
均質な材料を形成させるためのローター式方法
所定の回転速度で回転しているローターの中のノズルから材料を噴出させるための方法が提供されるが、ここでその材料は、流体ジェットによって、噴出される。その材料は、そのローターに対して同心的に配置された捕集器によって捕集することができる。捕集器は、ローターの軸方向に移動するフレキシブルベルトであってもよい。捕集された材料は、離散粒子、繊維、網状フィラメントウェブ、離散フィブリルまたは膜の形態をとることができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、回転しているローターから材料を噴出させ、その材料の一部を捕集して、繊維質不織シート、離散フィブリル、離散粒子、またはポリマービーズの形態とする分野に関する。
【背景技術】
【0002】
流体ジェットによってノズルから流体化混合物を噴射させ、その材料を固化させて所望の形態とすることによって材料を成形する製造プロセスは、当業者には公知である。たとえば、スプレーノズルを用いて、顔料、バインダー、ペイント添加剤および溶媒を含む液状のペイントをスプレーし、ペイントを表面に塗布させた後で、その溶媒をフラッシュまたは蒸発させると、乾燥したペイントが後に残る。微細な粒子を製造するためのプロセスは公知で、溶液のミストを噴霧ノズルから噴射し、それにより溶媒をフラッシュまたは蒸発させて乾燥粒子を後に残す。これらのプロセスにより、微細で均質な粒子を形成させることが可能ではあるが、それらが噴射される速度が極端に高いために、新しく噴出されてくる粒子の均質性を維持できるような方法で粒子を捕集するためのプロセスは、これまで存在していなかった。
【0003】
フラッシュ紡糸は、極めて高い噴出速度を用いるスプレープロセスの1例である。フラッシュ紡糸プロセスでは、揮発性流体(本明細書では「紡糸剤(spin agent)」と呼ぶ)を用いて溶液にした繊維形成性物質を、高温高圧環境から低温低圧環境へと移し、それにより紡糸剤をフラッシュまたは蒸発させて、繊維、フィブリル、フォーム、もしくは網状フィラメント(plexifilamentary)フィルム−フィブリルストランドまたはウェブのような材料を製造する。材料を紡糸する際の温度を、その紡糸剤の大気圧沸点よりは高くすると、ノズルから噴出した紡糸剤が蒸発することによってポリマーが固化して、繊維、フォームまたはフィルム−フィブリルストランドとなる。網状フィラメントフィルム−フィブリルストランド材料のウェブ層を形成させるための、従来からのフラッシュ紡糸プロセスについては、特許文献1(ブレイズ(Blades)ら)、特許文献2(スチューバー(Steuber))、および特許文献3(ブレイズ(Blades)ら)、特許文献4(ブレザウアー(Brethauer)ら)に開示されている。しかしながら、それら従来からのフラッシュ紡糸プロセスにより形成されるウェブ層は完全に均質というわけではない。
【0004】
【特許文献1】米国特許第3,081,519号明細書
【特許文献2】米国特許第3,169,899号明細書
【特許文献3】米国特許第3,227,784号明細書
【特許文献4】米国特許第3,851,023号明細書
【発明の開示】
【課題を解決するための手段】
【0005】
本発明は、少なくとも2種の成分を含む流体化混合物を、大気圧よりも高い圧力で、ある回転速度で軸のまわりで回転しているローターに供給し、ローターはローターの外周部に沿って、その中に開口部を含んでなる少なくとも1つの材料噴出ノズルを有しており;供給工程の圧力に比較してより低い圧力で、ノズルの開口部から流体化混合物をある材料噴出速度で噴出させて、噴出された材料を形成させ;噴出された材料の少なくとも1種の成分を蒸発または膨張させて、流体ジェットを形成させ;そして、噴出させた材料の内の残りの成分を流体ジェットによりローターから輸送させる工程;および場合によっては、噴出させた材料の内の残った成分を、ローターの軸と同心の捕集ベルトの捕集面の上で捕
集して、捕集された材料を形成する工程であって、捕集ベルトは、ある捕集ベルト速度でローターの軸と平行な方向に移動している工程を含んでなる方法に関する。また別な実施態様においては、本発明は、回転紡糸をするための装置であって、ローター本体;ローター本体の内部の、少なくとも1つのノズルであって、周囲温度および圧力よりも高い状態で流体化混合物を受け入れるための入口と、その入口と流体で連通している出口を有し、その出口がローターの外周部に開口しており、ここでそのノズルには、流体化混合物をその曇り点よりも低い圧力に保持するための減圧室(letdown chamber);入口と減圧室の中間に介在する、減圧オリフィス;および減圧室と出口の中間に介在する、紡糸オリフィス;をさらに含んでなる、ノズルを含んでなる装置に関する。
【0006】
また別な実施態様においては、本発明は、縦方向均一性指数が約82(g/m2)1/2未満で、破断点伸びが約15%を超え、引張強さの坪量に対する比が約0.78N/cm/g/m2よりも大きい、繊維質不織シートに関する。
【0007】
定義
本明細書で使用するとき、「ジェット」および「流体ジェット」という用語は、相互に言換え可能に使用され、ガス、空気またはスチームなどの流体の、空気力学的移動流れのことを指す。本明細書で使用するとき、「搬送ジェット(carrying jet)」または「材料搬送ジェット」という用語は、相互に言換え可能に使用され、その流れの中で材料を輸送する流体ジェットのことを指す。
【0008】
本明細書で使用するとき、「不織布」、「不織シート」、「不織層」または「ウェブ」という用語は、相互に言換え可能に使用され、編みまたは織り以外の手段により、平面上の材料が形成されるように配された、個々の繊維またはフィラメントの構造のことを指す。
【0009】
本明細書で使用するとき、「縦方向(MD)」という用語は、移動している捕集面の移動と同じ方向を指す。「横方向」(CD)は、縦方向に対して直角の方向である。
【0010】
本明細書で使用するとき、「ポリマー」という用語は一般に、ホモポリマー、コポリマー(たとえば、ブロック、グラフト、ランダムおよび交互コポリマー)、ターポリマーなど、ならびにそれらのブレンドおよび変性物を含むが、これらに限定される訳ではない。さらに、特に限定しない限り、「ポリマー」という用語には、イソタクチック、シンジオタクチックおよびランダム対称など(これらに限定される訳ではない)、可能なすべての幾何学的立体配置が含まれるものとする。
【0011】
本明細書で使用するとき、「ポリオレフィン」という用語は、炭素と水素だけで構成された、ほとんどが飽和のポリマー炭化水素の各種系列を意味するものとする。典型的なポリオレフィンとしては、ポリエチレン、ポリプロピレン、ポリメチルペンテン、ならびに、エチレン、プロピレンおよびメチルペンテンを各種組み合わせたものなどが挙げられるが、これらに限定される訳ではない。
【0012】
本明細書で使用するとき、「ポリエチレン」という用語には、エチレンのホモポリマーだけではなく、繰り返し単位の少なくとも85%がエチレン単位である、たとえばエチレンとα−オレフィンのコポリマーであるようなコポリマーも包含されるものとする。好適なポリエチレンとしては、低密度ポリエチレン、線状低密度ポリエチレン、および線状高密度ポリエチレンが挙げられる。好適な線状高密度ポリエチレンは、上限溶融温度が約130℃〜140℃の範囲、密度が約0.941〜0.980グラム/立方センチメートルの範囲、そしてメルトインデックス(ASTM D−1238−57Tの条件Eで定義されるもの)が0.1〜100の間、好ましくは4未満のものである。
【0013】
本明細書で使用するとき、「ポリプロピレン」という用語には、プロピレンのホモポリマーだけではなく、繰り返し単位の少なくとも85%がプロピレン単位であるようなコポリマーも含むものとする。好適なポリプロピレンポリマーとしては、イソタクチックポリプロピレンおよびシンジオタクチックポリプロピレンが挙げられる。
【0014】
本明細書で使用するとき、「網状フィラメント(plexifilament)」、「網状フィラメントフィルム−フィブリルストランド材料」、「網状フィラメントウェブ」、「フラッシュ紡糸ウェブ」、および「フラッシュ紡糸シート」という用語は、相互に言換え可能に使用され、長さがランダムで、フィルムの平均厚みが約4マイクロメートル未満、そしてフィブリル幅の中央値が約25マイクロメートル未満の、多数の薄く、リボン状のフィルム−フィブリル要素の三次元一体ネットワークまたはウェブを有する、網状フィラメントフィルム−フィブリルウェブ材料のことを指す。網状フィラメント構造においては、そのフィルム−フィブリル要素が、その構造の長さ方向、幅方向および厚み方向全体にわたって各種の場所で不規則な間隔で相互に結合あるいは分離して、連続の三次元ネットワークを形成している。
【0015】
本明細書で使用するとき、「紡糸剤(spin agent)」という用語は、米国特許第3,081,519号明細書(ブレイズ(Blades)ら)、同第3,169,899号明細書(スチューバー(Steuber))、および同第3,227,784号明細書(ブレイズ(Blades)ら)、同第3,851,023号明細書(ブレトハウア(Brethauer)ら)に開示されているプロセスに従って、フラッシュ紡糸することが可能なポリマー溶液の中の揮発性流体のことを指す。
【0016】
本明細書に取り入れ、その一部を構成している、添付の図面は、本発明の現時点での好ましい実施態様を説明し、本文の記述と合わせて、本発明の原理を説明するのに役立つ。
【発明を実施するための最良の形態】
【0017】
本発明の現時点での好ましい実施態様を詳細に参照することにするが、その例は添付の図面に示されている。図面全体を通して、同様の要素に対しては同様の参照符号を用いてある。
【0018】
従来のフラッシュ紡糸プロセスに伴う1つの困難は、完全に広がった状態で、かつそれが動いている速度でウェブ層を捕集しようとする試みで、それにより、製品において厚みと坪量の面で優れた均質性が得ようとするものである。従来のプロセスにおいては、ノズルから溶液が噴射される速度、すなわちウェブ層が形成される速度は、紡糸剤の分子量にも依存するが、300キロメートル/時程度であるが、それに対して、ウェブ層は典型的には、8〜22キロメートル/時の速度で移動しているベルトの上で捕集される。ウェブの生成速度とウェブの引取り速度の差が原因でプロセスに持ち込まれるゆるみの幾分かは、ウェブ層を縦・横方向に往復させることによって吸収されるが、しかしながら、これでは均質に広がったウェブ層が得られない。
【0019】
スプレーされた粒子、特にウェブ分布および坪量の面で改良された均質性を有する網状フィラメントフィルム−フィブリルシートを、より均質に堆積させるようなプロセスがあれば望ましい。
【0020】
本願発明者らは、流体ジェットによってノズルから噴出あるいは「紡糸」された離散粒子を捕集する速度が、粒子が噴出される速度により近いものとするような方法を開発するとともに、回転しているノズルから流体化混合物を流体ジェットによって噴出させ、それを、噴出の速度に近い速度で捕集する、ウェブ、繊維質シート材料、膜、または離散フィ
ブリルの形態に材料を成形するための方法を開発した。
【0021】
本発明の方法においては、少なくとも2種の成分を含んでなる流体化混合物を、軸のまわりで回転しているローターの中に位置するノズルに供給する。その流体化混合物は、大気圧よりも高い圧力でノズルに供給する。その流体化混合物をノズルの開口部から高速で噴出または「紡糸」させて、噴出材料を形成する。ノズルの正確な形状は、噴出させる材料のタイプおよび目的とする製品によって決める。ノズルには、流体化混合物を受け入れるための入口端と、噴出材料としてその混合物を噴出させるためのローターの外周部に開いた出口端開口部とが備わっている。ノズルの出口端からローターのまわりの低圧環境の中へと噴出させると、噴出させた材料の成分の1つが直ちに、蒸気相に転化されるか、またはすでに蒸気相になっている場合には膨張し、噴出させた材料の残りの成分が、固化して、ノズルから噴射される。ノズルから噴出されたときに、流体化混合物の質量の少なくとも半分が蒸発するか蒸気として膨張するのが好ましい。
【0022】
噴出させた材料の残りの成分は、噴出されたときに直ちには蒸発せずに固化する材料(本明細書では「固化材料(solidified material)と呼ぶこともある)であるが、これは、ウェブ、離散粒子、中空の離散粒子から作られるフォーム、離散フィブリル、ポリマービーズ、または網状フィラメントフィルム−フィブリルストランドなどの形態をとることができる。この離散粒子は、捕集面の上に捕集したときか、または次の加工のところで合着させて、多孔質または非多孔質の膜とすることもできる。その固化材料は、流体化混合物の揮発性成分が急速にフラッシュまたは膨張することによって形成される、ローターの中で発生する高速流体ジェットによってローターから運び去られる。その流体ジェットは、スチーム、空気、フラッシュ用紡糸剤も含めたその他のガスなどを含んでなっていてよい。ローターから出てくる固化材料を搬送する流体ジェットの速度は、少なくとも約100フィート/秒(30m/s)、好ましくは約200フィート/秒(61m/s)を超える。その固化材料は、材料および目的とする製品の形態に適した手段によって捕集する。シート材料を望む場合には、ローターからある距離だけ離した、同心の捕集面の形の捕集器(collector)を使用する。この捕集面はノズルからの距離が、捕集面の上に捕集する材料の厚みの約2倍から、約15cmまでのところに位置させることができれば、好都合である。捕集面がノズルから、約0.5cm〜約8cmの位置にあれば、好都合である。捕集面が移動ベルトであってもよいし、あるいは移動ベルトによって搬送されている捕集面であってもよい。捕集器は、捕集する具体的な物質に適していれば、移動捕集ベルトであっても、固定の円筒状構造であっても、移動ベルトによって搬送されている捕集基材であっても、あるいは、捕集容器であってもよい。噴出させた材料を捕集ベルトの上で捕集する場合には、噴出させた材料の固化させた成分を流体ジェット、または噴出させた材料の蒸発性成分から分離し、捕集ベルトの捕集面の上に残るようにする。
【0023】
本発明の1つの実施態様においては、ノズルを通して材料をフラッシュ紡糸して、網状フィラメントフィルム−フィブリルウェブ、離散フィブリル、または離散粒子を形成させる。フラッシュ紡糸に必要な条件は、米国特許第3,081,519号明細書(ブレイズ(Blades)ら)、同第3,169,899号明細書(スチューバー(Steuber))、および同第3,227,784号明細書(ブレイズ(Blades)ら)、同第3,851,023号明細書(ブレトハウア(Brethauer)ら)において公知であるが、これら特許の内容は、参照として本明細書に援用するものとする。
【0024】
ポリマーと紡糸剤とのポリマー溶液を含んでなる流体化混合物を、紡糸剤の沸点よりは高い温度と、その混合物を液体状態に保つのに充分な圧力で、ノズルの入口に供給する。図1は、本発明の方法において使用するためのローター10の断面図であって、ノズル20が含まれる。このノズルには流路22があって、それを通ってポリマー溶液が減圧オリ
フィス(letdown orifice)24に供給される。減圧オリフィス24は減圧室26につながっているが、この減圧室は、そのポリマー溶液をその曇り点より低い減圧室圧力に保ち、ポリマーと紡糸剤を2相分離させる領域に入れる。減圧室は紡糸オリフィス28につながっていて、それが出口またはノズルの開口部分に向けて開いている。ポリマーと紡糸剤の混合物がノズルから噴出するが、防止剤の沸点よりも高い温度とするのが好ましい。その中に混合物が噴出される環境は、温度を紡糸剤の沸点から約40℃以内、さらには紡糸剤の沸点から約10℃以内、そして圧力をノズルへの入口での供給圧力に比較して低い圧力とするのが好都合である。
【0025】
材料は、流体ジェット(本明細書においては「搬送ジェット」と呼ばれることもある)の助けを借りてノズル20から噴出するが、それは、ノズルの内部における膨張に始まり、ノズルから噴出する際にも膨張が続き、そして、それによって、噴出させる材料を搬送し、ノズルの出口から高速度で噴射させる。そのジェットは層流で始まり、ノズルの出口からある距離のところで崩れて乱流となる。繊維ウェブをノズルからフラッシュ紡糸して搬送ジェットによって搬送する場合には、ウェブそのものの形状は、そのジェットの流体流れのタイプによって決まってくる。ジェットが層流の場合には、ウェブは、乱流の場合よりも、はるかに均等に広がり分散されるので、乱流が始まるより前にフラッシュ紡糸ウェブを捕集するのが望ましい。
【0026】
材料の噴出速度は、材料がジェットにより噴出されるところでの圧力と温度や、それが噴出されるときに通る開口部の設計を変化させることによって、調節することができる。
【0027】
フラッシュ紡糸においては、材料がジェットにより噴射されるところでの噴出速度は、ポリマー溶液に使用する紡糸剤によって変化する。紡糸剤の分子量が高いほど、ジェットの噴出速度が低くなることが観察された。たとえば、ポリマー溶液における紡糸剤としてトリクロロフルオロメタンを使用すると、ジェット噴出速度が約150m/sとなることが見出されるのに対して、それよりも分子量が低いペンタンを紡糸剤として使用すると、ジェット噴出速度が約200m/sとなることが見出された。ローターから半径方向に材料を噴出させる速度は、主としてジェット噴出速度によって決まるのであって、ローターの回転によって生じる遠心力によって決まるものではない。
【0028】
図1を参照すると、ノズル20の出口端は、場合によっては、米国特許第5,788,993号明細書(ブライナー(Bryner)ら)に記載されているような、スロット付きの出口(本明細書では、「ファンジェット」と呼ばれることもある)を含んでなっていてもよい(この特許の内容を、参照として本明細書に援用するものとする)。そのファンジェットは、紡糸オリフィス28の直ぐ下流にある、2つの対向する面30によって画定される。そのようなファンジェットを使用することによって、紡糸オリフィスを通過して噴出される材料搬送ジェットが、そのスロットの幅全体に広がるようになる。流体ジェットが、スロットの配向によって決まる、異なった方向へ材料を広げる。本発明の1つの実施態様においては、そのスロットを主として軸方向に配向させて、材料を軸方向に広げるようにする。このことにより、材料が噴出される際に材料が均等に分散されることになる。「主として軸方向に」という表現は、そのスロットの長軸が、ローターの軸から約45度以内にあるということを意味している。所望により、別な方法として、ノズル20のスロット付きの出口を、一般的に軸方向ではない方向に配向させることも可能である。「軸方向ではない」という表現は、そのスロットの長軸が、ローターの軸から約45度を超えていることを意味している。
【0029】
ノズルの出口は、主として半径方向に向けてもよいし、あるいは非半径方向に向けてもよい。ノズル出口が半径方向に向いている場合には、搬送ジェットは、ノズルが非半径方向に向いている場合よりも、ローターからより遠くまで噴出させた材料を輸送することが
できる。このことは、捕集器が、ローターに対して同心的に、ローターからある距離またはギャップをおいて位置していて、材料が捕集されるにはそのギャップを横切らねばならない、といった場合には、重要となってくる。ノズル出口はさらに、非半径方向、すなわち回転方向から外れた方向に向いているように配向させることも可能である。このケースで、かつ噴出させた材料を同心捕集器の上で捕集しようとする場合には、ローターのまわりに材料が巻き付くことを防ぐために、ローターと捕集器との間のギャップは最小限にすべきである。このケースでは、ジェットの噴出速度は、ローターの外周部における接線速度に近似させ、ギャップを実務上可能な限り小さくすべきである。本発明のこの実施態様の利点は、材料を、それが噴出されたときとほぼ同じ速度で、かつ流体ジェットの中で乱流が始まるより前に、捕集されるという点である。この方法では、極めて均質に分散された製品が得られる。
【0030】
本発明の1つの実施態様においては、ノズル出口を、捕集ベルトが移動する方向に向かうように配向させることもできる。
【0031】
本発明で、ローターに複数のノズルを取り付けるような実施態様においては、それらのノズルを、軸方向に間隔をおいて設けることができる。それらのノズルは、互いの間にスペースをおいて、目的とする製品に応じて、ノズルから噴出される材料が、隣のノズルから噴出される材料と重なるようにしてもよいし、あるいは重ならないようにしてもよい。本発明の1つの実施態様においては、ファンジェットの幅を一定に保ち、開口部の間の間隔をほぼ、材料が捕集面で捕集される地点における個々の材料搬送流体ジェットの幅(すなわち、捕集されたときの材料の幅)に整数をかけたものとすると、極めて均質な製品プロファイルが得られることが判った。
【0032】
別な方法として、複数のノズルを、ローターの外周部に円周状に間隔をおいて設置することも可能である。このようにして、ローターの高さを増やすことなく、より多くの層を形成することができる。
【0033】
繊維質材料をファンジェットから噴出させる場合、ジェットの配向によって一般に繊維が配列する可能性があり、それが縦方向と横方向の性質のバランスに悪影響をおよぼす。複数のノズルを使用する、本発明の1つの実施態様においては、ジェットの一部を軸方向またはローターの軸から約20〜40度の角度をつけるか、または、ジェットの一部を、軸に関して反対側で同じ角度に向ける。ローターの軸に関して互いに反対側に配向させたジェットの部分を有するとことにより、得られる製品の異方性がより低下し、その性質がよりバランスすることになる。
【0034】
