステナイトの体積率を差し引いて求めた。
【0067】
図4から、パーライトおよびベイナイト合計体積分率が残留オーステナイト体積分率より少ない、すなわち、差分が0以上になると、均一伸び(U.El)が24%以上になることがわかる。
【0068】
図5から、パーライトおよびベイナイト合計体積分率がマルテンサイト体積分率より少ない、すなわち差分が0以上になると降伏伸び(YPEl)が消失することがわかった。このような理由から、第二相の組織構成として、パーライトおよびベイナイト合計体積分率はマルテンサイトおよび残留オーステナイト体積分率以下に抑制される必要がある。さらに優れた延性の観点からは、パーライトおよびベイナイト合計体積分率は3%以下が好ましく、より好ましくは1%以下である。
【0069】
本発明においては、以上のような成分組成および組織とすることで、引張強度(TS)が440MPa以上590MPa未満、均一伸び(U.El)が24%以上で、降伏伸び(YPEl)の発生が抑制された溶融亜鉛めっき鋼板を得ることができる。
【0070】
高強度かつ延性に優れた鋼板の指標として、延性、均一伸びの絶対値に引張強度を乗じた強度−延性(TS×El)バランスや強度−均一伸び(TS×U.El)バランスが用いられる。高強度かつ優れたプレス成形性を確保する観点から、TS×Elバランスは19000MPa・%以上であることが好ましい。より好ましくは19500MPa・%以上であり、さらに好ましくは20000MPa・%以上である。同様に、TS×U.Elバランスとしては12000MPa・%以上が好ましく、12500MPa・%以上がより好ましい。さらに好ましくは13000MPa・%以上である。
【0071】
さらに、プレス後も優れた外観品質を維持する観点から、鋼板におけるストレッチャーストレインの発生を抑制する必要がある。降伏伸び(YPEl)が0.2%を超えると、プレス成形品に明瞭なストレッチャーストレインを生じる場合があることから、YPElは0.2%以下とすることが好ましい。より好ましくは0.1%以下であり、さらに好ましくは0%である。
【0072】
[製造方法]
本発明においては、所定の成分鋼を上記の組織に制御することによって優れた加工性とめっき性を有する高強度鋼板が得られるが、以下に、このような高強度鋼板を得るための製造方法について説明する。
【0073】
熱間圧延前のスラブ加熱温度を1100〜1250℃とする。加熱温度が1100℃未満では熱間圧延時の圧延負荷が増大する。また、本発明の組成は、Al含有量が多くMn含有量が少ないためAe3温度が高く、スラブ加熱温度が1100℃未満では、熱間圧延中にエッジのような局所的に冷却された部位がAe3温度以下になってフェライトが多量に生成する可能性がある。これにより、熱延板中の組織が不均一になるため、材質のばらつきや鋼板形状の悪化を招く。一方、加熱温度が高ければ、合金成分および組織の均一化と圧延負荷の低減が図れるが、1250℃を超えるとスラブ表面に生成される酸化スケールが不均一に増加し表面品質が低下する。したがって、スラブ加熱温度は1250℃以下とする。
【0074】
次に、熱間圧延の条件は特に規定せず常法に従って行えばよいが、仕上圧延終了温度は850〜950℃とすることが好ましい。850℃未満ではフェライト変態温度域に入っていくため、仕上温度が850℃未満になるとフェライト生成が著しく促進され、鋼板内での不均一な組織形成や表面近傍での異常粒成長が発生しやすくなり、安定した材質を得難くなる。一方、950℃を超えると、二次スケールの生成が促進されて表面品質が劣化する。
【0075】
