
型取り用治具および型取り方法

【課題】精度の良い型取りを行うこと。
【解決手段】穴100の内面100aに減肉や傷が生じた型取り面100bに対して型取り剤を押し付けて型取りを行う型取り用治具1において、穴100に挿入され、穴100の開口部100cから型取り面100bに至る深さよりも長く形成された基部2と、基部2の挿入端に設けられ、穴100に挿入された状態で型取り面100bの真下となる穴100の内面100aを含み穴100の少なくとも一部を塞ぐ底板部3と、基部2に設けられ、穴100に挿入された状態で穴100の内面100aの複数箇所に対して自身の弾性力によって押圧して当接することで基部2を穴100内に留まるように保持する保持部4と、基部2に設けられ、穴100に挿入された状態で型取り面100bに間隔をおいて対向して配置され、かつ底板部3から穴100の開口部100cに至り連続する型取り剤充填室Sを形成する覆部5と、を備える。
【解決手段】穴100の内面100aに減肉や傷が生じた型取り面100bに対して型取り剤を押し付けて型取りを行う型取り用治具1において、穴100に挿入され、穴100の開口部100cから型取り面100bに至る深さよりも長く形成された基部2と、基部2の挿入端に設けられ、穴100に挿入された状態で型取り面100bの真下となる穴100の内面100aを含み穴100の少なくとも一部を塞ぐ底板部3と、基部2に設けられ、穴100に挿入された状態で穴100の内面100aの複数箇所に対して自身の弾性力によって押圧して当接することで基部2を穴100内に留まるように保持する保持部4と、基部2に設けられ、穴100に挿入された状態で型取り面100bに間隔をおいて対向して配置され、かつ底板部3から穴100の開口部100cに至り連続する型取り剤充填室Sを形成する覆部5と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、穴の内面における減肉や傷の深さを評価するにあたって、該当部分の型取りを行うための型取り用治具および型取り方法に関するものである。
【背景技術】
【0002】
従来、例えば、特許文献1に記載の型取り装置では、肉眼で見ることができない狭隘部や、人の手の届かない深穴の中の試験材料形状を型取り可能とすることを目的としている。この型取り装置は、試験材料面に形成された型取り面に型取り用充填材を押し付けて型取り面の形状を写し取るもので、型取り面に向かって開口するとともに型取り用充填材を充填する内部容積が伸縮可能な型取り室と、型取り室を試験材料面に押し付けるとともに内部容積を縮小させる押し付け手段とを備えるものである。
【0003】
特許文献1に記載の型取り装置において、型取り室は、例えば、試験材料面に対して間隔をおいて対向配置されたフレームと、当該フレームと試験材料面との間に配置される多孔質弾性体とで構成される。さらに、型取り室は、例えば、内部に圧縮空気を送入して型取り用充填材を型取り面に押し付ける際の増力用の圧縮空気供給手段と、内部の余分な空気を排出するための空気排出手段とを設けられていてもよい。また、押し付け手段は、試験材料面に対して間隔をおいて対向配置されたフレームと、型取り面に対向する近接面との間に設置され、内部に圧縮空気を送入したときに伸張してフレームを型取り面側に押し付ける加圧押付部材で構成される。
【0004】
ところで、特許文献1に記載の型取り装置では、押し付け手段としての加圧押付部材にエアバッグが用いられるが、このようなエアバッグは、それ自身を含め狭隘部や深穴の中に圧縮空気を送るためのチューブが必要であるために装置を大型化させる要因となる。そのため、極めて狭隘な部分では、装置を配置することが困難となる場合がある。
【0005】
そこで、現状としては、狭隘部に挿入し得る板体と、板体に固定された棒状体とからなる型取り用治具を用いている。そして、板体の一面に型取り剤を配置し、人の手で棒状体を持って板体を型取り面まで案内し、そのまま棒状体を使って人の手で板体の型取り剤を型取り面に押し付け、これを型取り剤が硬化する時間まで保持し、型取り剤が硬化する時間の経過後に棒状体を使って人の手で板体とともに型取り剤を取り出すようにしている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平4−353740号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、上述した型取り用治具は、人の手で棒状体を持って板体の型取り剤を型取り面に押し付けるため、型取り面への型取り剤の密着力が十分でない場合、減肉や傷の部分に型取り剤がうまく入り込まなかったり、型取り面と型取り剤との間に気泡が混入したりすることで、型取りを正確に行うことが難しい。しかも、型取り剤は、液体と固体との中間のものであり、型取り面への型取り剤の密着力が十分であっても、板材と型取り面との間から漏れ落ちることがある。これは型取り面への型取り剤の密着力が過剰である場合は顕著に生じる。このように、上述した型取り用治具および型取り用治具を用いた型取り方法では、適した密着力とすることの難易度が高く、熟練を要するもので、誰しもが同様に精度の高い型取りができるような再現性に乏しい。
【0008】
本発明は上述した課題を解決するものであり、大型化を伴う機構を用いることなく、精度の高い型取りを行うことのできる型取り用治具および型取り方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上述の目的を達成するために、本発明の第1の発明の型取り用治具は、穴の内面に減肉や傷が生じた型取り面に対して型取り剤を押し付けて型取りを行う型取り用治具において、前記穴に挿入され、前記穴の開口部から前記型取り面に至る深さよりも長く形成された基部と、前記基部の挿入端に設けられ、前記穴に挿入された状態で前記型取り面の真下となる前記穴の内面を含み前記穴の少なくとも一部を塞ぐ底板部と、前記基部に設けられ、前記穴に挿入された状態で前記穴の内面の複数箇所に対して自身の弾性力によって押圧して当接することで前記基部を前記穴内に留まるように保持する保持部と、前記基部に設けられ、前記穴に挿入された状態で前記型取り面に間隔をおいて対向して配置され、かつ前記底板部から前記穴の開口部に至り連続する型取り剤充填室を形成する覆部と、を備えることを特徴とする。
【0010】
この型取り用治具によれば、保持部によって基部が穴内に留まるように保持され、かつ覆部および底板部によって型取り剤充填室を形成し、当該型取り剤充填室に型取り剤を充填することで、型取り面に対する型取り剤の密着性が高くなるため、型取り面に気泡などが入りにくくなる。しかも、底板部によって型取り剤が漏れ落ちることを防ぐ。この結果、精度の高い型取りを行うことが可能になる。しかも、保持部によって基部が穴内に留まるように保持されるので、型取り剤が硬化するまで人の手で基部を保持する必要がないことから、型取り剤を型取り面に密着させる密着力が常に一定となるため、型取りに熟練を要することがなく、誰しもが容易かつ同様に精度の高い型取りができる再現性がある。
【0011】
また、本発明の第2の発明の型取り用治具では、前記穴は、その内面に当該穴の外部に通じる開通部が形成されており、前記基部に設けられて前記開通部を前記型取り剤充填室から隔離する隔壁部を備えることを特徴とする。
【0012】
この型取り用治具によれば、穴の内面に外部に通じる開通部が形成されている場合、この開通部を型取り剤充填室から隔離することで、型取り剤充填室に充填される型取り剤が開通部から漏れ出ることを防止することができる。
【0013】
また、本発明の第3の発明の型取り用治具は、前記基部における前記穴の開口部の縁から突出する部分に、前記穴の開口部の縁から前記型取り面に至る寸法を示す目盛を備えることを特徴とする。
【0014】
この型取り用治具によれば、基部の挿入を目盛に合わせて行えるので、型取り用治具を適した型取り位置に容易かつ迅速に設置することができる。
【0015】
上述の目的を達成するために、本発明の第4の発明の型取り方法は、穴の内面に生じた減肉や傷が生じた型取り面に対して型取り剤を押し付けて型取りを行う型取り方法において、第1の発明〜第3の発明のいずれか1つに記載の型取り用治具を用い、まず、前記覆部が前記型取り面に対向する位置に至るまで前記基部を前記穴に挿入する挿入工程と、次に、前記穴の開口部から型取り剤を注入し、当該型取り剤を、前記底板部に至って前記穴の開口部から逆流させる注入工程と、次に、前記型取り剤が硬化すべき時間の経過後、前記穴の開口部から突出する基部、および前記型取り剤の前記穴の開口部からはみ出した部分を押さえつつ前記型取り用治具を前記型取り剤とともに前記穴から抜き出す抜出工程と、を含むことを特徴とする。
【0016】
この型取り方法によれば、挿入工程において、保持部によって基部が穴内に留まるように保持され、かつ覆部および底板部によって型取り剤充填室が形成される。次に、注入工程において、型取り剤充填室に型取り剤が充填される。次に、抜出工程において、型取り面の型取りが取り出される。このため、型取り面に対する型取り剤の密着性が高くなるため、型取り面に気泡などが入りにくくなる。しかも、底板部によって型取り剤が漏れ落ちることを防ぐ。この結果、精度の高い型取りを行うことが可能になる。しかも、保持部によって基部が穴内に留まるように保持されるので、型取り剤が硬化するまで人の手で基部を保持する必要がないことから、型取り剤を型取り面に密着させる密着力が常に一定となるため、型取りに熟練を要することがなく、誰しもが容易かつ同様に精度の高い型取りができる再現性がある。
