
型枠装置

【課題】側型枠の清掃時における作業姿勢を改善して作業能率を向上させることができると共に、プレキャストコンクリート体の製作ヤードの省スペース化を図ることができる型枠装置を提供することを目的とする。
【解決手段】プレキャストコンクリート体の底面を成型する底型枠2と、底型枠2の上に立設されてプレキャストコンクリート体の側面を成型する側型枠3A、3Bと、を備えたプレキャストコンクリート体の型枠装置1であって、側型枠3Aを支持すると共に側型枠3Aを回転させて型枠外方側に向かって傾倒させる回転機構4が備えられている。
【解決手段】プレキャストコンクリート体の底面を成型する底型枠2と、底型枠2の上に立設されてプレキャストコンクリート体の側面を成型する側型枠3A、3Bと、を備えたプレキャストコンクリート体の型枠装置1であって、側型枠3Aを支持すると共に側型枠3Aを回転させて型枠外方側に向かって傾倒させる回転機構4が備えられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プレキャストコンクリート体を製造するための型枠装置に関する。
【背景技術】
【0002】
従来、プレキャストコンクリート柱やプレキャストコンクリート梁を製造するための型枠として、例えば特許文献1に記載されているような、平板状の底型枠と、その底型枠の上にそれぞれ立設されていると共に互いに対向して配置された一対の側型枠と、を備えた鋼製型枠が一般に使用されている。上記した底型枠の側縁部と側型枠の下縁部には互いに孔合わせされたボルト孔がそれぞれ形成されており、これらのボルト孔にボルトが挿通されて締結されることで上記した底型枠と一対の側型枠とが固定されている。
【0003】
上記した鋼製型枠を用いたプレキャストコンクリート体の製造工程としては、まず、上記した鋼製型枠の内側に鉄筋を配筋した後、鋼製型枠の内側にコンクリートを打設する。次に、コンクリートの硬化後に、底型枠の側縁部と側型枠の下縁部とを締結するボルトを取り外して側型枠をプレキャストコンクリート体から脱型する。次に、上記した底型枠上からプレキャストコンクリート体を養生ヤード等に移動させた後、上記した底型枠や側型枠の型枠面等に付着したコンクリートノロをケレンするなどして型枠を清掃する。そして、底型枠及び側型枠の清掃が完了した後、側型枠を底型枠上に垂直に立ててその側型枠の下縁部を底型枠の側縁部にボルトで締結して鋼製型枠を組み立てる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−284883号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記した従来の技術では、脱型後の側型枠を清掃する際、側型枠を平置き(水平配置)すると、側型枠が占有する面積が大きくなって広いスペースが必要になる。一方、側型枠を立て置きすると、型枠面の清掃時に作業し難い姿勢となり、清掃作業の作業能率が悪くなるという問題がある。特に、側型枠の下側部分が清掃し難く、清掃作業が煩雑になる。
【0006】
本発明は、上記した従来の問題が考慮されたものであり、側型枠の清掃時における作業姿勢を改善して作業能率を向上させることができると共に、プレキャストコンクリート体の製作ヤードの省スペース化を図ることができる型枠装置を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明に係る型枠装置は、プレキャストコンクリート体の底面を成型する底型枠と、該底型枠の上に立設されて前記プレキャストコンクリート体の側面を成型する側型枠と、を備えたプレキャストコンクリート体の型枠装置であって、前記側型枠を支持すると共に該側型枠を回転させて型枠外方側に向かって傾倒させる回転機構が備えられていることを特徴としている。
【0008】
このような特徴により、回転機構によって側型枠を回転させて側型枠を傾倒させた後、側型枠の型枠面を清掃する。これにより、側型枠を清掃する際、側型枠が傾いた状態で保持されるので、清掃時の作業姿勢が清掃し易い姿勢となり、特に、側型枠の型枠面の下部分が清掃しやすくなる。
【0009】
ところで、上記した従来の技術では、側型枠が相当な重量を有する鋼製部材である。このため、側型枠を脱型する際、揚重機等の機械を用いて側型枠を吊り上げる必要があり、側型枠の脱型作業が煩雑で作業能率が悪いという問題がある。また、側型枠の脱型時に揚重機を使用するため、揚重機の稼動負荷が大きくてコストが嵩むという問題がある。さらに、側型枠を底型枠上に組み立てる際、側型枠の下縁部を底型枠の側縁部にボルトで締結するため、型枠組立作業が煩雑で作業能率が悪いという問題がある。
【0010】
そこで、本発明に係る型枠装置は、前記側型枠を型枠外方側に移動させて該側型枠を前記プレキャストコンクリート体の側面から離間させる脱型機構が備えられ、前記回転機構の回転軸が前記底型枠の型枠面よりも上方に配設されていることが好ましい。
【0011】
このような構成により、プレキャストコンクリート体のコンクリートが硬化した後、まず、脱型機構によって側型枠を型枠外方側に移動させ、プレキャストコンクリート体から側型枠を離間させ、その後、プレキャストコンクリート体を型枠装置から取り出す。これにより、揚重機等で側型枠を揚重することなく、側型枠がプレキャストコンクリート体から脱型される。
続いて、回転機構によって側型枠を回転させて側型枠を傾倒させ、その側型枠の型枠面を清掃する。このとき、回転機構の回転軸が底型枠の型枠面よりも上方に配設されているので、側型枠が傾倒したときに当該側型枠の下部が型枠内方側に向けて上方に回動する。これにより、側型枠の下部が底型枠の型枠面よりも高い位置に配置され、側型枠の型枠面の下部分が清掃しやすくなる。また、回転機構の回転軸が底型枠の型枠面よりも上方に配設されているので、回転機構の寸法(側型枠の型枠面に対する垂直方向の寸法)が小さく抑えられ、また、側型枠が傾倒したときに当該側型枠の下部が型枠内方側に入り込んだ状態となり、側型枠の上部の型枠外方側への張り出し量が抑えられる。
次に、上記した回転機構によって側型枠を回転前の元の角度に戻すと共に脱型機構によって側型枠を移動前の元の位置に戻す。これにより、側型枠が所定の組立位置に配置されると共に保持され、ボルト等を用いることなく側型枠が底型枠に組み付けられる。
【0012】
また、本発明に係る型枠装置は、前記回転機構の回転軸が前記底型枠の型枠面よりも下方に配設されている構成であってもよい。
【0013】
これにより、側型枠が型枠外方側に傾倒したときに当該側型枠の下部が型枠内方側に入り込まない。したがって、プレキャストコンクリート体のコンクリートが硬化した後、回転機構によって側型枠を回転させて側型枠を型枠外方側に傾倒させ、プレキャストコンクリート体から側型枠を離間させる。その後、プレキャストコンクリート体を型枠装置から取り出す。以上により、揚重機や上記した脱型機構等を用いることなく、側型枠がプレキャストコンクリート体から脱型される。続いて、側型枠を傾倒させた状態で側型枠の型枠面を清掃する。次に、上記した回転機構によって側型枠を回転前の姿勢に戻すことにより、側型枠が所定の組立位置に配置されると共に保持され、ボルト締め等を行わずに側型枠が底型枠に組み付けられる。
【0014】
また、本発明に係る型枠装置は、前記底型枠の両側に、互いに対向する一対の側型枠がそれぞれ配設されており、該一対の側型枠のうちの一方が前記回転機構によって回転可能となっており、他方が前記底型枠に対して固定されていることが好ましい。
これにより、両側の側型枠に回転機構がそれぞれ設けられている構成に比べて、回転機構の数量が抑えられる。また、当該型枠装置をプレキャストコンクリート体から脱型させる際には、回転機構が設けられた一方の側型枠をプレキャストコンクリート体から離間させることで、他方の側型枠は底型枠に固定させたままで、プレキャストコンクリート体を型枠装置から取り出すことが可能である。
【発明の効果】
【0015】
本発明に係る型枠装置によれば、側型枠が傾いた状態で当該側型枠の型枠面が清掃されるので、側型枠の清掃時における作業姿勢を改善することができ、清掃作業の作業能率を向上させることができる。また、プレキャストコンクリート体から脱型された側型枠を平置きすることなく立て置き状態で保持することができるので、プレキャストコンクリート体の製作ヤードの省スペース化を図ることができる。
【図面の簡単な説明】
【0016】
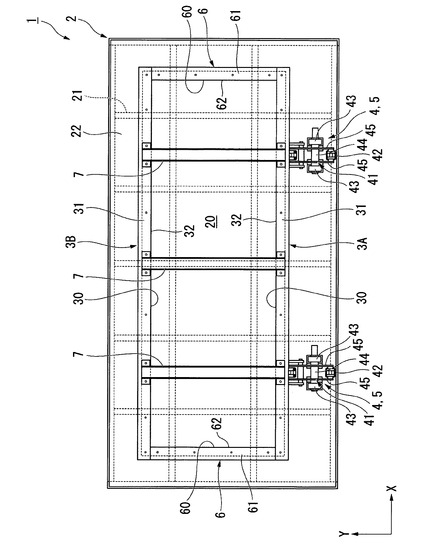
【図1】本発明の第1の実施の形態を説明するための型枠装置の平面図である。
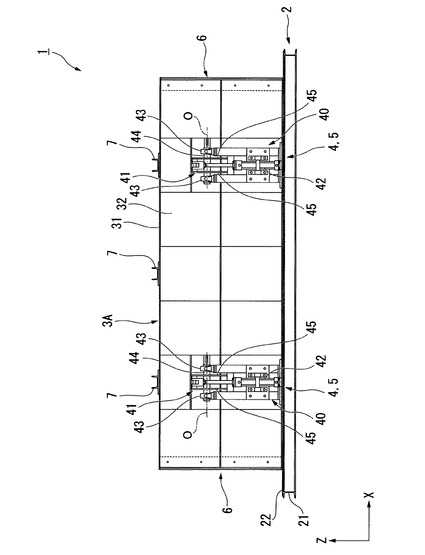
【図2】本発明の第1の実施の形態を説明するための型枠装置の長手方向の側面図である。
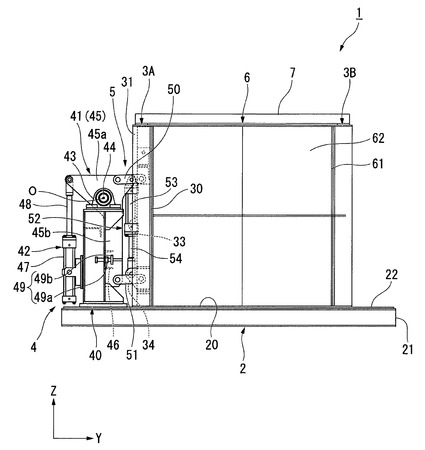
【図3】本発明の第1の実施の形態を説明するための型枠装置の短手方向の側面図である。
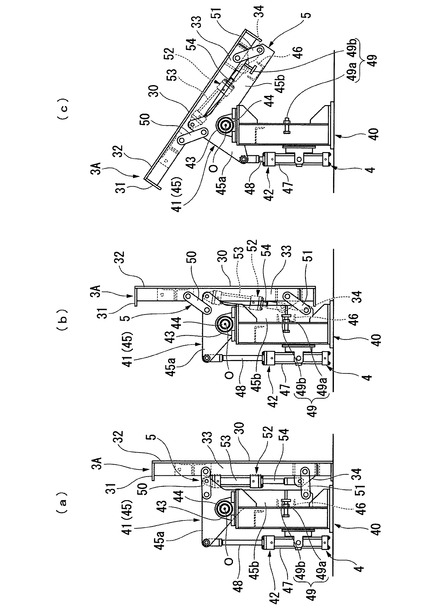
【図4】本発明の第1の実施の形態を説明するための型枠装置の部分断面図である。
【図5】本発明の第2の実施の形態を説明するための型枠装置の平面図である。
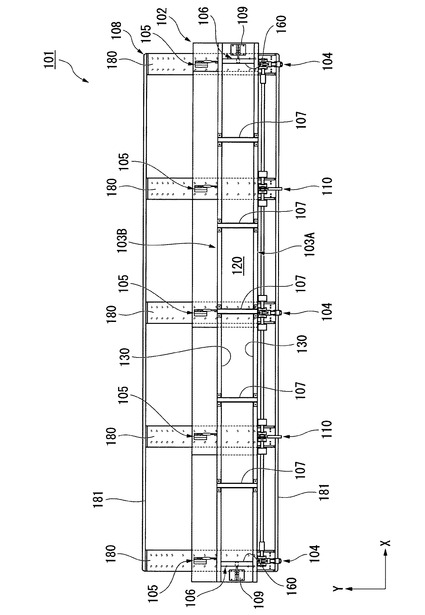
【図6】本発明の第2の実施の形態を説明するための型枠装置の長手方向の側面図である。
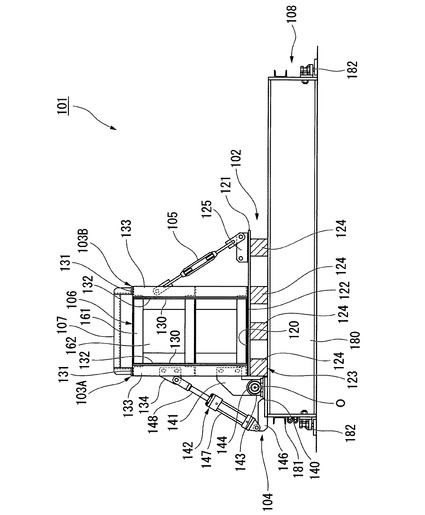
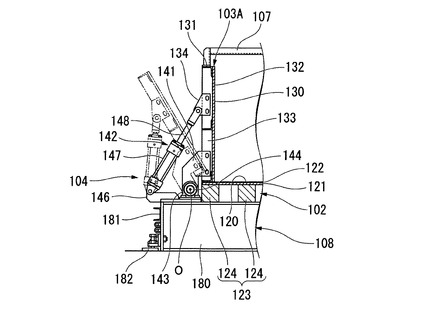
【図7】本発明の第2の実施の形態を説明するための型枠装置の短手方向の側面図である。
【図8】本発明の第2の実施の形態を説明するための型枠装置の部分断面図である。
【発明を実施するための形態】
【0017】
以下、本発明に係る型枠装置の実施の形態について、図面に基いて説明する。
【0018】
[第1の実施の形態]
まず、本発明に係る型枠装置の第1の実施の形態について図1〜図4に基づいて説明する。
なお、図1に示すX方向は、プレキャストコンクリート体の長さ方向を示しており、以下「長手方向」と記す。また、図1に示すY方向は、プレキャストコンクリート体の幅方向を示しており、以下「短手方向」と記す。また、図2に示すZ方向は、プレキャストコンクリート体の高さ方向を示しており、以下、単に「高さ方向」と記す。
【0019】
図1〜図3に示す型枠装置1は、角柱形状のプレキャストコンクリート体を製造するための型枠装置であり、具体的には、プレキャストコンクリート柱を成型するための柱用の型枠装置である。この型枠装置1の概略構成としては、プレキャストコンクリート体の底面を成型する底型枠2と、プレキャストコンクリート体の側面(長手方向に延在する側面)を成型する一対の側型枠3A、3Bと、プレキャストコンクリート体の端面(短手方向に延在する側面)を成型する一対の小口型枠6、6と、一方の側型枠3Aを回転させる回転機構4と、一方の側型枠3Aを型枠外方側(型枠背面側)に移動させてその側型枠3Aをプレキャストコンクリート体の側面から離間させる脱型機構5と、を備えている。
【0020】