熱延仕上圧延後から巻取りまでの平均冷却速度の範囲は特に規定しない。熱延板は、任意の冷却を受けた後に、巻取温度500℃超で巻き取る必要がある。これは、熱延板組織をフェライト+パーライト組織とするためで、これにより熱延板強度を低強度化し、次工程の冷延負荷の増大を抑制することができる。さらに、スラブ加熱時に一度均質化したC、Mn、Crといったオーステナイト安定化元素がフェライト相からパーライト相へと局所的に分配されるため、焼鈍後もそれが残存し、オーステナイトの安定化が促進されやすい。上記に加えて、巻取ったコイル中で易酸化元素の内部酸化が進みやすいため、その後の焼鈍時の合金元素の表面濃化が低減されてめっき性も向上する。これに対して巻取温度が500℃以下では、低温変態相の生成量が増大するので冷延負荷が増大し、合金元素の分配も低減するとともに、内部酸化量が低減しめっき性が低下する。冷延負荷の観点から、熱延板組織としては、80体積%以上がフェライト+パーライト組織であることが好ましく、90体積%以上がより好ましい。
【0076】
この熱延板を巻き取った後、酸洗処理を行い、その後に冷間圧延を行う。冷間圧延の条件は特に規定せず常法に従って行えばよいが、目標の特性を得るには、冷間圧延率は40〜90%とすることが好ましい。
【0077】
このようにして得られた冷延板を、焼鈍温度750〜950℃まで昇温し20〜200秒保持する。これにより、組織中の炭化物を全て溶解してオーステナイトを生成するとともに、オーステナイトへのC、MnおよびCrといったオーステナイト安定化元素の濃化を促す。焼鈍温度が750℃未満、保持時間が20秒未満では、未固溶の炭化物が残存し延性が低下する場合がある。炭化物を十分に溶解する観点から、焼鈍温度は770℃以上とするのが好ましい。しかし、950℃を超える均熱温度での操業は焼鈍設備の負荷が大きいので焼鈍温度は950℃以下とする。また均熱保持時間が200秒を超えると、焼鈍設備の長大化あるいは生産速度の大幅な低下を招くため、200秒以下とする。
【0078】
焼鈍後は直ちに一次冷却を施す。一次冷却工程は、本発明鋼板のフェライト分率を決めるために非常に重要な工程である。一次冷却停止温度が低い方がフェライト分率が増加し延性が向上するが、低すぎるとパーライト変態が起こるため、均一伸びの低下を招く。
【0079】
そこで、適正な一次冷却停止温度の検討を行った。図6は、C:0.11%、Si:0.01%、Mn:0.5〜1.3%、P:0.01〜0.03%、S:0.002%、Al:1.00〜1.50%、Cr:0.3%、N:0.002%、B:0〜0.001%としたMn当量(Mneq)の異なる鋼板を、種々の平均冷却速度で連続冷却した際に、パーライト生成が起こる温度を調査した結果を示す。図中、平均冷却速度5℃/sの時のパーライト生成温度を△、15℃/sの時のパーライト生成温度を□、30℃/sの時のパーライト生成温度を○とした。
【0080】
試験片の作製方法は以下の通りである。上記の成分を有する27mm厚のスラブを1200℃に加熱後、仕上げ圧延温度950℃で4mm厚まで熱間圧延し、直ちに水スプレー冷却を行い580℃で1時間の巻取り処理を実施した。この熱延板を0.80mm厚まで圧延率80%で冷間圧延し冷延板とした。これを、850℃で120秒の二相域焼鈍に供した後に、平均冷却速度5、15、30℃/sで冷却し、500〜700℃の種々の温度に達したところで、水冷した。このようにして得られた鋼板のミクロ組織を走査型電子顕微鏡によって倍率3000倍で観察し、パーライトの有無を確認した。
【0081】
図6より、パーライトの生成開始温度はMn当量(Mneq)および冷却速度の変化に比例しており、Mn当量が高く冷却速度(CR(℃/s))が速いほど低温化する。この結果から、パーライトの生成開始温度を臨界一次冷却温度Tcritとして、以下の式で整理することができる。
Tcrit=870−2.5(66×Mneq+CR)
一次冷却停止温度がTcrit以上ではフェライト変態だけが進行し、フェライト分率の増加とオーステナイトのC濃化が促進される。
【0082】
さらに、均一伸び(U.El)に及ぼす一次冷却停止温度の影響を調査するため、C:0.11%、Si:0.01%、Mn:1.0%、P:0.01%、S:0.002%、Al:1.50%、Cr:0.3%、N:0.002%、B:0%とした鋼を、図6の場合と同様の条件で冷間圧延まで実施した後に、850℃で120秒の二相域焼鈍を行い、その後に、平均冷却速度15℃/sで冷却し、一次冷却停止温度を550〜800℃まで変化させ、続いて平均冷却速度25℃/sで二次冷却を行い、470℃で40秒の中間保持を行った後に、460℃の亜鉛めっき浴へ浸漬し、合金化のために510℃で20秒の保持を行い、その後200℃以下の温度域まで平均冷却速度20℃/s、さらにそこから室温までを平均冷却速度:10℃/sで冷却し、伸張率:0.5%の調質圧延を施した。