【0017】
また、本発明の第5の発明の型取り方法は、第2の発明に記載の型取り用治具を用い、前記挿入工程において、前記隔壁部によって前記開通部を型取り剤充填室から隔離することを特徴とする。
【0018】
この型取り方法によれば、穴の内面に外部に通じる開通部が形成されている場合、この開通部を型取り剤充填室から隔離することで、型取り剤充填室に充填される型取り剤が開通部から漏れ出ることを防止することができる。
【0019】
また、本発明の第6の発明の型取り方法は、第3の発明に記載の型取り用治具を用い、前記挿入工程において、予め計測された前記穴の開口部の縁から前記型取り面に至る寸法に基づき、前記目盛を前記穴の開口部の縁に合わせ前記基部を前記穴に挿入することを特徴とする。
【0020】
この型取り方法によれば、基部の挿入を目盛に合わせて行えるので、型取り用治具を適した型取り位置に容易かつ迅速に設置することができる。
【発明の効果】
【0021】
本発明によれば、精度の高い型取りを行うことができる。
【図面の簡単な説明】
【0022】
【図1】図1は、本発明の実施の形態に係る型取り用治具の斜視図である。
【図2】図2は、本発明の実施の形態に係る型取り方法の挿入工程を示す斜視図である。
【図3】図3は、図2の挿入工程の断面図である。
【図4】図4は、本発明の実施の形態に係る型取り方法の注入工程を示す斜視図である。
【図5】図5は、図4の注入工程の断面図である。
【図6】図6は、本発明の実施の形態に係る型取り方法の抜出工程を示す斜視図である。
【図7】図7は、本発明の実施の形態に係る他の型取り用治具および型取り方法の挿入工程を示す斜視図である。
【図8】図8は、本発明の実施の形態に係る他の型取り用治具および型取り方法の注入工程を示す断面図である。
【図9】図9は、本発明の実施の形態に係る他の型取り用治具および型取り方法の注入工程を示す断面図である。
【図10】図10は、本発明の実施の形態に係る他の型取り用治具および型取り方法の注入工程を示す断面図である。
【発明を実施するための形態】
【0023】
以下に、本発明に係る実施の形態を図面に基づいて詳細に説明する。なお、この実施の形態によりこの発明が限定されるものではない。また、下記実施の形態における構成要素には、当業者が置換可能かつ容易なもの、あるいは実質的に同一のものが含まれる。
【0024】
図1は、本実施の形態に係る型取り用治具の斜視図であり、図2は、本実施の形態に係る型取り方法の挿入工程を示す斜視図であり、図3は、図2の挿入工程の断面図であり、図4は、本実施の形態に係る型取り方法の注入工程を示す斜視図であり、図5は、図4の注入工程の断面図であり、図6は、本実施の形態に係る型取り方法の抜出工程を示す斜視図である。
【0025】
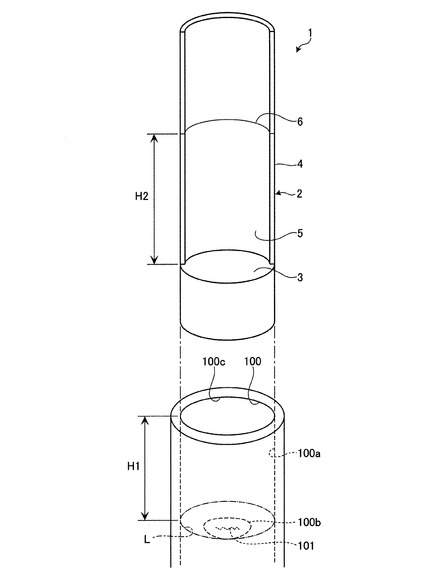
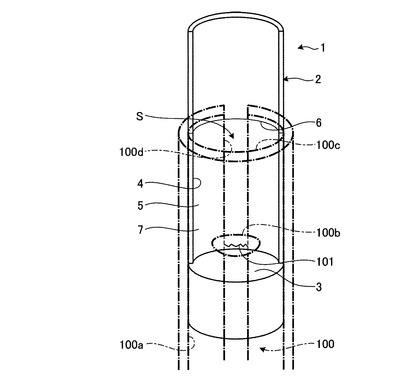
本実施の形態の型取り用治具1は、図1に示すように、穴100の内面100aに減肉や傷などの検査対象部101が生じた型取り面100bに型取り剤を押し付けて型取りを行うものである。ここで、穴100は、図1に示す管の円形状の穴の他、ブロック部材に形成された円形状の穴も含む。また、検査対象部101は、型取りを行う以前に、試験によって予め見つけられ、当該検査対象部101を含む型取り面100bの位置が計測されている。型取り面100bは、穴100の内面100aのうち、検査対象部101を囲む任意の範囲の面である。また、型取り剤は、例えば、シリコーン系のものが用いられる。
【0026】
図1に示すように、型取り用治具1は、型取り剤の流動を妨げず、かつ弾性力を生じる材料である樹脂剤(例えば、塩化ビニル樹脂)で形成され、基部2と、底板部3と、保持部4と、覆部5とを含み構成されている。
【0027】
基部2は、穴100に挿入されるもので、その挿入方向の全長が、穴100の開口部100cから型取り面100bに至る深さH1よりも長く形成されている。つまり、基部2は、型取りを行う必要な深さまで穴100に挿入された状態で、その一部が開口部100cから穴100の外に突出するように全長が設定される。なお、図1において、型取り面100bの下側に接する一点鎖線Lは、上記深さH1を示すための基準である。
【0028】
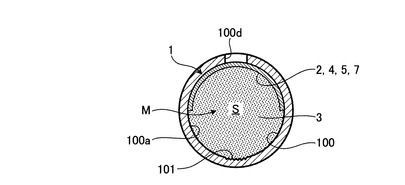
底板部3は、図1に示すように、基部2の穴100に挿入される挿入端に設けられており、図2および図3に示すように、穴100に挿入された状態で、型取り面100bの真下となる穴100の内面100aを含んで穴100を塞ぐものである。本実施の形態での底板部3は、穴100の内形の円形状と同等の円形状に形成され、穴100に挿入された状態で穴100全体を塞ぐように配置されている。
【0029】
保持部4は、穴100内に挿入される基部2に設けられている。保持部4は、基部2を穴100に挿入した状態で、穴100の内面100aの向き合う複数箇所に対して自身の弾性力によって押圧して当接されるものである。本実施の形態での保持部4は、穴100に挿入される外形の筒状体を挿入方向である長手方向に沿って半割した一方であって、断面が半円弧状で挿入方向に連続する曲板形状に形成されている。すなわち、保持部4は、図2および図3に示すように、曲板形状の両側部分が型取り面100bの存在する内面100aの向き合う複数箇所に対して自身の弾性力によって押圧して当接し、曲板形状の外側面が型取り面100bと対向する内面100aに沿って自身の弾性力によって押圧して当接する。このため、基部2が保持部4によって穴100内に留まるように保持される。
【0030】
覆部5は、穴100内に挿入される基部2に設けられている。本実施の形態での覆部5は、保持部4を兼ねて構成されており、穴100に挿入される外形の筒状体を挿入方向である長手方向に沿って半割した一方であって、断面が半円弧状で底板部3から挿入方向(上方)に連続する曲板形状に形成されている。覆部5は、図2および図3に示すように、基部2を穴100に挿入した状態で、型取り面100bに間隔をおいて対向して配置される。そして、覆部5と底板部3とによって、底板部3から穴100の開口部100cに至り連続し、穴100の内面100aとともに型取り剤充填室Sが形成される。
【0031】
上述した構成の型取り用治具1は、穴100に挿入される外形の塩化ビニル管を、その挿入方向(長手方向)の全長が、穴100の開口部100cから型取り面100bに至る深さH1よりも長くなるように、長手方向に沿って半割りすることで基部2、保持部4および覆部5が形成され、挿入端にて管状部分を残して穴を塞ぐことで底板部3が形成される。
【0032】
また、上述したように、検査対象部101は、型取りを行う以前に、試験によって予め見つけられ、当該検査対象部101を含む型取り面100bの位置が計測されている。そのため、基部2における穴100の開口部100cの縁から突出する部分に、穴100の開口部100cの縁から型取り面100bに至る寸法を含むように、挿入される穴100の開口部100cの縁から底板部3の上面までの寸法H2を示す目盛6が設けられている。なお、目盛6は、汎用性を有するように、基部2の挿入方向(長手方向)に沿って複数設けられていてもよい。
【0033】
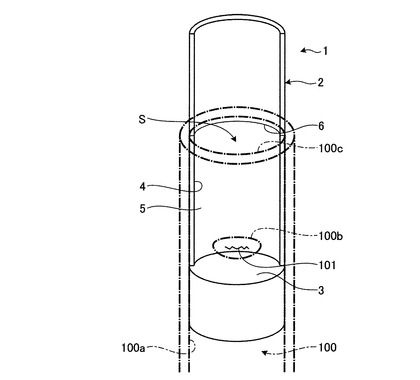
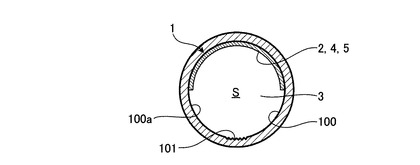
このように構成された型取り用治具1を用いた型取り方法は、図2および図3に示す挿入工程と、図4および図5に示す注入工程と、図6に示す抜出工程とを含む。
【0034】
まず、挿入工程では、図2および図3に示すように、覆部5が型取り面100bに対向する位置に至るまで基部2を穴100に挿入する。この状態において、覆部5が型取り面100bに間隔をおいて対向して配置され、底板部3が穴100を塞ぐことで、底板部3から穴100の開口部100cに至り連続し穴100の内面100aとともに型取り剤充填室Sが形成される。また、この状態において、保持部4が穴100の内面100aの向き合う複数箇所に対して自身の弾性力によって押圧して当接されることで、基部2が穴100内に留まるように保持される。
【0035】
また、型取り用治具1に目盛6を設けた場合は、挿入工程において、予め計測された穴100の開口部100cの縁から型取り面100bに至る寸法に基づき、目盛6を穴100の開口部100cの縁に合わせ基部2を穴100に挿入する。
【0036】
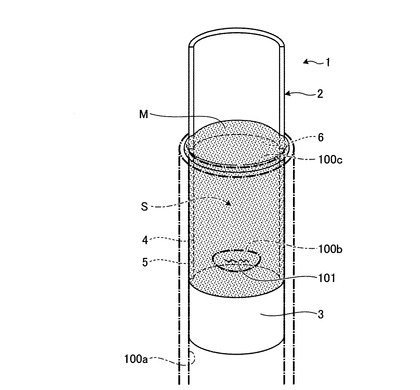
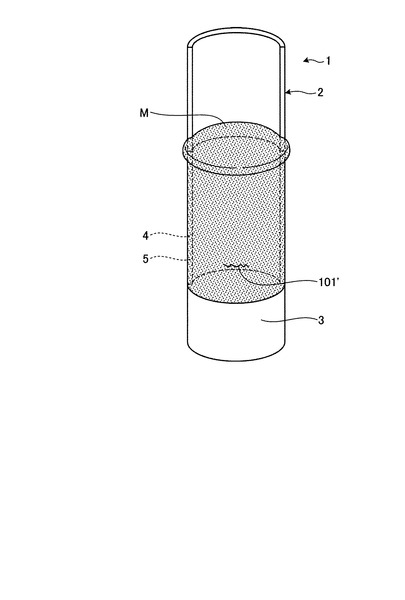
次に、注入工程では、図4および図5に示すように、穴100の開口部100cから型取り剤Mを注入し、当該型取り剤Mを、底板部3に至って開口部100cから逆流させる。すなわち、型取り剤Mは、底板部3から開口部100cに至り逆流することで穴100内に隙間なく充満することになる。
【0037】