図2に、本発明の方法を実施するための装置40の1つの可能な構成を示すが、これには、剛直なフレーム13によって支持される回転シャフト14に取り付けられたローター本体10が含まれる。回転シャフト14は中空で、流体化混合物をローターに供給できるようになっている。ローターの外周部には開口部12があり、それを通して材料を噴出させる。ノズルから噴出される際に蒸発しない噴出させた材料の成分を、多孔質の捕集器17の上を通過する移動ベルト(図示せず)の上に捕集する。その捕集器は真空ボックス18に取り囲まれていて、多孔質の捕集器17を通過させて真空で引き、それによって、噴出させた材料を移動ベルトの捕集面の上に固定する(pinnning)。シャフト14に沿って、固定部分15a、回転部分15b、およびベアリング16を含んでなる、回転シールがある。
【0035】
ノズルの設計によって、ノズルから噴出される素材の分布に影響を与えることが可能で、それによって材料の配布の均質性に寄与することができる。流体ジェットを広げると、ウェブの横の繊維が許す範囲まで、噴出、固化させたウェブが広がることになる。一般に
、噴出させたウェブの幅が広いほど、捕集したときの製品がより均質になる。しかしながら、実際の話、たとえば空間的な制限など、所望の幅には限度があり、それらについては当業者には明かであろう。
【0036】
噴出される材料がポリマーを含んでなる場合には、ノズルの温度を、少なくともポリマーの溶融温度または軟化点程度には保持するのが好ましい。ノズルはいかなる方法を用いて加熱してもよいが、たとえば、電気抵抗加熱、加熱流体、スチーム、あるいは誘導加熱などが挙げられる。
【0037】
ノズルから噴出される搬送ジェットは、ノズルから噴出してからある距離の間は、片側がフリーまたは非拘束であっても、両側がフリーであっても、あるいは両側が拘束されていてもよい。このジェットは、ローターの回転に関してローターの外側の固定の地点(stationary vantage point)から、好ましくはスロットの「上流側」あるいはスロットより前で、ノズルの出口スロットに対して平行に取り付けたプレートによって片側または両側を拘束することができる。それらのものはコアンダフォイル(coanda foil)として機能し、それにより、搬送ジェットが、ジェットを導くフォイルに隣接して形成される低圧ゾーンによって、それ自体フォイルに貼り付く。このようにして、搬送ジェットが、フォイルによって拘束される片側または両側の雰囲気と混合されること(これは、ジェットがフリーの場合に起きる)を防ぐ。したがって、フォイルを使用することによってより高い速度のジェットが得られる。このことは、ノズル出口と捕集器との間の距離を減らすのと同じ効果を有しているが、その場合には、材料がジェットの乱流が始まるより前に捕集器に噴射される。
【0038】
このフォイルは固定してあってもよいし、あるいは振動するようになっていてもよい。振動フォイルは製品の生成を促進するが、その理由は、積層する材料を高速度で振動させるのに役立つからである。このことは、回転速度が低く、噴出させる材料が供給過剰になった場合に対処するのに、特に有用である。このフォイルは、ウェブがフォイルから離れるので、少なくともウェブの広がり幅と同じであるのが好都合である。
【0039】
本発明の方法によって、いくつかのタイプの流体化混合物を供給することができる。「流体化混合物(fluidized mixture)」という用語は、その臨界圧力よりも高い圧力で液体状態または各種流体となっている組成物を指し、その混合物は、少なくとも2種の成分を含んでなる。この流体化混合物は、均質な流体組成物、たとえば溶媒中に溶質を溶解させたものであってもよいし、不均質流体組成物、たとえば2種の流体の混合物または1つの流体が他の流体の中に液滴として分散されているものであってもよいし、あるいは、圧縮蒸気相の中の流体混合物であってもよい。本発明の方法において使用するのに好適な流体化混合物は、以下に示すような、紡糸剤の中へポリマーを溶解させた溶液を含んでなることもできる。その流体化混合物には、流体の中に固形粒子を分散または懸濁させたもの、または流体の中の固形材料の混合物、を含んでなることができる。本発明のまた別な実施態様においては、その材料は固体−流体の流体化混合物である。本発明の方法は、パルプと水の混合物をローターに供給し、充分な圧力をかけてその混合物をノズルから、ローターからある距離をおいた位置させた捕集器に噴射することにより、紙を製造するのに使用することができる。また本発明の別な実施態様においては、固体材料たとえばパルプと、流体たとえば水の混合物を、その流体の沸点よりも高い温度と、その流体を液体状態に保つのに充分高い圧力で、ローターに供給する。ノズルを通過することで、その流体が蒸発し、その固体材料を捕集面の方向に、噴射、拡散させる。好ましい実施態様においては、捕集面に噴射する場合の環境を、その流体の沸点近い温度に維持して、流体の凝縮が最小限になるようにする。その環境を、その流体の沸点の約40℃以内、さらにはその流体の沸点の約10℃以内に維持するのが好都合である。その環境は、その流体の沸点より高く維持しても低く維持してもよい。
【0040】
本発明のこの実施態様において使用可能なポリマーとしては、ポリオレフィン、たとえばポリエチレン、低密度ポリエチレン、線状低密度ポリエチレン、線状高密度ポリエチレン、ポリプロピレン、ポリブチレン、およびそれらのコポリマーなどが挙げられる。本発明で使用するのに適したその他のポリマーを列挙すると、ポリエステルたとえば、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)、ポリ(ブチレンテレフタレート)およびポリ(1,4−シクロヘキサンジメタノールテレフタレート);部分フルオロ化ポリマー、たとえば、エチレン−テトラフルオロエチレン、ポリフッ化ビニリデンおよびECTFE、エチレンとクロロトリフルオロエチレンのコポリマー;およびポリケトン、たとえば、E/CO、すなわちエチレンと一酸化炭素のコポリマー、およびE/P/CO、すなわち、エチレン、ポリプロピレンおよび一酸化炭素のターポリマーなどが挙げられる。ポリマーブレンドを、本発明の不織シートに使用することも可能であるが、そのようなものとしては、ポリエチレンとポリエステルとのブレンド、およびポリエチレンと部分フッ素化フルオロポリマーとのブレンドなどが挙げられる。これらのポリマーおよびポリマーブレンドはすべて、紡糸剤の中に溶解させて溶液を形成させ、次いでそれをフラッシュ紡糸して、網状フィラメントフィルム−フィブリルの不織シートとすることができる。好適な紡糸剤としては、クロロフルオロカーボンおよび炭化水素が挙げられる。本発明で使用することが可能な、好適な紡糸剤と、ポリマーと紡糸剤の組合せは下記の特許に記載されている:米国特許第5,009,820号明細書;同第5,171,827号明細書;同第5,192,468号明細書;同第5,985,196号明細書;同第6,096,421号明細書;同第6,303,682号明細書;同第6,319,970号明細書;同第6,096,421号明細書;同第5,925,442号明細書;同第6,352,773号明細書;同第5,874,036号明細書;同第6,291,566号明細書;同第6,153,134号明細書;同第6,004,672号明細書;同第5,039,460号明細書;同第5,023,025号明細書;同第5,043,109号明細書;同第5,250,237号明細書;同第6,162,379号明細書;同第6,458,304号明細書;および同第6,218,460号明細書(これらの特許の内容を、参照として本明細書に援用するものとする)。本発明のこの実施態様においては、紡糸剤は、ポリマー・紡糸剤混合物の少なくとも約50重量%、または混合物の少なくとも約70重量%、さらには混合物の少なくとも約85重量%である。
【0041】
上述の液体混合物の各種の実施態様に対応できるようにするには、ノズル20(図1)の設計を変更する必要があるということは、当業者には明かであろう。
【0042】
粒子と流体の混合物をローターに供給することによって、シート製品を形成させることも可能である。1つの実施態様においては、表面のスプレー塗装と同様にして、粒子を含む液状の液滴をスプレーし、それを表面上で合着させることによって、連続シートを形成させる。また別な実施態様においては、固体粒子をスプレーしてから、ポストコアレセンスを行わせる。たとえば、乳化重合により得るか、または溶解させた後でエマルション粒子を沈殿させた、ポリマー粒子の懸濁液を成形して、粒子シートとすることもできる。粉体コーティングの場合と同様のプロセスによって、後加工することによって、そのシートを多孔質または非多孔質のシートに変換させることも可能である。先にも述べたように、相分離と同時に粒子を形成させることもできる。
【0043】
本発明の1つの実施態様においては、固化させた噴出材料を、重力下に落下させて、容器の中で捕集する。その容器は、ガスを逃がすようなものとしなければならない。この実施態様は、目的とする材料が、離散フィブリル、離散粒子またはポリマービーズであるような場合には特に適している。
【0044】
本発明のまた別な実施態様においては、固化させた噴出材料を、ローターの外周部から
半径方向に距離をおいた、内部表面の上で捕集するが、これは、本明細書においては、同心捕集器の「捕集面」と呼ばれることもある。この捕集器は、孔をあけた金属シートまたは硬質ポリマーから作った、固定円筒状の多孔質構造とすることができる。この捕集器には、フルオロポリマー樹脂のような摩擦を低減させるコーティングをしてもよいし、あるいは、捕集された材料と捕集面との間の摩擦や引き留め(drag)を減らすために振動させてもよい。円筒形の構造物は、多孔質とするのが好ましく、それによって、材料が捕集されたところに真空が適用されて、捕集器への材料の固定を促すようにする。1つの実施態様においては、その円筒形の構造物がハニカム材料を含んでなり、それによって、そのハニカム材料を通して捕集された材料を真空によって引きつけ、しかも、結果として変形しないだけの充分な剛性を与えている。そのハニカムにはさらに、それを覆うメッシュ層を備えていて、噴出させた材料を捕集する。
【0045】
また別な方法として、捕集器が、固定された円筒状の多孔質構造物の上を移動する、フレキシブルな捕集ベルトを含んでなっていてもよい。その捕集ベルトは、平坦で多孔質材料であるのが好ましく、それによって、捕集された材料に孔が形成されるのを招くことなく、円筒状の多孔質構造物を通して、捕集された材料に真空を適用することができる。そのベルトは、ローターに対して軸方向に(ローターの軸の方向に)移動する平滑なコンベヤベルトとすることができ、それは、図3に見られるように、変形してローターのまわりに同心円筒を形成し、次いで、ローターを通り越すとその平坦な状態に戻る。本発明のこの実施態様においては、円筒状のベルトは連続的に、ローターから噴出された固化材料を捕集する。そのような捕集ベルトは、米国特許第3,978,976号明細書(カンプ(Kamp))、同第3,914,080号明細書(カンプ(Kamp))、同第3,882,211号明細書(カンプ(Kamp))、および同第3,654,074号明細書(ジャクリン(Jacquelin))に開示されている。
【0046】
また別な方法として、捕集面にはさらに移動している捕集ベルトの上を移動する織布または不織布のような基材を含んでなることもでき、それによって噴出させた材料をベルトの上に直接ではなく、その基材の上に捕集する。これは、捕集される材料が非常に微細な粒子の形態にあるような場合には特に有用である。
【0047】
捕集面が、目的とする製品そのものの構成要素となっていてもよい。たとえば、予備成形シートを捕集面とし、低濃度の溶液をその捕集面の上に噴出させて、予備成形シートの表面上に薄膜を形成させることもできる。これは、そのシートの表面特性、たとえば印刷性、接着性、多孔度レベルなどを向上させる場合に有用となろう。その予備成形シートは不織布もしくは織布シート、またはフィルムであってもよい。この実施態様においては、その予備成形シートは、本発明の方法そのものにおいて形成される不織シートであってもよく、次いで、捕集ベルトに支持されながら、捕集面として本発明の方法に2度目のフィードを行ってもよい。また本発明の別な実施態様においては、予備成形シートは、捕集ベルトそのものとして、本発明の方法において使用することも可能である。
【0048】
噴出される材料がポリマー材料を含んでなる場合には、本発明の方法の間にその捕集面を通して引かれるガスを加熱して、ポリマー材料の一部を軟化させて、いくつかのポイントで自体に接着させることもできる。ガスは、ローターの末端から引いてもよいし、および/またはローターそのものを通過させて引いてもよい。ローターと捕集面の間の空間に補助的なガスを供給してもよい。ローターの外周部における接線速度が噴出速度の約25%よりも大きい場合には、その補助ガスをローターそのものから供給するのが有利である。ローターからガスを供給するには、ブロワーや管路によってローターの中にガスを押し込むか、または、ローターの中にブレードを組み込むか、またはそれらを組み合わせる。そのブレードは、ガスの流れをつくるような、大きさ、角度、形状を有している。そのブレードを、ローターによって発生されるガスの量が、真空によって捕集面を通過して引か
れるガスの量とほぼ等しくなるように設計するのが好ましいが、プロセス条件によっては幾分それよりも上下してもよい。ローターに入るガスの量は、ローターと捕集器をとりまく空間(「スピンセル(spin cell)」と呼ばれることもある)を囲みこみ、その囲みの中のローターに大きさが可変の開口部を設けることによって調節することが可能である。
【0049】
捕集面を通して真空によって引かれるガスは、熱交換器を通すことによって加熱して、ローターに戻すことができる。
【0050】
噴出される材料がポリマー繊維質材料を含んでなる本発明の1つの実施態様においては、捕集面の上に捕集された材料を充分に加熱してその材料を接着させる。このことは、捕集された材料をとりまく雰囲気の温度を、捕集された材料を接着させるのに充分な温度に維持することにより、達成できる。その材料の温度は、ポリマー繊維質材料の一部を、軟化させるか粘着性にして、捕集されながら、それ自体や周辺の材料に接着できるようにするのに充分な温度とすることができる。噴出させた材料を、捕集されるより前にその一部を溶融させるのに充分な温度に加熱する方法か、または、材料を捕集したすぐ後に、その捕集した材料の一部を、その中を通過する加熱ガスによって溶融させる方法かのいずれかによって、ポリマーのごく一部を軟化または粘着性とすることもできる。このようにして、本発明の方法を、自己接着性不織製品とすることが可能であるが、ここで、捕集された材料の間を通過するガスの温度は、ウェブのごく一部を溶融または軟化させるには充分な温度とはするが、ウェブの大部分を溶融する程には高くしない。
【0051】
ローターと捕集器を取り巻く空間、すなわちスピンセルを囲い込んで、温度と圧力を調節できるようにするのが、好都合である。そのスピンセルは、各種公知の手段を用いて加熱することができる。たとえば、スピンセルは、スピンセルの中への加熱ガスの吹き込み、スピンセルの壁面の中に埋め込んだスチーム配管、電気抵抗加熱などからの単一の手段または複数の手段の組合せによって、加熱することができる。スピンセルを加熱することは、ポリマー繊維質材料を捕集面にしっかりと固定させるための1つの方法であるが、それは、ポリマー繊維がある温度以上では粘着性となるからである。
【0052】
スピンセルを加熱することによってさらに、その厚み方向での接着状態を変化させた不織製品を製造することが可能となる。これは、相互の間で熱に対する感度が異なる複数のポリマーの層から製品を形成させることによって、実現される。たとえば、融点または軟化温度が異なる少なくとも2種のポリマーを、別個のノズルから噴出させることが可能である。そのプロセスの温度を、溶融温度が低い方のポリマー材料が粘着性となる温度よりは高いが、溶融温度が高い方のポリマーが粘着性となる温度よりは低い温度に調節し、それによって、低融点ポリマー材料は接着されるが、高融点ポリマー材料は未接着で残るようにする。この方法においては、高い方の溶融温度のポリマー繊維が、低い方の溶融温度のポリマー繊維と共に、成形の途中で接着される。この不織布は、その厚み全体を通して均質に、部分的に接着される。こうして得られる不織布は、高い剥離抵抗性を有する。
【0053】
自己接着性ポリマー不織製品はさらに、異なった溶融温度または軟化温度を有する少なくとも2種のポリマーを含んでなる混合物を噴出させることによって、形成させることができる。1つの実施態様においては、混合物中のポリマーの好ましくは約5%〜約10重量%を構成するポリマーの1つが、残りのポリマーよりも低い溶融温度または軟化温度を有し、噴出させた材料の温度が、材料が捕集面上に捕集される直前または材料が捕集された直後のいずれかで、低い方の溶融温度または軟化温度よりも高く、それによって、より低溶融ポリマーが軟化するかまたは充分に粘着性となって、捕集された材料を共に接着させる。
【0054】
本発明の1つの実施態様においては、ノズルに供給される材料が、異なった軟化温度を有する少なくとも2種のポリマーを含んでなる混合物であって、捕集面の上に捕集される材料を囲む雰囲気の温度を、その2種のポリマーの軟化温度の中間の温度に維持して、それにより、低い方の軟化温度のポリマーが軟化するか粘着性となり、噴出させた材料を接着させて、密着シートとする。
【0055】
材料を捕集器に確保または固定するための方法としては各種のものがある。1つの方法においては、捕集面の反対側から捕集器に、材料を捕集面に固定するのに充分なレベルの、真空を適用する。網状フィラメントウェブをフラッシュ紡糸する実施態様においては、真空を水中約3〜約20インチ(約0.008〜約0.05kg/cm2)の範囲で適用するのが好ましいということが判った。
【0056】
真空によって材料を固定させることの代わりに、材料と捕集器の間、すなわち、本発明の具体的な実施態様に応じて、材料と、捕集面、捕集円筒構造物、または捕集ベルトとの間の、静電引力によって材料を捕集面に固定させることもできる。これは、捕集器を接地させておきながら、ローターと捕集器との間のギャップに正または負いずれかのイオンを発生させることにより実施することができるが、ここで新しく噴出された材料が、電荷イオンを捕らえ、それによりその材料が捕集器に引きつけられるようになる。ローターと捕集器の間のギャップに、正イオンと負イオンのいずれを発生させるかは、噴出される材料を固定させるのにどちらがより効果的であるかによって決める。
【0057】
ローターと捕集面の間のギャップの間に正または負のイオンを発生させて、それにより、そのギャップを通過する固化させた噴出させた材料を正または負に帯電させるために、本発明の方法の1つの実施態様では、ローターに取り付けた電荷誘導要素を用いる。そのような電荷誘導要素としては、ピン、ブラシ、ワイヤー、またはその他の要素を挙げることができるが、ここでその要素は、導電性材料たとえば金属または炭素含浸ポリマーなどで作る。電荷誘導要素に電圧を印加して、電流が電荷誘導要素の中に生じて、電荷誘導要素の近辺に強い電場を発生させ、それがその要素の近辺のガスをイオン化させ、それによりコロナを発生させる。電荷誘導要素の中で発生させるのに必要な電流の量は、処理する特定の材料によって変化するが、ただしその最小値は、その材料を充分に固定させるのに必要とみなされたレベルであり、その最大値は、電荷誘導要素と接地させた捕集ベルトの間にアーク放電が観察されるレベルよりすぐ下のレベルである。ポリエチレン網状フィラメントウェブをフラッシュ紡糸する場合における一般的なガイドラインでは、約8μクーロン/ウェブ材料(g)に荷電させた時に、材料がうまく固定される。電荷誘導要素を電源に接続することによって、電荷誘導要素に電圧を印加する。同じ電磁固定力を得るためには、材料が捕集器から噴出されるのがより遠いほど、より高い電圧を印加しなければならない。固定電源で発生させた電圧を紡糸ローターの上に取り付けた電荷誘導要素に印加するために、ローターの中にスリップリングを組み込んでおくことができる。
【0058】
1つの好ましい実施態様においては、使用する電荷誘導要素が、捕集器の方向に向け、かつローターの外周部の中にはめ込むことでローターと捕集面の間のギャップの中には突きでないようにした、導電性のピンまたはブラシである。その電荷誘導要素は、ノズルあるいはノズルの後、ローターの回転に関してローターより外側の固定の地点より「下流」に位置させて、それにより材料がノズルから噴出され、次いで電荷誘導要素によって荷電されるようにする。
【0059】
また別な実施態様においては、電荷誘導要素がローターの中に組み込まれたピンまたはブラシであって、それらをローターの表面に対して接線方向に位置させ、ノズルから噴出される材料に向けるようにする。
【0060】
電荷誘導要素がピンである場合には、それらが導電性金属を含んでなるのが好ましい。1つまたは複数のピンを使用することができる。電荷誘導要素がブラシである場合には、それらには各種の導電材料を含んでなることができる。別な方法として、ピアノ線のようなワイヤーを電荷誘導要素として使用することも可能である。
【0061】
材料を固定させるために静電力を使用する、本発明のまた別な実施態様においては、ローターに組み込んだピン、ブラシまたはワイヤーのような導電要素を、スリップリングを通して接続する方法により接地させ、そして捕集ベルトを電源に接続する。捕集ベルトには、逆電離(back corona)を発生させないような各種導電材料を含んでなるが、逆電離とは、ガス粒子が逆の極性で荷電されて、そのために固定が妨害されるような条件である。
【0062】
本発明のまた別な実施態様においては、捕集ベルトが非導電性で、導電材料を含んでなる支持構造体によって支持される。この実施態様においては、その支持構造体が電源に接続され、ローターを接地する。
【0063】
もし材料を正に荷電させるために、正のイオンが欲しいのなら、捕集器には負の電圧を印加する。負のイオンが欲しいのなら、捕集器には正の電圧を印加する。
【0064】
本発明の1つの実施態様においては、真空固定と静電固定とを組み合わせて使用して、材料を捕集面に効率的に固定できるようにする。
【0065】