【0083】
その際の一次冷却停止温度と均一伸び(U.El)との関係を図7に示す。図7より、一次冷却停止温度が臨界一次冷却温度Tcrit以上であれば、一次冷却時のパーライト生成が抑制され、高い均一伸びを得られることがわかる。したがって、一次冷却停止温度は臨界一次冷却温度Tcrit以上とする。ただし、一次冷却停止温度が臨界一次冷却温度Tcritに近すぎると、二次冷却時に一部パーライトを生成しやすくなり、均一伸びが低下する。そのため、さらに優れた均一伸びを得るには、一次冷却停止温度をTcrit+20℃以上とするのが好ましい。一方、一次冷却停止温度が高すぎると、オーステナイトのC濃化不足や、フェライトの中でも比較的硬質なベイニティックフェライトの比率が増大し、均一伸びが低下する。そのため、一次冷却工程で十分にフェライト変態させるためには、一次冷却停止温度をTcrit+170℃以下とすることが好ましい。
【0084】
本発明に係る鋼板は、一次冷却平均速度を5℃/s未満とした場合、パーライト変態が高温で起こりやすくなるため均一伸びが低下しやすくなる。したがって、一次冷却平均速度は5℃/s以上とする。パーライト変態を十分に回避するには、一次冷却平均速度は10℃/s超であることがさらに好ましい。一方、40℃/s超では冷却速度が速すぎて、フェライト変態が十分に進行しない。よって、一次冷却平均速度は40℃/s以下とする。好ましくは20℃/s以下である。
【0085】
引き続いて、上記の一次冷却停止温度から410〜500℃の中間保持温度域まで、平均冷却速度15℃/s以上で二次冷却する。これにより、パーライト変態ノーズを回避する。二次冷却速度が速いほどパーライト生成を回避でき有利であり、20℃/s以上とするのがさらに好ましい。しかしながら、冷却速度が100℃/sを超える冷却は通常の設備では困難であるため、100℃/s以下とするのが好ましい。
【0086】
続いて、410〜500℃の中間保持温度域に10秒以上保持することで、ベイニティックフェライトを生成し、オーステナイトへのC濃化を促進する。保持時間が10秒未満では、ベイニティックフェライト生成が十分に進行せず、残留オーステナイト分率およびその安定度が不足し、均一伸びが低下する。一方で、この温度域で180秒を超えて保持を行っても、オーステナイトがパーライトやベイナイトへと分解してしまうので、均一伸びが著しく低下する。そのため、中間保持温度域での保持時間は180秒以下とする。高い均一伸びを得る観点からは、保持時間を140秒以内とするのが好ましい。
【0087】
500℃を超える温度域で中間保持を開始すると、パーライトが短時間で多量に生成して、均一伸びが著しく低下し、降伏伸び(YPEl)も発生する。また、410℃未満では、ベイナイトが多量に生成して、やはり均一伸びが著しく低下するとともにYPElが発生する。したがって、中間保持温度は410℃以上500℃以下とする。より好ましくは420℃以上490℃以下である。
【0088】
このようにして中間保持された鋼板を、溶融亜鉛めっき浴に浸漬した後に、10℃/s以上の平均冷却速度で冷却する。また、必要に応じて、490〜600℃の温度域に昇温し3〜100秒保持することで合金化処理を施すこともできる。合金化温度が490℃未満では合金化が十分に進まない。合金化温度が600℃超では、合金化が著しく促進され亜鉛めっきが硬質化し剥離しやすくなるとともに、オーステナイトがパーライトへと変態し、延性の低下やYPElの発生をまねく。
【0089】
この亜鉛めっき鋼板は、表面粗度の調整や鋼板形状の平坦化の目的から、調質圧延を施しても良い。ただし、過剰な調圧は均一伸びを低減させることから、調圧における伸長率は0.2%以上0.6%以下とすることが好ましい。
【0090】