この注入工程において、図には明示しないが、型取り剤Mを装填した注入装置のノズルを穴100の開口部100cに差し込んで型取り剤Mを注入する。また、注入工程において、型取り用治具1は、保持部4によって穴100内に留まるように保持されているから、型取り剤Mの注入に際して型取り用治具1を人の手によって保持する必要はない。
【0038】
その後、型取り剤Mが硬化するまでの時間を待つ。ここで、型取り用治具1は、保持部4によって穴100内に留まるように保持されているから、型取り剤Mが硬化するまで型取り用治具1を人の手によって保持する必要はない。
【0039】
次に、抜出工程では、図6に示すように、型取り剤Mが硬化すべき時間の経過後、穴100の開口部100cから突出する基部2、および型取り剤Mの穴100の開口部100cからはみ出した部分を人の手で押さえつつ型取り用治具1を型取り剤Mとともに穴100から抜き出す。そして、抜き出された型取り剤Mの表面には、検査対象部101の形状を型取った検査対象型取り部101’が形成される。
【0040】
ところで、挿入工程の前では、ウエスに揮発性の高いアルコール類(例えば、アセトン)を含ませ、型取り面100bを拭き取る。また、検査対象部101に付着物がある場合は、ブラシなどで型取り面100bを清掃してから、ウエスで拭き取ることが好ましい。このようにすることで、より精度の良い型取りが可能になる。そして、抜出工程の後では、ウエスに揮発性の高いアルコール類(例えば、アセトン)を含ませ、型取り面100bを拭き取り、型取り剤Mのカスなどの無いことを確認して型取りを終了とする。
【0041】
このように、本実施の形態の型取り用治具1は、穴100に挿入され、穴100の開口部100cから型取り面100bに至る深さH1よりも長く形成された基部2と、穴100内に挿入される基部2の挿入端に設けられ、穴100に挿入された状態で型取り面100bの真下となる穴100の内面100aを含んで穴100を塞ぐ底板部3と、穴100内に挿入される基部2に設けられ、穴100に挿入された状態で穴100の内面100aの複数箇所に対して自身の弾性力によって押圧して当接することで基部2を穴100内に留まるように保持する保持部4と、基部2に設けられ、基部2が穴100に挿入された状態で型取り面100bに間隔をおいて対向して配置され、かつ底板部3から穴100の開口部100cに至り連続して型取り剤充填室Sを形成する覆部5と、を備える。
【0042】
この型取り用治具1によれば、保持部4によって基部2が穴100内に留まるように保持され、かつ覆部5および底板部3によって型取り剤充填室Sを形成し、当該型取り剤充填室Sに型取り剤Mを充填することで、型取り面100bに対する型取り剤Mの密着性が高くなるため、型取り面100bに気泡などが入りにくくなる。しかも、底板部3によって型取り剤Mが漏れ落ちることを防ぐ。この結果、精度の高い型取りを行うことが可能になる。しかも、保持部4によって基部2が穴100内に留まるように保持されるので、型取り剤Mが硬化するまで人の手で基部2を保持する必要がないことから、型取り剤Mを型取り面100bに密着させる密着力が常に一定となるため、型取りに熟練を要することがなく、誰しもが容易かつ同様に精度の高い型取りができるような再現性がある。
【0043】
また、本実施の形態の型取り用治具1は、基部2における穴100の開口部100cの縁から突出する部分に、穴100の開口部100cの縁から型取り面100bに至る寸法を示す目盛6を備えることが好ましい。
【0044】
この型取り用治具1によれば、基部2の挿入を目盛6に合わせて行えるので、型取り用治具1を適した型取り位置に容易かつ迅速に設置することが可能になる。
【0045】
また、本実施の形態の型取り方法は、まず、覆部5が型取り面100bに対向する位置に至るまで基部2を穴100に挿入する挿入工程と、次に、穴100の開口部100cから型取り剤Mを注入し、当該型取り剤Mを、底板部3に至って穴100の開口部100cから逆流させる注入工程と、次に、型取り剤Mが硬化すべき時間の経過後、穴100の開口部100cから突出する基部2、および型取り剤Mの穴100の開口部100cからはみ出した部分を押さえつつ型取り用治具1を型取り剤Mとともに穴100から抜き出す抜出工程と、を含む。
【0046】
この型取り方法によれば、挿入工程において、保持部4によって基部2が穴100内に留まるように保持され、かつ覆部5および底板部3によって型取り剤充填室Sが形成される。次に、注入工程において、型取り剤充填室Sに型取り剤Mが充填される。次に、抜出工程において、型取り面100bの型取りが取り出される。このため、型取り面100bに対する型取り剤Mの密着性が高くなるため、型取り面100bに気泡などが入りにくくなる。しかも、底板部3によって型取り剤Mが漏れ落ちることを防ぐ。この結果、精度の高い型取りを行うことが可能になる。しかも、保持部4によって基部2が穴100内に留まるように保持されるので、型取り剤Mが硬化するまで人の手で基部2を保持する必要がないことから、型取り剤Mを型取り面100bに密着させる密着力が常に一定となるため、型取りに熟練を要することがなく、誰しもが容易かつ同様に精度の高い型取りができるような再現性がある。
【0047】
また、本実施の形態の型取り方法は、挿入工程において、予め計測された穴100の開口部100cの縁から型取り面100bに至る寸法に基づき、目盛6を穴100の開口部100cの縁に合わせ基部2を穴100に挿入する。
【0048】
この型取り方法によれば、基部2の挿入を目盛6に合わせることで、型取り用治具1を適した型取り位置に容易かつ迅速に設置することが可能になる。
【0049】
図7は、本実施の形態に係る他の型取り用治具および型取り方法の挿入工程を示す斜視図であり、図8は、本実施の形態に係る他の型取り用治具および型取り方法の注入工程を示す断面図である。
【0050】
図7に示すように、穴100は、その内面100aに当該穴100の外部に通じる開通部100dが形成されている。そして、型取り用治具1は、基部2に、開通部100dを型取り剤充填室Sから隔離する隔壁部7が設けられている。本実施の形態での開通部100dは、穴100の深さ方向に延在して管の側部で開口するスリットからなる。なお、図には明示しないが、開通部100dは、上記スリットに限らず、穴100の側部に連続する他の管に通じる開口や、穴100から分岐する通路に通じる開口なども含む。そして、隔壁部7は、上述した覆部5を兼ねて設けられており、穴100に挿入される外形の筒状体を挿入方向である長手方向に沿って半割した一方であって、断面が半円弧状で底板部3から挿入方向(上方)に連続する曲板形状に形成され、開通部100dを閉塞するように構成されている。
【0051】
このように構成された型取り用治具1を用いた型取り方法は、図7および図8に示すように、上述した挿入工程において、基部2を穴100に挿入する際、隔壁部7によって開通部100dを閉塞する。このため、開通部100dを型取り剤充填室Sから隔離することになる。この結果、上述した注入工程において、図8に示すように、型取り剤充填室Sに型取り剤Mを注入しても、開通部100dから型取り剤Mが漏れ出ることがない。
【0052】
このように、隔壁部7を備える型取り用治具1および型取り方法によれば、穴100の内面100aに外部に通じる開通部100dが形成されている場合、この開通部100dを型取り剤充填室Sから隔離することで、型取り剤充填室Sに充填される型取り剤Mが開通部100dから漏れ出ることを防止することが可能になる。
【0053】
図9は、本実施の形態に係る他の型取り用治具および型取り方法の注入工程を示す断面図である。
【0054】
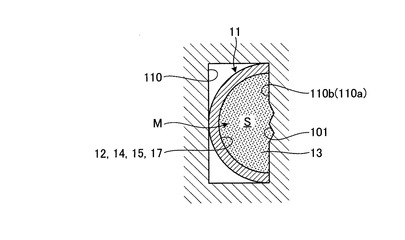
上述した穴100は、円形状の穴として説明したが、図9に示す穴110は、多角形状(図9では矩形状)の穴である。この場合、検査対象部101は、穴110の内面110aにおいて、平面部分や角部分に存在し、その部分を囲む面が型取り面110bとなる。
【0055】
このような穴110に対し、本実施の形態の型取り用治具11は、穴110に挿入され、穴110の開口部から型取り面110bに至る深さよりも長く形成された基部12と、穴110内に挿入される基部12の挿入端に設けられ、穴110に挿入された状態で型取り面110bの真下となる穴110の内面110aを含んで穴110の一部を塞ぐ底板部13と、穴110内に挿入される基部12に設けられ、穴110に挿入された状態で穴110の内面110aの複数箇所に対して自身の弾性力によって押圧して当接することで基部12を穴110内に留まるように保持する保持部14と、基部12に設けられ、基部12が穴110に挿入された状態で型取り面110bに間隔をおいて対向して配置され、かつ底板部13から穴110の開口部に至り連続して型取り剤充填室Sを形成する覆部15と、を備える。
【0056】
底板部13は、型取り面110bの真下となる穴110の内面110aの形状である平面部分や角部分に一致する形状とされ(図9では平面)、本実施の形態では全体として半円形状に形成されている。
【0057】