底型枠2は、水平に配設された平盤状のベースであり、水平な型枠面20を有する鋼製型枠である。詳しく説明すると、底型枠2は、格子状に組まれた床下地21の上に平板状の型枠板22が敷設された構成からなる。上記した床下地21は、例えば溝形鋼等の複数の鋼材からなる金属製下地である。また、上記した型枠板22は、例えば鋼板等からなる金属製の板材である。なお、この型枠板22の上面が、プレキャストコンクリート体の底面を成型する型枠面20となる。また、この底型枠2は、平面視矩形状に形成されており、プレキャストコンクリート体の底面よりも一回り大きくなっている。
【0021】
側型枠3A、3Bは、底型枠2の上に垂直に立設された平盤状の壁材であり、鉛直な型枠面30を有する鋼製型枠である。詳しく説明すると、側型枠3A、3Bは、格子状に組まれた枠体31に平板状の型枠板32が張設された構成からなる。上記した枠体31は、例えば平鋼等の複数の鋼材からなる金属製の枠体である。また、上記した型枠板32は、例えば鋼板等からなる金属製の板材である。なお、この型枠板32の表面(枠体31側の反対側の面)が、プレキャストコンクリート体の側面を成型する型枠面30となる。
【0022】
また、側型枠3A、3Bは、底型枠2上に平行に一対配設されており、これら一対の側型枠3A、3Bは短手方向に間隔をあけて長手方向に延設されており、一対の側型枠3A、3Bの各型枠面30、30同士が対向配置されている。一対の側型枠3A、3Bのうちの一方の側型枠3Aの下縁部は、図示せぬノックピン及びクランプによって底型枠2にノンボルト固定されており、他方の側型枠3Bの下縁部は、図示せぬノックピン及びボルトによって底型枠2にボルト固定されている。また、一対の側型枠3A、3Bの上縁部の間には、短手方向に延在する連結部材7が複数架設されている。この連結部材7は例えば溝形鋼などからなり、長手方向に間隔をあけて複数平行に並設されている。連結部材7の一端は一方の側型枠3Aの上縁部に固定され、連結部材7の他端は他方の側型枠3Bの上縁部に固定されており、一対の側型枠3A、3Bは複数の連結部材7を介して連結されている。
【0023】
また、一対の側型枠3A、3Bのうちの一方の側型枠3Aの側方には、回転機構4及び脱型機構5がそれぞれ設けられており、一方の側型枠3Aは、回転機構4によって回転可能であると共に脱型機構5によって図示せぬプレキャストコンクリート体から脱型可能になっている。上記した回転機構4及び脱型機構5は互いに組み合わされて1つの脱型回転機構を構成しており、回転機構4は脱型機構5ごと側型枠3Aを回転させる機構である。また、この脱型回転機構(回転機構4及び脱型機構5)は、長手方向に間隔をあけて複数並設されている。なお、後述する回転機構4及び脱型機構5についての以下の説明において、回転機構4からみて側型枠3A側を「前方側」とし、その反対側を「後方側」とする。
【0024】
回転機構4は、一方の側型枠3Aを支持すると共に側型枠3Aを回転させてその側型枠3Aを型枠外方側(型枠面30側の反対側)に向かって傾倒させる機構であり、この回転機構4によって側型枠3Aが短手方向に延びる鉛直面(側型枠3Aの型枠面30に対して垂直な鉛直面)に沿って回転する。この回転機構4の概略構成としては、底型枠2上に立設された支持柱40と、支持柱40に回転可能に取り付けられた回転体41と、回転体41を回転駆動させる第一シリンダー42と、を備えている。
【0025】
支持柱40は、上記した回転体41を介して一方の側型枠3Aを脱型機構5ごと支持する支持部であり、一方の側型枠3Aの後方側に配設されている。この支持柱40の上端部には、長手方向に間隔をあけて対向配置された一対の軸受け部43、43が立設されており、これら一対の軸受け部43、43の間には、型枠面30に対して平行して水平に延在する軸部44が軸回転可能に架設されている。また、支持柱40の高さ方向の中間部分には、前方側に向けて突出したストッパー当接部49aが設けられている。
【0026】
回転体41は、長手方向に間隔をあけて対向配置されていると共に連結材46を介して連結された一対のプレート部材45、45からなる。これら一対のプレート部材45、45は同一形状に形成されており、具体的には、略逆三角形状の頭部45aから長方形状の脚部45bが垂下された形状を成している。一対のプレート部材45、45の頭部45a、45aには上記した軸部44がそれぞれ貫設されており、この軸部44の中心軸線(回転軸O)回りに一対のプレート部材45、45が回転可能となっている。また、回転体41(一対のプレート部材45、45)には、後述する一対のリンク50、51を介して上記した一方の側型枠3Aが保持されており、一方の側型枠3Aは、底型枠2の型枠面20よりも上方に配設された軸部44の中心軸線(回転軸O)回りに回転可能となっている。
【0027】
また、上記したプレート部材45の脚部45bには、上記したストッパー当接部49aの先端(前方側の端部)に対して前方側から当接して係止されたストッパー部49bが設けられている。これらストッパー当接部49a及びストッパー部49bによって、回転体41の回転軸O回りの回転動作を規制して回転体41の回転位置を位置決めする回転位置決め機構49が形成されており、この回転位置決め機構49によって側型枠3Aが鉛直姿勢に保持されている。
【0028】
第一シリンダー42は、例えば油圧シリンダーなどの公知のシリンダーからなり、その概略構成として、鉛直姿勢で固定されたシリンダー本体47と、シリンダー本体47の上端から上向きに突出していると共にシリンダー本体47に対して往復移動可能なピストン48と、を備えている。シリンダー本体47は、上記した支持柱40の後方側に配設されて当該支持柱40に固定されている。ピストン48の上端部は、上記した一対のプレート部材45、45の頭部45a、45aの後方側の角部分に対して回転可能に連結されている。
【0029】
脱型機構5は、一方の側型枠3Aを背面側に向かって斜め上方に平行移動させる機構である。この脱型機構5の概略構成としては、互いに等しい長さに形成されていると共に平行に配設されて上記した一方の側型枠3Aとプレート部材45(回転体41)の間にそれぞれ介装された一対のリンク50、51と、それら一対のリンク50、51、一方の側型枠3A及びプレート部材45(回転体41)によって形成された平行リンク機構を駆動させる第二シリンダー52と、を備えている。
【0030】
一対のリンク50、51は、それぞれ前後方向に延在されていると共に上下に間隔をあけて配設されている。これら一対のリンク50、51の前方側の端部は、側型枠3Aの裏面に設けられた縦リブ33に回転可能にそれぞれ連結されている。前記した縦リブ33は、上記した型枠板32の裏面に垂直に突設されていると共に側型枠3Aの高さ方向に延設された板部であり、上記した型枠板32及び枠体31に溶接されている。また、一対のリンク50、51のうちの上側のリンク50の後方側の端部は、上記したプレート部材45の頭部45aの上端部に回転可能に連結されており、また、下側のリンク51の後方側の端部は、上記したプレート部材45の脚部45bの下端部に回転可能に連結されている。
【0031】
第二シリンダー52は、例えば油圧シリンダーなどの公知のシリンダーからなり、その概略構成として、鉛直姿勢で固定されたシリンダー本体53と、シリンダー本体53の下端から下向きに突出していると共にシリンダー本体53に対して往復移動可能なピストン54と、を備えている。シリンダー本体53は、上記した側型枠3Aの型枠板32の裏側に配設されていると共に一対のプレート部材45、45の間に配設されており、このシリンダー本体53の上端部は、一対のプレート部材45、45の頭部45a、45aの前端部に回転可能に連結されている。ピストン54の下端部は、上記した側型枠3Aの下部の裏面に突設されたガセットプレート34に回転可能に連結されている。
【0032】
小口型枠6、6は、上記した一対の側型枠3A、3Bの両端部の間にそれぞれ配設されていると共に底型枠2上に垂直に立設された平盤状の壁材であり、鉛直な型枠面60を有する鋼製型枠である。詳しく説明すると、小口型枠6、6は、格子状に組まれた枠体61に平板状の型枠板62が張設された構成からなる。上記した枠体61は、例えば平鋼等の複数の鋼材からなる金属製の枠体である。また、上記した型枠板62は、例えば鋼板等からなる金属製の板材である。なお、この型枠板62の表面(枠体61側の反対側の面)が、プレキャストコンクリート体の小口面を成型する型枠面60となる。
【0033】
また、小口型枠6、6は、底型枠2上に平行に一対配設されており、これら一対の小口型枠6、6は長手方向に間隔をあけて短手方向に延設されており、一対の小口型枠6、6の各型枠面60、60同士が対向配置されている。また、これら小口型枠6、6の下縁部は、図示せぬノックピン及びボルトによって底型枠2にボルト固定されている。また、小口型枠6、6の両側の縁部は、図示せぬボルトによって側型枠3A、3Bの型枠板32にそれぞれボルト固定されている。
【0034】
次に、上記した構成からなる型枠装置1の使用方法について説明する。
【0035】
まず、上記した型枠装置1の内側に図示せぬ鉄筋を配筋し、その後、型枠装置1の内側にコンクリートを打設する。このとき、図4(a)に示すように、一方の側型枠3Aの下縁部は、図示せぬノックピン及びクランプによって底型枠2にノンボルト固定されていると共に、一方の側型枠3Aの両側部は、上記した小口型枠6の側縁部にボルト固定されている。
【0036】
次に、上記した型枠装置1内のコンクリートが硬化した後、一対の側型枠3A、3Bの上端部の間に架け渡された複数の連結部材7を取り外す。また、底型枠2と小口型枠6の下縁部とを連結する図示せぬボルト、及び、側型枠3A、3Bと小口型枠6の側縁部とを連結する図示せぬボルトをそれぞれ取り外し、一対の小口型枠6、6を底型枠2上からそれぞれ取り外す。
【0037】
次に、図4(b)に示すように、脱型機構5によって一方の側型枠3Aを型枠外方側に移動させる。詳しく説明すると、まず、一方の側型枠3Aの下縁部と底型枠2とを固定する図示せぬノックピン及びクランプを取り外す。これにより、一方の側型枠3Aが底型枠2上から離脱可能となる。続いて、第二シリンダー52のピストン54をシリンダー本体53の内方側に移動させ、第二シリンダー52を収縮駆動させる。これにより、一対のリンク50、51と一方の側型枠3Aと回転体41とによって形成された平行リンク機構が駆動し、一対のリンク50、51が後方側の連結部の中心軸回りに上向きにそれぞれ回転すると共に側型枠3Aが後方側に向かって斜め上方に平行移動する。その結果、一方の側型枠3Aがプレキャストコンクリート体の側面から離間する。次に、プレキャストコンクリート体をクレーン等の図示せぬ揚重機で揚重してプレキャストコンクリート体を型枠装置1内から取り出す。これにより、揚重機等で側型枠3Aを揚重することなく、側型枠3Aがプレキャストコンクリート体から脱型される。
【0038】