以上述べたような製造方法を用いることで、複雑な工程を用いることなく均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板を製造することができる。
【実施例】
【0091】
以下、本発明の実施例について説明する。
表1に供試鋼の化学成分組成、表2に製造条件を示す。表1に示す化学成分組成の鋼を真空溶解炉にて溶製し、鋳造してスラブとした。これを1150〜1290℃の温度範囲に再加熱した後に、粗圧延を施し、厚さ約27mmの粗バーとした。引き続いて、870〜980℃の温度範囲で厚さ4mmまで熱間仕上圧延を行い、直ちに水スプレーで450〜650℃の温度範囲に冷却し、当該温度の加熱炉で1時間保持して巻取相当処理を行い熱延板とした。この熱延板のスケールを酸洗により除去後、圧延率80%で冷間圧延し厚さ0.8mmの冷延板とした。このようにして得られた冷延板を、表2に示す温度条件に従って焼鈍加熱、一次冷却、二次冷却、および中間保持を行った後、460℃の溶融亜鉛めっき浴に浸漬し、一部は平均冷却速度10℃/sで冷却し亜鉛めっき鋼板とし、その他はさらに510℃で20秒の合金化処理を施し、合金化溶融亜鉛めっき鋼板とし、その後それぞれの鋼板について伸長率0.5%の調質圧延を施した。
【0092】
このようにして得られためっき鋼板から長手方向にJIS5号引張試験片を採取し、JISZ2241(1998年)に準拠した引張試験によって機械的特性(TS、YPEl、U.El、El)を評価した。また、ミクロ組織の体積分率の測定を行った。さらに、亜鉛めっきの外観評価を行った。
【0093】
さらに、得られた鋼板の伸びフランジ性も評価した。伸びフランジ性は日本鉄鋼連盟規格JFST1001(1996年)の規定に準拠した穴広げ試験により評価した。すなわち、焼鈍板より100mm×100mm角サイズの試験片を採取し、ポンチ径10mm、ダイス径10.2mm(クリアランス12.5%)の打ち抜き工具を用いて打ち抜き穴を作製後、頂角60度の円錐ポンチを用いて打ち抜き穴形成の際に発生したバリが外側になるようにして穴広げ加工を行い、割れが板厚を貫通したところでのd0:初期穴径(mm)、d:割れ発生時の穴径(mm)から穴広げ率λ(%)={(d−d0)/d0}×100を求めた。
【0094】
ミクロ組織の体積分率の測定は以下のように実施した。鋼板のL断面(圧延方向に平行な垂直断面)を研磨後ナイタールで腐食させ、走査型電子顕微鏡にて倍率3000倍の組織写真を10視野撮影し、得られた組織写真に合計700点の交点を有する格子線(1.5μmの等間隔で縦に25本の平行な線を、この縦の25本の線に直角となるように、1μmの等間隔で横に28本の平行な線を形成して作成した、1個あたり1.5μm×1μmの大きさの長方形からなる格子群)を重ねて、全格子点中で第二相と重なっている格子点の割合を計測することで第二相の面積率を測定した。このようにして得られたL断面の面積率は、鋼板の圧延直角方向に平行な垂直断面より求められた面積率とほぼ同一の値を示したことから、面積率の異方性はないものと判断し、ここでは前記L断面の面積率を第二相の体積率とした。
【0095】
組織写真において、フェライトは暗色のコントラストの領域であり、フェライト中に炭化物がラメラー状に観察された領域をパーライト、フェライト中に炭化物が点列状に観察された領域をベイナイトとし、それ以外のフェライトよりも明るいコントラストの付いている領域をマルテンサイトもしくは残留オーステナイトとした。パーライト、ベイナイト、マルテンサイト、残留オーステナイトと認められる領域の体積率を測定し、これらを合計した体積率を第二相体積分率とした。フェライトの体積分率は、100−第二相体積分率である。
【0096】
残留オーステナイトの体積率は、次の方法により求めた。