保持部14は、筒状体を挿入方向である長手方向に沿って分割した一部であって、断面が円弧状で挿入方向に連続する曲板形状に形成されている。この保持部14は、図9に示すように、曲板形状の両側部分が型取り面110bの存在する内面110aに対して自身の弾性力によって押圧して当接され、曲板形状の外側面が型取り面110bと対向する内面110aに自身の弾性力によって押圧して当接する。このため、基部12が保持部14によって穴110内に留まるように保持される。
【0058】
覆部15は、本実施の形態では、保持部14を兼ねて構成されており、穴110に挿入される外形の筒状体を挿入方向である長手方向に沿って分割した一部であって、断面が円弧状で底板部13から挿入方向(上方)に連続する曲板形状に形成されている。この覆部15は、図9に示すように、基部12を穴110に挿入した状態で、型取り面110bに間隔をおいて対向して配置される。そして、覆部15と底板部13とによって、底板部13から穴110の開口部に至り連続し、穴110の内面110aとともに型取り剤充填室Sが形成される。
【0059】
このように構成された型取り用治具11を用いた型取り方法は、上述した挿入工程と、注入工程と、抜出工程とを含む。
【0060】
このように、型取り用治具11および型取り方法によれば、保持部14によって基部12が穴110内に留まるように保持され、かつ覆部15および底板部13によって型取り剤充填室Sを形成し、当該型取り剤充填室Sに型取り剤Mを充填することで、型取り面110bに対する型取り剤Mの密着性が高くなるため、型取り面110bに気泡などが入りにくくなる。しかも、底板部13によって型取り剤Mが漏れ落ちることを防ぐ。この結果、精度の高い型取りを行うことが可能になる。しかも、保持部14によって基部12が穴110内に留まるように保持されるので、型取り剤Mが硬化するまで人の手で基部12を保持する必要がないことから、型取り剤Mを型取り面110bに密着させる密着力が常に一定となるため、型取りに熟練を要することがなく、誰しもが容易かつ同様に精度の高い型取りができるような再現性がある。
【0061】
また、図には明示しないが、この型取り用治具11に上述した目盛を設けてもよい。さらに、図には明示しないが、穴110の内面110aに外部に通じる開通部が形成されている場合、型取り用治具11は、基部12に、開通部を型取り剤充填室Sから隔離する隔壁部17が設けられる。この隔壁部17は、上記の覆部15を兼ねて設ければよい。
【0062】
なお、型取り用治具11では、底板部13は、穴110の内形の多角形状(本実施の形態では矩形状)と同等の形状に形成され、穴110に挿入された状態で穴110全体を塞ぐように配置されてもよい。この場合、保持部14や覆部15は、穴110の内形の多角形状(本実施の形態では矩形状)に沿う板形状とされていてもよい。
【0063】
図10は、本実施の形態に係る他の型取り用治具および型取り方法の注入工程を示す断面図である。
【0064】
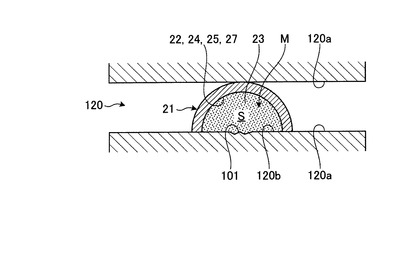
図10に示す穴120は、スリット形状または異なる部材の隙間として形成された穴である。この場合、検査対象部101は、穴120の対向する内面120aに存在し、その部分を囲む面が型取り面120bとなる。
【0065】
このような穴120に対し、本実施の形態の型取り用治具21は、穴120に挿入され、穴120の開口部から型取り面120bに至る深さよりも長く形成された基部22と、穴120内に挿入される基部22の挿入端に設けられ、穴120に挿入された状態で型取り面120bの真下となる穴120の内面120aを含んで穴120の一部を塞ぐ底板部23と、穴120内に挿入される基部22に設けられ、穴120に挿入された状態で穴120の内面120aの複数箇所に対して自身の弾性力によって押圧して当接することで基部22を穴120内に留まるように保持する保持部24と、基部22に設けられ、基部22が穴120に挿入された状態で型取り面120bに間隔をおいて対向して配置され、かつ底板部23から穴120の開口部に至り連続して型取り剤充填室Sを形成する覆部25と、を備える。
【0066】
底板部23は、型取り面120bの真下となる穴120の内面120aの形状である平面に一致する平面形状とされ、本実施の形態では全体として半円形状に形成されている。
【0067】
保持部24は、筒状体を挿入方向である長手方向に沿って分割した一部であって、断面が円弧状で挿入方向に連続する曲板形状に形成されている。この保持部24は、図10に示すように、曲板形状の両側部分が型取り面120bの存在する一方の内面120aに対して自身の弾性力によって押圧して当接され、曲板形状の外側面が他方の内面120aに自身の弾性力によって押圧して当接する。このため、基部22が保持部24によって穴120内に留まるように保持される。
【0068】
覆部25は、本実施の形態では、保持部24を兼ねて構成されており、穴120に挿入される外形の筒状体を挿入方向である長手方向に沿って分割した一部であって、断面が円弧状で底板部23から挿入方向(上方)に連続する曲板形状に形成されている。この覆部25は、図10に示すように、基部22を穴120に挿入した状態で、型取り面120bに間隔をおいて対向して配置される。そして、覆部25と底板部23とによって、底板部23から穴120の開口部に至り連続し、穴120の内面120aとともに型取り剤充填室Sが形成される。
【0069】
このように構成された型取り用治具21を用いた型取り方法は、上述した挿入工程と、注入工程と、抜出工程とを含む。
【0070】
このように、型取り用治具21および型取り方法によれば、保持部24によって基部22が穴120内に留まるように保持され、かつ覆部25および底板部23によって型取り剤充填室Sを形成し、当該型取り剤充填室Sに型取り剤Mを充填することで、型取り面120bに対する型取り剤Mの密着性が高くなるため、型取り面120bに気泡などが入りにくくなる。しかも、底板部23によって型取り剤Mが漏れ落ちることを防ぐ。この結果、精度の高い型取りを行うことが可能になる。しかも、保持部24によって基部22が穴120内に留まるように保持されるので、型取り剤Mが硬化するまで人の手で基部22を保持する必要がないことから、型取り剤Mを型取り面120bに密着させる密着力が常に一定となるため、型取りに熟練を要することがなく、誰しもが容易かつ同様に精度の高い型取りができるような再現性がある。
【0071】
また、図には明示しないが、この型取り用治具21に上述した目盛を設けてもよい。さらに、図には明示しないが、穴120の内面120aに外部に通じる開通部が形成されている場合、型取り用治具21は、基部22に、開通部を型取り剤充填室Sから隔離する隔壁部27が設けられる。この隔壁部27は、上記の覆部25を兼ねて設ければよい。
【0072】
ところで、上述した型取り用治具1,11,21は、対象の穴100,110,120として、原子力発電設備などの原子力設備に使用される機器や部材に設けられたものに適用することが好ましい。原子力設備における高線量領域で型取りを行う場合、型取り用治具1,11,21を用いることで、型取り剤Mが硬化するまで人の手で基部2,12,22を保持する必要がないことから、作業者への放射線の影響を低減することが可能になる。また、基部2,12,22に目盛6を設けることで、基部2,12,22の挿入を目盛6に合わせて行えるので、型取り用治具1,11,21を適した型取り位置に容易かつ迅速に設置することができるので、作業者への放射線の影響をより低減することが可能になる。
【符号の説明】
【0073】
1,11,21 型取り用治具
2,12,22 基部
3,13,23 底板部
4,14,24 保持部
5,15,25 覆部
6 目盛
7,17,27 隔壁部
100,110,120 穴
100a,110a,120a 内面
100b,110b,120b 型取り面
100c 開口部
100d 開通部
101 検査対象部
101’ 検査対象型取り部
M 型取り剤
S 型取り剤充填室
【技術分野】
【0001】
本発明は、穴の内面における減肉や傷の深さを評価するにあたって、該当部分の型取りを行うための型取り用治具および型取り方法に関するものである。
【背景技術】
【0002】
従来、例えば、特許文献1に記載の型取り装置では、肉眼で見ることができない狭隘部や、人の手の届かない深穴の中の試験材料形状を型取り可能とすることを目的としている。この型取り装置は、試験材料面に形成された型取り面に型取り用充填材を押し付けて型取り面の形状を写し取るもので、型取り面に向かって開口するとともに型取り用充填材を充填する内部容積が伸縮可能な型取り室と、型取り室を試験材料面に押し付けるとともに内部容積を縮小させる押し付け手段とを備えるものである。
【0003】
特許文献1に記載の型取り装置において、型取り室は、例えば、試験材料面に対して間隔をおいて対向配置されたフレームと、当該フレームと試験材料面との間に配置される多孔質弾性体とで構成される。さらに、型取り室は、例えば、内部に圧縮空気を送入して型取り用充填材を型取り面に押し付ける際の増力用の圧縮空気供給手段と、内部の余分な空気を排出するための空気排出手段とを設けられていてもよい。また、押し付け手段は、試験材料面に対して間隔をおいて対向配置されたフレームと、型取り面に対向する近接面との間に設置され、内部に圧縮空気を送入したときに伸張してフレームを型取り面側に押し付ける加圧押付部材で構成される。
【0004】