次に、図4(c)に示すように、回転機構4によって一方の側型枠3Aを回転させてその側型枠3Aを傾倒させる。詳しく説明すると、第一シリンダー42のピストン48をシリンダー本体47の内方側に移動させ、第一シリンダー42を収縮駆動させる。これにより、一対のプレート部材45、45の頭部45a、45aの後方側の端部が引き下げられて当該一対のプレート部材45、45(回転体41)が回転軸O回りに回転すると共に、その回転体41に一対のリンク50、51を介して連結された一方の側型枠3Aが回転軸O回りに回転して当該側型枠3Aが斜めに傾いた状態で保持される。
【0039】
次に、型枠装置1の型枠面、つまり、底型枠2及び側型枠3A、3Bの各型枠面20、30をそれぞれ清掃すると共に、上述したように取り外された小口型枠6、6の型枠面60を清掃する。このとき、一方の側型枠3Aが上述したように傾いた状態で保持されているので、清掃時の作業姿勢が清掃し易い姿勢となり、側型枠3Aの型枠面30の下部分が清掃しやすい。また、上述したように回転機構4の回転軸Oが底型枠2の型枠面20よりも上方に配設されているので、一方の側型枠3Aが回転軸O回りに回転して傾倒したときに当該側型枠3Aの下部が型枠内方側に向けて上方に回動する。よって、その側型枠3Aの下部が底型枠2の型枠面20よりも高い位置に配置され、側型枠3Aの型枠面30の下部分が特に清掃しやすい。また、上述したように回転機構4の回転軸Oが底型枠2の型枠面20よりも上方に配設されているので、回転機構4の前後方向の寸法Lが小さく抑えられ、また、一方の側型枠3Aが傾倒したときに当該側型枠3Aの下部が型枠内方側に入り込んだ状態となり、側型枠3Aの上部の型枠外方側への張り出し量が抑えられる。
【0040】
次に、上記した回転機構4によって一方の側型枠3Aを回転前の元の角度に戻すと共に脱型機構5によって一方の側型枠3Aを移動前の元の位置に戻し、さらに、取り外した小口型枠6、6を再び取り付け、型枠装置1を組み立てる。
詳しく説明すると、まず、図4(b)に示すように、第一シリンダー42のピストン48をシリンダー本体47の外方側に移動させ、第一シリンダー42を伸張駆動させる。これにより、一対のプレート部材45、45の頭部45a、45aの後方側の端部が押し上げられて当該一対のプレート部材45、45(回転体41)が回転軸O回りに回転すると共に、その回転体41に一対のリンク50、51を介して連結された一方の側型枠3Aが回転軸O回りに回転する。そして、この側型枠3Aの回転位置が回転位置決め機構49によって位置決めされて、一方の側型枠3Aが鉛直状態で保持される。すなわち、側型枠3Aが鉛直状態となったところで、回転体41に付設されたストッパー部49bが、支持柱40に固定されたストッパー当接部49aの先端に当接する。これにより、回転体41の回転が規制され、回転体41(側型枠3A)の回転位置が位置決めされる。
【0041】
続いて、図4(a)に示すように、第二シリンダー52のピストン54をシリンダー本体53の外方側に移動させ、第二シリンダー52を伸張駆動させる。これにより、一対のリンク50、51と一方の側型枠3Aと回転体41とによって形成された平行リンク機構が駆動し、一対のリンク50、51が後方側の連結部の中心軸回りに下向きにそれぞれ回転すると共に側型枠3Aが前方側に向かって斜め下方に平行移動する。その結果、一方の側型枠3Aの下縁部が底型枠2の上面に当接して側型枠3Aが底型枠2上の所定位置に配置される。そして、図示せぬノックピン及びクランプによって一方の側型枠3Aの下縁部を底型枠2にノンボルト固定する。
【0042】
次に、図1〜図3に示すように、一対の側型枠3A、3Bの両端部の間に小口型枠6をそれぞれ配置し、小口型枠6の下縁部を図示せぬノックピン及びボルトによって底型枠2にボルト固定すると共に、小口型枠6の両側の縁部を図示せぬボルトによって側型枠3A、3Bの型枠板32にそれぞれボルト固定する。また、両側の側型枠3A、3Bの上端部の間に複数の連結部材7を架け渡して当該連結部材7の両端部を側型枠3A、3Bの上縁部にそれぞれボルト固定する。
以上により、型枠装置1が元の状態に組み立てられ、この型枠装置1によってプレキャストコンクリート体を再び成型することが可能である。
【0043】
上記した型枠装置1によれば、回転機構4によって側型枠3Aを傾倒させることで、側型枠3Aの清掃時における作業姿勢を改善することができ、清掃作業の作業能率を向上させることができる。
特に、上記した型枠装置1では、傾斜した状態の側型枠3Aの下部が底型枠2の型枠面20よりも高い位置に配置されるので、側型枠3Aの型枠面30の下部分が清掃しやすく、清掃作業の作業能率を顕著に向上させることができる。
【0044】
また、上記した型枠装置1によれば、プレキャストコンクリート体から脱型された側型枠3Aを平置きすることなく立て置き状態で保持することができるので、側型枠3Aを仮置きするスペースが不要であり、プレキャストコンクリート体の製作ヤードの省スペース化を図ることができる。
特に、側型枠3Aが傾倒したときに当該側型枠3Aの下部が型枠内方側に入り込んだ状態となり、側型枠3Aの上部の型枠外方側への張り出し量が抑えられるので、プレキャストコンクリート体の製作ヤードをより省スペース化することができる。
【0045】
また、上記した型枠装置1によれば、回転機構4の回転軸Oが底型枠2の型枠面20よりも上方に配設されているので、回転機構4の前後方向の寸法Lが小さく抑えられるので、型枠装置1の小型化を図ることができる。
【0046】
また、上記した型枠装置1によれば、揚重機等で側型枠3Aを揚重することなく、一方の側型枠3Aがプレキャストコンクリート体から脱型されるので、側型枠3Aの脱型作業を簡単に行うことができ、脱型作業の作業能率を向上させることができる。
また、側型枠3Aの脱型時に揚重機を使用しないため、揚重機の稼動負荷を軽減することができ、プレキャストコンクリート体の製作コストの低減を図ることができる。
また、上記した型枠装置1では、一対の側型枠3A、3Bのうちの一方の側型枠3Aに回転機構4及び脱型機構5が設けられ、他方の側型枠3Bが底型枠2に対してボルト固定されており、回転機構4や脱型機構5の数量が少なくてコストが抑えられており、しかも、一方の側型枠3Aをプレキャストコンクリート体から離間させることで、他方の側型枠3Bは底型枠2に固定させたままで、プレキャストコンクリート体を型枠装置1から取り出すことが可能であるので、脱型作業を容易に行うことができる。
【0047】
また、上記した型枠装置1によれば、回転機構4及び脱型機構5によって一方の側型枠3Aを所定の位置に配設することができ、また、この側型枠3Aがボルトを用いることなく底型枠2に固定されるので、側型枠3Aの組立作業を容易に行うことができる。
また、上記した実施の形態では、側型枠3A、3Bや小口型枠6、6の設置位置や寸法を変更することで、異なる大きさのプレキャストコンクリート体に転用することができるので、型枠コストの低減を図ることができる。
【0048】
[第2の実施の形態]
次に、本発明に係る型枠装置の第2の実施の形態について図5〜図8に基づいて説明する。
なお、上述した第1の実施の形態と同一の構成及び作用効果については説明を省略する。
【0049】
図5〜図7に示す型枠装置101は、長尺のプレキャストコンクリート体を製造するための型枠装置であり、具体的には、プレキャストコンクリート梁を成型するための梁用の型枠装置である。この型枠装置101の概略構成としては、水平に配設されたベース108と、プレキャストコンクリート体の底面を成型する底型枠102と、プレキャストコンクリート体の側面(長手方向に延在する側面)を成型する一対の側型枠103A、103Bと、プレキャストコンクリート体の端面(短手方向に延在する側面)を成型する一対の小口型枠106、106と、一方の側型枠103Aを回転させてその側型枠3Aをプレキャストコンクリート体の側面から離間させる回転機構104と、を備えている。
【0050】
ベース108は、鉄骨材180からなる鋼製基台である。詳しく説明すると、ベース108には、短手方向に延設する複数の鉄骨材180が備えられている。この鉄骨材180としては、例えばH形鋼の端面にエンドプレートが溶接された山留鋼材が用いられる。これら複数の鉄骨材180が長手方向に間隔をあけて並設されており、これら複数の鉄骨材180の端部同士が長手方向に延在する溝形鋼等の連結部材181を介して連結されている。また、鉄骨材180の両側の端面には、レベル調整機構182がそれぞれ配設されている。
【0051】
底型枠102は、ベース108上に載置された型枠である。詳しく説明すると、底型枠102には、上記した複数の鉄骨材180上に配設されたかさ上げ部材123と、かさ上げ部材121上に配設された床下地121と、床下地121の上面に敷設された型枠板122と、を備えている。かさ上げ部材123は、鉄骨材180に直交する方向(長手方向)に延設された複数の角材124からなり、これら複数の角材124は、複数の鉄骨材180の上に架け渡されていると共に短手方向に間隔をあけて並設されている。床下地121は、例えば合板等からなる平板状の板材であり、複数の角材124の上に敷設されている。型枠板122は、上面が型枠面120となった平板状の板材であり、例えば金属製の板材からなる。
【0052】
側型枠103A、103Bは、底型枠102の型枠板122上に垂直に立設された平盤状の壁材である。詳しく説明すると、側型枠103A、103Bは、格子状に組まれた枠体131に平板状の型枠板132が張設された構成からなる。上記した枠体131は、例えば山形鋼等の複数の鋼材からなる金属製の枠体である。また、上記した型枠板132は、例えば合板等からなる木製の板材である。なお、この型枠板132の表面(枠体131側の反対側の面)が、プレキャストコンクリート体の側面を成型する型枠面130となる。
【0053】
また、一対の側型枠103A、103Bのうちの一方の側型枠103Aの下縁部は、図示せぬノックピン及びクランプによって底型枠102の型枠板122にノンボルト固定されており、他方の側型枠103Bの下縁部は、図示せぬノックピン及びボルトによって底型枠102の型枠板122にボルト固定されている。また、一対の側型枠103A、103Bの上縁部の間には略コ字状の連結部材107が架設されている。この連結部材107は長手方向に間隔をあけて複数平行に並設されている。
【0054】
また、一対の側型枠103A、103Bのうちの一方の側型枠103Aの側方には、回転機構104が設けられており、この側型枠103Aは、回転機構104によって回転可能になっている。この回転機構104は、側型枠103Aを支持すると共に側型枠103Aを回転させてその側型枠103Aを型枠外方側に向かって傾倒させる機構である。なお、回転機構104についての以下の説明において、回転機構104からみて側型枠103A側を「前方側」とし、その反対側を「後方側」とする。
【0055】
回転機構104の概略構成としては、ベース108上に固定された台座140と、台座140上に回転可能に取り付けられていると共に側型枠103Aに連結された回転体141と、側型枠103Aを回転体141の回転軸O回りに回転駆動させるシリンダー142と、を備えている。
【0056】
