
型締装置
【課題】リニアモータのコイルの温度の上昇による異常の発生を適切に防止することのできる型締装置の提供を目的とする。
【解決手段】三相交流型のリニアモータによって型開閉動作を行う型締装置であって、前記リニアモータの三相のそれぞれのコイルのうち、型送り時の加速度に最も寄与する相に係るコイルの温度を監視する温度監視手段を有することにより上記課題を解決する。
【解決手段】三相交流型のリニアモータによって型開閉動作を行う型締装置であって、前記リニアモータの三相のそれぞれのコイルのうち、型送り時の加速度に最も寄与する相に係るコイルの温度を監視する温度監視手段を有することにより上記課題を解決する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、型締装置に関し、特に、三相交流型のリニアモータによって型開閉動作を行う型締装置に関する。
【背景技術】
【0002】
従来、射出成形機においては、樹脂を射出装置の射出ノズルから射出して固定金型と可動金型との間のキャビティ空間に充填(てん)し、固化させることによって成形品を得るようになっている。そして、前記固定金型に対して可動金型を移動させて型閉じ、型締め及び型開きを行うために型締装置が配設される。
【0003】
該型締装置には、油圧シリンダに油を供給することによって駆動される油圧式の型締装置、及び電動機によって駆動される電動式の型締装置があるが、該電動式の型締装置は、制御性が高く、周辺を汚すことがなく、かつ、エネルギー効率が高いので、多く利用されている。この場合、電動機を駆動することによってボールねじを回転させて推力を発生させ、該推力をトグル機構によって拡大し、大きな型締力を発生させるようにしている(例えば、特許文献1)。
【0004】
ところが、前記構成の電動式の型締装置においては、トグル機構を使用するようになっているので、該トグル機構の特性上、型締力を変更することが困難であり、応答性及び安定性が悪く、成形中に型締力を制御することができない。そこで、ボールねじによって発生させられた推力を直接型締力として使用することができるようにした型締装置が提供されている。この場合、電動機のトルクと型締力とが比例するので、成形中に型締力を制御することができる。
【0005】
しかしながら、前記従来の型締装置においては、ボールねじの耐荷重性が低く、大きな型締力を発生させることができないだけでなく、電動機に発生するトルクリップルによって型締力が変動してしまう。また、型締力を発生させるために、電動機に電流を常時供給する必要があり、電動機の消費電力量及び発熱量が多くなるので、電動機の定格出力をその分大きくする必要があり、型締装置のコストが高くなってしまう。
【0006】
そこで、型開閉動作にはリニアモータを使用し、型締動作には電磁石の吸着力を利用した型締装置が検討されている(例えば、特許文献2)。斯かる型締装置において、成形サイクルの効率化等の観点より型開閉時(型送り時)におけるリニアモータの最適な速度パターンは、加速区間において最大加速度によって加速し、その後、等速で移動し、減速区間において最大減速度によって減速し、型閉位置で停止するというものである。型締装置のリニアモータでは、斯かる速度パターンに基づく型開閉動作が正確に制御され、成形サイクルに応じて繰り返される。
【特許文献1】国際公開第06/098321号パンフレット
【特許文献2】国際公開第05/090052号パンフレット
【発明の開示】
【発明が解決しようとする課題】
【0007】
ところで、三相交流型のリニアモータの各相に供給される電流は、リニアモータの位置によって異なる。また、上記したようにリニアモータの動作パターンは毎回正確に制御される。更に、リニアモータの加速区間及び減速区間の距離は、一般的にリニアモータの磁極対ピッチよりも短い。
【0008】
したがって、型締装置のリニアモータでは、加速区間、減速区間のそれぞれにおいて大きな電流が供給される相は固定的なものとなる。その結果、大きな電流が供給される相に係るコイルの温度が異常に上昇し、コイルの破損等を招く可能性がある。
【0009】
なお、トグル機構の型締装置に用いられる回転式モータの場合は、加速区間及び減速区間の距離に対して磁極対ピッチが非常に短いため、特定の相の温度が異常に上昇するという可能性は低かった。
【0010】
本発明は、上記の点に鑑みてなされたものであって、リニアモータのコイルの温度の上昇による異常の発生を適切に防止することのできる型締装置の提供を目的とする。
【課題を解決するための手段】
【0011】
そこで上記課題を解決するため、本発明は、三相交流型のリニアモータによって型開閉動作を行う型締装置であって、前記リニアモータの三相のそれぞれのコイルのうち、型送り時の加速度に最も寄与する相に係るコイルの温度を監視する温度監視手段を有することを特徴とする。
【0012】
また、本発明は、前記リニアモータの永久磁石の磁極対ピッチは、型送りの開始位置から加速度のピークの到達位置までの距離より長いことを特徴とする。
【0013】
また、本発明は、前記磁極対ピッチは、型送りの加速区間の距離及び減速区間の距離の少なくともいずれか一方より長いことを特徴とする。
【0014】
また、本発明は、前記温度監視手段によって監視される温度に応じ型送りを停止させることを特徴とする。
【0015】
また、本発明は、前記リニアモータの三相の全てのコイルに当該コイルの温度を検出する温度検出手段を有することを特徴とする。
【0016】
また、本発明は、前記温度監視手段は、前記温度検出手段の検出値に基づいて選択された相に係るコイルの温度を監視することを特徴とする。
【発明の効果】
【0017】
本発明によれば、リニアモータのコイルの温度の上昇による異常の発生を適切に防止することのできる型締装置を提供することができる。
【発明を実施するための最良の形態】
【0018】
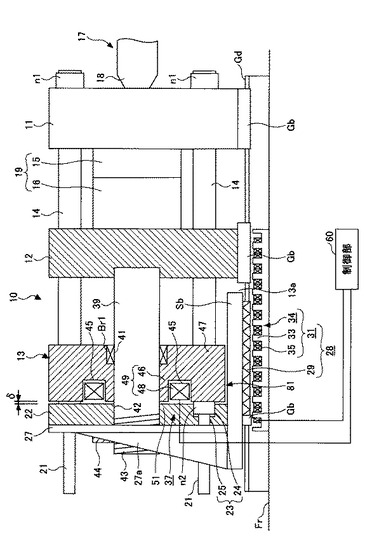
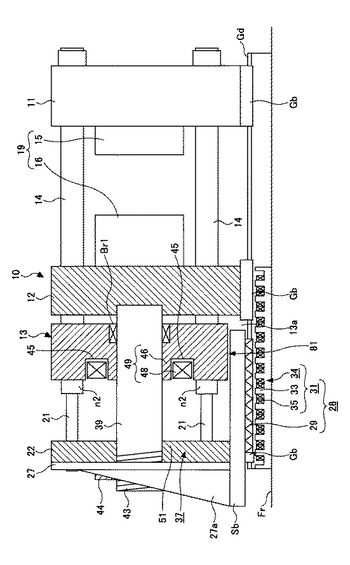
本発明の実施形態について図面を参照しながら説明する。まず、本発明が適用される射出成形機の型締装置について図1及び図2を参照しながら説明する。図1は、本発明の実施の形態における金型装置及び型締装置の型閉じ時の状態を示す側面図である。図2は、本発明の実施の形態における金型装置及び型締装置の型開き時の状態を示す側面図である。
【0019】
図1及び図2に示す型締装置10は、射出成形機のフレームFr上に設けられた2本のレールよりなるガイドGd上に支持される。固定プラテン11は、ガイドGd上に載置され、フレームFr及びガイドGdに対して固定されている。固定プラテン11と所定の間隔を置いて、かつ、固定プラテン11と対向させてリヤプラテン13が配設されている。固定プラテン11とリヤプラテン13との間に4本の連結部材としてのタイバー14(図においては、2本だけを示す)が架設される。可動プラテン12は、固定プラテン11と対向した状態でタイバー14に沿って型開閉方向に進退自在(図において左右方向に移動自在)に配設される。そのために、可動プラテン12には、タイバー14が貫通するガイド穴(図示せず)が形成される。
【0020】
なお、本明細書では、型開閉方向、すなわち可動プラテン12の移動方向を水平方向と称し、可動プラテン12の移動方向に垂直な方向を垂直方向と称する。
【0021】
タイバー14の前端部(図において右端部)には、第1のねじ部(図示せず)が形成され、タイバー14は、第1のねじ部にナットn1を螺合して締め付けることによって固定プラテン11に固定される。各タイバー14の後端部(図において左端部)には、タイバー14より外径が小さいガイドポスト21が一体に形成されている。ガイドポスト21は、リヤプラテン13の後端面(図において左端面)から後方に向けて突出して延在する。各ガイドポスト21の、リヤプラテン13の後端面の近傍に、第2のねじ部(図示せず)が形成され、固定プラテン11とリヤプラテン13とは、第2のねじ部にナットn2を螺合して締め付けることによって固定される。ガイドポスト21をタイバー14と一体に形成しているが、ガイドポスト21をタイバー14とは別体として形成してもよい。