研削および化学研磨により、鋼板の板厚1/4部を露出し、Mo−Kα線を線源とし加速電圧50keVにて、X線回折装置(装置:Rigaku社製RINT2200)によって鉄のフェライト相の{200}面、{211}面、{220}面と、オーステナイト相の{200}面、{220}面、{311}面のX線回折線の積分強度を測定し、これらの測定値を用いて非特許文献(理学電機株式会社:X線回折ハンドブック(2000),p26、62−64)に記載の計算式を用いて残留オーステナイトの体積率を求めた。マルテンサイトの体積率は、上記のミクロ組織から測定したマルテンサイトと残留オーステナイトの合計体積率からX線回折法で測定した残留オーステナイトの体積率を差し引いて求めた。
【0097】
亜鉛めっきの外観評価は、不めっき、合金化むら、その他表面品質を損なう欠陥などの外観不良がなく自動車外板として適切な表面品質が確保されている場合を○、特に色調のムラなどもなく優れた外観を有する場合を◎、一部欠陥が認められる場合を△、多くの表面欠陥が認められた場合を×と判定した。
【0098】
これらの結果を表3に示す。
表3からわかるように、本発明の範囲内の成分組成および製造条件を満たした本発明例のめっき鋼板はTSが440MPa以上590MPa未満であり、U.Elが24%以上であり、いずれも本発明の範囲を満たす値を示している。さらに、TS×U.Elが12000MPa・%以上、TS×Elが19000MPa・%以上と優れた特性を有している。また、めっき外観はいずれも良好である。
【0099】
さらに、本発明の成分および製造条件の範囲を満足する鋼は、上記特性に加えて、伸びフランジ性(λ)が80%以上と良好であることも分かった。この理由は明確ではないが、焼鈍時にオーステナイトへC濃縮させる過程でAlが周囲のフェライトへ吐き出されるため、フェライトが部分的に固溶強化されて、隣接するマルテンサイトや残留オーステナイトとフェライトの硬度差が緩和されたためと考えられる。
【0100】
これに対し、Mneq+1.3[%Al]が2.8未満の鋼A、B、EおよびKを用いて製造した処理番号1、2、5、6、36の鋼板は、パーライトおよびベイナイト体積分率が高くU.Elは24%未満となった。またMneqが2.0を超える鋼OとQを用いて製造した処理番号43、44、46の鋼板はTSが590MPa以上と高強度であるため、TS×U.Elが高いにもかかわらずU.Elが24%未満となった。Cが適正範囲より低い鋼Pを用いて製造した処理番号45の鋼板は、残留オーステナイトが少ないためU.Elが24%未満であった。Crが適正範囲から外れた鋼S、Tを用いて製造した処理番号48、49の鋼板はU.Elが24%未満となった。Siが高い鋼Rを用いて製造した処理番号47の鋼板は、均一伸びは優れるものの、不めっきが生じて外観品質が損なわれた。また、上述した鋼PはNが高いため、処理番号45の鋼板の製造過程でスラブにヘゲが観察され、表面欠陥として残存し外観品質が劣化した。
【0101】
成分が本発明の範囲内の供試鋼でも、製造条件を外れる鋼板は、以下のようにいずれかの特性が劣っていた。スラブ加熱温度が規定よりも高い処理番号17は表層に二次スケールが一部残存した部位があり、表面品質が低下した。また、処理番号17、および処理番号34は一次冷却停止温度が臨界一時冷却温度Tcrit未満であり、処理番号14は一次冷却速度が5℃/s未満であって、いずれも適切な製造条件から外れているため、得られた鋼板の第二相中のパーライト分率が増加するため、残留オーステナイト体積分率が減少し、U.Elが24%未満で、さらにYPElが発生した。中間保持温度が410℃未満の処理番号29の鋼板、および中間保持時間が180秒を超える処理番号26の鋼板もU.Elが24%未満となった。また、焼鈍温度が750℃以下の処理番号16の鋼板もU.Elが低く、またYPElが発生した。巻取り温度が500℃以下の処理番号13の鋼板は、残留オーステナイトの安定度が足りず、U.Elが24%に達しなかった。処理番号51は巻取温度が低いため、マルテンサイト分率が低く、均一伸びが低くかつYPElが発生した。処理番号52は中間保持温度での保持時間が長すぎるため、マルテンサイトが存在せず、YPElが発生した。
【0102】
【表1】
【0103】
【表2−1】
【0104】
【表2−2】
【0105】
【表3−1】
【0106】
【表3−2】
【産業上の利用可能性】
【0107】