ところで、特許文献1に記載の型取り装置では、押し付け手段としての加圧押付部材にエアバッグが用いられるが、このようなエアバッグは、それ自身を含め狭隘部や深穴の中に圧縮空気を送るためのチューブが必要であるために装置を大型化させる要因となる。そのため、極めて狭隘な部分では、装置を配置することが困難となる場合がある。
【0005】
そこで、現状としては、狭隘部に挿入し得る板体と、板体に固定された棒状体とからなる型取り用治具を用いている。そして、板体の一面に型取り剤を配置し、人の手で棒状体を持って板体を型取り面まで案内し、そのまま棒状体を使って人の手で板体の型取り剤を型取り面に押し付け、これを型取り剤が硬化する時間まで保持し、型取り剤が硬化する時間の経過後に棒状体を使って人の手で板体とともに型取り剤を取り出すようにしている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平4−353740号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、上述した型取り用治具は、人の手で棒状体を持って板体の型取り剤を型取り面に押し付けるため、型取り面への型取り剤の密着力が十分でない場合、減肉や傷の部分に型取り剤がうまく入り込まなかったり、型取り面と型取り剤との間に気泡が混入したりすることで、型取りを正確に行うことが難しい。しかも、型取り剤は、液体と固体との中間のものであり、型取り面への型取り剤の密着力が十分であっても、板材と型取り面との間から漏れ落ちることがある。これは型取り面への型取り剤の密着力が過剰である場合は顕著に生じる。このように、上述した型取り用治具および型取り用治具を用いた型取り方法では、適した密着力とすることの難易度が高く、熟練を要するもので、誰しもが同様に精度の高い型取りができるような再現性に乏しい。
【0008】
本発明は上述した課題を解決するものであり、大型化を伴う機構を用いることなく、精度の高い型取りを行うことのできる型取り用治具および型取り方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上述の目的を達成するために、本発明の第1の発明の型取り用治具は、穴の内面に減肉や傷が生じた型取り面に対して型取り剤を押し付けて型取りを行う型取り用治具において、前記穴に挿入され、前記穴の開口部から前記型取り面に至る深さよりも長く形成された基部と、前記基部の挿入端に設けられ、前記穴に挿入された状態で前記型取り面の真下となる前記穴の内面を含み前記穴の少なくとも一部を塞ぐ底板部と、前記基部に設けられ、前記穴に挿入された状態で前記穴の内面の複数箇所に対して自身の弾性力によって押圧して当接することで前記基部を前記穴内に留まるように保持する保持部と、前記基部に設けられ、前記穴に挿入された状態で前記型取り面に間隔をおいて対向して配置され、かつ前記底板部から前記穴の開口部に至り連続する型取り剤充填室を形成する覆部と、を備えることを特徴とする。
【0010】
この型取り用治具によれば、保持部によって基部が穴内に留まるように保持され、かつ覆部および底板部によって型取り剤充填室を形成し、当該型取り剤充填室に型取り剤を充填することで、型取り面に対する型取り剤の密着性が高くなるため、型取り面に気泡などが入りにくくなる。しかも、底板部によって型取り剤が漏れ落ちることを防ぐ。この結果、精度の高い型取りを行うことが可能になる。しかも、保持部によって基部が穴内に留まるように保持されるので、型取り剤が硬化するまで人の手で基部を保持する必要がないことから、型取り剤を型取り面に密着させる密着力が常に一定となるため、型取りに熟練を要することがなく、誰しもが容易かつ同様に精度の高い型取りができる再現性がある。
【0011】
また、本発明の第2の発明の型取り用治具では、前記穴は、その内面に当該穴の外部に通じる開通部が形成されており、前記基部に設けられて前記開通部を前記型取り剤充填室から隔離する隔壁部を備えることを特徴とする。
【0012】
この型取り用治具によれば、穴の内面に外部に通じる開通部が形成されている場合、この開通部を型取り剤充填室から隔離することで、型取り剤充填室に充填される型取り剤が開通部から漏れ出ることを防止することができる。
【0013】
また、本発明の第3の発明の型取り用治具は、前記基部における前記穴の開口部の縁から突出する部分に、前記穴の開口部の縁から前記型取り面に至る寸法を示す目盛を備えることを特徴とする。
【0014】
この型取り用治具によれば、基部の挿入を目盛に合わせて行えるので、型取り用治具を適した型取り位置に容易かつ迅速に設置することができる。
【0015】
上述の目的を達成するために、本発明の第4の発明の型取り方法は、穴の内面に生じた減肉や傷が生じた型取り面に対して型取り剤を押し付けて型取りを行う型取り方法において、第1の発明〜第3の発明のいずれか1つに記載の型取り用治具を用い、まず、前記覆部が前記型取り面に対向する位置に至るまで前記基部を前記穴に挿入する挿入工程と、次に、前記穴の開口部から型取り剤を注入し、当該型取り剤を、前記底板部に至って前記穴の開口部から逆流させる注入工程と、次に、前記型取り剤が硬化すべき時間の経過後、前記穴の開口部から突出する基部、および前記型取り剤の前記穴の開口部からはみ出した部分を押さえつつ前記型取り用治具を前記型取り剤とともに前記穴から抜き出す抜出工程と、を含むことを特徴とする。
【0016】
この型取り方法によれば、挿入工程において、保持部によって基部が穴内に留まるように保持され、かつ覆部および底板部によって型取り剤充填室が形成される。次に、注入工程において、型取り剤充填室に型取り剤が充填される。次に、抜出工程において、型取り面の型取りが取り出される。このため、型取り面に対する型取り剤の密着性が高くなるため、型取り面に気泡などが入りにくくなる。しかも、底板部によって型取り剤が漏れ落ちることを防ぐ。この結果、精度の高い型取りを行うことが可能になる。しかも、保持部によって基部が穴内に留まるように保持されるので、型取り剤が硬化するまで人の手で基部を保持する必要がないことから、型取り剤を型取り面に密着させる密着力が常に一定となるため、型取りに熟練を要することがなく、誰しもが容易かつ同様に精度の高い型取りができる再現性がある。
【0017】
また、本発明の第5の発明の型取り方法は、第2の発明に記載の型取り用治具を用い、前記挿入工程において、前記隔壁部によって前記開通部を型取り剤充填室から隔離することを特徴とする。
【0018】
この型取り方法によれば、穴の内面に外部に通じる開通部が形成されている場合、この開通部を型取り剤充填室から隔離することで、型取り剤充填室に充填される型取り剤が開通部から漏れ出ることを防止することができる。
【0019】
また、本発明の第6の発明の型取り方法は、第3の発明に記載の型取り用治具を用い、前記挿入工程において、予め計測された前記穴の開口部の縁から前記型取り面に至る寸法に基づき、前記目盛を前記穴の開口部の縁に合わせ前記基部を前記穴に挿入することを特徴とする。
【0020】
この型取り方法によれば、基部の挿入を目盛に合わせて行えるので、型取り用治具を適した型取り位置に容易かつ迅速に設置することができる。
【発明の効果】
【0021】
本発明によれば、精度の高い型取りを行うことができる。
【図面の簡単な説明】
【0022】
【図1】図1は、本発明の実施の形態に係る型取り用治具の斜視図である。
【図2】図2は、本発明の実施の形態に係る型取り方法の挿入工程を示す斜視図である。
【図3】図3は、図2の挿入工程の断面図である。
【図4】図4は、本発明の実施の形態に係る型取り方法の注入工程を示す斜視図である。
【図5】図5は、図4の注入工程の断面図である。
【図6】図6は、本発明の実施の形態に係る型取り方法の抜出工程を示す斜視図である。
【図7】図7は、本発明の実施の形態に係る他の型取り用治具および型取り方法の挿入工程を示す斜視図である。
【図8】図8は、本発明の実施の形態に係る他の型取り用治具および型取り方法の注入工程を示す断面図である。
【図9】図9は、本発明の実施の形態に係る他の型取り用治具および型取り方法の注入工程を示す断面図である。
【図10】図10は、本発明の実施の形態に係る他の型取り用治具および型取り方法の注入工程を示す断面図である。
【発明を実施するための形態】
【0023】
以下に、本発明に係る実施の形態を図面に基づいて詳細に説明する。なお、この実施の形態によりこの発明が限定されるものではない。また、下記実施の形態における構成要素には、当業者が置換可能かつ容易なもの、あるいは実質的に同一のものが含まれる。
【0024】
図1は、本実施の形態に係る型取り用治具の斜視図であり、図2は、本実施の形態に係る型取り方法の挿入工程を示す斜視図であり、図3は、図2の挿入工程の断面図であり、図4は、本実施の形態に係る型取り方法の注入工程を示す斜視図であり、図5は、図4の注入工程の断面図であり、図6は、本実施の形態に係る型取り方法の抜出工程を示す斜視図である。
【0025】
本実施の形態の型取り用治具1は、図1に示すように、穴100の内面100aに減肉や傷などの検査対象部101が生じた型取り面100bに型取り剤を押し付けて型取りを行うものである。ここで、穴100は、図1に示す管の円形状の穴の他、ブロック部材に形成された円形状の穴も含む。また、検査対象部101は、型取りを行う以前に、試験によって予め見つけられ、当該検査対象部101を含む型取り面100bの位置が計測されている。型取り面100bは、穴100の内面100aのうち、検査対象部101を囲む任意の範囲の面である。また、型取り剤は、例えば、シリコーン系のものが用いられる。