台座140は、鋼板等からなる平板状の板材であり、上記した鉄骨材180の端部の上面に配設されている。この台座140の上面の前方部分には、長手方向に間隔をあけて対向配置された一対の軸受け部143、143が立設されており、これら一対の軸受け部143、143の間には、長手方向に沿って水平に延在する軸部144が軸回転可能に架設されている。この軸部144は底型枠102の型枠面120よりも低い位置に配置されており、軸部144の中心軸線(回転軸O)は底型枠102の型枠面120よりも下方に位置している。また、台座140の上面の後方部分には、後方側に向けて突出したブラケット146が立設されている。
【0057】
回転体141は、短手方向に延びる鉛直面に沿って配置された平板状の板材であり、この回転体141の下端部には上記した軸部144が貫設されており、この軸部144の中心軸線(回転軸O)回りに回転可能となっている。また、回転体141の上端部は、上記した一方の側型枠103Aの枠体131の縦枠133に固定されており、一方の側型枠3Aは、回転体141を介して上記した軸部144の中心軸線(回転軸O)回りに回転可能に支持されている。
【0058】
シリンダー142は、例えば油圧シリンダーなどの公知のシリンダーからなり、その概略構成として、後方側から前方側に向かって斜め上方に延設されたシリンダー本体147と、シリンダー本体147の上端から斜め上方に突出していると共にシリンダー本体147に対して往復移動可能なピストン148と、を備えている。シリンダー本体147は、上記した回転体141の後方側に配設されており、シリンダー本体147の下端部は、ブラケット146の先端部(後端部)に回転可能に連結されている。ピストン148の上端部は、上記した一方の側型枠103Aの枠体131の縦枠133に固定されたガセットプレート134に回転可能に連結されている。
【0059】
また、上記した構成の回転機構104は、長手方向に間隔をあけて複数配設されており、隣り合う回転機構104の間には、側型枠103Aを回転可能に支持する回転支持部110が設けられている。回転支持部110は、上記した回転機構104におけるシリンダー142が省略された構成であり、上記した台座140及び回転体141を備えている。
【0060】
また、一対の側型枠103A、103Bのうちの他方の側型枠103Bの側方には、側型枠103Bの傾きを調整するための調整金具105が配設されている。この調整金具105は、例えばターンバックルからなり、後方側から前方側に向かって斜め上方に延設されている。調整金具105の下端部は、上記した底型枠102の床下地121上に立設されたガセットプレート125に回転可能に連結されており、調整金具105の上端部は、枠体131の縦枠133に回転可能に連結されている。
【0061】
一対の小口型枠106、106は、上記した一対の側型枠103A、103Bの両端部の間にそれぞれ配設されていると共に底型枠102の型枠板122上に垂直に立設された平盤状の壁材であり、例えば山形鋼等からなる枠体161に例えば合板等からなる平板状の型枠板162が張設された構成からなる。この型枠板162の表面(枠体161側の反対側の面)が、プレキャストコンクリート体の小口面を成型する型枠面160となる。小口型枠106の下縁部は、上記した底型枠102の型枠板122上に設置されたクランプ109によって底型枠102の型枠板122に固定されている。このクランプ109は、レバーを操作することで枠体161の下枠を上方から押さえ付ける機構である。また、小口型枠106の両側の縁部は、図示せぬボルトによって側型枠103A、103Bの枠体131の縦枠133にそれぞれボルト固定されている。
【0062】
次に、上記した構成からなる型枠装置101の使用方法について説明する。
【0063】
まず、上記した型枠装置101内に鉄筋を配筋した後、型枠装置101内にコンクリートを打設する。そして、コンクリートが硬化した後、上記した連結部材107を取り外すと共に、上記したクランプ109を解除して両側の小口型枠106、106を底型枠102上からそれぞれ取り外す。
【0064】
次に、図8に示すように、回転機構104によって一方の側型枠103Aを回転させてその側型枠103Aを傾倒させる。詳しく説明すると、まず、一方の側型枠103Aの下縁部と底型枠102とを固定する図示せぬノックピン及びクランプを取り外す。これにより、一方の側型枠103Aが底型枠102上から離脱可能となる。続いて、シリンダー142のピストン148をシリンダー本体147の内方側に移動させ、シリンダー142を収縮駆動させる。これにより、側型枠103Aが後方側に向かって回転軸O回りに回転し、側型枠103Aがプレキャストコンクリート体の側面から離間すると共に斜めに傾いた状態で保持される。次に、プレキャストコンクリート体をクレーン等の図示せぬ揚重機で揚重してプレキャストコンクリート体を型枠装置101内から取り出す。これにより、揚重機等で側型枠103Aを揚重することなく、側型枠103Aがプレキャストコンクリート体から脱型される。
【0065】
次に、型枠装置101の各型枠面120、130、160をそれぞれ清掃する。このとき、一方の側型枠103Aが上述したように傾いた状態で保持されているので、清掃時の作業姿勢が清掃し易い姿勢となり、側型枠103Aの型枠面130の下部分が清掃しやすい。
【0066】
次に、上記した回転機構104によって一方の側型枠103Aを回転前の元の角度(位置)に戻し、また、取り外した小口型枠106、106を再び取り付け、型枠装置101を組み立てる。詳しく説明すると、シリンダー142のピストン148をシリンダー本体47の外方側に移動させ、第一シリンダー42を伸張駆動させる。これにより、側型枠103Aが前方側に向かって回転軸O回りに回転する。そして、側型枠103Aの下端面が底型枠102の型枠板122上に載置され、側型枠3Aが鉛直状態に配置される。その後、図示せぬノックピン及びクランプによって側型枠103Aの下縁部を底型枠102にノンボルト固定する。次に、一対の側型枠103A、103Bの両端部の間に小口型枠106をそれぞれ配置し、その小口型枠106の下縁部をクランプ109によって底型枠102に固定すると共に、小口型枠106の両側の縁部を図示せぬボルトによって側型枠103A、103Bの枠体131の縦枠133にそれぞれボルト固定する。また、両側の側型枠103A、103Bの上端部の間に複数の連結部材107を架け渡して当該連結部材107の両端部を側型枠103A、103Bの上縁部にそれぞれボルト固定する。
以上により、型枠装置101が元の状態に組み立てられ、この型枠装置101によってプレキャストコンクリート体を再び成型することが可能である。
【0067】
上記した型枠装置101によれば、回転機構104によって側型枠103Aを型枠外方側に傾倒させたときに当該側型枠103Aの下部が型枠内方側に入り込まないので、回転機構104によって側型枠103Aを型枠外方側に傾倒させることで、プレキャストコンクリート体から側型枠103Aを離間させることができると共にその側型枠103Aを傾倒させることができる。このように、側型枠103Aの脱型と傾倒が回転機構104による一度の動作で行われるので、作業能率を向上させることができる。
【0068】
以上、本発明に係る型枠装置の実施の形態について説明したが、本発明は上記した実施の形態に限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である。
例えば、上記した第1、第2の実施の形態では、一方の側型枠3A(103A)が回転機構4(104A)によって回転可能となっており、他方の側型枠3B(103B)が底型枠2(102)に対してボルト固定されているが、本発明は、一対の側型枠3A、3B(103A、103B)の両方に回転機構4(104)を設置し、両方の側型枠3A、3B(103A、103B)が回転機構4(104)によって回転可能となっていてもよい。
【0069】
また、上記した第1、第2の実施の形態では、一方の側型枠3A(103A)と底型枠2(102)がノックピンとクランプで固定され、他方の側型枠3B(103B)と底型枠2(102)がノックピンとボルトで固定されているが、本発明は、側型枠3A、3B(103A、103B)と底型枠2(102)の固定手段は適宜変更可能である。例えば、一方の側型枠3A(103A)と底型枠2(102)がノックピン及びクランプの何れか一方だけで固定されていてもよく、或いは、他方の側型枠3B(103B)と底型枠2(102)が溶接されていてもよい。
【0070】
また、上記した第1の実施の形態では、支持柱40と回転体41と第一シリンダー42を備える回転機構4が設けられており、また、第2の実施の形態では、台座140と回転体141とシリンダー142を備える回転機構104が設けられているが、本発明は、回転機構の構成は適宜変更可能である。例えば、シリンダーを用いることなくモータとギアを用いた回転機構であってもよい。
また、上記した第1の実施の形態では、一対のリンク50、51と第二シリンダー52を備える脱型機構5が設けられているが、本発明は、脱型機構の構成は適宜変更可能である。例えば、一対のリンク50、51を用いることなくガイドレールを用いた脱型機構であってもよく、或いは、シリンダーを用いることなくモータとギアを用いた脱型機構であってもよい。
【0071】
また、上記した第1の実施の形態における型枠装置1は柱用の型枠装置であり、第2の実施の形態における型枠装置101は梁用の型枠装置であるが、本発明は、第1の実施の形態における型枠装置1を使用してプレキャストコンクリート梁を製造することも可能であり、また、第2の実施の形態における型枠装置101を使用してプレキャストコンクリート柱を製造することも可能である。さらに、本発明は、プレキャストコンクリート柱やプレキャストコンクリート梁以外のプレキャストコンクリート体を製造することも可能である。
【0072】
また、上記した第1の実施の形態では、脱型機構5によって側型枠3Aが型枠外方側に向かって斜め上方に平行移動することで側型枠3Aがプレキャストコンクリート体から脱型される構成となっているが、本発明における脱型機構は、側型枠を斜めに平行移動させるスライド機構に限定されず、例えば、側型枠を型枠外方側に向かって水平移動させる脱型機構であってもよい。
【0073】
その他、本発明の主旨を逸脱しない範囲で、上記した実施の形態における構成要素を周知の構成要素に置き換えることは適宜可能であり、また、上記した変形例を適宜組み合わせてもよい。
【符号の説明】
【0074】
1、101 型枠装置
2、102 底型枠
3A、103A 側型枠
3B、103B 側型枠
4、104 回転機構
5 脱型機構
20、120 型枠面
30、130 型枠面
O 回転軸
【技術分野】
【0001】
本発明は、プレキャストコンクリート体を製造するための型枠装置に関する。
【背景技術】
【0002】
従来、プレキャストコンクリート柱やプレキャストコンクリート梁を製造するための型枠として、例えば特許文献1に記載されているような、平板状の底型枠と、その底型枠の上にそれぞれ立設されていると共に互いに対向して配置された一対の側型枠と、を備えた鋼製型枠が一般に使用されている。上記した底型枠の側縁部と側型枠の下縁部には互いに孔合わせされたボルト孔がそれぞれ形成されており、これらのボルト孔にボルトが挿通されて締結されることで上記した底型枠と一対の側型枠とが固定されている。
【0003】