材料がポリマーで、本明細書において先に述べたように、充分に自己接着性であるならば、その材料は、真空力または静電力を加えることなく、捕集面の上で密着シートまたはフィルムを形成させることができる。
【0066】
材料の捕集面への固定を確実にするためのまた別な方法は、ローターと捕集面の間のギャップの中に煙霧流体(fogging fluid)を導入するものである。この実施態様においては、液体を含んでなる煙霧流体を、ノズルから噴出させるが、そのノズルは、材料噴出ノズルと同じタイプのものであってもよい。そのようなノズルを、本明細書では「煙霧ジェット(fogging jet)」と呼ぶことにする。煙霧ジェットは液滴のミストを噴出し、それが、捕集面の上に繊維を捕集されやすくする。材料噴出ノズルのそれぞれに1つの煙霧ジェットがあるのが、好都合である。煙霧ジェットはノズルの隣に位置させて、それにより、それから噴出するミストが、ノズルから噴出している搬送ジェットの直接導入され、いくつかの液滴は搬送ジェットに同伴されて、ウェブにあたる。煙霧ジェットから噴出される液体のミストはさらに、噴出させた材料にさらなる運動量を与え、捕集面の上で捕集される前に、噴出させた材料に加わる抵抗を低減させることに、寄与する。
【0067】
ローターの外周部における接線速度の、ノズルから噴出されるジェットの速度に対する比(本明細書では「捕集/噴出比(lay−down/issuance ratio)」とも呼ばれる)は、1までならばどのような数値であってもよいが、より有利には約0.01〜1の間、さらには約0.5〜1の間とする。この2種の速度が互いに対してより近くなるほど、すなわち、捕集/噴出比が1に近くなるほど、分散がより均等になり、捕集された材料の層が均質になる。捕集された材料の均質性は、ノズル1つ当たりを通過する質量を減らすことによって、改良されることが見出された。
【0068】
捕集ベルトの速度とローターからの吐出量を選択することで、目的とする製品坪量が得られるようにすることができる。ローターの中のノズルの数とローターの回転速度とを選択することで、目的とする、捕集された材料におけるウェブ層の数と、それぞれのウェブ
層の厚みが得られる。したがって、目的とする坪量が決まっているのなら、ウェブ層の数を増やすには2つの方法がある:ローターにおけるノズルの数を増やすことができるが、坪量を一定に保つために、ノズルあたりの吐出量をそれに比例して減らすか;または、ローターの回転速度を上げる方法による。
【0069】
本発明において、ポリマー溶液をフラッシュ紡糸する場合には、その溶液の濃度が、ノズルあたりのポリマー吐出量に影響する。ポリマー濃度が低いほど、吐出されるポリマーの質量も少なくなる。ノズル当たりの吐出量もまた、ノズルオリフィスの大きさを変えることによって、変化させることが可能であるが、これは当業者には自明のことであろう。
【0070】
本発明の方法により製造される製品としては、不織シート、離散粒子、離散粒子を合着させることにより形成される多孔質または連続膜、およびそれらの組合せ、ならびにポリマービーズなどが挙げられるが、これらに限定される訳ではない。不織シートを形成させる場合、本発明の方法では、驚くほど均質な坪量を有する製品が得られる。縦方向均一性指数(machine direction uniformity index、MD
UI)が約14(oz/yd2)1/2(82(g/m2)1/2)未満、さらには約8(oz/yd2)1/2(47(g/m2)1/2)、そしてさらに約4(oz/yd2)1/2(23(g/m2)1/2)未満の製品を得ることができる。その製品は、各ウェブ層が極めて薄いために、より均質である。薄いウェブ層が多数あると、個々の層では不均質であっても、結果にはそれらの不均質性が出にくく、同等の均質性を有する少ない層からの製品に比較して、より均質な製品が得られる。
【0071】
本発明の方法によって得ることができる製品の内で、改良された性質を有する繊維質不織シートが挙げられるが、そのような性質を最も具体的に示せば、高い引張強さ対坪量比、高い伸びおよび坪量の高い均質性の組合せである。そのシートは、引張強さの坪量に対する比が約15ポンド/インチ/oz/yd2(0.78N/cm/g/m2)を超え、破断点伸びが約15%よりも大きくなるように、形成させることができる。形成されたシートの、縦方向均一性指数(MD UI)を、約14(oz/yd2)1/2(82(g/m2)1/2)未満、さらには約8(oz/yd2)1/2(47(g/m2)1/2)、そしてさらに約4(oz/yd2)1/2(23(g/m2)1/2)未満とすることができる。シートの坪量は、約0.5〜2.5oz/yd2(17〜85g/m2)の間で変化させることができ、また得られるシートの厚みは、約50〜380μmの間で変化させることができる。そのシートのフレージャー(Frazier)空気透過性は、少なくとも約5CFM/ft2(1.5m3/分/m2)、また静水頭(HH)は少なくとも約10インチ(25cm)とすることができる。そのシートが、約10〜500層の繊維ウェブ材料で作られているのが好ましい。その繊維質不織シートが、フラッシュ紡糸した網状フィラメントフィルム−フィブリル材料、好ましくは高密度ポリエチレンを含んでなるのが、好都合である。
【0072】
試験方法
以下に示す非限定的な例においては、次の試験法を用いて各種の特性値や性質を求めて、報告した。ASTMとは、米国材料試験協会(American Society of Testing Materials)のことを指す。ISOとは、国際標準化機構(International Standards Organization)のことを指す。TAPPIとは、紙パルプ技術協会(Technical Association of Pulp and Paper Industry)のことを指す。
【0073】
坪量(basis weight)はASTM D−3776(参照として本明細書に援用するものとする)によって求め、oz/yd2の単位で表した。
【0074】
シートの縦方向均一性指数(MD UI)は、以下の手順に従って計算する。ベータ厚みおよび坪量ゲージ(メジャレックス・インフランド・オプティックス(Measurex Infrand Optics)製のクアドラパック・センサー(Quadrapac Sensor))でシートをスキャンして、シートの横方向(CD)を横切って0.2インチ(0.5cm)ごとに坪量の測定を行う。次いでそのシートを縦方向(MD)に0.42インチ(1.1cm)進めて、そこでCD方向の次の坪量測定の列について測定する。この方法でシート全体についてスキャンを行い、その坪量データは表形式で電子的に蓄積する。坪量測定値の表の行と列はそれぞれ、坪量測定のCDおよびMD「レーン」に対応する。次いで、列1におけるそれぞれのデータポイントを、列2におけるそれに隣接するデータポイントと平均し、列3におけるそれぞれのデータポイントを、列4におけるそれに隣接するデータポイントと平均し;これをさらに続ける。実質的にはこのことによって、MDレーン(列)の数が半分に減少し、MDレーンの間の間隔を、0.2インチ(0.5cm)から0.4インチ(1cm)にシミュレートすることになる。縦方向(「MD UI」)における均一性指数(UI)を計算するために、MDにおいて平均をとったデータに関して、UIをそれぞれの列について計算する。それぞれの列のデータについてのUIの計算は、その列についてまず、坪量の標準偏差と平均坪量量を計算することによっておこなう。列のUIは、その坪量の標準偏差を平均坪量量の平方根で割り、それに100を掛けたものに等しい。最終的に、そのシートの全体としての縦方向均一性指数(MD UI)を計算するために、それぞれの列のUIの全てについての平均をとり、1つの均一性指数を得る。均一性指数の単位は、(オンス/平方ヤード)1/2である。
【0075】
フレージャー(Frazier)空気透過性(またはフレージャー(Frazier)通気性)は、多孔質の材料の通気性の尺度であって、立方フィート/分/平方フィートの単位で測定される。それは、差圧が水柱0.5インチ(水柱1.3cm)の場合に、材料を通過して流れる空気の容積を測定する。サンプルを通過する量を、真空システムにオリフィスを設けることにより、測定可能な量に制限する。オリフィスのサイズは、その材料の多孔度に応じて変化させる。フレージャー(Frazier)通気性(フレージャー(Frazier)多孔度と呼ばれることもある)は、シャーマン・W・フレージャー・カンパニー(Sherman W.Frazieer Co.))の、較正すみオリフィスを取り付けたデュアルマノメーターを使用して測定し、その単位はft3/ft2/分である。
【0076】
静水頭(HH)は、静荷重をかけたときの、液状の水の浸透に対するシートの抵抗性の尺度である。7インチ×7インチ(18cm×18cm)のサンプルを、SDL18シャーリー・ハイドロスタティック・ヘッド・テスター(Shirley Hydrostatic head tester)(英国ストックポート(Stockport,England)のシャーリー・ディベロップメンツ・リミテッド(Shirley Developments Ltd.)製)に取り付ける。サンプルの103cm2の部分に片側から、水を60±3m3/分の速度でポンプで押し込み、サンプルの3つの領域に浸透するまで続ける。その静水頭をインチの単位で測定する。この試験は一般的にはASTM D583に従うものであるが、この試験法は1976年11月に公刊物から削除された。その数値が高いほど、製品が液体の通過に対してより大きな抵抗を有していることを示している。
【0077】
シートの破断点伸び(本明細書においては、「伸び」と呼ぶ)は、引張試験片が破断するまでのシートの伸びの大きさの尺度である。幅1インチ(2.5cm)のサンプルを、定速伸長形引張試験機、たとえばインストロン(Instron)の卓上型試験機の、5インチ(13cm)離してセットしたクランプに取り付ける。クロスヘッド速度2インチ/分(5.1cm/分)で、サンプルに連続的に荷重を加えていって、破断させる。破断までの伸びパーセントを測定する。この試験は一般的には、ASTM D5035−95
に従ったものである。
【0078】
表面積は液体窒素温度でサンプルによって吸収される窒素の量から、ブルナウアー・エメット・テラー(Brunauer−Emmet−Teller)の式を用いて計算し、m2/gの単位で表す。窒素の吸収は、ウェストバージニア州チャールストン(Charleston,West Virginia)のスタンダード・インストラメンテーション・インコーポレーテッド(Standard Instrumentation,Inc.)製のストーレン・サーフェス・エリア・メーター(Stohlein Surface Area Meter)を用いて測定する。実施したこの試験方法は、ジャーナル・オブ・ジ・アメリカン・ケミカル・ソサイエティ(J.Am.Chem.Soc.)、第60巻、p.309〜319(1938)に記載されている。
【0079】
繊維の靱性と繊維の弾性率は、インストロン(Instron)引張試験機により求めた。シートを70゜F(21℃)、65%相対湿度でコンディショニングした後で試験した。シートには1インチ(2.54cm)あたり10回の撚りをかけて、インストロン・テスター(Instron Tester)にかけた。初期の伸び速度を4インチ(20.3cm)/分として、2インチ(5.08cm)のゲージ長さを用いた。破断時の靱性は、グラム/デニール(gpd)の単位で記録する。弾性率は応力/歪み曲線の勾配に相当し、gpdの単位で表す。
【実施例】
【0080】
実施例1
紡糸剤のフレオン(Freon)(登録商標)11(パーマー・サプライ・カンパニー(Palmer Supply Company)から入手)中、1%のマット8ブルー(Mat8、Blue)高密度ポリエチレン(エクイスター・ケミカルズ・LP(Equistar Chemicals,LP)から入手)のポリマー溶液を、温度180℃、フィルター圧力2040psi(14MPa)で、直径16インチ(41cm)、高さ3.6インチ(9.2cm)で回転速度1000rpmのローターのノズルを通して、多孔質捕集ベルト上の、白色のソンタラ(Sontara)(登録商標)ファブリック(イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー・インコーポレーテッド(E.I. duPont de Nemours & Comapny,Inc.)から入手可能)のリーダーシートの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターの軸から角度30度だけ配向させた。フラッシュ紡糸材料は、ローターから半径方向へ向けて、ノズルから吐出させた。ノズルの出口と捕集ベルトとの間の距離は、1インチ(2.5cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度50℃に維持した。
【0081】
ノズルの直ぐ下流に、1列に並べ均等に空間を空けた5本のニードルから、静電力を発生させた。それぞれのノズルは、ローターを通して接地されていた。したがって、それらのニードルもまた、ローターを通して接地されていた。それらのニードルから捕集ベルトの表面までには1インチの空間があった。捕集ベルトは電気的には絶縁されていて、30〜50kVの負の電圧を印加した。電力の供給は、電流調節モードで行い、電流を0.20mA一定に維持した。
【0082】
管路によって捕集ベルトとつながっている、流体中の真空ブロワーの手段によって、捕集ベルトに真空を適用した。静電力と真空を同時に使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。
【0083】
捕集された材料の平均の繊維表面積は、4.7m2/gと測定された。この材料のフレージャー(Frazier)空気透過性は、66.6CFM/ft2(20m3/分/m
2)であった。均一性指数と坪量については、表1に示す。
【0084】
実施例2
紡糸剤のフレオン(Freon)(登録商標)11(パーマー・サプライ・カンパニー(Palmer Supply Company)から入手)中、11%高密度ポリエチレン(80%のマット8(Mat8)(エクイスター・ケミカルズ・LLP(Equistar Chemicals,LLP)から入手、溶融温度約138℃)と20%のダウ(Dow)50041(ダウ・ケミカル・インコーポレーテッド(Dow Chemical,Inc.)から入手、溶融温度約128℃)のポリマー溶液を、温度190℃、フィルター圧力2030psi(14MPa)で、1000rpmで回転している実施例1で用いたローターのノズルを通して、リーメイ(Reemay)(登録商標)スタイル(Style)2014ファブリック(スペシャルティ・コンバーティング(Specialty Converting)から入手)のベルトの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターの軸方向に配向させた。ノズルの出口と捕集ベルトとの間の距離は、1.5インチ(3.8cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度125℃に維持した。
【0085】
真空を使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。
【0086】
半径方向に0.5インチ(1.3cm)延びている、ステンレス鋼製の空気力学的フォイルを、ノズルの出口スロットに隣接したローターの外周部の上の、ノズルの上流側に取り付けた。このフォイルは、ノズルを出たあともジェット速度が高く保てるように使用した。使用したフォイルは、ノズルの表面から0.5インチ(1.3cm)とびだしていて、そのことによって、1.0インチ(2.5cm)の有効スピン距離(effective spin distance)を作り出しているが、その理由は、1.5インチ(3.8cm)におけるジェット速度は、ノズルの出口から捕集器表面までの距離が1.0インチ(2.5cm)の場合のジェット速度にほぼ等しいからである。
【0087】
このようにして捕集された材料の引張強さは、縦方向で6.2ポンド/インチ(10.8N/cm)、横方向で1.4ポンド/インチ(2.4N/cm)であり、伸びは縦方向で15.3%、横方向で12.4%であった。均一性指数と坪量については、表1に示す。
【0088】
実施例3
紡糸剤のフレオン(Freon)(登録商標)11(パーマー・サプライ・カンパニー(Palmer Supply Company)から入手)中、11%のマット8(Mat8)高密度ポリエチレンの溶液を、温度190℃、フィルター圧力2110psi(14MPa)で、158rpmで回転しているローターのノズルを通して、5.4ヤード/分(4.9m/分)で移動している、ソンタラ(Sontara)(登録商標)8010ファブリック(イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー・インコーポレーテッド(E.I. duPont de Nemours & Comapny,Inc.)から入手可能)のベルトの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターの軸方向に配向させた。ノズルの出口と捕集ベルトとの間の距離は、1.5インチ(3.8cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度120℃に維持した。
【0089】
静電力と真空を同時に使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。この実施例における静電力は、導電性ブラシから、および空気力学的フォイルの歯先から発生させた。静電ブラシは、ローターの外周部に沿って、ローターのそれぞれの端に取り付けた。捕集器に最も近い空気力学的フォイルの先端をぎざぎざにして、尖った先端を
作り、それからコロナが発生できるようにした。捕集器は電気的には絶縁されていて、20〜50kVの負の電圧を印加した。電力の供給は、電流調節モードで行い、電流を3.0mA一定に維持した。真空は水柱30〜40インチ(水柱76〜102cm)になるように適用した。
【0090】
半径方向に0.5インチ(1.3cm)延びている、実施例2に記述したような空気力学的フォイルを、ノズルの出口スロットに隣接したローターの外周部の上の、ノズルの上流側に取り付けた。
【0091】
捕集された材料の均一性指数は表1に示した。
【0092】
実施例4
紡糸剤のフレオン(Freon)(登録商標)11(パーマー・サプライ・カンパニー(Palmer Supply Company)から入手)中、11%のマット8(Mat8)高密度ポリエチレンのポリマー溶液を、温度190℃、フィルター圧力2100psi(14MPa)で、156rpmで回転しているローターのノズルを通して、ソンタラ(Sontara)(登録商標)8010ファブリックのベルトの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターの軸方向に配向させた。ノズルの出口と捕集ベルトとの間の距離は、0.75インチ(1.9cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度120℃に維持した。
【0093】
静電力と真空を同時に使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。この実施例における静電力は、両方のノズルの上のファンジェットのそれぞれの側に植え込んだ18本のニードルから発生させた。これらのノズルは、ローターを通して接地されている。したがって、それらのノズルもまた接地されている。ノズルの上のニードルは、捕集器から0.75インチ離れていた。捕集器は電気的には絶縁されていて、10〜30kVの負の電圧を印加した。電力の供給は、電流調節モードで行い、電流を0.72mA一定に維持した。真真空は水柱26〜34インチ(水柱66〜86cm)になるように適用した。
【0094】
捕集された材料の繊維弾性率は15.9g/デニール(14.0dN/tex)、繊維の靱性は2.9g/デニール(2.56dN/tex)そして繊維の伸びは20.4%であった。
【0095】
実施例5
紡糸剤のフレオン(Freon)(登録商標)11(パーマー・サプライ・カンパニー(Palmer Supply Company)から入手)中、11%の高密度ポリエチレン(80%の、エクイスター・ケミカルズ・LLP(Equistar Chemicals,LLP)から入手のマット8(Mat8)および20%の、ダウ・ケミカル・インコーポレーテッド(Dow Chemical,Inc.)から入手のダウ(Dow)50041)のポリマー溶液を、温度190℃、フィルター圧力2100psi(14MPa)で、158rpmで回転しているローターのノズルを通して、タイパー(Typar)(登録商標)ファブリック(イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー・インコーポレーテッド(E.I. duPont de Nemours &
Comapny,Inc.)から入手)のベルトの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターに対する角度20度で配向させた。ノズルの出口と捕集ベルトとの間の距離は、1インチ(2.5cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度115〜120℃に維持した。
【0096】
捕集ファブリックに対して水柱20〜35インチ(水柱51〜89cm)の真空を適用
して、フラッシュ紡糸材料が捕集されやすくした。
【0097】
その捕集された材料の坪量は、0.83oz/yd2(28g/m2)であった。
【0098】
実施例6