【0026】
図1に示すように、型取り用治具1は、型取り剤の流動を妨げず、かつ弾性力を生じる材料である樹脂剤(例えば、塩化ビニル樹脂)で形成され、基部2と、底板部3と、保持部4と、覆部5とを含み構成されている。
【0027】
基部2は、穴100に挿入されるもので、その挿入方向の全長が、穴100の開口部100cから型取り面100bに至る深さH1よりも長く形成されている。つまり、基部2は、型取りを行う必要な深さまで穴100に挿入された状態で、その一部が開口部100cから穴100の外に突出するように全長が設定される。なお、図1において、型取り面100bの下側に接する一点鎖線Lは、上記深さH1を示すための基準である。
【0028】
底板部3は、図1に示すように、基部2の穴100に挿入される挿入端に設けられており、図2および図3に示すように、穴100に挿入された状態で、型取り面100bの真下となる穴100の内面100aを含んで穴100を塞ぐものである。本実施の形態での底板部3は、穴100の内形の円形状と同等の円形状に形成され、穴100に挿入された状態で穴100全体を塞ぐように配置されている。
【0029】
保持部4は、穴100内に挿入される基部2に設けられている。保持部4は、基部2を穴100に挿入した状態で、穴100の内面100aの向き合う複数箇所に対して自身の弾性力によって押圧して当接されるものである。本実施の形態での保持部4は、穴100に挿入される外形の筒状体を挿入方向である長手方向に沿って半割した一方であって、断面が半円弧状で挿入方向に連続する曲板形状に形成されている。すなわち、保持部4は、図2および図3に示すように、曲板形状の両側部分が型取り面100bの存在する内面100aの向き合う複数箇所に対して自身の弾性力によって押圧して当接し、曲板形状の外側面が型取り面100bと対向する内面100aに沿って自身の弾性力によって押圧して当接する。このため、基部2が保持部4によって穴100内に留まるように保持される。
【0030】
覆部5は、穴100内に挿入される基部2に設けられている。本実施の形態での覆部5は、保持部4を兼ねて構成されており、穴100に挿入される外形の筒状体を挿入方向である長手方向に沿って半割した一方であって、断面が半円弧状で底板部3から挿入方向(上方)に連続する曲板形状に形成されている。覆部5は、図2および図3に示すように、基部2を穴100に挿入した状態で、型取り面100bに間隔をおいて対向して配置される。そして、覆部5と底板部3とによって、底板部3から穴100の開口部100cに至り連続し、穴100の内面100aとともに型取り剤充填室Sが形成される。
【0031】
上述した構成の型取り用治具1は、穴100に挿入される外形の塩化ビニル管を、その挿入方向(長手方向)の全長が、穴100の開口部100cから型取り面100bに至る深さH1よりも長くなるように、長手方向に沿って半割りすることで基部2、保持部4および覆部5が形成され、挿入端にて管状部分を残して穴を塞ぐことで底板部3が形成される。
【0032】
また、上述したように、検査対象部101は、型取りを行う以前に、試験によって予め見つけられ、当該検査対象部101を含む型取り面100bの位置が計測されている。そのため、基部2における穴100の開口部100cの縁から突出する部分に、穴100の開口部100cの縁から型取り面100bに至る寸法を含むように、挿入される穴100の開口部100cの縁から底板部3の上面までの寸法H2を示す目盛6が設けられている。なお、目盛6は、汎用性を有するように、基部2の挿入方向(長手方向)に沿って複数設けられていてもよい。
【0033】
このように構成された型取り用治具1を用いた型取り方法は、図2および図3に示す挿入工程と、図4および図5に示す注入工程と、図6に示す抜出工程とを含む。
【0034】
まず、挿入工程では、図2および図3に示すように、覆部5が型取り面100bに対向する位置に至るまで基部2を穴100に挿入する。この状態において、覆部5が型取り面100bに間隔をおいて対向して配置され、底板部3が穴100を塞ぐことで、底板部3から穴100の開口部100cに至り連続し穴100の内面100aとともに型取り剤充填室Sが形成される。また、この状態において、保持部4が穴100の内面100aの向き合う複数箇所に対して自身の弾性力によって押圧して当接されることで、基部2が穴100内に留まるように保持される。
【0035】
また、型取り用治具1に目盛6を設けた場合は、挿入工程において、予め計測された穴100の開口部100cの縁から型取り面100bに至る寸法に基づき、目盛6を穴100の開口部100cの縁に合わせ基部2を穴100に挿入する。
【0036】
次に、注入工程では、図4および図5に示すように、穴100の開口部100cから型取り剤Mを注入し、当該型取り剤Mを、底板部3に至って開口部100cから逆流させる。すなわち、型取り剤Mは、底板部3から開口部100cに至り逆流することで穴100内に隙間なく充満することになる。
【0037】
この注入工程において、図には明示しないが、型取り剤Mを装填した注入装置のノズルを穴100の開口部100cに差し込んで型取り剤Mを注入する。また、注入工程において、型取り用治具1は、保持部4によって穴100内に留まるように保持されているから、型取り剤Mの注入に際して型取り用治具1を人の手によって保持する必要はない。
【0038】
その後、型取り剤Mが硬化するまでの時間を待つ。ここで、型取り用治具1は、保持部4によって穴100内に留まるように保持されているから、型取り剤Mが硬化するまで型取り用治具1を人の手によって保持する必要はない。
【0039】
次に、抜出工程では、図6に示すように、型取り剤Mが硬化すべき時間の経過後、穴100の開口部100cから突出する基部2、および型取り剤Mの穴100の開口部100cからはみ出した部分を人の手で押さえつつ型取り用治具1を型取り剤Mとともに穴100から抜き出す。そして、抜き出された型取り剤Mの表面には、検査対象部101の形状を型取った検査対象型取り部101’が形成される。
【0040】
ところで、挿入工程の前では、ウエスに揮発性の高いアルコール類(例えば、アセトン)を含ませ、型取り面100bを拭き取る。また、検査対象部101に付着物がある場合は、ブラシなどで型取り面100bを清掃してから、ウエスで拭き取ることが好ましい。このようにすることで、より精度の良い型取りが可能になる。そして、抜出工程の後では、ウエスに揮発性の高いアルコール類(例えば、アセトン)を含ませ、型取り面100bを拭き取り、型取り剤Mのカスなどの無いことを確認して型取りを終了とする。
【0041】
このように、本実施の形態の型取り用治具1は、穴100に挿入され、穴100の開口部100cから型取り面100bに至る深さH1よりも長く形成された基部2と、穴100内に挿入される基部2の挿入端に設けられ、穴100に挿入された状態で型取り面100bの真下となる穴100の内面100aを含んで穴100を塞ぐ底板部3と、穴100内に挿入される基部2に設けられ、穴100に挿入された状態で穴100の内面100aの複数箇所に対して自身の弾性力によって押圧して当接することで基部2を穴100内に留まるように保持する保持部4と、基部2に設けられ、基部2が穴100に挿入された状態で型取り面100bに間隔をおいて対向して配置され、かつ底板部3から穴100の開口部100cに至り連続して型取り剤充填室Sを形成する覆部5と、を備える。
【0042】
この型取り用治具1によれば、保持部4によって基部2が穴100内に留まるように保持され、かつ覆部5および底板部3によって型取り剤充填室Sを形成し、当該型取り剤充填室Sに型取り剤Mを充填することで、型取り面100bに対する型取り剤Mの密着性が高くなるため、型取り面100bに気泡などが入りにくくなる。しかも、底板部3によって型取り剤Mが漏れ落ちることを防ぐ。この結果、精度の高い型取りを行うことが可能になる。しかも、保持部4によって基部2が穴100内に留まるように保持されるので、型取り剤Mが硬化するまで人の手で基部2を保持する必要がないことから、型取り剤Mを型取り面100bに密着させる密着力が常に一定となるため、型取りに熟練を要することがなく、誰しもが容易かつ同様に精度の高い型取りができるような再現性がある。
【0043】
また、本実施の形態の型取り用治具1は、基部2における穴100の開口部100cの縁から突出する部分に、穴100の開口部100cの縁から型取り面100bに至る寸法を示す目盛6を備えることが好ましい。
【0044】
この型取り用治具1によれば、基部2の挿入を目盛6に合わせて行えるので、型取り用治具1を適した型取り位置に容易かつ迅速に設置することが可能になる。
【0045】
また、本実施の形態の型取り方法は、まず、覆部5が型取り面100bに対向する位置に至るまで基部2を穴100に挿入する挿入工程と、次に、穴100の開口部100cから型取り剤Mを注入し、当該型取り剤Mを、底板部3に至って穴100の開口部100cから逆流させる注入工程と、次に、型取り剤Mが硬化すべき時間の経過後、穴100の開口部100cから突出する基部2、および型取り剤Mの穴100の開口部100cからはみ出した部分を押さえつつ型取り用治具1を型取り剤Mとともに穴100から抜き出す抜出工程と、を含む。