【0022】
固定プラテン11には固定金型15が、可動プラテン12には可動金型16がそれぞれ固定される。固定金型15及び可動金型16によって金型装置19が構成される。可動プラテン12の進退によって可動金型16を固定金型15に対して移動し、型閉じ、型締め及び型開きが行われる。なお、型締めが行われると、固定金型15と可動金型16との間にキャビティ空間が形成され、射出装置17の射出ノズル18から射出された成形材料としての樹脂がキャビティ空間に充填される。
【0023】
可動プラテン12と平行に配設された磁性体としての吸着板22が、リヤプラテン13より後方において各ガイドポスト21に沿って進退自在に配設され、ガイドポスト21によって案内される。なお、吸着板22には、各ガイドポスト21と対応する箇所に、ガイドポスト21が貫通するガイド穴23が形成される。ガイド穴23は、前端面(図において右端面)に開口した大径部24とこれに繋がる小径部25とを含む。大径部24はナットn2を収容する。小径部25は吸着板22の後端面に開口し、ガイドポスト21が摺動する摺動面を有している。 可動プラテン12を進退させるために、型開閉用の駆動部として三相交流型のリニアモータ28が、可動プラテン12に連結された吸着板22とフレームFrとの間に配設される。リニアモータ28は、フレームFr上に、ガイドGdと平行に、かつ、吸着板22の移動範囲に対応して配置された固定子31と、吸着板22の下端が固定されたスライドベースSbに固定され、固定子31と対向し、かつ、所定の範囲にわたって形成された可動子29とを備える。スライドベースSbは、図2に示すように、その両側においてガイドGd上に支持されており、可動子29を固定子31に沿って移動可能に支持する。スライドベースSbは、可動子29の上面を覆ってガイドGdの延在方向に延在する。そのために、リヤプラテン13の下端には、ガイドベースGb及びスライドベースSbが通過する空間81を形成する脚部13aが両側に設けられる。
【0024】
固定子31は、可動子29に向けて突出し、かつ、所定のピッチで複数の磁極歯33が形成されたコア34と、各磁極歯33に巻装されたコイル35とを備える。なお、磁極歯33は可動プラテン12の移動方向に対して直角の方向に、互いに平行に形成される。可動子29は、ガイドベースGbに対して所定の間隔で配設された永久磁石(図示せず)を備える。
【0025】
したがって、コイル35に所定の電流を供給してリニアモータ28を駆動すると、可動子29が進退させられる。それに伴って、スライドベースSb、スライドベースSbに固定された吸着板22、及びロッド39により吸着板22に連結された可動プラテン12が進退させられ、型閉じ及び型開きが行われる。
【0026】
可動プラテン12が前進(図において右方向に移動)して可動金型16が固定金型15に当接すると、型閉じが終了する。型閉じに続いて型締めを行うことができるように、リヤプラテン13と吸着板22との間に、型締め用の駆動部としての電磁石ユニット37が配設される。また、可動プラテン12と吸着板22とを連結するロッド39が、リヤプラテン13及び吸着板22を貫通して延在する。ロッド39は、型閉じ時及び型開き時に、吸着板22の進退に連動して可動プラテン12を進退させ、型締め時に、電磁石ユニット37によって発生した型締力を可動プラテン12に伝達する。なお、フレームFr、固定プラテン11、可動プラテン12、リヤプラテン13、吸着板22、リニアモータ28、電磁石ユニット37、ロッド39等によって型締装置10が構成される。
【0027】
電磁石ユニット37は、リヤプラテン13側に配設された電磁石49、及び吸着板22側に配設された吸着部51を有する。リヤプラテン13の後端面の所定の部分、すなわちロッド39よりわずかに上方及び下方に、水平方向に延在した矩形の断面形状を有するコイル配設部としての二つの溝45が互いに平行に形成されている。溝45の間には、矩形の断面形状を有するコア46が形成され、リヤプラテンのコア46以外の部分にヨーク47が形成される。コア46にコイル48が巻装される。
【0028】
また、吸着板22の前端面の所定の部分として、吸着板22においてロッド39を包囲し、電磁石49と対向する部分に、吸着部51が設けられる。なお、リヤプラテン13のコア46及びヨーク47、並びに吸着板22は、強磁性体から成る薄板を積層することによって形成された電磁積層鋼板により形成される。また、リヤプラテン13とは別に電磁石49が配設され、吸着板22とは別に吸着部51が配設されているが、リヤプラテン13の一部として電磁石を形成し、吸着板22の一部として吸着部を形成することもできる。また、必ずしも電磁積層鋼板を用いなくてもよく、同一部材からなる鉄心を用いてコア46及びヨーク47を形成してもよい。この方が、ギャップ間の距離を精度よく設定することができる。
【0029】
したがって、電磁石ユニット37において、溝45内のコイル48に電流を供給すると、電磁石49が励磁され、吸着部51が吸着されて型締力が発生する。
【0030】
ロッド39は、後端部(図において左端部)において吸着板22と連結し、前端部において可動プラテン12と連結している。ロッド39は、型閉じ時に吸着板22が前進することにより前進し、これにより可動プラテン12が前進する。また、ロッド39は、型開き時に吸着板22が後退(図において左方向に移動)することにより後退し、これにより可動プラテン12が後退する。
【0031】
そのために、リヤプラテン13の中央部分に、ロッド39を貫通させるための穴41が設けられる。また、吸着板22の中央部分に、ロッド39を貫通させるための穴42が形成される。さらに、穴41の前端部の開口に臨ませて、ロッド39を摺動自在に支持するブッシュ等の軸受部材Br1が配設される。また、ロッド39の後端部にねじ43が形成され、吸着板22に対して回転自在に支持された型厚調整機構としてのナット44がねじ43に螺合している。
【0032】
型閉じが終了した時点で、吸着板22はリヤプラテン13に近接し、リヤプラテン13と吸着板22との間にギャップ(間隙)δが形成される。ギャップδが小さくなりすぎたり、大きくなりすぎたりすると、吸着部51を十分に吸着することができず、型締力が小さくなってしまう。ギャップδの最適な値(距離又は寸法)は、金型装置19の厚さが変化するのに伴って変化する。
【0033】
そこで、ナット44の外周面に大径のギヤ(図示せず)が形成され、吸着板22に型厚調整用の駆動部として型厚調整用モータ(図示せず)が配設され、型厚調整用モータの出力軸に取り付けられた小径のギヤが、ナット44の外周面に形成されたギヤに噛合させられる。
【0034】
金型装置19の厚さに対応して、型厚調整用モータを駆動し、型厚調整機構としてのナット44をねじ43に対して所定量回転させると、吸着板22に対するロッド39の位置が調整され、固定プラテン11及び可動プラテン12に対する吸着板22の位置が調整されて、ギャップδを最適な値にすることができる。すなわち、可動プラテン12と吸着板22の相対的な位置を変えることによって、型厚の調整が行われる。
【0035】
この型厚の調整は型厚の変化に伴う間隙δの距離を粗調整するものであり、例えば0.1mm単位の微調整は、スライドベースSb上での吸着板22の位置を変更したり、ガイドGd上のリヤプラテン13の位置を変更することで行われる。型締装置10では、スライドベースSbから垂直に起立して取り付けられた取付け板27に吸着板22が取り付けられており、吸着板22と取付け板27との間に挟み込むシムの厚みを調整することにより、間隙δの距離を微調整する。なお、取付け板27はリブ27aを有しており、取付け板27に型締力の反力が作用しても、取付け板27の取付け面に倒れが生じずに垂直度を維持するように構成されている。