紡糸剤のフレオン(Freon)(登録商標)11(パーマー・サプライ・カンパニー(Palmer Supply Company)から入手)中、1%のマット8(Mat8)高密度ポリエチレンのポリマー溶液を、温度190℃、フィルター圧力2060psi(14MPa)で、154rpmで回転しているローターのノズルを通して、ブルーのソンタラ(Sontara)(登録商標)ファブリック(スタイル番号8830)のベルトの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターの軸方向に配向させた。ノズルの出口と捕集ベルトとの間の距離は、3インチ(7.6cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度60℃に維持した。
【0099】
静電力と真空を同時に使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。ノズル上に位置する金属製のニードルは、ローター本体に接地されていた。捕集器の表面は電気的に大地からは絶縁されていて、その絶縁された捕集器に高電圧電源を接続して30〜40kVの負の電圧を印加した。電力の供給は、電流調節モードで行い、電流を0.30mA一定に維持した。捕集器上の負の電圧により、接地された静電ニードルから正のコロナが発生した。ポリマー繊維は、その正のコロナから生成する正イオンと接触することにより、正に荷電された。水柱3〜5インチ(水柱8〜13cm)の真空を適用した。捕集された材料の坪量とMD UIは表1に示すとおりであった。
【0100】
実施例7
紡糸剤のフレオン(Freon)(登録商標)11(パーマー・サプライ・カンパニー(Palmer Supply Company)から入手)中、2%のマット8(Mat8)高密度ポリエチレンのポリマー溶液を、温度180℃、フィルター圧力2000psi(14MPa)で、1015rpmで回転しているローターのノズルを通して、タイパー(Typar)(登録商標)ファブリックのベルトの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターに対する角度32度で配向させた。ノズルの出口と捕集ベルトとの間の距離は、1インチ(2.5cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度60℃に維持した。
【0101】
このローターでは、その周辺部に金属製のポンピングベーン(pumping vane)を有していて、それにより、捕集器とローターの間の二重管流路の中にガス流れを起こさせていた。ガスは、ローターの上側および下側の両方からローターの中に入り、ポンピングベーンを通って出て行くが、ガスの速度の接線成分がローターの接線速度に等しくなるように、また、ガス流れの方向がローターの回転方向と同じになるようにする。
【0102】
このポンピングベーンは、ローター本体に電気的に接地されていた。1つおきの金属ベーンに仮付け溶接したのは、静電用ニードルの列で、それらはローター本体に接地されていた。それぞれのノズルの下流の最初の2つのポンピングベーンには7本のニードルがあり、次いでニードルは、それより後の1つおきのベーンに取り付けられた。全部で24のベーンには、ベーンあたり7本、合計で168本のニードルが取り付けられていた。ニードルはノズルの上にもあった(ノズルあたり5本のニードル)。捕集器の表面は電気的に大地からは絶縁されていて、その絶縁された捕集器に高電圧電源を接続して20〜50kVの負の電圧を印加した。電力の供給は、電流調節モードで行い、3.0mA、3.5mAおよび4.0mAのそれぞれの設定で電流を一定に維持した。捕集器上の負の電圧により、接地された静電ニードルから正のコロナが発生した。ポリマー繊維は、その正のコロナから生成する正イオンと接触することにより、正に荷電された。
【0103】
静電力と真空を同時に使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。真空は水柱19〜40インチ(水柱48〜102cm)になるように適用した。
【0104】
捕集された材料の均一性指数は表1に示した。
【0105】
実施例8
紡糸剤のフレオン(Freon)(登録商標)11(パーマー・サプライ・カンパニー(Palmer Supply Company)から入手)中、2%のマット8(Mat8)高密度ポリエチレンのポリマー溶液を、温度180℃、フィルター圧力1970psi(14MPa)で、1014rpmで回転しているローターのノズルを通して、タイパー(Typar)(登録商標)ファブリックのベルトの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターに対する角度32度で配向させた。ノズルの出口と捕集ベルトとの間の距離は、1インチ(2.5cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度60℃に維持した。
【0106】
実施例7の場合と同様に、静電力と真空を同時に使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。実施例7の場合と同様に、ローターにはそのまわりに金属製のポンピングベーンを取り付けた。真空は水柱15〜32インチ(水柱38〜81cm)になるように適用した。
【0107】
捕集された材料の平均繊維表面積は、1.7m2/gと測定された。未接着の捕集された材料のフレージャー(Frazier)空気透過性は8CFM/ft2(2.4m3/分/m2)と測定され、また静水頭は水柱22インチ(水柱56cm)であった。捕集された材料を、142℃で3秒間ホットプレスにかけて接着させた。接着後の捕集された材料の、引張強さは縦方向で1.4ポンド/インチ(2.4N/cm)、横方向で1.2ポンド/インチ(2.1N/cm)であり、また伸びは縦方向で16%、横方向で19%であることがわかった。接着後の捕集された材料のフレージャー(Frazier)空気透過性と静水頭は、接着プロセスの前と同じであることがわかった。捕集された材料の均一性指数と坪量は、表1に示した。
【0108】
実施例9
紡糸剤のフレオン(Freon)(登録商標)11(C.C.ディクソン・カンパニー(C.C.Dickson Company)から入手)中、12%のマット8(Mat8)高密度ポリエチレンのポリマー溶液を、温度180℃、フィルター圧力1850psi(13MPa)で、500rpmで回転しているローターのノズルを通して、リーメイ(Reemay)(登録商標)ファブリックのベルトの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターに対する角度20度で配向させた。ノズルの出口と捕集ベルトとの間の距離は、1インチ(2.5cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度115℃に維持した。
【0109】
静電力と真空を同時に使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。この実施例における静電力は、固定スワスチャージャー(stationary swath charger)のポイントから発生させたが、このものは、ローターの下に位置する3つの60ポイントの円形ブレードからなり、それらのポイントが捕集器から1インチの距離となるように、設定された。このローターは電気的に接地されていた。この場合、捕集器が電気的に絶縁されて、接地されていた。このスワスチャージャーもまた電気的に絶縁されて、正の電圧20〜50kVが印加された。電力の供給は、電流調節モードで行い、使用した3.0mA、3.5mAおよび4.0mAのそれぞれの設定で電流を一定に維持した。水柱10.5インチ(水柱26.7cm)の真空を適用した。
【0110】
スピンセルの中の環境空気を、囲いの壁の中のスチーム加熱を用いて115℃に加熱した。
【0111】
この実施例においては、ローターの底部表面を、ノーメックス(Nomex)(登録商標)ペーパー(デラウェア州ウィルミントン(Wilmington,Delaware)の(イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E.I. duPont de Nemours and Comapny)から入手可能)で覆った。このペーパーは、ローターの下部からガスがローターの中に入るのを防止するが、ガスがポンピングベーン自体に達するのを防ぐことはできなかった。
【0112】
捕集された材料の均一性指数と坪量は、表1に示した。
【0113】
実施例10
紡糸剤のフレオン(Freon)(登録商標)11(C.C.ディクソン・カンパニー(C.C.Dickson Company)から入手)中、12%のマット8(Mat8)高密度ポリエチレンのポリマー溶液を、温度180℃、フィルター圧力1730psi(12MPa)で、1000rpmで回転しているローターのノズルを通して、リーメイ(Reemay)(登録商標)ファブリックのベルトの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターに対する角度20度で配向させた。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度115℃に維持した。
【0114】
静電力と真空を同時に使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。静電力は、実施例9の場合と同様に、固定スワスチャージャーを用いて発生させた。スピンセルの中の環境空気を、囲いの壁の中のスチーム加熱を用いて115℃に加熱した。水柱3.32インチ(水柱8.43cm)の真空を適用した。
【0115】
捕集された材料の坪量は0.36oz/yd(12g/m2)であった。
【0116】
実施例11
紡糸剤のフレオン(Freon)(登録商標)11(C.C.ディクソン(C.C.Dickson)から入手)中、2%のマット6(Mat6)ポリマー、高密度ポリエチレン(エクイスター・ケミカルズ・LP(Equistar Chemicals,LP)から入手)のポリマー溶液を、温度170℃、フィルター圧力1800psi(12.41MPa)で、ローターのノズルを通して、フラッシュ紡糸させた。そのローターは、直径20インチ(51cm)、高さ3.5インチ(8.9cm)で、2000rpmで回転させた。形成されたウェブは、多孔質で導電性のナイロンベルト(アルバニー・インターナショナル(Albany International)製)の上に紡糸させた。そのウェブサンプルを、幅36インチ(91cm)のアンチ・スタット・リーメイ(Anti−Stat Reemay)(登録商標)(イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー・インコーポレーテッド(E.I. duPont de Nemours & Comapny,Inc.)から入手可能)のリーダーシートによって覆った。ノズルの出口スロットは、ローターの軸方向に配向させた。フラッシュ紡糸ウェブ材料は、ローターから半径方向へ向けて、ノズルから吐出させた。ノズルの出口と捕集ベルトとの間の距離は、ほぼ1インチ(2.5cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は約70℃〜約77℃の温度に維持した。
【0117】
半径方向に0.34インチ(0.86cm)延びている、ステンレス鋼製の空気力学的フォイルを、ノズルの出口スロットに隣接して、ノーズコーンの上流側に、取り付けた。使用したフォイルは、15度の角度をつけ、ノズルの面から0.34インチ(0.86c
m)とびだしていた。そのフォイルの寸法は、軸方向に3インチ(7.6cm)であった。
【0118】
静電力は、荷電用のニードルを含む、等間隔に配置した4本の列から発生させた。それぞれの列には等間隔に7本のニードルが含まれていた。2本の列を、紡糸ノズルから下流側数インチのところに配置した。捕集ベルトを接地させた。ニードルから捕集ベルトまでの間隔は、1インチ(2.5cm)とした。ニードルに電荷をかけ、電圧を24〜27kVとした。電流は50μA一定に保った。
【0119】
管路によって捕集ベルトとつながっている、流体中の真空ブロワーの手段によって、捕集ベルトに真空をかけた。真空ブロワーを3400rpmで運転すると、真空ブロワーの前後で40psig(0.26MPa)の圧力差が生じた。静電力と真空固定を同時に使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。実施例11のフラッシュ紡糸ファブリックのMD UIと坪量は、表1に示した。
【0120】
【表1】
【0121】
したがって、表1から明らかなように、本明細書に開示された新規な方法により、フラッシュ紡糸網状フィラメントファブリックの縦方向の均一性指数がはるかに改良されている。
【図面の簡単な説明】
【0122】
【図1】本発明の方法において使用されるローターの断面図である。
【図2】本発明の方法において使用される、ローターと捕集面も含めた、装置の断面図である。
【図3】本発明において使用するのに適した、従来技術の捕集ベルトを説明する斜視図である。
【技術分野】
【0001】
本発明は、回転しているローターから材料を噴出させ、その材料の一部を捕集して、繊維質不織シート、離散フィブリル、離散粒子、またはポリマービーズの形態とする分野に関する。
【背景技術】
【0002】
流体ジェットによってノズルから流体化混合物を噴射させ、その材料を固化させて所望の形態とすることによって材料を成形する製造プロセスは、当業者には公知である。たとえば、スプレーノズルを用いて、顔料、バインダー、ペイント添加剤および溶媒を含む液状のペイントをスプレーし、ペイントを表面に塗布させた後で、その溶媒をフラッシュまたは蒸発させると、乾燥したペイントが後に残る。微細な粒子を製造するためのプロセスは公知で、溶液のミストを噴霧ノズルから噴射し、それにより溶媒をフラッシュまたは蒸発させて乾燥粒子を後に残す。これらのプロセスにより、微細で均質な粒子を形成させることが可能ではあるが、それらが噴射される速度が極端に高いために、新しく噴出されてくる粒子の均質性を維持できるような方法で粒子を捕集するためのプロセスは、これまで存在していなかった。
【0003】
フラッシュ紡糸は、極めて高い噴出速度を用いるスプレープロセスの1例である。フラッシュ紡糸プロセスでは、揮発性流体(本明細書では「紡糸剤(spin agent)」と呼ぶ)を用いて溶液にした繊維形成性物質を、高温高圧環境から低温低圧環境へと移し、それにより紡糸剤をフラッシュまたは蒸発させて、繊維、フィブリル、フォーム、もしくは網状フィラメント(plexifilamentary)フィルム−フィブリルストランドまたはウェブのような材料を製造する。材料を紡糸する際の温度を、その紡糸剤の大気圧沸点よりは高くすると、ノズルから噴出した紡糸剤が蒸発することによってポリマーが固化して、繊維、フォームまたはフィルム−フィブリルストランドとなる。網状フィラメントフィルム−フィブリルストランド材料のウェブ層を形成させるための、従来からのフラッシュ紡糸プロセスについては、特許文献1(ブレイズ(Blades)ら)、特許文献2(スチューバー(Steuber))、および特許文献3(ブレイズ(Blades)ら)、特許文献4(ブレザウアー(Brethauer)ら)に開示されている。しかしながら、それら従来からのフラッシュ紡糸プロセスにより形成されるウェブ層は完全に均質というわけではない。
【0004】
【特許文献1】米国特許第3,081,519号明細書
【特許文献2】米国特許第3,169,899号明細書
【特許文献3】米国特許第3,227,784号明細書
【特許文献4】米国特許第3,851,023号明細書
【発明の開示】
【課題を解決するための手段】
【0005】
本発明は、少なくとも2種の成分を含む流体化混合物を、大気圧よりも高い圧力で、ある回転速度で軸のまわりで回転しているローターに供給し、ローターはローターの外周部に沿って、その中に開口部を含んでなる少なくとも1つの材料噴出ノズルを有しており;供給工程の圧力に比較してより低い圧力で、ノズルの開口部から流体化混合物をある材料噴出速度で噴出させて、噴出された材料を形成させ;噴出された材料の少なくとも1種の成分を蒸発または膨張させて、流体ジェットを形成させ;そして、噴出させた材料の内の残りの成分を流体ジェットによりローターから輸送させる工程;および場合によっては、噴出させた材料の内の残った成分を、ローターの軸と同心の捕集ベルトの捕集面の上で捕
集して、捕集された材料を形成する工程であって、捕集ベルトは、ある捕集ベルト速度でローターの軸と平行な方向に移動している工程を含んでなる方法に関する。また別な実施態様においては、本発明は、回転紡糸をするための装置であって、ローター本体;ローター本体の内部の、少なくとも1つのノズルであって、周囲温度および圧力よりも高い状態で流体化混合物を受け入れるための入口と、その入口と流体で連通している出口を有し、その出口がローターの外周部に開口しており、ここでそのノズルには、流体化混合物をその曇り点よりも低い圧力に保持するための減圧室(letdown chamber);入口と減圧室の中間に介在する、減圧オリフィス;および減圧室と出口の中間に介在する、紡糸オリフィス;をさらに含んでなる、ノズルを含んでなる装置に関する。
【0006】
また別な実施態様においては、本発明は、縦方向均一性指数が約82(g/m2)1/2未満で、破断点伸びが約15%を超え、引張強さの坪量に対する比が約0.78N/cm/g/m2よりも大きい、繊維質不織シートに関する。
【0007】
定義
本明細書で使用するとき、「ジェット」および「流体ジェット」という用語は、相互に言換え可能に使用され、ガス、空気またはスチームなどの流体の、空気力学的移動流れのことを指す。本明細書で使用するとき、「搬送ジェット(carrying jet)」または「材料搬送ジェット」という用語は、相互に言換え可能に使用され、その流れの中で材料を輸送する流体ジェットのことを指す。
【0008】
本明細書で使用するとき、「不織布」、「不織シート」、「不織層」または「ウェブ」という用語は、相互に言換え可能に使用され、編みまたは織り以外の手段により、平面上の材料が形成されるように配された、個々の繊維またはフィラメントの構造のことを指す。
【0009】
本明細書で使用するとき、「縦方向(MD)」という用語は、移動している捕集面の移動と同じ方向を指す。「横方向」(CD)は、縦方向に対して直角の方向である。
【0010】
本明細書で使用するとき、「ポリマー」という用語は一般に、ホモポリマー、コポリマー(たとえば、ブロック、グラフト、ランダムおよび交互コポリマー)、ターポリマーなど、ならびにそれらのブレンドおよび変性物を含むが、これらに限定される訳ではない。さらに、特に限定しない限り、「ポリマー」という用語には、イソタクチック、シンジオタクチックおよびランダム対称など(これらに限定される訳ではない)、可能なすべての幾何学的立体配置が含まれるものとする。
【0011】
本明細書で使用するとき、「ポリオレフィン」という用語は、炭素と水素だけで構成された、ほとんどが飽和のポリマー炭化水素の各種系列を意味するものとする。典型的なポリオレフィンとしては、ポリエチレン、ポリプロピレン、ポリメチルペンテン、ならびに、エチレン、プロピレンおよびメチルペンテンを各種組み合わせたものなどが挙げられるが、これらに限定される訳ではない。
【0012】
本明細書で使用するとき、「ポリエチレン」という用語には、エチレンのホモポリマーだけではなく、繰り返し単位の少なくとも85%がエチレン単位である、たとえばエチレンとα−オレフィンのコポリマーであるようなコポリマーも包含されるものとする。好適なポリエチレンとしては、低密度ポリエチレン、線状低密度ポリエチレン、および線状高密度ポリエチレンが挙げられる。好適な線状高密度ポリエチレンは、上限溶融温度が約130℃〜140℃の範囲、密度が約0.941〜0.980グラム/立方センチメートルの範囲、そしてメルトインデックス(ASTM D−1238−57Tの条件Eで定義されるもの)が0.1〜100の間、好ましくは4未満のものである。
【0013】
本明細書で使用するとき、「ポリプロピレン」という用語には、プロピレンのホモポリマーだけではなく、繰り返し単位の少なくとも85%がプロピレン単位であるようなコポリマーも含むものとする。好適なポリプロピレンポリマーとしては、イソタクチックポリプロピレンおよびシンジオタクチックポリプロピレンが挙げられる。
【0014】
本明細書で使用するとき、「網状フィラメント(plexifilament)」、「網状フィラメントフィルム−フィブリルストランド材料」、「網状フィラメントウェブ」、「フラッシュ紡糸ウェブ」、および「フラッシュ紡糸シート」という用語は、相互に言換え可能に使用され、長さがランダムで、フィルムの平均厚みが約4マイクロメートル未満、そしてフィブリル幅の中央値が約25マイクロメートル未満の、多数の薄く、リボン状のフィルム−フィブリル要素の三次元一体ネットワークまたはウェブを有する、網状フィラメントフィルム−フィブリルウェブ材料のことを指す。網状フィラメント構造においては、そのフィルム−フィブリル要素が、その構造の長さ方向、幅方向および厚み方向全体にわたって各種の場所で不規則な間隔で相互に結合あるいは分離して、連続の三次元ネットワークを形成している。
【0015】
本明細書で使用するとき、「紡糸剤(spin agent)」という用語は、米国特許第3,081,519号明細書(ブレイズ(Blades)ら)、同第3,169,899号明細書(スチューバー(Steuber))、および同第3,227,784号明細書(ブレイズ(Blades)ら)、同第3,851,023号明細書(ブレトハウア(Brethauer)ら)に開示されているプロセスに従って、フラッシュ紡糸することが可能なポリマー溶液の中の揮発性流体のことを指す。
【0016】
本明細書に取り入れ、その一部を構成している、添付の図面は、本発明の現時点での好ましい実施態様を説明し、本文の記述と合わせて、本発明の原理を説明するのに役立つ。
【発明を実施するための最良の形態】
【0017】
本発明の現時点での好ましい実施態様を詳細に参照することにするが、その例は添付の図面に示されている。図面全体を通して、同様の要素に対しては同様の参照符号を用いてある。