上記した鋼製型枠を用いたプレキャストコンクリート体の製造工程としては、まず、上記した鋼製型枠の内側に鉄筋を配筋した後、鋼製型枠の内側にコンクリートを打設する。次に、コンクリートの硬化後に、底型枠の側縁部と側型枠の下縁部とを締結するボルトを取り外して側型枠をプレキャストコンクリート体から脱型する。次に、上記した底型枠上からプレキャストコンクリート体を養生ヤード等に移動させた後、上記した底型枠や側型枠の型枠面等に付着したコンクリートノロをケレンするなどして型枠を清掃する。そして、底型枠及び側型枠の清掃が完了した後、側型枠を底型枠上に垂直に立ててその側型枠の下縁部を底型枠の側縁部にボルトで締結して鋼製型枠を組み立てる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−284883号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記した従来の技術では、脱型後の側型枠を清掃する際、側型枠を平置き(水平配置)すると、側型枠が占有する面積が大きくなって広いスペースが必要になる。一方、側型枠を立て置きすると、型枠面の清掃時に作業し難い姿勢となり、清掃作業の作業能率が悪くなるという問題がある。特に、側型枠の下側部分が清掃し難く、清掃作業が煩雑になる。
【0006】
本発明は、上記した従来の問題が考慮されたものであり、側型枠の清掃時における作業姿勢を改善して作業能率を向上させることができると共に、プレキャストコンクリート体の製作ヤードの省スペース化を図ることができる型枠装置を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明に係る型枠装置は、プレキャストコンクリート体の底面を成型する底型枠と、該底型枠の上に立設されて前記プレキャストコンクリート体の側面を成型する側型枠と、を備えたプレキャストコンクリート体の型枠装置であって、前記側型枠を支持すると共に該側型枠を回転させて型枠外方側に向かって傾倒させる回転機構が備えられていることを特徴としている。
【0008】
このような特徴により、回転機構によって側型枠を回転させて側型枠を傾倒させた後、側型枠の型枠面を清掃する。これにより、側型枠を清掃する際、側型枠が傾いた状態で保持されるので、清掃時の作業姿勢が清掃し易い姿勢となり、特に、側型枠の型枠面の下部分が清掃しやすくなる。
【0009】
ところで、上記した従来の技術では、側型枠が相当な重量を有する鋼製部材である。このため、側型枠を脱型する際、揚重機等の機械を用いて側型枠を吊り上げる必要があり、側型枠の脱型作業が煩雑で作業能率が悪いという問題がある。また、側型枠の脱型時に揚重機を使用するため、揚重機の稼動負荷が大きくてコストが嵩むという問題がある。さらに、側型枠を底型枠上に組み立てる際、側型枠の下縁部を底型枠の側縁部にボルトで締結するため、型枠組立作業が煩雑で作業能率が悪いという問題がある。
【0010】
そこで、本発明に係る型枠装置は、前記側型枠を型枠外方側に移動させて該側型枠を前記プレキャストコンクリート体の側面から離間させる脱型機構が備えられ、前記回転機構の回転軸が前記底型枠の型枠面よりも上方に配設されていることが好ましい。
【0011】
このような構成により、プレキャストコンクリート体のコンクリートが硬化した後、まず、脱型機構によって側型枠を型枠外方側に移動させ、プレキャストコンクリート体から側型枠を離間させ、その後、プレキャストコンクリート体を型枠装置から取り出す。これにより、揚重機等で側型枠を揚重することなく、側型枠がプレキャストコンクリート体から脱型される。
続いて、回転機構によって側型枠を回転させて側型枠を傾倒させ、その側型枠の型枠面を清掃する。このとき、回転機構の回転軸が底型枠の型枠面よりも上方に配設されているので、側型枠が傾倒したときに当該側型枠の下部が型枠内方側に向けて上方に回動する。これにより、側型枠の下部が底型枠の型枠面よりも高い位置に配置され、側型枠の型枠面の下部分が清掃しやすくなる。また、回転機構の回転軸が底型枠の型枠面よりも上方に配設されているので、回転機構の寸法(側型枠の型枠面に対する垂直方向の寸法)が小さく抑えられ、また、側型枠が傾倒したときに当該側型枠の下部が型枠内方側に入り込んだ状態となり、側型枠の上部の型枠外方側への張り出し量が抑えられる。
次に、上記した回転機構によって側型枠を回転前の元の角度に戻すと共に脱型機構によって側型枠を移動前の元の位置に戻す。これにより、側型枠が所定の組立位置に配置されると共に保持され、ボルト等を用いることなく側型枠が底型枠に組み付けられる。
【0012】
また、本発明に係る型枠装置は、前記回転機構の回転軸が前記底型枠の型枠面よりも下方に配設されている構成であってもよい。
【0013】
これにより、側型枠が型枠外方側に傾倒したときに当該側型枠の下部が型枠内方側に入り込まない。したがって、プレキャストコンクリート体のコンクリートが硬化した後、回転機構によって側型枠を回転させて側型枠を型枠外方側に傾倒させ、プレキャストコンクリート体から側型枠を離間させる。その後、プレキャストコンクリート体を型枠装置から取り出す。以上により、揚重機や上記した脱型機構等を用いることなく、側型枠がプレキャストコンクリート体から脱型される。続いて、側型枠を傾倒させた状態で側型枠の型枠面を清掃する。次に、上記した回転機構によって側型枠を回転前の姿勢に戻すことにより、側型枠が所定の組立位置に配置されると共に保持され、ボルト締め等を行わずに側型枠が底型枠に組み付けられる。
【0014】
また、本発明に係る型枠装置は、前記底型枠の両側に、互いに対向する一対の側型枠がそれぞれ配設されており、該一対の側型枠のうちの一方が前記回転機構によって回転可能となっており、他方が前記底型枠に対して固定されていることが好ましい。
これにより、両側の側型枠に回転機構がそれぞれ設けられている構成に比べて、回転機構の数量が抑えられる。また、当該型枠装置をプレキャストコンクリート体から脱型させる際には、回転機構が設けられた一方の側型枠をプレキャストコンクリート体から離間させることで、他方の側型枠は底型枠に固定させたままで、プレキャストコンクリート体を型枠装置から取り出すことが可能である。
【発明の効果】
【0015】
本発明に係る型枠装置によれば、側型枠が傾いた状態で当該側型枠の型枠面が清掃されるので、側型枠の清掃時における作業姿勢を改善することができ、清掃作業の作業能率を向上させることができる。また、プレキャストコンクリート体から脱型された側型枠を平置きすることなく立て置き状態で保持することができるので、プレキャストコンクリート体の製作ヤードの省スペース化を図ることができる。
【図面の簡単な説明】
【0016】
【図1】本発明の第1の実施の形態を説明するための型枠装置の平面図である。
【図2】本発明の第1の実施の形態を説明するための型枠装置の長手方向の側面図である。
【図3】本発明の第1の実施の形態を説明するための型枠装置の短手方向の側面図である。
【図4】本発明の第1の実施の形態を説明するための型枠装置の部分断面図である。
【図5】本発明の第2の実施の形態を説明するための型枠装置の平面図である。
【図6】本発明の第2の実施の形態を説明するための型枠装置の長手方向の側面図である。
【図7】本発明の第2の実施の形態を説明するための型枠装置の短手方向の側面図である。
【図8】本発明の第2の実施の形態を説明するための型枠装置の部分断面図である。
【発明を実施するための形態】
【0017】
以下、本発明に係る型枠装置の実施の形態について、図面に基いて説明する。
【0018】
[第1の実施の形態]
まず、本発明に係る型枠装置の第1の実施の形態について図1〜図4に基づいて説明する。
なお、図1に示すX方向は、プレキャストコンクリート体の長さ方向を示しており、以下「長手方向」と記す。また、図1に示すY方向は、プレキャストコンクリート体の幅方向を示しており、以下「短手方向」と記す。また、図2に示すZ方向は、プレキャストコンクリート体の高さ方向を示しており、以下、単に「高さ方向」と記す。
【0019】
図1〜図3に示す型枠装置1は、角柱形状のプレキャストコンクリート体を製造するための型枠装置であり、具体的には、プレキャストコンクリート柱を成型するための柱用の型枠装置である。この型枠装置1の概略構成としては、プレキャストコンクリート体の底面を成型する底型枠2と、プレキャストコンクリート体の側面(長手方向に延在する側面)を成型する一対の側型枠3A、3Bと、プレキャストコンクリート体の端面(短手方向に延在する側面)を成型する一対の小口型枠6、6と、一方の側型枠3Aを回転させる回転機構4と、一方の側型枠3Aを型枠外方側(型枠背面側)に移動させてその側型枠3Aをプレキャストコンクリート体の側面から離間させる脱型機構5と、を備えている。
【0020】
底型枠2は、水平に配設された平盤状のベースであり、水平な型枠面20を有する鋼製型枠である。詳しく説明すると、底型枠2は、格子状に組まれた床下地21の上に平板状の型枠板22が敷設された構成からなる。上記した床下地21は、例えば溝形鋼等の複数の鋼材からなる金属製下地である。また、上記した型枠板22は、例えば鋼板等からなる金属製の板材である。なお、この型枠板22の上面が、プレキャストコンクリート体の底面を成型する型枠面20となる。また、この底型枠2は、平面視矩形状に形成されており、プレキャストコンクリート体の底面よりも一回り大きくなっている。
【0021】
側型枠3A、3Bは、底型枠2の上に垂直に立設された平盤状の壁材であり、鉛直な型枠面30を有する鋼製型枠である。詳しく説明すると、側型枠3A、3Bは、格子状に組まれた枠体31に平板状の型枠板32が張設された構成からなる。上記した枠体31は、例えば平鋼等の複数の鋼材からなる金属製の枠体である。また、上記した型枠板32は、例えば鋼板等からなる金属製の板材である。なお、この型枠板32の表面(枠体31側の反対側の面)が、プレキャストコンクリート体の側面を成型する型枠面30となる。
【0022】
また、側型枠3A、3Bは、底型枠2上に平行に一対配設されており、これら一対の側型枠3A、3Bは短手方向に間隔をあけて長手方向に延設されており、一対の側型枠3A、3Bの各型枠面30、30同士が対向配置されている。一対の側型枠3A、3Bのうちの一方の側型枠3Aの下縁部は、図示せぬノックピン及びクランプによって底型枠2にノンボルト固定されており、他方の側型枠3Bの下縁部は、図示せぬノックピン及びボルトによって底型枠2にボルト固定されている。また、一対の側型枠3A、3Bの上縁部の間には、短手方向に延在する連結部材7が複数架設されている。この連結部材7は例えば溝形鋼などからなり、長手方向に間隔をあけて複数平行に並設されている。連結部材7の一端は一方の側型枠3Aの上縁部に固定され、連結部材7の他端は他方の側型枠3Bの上縁部に固定されており、一対の側型枠3A、3Bは複数の連結部材7を介して連結されている。
【0023】