【0036】
また、電磁石と吸着板との平行度を保つためには、電磁石又は吸着板の面全体と同じ大きさのシムを挟み込むことが好ましいが、そのような大きさの一様な厚みのシムを用いることは難しい。そこで、例えば、略四辺形の吸着板の四隅付近をボルトで締め付けている場合、締め付ける4カ所の付近のみに小さなシムを挟み込むこととなる。このような場合、シムが挟み込まれていない部分に間隙が形成され、吸着板が変形して平面度が悪くなったり、ベースに対する平行度が悪くなるという問題が発生するおそれがある。
【0037】
なお、型厚調整用モータ、ギヤ、ナット44、ロッド39等によって型厚調整装置が構成される。また、ギヤによって、型厚調整用モータの回転をナット44に伝達する回転伝達部が構成される。そして、ナット44及びねじ43によって運動方向変換部が構成され、運動方向変換部において、ナット44の回転運動がロッド39の直進運動に変換される。
【0038】
型締装置10のリニアモータ28及び電磁石49の駆動は、制御部60によって制御される。制御部60は、CPU及びメモリ等を備え、CPUによって演算された結果に応じて、リニアモータ28のコイル35や電磁石49のコイル48に電流を供給するための回路も備える。制御部60は、また、温度監視手段として、リニアモータ28に配設された温度検出手段としてのサーミスタ(温度センサ)と接続される。なお、制御部60は、図2においては便宜上省略されている。
【0039】
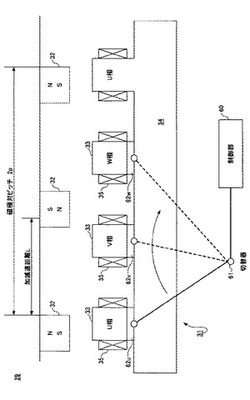
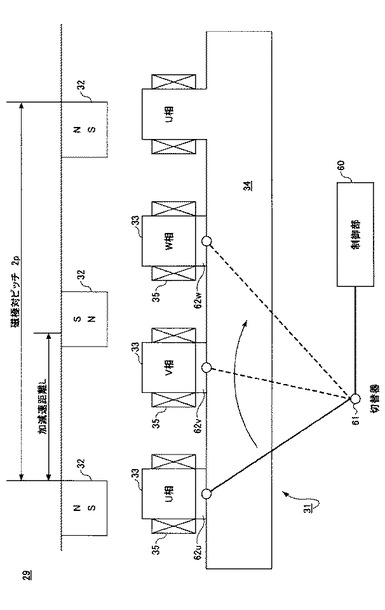
図3は、サーミスタと制御部との関係を示す図である。同図には、リニアモータ28における可動子29と固定子31とが拡大されて示されている。同図中、図1又は図2と同一部分には同一符号を付し、その説明は適宜省略する。
【0040】
図3において、三つのサーミスタ62u、62v、及び62w(以下、総称する場合「サーミスタ62」という。)は、それぞれU相のコイル35、V相のコイル35、及びW相のコイル35wの温度を検出可能なように配設されている。すなわち、三相全てのコイルに対してサーミスタ62が配設されている。
【0041】
制御部60とサーミスタ62とは、切替器61を介して接続される。切替器61は、三相の中から監視対象として選択された相に対応するサーミスタ62に制御部60の接続先を切り替える。制御部60は、切替器61によって接続されたサーミスタ62によって検出された温度を監視し、当該温度に応じて後述される制御を行う。切替器61による接続先の切り替えは、制御部60の制御によって自動的に行われてもよいし、手動によって行われてもよい。後者(手動)の場合、切替器61は、論理的なものであってもよい。すなわち、切替器61を介さずに、監視対象として選択された相に対応するサーミスタ62と制御部60とが直接接続されてもよい。なお、切替器61は、例えば、一般的なスイッチによって構成すればよい。
【0042】
いずれの相を監視対象とするかは、テスト的に行われる型開閉動作の際に三つのサーミスタ62によって検出される検出値に基づいて選択される。すなわち、当該型開閉動作において全てのサーミスタ62によって検出される温度を監視する。その結果、最も高い温度を検出したサーミスタ62(の温度)を監視対象として選択する。
【0043】
ところで、図3において、可動子29には、永久磁石32がN極及びS極の各磁極が交互となるように等間隔に配設(配置)されている。ここで、同一極の永久磁石の間隔を「磁極対ピッチ」という。同図では、磁極対ピッチ2Pとして示されている。したがって、各永久磁石32間の間隔は「磁極対ピッチ2P÷2」となる。
【0044】
同図には、また、型締装置10の型開閉時(型送り時)における加減速距離Lが示されている。加減速距離Lは、型送り時において加速される区間(加速区間)の距離(型送り開始から等速状態になるまでの距離)、又は減速される区間(減速区間)の距離(等速状態から停止状態になるまでの距離)をいう。なお、図示される加減速距離Lは、磁極対ピッチ2Pとの相対的な関係を示すためにその長さが記載されたものであり、加減速距離Lの絶対的な区間(位置)を示すものではない。すなわち、図中において、磁極対ピッチ2Pは加減速距離L(加速区間の距離及び減速区間の距離の少なくともいずれか一方)より長いことが示されている。
【0045】
斯かるリニアモータ28では、加減速時における電流の供給が特定の相に集中する傾向にある。その結果、当該特定の相の温度が他の相に比較して非常に高くなる可能性がある。特に、射出成形機の型締装置においては、量産成形中では型開位置及び型閉位置は成形条件によって決定されるため、リニアモータ28は同じ区間で加減速を繰り返すことになる。その場合、特定の相に集中して電流が流れることになる虞が高い。
【0046】
そこで、本実施の形態では、テスト的に行われる型開閉動作の際に最も高い温度を検出したサーミスタ62(の温度)を監視対象として選択するのである。そうすることにより、異常の検知漏れを適切に防止することができる。すなわち、監視対象を任意に選択した場合、前記特定の相以外の相が監視対象として選択され、その結果、当該特定の相の温度が異常に高くなっていることを検知することができない可能性があるが、本実施の形態の監視方法によればそのようなことはないからである。
【0047】
また、本実施の形態の監視方法によれば、通常運用時は、一つの相(前記特定の相)のみが監視対象とされるため、全ての相を監視対象とする場合に比べて、温度監視にかかるコストを低減させることができる。制御部60とサーミスタ62とを接続するための施設又は機器等は、前記特定の相に対してのみ設ければよいからである。
【0048】
なお、加減速距離Lは、加速度が完全に0になるまでの距離に限定されない。型送り開始直後は大きな加速度で加速し、その後小さな加速度によって加速するといった速度パターンも想定されるところ、そのような速度パターンにおいては、加減速距離Lは、型送りの開始位置から加速度が低下するまでの距離、又は型送りの開始位置から加速度のピークの到達位置までの距離をも含む概念である。
【0049】
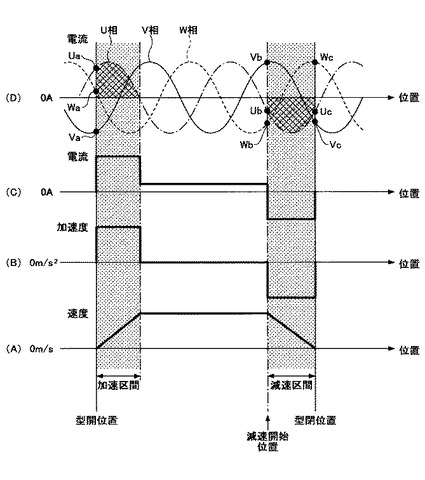
次に、型締装置10の動作について、図4を参照しつつ説明する。図4は、型開閉動作に使用されるリニアモータの動作パターンの例を示す図である。同図において、(A)は、リニアモータ28の可動子29の位置と速度との関係の例を示す。(B)は、リニアモータ28の可動子29の位置と加速度との関係の例を示す。(C)は、リニアモータ28の可動子29の位置とリニアモータ28のコイル35に供給される電流値との関係の例を示す。(D)は、リニアモータ28の可動子の位置とリニアモータ28の三相(U相:一点鎖線、V相:実線、W相:点線)のそれぞれのコイル35に供給される電流の位相の例を示す。なお、(A)、(B)、(C)、及び(D)において横軸(位置)は一致している。
【0050】