本発明に係る高強度溶融亜鉛めっき鋼板は、自動車や家電などの産業分野において使用され、特に強度と加工性および外観品質が求められる部位への適用に有用である。
【特許請求の範囲】
【請求項1】
質量%で、C:0.06%以上0.20%以下、Si:0.50%未満、Mn:0.5%以上2.0%未満、P:0.05%以下、S:0.02%以下、Al:0.60%以上2.00%以下、N:0.004%未満、Cr:0.10%以上0.40%以下、B:0.003%以下(0%を含む)を含有するとともに、以下に示すMneqが、0.8≦Mneq≦2.0かつMneq+1.3[%Al]≧2.8を満足し、残部は鉄および不可避的不純物からなり、鋼の組織が、フェライトを母相として、第二相体積分率が15%以下であり、第二相としては体積分率3%以上のマルテンサイトと体積分率3%以上の残留オーステナイトを有し、パーライトおよびベイナイトの合計体積分率がマルテンサイトおよび残留オーステナイトの体積分率以下である鋼板の表面に溶融亜鉛めっき層を有し、引張強度が440MPa以上590MPa未満、均一伸びが24%以上であることを特徴とする、均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板。
Mneq=[%Mn]+1.3[%Cr]+4[%P]+150[%B]
ただし、[%Mn]、[%Cr]、[%P]、[%B]はいずれも鋼の化学成分としてのMn、Cr、P、Bの質量%を意味する。
また、上記[%Al]も鋼の化学成分としてのAlの質量%を意味する。
【請求項2】
Si:0.05%未満であることを特徴とする請求項1に記載の均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板。
【請求項3】
上記成分に加えて、質量%で、Ti:0.02%以下、V:0.02%以下、Ni:0.2%以下、Cu:0.1%未満、Nb:0.02%以下、Mo:0.1%未満、Sn:0.2%以下、Sb:0.2%以下、CaおよびREM:0.01%以下のうち少なくとも1種以上を含むことを特徴とする請求項1または請求項2に記載の均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板。
【請求項4】
引張強度×伸びバランスが19000MPa・%以上、引張強度×均一伸びバランスが12000MPa・%以上であることを特徴とする請求項1から請求項3のいずれか1項に記載の均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板。
【請求項5】
請求項1から請求項3のいずれかに記載の成分組成を有する鋼スラブを、1100℃以上1250℃以下で加熱後に熱間圧延し、得られた熱延板を巻取温度500℃超で巻き取った後に、酸洗を施してから冷間圧延し、次いで、750℃以上950℃以下の温度に昇温して20秒以上200秒以下保持した後、平均冷却速度5℃/s以上40℃/s以下で、以下の式に示す臨界一次冷却温度Tcrit以上の一次冷却停止温度まで一次冷却した後、そこから410℃以上500℃以下の中間保持温度域まで平均冷却速度15℃/s以上で二次冷却し、その温度域に10秒以上180秒以下保持した後に、溶融亜鉛めっき浴に浸漬して溶融亜鉛めっきする、あるいは溶融亜鉛めっき後さらにめっきの合金化処理を施すことを特徴とする均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
Tcrit=870−2.5(66×Mneq+CR)
ただし、Mneq=[%Mn]+1.3[%Cr]+4[%P]+150[%B]であり、[%Mn]、[%Cr]、[%P]、[%B]はいずれも鋼の化学成分としてのMn、Cr、P、Bの質量%を意味する。また、CRは一次冷却における平均冷却速度(℃/s)を意味する。
【請求項1】