【0018】
従来のフラッシュ紡糸プロセスに伴う1つの困難は、完全に広がった状態で、かつそれが動いている速度でウェブ層を捕集しようとする試みで、それにより、製品において厚みと坪量の面で優れた均質性が得ようとするものである。従来のプロセスにおいては、ノズルから溶液が噴射される速度、すなわちウェブ層が形成される速度は、紡糸剤の分子量にも依存するが、300キロメートル/時程度であるが、それに対して、ウェブ層は典型的には、8〜22キロメートル/時の速度で移動しているベルトの上で捕集される。ウェブの生成速度とウェブの引取り速度の差が原因でプロセスに持ち込まれるゆるみの幾分かは、ウェブ層を縦・横方向に往復させることによって吸収されるが、しかしながら、これでは均質に広がったウェブ層が得られない。
【0019】
スプレーされた粒子、特にウェブ分布および坪量の面で改良された均質性を有する網状フィラメントフィルム−フィブリルシートを、より均質に堆積させるようなプロセスがあれば望ましい。
【0020】
本願発明者らは、流体ジェットによってノズルから噴出あるいは「紡糸」された離散粒子を捕集する速度が、粒子が噴出される速度により近いものとするような方法を開発するとともに、回転しているノズルから流体化混合物を流体ジェットによって噴出させ、それを、噴出の速度に近い速度で捕集する、ウェブ、繊維質シート材料、膜、または離散フィ
ブリルの形態に材料を成形するための方法を開発した。
【0021】
本発明の方法においては、少なくとも2種の成分を含んでなる流体化混合物を、軸のまわりで回転しているローターの中に位置するノズルに供給する。その流体化混合物は、大気圧よりも高い圧力でノズルに供給する。その流体化混合物をノズルの開口部から高速で噴出または「紡糸」させて、噴出材料を形成する。ノズルの正確な形状は、噴出させる材料のタイプおよび目的とする製品によって決める。ノズルには、流体化混合物を受け入れるための入口端と、噴出材料としてその混合物を噴出させるためのローターの外周部に開いた出口端開口部とが備わっている。ノズルの出口端からローターのまわりの低圧環境の中へと噴出させると、噴出させた材料の成分の1つが直ちに、蒸気相に転化されるか、またはすでに蒸気相になっている場合には膨張し、噴出させた材料の残りの成分が、固化して、ノズルから噴射される。ノズルから噴出されたときに、流体化混合物の質量の少なくとも半分が蒸発するか蒸気として膨張するのが好ましい。
【0022】
噴出させた材料の残りの成分は、噴出されたときに直ちには蒸発せずに固化する材料(本明細書では「固化材料(solidified material)と呼ぶこともある)であるが、これは、ウェブ、離散粒子、中空の離散粒子から作られるフォーム、離散フィブリル、ポリマービーズ、または網状フィラメントフィルム−フィブリルストランドなどの形態をとることができる。この離散粒子は、捕集面の上に捕集したときか、または次の加工のところで合着させて、多孔質または非多孔質の膜とすることもできる。その固化材料は、流体化混合物の揮発性成分が急速にフラッシュまたは膨張することによって形成される、ローターの中で発生する高速流体ジェットによってローターから運び去られる。その流体ジェットは、スチーム、空気、フラッシュ用紡糸剤も含めたその他のガスなどを含んでなっていてよい。ローターから出てくる固化材料を搬送する流体ジェットの速度は、少なくとも約100フィート/秒(30m/s)、好ましくは約200フィート/秒(61m/s)を超える。その固化材料は、材料および目的とする製品の形態に適した手段によって捕集する。シート材料を望む場合には、ローターからある距離だけ離した、同心の捕集面の形の捕集器(collector)を使用する。この捕集面はノズルからの距離が、捕集面の上に捕集する材料の厚みの約2倍から、約15cmまでのところに位置させることができれば、好都合である。捕集面がノズルから、約0.5cm〜約8cmの位置にあれば、好都合である。捕集面が移動ベルトであってもよいし、あるいは移動ベルトによって搬送されている捕集面であってもよい。捕集器は、捕集する具体的な物質に適していれば、移動捕集ベルトであっても、固定の円筒状構造であっても、移動ベルトによって搬送されている捕集基材であっても、あるいは、捕集容器であってもよい。噴出させた材料を捕集ベルトの上で捕集する場合には、噴出させた材料の固化させた成分を流体ジェット、または噴出させた材料の蒸発性成分から分離し、捕集ベルトの捕集面の上に残るようにする。
【0023】
本発明の1つの実施態様においては、ノズルを通して材料をフラッシュ紡糸して、網状フィラメントフィルム−フィブリルウェブ、離散フィブリル、または離散粒子を形成させる。フラッシュ紡糸に必要な条件は、米国特許第3,081,519号明細書(ブレイズ(Blades)ら)、同第3,169,899号明細書(スチューバー(Steuber))、および同第3,227,784号明細書(ブレイズ(Blades)ら)、同第3,851,023号明細書(ブレトハウア(Brethauer)ら)において公知であるが、これら特許の内容は、参照として本明細書に援用するものとする。
【0024】
ポリマーと紡糸剤とのポリマー溶液を含んでなる流体化混合物を、紡糸剤の沸点よりは高い温度と、その混合物を液体状態に保つのに充分な圧力で、ノズルの入口に供給する。図1は、本発明の方法において使用するためのローター10の断面図であって、ノズル20が含まれる。このノズルには流路22があって、それを通ってポリマー溶液が減圧オリ
フィス(letdown orifice)24に供給される。減圧オリフィス24は減圧室26につながっているが、この減圧室は、そのポリマー溶液をその曇り点より低い減圧室圧力に保ち、ポリマーと紡糸剤を2相分離させる領域に入れる。減圧室は紡糸オリフィス28につながっていて、それが出口またはノズルの開口部分に向けて開いている。ポリマーと紡糸剤の混合物がノズルから噴出するが、防止剤の沸点よりも高い温度とするのが好ましい。その中に混合物が噴出される環境は、温度を紡糸剤の沸点から約40℃以内、さらには紡糸剤の沸点から約10℃以内、そして圧力をノズルへの入口での供給圧力に比較して低い圧力とするのが好都合である。
【0025】
材料は、流体ジェット(本明細書においては「搬送ジェット」と呼ばれることもある)の助けを借りてノズル20から噴出するが、それは、ノズルの内部における膨張に始まり、ノズルから噴出する際にも膨張が続き、そして、それによって、噴出させる材料を搬送し、ノズルの出口から高速度で噴射させる。そのジェットは層流で始まり、ノズルの出口からある距離のところで崩れて乱流となる。繊維ウェブをノズルからフラッシュ紡糸して搬送ジェットによって搬送する場合には、ウェブそのものの形状は、そのジェットの流体流れのタイプによって決まってくる。ジェットが層流の場合には、ウェブは、乱流の場合よりも、はるかに均等に広がり分散されるので、乱流が始まるより前にフラッシュ紡糸ウェブを捕集するのが望ましい。
【0026】
材料の噴出速度は、材料がジェットにより噴出されるところでの圧力と温度や、それが噴出されるときに通る開口部の設計を変化させることによって、調節することができる。
【0027】
フラッシュ紡糸においては、材料がジェットにより噴射されるところでの噴出速度は、ポリマー溶液に使用する紡糸剤によって変化する。紡糸剤の分子量が高いほど、ジェットの噴出速度が低くなることが観察された。たとえば、ポリマー溶液における紡糸剤としてトリクロロフルオロメタンを使用すると、ジェット噴出速度が約150m/sとなることが見出されるのに対して、それよりも分子量が低いペンタンを紡糸剤として使用すると、ジェット噴出速度が約200m/sとなることが見出された。ローターから半径方向に材料を噴出させる速度は、主としてジェット噴出速度によって決まるのであって、ローターの回転によって生じる遠心力によって決まるものではない。
【0028】
図1を参照すると、ノズル20の出口端は、場合によっては、米国特許第5,788,993号明細書(ブライナー(Bryner)ら)に記載されているような、スロット付きの出口(本明細書では、「ファンジェット」と呼ばれることもある)を含んでなっていてもよい(この特許の内容を、参照として本明細書に援用するものとする)。そのファンジェットは、紡糸オリフィス28の直ぐ下流にある、2つの対向する面30によって画定される。そのようなファンジェットを使用することによって、紡糸オリフィスを通過して噴出される材料搬送ジェットが、そのスロットの幅全体に広がるようになる。流体ジェットが、スロットの配向によって決まる、異なった方向へ材料を広げる。本発明の1つの実施態様においては、そのスロットを主として軸方向に配向させて、材料を軸方向に広げるようにする。このことにより、材料が噴出される際に材料が均等に分散されることになる。「主として軸方向に」という表現は、そのスロットの長軸が、ローターの軸から約45度以内にあるということを意味している。所望により、別な方法として、ノズル20のスロット付きの出口を、一般的に軸方向ではない方向に配向させることも可能である。「軸方向ではない」という表現は、そのスロットの長軸が、ローターの軸から約45度を超えていることを意味している。
【0029】
ノズルの出口は、主として半径方向に向けてもよいし、あるいは非半径方向に向けてもよい。ノズル出口が半径方向に向いている場合には、搬送ジェットは、ノズルが非半径方向に向いている場合よりも、ローターからより遠くまで噴出させた材料を輸送することが
できる。このことは、捕集器が、ローターに対して同心的に、ローターからある距離またはギャップをおいて位置していて、材料が捕集されるにはそのギャップを横切らねばならない、といった場合には、重要となってくる。ノズル出口はさらに、非半径方向、すなわち回転方向から外れた方向に向いているように配向させることも可能である。このケースで、かつ噴出させた材料を同心捕集器の上で捕集しようとする場合には、ローターのまわりに材料が巻き付くことを防ぐために、ローターと捕集器との間のギャップは最小限にすべきである。このケースでは、ジェットの噴出速度は、ローターの外周部における接線速度に近似させ、ギャップを実務上可能な限り小さくすべきである。本発明のこの実施態様の利点は、材料を、それが噴出されたときとほぼ同じ速度で、かつ流体ジェットの中で乱流が始まるより前に、捕集されるという点である。この方法では、極めて均質に分散された製品が得られる。
【0030】
本発明の1つの実施態様においては、ノズル出口を、捕集ベルトが移動する方向に向かうように配向させることもできる。
【0031】
本発明で、ローターに複数のノズルを取り付けるような実施態様においては、それらのノズルを、軸方向に間隔をおいて設けることができる。それらのノズルは、互いの間にスペースをおいて、目的とする製品に応じて、ノズルから噴出される材料が、隣のノズルから噴出される材料と重なるようにしてもよいし、あるいは重ならないようにしてもよい。本発明の1つの実施態様においては、ファンジェットの幅を一定に保ち、開口部の間の間隔をほぼ、材料が捕集面で捕集される地点における個々の材料搬送流体ジェットの幅(すなわち、捕集されたときの材料の幅)に整数をかけたものとすると、極めて均質な製品プロファイルが得られることが判った。
【0032】
別な方法として、複数のノズルを、ローターの外周部に円周状に間隔をおいて設置することも可能である。このようにして、ローターの高さを増やすことなく、より多くの層を形成することができる。
【0033】
繊維質材料をファンジェットから噴出させる場合、ジェットの配向によって一般に繊維が配列する可能性があり、それが縦方向と横方向の性質のバランスに悪影響をおよぼす。複数のノズルを使用する、本発明の1つの実施態様においては、ジェットの一部を軸方向またはローターの軸から約20〜40度の角度をつけるか、または、ジェットの一部を、軸に関して反対側で同じ角度に向ける。ローターの軸に関して互いに反対側に配向させたジェットの部分を有するとことにより、得られる製品の異方性がより低下し、その性質がよりバランスすることになる。
【0034】
図2に、本発明の方法を実施するための装置40の1つの可能な構成を示すが、これには、剛直なフレーム13によって支持される回転シャフト14に取り付けられたローター本体10が含まれる。回転シャフト14は中空で、流体化混合物をローターに供給できるようになっている。ローターの外周部には開口部12があり、それを通して材料を噴出させる。ノズルから噴出される際に蒸発しない噴出させた材料の成分を、多孔質の捕集器17の上を通過する移動ベルト(図示せず)の上に捕集する。その捕集器は真空ボックス18に取り囲まれていて、多孔質の捕集器17を通過させて真空で引き、それによって、噴出させた材料を移動ベルトの捕集面の上に固定する(pinnning)。シャフト14に沿って、固定部分15a、回転部分15b、およびベアリング16を含んでなる、回転シールがある。
【0035】
ノズルの設計によって、ノズルから噴出される素材の分布に影響を与えることが可能で、それによって材料の配布の均質性に寄与することができる。流体ジェットを広げると、ウェブの横の繊維が許す範囲まで、噴出、固化させたウェブが広がることになる。一般に
、噴出させたウェブの幅が広いほど、捕集したときの製品がより均質になる。しかしながら、実際の話、たとえば空間的な制限など、所望の幅には限度があり、それらについては当業者には明かであろう。
【0036】
噴出される材料がポリマーを含んでなる場合には、ノズルの温度を、少なくともポリマーの溶融温度または軟化点程度には保持するのが好ましい。ノズルはいかなる方法を用いて加熱してもよいが、たとえば、電気抵抗加熱、加熱流体、スチーム、あるいは誘導加熱などが挙げられる。
【0037】
ノズルから噴出される搬送ジェットは、ノズルから噴出してからある距離の間は、片側がフリーまたは非拘束であっても、両側がフリーであっても、あるいは両側が拘束されていてもよい。このジェットは、ローターの回転に関してローターの外側の固定の地点(stationary vantage point)から、好ましくはスロットの「上流側」あるいはスロットより前で、ノズルの出口スロットに対して平行に取り付けたプレートによって片側または両側を拘束することができる。それらのものはコアンダフォイル(coanda foil)として機能し、それにより、搬送ジェットが、ジェットを導くフォイルに隣接して形成される低圧ゾーンによって、それ自体フォイルに貼り付く。このようにして、搬送ジェットが、フォイルによって拘束される片側または両側の雰囲気と混合されること(これは、ジェットがフリーの場合に起きる)を防ぐ。したがって、フォイルを使用することによってより高い速度のジェットが得られる。このことは、ノズル出口と捕集器との間の距離を減らすのと同じ効果を有しているが、その場合には、材料がジェットの乱流が始まるより前に捕集器に噴射される。
【0038】
このフォイルは固定してあってもよいし、あるいは振動するようになっていてもよい。振動フォイルは製品の生成を促進するが、その理由は、積層する材料を高速度で振動させるのに役立つからである。このことは、回転速度が低く、噴出させる材料が供給過剰になった場合に対処するのに、特に有用である。このフォイルは、ウェブがフォイルから離れるので、少なくともウェブの広がり幅と同じであるのが好都合である。
【0039】
本発明の方法によって、いくつかのタイプの流体化混合物を供給することができる。「流体化混合物(fluidized mixture)」という用語は、その臨界圧力よりも高い圧力で液体状態または各種流体となっている組成物を指し、その混合物は、少なくとも2種の成分を含んでなる。この流体化混合物は、均質な流体組成物、たとえば溶媒中に溶質を溶解させたものであってもよいし、不均質流体組成物、たとえば2種の流体の混合物または1つの流体が他の流体の中に液滴として分散されているものであってもよいし、あるいは、圧縮蒸気相の中の流体混合物であってもよい。本発明の方法において使用するのに好適な流体化混合物は、以下に示すような、紡糸剤の中へポリマーを溶解させた溶液を含んでなることもできる。その流体化混合物には、流体の中に固形粒子を分散または懸濁させたもの、または流体の中の固形材料の混合物、を含んでなることができる。本発明のまた別な実施態様においては、その材料は固体−流体の流体化混合物である。本発明の方法は、パルプと水の混合物をローターに供給し、充分な圧力をかけてその混合物をノズルから、ローターからある距離をおいた位置させた捕集器に噴射することにより、紙を製造するのに使用することができる。また本発明の別な実施態様においては、固体材料たとえばパルプと、流体たとえば水の混合物を、その流体の沸点よりも高い温度と、その流体を液体状態に保つのに充分高い圧力で、ローターに供給する。ノズルを通過することで、その流体が蒸発し、その固体材料を捕集面の方向に、噴射、拡散させる。好ましい実施態様においては、捕集面に噴射する場合の環境を、その流体の沸点近い温度に維持して、流体の凝縮が最小限になるようにする。その環境を、その流体の沸点の約40℃以内、さらにはその流体の沸点の約10℃以内に維持するのが好都合である。その環境は、その流体の沸点より高く維持しても低く維持してもよい。
【0040】
本発明のこの実施態様において使用可能なポリマーとしては、ポリオレフィン、たとえばポリエチレン、低密度ポリエチレン、線状低密度ポリエチレン、線状高密度ポリエチレン、ポリプロピレン、ポリブチレン、およびそれらのコポリマーなどが挙げられる。本発明で使用するのに適したその他のポリマーを列挙すると、ポリエステルたとえば、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)、ポリ(ブチレンテレフタレート)およびポリ(1,4−シクロヘキサンジメタノールテレフタレート);部分フルオロ化ポリマー、たとえば、エチレン−テトラフルオロエチレン、ポリフッ化ビニリデンおよびECTFE、エチレンとクロロトリフルオロエチレンのコポリマー;およびポリケトン、たとえば、E/CO、すなわちエチレンと一酸化炭素のコポリマー、およびE/P/CO、すなわち、エチレン、ポリプロピレンおよび一酸化炭素のターポリマーなどが挙げられる。ポリマーブレンドを、本発明の不織シートに使用することも可能であるが、そのようなものとしては、ポリエチレンとポリエステルとのブレンド、およびポリエチレンと部分フッ素化フルオロポリマーとのブレンドなどが挙げられる。これらのポリマーおよびポリマーブレンドはすべて、紡糸剤の中に溶解させて溶液を形成させ、次いでそれをフラッシュ紡糸して、網状フィラメントフィルム−フィブリルの不織シートとすることができる。好適な紡糸剤としては、クロロフルオロカーボンおよび炭化水素が挙げられる。本発明で使用することが可能な、好適な紡糸剤と、ポリマーと紡糸剤の組合せは下記の特許に記載されている:米国特許第5,009,820号明細書;同第5,171,827号明細書;同第5,192,468号明細書;同第5,985,196号明細書;同第6,096,421号明細書;同第6,303,682号明細書;同第6,319,970号明細書;同第6,096,421号明細書;同第5,925,442号明細書;同第6,352,773号明細書;同第5,874,036号明細書;同第6,291,566号明細書;同第6,153,134号明細書;同第6,004,672号明細書;同第5,039,460号明細書;同第5,023,025号明細書;同第5,043,109号明細書;同第5,250,237号明細書;同第6,162,379号明細書;同第6,458,304号明細書;および同第6,218,460号明細書(これらの特許の内容を、参照として本明細書に援用するものとする)。本発明のこの実施態様においては、紡糸剤は、ポリマー・紡糸剤混合物の少なくとも約50重量%、または混合物の少なくとも約70重量%、さらには混合物の少なくとも約85重量%である。
【0041】
上述の液体混合物の各種の実施態様に対応できるようにするには、ノズル20(図1)の設計を変更する必要があるということは、当業者には明かであろう。
【0042】
粒子と流体の混合物をローターに供給することによって、シート製品を形成させることも可能である。1つの実施態様においては、表面のスプレー塗装と同様にして、粒子を含む液状の液滴をスプレーし、それを表面上で合着させることによって、連続シートを形成させる。また別な実施態様においては、固体粒子をスプレーしてから、ポストコアレセンスを行わせる。たとえば、乳化重合により得るか、または溶解させた後でエマルション粒子を沈殿させた、ポリマー粒子の懸濁液を成形して、粒子シートとすることもできる。粉体コーティングの場合と同様のプロセスによって、後加工することによって、そのシートを多孔質または非多孔質のシートに変換させることも可能である。先にも述べたように、相分離と同時に粒子を形成させることもできる。
【0043】
本発明の1つの実施態様においては、固化させた噴出材料を、重力下に落下させて、容器の中で捕集する。その容器は、ガスを逃がすようなものとしなければならない。この実施態様は、目的とする材料が、離散フィブリル、離散粒子またはポリマービーズであるような場合には特に適している。
【0044】
本発明のまた別な実施態様においては、固化させた噴出材料を、ローターの外周部から
半径方向に距離をおいた、内部表面の上で捕集するが、これは、本明細書においては、同心捕集器の「捕集面」と呼ばれることもある。この捕集器は、孔をあけた金属シートまたは硬質ポリマーから作った、固定円筒状の多孔質構造とすることができる。この捕集器には、フルオロポリマー樹脂のような摩擦を低減させるコーティングをしてもよいし、あるいは、捕集された材料と捕集面との間の摩擦や引き留め(drag)を減らすために振動させてもよい。円筒形の構造物は、多孔質とするのが好ましく、それによって、材料が捕集されたところに真空が適用されて、捕集器への材料の固定を促すようにする。1つの実施態様においては、その円筒形の構造物がハニカム材料を含んでなり、それによって、そのハニカム材料を通して捕集された材料を真空によって引きつけ、しかも、結果として変形しないだけの充分な剛性を与えている。そのハニカムにはさらに、それを覆うメッシュ層を備えていて、噴出させた材料を捕集する。