図2に示す状態において、制御部60は、コイル35に電流を供給する。それによりリニアモータ28が駆動され、吸着板22と共に可動プラテン12が前進させられる。制御部60は、加速区間において最大加速度を得るための電流をコイル35に供給する。したがって、リニアモータ28の可動子29は、加速区間において最大加速度によって加速する。この際、U相のコイル35には、型開位置に対応した電流値Uaが印加する。同様に、V相のコイル35には電流値Vaが、W相には電流値Waが印加する。W相に印加する電流値Waは、グラフの如く微小である。その後、(A)に示すように加速が持続すると可動プラテン12の型閉速度が次第に増加する。そして、(D)に示すようにU相に流れる電流値も増加する。一方、V相に流れる電流は徐々に0[A]に近付く。このような場合、加速時においてはU相への電流量が最も多くなり、U相の発熱量は他の相と比較して大きくなる。
【0051】
リニアモータ28の位置が加速区間を超えると、制御部60は電流の供給量を低下させる。その結果、リニアモータ28は、等速によって移動する。
【0052】
続いて、リニアモータ28の可動子29が減速区間の開始位置に到達すると、制御部60は、最大減速度を得るための電流(加速区間と逆向きの電流)をコイル35に供給する。この際、U相のコイル35には、減速開始位置に対応した電流値Ubが印加する。同様に、V相のコイル35には電流値Vbが、W相には電流値Wbが印加する。V相に印加する電流値Vbは、グラフの如く微小である。その後(A)に示すように減速が持続すると可動プラテン12の型閉速度が次第に減少する。そして(D)に示すようにU相に流れる電流値は増加する。一方、W相に流れる電流は徐々に0[A]に近付く。このような場合においても、減速時においてはU相への電流量が最も多くなり、U相の発熱量は他の相と比較して大きくなる。その後、リニアモータ28の可動子29は、最大減速度によって減速し、型閉位置で停止する。停止時の各相の電流値はUc、Vc、Wcである。
【0053】
続いて、制御部60は、コイル48に電流を供給する。それにより、磁性体である吸着板22の吸着部51は電磁石49の吸着力によって吸着する。その結果、吸着板22及びロッド39を介して吸着力が型締力として可動プラテン12に伝達され、型締めが行われる。
【0054】
また、制御部60は、型締力が目標設定値になるようにコイル48に供給する電流の値を決定し、当該電流をコイル48に供給することにより型締めを制御する。型締めが行われている間、射出装置17において溶融した樹脂が射出ノズル18から射出され、金型装置19のキャビティ空間に充填される。
【0055】
キャビティ空間内の樹脂が固化すると、図1に示す状態において、制御部60は、コイル48への電流供給を停止する。この場合、コイル48への電流供給を停止しても、吸着部51には磁気が残留するので、コイル48に型締めを行う際と逆の方向に電流が供給され、吸着部51に残留した磁気が取り除かれる。続いて、制御部60は、コイル35に型閉じ時とは逆方向の電流を供給する。この場合、U相のコイル35には型閉位置に対応した電流値Uc((D)参照)とは上下逆向きの波形に対応させて電流を印加させる。
【0056】
それにより、リニアモータ28が駆動され、可動プラテン12が後退させられ、図2に示されるように、可動金型16が後退限位置に移動し、型開きが行われる。このように、型開動作においても、波形が(D)とは上下対称となるだけであるため、U相への電流量が最も多くなり、U相の発熱量は他の相と比較して大きくなる。その後、制御部60は、型開き時おいても、型閉じ時と同様の速度パターンに基づいてリニアモータ28を制御する。
【0057】
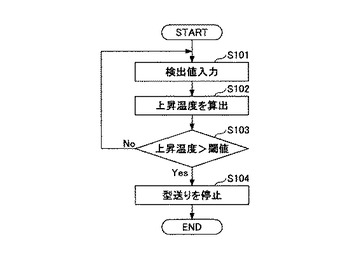
以上における、型閉じ時及び型開き時(型送り時)において、制御部60は、次の処理も並列的に実行する。図5は、型送り時において制御部によって実行される処理手順を説明するための図である。
【0058】
ステップS101において、制御部60は、切替器61を介して接続されたサーミスタ62(すなわち、予め監視対象として選択された相に対応するサーミスタ62)より検出値(コイル35の検出温度)の入力を受け付ける。図4(D)によれば、本実施の形態において加速区間において最も大きな電流が供給されるのはU相である。したがって、U相に係るサーミスタ62uより検出温度が入力される。
【0059】
続いて、制御部60は、初期状態からの上昇温度を算出する(S102)。初期状態とは、コイル35に電流が供給される前の状態をいう。すなわち、制御部60は、初期状態における検出温度(初期温度)を保持しておき、ステップS101において入力された検出温度から初期温度を減ずることにより上昇温度を算出する。
【0060】
続いて、制御部60は、上昇温度が予め設定された閾値を超えているか否かを判定する(S103)。なお、ステップS101〜S103は、型送り時において繰り返し実行される。上昇温度が閾値を超えている場合(S103でYes)、制御部60は、リニアモータ28の型送りを停止させる(S104)。
【0061】
なお、図5では、上昇温度を閾値と比較する例について説明したが、検出温度を閾値と比較するようにしてもよい。
【0062】
上述したように、本実施の形態における型締装置10によれば、三相のうち、加速度を得るために最も電流が供給される相(すなわち、加速度に最も寄与する相)が監視対象として選択されるため、コイル35の発熱による異常の発生を適切に防止することができる。
【0063】
なお、加速区間と減速区間において、最も電流が供給される相が異なる場合であっても、テスト的な型開閉動作の際に検出された温度が最も高い相を監視対象とすればよい。また、テスト的な型開閉動作の際に検出された温度が最も高い相が二つある場合はいずれか一方を監視対象とすればよい。いずれの場合も、最も高い温度を監視することができるからである。
【0064】
以上、本発明の実施例について詳述したが、本発明は斯かる特定の実施形態に限定されるものではなく、特許請求の範囲に記載された本発明の要旨の範囲内において、種々の変形・変更が可能である。
【図面の簡単な説明】
【0065】
【図1】本発明の実施の形態における金型装置及び型締装置の型閉じ時の状態を示す側面図である。
【図2】本発明の実施の形態における金型装置及び型締装置の型開き時の状態を示す側面図である。
【図3】サーミスタと制御部との関係を示す図である。
【図4】型開閉動作に使用されるリニアモータの動作パターンの例を示す図である。
【図5】型送り時において制御部によって実行される処理手順を説明するための図である。
【符号の説明】
【0066】
10 型締装置
11 固定プラテン
12 可動プラテン
13 リヤプラテン
13a 脚部
14 タイバー
15 固定金型
16 可動金型
17 射出装置
18 射出ノズル
19 金型装置
22 吸着板
28 リニアモータ
29 可動子
31 固定子
32 永久磁石
33 磁極歯
34 コア
35 コイル
37 電磁石ユニット
39 ロッド
41、42 穴
43 ねじ
44 ナット
46 コア
47 ヨーク
48 コイル
49 電磁石
51 吸着部
60 制御部
61 切替器
62u、62v、62w サーミスタ
81 空間
Fr フレーム
Gd ガイド
Gb ガイドベース
Sb スライドベース
【技術分野】
【0001】
本発明は、型締装置に関し、特に、三相交流型のリニアモータによって型開閉動作を行う型締装置に関する。
【背景技術】
【0002】
従来、射出成形機においては、樹脂を射出装置の射出ノズルから射出して固定金型と可動金型との間のキャビティ空間に充填(てん)し、固化させることによって成形品を得るようになっている。そして、前記固定金型に対して可動金型を移動させて型閉じ、型締め及び型開きを行うために型締装置が配設される。
【0003】
該型締装置には、油圧シリンダに油を供給することによって駆動される油圧式の型締装置、及び電動機によって駆動される電動式の型締装置があるが、該電動式の型締装置は、制御性が高く、周辺を汚すことがなく、かつ、エネルギー効率が高いので、多く利用されている。この場合、電動機を駆動することによってボールねじを回転させて推力を発生させ、該推力をトグル機構によって拡大し、大きな型締力を発生させるようにしている(例えば、特許文献1)。