質量%で、C:0.06%以上0.20%以下、Si:0.50%未満、Mn:0.5%以上2.0%未満、P:0.05%以下、S:0.02%以下、Al:0.60%以上2.00%以下、N:0.004%未満、Cr:0.10%以上0.40%以下、B:0.003%以下(0%を含む)を含有するとともに、以下に示すMneqが、0.8≦Mneq≦2.0かつMneq+1.3[%Al]≧2.8を満足し、残部は鉄および不可避的不純物からなり、鋼の組織が、フェライトを母相として、第二相体積分率が15%以下であり、第二相としては体積分率3%以上のマルテンサイトと体積分率3%以上の残留オーステナイトを有し、パーライトおよびベイナイトの合計体積分率がマルテンサイトおよび残留オーステナイトの体積分率以下である鋼板の表面に溶融亜鉛めっき層を有し、引張強度が440MPa以上590MPa未満、均一伸びが24%以上であることを特徴とする、均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板。
Mneq=[%Mn]+1.3[%Cr]+4[%P]+150[%B]
ただし、[%Mn]、[%Cr]、[%P]、[%B]はいずれも鋼の化学成分としてのMn、Cr、P、Bの質量%を意味する。
また、上記[%Al]も鋼の化学成分としてのAlの質量%を意味する。
【請求項2】
Si:0.05%未満であることを特徴とする請求項1に記載の均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板。
【請求項3】
上記成分に加えて、質量%で、Ti:0.02%以下、V:0.02%以下、Ni:0.2%以下、Cu:0.1%未満、Nb:0.02%以下、Mo:0.1%未満、Sn:0.2%以下、Sb:0.2%以下、CaおよびREM:0.01%以下のうち少なくとも1種以上を含むことを特徴とする請求項1または請求項2に記載の均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板。
【請求項4】
引張強度×伸びバランスが19000MPa・%以上、引張強度×均一伸びバランスが12000MPa・%以上であることを特徴とする請求項1から請求項3のいずれか1項に記載の均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板。
【請求項5】
請求項1から請求項3のいずれかに記載の成分組成を有する鋼スラブを、1100℃以上1250℃以下で加熱後に熱間圧延し、得られた熱延板を巻取温度500℃超で巻き取った後に、酸洗を施してから冷間圧延し、次いで、750℃以上950℃以下の温度に昇温して20秒以上200秒以下保持した後、平均冷却速度5℃/s以上40℃/s以下で、以下の式に示す臨界一次冷却温度Tcrit以上の一次冷却停止温度まで一次冷却した後、そこから410℃以上500℃以下の中間保持温度域まで平均冷却速度15℃/s以上で二次冷却し、その温度域に10秒以上180秒以下保持した後に、溶融亜鉛めっき浴に浸漬して溶融亜鉛めっきする、あるいは溶融亜鉛めっき後さらにめっきの合金化処理を施すことを特徴とする均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板の製造方法。
Tcrit=870−2.5(66×Mneq+CR)
ただし、Mneq=[%Mn]+1.3[%Cr]+4[%P]+150[%B]であり、[%Mn]、[%Cr]、[%P]、[%B]はいずれも鋼の化学成分としてのMn、Cr、P、Bの質量%を意味する。また、CRは一次冷却における平均冷却速度(℃/s)を意味する。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−117148(P2012−117148A)
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願番号】特願2011−240118(P2011−240118)
【出願日】平成23年11月1日(2011.11.1)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願日】平成23年11月1日(2011.11.1)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]