【0045】
また別な方法として、捕集器が、固定された円筒状の多孔質構造物の上を移動する、フレキシブルな捕集ベルトを含んでなっていてもよい。その捕集ベルトは、平坦で多孔質材料であるのが好ましく、それによって、捕集された材料に孔が形成されるのを招くことなく、円筒状の多孔質構造物を通して、捕集された材料に真空を適用することができる。そのベルトは、ローターに対して軸方向に(ローターの軸の方向に)移動する平滑なコンベヤベルトとすることができ、それは、図3に見られるように、変形してローターのまわりに同心円筒を形成し、次いで、ローターを通り越すとその平坦な状態に戻る。本発明のこの実施態様においては、円筒状のベルトは連続的に、ローターから噴出された固化材料を捕集する。そのような捕集ベルトは、米国特許第3,978,976号明細書(カンプ(Kamp))、同第3,914,080号明細書(カンプ(Kamp))、同第3,882,211号明細書(カンプ(Kamp))、および同第3,654,074号明細書(ジャクリン(Jacquelin))に開示されている。
【0046】
また別な方法として、捕集面にはさらに移動している捕集ベルトの上を移動する織布または不織布のような基材を含んでなることもでき、それによって噴出させた材料をベルトの上に直接ではなく、その基材の上に捕集する。これは、捕集される材料が非常に微細な粒子の形態にあるような場合には特に有用である。
【0047】
捕集面が、目的とする製品そのものの構成要素となっていてもよい。たとえば、予備成形シートを捕集面とし、低濃度の溶液をその捕集面の上に噴出させて、予備成形シートの表面上に薄膜を形成させることもできる。これは、そのシートの表面特性、たとえば印刷性、接着性、多孔度レベルなどを向上させる場合に有用となろう。その予備成形シートは不織布もしくは織布シート、またはフィルムであってもよい。この実施態様においては、その予備成形シートは、本発明の方法そのものにおいて形成される不織シートであってもよく、次いで、捕集ベルトに支持されながら、捕集面として本発明の方法に2度目のフィードを行ってもよい。また本発明の別な実施態様においては、予備成形シートは、捕集ベルトそのものとして、本発明の方法において使用することも可能である。
【0048】
噴出される材料がポリマー材料を含んでなる場合には、本発明の方法の間にその捕集面を通して引かれるガスを加熱して、ポリマー材料の一部を軟化させて、いくつかのポイントで自体に接着させることもできる。ガスは、ローターの末端から引いてもよいし、および/またはローターそのものを通過させて引いてもよい。ローターと捕集面の間の空間に補助的なガスを供給してもよい。ローターの外周部における接線速度が噴出速度の約25%よりも大きい場合には、その補助ガスをローターそのものから供給するのが有利である。ローターからガスを供給するには、ブロワーや管路によってローターの中にガスを押し込むか、または、ローターの中にブレードを組み込むか、またはそれらを組み合わせる。そのブレードは、ガスの流れをつくるような、大きさ、角度、形状を有している。そのブレードを、ローターによって発生されるガスの量が、真空によって捕集面を通過して引か
れるガスの量とほぼ等しくなるように設計するのが好ましいが、プロセス条件によっては幾分それよりも上下してもよい。ローターに入るガスの量は、ローターと捕集器をとりまく空間(「スピンセル(spin cell)」と呼ばれることもある)を囲みこみ、その囲みの中のローターに大きさが可変の開口部を設けることによって調節することが可能である。
【0049】
捕集面を通して真空によって引かれるガスは、熱交換器を通すことによって加熱して、ローターに戻すことができる。
【0050】
噴出される材料がポリマー繊維質材料を含んでなる本発明の1つの実施態様においては、捕集面の上に捕集された材料を充分に加熱してその材料を接着させる。このことは、捕集された材料をとりまく雰囲気の温度を、捕集された材料を接着させるのに充分な温度に維持することにより、達成できる。その材料の温度は、ポリマー繊維質材料の一部を、軟化させるか粘着性にして、捕集されながら、それ自体や周辺の材料に接着できるようにするのに充分な温度とすることができる。噴出させた材料を、捕集されるより前にその一部を溶融させるのに充分な温度に加熱する方法か、または、材料を捕集したすぐ後に、その捕集した材料の一部を、その中を通過する加熱ガスによって溶融させる方法かのいずれかによって、ポリマーのごく一部を軟化または粘着性とすることもできる。このようにして、本発明の方法を、自己接着性不織製品とすることが可能であるが、ここで、捕集された材料の間を通過するガスの温度は、ウェブのごく一部を溶融または軟化させるには充分な温度とはするが、ウェブの大部分を溶融する程には高くしない。
【0051】
ローターと捕集器を取り巻く空間、すなわちスピンセルを囲い込んで、温度と圧力を調節できるようにするのが、好都合である。そのスピンセルは、各種公知の手段を用いて加熱することができる。たとえば、スピンセルは、スピンセルの中への加熱ガスの吹き込み、スピンセルの壁面の中に埋め込んだスチーム配管、電気抵抗加熱などからの単一の手段または複数の手段の組合せによって、加熱することができる。スピンセルを加熱することは、ポリマー繊維質材料を捕集面にしっかりと固定させるための1つの方法であるが、それは、ポリマー繊維がある温度以上では粘着性となるからである。
【0052】
スピンセルを加熱することによってさらに、その厚み方向での接着状態を変化させた不織製品を製造することが可能となる。これは、相互の間で熱に対する感度が異なる複数のポリマーの層から製品を形成させることによって、実現される。たとえば、融点または軟化温度が異なる少なくとも2種のポリマーを、別個のノズルから噴出させることが可能である。そのプロセスの温度を、溶融温度が低い方のポリマー材料が粘着性となる温度よりは高いが、溶融温度が高い方のポリマーが粘着性となる温度よりは低い温度に調節し、それによって、低融点ポリマー材料は接着されるが、高融点ポリマー材料は未接着で残るようにする。この方法においては、高い方の溶融温度のポリマー繊維が、低い方の溶融温度のポリマー繊維と共に、成形の途中で接着される。この不織布は、その厚み全体を通して均質に、部分的に接着される。こうして得られる不織布は、高い剥離抵抗性を有する。
【0053】
自己接着性ポリマー不織製品はさらに、異なった溶融温度または軟化温度を有する少なくとも2種のポリマーを含んでなる混合物を噴出させることによって、形成させることができる。1つの実施態様においては、混合物中のポリマーの好ましくは約5%〜約10重量%を構成するポリマーの1つが、残りのポリマーよりも低い溶融温度または軟化温度を有し、噴出させた材料の温度が、材料が捕集面上に捕集される直前または材料が捕集された直後のいずれかで、低い方の溶融温度または軟化温度よりも高く、それによって、より低溶融ポリマーが軟化するかまたは充分に粘着性となって、捕集された材料を共に接着させる。
【0054】
本発明の1つの実施態様においては、ノズルに供給される材料が、異なった軟化温度を有する少なくとも2種のポリマーを含んでなる混合物であって、捕集面の上に捕集される材料を囲む雰囲気の温度を、その2種のポリマーの軟化温度の中間の温度に維持して、それにより、低い方の軟化温度のポリマーが軟化するか粘着性となり、噴出させた材料を接着させて、密着シートとする。
【0055】
材料を捕集器に確保または固定するための方法としては各種のものがある。1つの方法においては、捕集面の反対側から捕集器に、材料を捕集面に固定するのに充分なレベルの、真空を適用する。網状フィラメントウェブをフラッシュ紡糸する実施態様においては、真空を水中約3〜約20インチ(約0.008〜約0.05kg/cm2)の範囲で適用するのが好ましいということが判った。
【0056】
真空によって材料を固定させることの代わりに、材料と捕集器の間、すなわち、本発明の具体的な実施態様に応じて、材料と、捕集面、捕集円筒構造物、または捕集ベルトとの間の、静電引力によって材料を捕集面に固定させることもできる。これは、捕集器を接地させておきながら、ローターと捕集器との間のギャップに正または負いずれかのイオンを発生させることにより実施することができるが、ここで新しく噴出された材料が、電荷イオンを捕らえ、それによりその材料が捕集器に引きつけられるようになる。ローターと捕集器の間のギャップに、正イオンと負イオンのいずれを発生させるかは、噴出される材料を固定させるのにどちらがより効果的であるかによって決める。
【0057】
ローターと捕集面の間のギャップの間に正または負のイオンを発生させて、それにより、そのギャップを通過する固化させた噴出させた材料を正または負に帯電させるために、本発明の方法の1つの実施態様では、ローターに取り付けた電荷誘導要素を用いる。そのような電荷誘導要素としては、ピン、ブラシ、ワイヤー、またはその他の要素を挙げることができるが、ここでその要素は、導電性材料たとえば金属または炭素含浸ポリマーなどで作る。電荷誘導要素に電圧を印加して、電流が電荷誘導要素の中に生じて、電荷誘導要素の近辺に強い電場を発生させ、それがその要素の近辺のガスをイオン化させ、それによりコロナを発生させる。電荷誘導要素の中で発生させるのに必要な電流の量は、処理する特定の材料によって変化するが、ただしその最小値は、その材料を充分に固定させるのに必要とみなされたレベルであり、その最大値は、電荷誘導要素と接地させた捕集ベルトの間にアーク放電が観察されるレベルよりすぐ下のレベルである。ポリエチレン網状フィラメントウェブをフラッシュ紡糸する場合における一般的なガイドラインでは、約8μクーロン/ウェブ材料(g)に荷電させた時に、材料がうまく固定される。電荷誘導要素を電源に接続することによって、電荷誘導要素に電圧を印加する。同じ電磁固定力を得るためには、材料が捕集器から噴出されるのがより遠いほど、より高い電圧を印加しなければならない。固定電源で発生させた電圧を紡糸ローターの上に取り付けた電荷誘導要素に印加するために、ローターの中にスリップリングを組み込んでおくことができる。
【0058】
1つの好ましい実施態様においては、使用する電荷誘導要素が、捕集器の方向に向け、かつローターの外周部の中にはめ込むことでローターと捕集面の間のギャップの中には突きでないようにした、導電性のピンまたはブラシである。その電荷誘導要素は、ノズルあるいはノズルの後、ローターの回転に関してローターより外側の固定の地点より「下流」に位置させて、それにより材料がノズルから噴出され、次いで電荷誘導要素によって荷電されるようにする。
【0059】
また別な実施態様においては、電荷誘導要素がローターの中に組み込まれたピンまたはブラシであって、それらをローターの表面に対して接線方向に位置させ、ノズルから噴出される材料に向けるようにする。
【0060】
電荷誘導要素がピンである場合には、それらが導電性金属を含んでなるのが好ましい。1つまたは複数のピンを使用することができる。電荷誘導要素がブラシである場合には、それらには各種の導電材料を含んでなることができる。別な方法として、ピアノ線のようなワイヤーを電荷誘導要素として使用することも可能である。
【0061】
材料を固定させるために静電力を使用する、本発明のまた別な実施態様においては、ローターに組み込んだピン、ブラシまたはワイヤーのような導電要素を、スリップリングを通して接続する方法により接地させ、そして捕集ベルトを電源に接続する。捕集ベルトには、逆電離(back corona)を発生させないような各種導電材料を含んでなるが、逆電離とは、ガス粒子が逆の極性で荷電されて、そのために固定が妨害されるような条件である。
【0062】
本発明のまた別な実施態様においては、捕集ベルトが非導電性で、導電材料を含んでなる支持構造体によって支持される。この実施態様においては、その支持構造体が電源に接続され、ローターを接地する。
【0063】
もし材料を正に荷電させるために、正のイオンが欲しいのなら、捕集器には負の電圧を印加する。負のイオンが欲しいのなら、捕集器には正の電圧を印加する。
【0064】
本発明の1つの実施態様においては、真空固定と静電固定とを組み合わせて使用して、材料を捕集面に効率的に固定できるようにする。
【0065】
材料がポリマーで、本明細書において先に述べたように、充分に自己接着性であるならば、その材料は、真空力または静電力を加えることなく、捕集面の上で密着シートまたはフィルムを形成させることができる。
【0066】
材料の捕集面への固定を確実にするためのまた別な方法は、ローターと捕集面の間のギャップの中に煙霧流体(fogging fluid)を導入するものである。この実施態様においては、液体を含んでなる煙霧流体を、ノズルから噴出させるが、そのノズルは、材料噴出ノズルと同じタイプのものであってもよい。そのようなノズルを、本明細書では「煙霧ジェット(fogging jet)」と呼ぶことにする。煙霧ジェットは液滴のミストを噴出し、それが、捕集面の上に繊維を捕集されやすくする。材料噴出ノズルのそれぞれに1つの煙霧ジェットがあるのが、好都合である。煙霧ジェットはノズルの隣に位置させて、それにより、それから噴出するミストが、ノズルから噴出している搬送ジェットの直接導入され、いくつかの液滴は搬送ジェットに同伴されて、ウェブにあたる。煙霧ジェットから噴出される液体のミストはさらに、噴出させた材料にさらなる運動量を与え、捕集面の上で捕集される前に、噴出させた材料に加わる抵抗を低減させることに、寄与する。
【0067】
ローターの外周部における接線速度の、ノズルから噴出されるジェットの速度に対する比(本明細書では「捕集/噴出比(lay−down/issuance ratio)」とも呼ばれる)は、1までならばどのような数値であってもよいが、より有利には約0.01〜1の間、さらには約0.5〜1の間とする。この2種の速度が互いに対してより近くなるほど、すなわち、捕集/噴出比が1に近くなるほど、分散がより均等になり、捕集された材料の層が均質になる。捕集された材料の均質性は、ノズル1つ当たりを通過する質量を減らすことによって、改良されることが見出された。
【0068】
捕集ベルトの速度とローターからの吐出量を選択することで、目的とする製品坪量が得られるようにすることができる。ローターの中のノズルの数とローターの回転速度とを選択することで、目的とする、捕集された材料におけるウェブ層の数と、それぞれのウェブ
層の厚みが得られる。したがって、目的とする坪量が決まっているのなら、ウェブ層の数を増やすには2つの方法がある:ローターにおけるノズルの数を増やすことができるが、坪量を一定に保つために、ノズルあたりの吐出量をそれに比例して減らすか;または、ローターの回転速度を上げる方法による。
【0069】
本発明において、ポリマー溶液をフラッシュ紡糸する場合には、その溶液の濃度が、ノズルあたりのポリマー吐出量に影響する。ポリマー濃度が低いほど、吐出されるポリマーの質量も少なくなる。ノズル当たりの吐出量もまた、ノズルオリフィスの大きさを変えることによって、変化させることが可能であるが、これは当業者には自明のことであろう。
【0070】
本発明の方法により製造される製品としては、不織シート、離散粒子、離散粒子を合着させることにより形成される多孔質または連続膜、およびそれらの組合せ、ならびにポリマービーズなどが挙げられるが、これらに限定される訳ではない。不織シートを形成させる場合、本発明の方法では、驚くほど均質な坪量を有する製品が得られる。縦方向均一性指数(machine direction uniformity index、MD
UI)が約14(oz/yd2)1/2(82(g/m2)1/2)未満、さらには約8(oz/yd2)1/2(47(g/m2)1/2)、そしてさらに約4(oz/yd2)1/2(23(g/m2)1/2)未満の製品を得ることができる。その製品は、各ウェブ層が極めて薄いために、より均質である。薄いウェブ層が多数あると、個々の層では不均質であっても、結果にはそれらの不均質性が出にくく、同等の均質性を有する少ない層からの製品に比較して、より均質な製品が得られる。
【0071】
本発明の方法によって得ることができる製品の内で、改良された性質を有する繊維質不織シートが挙げられるが、そのような性質を最も具体的に示せば、高い引張強さ対坪量比、高い伸びおよび坪量の高い均質性の組合せである。そのシートは、引張強さの坪量に対する比が約15ポンド/インチ/oz/yd2(0.78N/cm/g/m2)を超え、破断点伸びが約15%よりも大きくなるように、形成させることができる。形成されたシートの、縦方向均一性指数(MD UI)を、約14(oz/yd2)1/2(82(g/m2)1/2)未満、さらには約8(oz/yd2)1/2(47(g/m2)1/2)、そしてさらに約4(oz/yd2)1/2(23(g/m2)1/2)未満とすることができる。シートの坪量は、約0.5〜2.5oz/yd2(17〜85g/m2)の間で変化させることができ、また得られるシートの厚みは、約50〜380μmの間で変化させることができる。そのシートのフレージャー(Frazier)空気透過性は、少なくとも約5CFM/ft2(1.5m3/分/m2)、また静水頭(HH)は少なくとも約10インチ(25cm)とすることができる。そのシートが、約10〜500層の繊維ウェブ材料で作られているのが好ましい。その繊維質不織シートが、フラッシュ紡糸した網状フィラメントフィルム−フィブリル材料、好ましくは高密度ポリエチレンを含んでなるのが、好都合である。
【0072】
試験方法
以下に示す非限定的な例においては、次の試験法を用いて各種の特性値や性質を求めて、報告した。ASTMとは、米国材料試験協会(American Society of Testing Materials)のことを指す。ISOとは、国際標準化機構(International Standards Organization)のことを指す。TAPPIとは、紙パルプ技術協会(Technical Association of Pulp and Paper Industry)のことを指す。
【0073】
坪量(basis weight)はASTM D−3776(参照として本明細書に援用するものとする)によって求め、oz/yd2の単位で表した。
【0074】
シートの縦方向均一性指数(MD UI)は、以下の手順に従って計算する。ベータ厚みおよび坪量ゲージ(メジャレックス・インフランド・オプティックス(Measurex Infrand Optics)製のクアドラパック・センサー(Quadrapac Sensor))でシートをスキャンして、シートの横方向(CD)を横切って0.2インチ(0.5cm)ごとに坪量の測定を行う。次いでそのシートを縦方向(MD)に0.42インチ(1.1cm)進めて、そこでCD方向の次の坪量測定の列について測定する。この方法でシート全体についてスキャンを行い、その坪量データは表形式で電子的に蓄積する。坪量測定値の表の行と列はそれぞれ、坪量測定のCDおよびMD「レーン」に対応する。次いで、列1におけるそれぞれのデータポイントを、列2におけるそれに隣接するデータポイントと平均し、列3におけるそれぞれのデータポイントを、列4におけるそれに隣接するデータポイントと平均し;これをさらに続ける。実質的にはこのことによって、MDレーン(列)の数が半分に減少し、MDレーンの間の間隔を、0.2インチ(0.5cm)から0.4インチ(1cm)にシミュレートすることになる。縦方向(「MD UI」)における均一性指数(UI)を計算するために、MDにおいて平均をとったデータに関して、UIをそれぞれの列について計算する。それぞれの列のデータについてのUIの計算は、その列についてまず、坪量の標準偏差と平均坪量量を計算することによっておこなう。列のUIは、その坪量の標準偏差を平均坪量量の平方根で割り、それに100を掛けたものに等しい。最終的に、そのシートの全体としての縦方向均一性指数(MD UI)を計算するために、それぞれの列のUIの全てについての平均をとり、1つの均一性指数を得る。均一性指数の単位は、(オンス/平方ヤード)1/2である。
【0075】
フレージャー(Frazier)空気透過性(またはフレージャー(Frazier)通気性)は、多孔質の材料の通気性の尺度であって、立方フィート/分/平方フィートの単位で測定される。それは、差圧が水柱0.5インチ(水柱1.3cm)の場合に、材料を通過して流れる空気の容積を測定する。サンプルを通過する量を、真空システムにオリフィスを設けることにより、測定可能な量に制限する。オリフィスのサイズは、その材料の多孔度に応じて変化させる。フレージャー(Frazier)通気性(フレージャー(Frazier)多孔度と呼ばれることもある)は、シャーマン・W・フレージャー・カンパニー(Sherman W.Frazieer Co.))の、較正すみオリフィスを取り付けたデュアルマノメーターを使用して測定し、その単位はft3/ft2/分である。
【0076】
静水頭(HH)は、静荷重をかけたときの、液状の水の浸透に対するシートの抵抗性の尺度である。7インチ×7インチ(18cm×18cm)のサンプルを、SDL18シャーリー・ハイドロスタティック・ヘッド・テスター(Shirley Hydrostatic head tester)(英国ストックポート(Stockport,England)のシャーリー・ディベロップメンツ・リミテッド(Shirley Developments Ltd.)製)に取り付ける。サンプルの103cm2の部分に片側から、水を60±3m3/分の速度でポンプで押し込み、サンプルの3つの領域に浸透するまで続ける。その静水頭をインチの単位で測定する。この試験は一般的にはASTM D583に従うものであるが、この試験法は1976年11月に公刊物から削除された。その数値が高いほど、製品が液体の通過に対してより大きな抵抗を有していることを示している。
【0077】