【0046】
この型取り方法によれば、挿入工程において、保持部4によって基部2が穴100内に留まるように保持され、かつ覆部5および底板部3によって型取り剤充填室Sが形成される。次に、注入工程において、型取り剤充填室Sに型取り剤Mが充填される。次に、抜出工程において、型取り面100bの型取りが取り出される。このため、型取り面100bに対する型取り剤Mの密着性が高くなるため、型取り面100bに気泡などが入りにくくなる。しかも、底板部3によって型取り剤Mが漏れ落ちることを防ぐ。この結果、精度の高い型取りを行うことが可能になる。しかも、保持部4によって基部2が穴100内に留まるように保持されるので、型取り剤Mが硬化するまで人の手で基部2を保持する必要がないことから、型取り剤Mを型取り面100bに密着させる密着力が常に一定となるため、型取りに熟練を要することがなく、誰しもが容易かつ同様に精度の高い型取りができるような再現性がある。
【0047】
また、本実施の形態の型取り方法は、挿入工程において、予め計測された穴100の開口部100cの縁から型取り面100bに至る寸法に基づき、目盛6を穴100の開口部100cの縁に合わせ基部2を穴100に挿入する。
【0048】
この型取り方法によれば、基部2の挿入を目盛6に合わせることで、型取り用治具1を適した型取り位置に容易かつ迅速に設置することが可能になる。
【0049】
図7は、本実施の形態に係る他の型取り用治具および型取り方法の挿入工程を示す斜視図であり、図8は、本実施の形態に係る他の型取り用治具および型取り方法の注入工程を示す断面図である。
【0050】
図7に示すように、穴100は、その内面100aに当該穴100の外部に通じる開通部100dが形成されている。そして、型取り用治具1は、基部2に、開通部100dを型取り剤充填室Sから隔離する隔壁部7が設けられている。本実施の形態での開通部100dは、穴100の深さ方向に延在して管の側部で開口するスリットからなる。なお、図には明示しないが、開通部100dは、上記スリットに限らず、穴100の側部に連続する他の管に通じる開口や、穴100から分岐する通路に通じる開口なども含む。そして、隔壁部7は、上述した覆部5を兼ねて設けられており、穴100に挿入される外形の筒状体を挿入方向である長手方向に沿って半割した一方であって、断面が半円弧状で底板部3から挿入方向(上方)に連続する曲板形状に形成され、開通部100dを閉塞するように構成されている。
【0051】
このように構成された型取り用治具1を用いた型取り方法は、図7および図8に示すように、上述した挿入工程において、基部2を穴100に挿入する際、隔壁部7によって開通部100dを閉塞する。このため、開通部100dを型取り剤充填室Sから隔離することになる。この結果、上述した注入工程において、図8に示すように、型取り剤充填室Sに型取り剤Mを注入しても、開通部100dから型取り剤Mが漏れ出ることがない。
【0052】
このように、隔壁部7を備える型取り用治具1および型取り方法によれば、穴100の内面100aに外部に通じる開通部100dが形成されている場合、この開通部100dを型取り剤充填室Sから隔離することで、型取り剤充填室Sに充填される型取り剤Mが開通部100dから漏れ出ることを防止することが可能になる。
【0053】
図9は、本実施の形態に係る他の型取り用治具および型取り方法の注入工程を示す断面図である。
【0054】
上述した穴100は、円形状の穴として説明したが、図9に示す穴110は、多角形状(図9では矩形状)の穴である。この場合、検査対象部101は、穴110の内面110aにおいて、平面部分や角部分に存在し、その部分を囲む面が型取り面110bとなる。
【0055】
このような穴110に対し、本実施の形態の型取り用治具11は、穴110に挿入され、穴110の開口部から型取り面110bに至る深さよりも長く形成された基部12と、穴110内に挿入される基部12の挿入端に設けられ、穴110に挿入された状態で型取り面110bの真下となる穴110の内面110aを含んで穴110の一部を塞ぐ底板部13と、穴110内に挿入される基部12に設けられ、穴110に挿入された状態で穴110の内面110aの複数箇所に対して自身の弾性力によって押圧して当接することで基部12を穴110内に留まるように保持する保持部14と、基部12に設けられ、基部12が穴110に挿入された状態で型取り面110bに間隔をおいて対向して配置され、かつ底板部13から穴110の開口部に至り連続して型取り剤充填室Sを形成する覆部15と、を備える。
【0056】
底板部13は、型取り面110bの真下となる穴110の内面110aの形状である平面部分や角部分に一致する形状とされ(図9では平面)、本実施の形態では全体として半円形状に形成されている。
【0057】
保持部14は、筒状体を挿入方向である長手方向に沿って分割した一部であって、断面が円弧状で挿入方向に連続する曲板形状に形成されている。この保持部14は、図9に示すように、曲板形状の両側部分が型取り面110bの存在する内面110aに対して自身の弾性力によって押圧して当接され、曲板形状の外側面が型取り面110bと対向する内面110aに自身の弾性力によって押圧して当接する。このため、基部12が保持部14によって穴110内に留まるように保持される。
【0058】
覆部15は、本実施の形態では、保持部14を兼ねて構成されており、穴110に挿入される外形の筒状体を挿入方向である長手方向に沿って分割した一部であって、断面が円弧状で底板部13から挿入方向(上方)に連続する曲板形状に形成されている。この覆部15は、図9に示すように、基部12を穴110に挿入した状態で、型取り面110bに間隔をおいて対向して配置される。そして、覆部15と底板部13とによって、底板部13から穴110の開口部に至り連続し、穴110の内面110aとともに型取り剤充填室Sが形成される。
【0059】
このように構成された型取り用治具11を用いた型取り方法は、上述した挿入工程と、注入工程と、抜出工程とを含む。
【0060】
このように、型取り用治具11および型取り方法によれば、保持部14によって基部12が穴110内に留まるように保持され、かつ覆部15および底板部13によって型取り剤充填室Sを形成し、当該型取り剤充填室Sに型取り剤Mを充填することで、型取り面110bに対する型取り剤Mの密着性が高くなるため、型取り面110bに気泡などが入りにくくなる。しかも、底板部13によって型取り剤Mが漏れ落ちることを防ぐ。この結果、精度の高い型取りを行うことが可能になる。しかも、保持部14によって基部12が穴110内に留まるように保持されるので、型取り剤Mが硬化するまで人の手で基部12を保持する必要がないことから、型取り剤Mを型取り面110bに密着させる密着力が常に一定となるため、型取りに熟練を要することがなく、誰しもが容易かつ同様に精度の高い型取りができるような再現性がある。
【0061】
また、図には明示しないが、この型取り用治具11に上述した目盛を設けてもよい。さらに、図には明示しないが、穴110の内面110aに外部に通じる開通部が形成されている場合、型取り用治具11は、基部12に、開通部を型取り剤充填室Sから隔離する隔壁部17が設けられる。この隔壁部17は、上記の覆部15を兼ねて設ければよい。
【0062】
なお、型取り用治具11では、底板部13は、穴110の内形の多角形状(本実施の形態では矩形状)と同等の形状に形成され、穴110に挿入された状態で穴110全体を塞ぐように配置されてもよい。この場合、保持部14や覆部15は、穴110の内形の多角形状(本実施の形態では矩形状)に沿う板形状とされていてもよい。
【0063】
図10は、本実施の形態に係る他の型取り用治具および型取り方法の注入工程を示す断面図である。
【0064】
図10に示す穴120は、スリット形状または異なる部材の隙間として形成された穴である。この場合、検査対象部101は、穴120の対向する内面120aに存在し、その部分を囲む面が型取り面120bとなる。
【0065】
このような穴120に対し、本実施の形態の型取り用治具21は、穴120に挿入され、穴120の開口部から型取り面120bに至る深さよりも長く形成された基部22と、穴120内に挿入される基部22の挿入端に設けられ、穴120に挿入された状態で型取り面120bの真下となる穴120の内面120aを含んで穴120の一部を塞ぐ底板部23と、穴120内に挿入される基部22に設けられ、穴120に挿入された状態で穴120の内面120aの複数箇所に対して自身の弾性力によって押圧して当接することで基部22を穴120内に留まるように保持する保持部24と、基部22に設けられ、基部22が穴120に挿入された状態で型取り面120bに間隔をおいて対向して配置され、かつ底板部23から穴120の開口部に至り連続して型取り剤充填室Sを形成する覆部25と、を備える。
【0066】
底板部23は、型取り面120bの真下となる穴120の内面120aの形状である平面に一致する平面形状とされ、本実施の形態では全体として半円形状に形成されている。
【0067】