【0004】
ところが、前記構成の電動式の型締装置においては、トグル機構を使用するようになっているので、該トグル機構の特性上、型締力を変更することが困難であり、応答性及び安定性が悪く、成形中に型締力を制御することができない。そこで、ボールねじによって発生させられた推力を直接型締力として使用することができるようにした型締装置が提供されている。この場合、電動機のトルクと型締力とが比例するので、成形中に型締力を制御することができる。
【0005】
しかしながら、前記従来の型締装置においては、ボールねじの耐荷重性が低く、大きな型締力を発生させることができないだけでなく、電動機に発生するトルクリップルによって型締力が変動してしまう。また、型締力を発生させるために、電動機に電流を常時供給する必要があり、電動機の消費電力量及び発熱量が多くなるので、電動機の定格出力をその分大きくする必要があり、型締装置のコストが高くなってしまう。
【0006】
そこで、型開閉動作にはリニアモータを使用し、型締動作には電磁石の吸着力を利用した型締装置が検討されている(例えば、特許文献2)。斯かる型締装置において、成形サイクルの効率化等の観点より型開閉時(型送り時)におけるリニアモータの最適な速度パターンは、加速区間において最大加速度によって加速し、その後、等速で移動し、減速区間において最大減速度によって減速し、型閉位置で停止するというものである。型締装置のリニアモータでは、斯かる速度パターンに基づく型開閉動作が正確に制御され、成形サイクルに応じて繰り返される。
【特許文献1】国際公開第06/098321号パンフレット
【特許文献2】国際公開第05/090052号パンフレット
【発明の開示】
【発明が解決しようとする課題】
【0007】
ところで、三相交流型のリニアモータの各相に供給される電流は、リニアモータの位置によって異なる。また、上記したようにリニアモータの動作パターンは毎回正確に制御される。更に、リニアモータの加速区間及び減速区間の距離は、一般的にリニアモータの磁極対ピッチよりも短い。
【0008】
したがって、型締装置のリニアモータでは、加速区間、減速区間のそれぞれにおいて大きな電流が供給される相は固定的なものとなる。その結果、大きな電流が供給される相に係るコイルの温度が異常に上昇し、コイルの破損等を招く可能性がある。
【0009】
なお、トグル機構の型締装置に用いられる回転式モータの場合は、加速区間及び減速区間の距離に対して磁極対ピッチが非常に短いため、特定の相の温度が異常に上昇するという可能性は低かった。
【0010】
本発明は、上記の点に鑑みてなされたものであって、リニアモータのコイルの温度の上昇による異常の発生を適切に防止することのできる型締装置の提供を目的とする。
【課題を解決するための手段】
【0011】
そこで上記課題を解決するため、本発明は、三相交流型のリニアモータによって型開閉動作を行う型締装置であって、前記リニアモータの三相のそれぞれのコイルのうち、型送り時の加速度に最も寄与する相に係るコイルの温度を監視する温度監視手段を有することを特徴とする。
【0012】
また、本発明は、前記リニアモータの永久磁石の磁極対ピッチは、型送りの開始位置から加速度のピークの到達位置までの距離より長いことを特徴とする。
【0013】
また、本発明は、前記磁極対ピッチは、型送りの加速区間の距離及び減速区間の距離の少なくともいずれか一方より長いことを特徴とする。
【0014】
また、本発明は、前記温度監視手段によって監視される温度に応じ型送りを停止させることを特徴とする。
【0015】
また、本発明は、前記リニアモータの三相の全てのコイルに当該コイルの温度を検出する温度検出手段を有することを特徴とする。
【0016】
また、本発明は、前記温度監視手段は、前記温度検出手段の検出値に基づいて選択された相に係るコイルの温度を監視することを特徴とする。
【発明の効果】
【0017】
本発明によれば、リニアモータのコイルの温度の上昇による異常の発生を適切に防止することのできる型締装置を提供することができる。
【発明を実施するための最良の形態】
【0018】
本発明の実施形態について図面を参照しながら説明する。まず、本発明が適用される射出成形機の型締装置について図1及び図2を参照しながら説明する。図1は、本発明の実施の形態における金型装置及び型締装置の型閉じ時の状態を示す側面図である。図2は、本発明の実施の形態における金型装置及び型締装置の型開き時の状態を示す側面図である。
【0019】
図1及び図2に示す型締装置10は、射出成形機のフレームFr上に設けられた2本のレールよりなるガイドGd上に支持される。固定プラテン11は、ガイドGd上に載置され、フレームFr及びガイドGdに対して固定されている。固定プラテン11と所定の間隔を置いて、かつ、固定プラテン11と対向させてリヤプラテン13が配設されている。固定プラテン11とリヤプラテン13との間に4本の連結部材としてのタイバー14(図においては、2本だけを示す)が架設される。可動プラテン12は、固定プラテン11と対向した状態でタイバー14に沿って型開閉方向に進退自在(図において左右方向に移動自在)に配設される。そのために、可動プラテン12には、タイバー14が貫通するガイド穴(図示せず)が形成される。
【0020】
なお、本明細書では、型開閉方向、すなわち可動プラテン12の移動方向を水平方向と称し、可動プラテン12の移動方向に垂直な方向を垂直方向と称する。
【0021】
タイバー14の前端部(図において右端部)には、第1のねじ部(図示せず)が形成され、タイバー14は、第1のねじ部にナットn1を螺合して締め付けることによって固定プラテン11に固定される。各タイバー14の後端部(図において左端部)には、タイバー14より外径が小さいガイドポスト21が一体に形成されている。ガイドポスト21は、リヤプラテン13の後端面(図において左端面)から後方に向けて突出して延在する。各ガイドポスト21の、リヤプラテン13の後端面の近傍に、第2のねじ部(図示せず)が形成され、固定プラテン11とリヤプラテン13とは、第2のねじ部にナットn2を螺合して締め付けることによって固定される。ガイドポスト21をタイバー14と一体に形成しているが、ガイドポスト21をタイバー14とは別体として形成してもよい。
【0022】
固定プラテン11には固定金型15が、可動プラテン12には可動金型16がそれぞれ固定される。固定金型15及び可動金型16によって金型装置19が構成される。可動プラテン12の進退によって可動金型16を固定金型15に対して移動し、型閉じ、型締め及び型開きが行われる。なお、型締めが行われると、固定金型15と可動金型16との間にキャビティ空間が形成され、射出装置17の射出ノズル18から射出された成形材料としての樹脂がキャビティ空間に充填される。
【0023】
可動プラテン12と平行に配設された磁性体としての吸着板22が、リヤプラテン13より後方において各ガイドポスト21に沿って進退自在に配設され、ガイドポスト21によって案内される。なお、吸着板22には、各ガイドポスト21と対応する箇所に、ガイドポスト21が貫通するガイド穴23が形成される。ガイド穴23は、前端面(図において右端面)に開口した大径部24とこれに繋がる小径部25とを含む。大径部24はナットn2を収容する。小径部25は吸着板22の後端面に開口し、ガイドポスト21が摺動する摺動面を有している。 可動プラテン12を進退させるために、型開閉用の駆動部として三相交流型のリニアモータ28が、可動プラテン12に連結された吸着板22とフレームFrとの間に配設される。リニアモータ28は、フレームFr上に、ガイドGdと平行に、かつ、吸着板22の移動範囲に対応して配置された固定子31と、吸着板22の下端が固定されたスライドベースSbに固定され、固定子31と対向し、かつ、所定の範囲にわたって形成された可動子29とを備える。スライドベースSbは、図2に示すように、その両側においてガイドGd上に支持されており、可動子29を固定子31に沿って移動可能に支持する。スライドベースSbは、可動子29の上面を覆ってガイドGdの延在方向に延在する。そのために、リヤプラテン13の下端には、ガイドベースGb及びスライドベースSbが通過する空間81を形成する脚部13aが両側に設けられる。