シートの破断点伸び(本明細書においては、「伸び」と呼ぶ)は、引張試験片が破断するまでのシートの伸びの大きさの尺度である。幅1インチ(2.5cm)のサンプルを、定速伸長形引張試験機、たとえばインストロン(Instron)の卓上型試験機の、5インチ(13cm)離してセットしたクランプに取り付ける。クロスヘッド速度2インチ/分(5.1cm/分)で、サンプルに連続的に荷重を加えていって、破断させる。破断までの伸びパーセントを測定する。この試験は一般的には、ASTM D5035−95
に従ったものである。
【0078】
表面積は液体窒素温度でサンプルによって吸収される窒素の量から、ブルナウアー・エメット・テラー(Brunauer−Emmet−Teller)の式を用いて計算し、m2/gの単位で表す。窒素の吸収は、ウェストバージニア州チャールストン(Charleston,West Virginia)のスタンダード・インストラメンテーション・インコーポレーテッド(Standard Instrumentation,Inc.)製のストーレン・サーフェス・エリア・メーター(Stohlein Surface Area Meter)を用いて測定する。実施したこの試験方法は、ジャーナル・オブ・ジ・アメリカン・ケミカル・ソサイエティ(J.Am.Chem.Soc.)、第60巻、p.309〜319(1938)に記載されている。
【0079】
繊維の靱性と繊維の弾性率は、インストロン(Instron)引張試験機により求めた。シートを70゜F(21℃)、65%相対湿度でコンディショニングした後で試験した。シートには1インチ(2.54cm)あたり10回の撚りをかけて、インストロン・テスター(Instron Tester)にかけた。初期の伸び速度を4インチ(20.3cm)/分として、2インチ(5.08cm)のゲージ長さを用いた。破断時の靱性は、グラム/デニール(gpd)の単位で記録する。弾性率は応力/歪み曲線の勾配に相当し、gpdの単位で表す。
【実施例】
【0080】
実施例1
紡糸剤のフレオン(Freon)(登録商標)11(パーマー・サプライ・カンパニー(Palmer Supply Company)から入手)中、1%のマット8ブルー(Mat8、Blue)高密度ポリエチレン(エクイスター・ケミカルズ・LP(Equistar Chemicals,LP)から入手)のポリマー溶液を、温度180℃、フィルター圧力2040psi(14MPa)で、直径16インチ(41cm)、高さ3.6インチ(9.2cm)で回転速度1000rpmのローターのノズルを通して、多孔質捕集ベルト上の、白色のソンタラ(Sontara)(登録商標)ファブリック(イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー・インコーポレーテッド(E.I. duPont de Nemours & Comapny,Inc.)から入手可能)のリーダーシートの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターの軸から角度30度だけ配向させた。フラッシュ紡糸材料は、ローターから半径方向へ向けて、ノズルから吐出させた。ノズルの出口と捕集ベルトとの間の距離は、1インチ(2.5cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度50℃に維持した。
【0081】
ノズルの直ぐ下流に、1列に並べ均等に空間を空けた5本のニードルから、静電力を発生させた。それぞれのノズルは、ローターを通して接地されていた。したがって、それらのニードルもまた、ローターを通して接地されていた。それらのニードルから捕集ベルトの表面までには1インチの空間があった。捕集ベルトは電気的には絶縁されていて、30〜50kVの負の電圧を印加した。電力の供給は、電流調節モードで行い、電流を0.20mA一定に維持した。
【0082】
管路によって捕集ベルトとつながっている、流体中の真空ブロワーの手段によって、捕集ベルトに真空を適用した。静電力と真空を同時に使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。
【0083】
捕集された材料の平均の繊維表面積は、4.7m2/gと測定された。この材料のフレージャー(Frazier)空気透過性は、66.6CFM/ft2(20m3/分/m
2)であった。均一性指数と坪量については、表1に示す。
【0084】
実施例2
紡糸剤のフレオン(Freon)(登録商標)11(パーマー・サプライ・カンパニー(Palmer Supply Company)から入手)中、11%高密度ポリエチレン(80%のマット8(Mat8)(エクイスター・ケミカルズ・LLP(Equistar Chemicals,LLP)から入手、溶融温度約138℃)と20%のダウ(Dow)50041(ダウ・ケミカル・インコーポレーテッド(Dow Chemical,Inc.)から入手、溶融温度約128℃)のポリマー溶液を、温度190℃、フィルター圧力2030psi(14MPa)で、1000rpmで回転している実施例1で用いたローターのノズルを通して、リーメイ(Reemay)(登録商標)スタイル(Style)2014ファブリック(スペシャルティ・コンバーティング(Specialty Converting)から入手)のベルトの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターの軸方向に配向させた。ノズルの出口と捕集ベルトとの間の距離は、1.5インチ(3.8cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度125℃に維持した。
【0085】
真空を使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。
【0086】
半径方向に0.5インチ(1.3cm)延びている、ステンレス鋼製の空気力学的フォイルを、ノズルの出口スロットに隣接したローターの外周部の上の、ノズルの上流側に取り付けた。このフォイルは、ノズルを出たあともジェット速度が高く保てるように使用した。使用したフォイルは、ノズルの表面から0.5インチ(1.3cm)とびだしていて、そのことによって、1.0インチ(2.5cm)の有効スピン距離(effective spin distance)を作り出しているが、その理由は、1.5インチ(3.8cm)におけるジェット速度は、ノズルの出口から捕集器表面までの距離が1.0インチ(2.5cm)の場合のジェット速度にほぼ等しいからである。
【0087】
このようにして捕集された材料の引張強さは、縦方向で6.2ポンド/インチ(10.8N/cm)、横方向で1.4ポンド/インチ(2.4N/cm)であり、伸びは縦方向で15.3%、横方向で12.4%であった。均一性指数と坪量については、表1に示す。
【0088】
実施例3
紡糸剤のフレオン(Freon)(登録商標)11(パーマー・サプライ・カンパニー(Palmer Supply Company)から入手)中、11%のマット8(Mat8)高密度ポリエチレンの溶液を、温度190℃、フィルター圧力2110psi(14MPa)で、158rpmで回転しているローターのノズルを通して、5.4ヤード/分(4.9m/分)で移動している、ソンタラ(Sontara)(登録商標)8010ファブリック(イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー・インコーポレーテッド(E.I. duPont de Nemours & Comapny,Inc.)から入手可能)のベルトの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターの軸方向に配向させた。ノズルの出口と捕集ベルトとの間の距離は、1.5インチ(3.8cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度120℃に維持した。
【0089】
静電力と真空を同時に使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。この実施例における静電力は、導電性ブラシから、および空気力学的フォイルの歯先から発生させた。静電ブラシは、ローターの外周部に沿って、ローターのそれぞれの端に取り付けた。捕集器に最も近い空気力学的フォイルの先端をぎざぎざにして、尖った先端を
作り、それからコロナが発生できるようにした。捕集器は電気的には絶縁されていて、20〜50kVの負の電圧を印加した。電力の供給は、電流調節モードで行い、電流を3.0mA一定に維持した。真空は水柱30〜40インチ(水柱76〜102cm)になるように適用した。
【0090】
半径方向に0.5インチ(1.3cm)延びている、実施例2に記述したような空気力学的フォイルを、ノズルの出口スロットに隣接したローターの外周部の上の、ノズルの上流側に取り付けた。
【0091】
捕集された材料の均一性指数は表1に示した。
【0092】
実施例4
紡糸剤のフレオン(Freon)(登録商標)11(パーマー・サプライ・カンパニー(Palmer Supply Company)から入手)中、11%のマット8(Mat8)高密度ポリエチレンのポリマー溶液を、温度190℃、フィルター圧力2100psi(14MPa)で、156rpmで回転しているローターのノズルを通して、ソンタラ(Sontara)(登録商標)8010ファブリックのベルトの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターの軸方向に配向させた。ノズルの出口と捕集ベルトとの間の距離は、0.75インチ(1.9cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度120℃に維持した。
【0093】
静電力と真空を同時に使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。この実施例における静電力は、両方のノズルの上のファンジェットのそれぞれの側に植え込んだ18本のニードルから発生させた。これらのノズルは、ローターを通して接地されている。したがって、それらのノズルもまた接地されている。ノズルの上のニードルは、捕集器から0.75インチ離れていた。捕集器は電気的には絶縁されていて、10〜30kVの負の電圧を印加した。電力の供給は、電流調節モードで行い、電流を0.72mA一定に維持した。真真空は水柱26〜34インチ(水柱66〜86cm)になるように適用した。
【0094】
捕集された材料の繊維弾性率は15.9g/デニール(14.0dN/tex)、繊維の靱性は2.9g/デニール(2.56dN/tex)そして繊維の伸びは20.4%であった。
【0095】
実施例5
紡糸剤のフレオン(Freon)(登録商標)11(パーマー・サプライ・カンパニー(Palmer Supply Company)から入手)中、11%の高密度ポリエチレン(80%の、エクイスター・ケミカルズ・LLP(Equistar Chemicals,LLP)から入手のマット8(Mat8)および20%の、ダウ・ケミカル・インコーポレーテッド(Dow Chemical,Inc.)から入手のダウ(Dow)50041)のポリマー溶液を、温度190℃、フィルター圧力2100psi(14MPa)で、158rpmで回転しているローターのノズルを通して、タイパー(Typar)(登録商標)ファブリック(イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー・インコーポレーテッド(E.I. duPont de Nemours &
Comapny,Inc.)から入手)のベルトの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターに対する角度20度で配向させた。ノズルの出口と捕集ベルトとの間の距離は、1インチ(2.5cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度115〜120℃に維持した。
【0096】
捕集ファブリックに対して水柱20〜35インチ(水柱51〜89cm)の真空を適用
して、フラッシュ紡糸材料が捕集されやすくした。
【0097】
その捕集された材料の坪量は、0.83oz/yd2(28g/m2)であった。
【0098】
実施例6
紡糸剤のフレオン(Freon)(登録商標)11(パーマー・サプライ・カンパニー(Palmer Supply Company)から入手)中、1%のマット8(Mat8)高密度ポリエチレンのポリマー溶液を、温度190℃、フィルター圧力2060psi(14MPa)で、154rpmで回転しているローターのノズルを通して、ブルーのソンタラ(Sontara)(登録商標)ファブリック(スタイル番号8830)のベルトの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターの軸方向に配向させた。ノズルの出口と捕集ベルトとの間の距離は、3インチ(7.6cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度60℃に維持した。
【0099】
静電力と真空を同時に使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。ノズル上に位置する金属製のニードルは、ローター本体に接地されていた。捕集器の表面は電気的に大地からは絶縁されていて、その絶縁された捕集器に高電圧電源を接続して30〜40kVの負の電圧を印加した。電力の供給は、電流調節モードで行い、電流を0.30mA一定に維持した。捕集器上の負の電圧により、接地された静電ニードルから正のコロナが発生した。ポリマー繊維は、その正のコロナから生成する正イオンと接触することにより、正に荷電された。水柱3〜5インチ(水柱8〜13cm)の真空を適用した。捕集された材料の坪量とMD UIは表1に示すとおりであった。
【0100】
実施例7
紡糸剤のフレオン(Freon)(登録商標)11(パーマー・サプライ・カンパニー(Palmer Supply Company)から入手)中、2%のマット8(Mat8)高密度ポリエチレンのポリマー溶液を、温度180℃、フィルター圧力2000psi(14MPa)で、1015rpmで回転しているローターのノズルを通して、タイパー(Typar)(登録商標)ファブリックのベルトの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターに対する角度32度で配向させた。ノズルの出口と捕集ベルトとの間の距離は、1インチ(2.5cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度60℃に維持した。
【0101】
このローターでは、その周辺部に金属製のポンピングベーン(pumping vane)を有していて、それにより、捕集器とローターの間の二重管流路の中にガス流れを起こさせていた。ガスは、ローターの上側および下側の両方からローターの中に入り、ポンピングベーンを通って出て行くが、ガスの速度の接線成分がローターの接線速度に等しくなるように、また、ガス流れの方向がローターの回転方向と同じになるようにする。
【0102】
このポンピングベーンは、ローター本体に電気的に接地されていた。1つおきの金属ベーンに仮付け溶接したのは、静電用ニードルの列で、それらはローター本体に接地されていた。それぞれのノズルの下流の最初の2つのポンピングベーンには7本のニードルがあり、次いでニードルは、それより後の1つおきのベーンに取り付けられた。全部で24のベーンには、ベーンあたり7本、合計で168本のニードルが取り付けられていた。ニードルはノズルの上にもあった(ノズルあたり5本のニードル)。捕集器の表面は電気的に大地からは絶縁されていて、その絶縁された捕集器に高電圧電源を接続して20〜50kVの負の電圧を印加した。電力の供給は、電流調節モードで行い、3.0mA、3.5mAおよび4.0mAのそれぞれの設定で電流を一定に維持した。捕集器上の負の電圧により、接地された静電ニードルから正のコロナが発生した。ポリマー繊維は、その正のコロナから生成する正イオンと接触することにより、正に荷電された。
【0103】
静電力と真空を同時に使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。真空は水柱19〜40インチ(水柱48〜102cm)になるように適用した。
【0104】
捕集された材料の均一性指数は表1に示した。
【0105】
実施例8
紡糸剤のフレオン(Freon)(登録商標)11(パーマー・サプライ・カンパニー(Palmer Supply Company)から入手)中、2%のマット8(Mat8)高密度ポリエチレンのポリマー溶液を、温度180℃、フィルター圧力1970psi(14MPa)で、1014rpmで回転しているローターのノズルを通して、タイパー(Typar)(登録商標)ファブリックのベルトの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターに対する角度32度で配向させた。ノズルの出口と捕集ベルトとの間の距離は、1インチ(2.5cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度60℃に維持した。
【0106】
実施例7の場合と同様に、静電力と真空を同時に使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。実施例7の場合と同様に、ローターにはそのまわりに金属製のポンピングベーンを取り付けた。真空は水柱15〜32インチ(水柱38〜81cm)になるように適用した。
【0107】
捕集された材料の平均繊維表面積は、1.7m2/gと測定された。未接着の捕集された材料のフレージャー(Frazier)空気透過性は8CFM/ft2(2.4m3/分/m2)と測定され、また静水頭は水柱22インチ(水柱56cm)であった。捕集された材料を、142℃で3秒間ホットプレスにかけて接着させた。接着後の捕集された材料の、引張強さは縦方向で1.4ポンド/インチ(2.4N/cm)、横方向で1.2ポンド/インチ(2.1N/cm)であり、また伸びは縦方向で16%、横方向で19%であることがわかった。接着後の捕集された材料のフレージャー(Frazier)空気透過性と静水頭は、接着プロセスの前と同じであることがわかった。捕集された材料の均一性指数と坪量は、表1に示した。
【0108】
実施例9
紡糸剤のフレオン(Freon)(登録商標)11(C.C.ディクソン・カンパニー(C.C.Dickson Company)から入手)中、12%のマット8(Mat8)高密度ポリエチレンのポリマー溶液を、温度180℃、フィルター圧力1850psi(13MPa)で、500rpmで回転しているローターのノズルを通して、リーメイ(Reemay)(登録商標)ファブリックのベルトの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターに対する角度20度で配向させた。ノズルの出口と捕集ベルトとの間の距離は、1インチ(2.5cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度115℃に維持した。
【0109】
静電力と真空を同時に使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。この実施例における静電力は、固定スワスチャージャー(stationary swath charger)のポイントから発生させたが、このものは、ローターの下に位置する3つの60ポイントの円形ブレードからなり、それらのポイントが捕集器から1インチの距離となるように、設定された。このローターは電気的に接地されていた。この場合、捕集器が電気的に絶縁されて、接地されていた。このスワスチャージャーもまた電気的に絶縁されて、正の電圧20〜50kVが印加された。電力の供給は、電流調節モードで行い、使用した3.0mA、3.5mAおよび4.0mAのそれぞれの設定で電流を一定に維持した。水柱10.5インチ(水柱26.7cm)の真空を適用した。
【0110】
スピンセルの中の環境空気を、囲いの壁の中のスチーム加熱を用いて115℃に加熱した。
【0111】
この実施例においては、ローターの底部表面を、ノーメックス(Nomex)(登録商標)ペーパー(デラウェア州ウィルミントン(Wilmington,Delaware)の(イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E.I. duPont de Nemours and Comapny)から入手可能)で覆った。このペーパーは、ローターの下部からガスがローターの中に入るのを防止するが、ガスがポンピングベーン自体に達するのを防ぐことはできなかった。
【0112】
捕集された材料の均一性指数と坪量は、表1に示した。
【0113】
実施例10
紡糸剤のフレオン(Freon)(登録商標)11(C.C.ディクソン・カンパニー(C.C.Dickson Company)から入手)中、12%のマット8(Mat8)高密度ポリエチレンのポリマー溶液を、温度180℃、フィルター圧力1730psi(12MPa)で、1000rpmで回転しているローターのノズルを通して、リーメイ(Reemay)(登録商標)ファブリックのベルトの上に、フラッシュ紡糸させた。ノズルの出口スロットは、ローターに対する角度20度で配向させた。ローターはスピンセルの中に囲い込み、スピンセルの内部は温度115℃に維持した。
【0114】
静電力と真空を同時に使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。静電力は、実施例9の場合と同様に、固定スワスチャージャーを用いて発生させた。スピンセルの中の環境空気を、囲いの壁の中のスチーム加熱を用いて115℃に加熱した。水柱3.32インチ(水柱8.43cm)の真空を適用した。
【0115】
捕集された材料の坪量は0.36oz/yd(12g/m2)であった。
【0116】
実施例11