また、一対の側型枠3A、3Bのうちの一方の側型枠3Aの側方には、回転機構4及び脱型機構5がそれぞれ設けられており、一方の側型枠3Aは、回転機構4によって回転可能であると共に脱型機構5によって図示せぬプレキャストコンクリート体から脱型可能になっている。上記した回転機構4及び脱型機構5は互いに組み合わされて1つの脱型回転機構を構成しており、回転機構4は脱型機構5ごと側型枠3Aを回転させる機構である。また、この脱型回転機構(回転機構4及び脱型機構5)は、長手方向に間隔をあけて複数並設されている。なお、後述する回転機構4及び脱型機構5についての以下の説明において、回転機構4からみて側型枠3A側を「前方側」とし、その反対側を「後方側」とする。
【0024】
回転機構4は、一方の側型枠3Aを支持すると共に側型枠3Aを回転させてその側型枠3Aを型枠外方側(型枠面30側の反対側)に向かって傾倒させる機構であり、この回転機構4によって側型枠3Aが短手方向に延びる鉛直面(側型枠3Aの型枠面30に対して垂直な鉛直面)に沿って回転する。この回転機構4の概略構成としては、底型枠2上に立設された支持柱40と、支持柱40に回転可能に取り付けられた回転体41と、回転体41を回転駆動させる第一シリンダー42と、を備えている。
【0025】
支持柱40は、上記した回転体41を介して一方の側型枠3Aを脱型機構5ごと支持する支持部であり、一方の側型枠3Aの後方側に配設されている。この支持柱40の上端部には、長手方向に間隔をあけて対向配置された一対の軸受け部43、43が立設されており、これら一対の軸受け部43、43の間には、型枠面30に対して平行して水平に延在する軸部44が軸回転可能に架設されている。また、支持柱40の高さ方向の中間部分には、前方側に向けて突出したストッパー当接部49aが設けられている。
【0026】
回転体41は、長手方向に間隔をあけて対向配置されていると共に連結材46を介して連結された一対のプレート部材45、45からなる。これら一対のプレート部材45、45は同一形状に形成されており、具体的には、略逆三角形状の頭部45aから長方形状の脚部45bが垂下された形状を成している。一対のプレート部材45、45の頭部45a、45aには上記した軸部44がそれぞれ貫設されており、この軸部44の中心軸線(回転軸O)回りに一対のプレート部材45、45が回転可能となっている。また、回転体41(一対のプレート部材45、45)には、後述する一対のリンク50、51を介して上記した一方の側型枠3Aが保持されており、一方の側型枠3Aは、底型枠2の型枠面20よりも上方に配設された軸部44の中心軸線(回転軸O)回りに回転可能となっている。
【0027】
また、上記したプレート部材45の脚部45bには、上記したストッパー当接部49aの先端(前方側の端部)に対して前方側から当接して係止されたストッパー部49bが設けられている。これらストッパー当接部49a及びストッパー部49bによって、回転体41の回転軸O回りの回転動作を規制して回転体41の回転位置を位置決めする回転位置決め機構49が形成されており、この回転位置決め機構49によって側型枠3Aが鉛直姿勢に保持されている。
【0028】
第一シリンダー42は、例えば油圧シリンダーなどの公知のシリンダーからなり、その概略構成として、鉛直姿勢で固定されたシリンダー本体47と、シリンダー本体47の上端から上向きに突出していると共にシリンダー本体47に対して往復移動可能なピストン48と、を備えている。シリンダー本体47は、上記した支持柱40の後方側に配設されて当該支持柱40に固定されている。ピストン48の上端部は、上記した一対のプレート部材45、45の頭部45a、45aの後方側の角部分に対して回転可能に連結されている。
【0029】
脱型機構5は、一方の側型枠3Aを背面側に向かって斜め上方に平行移動させる機構である。この脱型機構5の概略構成としては、互いに等しい長さに形成されていると共に平行に配設されて上記した一方の側型枠3Aとプレート部材45(回転体41)の間にそれぞれ介装された一対のリンク50、51と、それら一対のリンク50、51、一方の側型枠3A及びプレート部材45(回転体41)によって形成された平行リンク機構を駆動させる第二シリンダー52と、を備えている。
【0030】
一対のリンク50、51は、それぞれ前後方向に延在されていると共に上下に間隔をあけて配設されている。これら一対のリンク50、51の前方側の端部は、側型枠3Aの裏面に設けられた縦リブ33に回転可能にそれぞれ連結されている。前記した縦リブ33は、上記した型枠板32の裏面に垂直に突設されていると共に側型枠3Aの高さ方向に延設された板部であり、上記した型枠板32及び枠体31に溶接されている。また、一対のリンク50、51のうちの上側のリンク50の後方側の端部は、上記したプレート部材45の頭部45aの上端部に回転可能に連結されており、また、下側のリンク51の後方側の端部は、上記したプレート部材45の脚部45bの下端部に回転可能に連結されている。
【0031】
第二シリンダー52は、例えば油圧シリンダーなどの公知のシリンダーからなり、その概略構成として、鉛直姿勢で固定されたシリンダー本体53と、シリンダー本体53の下端から下向きに突出していると共にシリンダー本体53に対して往復移動可能なピストン54と、を備えている。シリンダー本体53は、上記した側型枠3Aの型枠板32の裏側に配設されていると共に一対のプレート部材45、45の間に配設されており、このシリンダー本体53の上端部は、一対のプレート部材45、45の頭部45a、45aの前端部に回転可能に連結されている。ピストン54の下端部は、上記した側型枠3Aの下部の裏面に突設されたガセットプレート34に回転可能に連結されている。
【0032】
小口型枠6、6は、上記した一対の側型枠3A、3Bの両端部の間にそれぞれ配設されていると共に底型枠2上に垂直に立設された平盤状の壁材であり、鉛直な型枠面60を有する鋼製型枠である。詳しく説明すると、小口型枠6、6は、格子状に組まれた枠体61に平板状の型枠板62が張設された構成からなる。上記した枠体61は、例えば平鋼等の複数の鋼材からなる金属製の枠体である。また、上記した型枠板62は、例えば鋼板等からなる金属製の板材である。なお、この型枠板62の表面(枠体61側の反対側の面)が、プレキャストコンクリート体の小口面を成型する型枠面60となる。
【0033】
また、小口型枠6、6は、底型枠2上に平行に一対配設されており、これら一対の小口型枠6、6は長手方向に間隔をあけて短手方向に延設されており、一対の小口型枠6、6の各型枠面60、60同士が対向配置されている。また、これら小口型枠6、6の下縁部は、図示せぬノックピン及びボルトによって底型枠2にボルト固定されている。また、小口型枠6、6の両側の縁部は、図示せぬボルトによって側型枠3A、3Bの型枠板32にそれぞれボルト固定されている。
【0034】
次に、上記した構成からなる型枠装置1の使用方法について説明する。
【0035】
まず、上記した型枠装置1の内側に図示せぬ鉄筋を配筋し、その後、型枠装置1の内側にコンクリートを打設する。このとき、図4(a)に示すように、一方の側型枠3Aの下縁部は、図示せぬノックピン及びクランプによって底型枠2にノンボルト固定されていると共に、一方の側型枠3Aの両側部は、上記した小口型枠6の側縁部にボルト固定されている。
【0036】
次に、上記した型枠装置1内のコンクリートが硬化した後、一対の側型枠3A、3Bの上端部の間に架け渡された複数の連結部材7を取り外す。また、底型枠2と小口型枠6の下縁部とを連結する図示せぬボルト、及び、側型枠3A、3Bと小口型枠6の側縁部とを連結する図示せぬボルトをそれぞれ取り外し、一対の小口型枠6、6を底型枠2上からそれぞれ取り外す。
【0037】
次に、図4(b)に示すように、脱型機構5によって一方の側型枠3Aを型枠外方側に移動させる。詳しく説明すると、まず、一方の側型枠3Aの下縁部と底型枠2とを固定する図示せぬノックピン及びクランプを取り外す。これにより、一方の側型枠3Aが底型枠2上から離脱可能となる。続いて、第二シリンダー52のピストン54をシリンダー本体53の内方側に移動させ、第二シリンダー52を収縮駆動させる。これにより、一対のリンク50、51と一方の側型枠3Aと回転体41とによって形成された平行リンク機構が駆動し、一対のリンク50、51が後方側の連結部の中心軸回りに上向きにそれぞれ回転すると共に側型枠3Aが後方側に向かって斜め上方に平行移動する。その結果、一方の側型枠3Aがプレキャストコンクリート体の側面から離間する。次に、プレキャストコンクリート体をクレーン等の図示せぬ揚重機で揚重してプレキャストコンクリート体を型枠装置1内から取り出す。これにより、揚重機等で側型枠3Aを揚重することなく、側型枠3Aがプレキャストコンクリート体から脱型される。
【0038】
次に、図4(c)に示すように、回転機構4によって一方の側型枠3Aを回転させてその側型枠3Aを傾倒させる。詳しく説明すると、第一シリンダー42のピストン48をシリンダー本体47の内方側に移動させ、第一シリンダー42を収縮駆動させる。これにより、一対のプレート部材45、45の頭部45a、45aの後方側の端部が引き下げられて当該一対のプレート部材45、45(回転体41)が回転軸O回りに回転すると共に、その回転体41に一対のリンク50、51を介して連結された一方の側型枠3Aが回転軸O回りに回転して当該側型枠3Aが斜めに傾いた状態で保持される。
【0039】
次に、型枠装置1の型枠面、つまり、底型枠2及び側型枠3A、3Bの各型枠面20、30をそれぞれ清掃すると共に、上述したように取り外された小口型枠6、6の型枠面60を清掃する。このとき、一方の側型枠3Aが上述したように傾いた状態で保持されているので、清掃時の作業姿勢が清掃し易い姿勢となり、側型枠3Aの型枠面30の下部分が清掃しやすい。また、上述したように回転機構4の回転軸Oが底型枠2の型枠面20よりも上方に配設されているので、一方の側型枠3Aが回転軸O回りに回転して傾倒したときに当該側型枠3Aの下部が型枠内方側に向けて上方に回動する。よって、その側型枠3Aの下部が底型枠2の型枠面20よりも高い位置に配置され、側型枠3Aの型枠面30の下部分が特に清掃しやすい。また、上述したように回転機構4の回転軸Oが底型枠2の型枠面20よりも上方に配設されているので、回転機構4の前後方向の寸法Lが小さく抑えられ、また、一方の側型枠3Aが傾倒したときに当該側型枠3Aの下部が型枠内方側に入り込んだ状態となり、側型枠3Aの上部の型枠外方側への張り出し量が抑えられる。
【0040】
次に、上記した回転機構4によって一方の側型枠3Aを回転前の元の角度に戻すと共に脱型機構5によって一方の側型枠3Aを移動前の元の位置に戻し、さらに、取り外した小口型枠6、6を再び取り付け、型枠装置1を組み立てる。
詳しく説明すると、まず、図4(b)に示すように、第一シリンダー42のピストン48をシリンダー本体47の外方側に移動させ、第一シリンダー42を伸張駆動させる。これにより、一対のプレート部材45、45の頭部45a、45aの後方側の端部が押し上げられて当該一対のプレート部材45、45(回転体41)が回転軸O回りに回転すると共に、その回転体41に一対のリンク50、51を介して連結された一方の側型枠3Aが回転軸O回りに回転する。そして、この側型枠3Aの回転位置が回転位置決め機構49によって位置決めされて、一方の側型枠3Aが鉛直状態で保持される。すなわち、側型枠3Aが鉛直状態となったところで、回転体41に付設されたストッパー部49bが、支持柱40に固定されたストッパー当接部49aの先端に当接する。これにより、回転体41の回転が規制され、回転体41(側型枠3A)の回転位置が位置決めされる。