【0024】
固定子31は、可動子29に向けて突出し、かつ、所定のピッチで複数の磁極歯33が形成されたコア34と、各磁極歯33に巻装されたコイル35とを備える。なお、磁極歯33は可動プラテン12の移動方向に対して直角の方向に、互いに平行に形成される。可動子29は、ガイドベースGbに対して所定の間隔で配設された永久磁石(図示せず)を備える。
【0025】
したがって、コイル35に所定の電流を供給してリニアモータ28を駆動すると、可動子29が進退させられる。それに伴って、スライドベースSb、スライドベースSbに固定された吸着板22、及びロッド39により吸着板22に連結された可動プラテン12が進退させられ、型閉じ及び型開きが行われる。
【0026】
可動プラテン12が前進(図において右方向に移動)して可動金型16が固定金型15に当接すると、型閉じが終了する。型閉じに続いて型締めを行うことができるように、リヤプラテン13と吸着板22との間に、型締め用の駆動部としての電磁石ユニット37が配設される。また、可動プラテン12と吸着板22とを連結するロッド39が、リヤプラテン13及び吸着板22を貫通して延在する。ロッド39は、型閉じ時及び型開き時に、吸着板22の進退に連動して可動プラテン12を進退させ、型締め時に、電磁石ユニット37によって発生した型締力を可動プラテン12に伝達する。なお、フレームFr、固定プラテン11、可動プラテン12、リヤプラテン13、吸着板22、リニアモータ28、電磁石ユニット37、ロッド39等によって型締装置10が構成される。
【0027】
電磁石ユニット37は、リヤプラテン13側に配設された電磁石49、及び吸着板22側に配設された吸着部51を有する。リヤプラテン13の後端面の所定の部分、すなわちロッド39よりわずかに上方及び下方に、水平方向に延在した矩形の断面形状を有するコイル配設部としての二つの溝45が互いに平行に形成されている。溝45の間には、矩形の断面形状を有するコア46が形成され、リヤプラテンのコア46以外の部分にヨーク47が形成される。コア46にコイル48が巻装される。
【0028】
また、吸着板22の前端面の所定の部分として、吸着板22においてロッド39を包囲し、電磁石49と対向する部分に、吸着部51が設けられる。なお、リヤプラテン13のコア46及びヨーク47、並びに吸着板22は、強磁性体から成る薄板を積層することによって形成された電磁積層鋼板により形成される。また、リヤプラテン13とは別に電磁石49が配設され、吸着板22とは別に吸着部51が配設されているが、リヤプラテン13の一部として電磁石を形成し、吸着板22の一部として吸着部を形成することもできる。また、必ずしも電磁積層鋼板を用いなくてもよく、同一部材からなる鉄心を用いてコア46及びヨーク47を形成してもよい。この方が、ギャップ間の距離を精度よく設定することができる。
【0029】
したがって、電磁石ユニット37において、溝45内のコイル48に電流を供給すると、電磁石49が励磁され、吸着部51が吸着されて型締力が発生する。
【0030】
ロッド39は、後端部(図において左端部)において吸着板22と連結し、前端部において可動プラテン12と連結している。ロッド39は、型閉じ時に吸着板22が前進することにより前進し、これにより可動プラテン12が前進する。また、ロッド39は、型開き時に吸着板22が後退(図において左方向に移動)することにより後退し、これにより可動プラテン12が後退する。
【0031】
そのために、リヤプラテン13の中央部分に、ロッド39を貫通させるための穴41が設けられる。また、吸着板22の中央部分に、ロッド39を貫通させるための穴42が形成される。さらに、穴41の前端部の開口に臨ませて、ロッド39を摺動自在に支持するブッシュ等の軸受部材Br1が配設される。また、ロッド39の後端部にねじ43が形成され、吸着板22に対して回転自在に支持された型厚調整機構としてのナット44がねじ43に螺合している。
【0032】
型閉じが終了した時点で、吸着板22はリヤプラテン13に近接し、リヤプラテン13と吸着板22との間にギャップ(間隙)δが形成される。ギャップδが小さくなりすぎたり、大きくなりすぎたりすると、吸着部51を十分に吸着することができず、型締力が小さくなってしまう。ギャップδの最適な値(距離又は寸法)は、金型装置19の厚さが変化するのに伴って変化する。
【0033】
そこで、ナット44の外周面に大径のギヤ(図示せず)が形成され、吸着板22に型厚調整用の駆動部として型厚調整用モータ(図示せず)が配設され、型厚調整用モータの出力軸に取り付けられた小径のギヤが、ナット44の外周面に形成されたギヤに噛合させられる。
【0034】
金型装置19の厚さに対応して、型厚調整用モータを駆動し、型厚調整機構としてのナット44をねじ43に対して所定量回転させると、吸着板22に対するロッド39の位置が調整され、固定プラテン11及び可動プラテン12に対する吸着板22の位置が調整されて、ギャップδを最適な値にすることができる。すなわち、可動プラテン12と吸着板22の相対的な位置を変えることによって、型厚の調整が行われる。
【0035】
この型厚の調整は型厚の変化に伴う間隙δの距離を粗調整するものであり、例えば0.1mm単位の微調整は、スライドベースSb上での吸着板22の位置を変更したり、ガイドGd上のリヤプラテン13の位置を変更することで行われる。型締装置10では、スライドベースSbから垂直に起立して取り付けられた取付け板27に吸着板22が取り付けられており、吸着板22と取付け板27との間に挟み込むシムの厚みを調整することにより、間隙δの距離を微調整する。なお、取付け板27はリブ27aを有しており、取付け板27に型締力の反力が作用しても、取付け板27の取付け面に倒れが生じずに垂直度を維持するように構成されている。
【0036】
また、電磁石と吸着板との平行度を保つためには、電磁石又は吸着板の面全体と同じ大きさのシムを挟み込むことが好ましいが、そのような大きさの一様な厚みのシムを用いることは難しい。そこで、例えば、略四辺形の吸着板の四隅付近をボルトで締め付けている場合、締め付ける4カ所の付近のみに小さなシムを挟み込むこととなる。このような場合、シムが挟み込まれていない部分に間隙が形成され、吸着板が変形して平面度が悪くなったり、ベースに対する平行度が悪くなるという問題が発生するおそれがある。
【0037】
なお、型厚調整用モータ、ギヤ、ナット44、ロッド39等によって型厚調整装置が構成される。また、ギヤによって、型厚調整用モータの回転をナット44に伝達する回転伝達部が構成される。そして、ナット44及びねじ43によって運動方向変換部が構成され、運動方向変換部において、ナット44の回転運動がロッド39の直進運動に変換される。
【0038】
型締装置10のリニアモータ28及び電磁石49の駆動は、制御部60によって制御される。制御部60は、CPU及びメモリ等を備え、CPUによって演算された結果に応じて、リニアモータ28のコイル35や電磁石49のコイル48に電流を供給するための回路も備える。制御部60は、また、温度監視手段として、リニアモータ28に配設された温度検出手段としてのサーミスタ(温度センサ)と接続される。なお、制御部60は、図2においては便宜上省略されている。
【0039】