保持部24は、筒状体を挿入方向である長手方向に沿って分割した一部であって、断面が円弧状で挿入方向に連続する曲板形状に形成されている。この保持部24は、図10に示すように、曲板形状の両側部分が型取り面120bの存在する一方の内面120aに対して自身の弾性力によって押圧して当接され、曲板形状の外側面が他方の内面120aに自身の弾性力によって押圧して当接する。このため、基部22が保持部24によって穴120内に留まるように保持される。
【0068】
覆部25は、本実施の形態では、保持部24を兼ねて構成されており、穴120に挿入される外形の筒状体を挿入方向である長手方向に沿って分割した一部であって、断面が円弧状で底板部23から挿入方向(上方)に連続する曲板形状に形成されている。この覆部25は、図10に示すように、基部22を穴120に挿入した状態で、型取り面120bに間隔をおいて対向して配置される。そして、覆部25と底板部23とによって、底板部23から穴120の開口部に至り連続し、穴120の内面120aとともに型取り剤充填室Sが形成される。
【0069】
このように構成された型取り用治具21を用いた型取り方法は、上述した挿入工程と、注入工程と、抜出工程とを含む。
【0070】
このように、型取り用治具21および型取り方法によれば、保持部24によって基部22が穴120内に留まるように保持され、かつ覆部25および底板部23によって型取り剤充填室Sを形成し、当該型取り剤充填室Sに型取り剤Mを充填することで、型取り面120bに対する型取り剤Mの密着性が高くなるため、型取り面120bに気泡などが入りにくくなる。しかも、底板部23によって型取り剤Mが漏れ落ちることを防ぐ。この結果、精度の高い型取りを行うことが可能になる。しかも、保持部24によって基部22が穴120内に留まるように保持されるので、型取り剤Mが硬化するまで人の手で基部22を保持する必要がないことから、型取り剤Mを型取り面120bに密着させる密着力が常に一定となるため、型取りに熟練を要することがなく、誰しもが容易かつ同様に精度の高い型取りができるような再現性がある。
【0071】
また、図には明示しないが、この型取り用治具21に上述した目盛を設けてもよい。さらに、図には明示しないが、穴120の内面120aに外部に通じる開通部が形成されている場合、型取り用治具21は、基部22に、開通部を型取り剤充填室Sから隔離する隔壁部27が設けられる。この隔壁部27は、上記の覆部25を兼ねて設ければよい。
【0072】
ところで、上述した型取り用治具1,11,21は、対象の穴100,110,120として、原子力発電設備などの原子力設備に使用される機器や部材に設けられたものに適用することが好ましい。原子力設備における高線量領域で型取りを行う場合、型取り用治具1,11,21を用いることで、型取り剤Mが硬化するまで人の手で基部2,12,22を保持する必要がないことから、作業者への放射線の影響を低減することが可能になる。また、基部2,12,22に目盛6を設けることで、基部2,12,22の挿入を目盛6に合わせて行えるので、型取り用治具1,11,21を適した型取り位置に容易かつ迅速に設置することができるので、作業者への放射線の影響をより低減することが可能になる。
【符号の説明】
【0073】
1,11,21 型取り用治具
2,12,22 基部
3,13,23 底板部
4,14,24 保持部
5,15,25 覆部
6 目盛
7,17,27 隔壁部
100,110,120 穴
100a,110a,120a 内面
100b,110b,120b 型取り面
100c 開口部
100d 開通部
101 検査対象部
101’ 検査対象型取り部
M 型取り剤
S 型取り剤充填室
【特許請求の範囲】
【請求項1】
穴の内面に減肉や傷が生じた型取り面に対して型取り剤を押し付けて型取りを行う型取り用治具において、
前記穴に挿入され、前記穴の開口部から前記型取り面に至る深さよりも長く形成された基部と、
前記基部の挿入端に設けられ、前記穴に挿入された状態で前記型取り面の真下となる前記穴の内面を含み前記穴の少なくとも一部を塞ぐ底板部と、
前記基部に設けられ、前記穴に挿入された状態で前記穴の内面の複数箇所に対して自身の弾性力によって押圧して当接することで前記基部を前記穴内に留まるように保持する保持部と、
前記基部に設けられ、前記穴に挿入された状態で前記型取り面に間隔をおいて対向して配置され、かつ前記底板部から前記穴の開口部に至り連続する型取り剤充填室を形成する覆部と、
を備えることを特徴とする型取り用治具。
【請求項2】
前記穴は、その内面に当該穴の外部に通じる開通部が形成されており、
前記基部に設けられて前記開通部を前記型取り剤充填室から隔離する隔壁部を備えることを特徴とする請求項1に記載の型取り用治具。
【請求項3】
前記基部における前記穴の開口部の縁から突出する部分に、前記穴の開口部の縁から前記型取り面に至る寸法を示す目盛を備えることを特徴とする請求項1または2に記載の型取り用治具。
【請求項4】
穴の内面に生じた減肉や傷が生じた型取り面に対して型取り剤を押し付けて型取りを行う型取り方法において、
請求項1〜3のいずれか1つに記載の型取り用治具を用い、
まず、前記覆部が前記型取り面に対向する位置に至るまで前記基部を前記穴に挿入する挿入工程と、
次に、前記穴の開口部から型取り剤を注入し、当該型取り剤を、前記底板部に至って前記穴の開口部から逆流させる注入工程と、
次に、前記型取り剤が硬化すべき時間の経過後、前記穴の開口部から突出する基部、および前記型取り剤の前記穴の開口部からはみ出した部分を押さえつつ前記型取り用治具を前記型取り剤とともに前記穴から抜き出す抜出工程と、
を含むことを特徴とする型取り方法。
【請求項5】
請求項2に記載の型取り用治具を用い、
前記挿入工程において、前記隔壁部によって前記開通部を型取り剤充填室から隔離することを特徴とする請求項4に記載の型取り方法。
【請求項6】
請求項3に記載の型取り用治具を用い、
前記挿入工程において、予め計測された前記穴の開口部の縁から前記型取り面に至る寸法に基づき、前記目盛を前記穴の開口部の縁に合わせ前記基部を前記穴に挿入することを特徴とする請求項4または5に記載の型取り方法。
【請求項1】
穴の内面に減肉や傷が生じた型取り面に対して型取り剤を押し付けて型取りを行う型取り用治具において、
前記穴に挿入され、前記穴の開口部から前記型取り面に至る深さよりも長く形成された基部と、
前記基部の挿入端に設けられ、前記穴に挿入された状態で前記型取り面の真下となる前記穴の内面を含み前記穴の少なくとも一部を塞ぐ底板部と、
前記基部に設けられ、前記穴に挿入された状態で前記穴の内面の複数箇所に対して自身の弾性力によって押圧して当接することで前記基部を前記穴内に留まるように保持する保持部と、
前記基部に設けられ、前記穴に挿入された状態で前記型取り面に間隔をおいて対向して配置され、かつ前記底板部から前記穴の開口部に至り連続する型取り剤充填室を形成する覆部と、
を備えることを特徴とする型取り用治具。
【請求項2】
前記穴は、その内面に当該穴の外部に通じる開通部が形成されており、
前記基部に設けられて前記開通部を前記型取り剤充填室から隔離する隔壁部を備えることを特徴とする請求項1に記載の型取り用治具。
【請求項3】
前記基部における前記穴の開口部の縁から突出する部分に、前記穴の開口部の縁から前記型取り面に至る寸法を示す目盛を備えることを特徴とする請求項1または2に記載の型取り用治具。
【請求項4】
穴の内面に生じた減肉や傷が生じた型取り面に対して型取り剤を押し付けて型取りを行う型取り方法において、
請求項1〜3のいずれか1つに記載の型取り用治具を用い、
まず、前記覆部が前記型取り面に対向する位置に至るまで前記基部を前記穴に挿入する挿入工程と、
次に、前記穴の開口部から型取り剤を注入し、当該型取り剤を、前記底板部に至って前記穴の開口部から逆流させる注入工程と、
次に、前記型取り剤が硬化すべき時間の経過後、前記穴の開口部から突出する基部、および前記型取り剤の前記穴の開口部からはみ出した部分を押さえつつ前記型取り用治具を前記型取り剤とともに前記穴から抜き出す抜出工程と、
を含むことを特徴とする型取り方法。
【請求項5】
請求項2に記載の型取り用治具を用い、
前記挿入工程において、前記隔壁部によって前記開通部を型取り剤充填室から隔離することを特徴とする請求項4に記載の型取り方法。
【請求項6】
請求項3に記載の型取り用治具を用い、
前記挿入工程において、予め計測された前記穴の開口部の縁から前記型取り面に至る寸法に基づき、前記目盛を前記穴の開口部の縁に合わせ前記基部を前記穴に挿入することを特徴とする請求項4または5に記載の型取り方法。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−61234(P2013−61234A)
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願番号】特願2011−199754(P2011−199754)
【出願日】平成23年9月13日(2011.9.13)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願日】平成23年9月13日(2011.9.13)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
[ Back to top ]