紡糸剤のフレオン(Freon)(登録商標)11(C.C.ディクソン(C.C.Dickson)から入手)中、2%のマット6(Mat6)ポリマー、高密度ポリエチレン(エクイスター・ケミカルズ・LP(Equistar Chemicals,LP)から入手)のポリマー溶液を、温度170℃、フィルター圧力1800psi(12.41MPa)で、ローターのノズルを通して、フラッシュ紡糸させた。そのローターは、直径20インチ(51cm)、高さ3.5インチ(8.9cm)で、2000rpmで回転させた。形成されたウェブは、多孔質で導電性のナイロンベルト(アルバニー・インターナショナル(Albany International)製)の上に紡糸させた。そのウェブサンプルを、幅36インチ(91cm)のアンチ・スタット・リーメイ(Anti−Stat Reemay)(登録商標)(イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー・インコーポレーテッド(E.I. duPont de Nemours & Comapny,Inc.)から入手可能)のリーダーシートによって覆った。ノズルの出口スロットは、ローターの軸方向に配向させた。フラッシュ紡糸ウェブ材料は、ローターから半径方向へ向けて、ノズルから吐出させた。ノズルの出口と捕集ベルトとの間の距離は、ほぼ1インチ(2.5cm)であった。ローターはスピンセルの中に囲い込み、スピンセルの内部は約70℃〜約77℃の温度に維持した。
【0117】
半径方向に0.34インチ(0.86cm)延びている、ステンレス鋼製の空気力学的フォイルを、ノズルの出口スロットに隣接して、ノーズコーンの上流側に、取り付けた。使用したフォイルは、15度の角度をつけ、ノズルの面から0.34インチ(0.86c
m)とびだしていた。そのフォイルの寸法は、軸方向に3インチ(7.6cm)であった。
【0118】
静電力は、荷電用のニードルを含む、等間隔に配置した4本の列から発生させた。それぞれの列には等間隔に7本のニードルが含まれていた。2本の列を、紡糸ノズルから下流側数インチのところに配置した。捕集ベルトを接地させた。ニードルから捕集ベルトまでの間隔は、1インチ(2.5cm)とした。ニードルに電荷をかけ、電圧を24〜27kVとした。電流は50μA一定に保った。
【0119】
管路によって捕集ベルトとつながっている、流体中の真空ブロワーの手段によって、捕集ベルトに真空をかけた。真空ブロワーを3400rpmで運転すると、真空ブロワーの前後で40psig(0.26MPa)の圧力差が生じた。静電力と真空固定を同時に使用して、フラッシュ紡糸ウェブが捕集器に固定されやすくした。実施例11のフラッシュ紡糸ファブリックのMD UIと坪量は、表1に示した。
【0120】
【表1】
【0121】
したがって、表1から明らかなように、本明細書に開示された新規な方法により、フラッシュ紡糸網状フィラメントファブリックの縦方向の均一性指数がはるかに改良されている。
【図面の簡単な説明】
【0122】
【図1】本発明の方法において使用されるローターの断面図である。
【図2】本発明の方法において使用される、ローターと捕集面も含めた、装置の断面図である。
【図3】本発明において使用するのに適した、従来技術の捕集ベルトを説明する斜視図である。
【特許請求の範囲】
【請求項1】
少なくとも2種の成分を含む流体化混合物を、大気圧よりも高い圧力で、ある回転速度で軸のまわりで回転しているローターに供給し、ローターはローターの外周部に沿って、その中に開口部を含んでなる少なくとも1つの材料噴出ノズルを有しており;
供給工程の圧力に比較してより低い圧力で、ノズルの開口部から流体化混合物をある材料噴出速度で噴出させて、噴出された材料を形成させ;
噴出された材料の少なくとも1種の成分を蒸発または膨張させて、流体ジェットを形成させ;そして
噴出させた材料の内の残りの成分を流体ジェットによりローターから輸送させる
工程を含んでなる方法。
【請求項2】
流体化混合物が、少なくとも約50重量%の紡糸剤を含んでなり、そして流体化混合物が、紡糸剤の沸点よりも高い温度で噴出される請求項1に記載の方法。
【請求項3】
流体化混合物が、少なくとも約70重量%の紡糸剤を含んでなる請求項2に記載の方法。
【請求項4】
流体化混合物が、圧縮された蒸気を含んでなる請求項1に記載の方法。
【請求項5】
流体ジェットが、少なくとも約30メートル/秒の速度で噴出される請求項1に記載の方法。
【請求項6】
1つの成分が紡糸剤を含んでなり、流体化混合物をローターに、紡糸剤の沸点よりも高い温度と、紡糸剤を液体状態に保つのに充分な圧力で供給し、そして、流体化混合物を開口部から紡糸剤の沸点から約40℃以内の温度で環境中に噴出させ、それにより、紡糸剤を蒸発させることをさらに含んでなり、そして固化させた第2の成分をノズルから噴射させる請求項1に記載の方法。
【請求項7】
流体化混合物が、紡糸剤の沸点から約10℃以内の温度で環境中に噴出される請求項6に記載の方法。
【請求項8】
噴出させた材料の内の残った成分を、ローターの軸と同心の捕集ベルトの捕集面の上で捕集して、捕集された材料を形成する工程であって、捕集ベルトは、ある捕集ベルト速度でローターの回転軸と平行な方向に移動している工程をさらに含んでなる請求項1に記載の方法。
【請求項9】
回転速度と捕集ベルト速度を選択して、それにより捕集面の上に捕集される成分が多層を含んでなるようにすることをさらに含んでなる請求項8に記載の方法。
【請求項10】
少なくとも1つの材料噴出ノズルが、噴出させた材料を主として軸方向に広げる請求項1に記載の方法。
【請求項11】
少なくとも1つの材料噴出ノズルが、噴出させた材料を主として非軸方向に広げる請求項1に記載の方法。
【請求項12】
少なくとも1つの材料噴出ノズルが、噴出させた材料を主として半径方向に向かわせる請求項1に記載の方法。
【請求項13】
少なくとも1つの材料噴出ノズルが、噴出させた材料を主として非半径方向に向かわせ
る請求項1に記載の方法。
【請求項14】
少なくとも1つの材料噴出ノズルが、噴出させた材料を捕集ベルトの移動する方向に向かわせる請求項8に記載の方法。
【請求項15】
少なくとも1つの材料噴出ノズルが、ファンジェットを含んでなる請求項1〜14のいずれか一項に記載の方法。
【請求項16】
ローターが、ローターの外周部に沿って、その中に開口部を含んでなる2つ以上の材料噴出ノズルを有する請求項1に記載の方法。
【請求項17】
材料噴出ノズルが、軸方向に距離をおいて設けられている請求項16に記載の方法。
【請求項18】
材料噴出ノズルが、円周方向に距離をおいて設けられている請求項16に記載の方法。
【請求項19】
ローターの外周部における接線速度の材料噴出速度に対する比が、1以下である請求項1に記載の方法。
【請求項20】
捕集面とは反対側で、捕集ベルトに真空を適用することをさらに含んでなる請求項8に記載の方法。
【請求項21】
噴出させた材料の残存の成分と捕集面との間に、電気的ポテンシャルを作ることをさらに含んでなる請求項8または請求項20に記載の方法。
【請求項22】
捕集ベルトに電圧を印加すること、およびローターを接地させることをさらに含む請求項21に記載の方法。
【請求項23】
捕集ベルトを導電性の支持構造により支持し、さらに、支持構造に電圧を印加すること、およびローターを接地させることを含んでなる請求項21に記載の方法。
【請求項24】
ローターに電圧を印加すること、および捕集ベルトを接地させることをさらに含んでなる請求項21に記載の方法。
【請求項25】
ローターが荷電要素をさらに含んでなり、電圧を荷電要素に印加する請求項21に記載の方法。
【請求項26】
荷電要素が、捕集面に対して放射状に向かうピンである請求項25に記載の方法。
【請求項27】
荷電要素が、ノズルの開口部に対して接線方向に向かっているピンである請求項25に記載の方法。
【請求項28】
捕集面がノズルから、捕集される成分の厚みの約2倍から約15cmまでの間の距離に位置する請求項8に記載の方法。
【請求項29】
捕集面がノズルから、約0.5cm〜約8cmの間の距離に位置する請求項28に記載の方法。
【請求項30】
流体化混合物がポリオレフィンを含んでなる請求項1に記載の方法。
【請求項31】
捕集された材料を、材料を接着させるのに充分な温度にまで加熱することをさらに含ん
でなる請求項8に記載の方法。
【請求項32】
捕集された材料が、ポリマー繊維質材料を含んでなり、そして、捕集された材料を通して加熱ガスを、材料を接着させるのに充分な温度で通過させることをさらに含んでなる請求項8に記載の方法。
【請求項33】
補助的なガスを、ローターと捕集面の間の空間に供給する請求項8に記載の方法。
【請求項34】
ローターの外周部に沿って位置させた少なくとも1つの煙霧ジェットノズルから、液状ミストを噴出させることをさらに含んでなる請求項8に記載の方法。
【請求項35】
流体化混合物が溶液である請求項1に記載の方法。
【請求項36】
流体化混合物が、ポリマーと揮発性の紡糸剤とを含んでなる溶液であり、網状フィラメントフィルム−フィブリル材料を形成する請求項35に記載の方法。
【請求項37】
流体化混合物が、ポリマーと揮発性の紡糸剤とを含んでなる溶液であり、ポリマービーズを形成する請求項1に記載の方法。
【請求項38】
流体化混合物が、パルプと流体の混合物である請求項1に記載の方法。
【請求項39】
流体化混合物が、微粒子と流体の混合物である請求項1に記載の方法。
【請求項40】
ローターを通してガスを流すことをさらに含んでなる請求項1に記載の方法。
【請求項41】
流体化混合物が複数のノズルに供給され、そしてノズルの一部が、軸方向から約20〜40度の間の第1の角度で、噴出させた材料を広げ、そして、ノズルの一部が、軸方向に関して第1の角度とは反対の第2の角度で、噴出させた材料を広げる請求項1に記載の方法。
【請求項42】
回転紡糸をするための装置であって:
ローター本体;
ローター本体の内部の、少なくとも1つのノズルであって、周囲温度および圧力よりも高い状態で流体化混合物を受け入れるための入口と、入口と流体で連通している出口を有し、出口がローターの外周部に開口しており、ノズルにはさらに:
流体化混合物をその曇り点よりも低い圧力に保つ減圧室;
入口と減圧室の中間に介在する、減圧オリフィス;および
減圧室と出口の中間に介在する、紡糸オリフィス;を含んでなるノズル
を含んでなる装置。
【請求項43】
ノズルの出口にファンジェットをさらに含んでなる請求項42に記載の装置。
【請求項44】
捕集器をさらに含んでなる請求項42に記載の装置。
【請求項45】
捕集器が、ローターに対して軸方向に移動する平坦なコンベヤベルトであり、ベルトが変形してローターのまわりでは同心円筒を形成し、次いで、ローターを通過するとその平坦な状態に戻る請求項44に記載の装置。
【請求項46】
縦方向均一性指数が約82(g/m2)1/2未満であり、破断点伸びが約15%を超え、引張強さの坪量に対する比が約0.78N/cm/g/m2よりも大きい、繊維質不
織シート。
【請求項47】
縦方向均一性指数が約47(g/m2)1/2未満である請求項46に記載の繊維質不織シート。
【請求項48】
縦方向均一性指数が約23(g/m2)1/2未満である請求項46に記載の繊維質不織シート。
【請求項49】
不織シートが、約17〜85g/m2の間の坪量と、約50〜380μmの間の厚みとを有する請求項46に記載の繊維質不織シート。
【請求項50】
不織シートが、少なくとも約1.5m3/分/m2のフレージャー(Frazier)空気透過性と、少なくとも約25cmの静水頭とを有する請求項46に記載の繊維質不織シート。
【請求項51】
約10〜500層の間の繊維ウェブ材料を含んでなる請求項46に記載の繊維質不織シート。
【請求項52】
フラッシュ紡糸網状フィラメントフィルム−フィブリル材料を含んでなる請求項46に記載の繊維質不織シート。
【請求項53】
ポリエチレンを含んでなる請求項52に記載の繊維質不織シート。
【請求項54】
前記フラッシュ紡糸網状フィラメントフィルム−フィブリル材料が不織シート材料の上に支持されている請求項52に記載の繊維質不織シート。
【請求項1】
少なくとも2種の成分を含む流体化混合物を、大気圧よりも高い圧力で、ある回転速度で軸のまわりで回転しているローターに供給し、ローターはローターの外周部に沿って、その中に開口部を含んでなる少なくとも1つの材料噴出ノズルを有しており;
供給工程の圧力に比較してより低い圧力で、ノズルの開口部から流体化混合物をある材料噴出速度で噴出させて、噴出された材料を形成させ;
噴出された材料の少なくとも1種の成分を蒸発または膨張させて、流体ジェットを形成させ;そして
噴出させた材料の内の残りの成分を流体ジェットによりローターから輸送させる
工程を含んでなる方法。
【請求項2】
流体化混合物が、少なくとも約50重量%の紡糸剤を含んでなり、そして流体化混合物が、紡糸剤の沸点よりも高い温度で噴出される請求項1に記載の方法。
【請求項3】
流体化混合物が、少なくとも約70重量%の紡糸剤を含んでなる請求項2に記載の方法。
【請求項4】
流体化混合物が、圧縮された蒸気を含んでなる請求項1に記載の方法。
【請求項5】
流体ジェットが、少なくとも約30メートル/秒の速度で噴出される請求項1に記載の方法。
【請求項6】
1つの成分が紡糸剤を含んでなり、流体化混合物をローターに、紡糸剤の沸点よりも高い温度と、紡糸剤を液体状態に保つのに充分な圧力で供給し、そして、流体化混合物を開口部から紡糸剤の沸点から約40℃以内の温度で環境中に噴出させ、それにより、紡糸剤を蒸発させることをさらに含んでなり、そして固化させた第2の成分をノズルから噴射させる請求項1に記載の方法。
【請求項7】
流体化混合物が、紡糸剤の沸点から約10℃以内の温度で環境中に噴出される請求項6に記載の方法。
【請求項8】
噴出させた材料の内の残った成分を、ローターの軸と同心の捕集ベルトの捕集面の上で捕集して、捕集された材料を形成する工程であって、捕集ベルトは、ある捕集ベルト速度でローターの回転軸と平行な方向に移動している工程をさらに含んでなる請求項1に記載の方法。
【請求項9】
回転速度と捕集ベルト速度を選択して、それにより捕集面の上に捕集される成分が多層を含んでなるようにすることをさらに含んでなる請求項8に記載の方法。
【請求項10】
少なくとも1つの材料噴出ノズルが、噴出させた材料を主として軸方向に広げる請求項1に記載の方法。
【請求項11】
少なくとも1つの材料噴出ノズルが、噴出させた材料を主として非軸方向に広げる請求項1に記載の方法。
【請求項12】
少なくとも1つの材料噴出ノズルが、噴出させた材料を主として半径方向に向かわせる請求項1に記載の方法。
【請求項13】
少なくとも1つの材料噴出ノズルが、噴出させた材料を主として非半径方向に向かわせ
る請求項1に記載の方法。
【請求項14】
少なくとも1つの材料噴出ノズルが、噴出させた材料を捕集ベルトの移動する方向に向かわせる請求項8に記載の方法。
【請求項15】
少なくとも1つの材料噴出ノズルが、ファンジェットを含んでなる請求項1〜14のいずれか一項に記載の方法。
【請求項16】
ローターが、ローターの外周部に沿って、その中に開口部を含んでなる2つ以上の材料噴出ノズルを有する請求項1に記載の方法。
【請求項17】
材料噴出ノズルが、軸方向に距離をおいて設けられている請求項16に記載の方法。
【請求項18】
材料噴出ノズルが、円周方向に距離をおいて設けられている請求項16に記載の方法。
【請求項19】
ローターの外周部における接線速度の材料噴出速度に対する比が、1以下である請求項1に記載の方法。
【請求項20】
捕集面とは反対側で、捕集ベルトに真空を適用することをさらに含んでなる請求項8に記載の方法。
【請求項21】
噴出させた材料の残存の成分と捕集面との間に、電気的ポテンシャルを作ることをさらに含んでなる請求項8または請求項20に記載の方法。
【請求項22】
捕集ベルトに電圧を印加すること、およびローターを接地させることをさらに含む請求項21に記載の方法。
【請求項23】
捕集ベルトを導電性の支持構造により支持し、さらに、支持構造に電圧を印加すること、およびローターを接地させることを含んでなる請求項21に記載の方法。
【請求項24】
ローターに電圧を印加すること、および捕集ベルトを接地させることをさらに含んでなる請求項21に記載の方法。
【請求項25】
ローターが荷電要素をさらに含んでなり、電圧を荷電要素に印加する請求項21に記載の方法。
【請求項26】
荷電要素が、捕集面に対して放射状に向かうピンである請求項25に記載の方法。
【請求項27】
荷電要素が、ノズルの開口部に対して接線方向に向かっているピンである請求項25に記載の方法。
【請求項28】
捕集面がノズルから、捕集される成分の厚みの約2倍から約15cmまでの間の距離に位置する請求項8に記載の方法。
【請求項29】
捕集面がノズルから、約0.5cm〜約8cmの間の距離に位置する請求項28に記載の方法。
【請求項30】
流体化混合物がポリオレフィンを含んでなる請求項1に記載の方法。
【請求項31】
捕集された材料を、材料を接着させるのに充分な温度にまで加熱することをさらに含ん
でなる請求項8に記載の方法。
【請求項32】
捕集された材料が、ポリマー繊維質材料を含んでなり、そして、捕集された材料を通して加熱ガスを、材料を接着させるのに充分な温度で通過させることをさらに含んでなる請求項8に記載の方法。
【請求項33】
補助的なガスを、ローターと捕集面の間の空間に供給する請求項8に記載の方法。
【請求項34】
ローターの外周部に沿って位置させた少なくとも1つの煙霧ジェットノズルから、液状ミストを噴出させることをさらに含んでなる請求項8に記載の方法。
【請求項35】
流体化混合物が溶液である請求項1に記載の方法。
【請求項36】
流体化混合物が、ポリマーと揮発性の紡糸剤とを含んでなる溶液であり、網状フィラメントフィルム−フィブリル材料を形成する請求項35に記載の方法。
【請求項37】
流体化混合物が、ポリマーと揮発性の紡糸剤とを含んでなる溶液であり、ポリマービーズを形成する請求項1に記載の方法。
【請求項38】
流体化混合物が、パルプと流体の混合物である請求項1に記載の方法。
【請求項39】
流体化混合物が、微粒子と流体の混合物である請求項1に記載の方法。
【請求項40】
ローターを通してガスを流すことをさらに含んでなる請求項1に記載の方法。
【請求項41】
流体化混合物が複数のノズルに供給され、そしてノズルの一部が、軸方向から約20〜40度の間の第1の角度で、噴出させた材料を広げ、そして、ノズルの一部が、軸方向に関して第1の角度とは反対の第2の角度で、噴出させた材料を広げる請求項1に記載の方法。
【請求項42】
回転紡糸をするための装置であって:
ローター本体;
ローター本体の内部の、少なくとも1つのノズルであって、周囲温度および圧力よりも高い状態で流体化混合物を受け入れるための入口と、入口と流体で連通している出口を有し、出口がローターの外周部に開口しており、ノズルにはさらに:
流体化混合物をその曇り点よりも低い圧力に保つ減圧室;
入口と減圧室の中間に介在する、減圧オリフィス;および
減圧室と出口の中間に介在する、紡糸オリフィス;を含んでなるノズル
を含んでなる装置。
【請求項43】
ノズルの出口にファンジェットをさらに含んでなる請求項42に記載の装置。
【請求項44】
捕集器をさらに含んでなる請求項42に記載の装置。
【請求項45】
捕集器が、ローターに対して軸方向に移動する平坦なコンベヤベルトであり、ベルトが変形してローターのまわりでは同心円筒を形成し、次いで、ローターを通過するとその平坦な状態に戻る請求項44に記載の装置。
【請求項46】
縦方向均一性指数が約82(g/m2)1/2未満であり、破断点伸びが約15%を超え、引張強さの坪量に対する比が約0.78N/cm/g/m2よりも大きい、繊維質不
織シート。
【請求項47】
縦方向均一性指数が約47(g/m2)1/2未満である請求項46に記載の繊維質不織シート。
【請求項48】
縦方向均一性指数が約23(g/m2)1/2未満である請求項46に記載の繊維質不織シート。
【請求項49】
不織シートが、約17〜85g/m2の間の坪量と、約50〜380μmの間の厚みとを有する請求項46に記載の繊維質不織シート。
【請求項50】
不織シートが、少なくとも約1.5m3/分/m2のフレージャー(Frazier)空気透過性と、少なくとも約25cmの静水頭とを有する請求項46に記載の繊維質不織シート。
【請求項51】
約10〜500層の間の繊維ウェブ材料を含んでなる請求項46に記載の繊維質不織シート。
【請求項52】
フラッシュ紡糸網状フィラメントフィルム−フィブリル材料を含んでなる請求項46に記載の繊維質不織シート。
【請求項53】
ポリエチレンを含んでなる請求項52に記載の繊維質不織シート。
【請求項54】
前記フラッシュ紡糸網状フィラメントフィルム−フィブリル材料が不織シート材料の上に支持されている請求項52に記載の繊維質不織シート。
【図1】

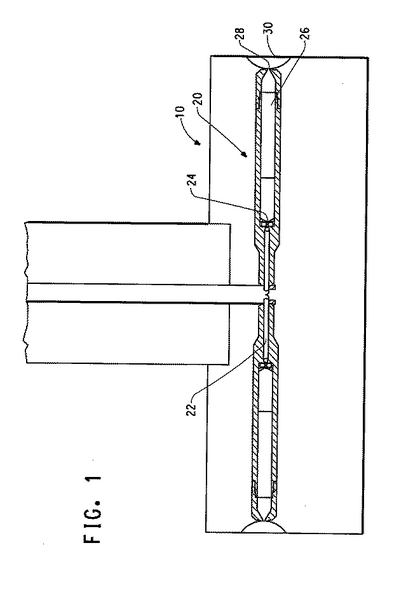
【図2】
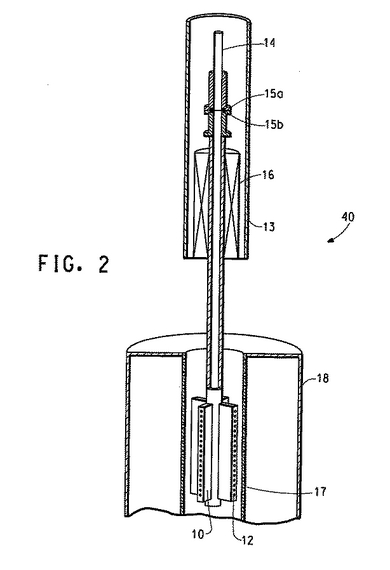
【図3】
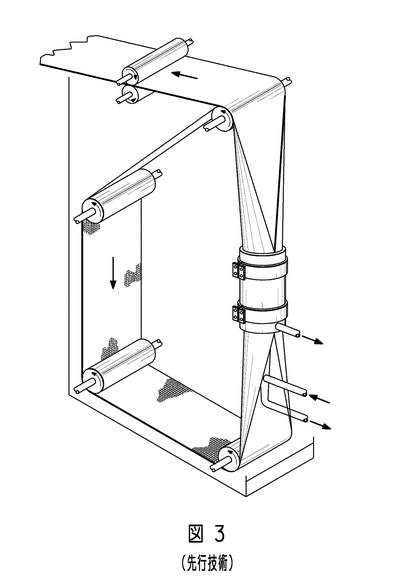
【図2】
【図3】
【公表番号】特表2006−522240(P2006−522240A)
【公表日】平成18年9月28日(2006.9.28)
【国際特許分類】
【出願番号】特願2006−509701(P2006−509701)
【出願日】平成16年4月5日(2004.4.5)
【国際出願番号】PCT/US2004/010421
【国際公開番号】WO2004/090206
【国際公開日】平成16年10月21日(2004.10.21)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
【公表日】平成18年9月28日(2006.9.28)
【国際特許分類】
【出願日】平成16年4月5日(2004.4.5)
【国際出願番号】PCT/US2004/010421
【国際公開番号】WO2004/090206
【国際公開日】平成16年10月21日(2004.10.21)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
[ Back to top ]