図3は、サーミスタと制御部との関係を示す図である。同図には、リニアモータ28における可動子29と固定子31とが拡大されて示されている。同図中、図1又は図2と同一部分には同一符号を付し、その説明は適宜省略する。
【0040】
図3において、三つのサーミスタ62u、62v、及び62w(以下、総称する場合「サーミスタ62」という。)は、それぞれU相のコイル35、V相のコイル35、及びW相のコイル35wの温度を検出可能なように配設されている。すなわち、三相全てのコイルに対してサーミスタ62が配設されている。
【0041】
制御部60とサーミスタ62とは、切替器61を介して接続される。切替器61は、三相の中から監視対象として選択された相に対応するサーミスタ62に制御部60の接続先を切り替える。制御部60は、切替器61によって接続されたサーミスタ62によって検出された温度を監視し、当該温度に応じて後述される制御を行う。切替器61による接続先の切り替えは、制御部60の制御によって自動的に行われてもよいし、手動によって行われてもよい。後者(手動)の場合、切替器61は、論理的なものであってもよい。すなわち、切替器61を介さずに、監視対象として選択された相に対応するサーミスタ62と制御部60とが直接接続されてもよい。なお、切替器61は、例えば、一般的なスイッチによって構成すればよい。
【0042】
いずれの相を監視対象とするかは、テスト的に行われる型開閉動作の際に三つのサーミスタ62によって検出される検出値に基づいて選択される。すなわち、当該型開閉動作において全てのサーミスタ62によって検出される温度を監視する。その結果、最も高い温度を検出したサーミスタ62(の温度)を監視対象として選択する。
【0043】
ところで、図3において、可動子29には、永久磁石32がN極及びS極の各磁極が交互となるように等間隔に配設(配置)されている。ここで、同一極の永久磁石の間隔を「磁極対ピッチ」という。同図では、磁極対ピッチ2Pとして示されている。したがって、各永久磁石32間の間隔は「磁極対ピッチ2P÷2」となる。
【0044】
同図には、また、型締装置10の型開閉時(型送り時)における加減速距離Lが示されている。加減速距離Lは、型送り時において加速される区間(加速区間)の距離(型送り開始から等速状態になるまでの距離)、又は減速される区間(減速区間)の距離(等速状態から停止状態になるまでの距離)をいう。なお、図示される加減速距離Lは、磁極対ピッチ2Pとの相対的な関係を示すためにその長さが記載されたものであり、加減速距離Lの絶対的な区間(位置)を示すものではない。すなわち、図中において、磁極対ピッチ2Pは加減速距離L(加速区間の距離及び減速区間の距離の少なくともいずれか一方)より長いことが示されている。
【0045】
斯かるリニアモータ28では、加減速時における電流の供給が特定の相に集中する傾向にある。その結果、当該特定の相の温度が他の相に比較して非常に高くなる可能性がある。特に、射出成形機の型締装置においては、量産成形中では型開位置及び型閉位置は成形条件によって決定されるため、リニアモータ28は同じ区間で加減速を繰り返すことになる。その場合、特定の相に集中して電流が流れることになる虞が高い。
【0046】
そこで、本実施の形態では、テスト的に行われる型開閉動作の際に最も高い温度を検出したサーミスタ62(の温度)を監視対象として選択するのである。そうすることにより、異常の検知漏れを適切に防止することができる。すなわち、監視対象を任意に選択した場合、前記特定の相以外の相が監視対象として選択され、その結果、当該特定の相の温度が異常に高くなっていることを検知することができない可能性があるが、本実施の形態の監視方法によればそのようなことはないからである。
【0047】
また、本実施の形態の監視方法によれば、通常運用時は、一つの相(前記特定の相)のみが監視対象とされるため、全ての相を監視対象とする場合に比べて、温度監視にかかるコストを低減させることができる。制御部60とサーミスタ62とを接続するための施設又は機器等は、前記特定の相に対してのみ設ければよいからである。
【0048】
なお、加減速距離Lは、加速度が完全に0になるまでの距離に限定されない。型送り開始直後は大きな加速度で加速し、その後小さな加速度によって加速するといった速度パターンも想定されるところ、そのような速度パターンにおいては、加減速距離Lは、型送りの開始位置から加速度が低下するまでの距離、又は型送りの開始位置から加速度のピークの到達位置までの距離をも含む概念である。
【0049】
次に、型締装置10の動作について、図4を参照しつつ説明する。図4は、型開閉動作に使用されるリニアモータの動作パターンの例を示す図である。同図において、(A)は、リニアモータ28の可動子29の位置と速度との関係の例を示す。(B)は、リニアモータ28の可動子29の位置と加速度との関係の例を示す。(C)は、リニアモータ28の可動子29の位置とリニアモータ28のコイル35に供給される電流値との関係の例を示す。(D)は、リニアモータ28の可動子の位置とリニアモータ28の三相(U相:一点鎖線、V相:実線、W相:点線)のそれぞれのコイル35に供給される電流の位相の例を示す。なお、(A)、(B)、(C)、及び(D)において横軸(位置)は一致している。
【0050】
図2に示す状態において、制御部60は、コイル35に電流を供給する。それによりリニアモータ28が駆動され、吸着板22と共に可動プラテン12が前進させられる。制御部60は、加速区間において最大加速度を得るための電流をコイル35に供給する。したがって、リニアモータ28の可動子29は、加速区間において最大加速度によって加速する。この際、U相のコイル35には、型開位置に対応した電流値Uaが印加する。同様に、V相のコイル35には電流値Vaが、W相には電流値Waが印加する。W相に印加する電流値Waは、グラフの如く微小である。その後、(A)に示すように加速が持続すると可動プラテン12の型閉速度が次第に増加する。そして、(D)に示すようにU相に流れる電流値も増加する。一方、V相に流れる電流は徐々に0[A]に近付く。このような場合、加速時においてはU相への電流量が最も多くなり、U相の発熱量は他の相と比較して大きくなる。
【0051】
リニアモータ28の位置が加速区間を超えると、制御部60は電流の供給量を低下させる。その結果、リニアモータ28は、等速によって移動する。
【0052】
続いて、リニアモータ28の可動子29が減速区間の開始位置に到達すると、制御部60は、最大減速度を得るための電流(加速区間と逆向きの電流)をコイル35に供給する。この際、U相のコイル35には、減速開始位置に対応した電流値Ubが印加する。同様に、V相のコイル35には電流値Vbが、W相には電流値Wbが印加する。V相に印加する電流値Vbは、グラフの如く微小である。その後(A)に示すように減速が持続すると可動プラテン12の型閉速度が次第に減少する。そして(D)に示すようにU相に流れる電流値は増加する。一方、W相に流れる電流は徐々に0[A]に近付く。このような場合においても、減速時においてはU相への電流量が最も多くなり、U相の発熱量は他の相と比較して大きくなる。その後、リニアモータ28の可動子29は、最大減速度によって減速し、型閉位置で停止する。停止時の各相の電流値はUc、Vc、Wcである。
【0053】
続いて、制御部60は、コイル48に電流を供給する。それにより、磁性体である吸着板22の吸着部51は電磁石49の吸着力によって吸着する。その結果、吸着板22及びロッド39を介して吸着力が型締力として可動プラテン12に伝達され、型締めが行われる。
【0054】
また、制御部60は、型締力が目標設定値になるようにコイル48に供給する電流の値を決定し、当該電流をコイル48に供給することにより型締めを制御する。型締めが行われている間、射出装置17において溶融した樹脂が射出ノズル18から射出され、金型装置19のキャビティ空間に充填される。