【0041】
続いて、図4(a)に示すように、第二シリンダー52のピストン54をシリンダー本体53の外方側に移動させ、第二シリンダー52を伸張駆動させる。これにより、一対のリンク50、51と一方の側型枠3Aと回転体41とによって形成された平行リンク機構が駆動し、一対のリンク50、51が後方側の連結部の中心軸回りに下向きにそれぞれ回転すると共に側型枠3Aが前方側に向かって斜め下方に平行移動する。その結果、一方の側型枠3Aの下縁部が底型枠2の上面に当接して側型枠3Aが底型枠2上の所定位置に配置される。そして、図示せぬノックピン及びクランプによって一方の側型枠3Aの下縁部を底型枠2にノンボルト固定する。
【0042】
次に、図1〜図3に示すように、一対の側型枠3A、3Bの両端部の間に小口型枠6をそれぞれ配置し、小口型枠6の下縁部を図示せぬノックピン及びボルトによって底型枠2にボルト固定すると共に、小口型枠6の両側の縁部を図示せぬボルトによって側型枠3A、3Bの型枠板32にそれぞれボルト固定する。また、両側の側型枠3A、3Bの上端部の間に複数の連結部材7を架け渡して当該連結部材7の両端部を側型枠3A、3Bの上縁部にそれぞれボルト固定する。
以上により、型枠装置1が元の状態に組み立てられ、この型枠装置1によってプレキャストコンクリート体を再び成型することが可能である。
【0043】
上記した型枠装置1によれば、回転機構4によって側型枠3Aを傾倒させることで、側型枠3Aの清掃時における作業姿勢を改善することができ、清掃作業の作業能率を向上させることができる。
特に、上記した型枠装置1では、傾斜した状態の側型枠3Aの下部が底型枠2の型枠面20よりも高い位置に配置されるので、側型枠3Aの型枠面30の下部分が清掃しやすく、清掃作業の作業能率を顕著に向上させることができる。
【0044】
また、上記した型枠装置1によれば、プレキャストコンクリート体から脱型された側型枠3Aを平置きすることなく立て置き状態で保持することができるので、側型枠3Aを仮置きするスペースが不要であり、プレキャストコンクリート体の製作ヤードの省スペース化を図ることができる。
特に、側型枠3Aが傾倒したときに当該側型枠3Aの下部が型枠内方側に入り込んだ状態となり、側型枠3Aの上部の型枠外方側への張り出し量が抑えられるので、プレキャストコンクリート体の製作ヤードをより省スペース化することができる。
【0045】
また、上記した型枠装置1によれば、回転機構4の回転軸Oが底型枠2の型枠面20よりも上方に配設されているので、回転機構4の前後方向の寸法Lが小さく抑えられるので、型枠装置1の小型化を図ることができる。
【0046】
また、上記した型枠装置1によれば、揚重機等で側型枠3Aを揚重することなく、一方の側型枠3Aがプレキャストコンクリート体から脱型されるので、側型枠3Aの脱型作業を簡単に行うことができ、脱型作業の作業能率を向上させることができる。
また、側型枠3Aの脱型時に揚重機を使用しないため、揚重機の稼動負荷を軽減することができ、プレキャストコンクリート体の製作コストの低減を図ることができる。
また、上記した型枠装置1では、一対の側型枠3A、3Bのうちの一方の側型枠3Aに回転機構4及び脱型機構5が設けられ、他方の側型枠3Bが底型枠2に対してボルト固定されており、回転機構4や脱型機構5の数量が少なくてコストが抑えられており、しかも、一方の側型枠3Aをプレキャストコンクリート体から離間させることで、他方の側型枠3Bは底型枠2に固定させたままで、プレキャストコンクリート体を型枠装置1から取り出すことが可能であるので、脱型作業を容易に行うことができる。
【0047】
また、上記した型枠装置1によれば、回転機構4及び脱型機構5によって一方の側型枠3Aを所定の位置に配設することができ、また、この側型枠3Aがボルトを用いることなく底型枠2に固定されるので、側型枠3Aの組立作業を容易に行うことができる。
また、上記した実施の形態では、側型枠3A、3Bや小口型枠6、6の設置位置や寸法を変更することで、異なる大きさのプレキャストコンクリート体に転用することができるので、型枠コストの低減を図ることができる。
【0048】
[第2の実施の形態]
次に、本発明に係る型枠装置の第2の実施の形態について図5〜図8に基づいて説明する。
なお、上述した第1の実施の形態と同一の構成及び作用効果については説明を省略する。
【0049】
図5〜図7に示す型枠装置101は、長尺のプレキャストコンクリート体を製造するための型枠装置であり、具体的には、プレキャストコンクリート梁を成型するための梁用の型枠装置である。この型枠装置101の概略構成としては、水平に配設されたベース108と、プレキャストコンクリート体の底面を成型する底型枠102と、プレキャストコンクリート体の側面(長手方向に延在する側面)を成型する一対の側型枠103A、103Bと、プレキャストコンクリート体の端面(短手方向に延在する側面)を成型する一対の小口型枠106、106と、一方の側型枠103Aを回転させてその側型枠3Aをプレキャストコンクリート体の側面から離間させる回転機構104と、を備えている。
【0050】
ベース108は、鉄骨材180からなる鋼製基台である。詳しく説明すると、ベース108には、短手方向に延設する複数の鉄骨材180が備えられている。この鉄骨材180としては、例えばH形鋼の端面にエンドプレートが溶接された山留鋼材が用いられる。これら複数の鉄骨材180が長手方向に間隔をあけて並設されており、これら複数の鉄骨材180の端部同士が長手方向に延在する溝形鋼等の連結部材181を介して連結されている。また、鉄骨材180の両側の端面には、レベル調整機構182がそれぞれ配設されている。
【0051】
底型枠102は、ベース108上に載置された型枠である。詳しく説明すると、底型枠102には、上記した複数の鉄骨材180上に配設されたかさ上げ部材123と、かさ上げ部材121上に配設された床下地121と、床下地121の上面に敷設された型枠板122と、を備えている。かさ上げ部材123は、鉄骨材180に直交する方向(長手方向)に延設された複数の角材124からなり、これら複数の角材124は、複数の鉄骨材180の上に架け渡されていると共に短手方向に間隔をあけて並設されている。床下地121は、例えば合板等からなる平板状の板材であり、複数の角材124の上に敷設されている。型枠板122は、上面が型枠面120となった平板状の板材であり、例えば金属製の板材からなる。
【0052】
側型枠103A、103Bは、底型枠102の型枠板122上に垂直に立設された平盤状の壁材である。詳しく説明すると、側型枠103A、103Bは、格子状に組まれた枠体131に平板状の型枠板132が張設された構成からなる。上記した枠体131は、例えば山形鋼等の複数の鋼材からなる金属製の枠体である。また、上記した型枠板132は、例えば合板等からなる木製の板材である。なお、この型枠板132の表面(枠体131側の反対側の面)が、プレキャストコンクリート体の側面を成型する型枠面130となる。
【0053】
また、一対の側型枠103A、103Bのうちの一方の側型枠103Aの下縁部は、図示せぬノックピン及びクランプによって底型枠102の型枠板122にノンボルト固定されており、他方の側型枠103Bの下縁部は、図示せぬノックピン及びボルトによって底型枠102の型枠板122にボルト固定されている。また、一対の側型枠103A、103Bの上縁部の間には略コ字状の連結部材107が架設されている。この連結部材107は長手方向に間隔をあけて複数平行に並設されている。
【0054】
また、一対の側型枠103A、103Bのうちの一方の側型枠103Aの側方には、回転機構104が設けられており、この側型枠103Aは、回転機構104によって回転可能になっている。この回転機構104は、側型枠103Aを支持すると共に側型枠103Aを回転させてその側型枠103Aを型枠外方側に向かって傾倒させる機構である。なお、回転機構104についての以下の説明において、回転機構104からみて側型枠103A側を「前方側」とし、その反対側を「後方側」とする。
【0055】
回転機構104の概略構成としては、ベース108上に固定された台座140と、台座140上に回転可能に取り付けられていると共に側型枠103Aに連結された回転体141と、側型枠103Aを回転体141の回転軸O回りに回転駆動させるシリンダー142と、を備えている。
【0056】
台座140は、鋼板等からなる平板状の板材であり、上記した鉄骨材180の端部の上面に配設されている。この台座140の上面の前方部分には、長手方向に間隔をあけて対向配置された一対の軸受け部143、143が立設されており、これら一対の軸受け部143、143の間には、長手方向に沿って水平に延在する軸部144が軸回転可能に架設されている。この軸部144は底型枠102の型枠面120よりも低い位置に配置されており、軸部144の中心軸線(回転軸O)は底型枠102の型枠面120よりも下方に位置している。また、台座140の上面の後方部分には、後方側に向けて突出したブラケット146が立設されている。
【0057】
回転体141は、短手方向に延びる鉛直面に沿って配置された平板状の板材であり、この回転体141の下端部には上記した軸部144が貫設されており、この軸部144の中心軸線(回転軸O)回りに回転可能となっている。また、回転体141の上端部は、上記した一方の側型枠103Aの枠体131の縦枠133に固定されており、一方の側型枠3Aは、回転体141を介して上記した軸部144の中心軸線(回転軸O)回りに回転可能に支持されている。
【0058】
シリンダー142は、例えば油圧シリンダーなどの公知のシリンダーからなり、その概略構成として、後方側から前方側に向かって斜め上方に延設されたシリンダー本体147と、シリンダー本体147の上端から斜め上方に突出していると共にシリンダー本体147に対して往復移動可能なピストン148と、を備えている。シリンダー本体147は、上記した回転体141の後方側に配設されており、シリンダー本体147の下端部は、ブラケット146の先端部(後端部)に回転可能に連結されている。ピストン148の上端部は、上記した一方の側型枠103Aの枠体131の縦枠133に固定されたガセットプレート134に回転可能に連結されている。
【0059】
また、上記した構成の回転機構104は、長手方向に間隔をあけて複数配設されており、隣り合う回転機構104の間には、側型枠103Aを回転可能に支持する回転支持部110が設けられている。回転支持部110は、上記した回転機構104におけるシリンダー142が省略された構成であり、上記した台座140及び回転体141を備えている。
【0060】
また、一対の側型枠103A、103Bのうちの他方の側型枠103Bの側方には、側型枠103Bの傾きを調整するための調整金具105が配設されている。この調整金具105は、例えばターンバックルからなり、後方側から前方側に向かって斜め上方に延設されている。調整金具105の下端部は、上記した底型枠102の床下地121上に立設されたガセットプレート125に回転可能に連結されており、調整金具105の上端部は、枠体131の縦枠133に回転可能に連結されている。
【0061】
一対の小口型枠106、106は、上記した一対の側型枠103A、103Bの両端部の間にそれぞれ配設されていると共に底型枠102の型枠板122上に垂直に立設された平盤状の壁材であり、例えば山形鋼等からなる枠体161に例えば合板等からなる平板状の型枠板162が張設された構成からなる。この型枠板162の表面(枠体161側の反対側の面)が、プレキャストコンクリート体の小口面を成型する型枠面160となる。小口型枠106の下縁部は、上記した底型枠102の型枠板122上に設置されたクランプ109によって底型枠102の型枠板122に固定されている。このクランプ109は、レバーを操作することで枠体161の下枠を上方から押さえ付ける機構である。また、小口型枠106の両側の縁部は、図示せぬボルトによって側型枠103A、103Bの枠体131の縦枠133にそれぞれボルト固定されている。
【0062】
次に、上記した構成からなる型枠装置101の使用方法について説明する。
【0063】
まず、上記した型枠装置101内に鉄筋を配筋した後、型枠装置101内にコンクリートを打設する。そして、コンクリートが硬化した後、上記した連結部材107を取り外すと共に、上記したクランプ109を解除して両側の小口型枠106、106を底型枠102上からそれぞれ取り外す。
【0064】
次に、図8に示すように、回転機構104によって一方の側型枠103Aを回転させてその側型枠103Aを傾倒させる。詳しく説明すると、まず、一方の側型枠103Aの下縁部と底型枠102とを固定する図示せぬノックピン及びクランプを取り外す。これにより、一方の側型枠103Aが底型枠102上から離脱可能となる。続いて、シリンダー142のピストン148をシリンダー本体147の内方側に移動させ、シリンダー142を収縮駆動させる。これにより、側型枠103Aが後方側に向かって回転軸O回りに回転し、側型枠103Aがプレキャストコンクリート体の側面から離間すると共に斜めに傾いた状態で保持される。次に、プレキャストコンクリート体をクレーン等の図示せぬ揚重機で揚重してプレキャストコンクリート体を型枠装置101内から取り出す。これにより、揚重機等で側型枠103Aを揚重することなく、側型枠103Aがプレキャストコンクリート体から脱型される。
【0065】
次に、型枠装置101の各型枠面120、130、160をそれぞれ清掃する。このとき、一方の側型枠103Aが上述したように傾いた状態で保持されているので、清掃時の作業姿勢が清掃し易い姿勢となり、側型枠103Aの型枠面130の下部分が清掃しやすい。
【0066】
次に、上記した回転機構104によって一方の側型枠103Aを回転前の元の角度(位置)に戻し、また、取り外した小口型枠106、106を再び取り付け、型枠装置101を組み立てる。詳しく説明すると、シリンダー142のピストン148をシリンダー本体47の外方側に移動させ、第一シリンダー42を伸張駆動させる。これにより、側型枠103Aが前方側に向かって回転軸O回りに回転する。そして、側型枠103Aの下端面が底型枠102の型枠板122上に載置され、側型枠3Aが鉛直状態に配置される。その後、図示せぬノックピン及びクランプによって側型枠103Aの下縁部を底型枠102にノンボルト固定する。次に、一対の側型枠103A、103Bの両端部の間に小口型枠106をそれぞれ配置し、その小口型枠106の下縁部をクランプ109によって底型枠102に固定すると共に、小口型枠106の両側の縁部を図示せぬボルトによって側型枠103A、103Bの枠体131の縦枠133にそれぞれボルト固定する。また、両側の側型枠103A、103Bの上端部の間に複数の連結部材107を架け渡して当該連結部材107の両端部を側型枠103A、103Bの上縁部にそれぞれボルト固定する。
以上により、型枠装置101が元の状態に組み立てられ、この型枠装置101によってプレキャストコンクリート体を再び成型することが可能である。
【0067】
上記した型枠装置101によれば、回転機構104によって側型枠103Aを型枠外方側に傾倒させたときに当該側型枠103Aの下部が型枠内方側に入り込まないので、回転機構104によって側型枠103Aを型枠外方側に傾倒させることで、プレキャストコンクリート体から側型枠103Aを離間させることができると共にその側型枠103Aを傾倒させることができる。このように、側型枠103Aの脱型と傾倒が回転機構104による一度の動作で行われるので、作業能率を向上させることができる。
【0068】
以上、本発明に係る型枠装置の実施の形態について説明したが、本発明は上記した実施の形態に限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である。
例えば、上記した第1、第2の実施の形態では、一方の側型枠3A(103A)が回転機構4(104A)によって回転可能となっており、他方の側型枠3B(103B)が底型枠2(102)に対してボルト固定されているが、本発明は、一対の側型枠3A、3B(103A、103B)の両方に回転機構4(104)を設置し、両方の側型枠3A、3B(103A、103B)が回転機構4(104)によって回転可能となっていてもよい。
【0069】
また、上記した第1、第2の実施の形態では、一方の側型枠3A(103A)と底型枠2(102)がノックピンとクランプで固定され、他方の側型枠3B(103B)と底型枠2(102)がノックピンとボルトで固定されているが、本発明は、側型枠3A、3B(103A、103B)と底型枠2(102)の固定手段は適宜変更可能である。例えば、一方の側型枠3A(103A)と底型枠2(102)がノックピン及びクランプの何れか一方だけで固定されていてもよく、或いは、他方の側型枠3B(103B)と底型枠2(102)が溶接されていてもよい。
【0070】
また、上記した第1の実施の形態では、支持柱40と回転体41と第一シリンダー42を備える回転機構4が設けられており、また、第2の実施の形態では、台座140と回転体141とシリンダー142を備える回転機構104が設けられているが、本発明は、回転機構の構成は適宜変更可能である。例えば、シリンダーを用いることなくモータとギアを用いた回転機構であってもよい。
また、上記した第1の実施の形態では、一対のリンク50、51と第二シリンダー52を備える脱型機構5が設けられているが、本発明は、脱型機構の構成は適宜変更可能である。例えば、一対のリンク50、51を用いることなくガイドレールを用いた脱型機構であってもよく、或いは、シリンダーを用いることなくモータとギアを用いた脱型機構であってもよい。
【0071】
また、上記した第1の実施の形態における型枠装置1は柱用の型枠装置であり、第2の実施の形態における型枠装置101は梁用の型枠装置であるが、本発明は、第1の実施の形態における型枠装置1を使用してプレキャストコンクリート梁を製造することも可能であり、また、第2の実施の形態における型枠装置101を使用してプレキャストコンクリート柱を製造することも可能である。さらに、本発明は、プレキャストコンクリート柱やプレキャストコンクリート梁以外のプレキャストコンクリート体を製造することも可能である。
【0072】
また、上記した第1の実施の形態では、脱型機構5によって側型枠3Aが型枠外方側に向かって斜め上方に平行移動することで側型枠3Aがプレキャストコンクリート体から脱型される構成となっているが、本発明における脱型機構は、側型枠を斜めに平行移動させるスライド機構に限定されず、例えば、側型枠を型枠外方側に向かって水平移動させる脱型機構であってもよい。
【0073】
その他、本発明の主旨を逸脱しない範囲で、上記した実施の形態における構成要素を周知の構成要素に置き換えることは適宜可能であり、また、上記した変形例を適宜組み合わせてもよい。
【符号の説明】
【0074】
1、101 型枠装置
2、102 底型枠
3A、103A 側型枠
3B、103B 側型枠
4、104 回転機構
5 脱型機構
20、120 型枠面
30、130 型枠面
O 回転軸
【特許請求の範囲】
【請求項1】
プレキャストコンクリート体の底面を成型する底型枠と、
該底型枠の上に立設されて前記プレキャストコンクリート体の側面を成型する側型枠と、
を備えたプレキャストコンクリート体の型枠装置であって、
前記側型枠を支持すると共に該側型枠を回転させて型枠外方側に向かって傾倒させる回転機構が備えられていることを特徴とする型枠装置。
【請求項2】
請求項1に記載の型枠装置であって、
前記側型枠を型枠外方側に移動させて該側型枠を前記プレキャストコンクリート体の側面から離間させる脱型機構が備えられ、
前記回転機構の回転軸が前記底型枠の型枠面よりも上方に配設されていることを特徴とする型枠装置。
【請求項3】
請求項1に記載の型枠装置であって、
前記回転機構の回転軸が前記底型枠の型枠面よりも下方に配設されていることを特徴とする型枠装置。
【請求項4】
請求項1から3の何れか一項に記載の型枠装置であって、
前記底型枠の両側には、互いに対向する一対の側型枠がそれぞれ配設されており、
該一対の側型枠のうちの一方が前記回転機構によって回転可能となっており、他方が前記底型枠に対して固定されていることを特徴とする型枠装置。
【請求項1】
プレキャストコンクリート体の底面を成型する底型枠と、
該底型枠の上に立設されて前記プレキャストコンクリート体の側面を成型する側型枠と、
を備えたプレキャストコンクリート体の型枠装置であって、
前記側型枠を支持すると共に該側型枠を回転させて型枠外方側に向かって傾倒させる回転機構が備えられていることを特徴とする型枠装置。
【請求項2】
請求項1に記載の型枠装置であって、
前記側型枠を型枠外方側に移動させて該側型枠を前記プレキャストコンクリート体の側面から離間させる脱型機構が備えられ、
前記回転機構の回転軸が前記底型枠の型枠面よりも上方に配設されていることを特徴とする型枠装置。
【請求項3】
請求項1に記載の型枠装置であって、
前記回転機構の回転軸が前記底型枠の型枠面よりも下方に配設されていることを特徴とする型枠装置。
【請求項4】
請求項1から3の何れか一項に記載の型枠装置であって、
前記底型枠の両側には、互いに対向する一対の側型枠がそれぞれ配設されており、
該一対の側型枠のうちの一方が前記回転機構によって回転可能となっており、他方が前記底型枠に対して固定されていることを特徴とする型枠装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−178023(P2011−178023A)
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願番号】特願2010−44264(P2010−44264)
【出願日】平成22年3月1日(2010.3.1)
【出願人】(000002299)清水建設株式会社 (2,433)
【Fターム(参考)】
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願日】平成22年3月1日(2010.3.1)
【出願人】(000002299)清水建設株式会社 (2,433)
【Fターム(参考)】
[ Back to top ]