【0055】
キャビティ空間内の樹脂が固化すると、図1に示す状態において、制御部60は、コイル48への電流供給を停止する。この場合、コイル48への電流供給を停止しても、吸着部51には磁気が残留するので、コイル48に型締めを行う際と逆の方向に電流が供給され、吸着部51に残留した磁気が取り除かれる。続いて、制御部60は、コイル35に型閉じ時とは逆方向の電流を供給する。この場合、U相のコイル35には型閉位置に対応した電流値Uc((D)参照)とは上下逆向きの波形に対応させて電流を印加させる。
【0056】
それにより、リニアモータ28が駆動され、可動プラテン12が後退させられ、図2に示されるように、可動金型16が後退限位置に移動し、型開きが行われる。このように、型開動作においても、波形が(D)とは上下対称となるだけであるため、U相への電流量が最も多くなり、U相の発熱量は他の相と比較して大きくなる。その後、制御部60は、型開き時おいても、型閉じ時と同様の速度パターンに基づいてリニアモータ28を制御する。
【0057】
以上における、型閉じ時及び型開き時(型送り時)において、制御部60は、次の処理も並列的に実行する。図5は、型送り時において制御部によって実行される処理手順を説明するための図である。
【0058】
ステップS101において、制御部60は、切替器61を介して接続されたサーミスタ62(すなわち、予め監視対象として選択された相に対応するサーミスタ62)より検出値(コイル35の検出温度)の入力を受け付ける。図4(D)によれば、本実施の形態において加速区間において最も大きな電流が供給されるのはU相である。したがって、U相に係るサーミスタ62uより検出温度が入力される。
【0059】
続いて、制御部60は、初期状態からの上昇温度を算出する(S102)。初期状態とは、コイル35に電流が供給される前の状態をいう。すなわち、制御部60は、初期状態における検出温度(初期温度)を保持しておき、ステップS101において入力された検出温度から初期温度を減ずることにより上昇温度を算出する。
【0060】
続いて、制御部60は、上昇温度が予め設定された閾値を超えているか否かを判定する(S103)。なお、ステップS101〜S103は、型送り時において繰り返し実行される。上昇温度が閾値を超えている場合(S103でYes)、制御部60は、リニアモータ28の型送りを停止させる(S104)。
【0061】
なお、図5では、上昇温度を閾値と比較する例について説明したが、検出温度を閾値と比較するようにしてもよい。
【0062】
上述したように、本実施の形態における型締装置10によれば、三相のうち、加速度を得るために最も電流が供給される相(すなわち、加速度に最も寄与する相)が監視対象として選択されるため、コイル35の発熱による異常の発生を適切に防止することができる。
【0063】
なお、加速区間と減速区間において、最も電流が供給される相が異なる場合であっても、テスト的な型開閉動作の際に検出された温度が最も高い相を監視対象とすればよい。また、テスト的な型開閉動作の際に検出された温度が最も高い相が二つある場合はいずれか一方を監視対象とすればよい。いずれの場合も、最も高い温度を監視することができるからである。
【0064】
以上、本発明の実施例について詳述したが、本発明は斯かる特定の実施形態に限定されるものではなく、特許請求の範囲に記載された本発明の要旨の範囲内において、種々の変形・変更が可能である。
【図面の簡単な説明】
【0065】
【図1】本発明の実施の形態における金型装置及び型締装置の型閉じ時の状態を示す側面図である。
【図2】本発明の実施の形態における金型装置及び型締装置の型開き時の状態を示す側面図である。
【図3】サーミスタと制御部との関係を示す図である。
【図4】型開閉動作に使用されるリニアモータの動作パターンの例を示す図である。
【図5】型送り時において制御部によって実行される処理手順を説明するための図である。
【符号の説明】
【0066】
10 型締装置
11 固定プラテン
12 可動プラテン
13 リヤプラテン
13a 脚部
14 タイバー
15 固定金型
16 可動金型
17 射出装置
18 射出ノズル
19 金型装置
22 吸着板
28 リニアモータ
29 可動子
31 固定子
32 永久磁石
33 磁極歯
34 コア
35 コイル
37 電磁石ユニット
39 ロッド
41、42 穴
43 ねじ
44 ナット
46 コア
47 ヨーク
48 コイル
49 電磁石
51 吸着部
60 制御部
61 切替器
62u、62v、62w サーミスタ
81 空間
Fr フレーム
Gd ガイド
Gb ガイドベース
Sb スライドベース
【特許請求の範囲】
【請求項1】
三相交流型のリニアモータによって型開閉動作を行う型締装置であって、
前記リニアモータの三相のそれぞれのコイルのうち、型送り時の加速度に最も寄与する相に係るコイルの温度を監視する温度監視手段を有することを特徴とする型締装置。
【請求項2】
前記リニアモータの永久磁石の磁極対ピッチは、型送りの開始位置から加速度のピークの到達位置までの距離より長いことを特徴とする請求項1記載の型締装置。
【請求項3】
前記磁極対ピッチは、型送りの加速区間の距離及び減速区間の距離の少なくともいずれか一方より長いことを特徴とする請求項1又は2記載の型締装置。
【請求項4】
前記温度監視手段によって監視される温度に応じ型送りを停止させることを特徴とする請求項1乃至3いずれか一項記載の型締装置。
【請求項5】
前記リニアモータの三相の全てのコイルに当該コイルの温度を検出する温度検出手段を有することを特徴とする請求項1乃至4いずれか一項記載の型締装置。
【請求項6】
前記温度監視手段は、前記温度検出手段の検出値に基づいて選択された相に係るコイルの温度を監視することを特徴とする請求項5記載の型締装置。
【請求項1】
三相交流型のリニアモータによって型開閉動作を行う型締装置であって、
前記リニアモータの三相のそれぞれのコイルのうち、型送り時の加速度に最も寄与する相に係るコイルの温度を監視する温度監視手段を有することを特徴とする型締装置。
【請求項2】
前記リニアモータの永久磁石の磁極対ピッチは、型送りの開始位置から加速度のピークの到達位置までの距離より長いことを特徴とする請求項1記載の型締装置。
【請求項3】
前記磁極対ピッチは、型送りの加速区間の距離及び減速区間の距離の少なくともいずれか一方より長いことを特徴とする請求項1又は2記載の型締装置。
【請求項4】
前記温度監視手段によって監視される温度に応じ型送りを停止させることを特徴とする請求項1乃至3いずれか一項記載の型締装置。
【請求項5】
前記リニアモータの三相の全てのコイルに当該コイルの温度を検出する温度検出手段を有することを特徴とする請求項1乃至4いずれか一項記載の型締装置。
【請求項6】
前記温度監視手段は、前記温度検出手段の検出値に基づいて選択された相に係るコイルの温度を監視することを特徴とする請求項5記載の型締装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2009−248476(P2009−248476A)
【公開日】平成21年10月29日(2009.10.29)
【国際特許分類】
【出願番号】特願2008−100266(P2008−100266)
【出願日】平成20年4月8日(2008.4.8)
【出願人】(000002107)住友重機械工業株式会社 (2,241)
【Fターム(参考)】
【公開日】平成21年10月29日(2009.10.29)
【国際特許分類】
【出願日】平成20年4月8日(2008.4.8)
【出願人】(000002107)住友重機械工業株式会社 (2,241)
【Fターム(参考)】
[ Back to top ]